Estudo de otimização do betão projetado na Mina de
Neves-Corvo
Silvana Catarina Alexandre Fernandes
Dissertação para obtenção do Grau de Mestre em
Engenharia Geológica e de Minas
Orientador: Professora Doutora Maria Matilde Mourão de Oliveira Carvalho Horta
Costa e Silva
Júri
Presidente: Professora Doutora Maria Teresa da Cruz Carvalho
Orientador: Professora Doutora Maria Matilde Mourão de Oliveira Carvalho Horta
Costa e Silva
Vogal: Professora Doutora Ana Paula Alves Afonso Falcão Neves
Junho 2015

II

III
Agradecimentos
Relativamente ao trabalho desenvolvido, gostaria de manifestar os meus sinceros agradecimentos a
algumas pessoas, que direta ou indiretamente contribuíram e ajudaram na realização desta
dissertação:
Quero, antes de mais, agradecer à Professora Doutora Maria Teresa Carvalho, por todo o trabalho e
empenho desenvolvido na abertura dos estágios curriculares, sem os quais tudo isto não teria sido
possível.
Quero agradecer imenso à minha orientadora de dissertação, Professora Doutora Matilde Horta
Costa e Silva, por todo o apoio, colaboração, dedicação e motivação que me proporcionou durante
esta fase de elaboração da dissertação. O seu apoio foi muito importante nesta fase final da
dissertação.
Além do mais, quero expressar o meu enorme agradecimento à Somincor, por ter tornado possível a
realização dos estágios, os quais contribuíram bastante para o enriquecimento da minha experiência
pessoal e profissional, e acima de tudo à realização da minha dissertação.
Ao Engenheiro João Horta, meu orientador de estágio, um grande obrigado pela oportunidade de
realizar o estágio no Departamento de Desenvolvimento, pelo apoio e por toda a disponibilidade
prestada, bem como por todos os ensinamentos transmitidos e dedicação em orientar-me durante os
estágios.
Ao Carlos Espírito Santo, um agradecimento muito especial, por ter tido a oportunidade de trabalhar
diariamente com ele, por tão pacientemente me ter elucidado acerca de diversas matérias e em todas
as minhas curiosidades, e pela simpatia e generosidade demonstrada durante o período dos
estágios.
A todo o Departamento de Desenvolvimento pelo apoio prestado, e pela disponibilidade e
acessibilidade que sempre demonstraram, com especial destaque para o António Cruz, João
Fernandes, Ricardo Ferreira, Aníbal Vaz, Paulo Inácio, Filipe Lobo, Guilherme e toda a equipa da
Central de Betão.
Ao Departamento de Mecânica das Rochas, também quero agradecer por toda a atenção e
disponibilidade dispensada na realização dos trabalhos desenvolvidos durante os estágios, com
especial destaque para o Hugo Brás e respetiva equipa de laboratório, nomeadamente o João Daniel,
Tito Godinho, Luís Alves, Ramos, Pedro e Oliveira. Também em colaboração com a Mecânica das
Rochas, agradeço à equipa da Sika, Rute Silva, Pedro Sousa e Martin Hansson.

IV
Agradeço também a simpatia e disponibilidade dos trabalhadores e colaboradores dos distintos
departamentos existentes na Somincor.
Ainda durante a realização desta dissertação, quero agradecer aos novos colegas e amigos de
trabalho, que conheci durante este percurso de elaboração, por todo o apoio, auxílio, companheirismo
e motivação, à Raquel Martinho, Tiago Ferreira e ao Francisco Pereira, sem eles todo este trabalho
não teria tido o processo que teve.
Finalmente quero agradecer à minha família, Maria Antonieta Fernandes, Manuel Fernandes, Patrícia
Fernandes, Leonor Alexandre e Joaquim Guerreiro, amigos e colegas, por todo o apoio, força e
motivação que sempre me proporcionaram ao longo da minha vida académica, com eles todos os
obstáculos foram mais fáceis de ultrapassar, muito obrigada.
E por último, ao meu namorado, amigo, colega e companheiro Tomás Melo, por toda a paciência,
ajuda, coragem, apoio e por tudo, nos bons e maus momentos, tanto a nível académico como
pessoal, nesta longa caminhada em que sempre me ajudou, um agradecimento muito especial.

V
Resumo
O betão projetado consiste num betão produzido por uma determinada composição base, o qual é
projetado pneumaticamente a alta velocidade, produzindo uma massa densa e homogénea pela sua
própria energia cinética. A flexibilidade de colocação, modo de compactação, capacidade de
aderência a vários tipos de superfícies, a dispensa de cofragens e o seu modo de atuação como
sistema de suporte, favorece cada vez mais o uso deste tipo de betão na indústria mineira. É utilizado
como sistema de suporte temporário ou permanente, principalmente na abertura de galerias para
exploração de minério e no desenvolvimento de infra-estruturas.
Pretende-se com o presente trabalho caracterizar o betão projetado, com o objetivo de melhorar e
otimizar o processo de aplicação do mesmo no interior da Mina de Neves-Corvo. Para esse fim foi
necessário efetuar uma análise em termos quantitativos e qualitativos das propriedades do betão
projetado, nomeadamente ensaios de espessuras do betão endurecido (in situ) e ensaios de
resistência à compressão, tanto dos provetes cúbicos do betão endurecido (laboratório) como do
betão projetado jovem (in situ), sendo estes últimos efetuados através da introdução e alteração dos
seus constituintes.
O estudo desenvolvido permitiu concluir que é possível reduzir os custos relativos à quantidade de
volume de betão projetado, sem afetar a especificação exigida para as espessuras a aplicar, e que a
introdução e alteração efetuada de alguns dos seus constituintes provocaram melhorias nas
resistências à compressão do betão jovem e endurecido, contribuindo para a melhoria e otimização
do sistema de suporte com betão projetado.
Palavras-chave: Betão projetado; sistema de suporte; espessuras; resistência à compressão.

VI
Abstract
Shotcrete consists of a concrete produced under conditions by a certain basic composition, which is
applied pneumatically at high speed, producing a dense and homogeneous mass by its own kinetic
energy. The placing flexibility, compression and adherence ability to several types of surfaces,
exemption of formwork and its role as a support system, favours the use of shotcrete on the mining
industry. Shotcrete is applied as permanent and temporary support system, mainly on drift opening for
ore exploitation and infrastructures development.
This work aims to characterize the shotcrete, improve and optimize its application process inside
Neves-Corvo Mine. To this end, it was required to perform a quantitative and qualitative analysis of the
shotcrete properties, such as hardened concrete thickness (in situ) and compression strength (in situ
and young concrete samples), modifying da shotcrete components on the last referred.
This study concludes that it is possible to reduce the costs related to the volume of shotcrete applied,
without affecting a specified thickness demands. The modifications to its components also showed
improvements on the young hardened concrete compression strength, meaning with this, a
development and optimization of the shotcrete process.
Keywords: Shotcrete; support system; thickness; compression strength.

VII
Índice
Agradecimentos ....................................................................................................................III
Resumo ................................................................................................................................. V
Abstract ................................................................................................................................ VI
Introdução ............................................................................................................................. 1
1. Betão Projetado ................................................................................................................. 4
1.1. História ....................................................................................................................... 4
1.2. Métodos de projeção de betão .................................................................................... 5
1.2.1. Projeção por via seca ........................................................................................... 5
1.2.2. Projeção por via húmida ....................................................................................... 5
1.3. Processos de projeção de betão ................................................................................. 6
1.3.1. Processo de fluxo diluído ...................................................................................... 6
1.3.2. Processo de fluxo denso ...................................................................................... 6
1.4. Materiais constituintes do betão projetado .................................................................. 7
1.4.1. Componentes básicos .......................................................................................... 7
1.4.2. Adjuvantes...........................................................................................................11
1.4.3. Aditivos ................................................................................................................18
1.4.4. Fibras de Aço ......................................................................................................22
1.5. Requisitos gerais do betão projetado .........................................................................22
1.5.1. Consistência da mistura de betão projetado ........................................................22
1.5.2. Temperatura ........................................................................................................23
1.5.3. Durabilidade do betão projetado ..........................................................................23
1.5.4. Propriedades mecânicas do betão projetado .......................................................24
2. Dimensionamento do sistema de suporte com betão projetado ........................................27
2.1. Introdução ..................................................................................................................27
2.2. Sistemas de estabilização subterrânea ......................................................................27
2.3. Classificação do maciço rochoso para seleção do sistema de estabilização ..............28
2.3.1. Q-system .............................................................................................................29
2.4. Mecanismos de atuação do betão projetado ..............................................................31
2.4.1. Desempenho do betão projetado .........................................................................31
2.4.2. Rotura do betão projetado ...................................................................................31
2.5. Método básico de dimensionamento do betão projetado ...........................................32
3. Introdução ao caso de estudo – Betão projetado aplicado na Mina de Neves-Corvo .......34
3.1. Descrição da empresa ...............................................................................................34
3.1.1. Localização .........................................................................................................34

VIII
3.1.2. Historial ...............................................................................................................35
3.1.3. Geologia ..............................................................................................................36
3.1.4. Minério explorado ................................................................................................38
3.1.5. Infra-estruturas principais ....................................................................................39
3.1.6. Métodos de exploração .......................................................................................40
3.2. Composição do betão projetado ................................................................................42
3.2.1. Componentes básicos .........................................................................................42
3.2.2. Adjuvantes...........................................................................................................44
3.2.3. Fibras de aço .......................................................................................................45
3.2.4. Betão projetado utilizado na mina de Neves-Corvo .............................................46
3.3. Controlo e dimensionamento do betão projetado .......................................................46
3.3.1. Determinação do volume previsto de betão projetado .........................................47
3.4. Trabalhos preparatórios .............................................................................................47
3.5. Central de Betão ........................................................................................................48
3.5.1. Funcionamento da Central de betão ....................................................................48
3.5.2. Descarga do betão projetado ..............................................................................50
3.6. Equipamento de transporte do betão projetado .........................................................50
3.7. Equipamento de projeção do betão............................................................................51
3.7.1. Condições dos equipamentos de projeção de betão ...........................................51
3.8. Execução da projeção do betão .................................................................................52
4.1. Medição de espessuras .............................................................................................54
4.1.1. Composição do betão projetado ..........................................................................55
4.1.2. Procedimentos e equipamentos ..........................................................................56
4.1.3. Resultados das medições efetuadas ...................................................................56
4.1.4. Análise dos resultados ........................................................................................56
4.1.5. Análise económica ..............................................................................................60
4.2. Resistências à compressão iniciais do betão projetado jovem ...................................60
4.2.1. Composição da mistura base do betão projetado ................................................62
4.2.2. Composição das misturas alteradas do betão projetado......................................62
4.2.3. Procedimentos e equipamentos ..........................................................................64
4.2.4. Resultados e análise dos ensaios efetuados .......................................................65
4.2.5. Análise económica ..............................................................................................71
4.3. Resistências à compressão do betão projetado endurecido ......................................72
4.3.1. Composição da mistura Standard do betão projetado .........................................73
4.3.2. Reformulação das novas misturas do betão projetado ........................................73
4.3.3. Procedimentos e equipamentos ..........................................................................75

IX
4.3.4. Resultados ..........................................................................................................76
4.2.5. Análise dos resultados ........................................................................................76
4.2.6. Análise económica ..............................................................................................77
5. Considerações finais ........................................................................................................78
5.1. Conclusões ................................................................................................................78
5.2. Recomendações finais ...............................................................................................80
Referências Bibliográficas ....................................................................................................82
Anexos .................................................................................................................................88

X

XI
Índice de Figuras
Figura 1. Processo de fluxo diluído (Hofler, 2010) .......................................................................................... 6
Figura 2. Processo de fluxo denso (Hofler, 2010) ........................................................................................... 6
Figura 3. Limites da área de referência dos agregados. (EFNARC – European Specification for
Sparyed Concrete, p.4, 1996) .................................................................................................................... 9
Figura 4. A- Repulsão electrostática; B- Repulsão estérica (Hofler, p. 29, 2011) .................................... 12
Figura 5. Interação entre os aluminatos e os silicatos (Hofler, p.23, 2011). ............................................. 17
Figura 6. Classes de resistência do betão projetado jovem (Adaptado de Hofler, 2010) ...................... 25
Figura 7. Limites de referência do desenvolvimento da resistência à compressão uniaxial do betão
projetado (Hofler, 2011). ........................................................................................................................... 26
Figura 8. Dimensionamento do sistema de suporte baseado no Q-system. (Aarset, 2013 – pp.34-35)
...................................................................................................................................................................... 30
Figura 9. Localização geográfica da Mina de Neves-Corvo e da Faixa Piritosa Ibéria.
(http://www.sec.gov/Archives/edgar/containers/fix270/1377085/000120445907001642/lundintechr
ep.htm) ........................................................................................................................................................ 36
Figura 10. Distribuição 3D dos seis jazigos, Graça, Corvo, Neves, Zambujal, Lombador e Semblana
(http://www.lundinmining.com/i/pdf/2013-05-17_NCMTP.pdf, pág. 27, 2013) ................................. 37
Figura 11. Curvas granulométricas dos agregados. ..................................................................................... 43
Figura 12. Funcionamento da Central de Betão. ........................................................................................... 49
Figura 13. A- Equipamento de projeção de betão, “Sika-PM”; B-Torva do equipamento de projeção
(Novembro, 2013) ...................................................................................................................................... 51
Figura 14. Histograma do Coeficiente de Correção. ..................................................................................... 58
Figura 15. Caixa de Bigodes do Coeficiente de Correção ........................................................................... 58
Figura 16. Consumo vs. Poupança de cada um dos coeficientes de correção. ....................................... 60
Figura 17. Alteração dos adjuvantes com as respetivas dosagens a ensaiar. ......................................... 62
Figura 18. Alteração dos agregados e da proporção dos mesmos, para a mistura base e mistura
nova. ............................................................................................................................................................ 64
Figura 19. Resistências iniciais da mistura base de betão projetado, efetuadas em Novembro e
Dezembro de 2013. ................................................................................................................................... 66 Figura 20. Resistências iniciais com diferentes dosagens do acelerador de presa – Sigunit T&M, e
com 0,75% de superplastificante – Sika ViscoFlow 45. ...................................................................... 67 Figura 21. Resistências iniciais com diferentes dosagens do acelerador de presa – Sigunit T&M, e
com 0,55% de superplastificante – Sika ViscoFlow 45. ...................................................................... 68 Figura 22. Resistências iniciais com diferentes dosagens do acelerador de presa – Sigunit T&M, e
com 1% de superplastificante – Sikament 300 Plus. ........................................................................... 69 Figura 23. Resistências iniciais com diferentes dosagens de Sigunit L82 AF P, e com 1% de Sikament
300 Plus. ..................................................................................................................................................... 70
Figura 24. Melhores resistências iniciais das diferentes misturas. ............................................................. 71
Figura 25. Consumo vs. Dispêndio das misturas de BP com as melhores resistências iniciais. .......... 72
Figura 26. Gráfico das resistências à compressão uniaxial de cada mistura reformulada. .................... 76
Figura 27. Resumo dos resultados de T1-20 e T2-20. ................................................................................. 77
Figura 28. Consumo vs Poupança das misturas com as melhores resistências à compressão dos
provetes de betão projetado endurecido. .............................................................................................. 77

XII
Índice de Tabelas
Tabela 1. Diferenças gerais entre os métodos de projeção, via seca e via húmida (Vandewalle,2005;
Hofler, et al, 2011) ....................................................................................................................................... 5
Tabela 2. Componentes principais do Cimento Portland Português. (Coutinho, 1988) ............................ 7
Tabela 3. Método para medir a resistência à compressão (Hofler, 2011). ................................................ 26
Tabela 4. Sugestão do coeficiente de rugosidade a aplicar no cálculo do volume de betão projetado,
tendo em conta o qualidade do maciço e/ ou o número de fraturas presentes na área do
substrato a projetar (Jn) (Selmer, pp. 58. 2014) .................................................................................... 33
Tabela 5. Caracterização geral da Mina de Neves-Corvo (Adaptado de LundinMining, Setembro de
2013). .......................................................................................................................................................... 34
Tabela 6. Dimensões aproximadas dos cinco jazigos (Centro de formação SOMICOR, 2013). ........... 37
Tabela 7. Características físicas e químicas do Cimento Portland CEM I 42,5R (Fica Técnica do
produto, Cimpor, 2013) ............................................................................................................................. 42
Tabela 8. Caraterísticas físicas dos agregados. ........................................................................................... 43 Tabela 9. Caraterística do superplasficante utilizado - Sikament 300 Plus (Ficha Técnica do produto,
Sika, 2011) .................................................................................................................................................. 44 Tabela 10. Caraterística do acelerador de presa utilizado – Sigunit L82 AF P (Ficha Técnica do
produto, Sika, 2011) .................................................................................................................................. 45 Tabela 11. Caraterísticas gerais das fibras de aço - Fibras Dramix, RC 65/35 BN (Ficha técnica do
produto, Dramix, 2013) ............................................................................................................................. 46
Tabela 12. Mistura utilizada para fabrico de betão projetado na Central de Betão (2013 e 2014) ....... 46
Tabela 13. Valores utilizados para o cálculo do volume previsto de betão projetado ............................. 47
Tabela 14. Mistura utilizada para fabrico de betão projetado na Central de Betão (desde Setembro de
2013 a Junho de 2014) ............................................................................................................................. 55
Tabela 15. Dados para análise do coeficiente de correção ......................................................................... 57
Tabela 16. Coeficiente de rugosidade para o cálculo do volume de betão projetado, atendendo à
qualidade do maciço e/ ou o número de fraturas presentes na área do substrato a projetar (Jn)
(Selmer, 2014) ........................................................................................................................................... 59 Tabela 17. Métodos de medição da resistência à compressão in situ do betão projetado endurecido
em idade jovem. ......................................................................................................................................... 61
Tabela 18. Mistura base do betão projetado (MB). ....................................................................................... 62 Tabela 19. Caraterística do superplasficante utilizado – Sika ViscoFlow 45 (Ficha Técnica, Sika, 2011)
...................................................................................................................................................................... 63
Tabela 20. Caraterística do acelerador de presa utilizado – Sigunit T&M (Ficha Técnica, Sika, 2011) 63
Tabela 21. Dosagens dos adjuvantes utilizados na mistura base. ............................................................. 66
Tabela 22. Dosagem dos adjuvantes utilizados na MbM2. ......................................................................... 67
Tabela 23. Dosagens dos adjuvantes Mb1. ................................................................................................... 68
Tabela 24. Dosagens dos adjuvantes. ............................................................................................................ 69
Tabela 25. Dosagem dos adjuvantes, Sikament 300 Plus e Sigunit L82 AF P. ....................................... 70
Tabela 26. Características das misturas de betão projetado ...................................................................... 72
Tabela 27. Mistura Standard do betão projetado. ......................................................................................... 73
Tabela 28. Características gerais do aditivo de calcário (Ficha Técnica do produto, Parapedra, 2014)
...................................................................................................................................................................... 74
Tabela 29. Características das diferentes misturas reformuladas de BP. ................................................. 75

XIII
Lista de Abreviaturas
ACI – American Concrete Institute
AL2O3 – Alumina
At – Área teórica da secção a projetar
BP – Betão projetado
C2S – Silicato bicálcico
C3A – Aluminato tricálcico
C3S – Silicato tricálcico
C4AF – Aluminoferrato tetracálcico
C6ASH32 – Etringite
CaSO3 – Carbonato de cálcio
CaSO4 – Sulfato de cálcio
CC – Coeficiente de correção
CM – Chaminé de minério
CPS – Chaminé de serviços
CPV – Chaminé Principal de Ventilação
CRS – Cimentos resistentes à ação dos sulfatos
CV- Chaminé de ventilação
CVS – Complexo Vulcano-Sedimentar
EDM – Empresa de Desenvolvimento Mineiro
EPOS – Empresa Portuguesa de Obras subterrâneas
F – Força de penetração da agulha (N)
FPI – Faixa Piritosa Ibérica
GF – Grupo Flysh
Ja– Número que indica o grau de alteração das fraturas
Jn – Número de fraturas
Jr – Número que valoriza a rugosidade das fraturas
Jw – Fator de redução de água das fraturas
L – Comprimento total furado numa sondagem.
li – Comprimento dos troços de amostra intacta, maiores que 10 cm
MB – Mistura base
Restim – Resistência à compressão estimada (MPa)
RMR – Rock Mass Rating
RMR – Rock Mass Rating
RQD – Grau de fracturação (qualidade do maciço rochoso)
RTZ – Rio Tinto Zinc
SiO2 – Dióxido de silício
SRF – Fator de redução do estado de tensão do maciço rochoso
SRF – Relação entre tensão e resistência

XIV
Std – Standard
USBM – United States Bureau of Mines
Vbetão – Volume teórico de betão projetado a aplicar

1
Introdução
Enquadramento geral e objetivos do trabalho
Desde a pré-história à atualidade, a exploração de recursos minerais tem desempenhado um papel
muito importante no desenvolvimento da civilização. A descoberta inicial da pedra e dos metais, e
posteriormente dos combustíveis e da Energia Nuclear, definiu grandes períodos evolutivos na
história da humanidade, contribuindo para os avanços tecnológicos praticados até aos dias de hoje
(Hartman, 1992).
Inicialmente a exploração de recursos minerais era confinada à superfície, mas com o aumento da
procura para fabrico de utensílios, armas e materiais de construção, esta foi evoluindo para níveis
mais profundos, dando origem às primeiras minas subterrâneas (Hartman, 1992).
A crescente abundância de recursos minerais promoveu a criação de riqueza para muitas sociedades
(Hartman, 1992), contribuindo para um consumo mundial cada vez mais elevado e originando
melhorias no desenvolvimento tecnológico da mineração, o qual foi acompanhado por um progresso
na ciência e na engenharia.
Em meados do século XX (1950-1960), surge a Mecânica das Rochas, um marco muito importante à
Engenharia de Minas (Hudsonet al., 2000), ciência aplicada ao estudo do comportamento mecânico
do maciço rochoso.
Com o desenvolvimento da Mecânica das Rochas, a conceção de escavações subterrâneas foi
melhorada através das técnicas de reforço e suporte utilizadas para controlo do comportamento do
maciço rochoso em torno da escavação. O reforço é introduzido no interior do maciço para que este
se torne mais competente, enquanto o suporte é inserido na fronteira da escavação de modo a
controlar os deslocamentos do maciço rochoso.
O betão projetado faz parte de uma das técnicas utilizadas no suporte do maciço rochoso, sendo
introduzido na indústria da mineração em 1914, pelo United States Bureau of Mines (USBM) na mina
de Bruceton, de forma a substituir as entivações de madeira que eram utilizadas como método de
suporte (Kovári, 2003a). Durante as décadas seguintes, até à data, foram desenvolvidos novos
equipamentos, introduzidos novos e inovadores materiais e melhorados os processos desta técnica
de suporte.
Este sistema de suporte torna-se ainda mais eficaz quando utilizado em conjunto com outros
elementos de suporte ou reforço, constituindo o apoio subterrâneo para aberturas temporárias e
permanentes, nomeadamente nas galerias de exploração de minério e apoio à exploração, e no
desenvolvimento de infra-estruturas (Hoek et al., 2002).

2
O funcionamento simultâneo de múltiplas frentes de trabalho, dificuldades de acesso e condições de
carga têm contribuído para o desenvolvimento de aplicações inovadores de betão projetado, tornando
a sua utilização imprescindível à segurança e rapidez dos trabalhos associados à exploração de
minas.
Visto ser uma técnica de suporte que requer custos relativamente elevados, tanto a nível de
equipamentos, como materiais e pessoal especializado, prende-se um rigoroso controlo sobre este,
de modo a otimizar e melhorar a sua aplicação.
Desta forma, pretende-se com o presente trabalho, realizado em colaboração com a empresa
Somincor, estudar a influência das espessuras e dos materiais constituintes do betão projetado, no
custo e nas propriedades do mesmo, através da realização de ensaios experimentais às espessuras
e às resistências à compressão, visando a melhoria e a otimização do sistema de suporte com betão
projetado.
Organização do trabalho
Pretende-se com este trabalho de dissertação estudar e otimizar, in situ e em laboratório, o sistema
de suporte de betão projetado, aplicado na mina de Neves-Corvo, com recurso a ensaios de controlo
de espessuras e ensaios de resistência à compressão uniaxial das diferentes misturas reformuladas a
partir da mistura base de betão projetado.
O controlo de espessuras de betão projetado pretendeu:
o Otimizar a quantidade de volume de betão projetado necessária a aplicar num determinada
frente de trabalho, através de 60 ensaios de medição de espessuras, realizados in situ (na
mina), distribuídos aleatoriamente em frentes de produção de minério, ao longo de toda a
mina.
A reformulação de misturas de betão projetado pretendeu:
o Melhorar a qualidade do betão projetado jovem, através de vários ensaios de resistência à
compressão, realizados in situ (no interior da mina), com a introdução de novos adjuvantes,
Os ensaios foram distribuídos aleatoriamente em frentes de produção de minério, ao longo de
toda a mina;
o Melhorar a qualidade e reduzir custos do betão projetado, através de alguns ensaios de
resistência à compressão, realizados em laboratório, com a introdução de um aditivo de
calcário.
O presente trabalho está organizado em cinco capítulos, os quais passam a ser descritos, de forma
geral, quanto aos seus principais conteúdos.

3
O capítulo 1 fornece o estado de arte do betão projetado, descrevendo os principais métodos e
processos de projeção. Seguidamente é descrita a constituição do betão projetado, incorporando a
definição que cada um dos seus componentes pode integrar no betão projetado. Expõem-se ainda as
propriedades mecânicas de que são um dos alvos de estudo deste trabalho.
No capítulo 2 são apresentados de um modo geral o dimensionamento básico e os mecanismos de
atuação do sistema de suporte de betão projetado, englobando o ponto de partida para a
determinação das espessuras e do coeficiente de correção a aplicar para o cálculo das quantidades a
empregar numa frente de trabalho.
No capítulo 3 é apresentado o caso de estudo, através de uma pequena abordagem à mina de
Neves-Corvo, bem como todos os trabalhos, equipamentos, materiais e tudo o que seja inerente ao
processo de aplicação de betão projetado na mina de Neves-Corvo.
No capítulo 4, são apresentados os ensaios realizados na mina e no laboratório, bem como os
resultados e análises destes.
E por fim, no capítulo 5 são descritas as conclusões principais do estudo do betão projetado, bem
como algumas recomendações futuras, que possam vir a ser realizadas para o contínuo melhorando
do sistema de suporte de projeção de betão.

4
1. Betão Projetado
1.1. História
Um dos grandes avanços existentes na escavação subterrânea foi marcado pela substituição da
madeira por revestimentos de aço, parafusos e betão. Até aos anos 50, os sistemas de suporte e
reforço utilizados eram essencialmente dominados pela madeira. Inicialmente foram introduzidos os
suportes de aço (cambotas), depois o betão e os parafusos, e por último a combinação destes
sistemas.
O desenvolvimento da tecnologia do betão projetado teve início em 1911, pela invenção da pistola de
cimento (cement-gun), por o taxidermista Dr. Carlton Akeley (Kovári, 2003a). O material projetado foi
chamado de gunite, o qual correspondia a argamassas secas (mistura de cimento e areia).
Em 1914, o United States Bureau of Mines (USBM) começou a substituir as estruturas de madeira por
argamassas projetadas na mina de Bruceton, dando início ao seu uso na indústria mineira (Kovári,
2003a).
A ideia original de aplicação deste material sobre uma superfície a alta velocidade foi um sucesso e o
seu uso cresceu progressivamente, tendo em 1915 a Cement Gun Commpany desenvolvido um novo
equipamento de projeção (Kovári, 2003 e Vandewalle, 2005), com base na cement-gun.
Em 1930, surge o termo shotcrete, introduzido pela American Railway Association para descrever o
processo de gunitagem (Vandewalle, 2005).
Na década de 1950, com o desenvolvimento da tecnologia, foi desenvolvido o primeiro equipamento
a rotor, capaz de integrar agregados mais grosseiros no seu processo de projeção por via seca,
possibilitando a aplicação contínua das argamassas e do betão projetado (Kovári, 2003b).
O método de projeção por via húmida foi introduzido nos anos 60, e a Comissão American Concrete
Institute (ACI) aplicou o termo shotcrete ao betão e argamassas projetadas pneumaticamente por via
seca ou por via húmida (Vandewalle, 2005).
A sua utilização tornou-se muito alargada, e outros termos têm sido empregues para descrever o
processo de projeção de betão. No que diz respeito ao European Standard Committee foi empregue o
termo sprayed concrete para ambos os processos de projeção, via seca e húmida (Vandewalle,
2005).
Durante as décadas seguintes, até à data, novos equipamentos foram desenvolvidos, introduzidos
novos e inovadores materiais e melhorados os processos de projeção, tornando o betão projetado

5
num material fundamental no revestimento de escavações subterrâneas, como é o caso dos túneis e
minas.
1.2. Métodos de projeção de betão
O betão projetado pode ser aplicado através de dois tipos de métodos, a projeção por via seca e a
projeção por via húmida, em que diferem principalmente na adição de água à mistura.
1.2.1. Projeção por via seca
Na projeção por via seca, os materiais são pré-misturados a seco. De seguida esta mistura de
cimento, agregados e aditivos sólidos é vertida na torva do equipamento de projeção, e é
transportada por toda a extensão de uma mangueira por ar comprimido, até à extremidade da
mesma, onde se situa a agulheta de projeção. Este transporte por ar comprimido é conhecido como
processo de fluxo diluído. Com a chegada da mistura seca à agulheta, é então introduzida uma
determinada quantidade de água (controlada pelo operador), mais o acelerador líquido (Figura 1),
produzindo uma mistura de betão que se projeta sobre a superfície.
1.2.2. Projeção por via húmida
Na projeção por via húmida, os materiais são misturados com água. A mistura de cimento,
agregados, aditivos e água é introduzida na torva do equipamento de projeção, e neste caso, após o
transporte da mistura pela mangueira até à agulheta de projeção, é apenas introduzido ar e uma
determinada dosagem de acelerador líquido (Figura 2). O transporte do betão pela mangueira até à
agulheta pode ser efetuado por fluxo diluído (transporte por ar comprimido) ou por fluxo denso
(transporte por bombagem). Seguidamente a mistura é compactada sobre a superfície de receção a
partir da alta velocidade de impacto gerada pela agulheta de projeção.
Tabela 1. Diferenças gerais entre os métodos de projeção, via seca e via húmida (Vandewalle,2005; Hofler, et al, 2011)
Parâmetros Via seca Via húmida
Caudal de projeção Q < 5 m3/h 20 m3/h< Q < 30 m3/h
Ressalto1 15 -40 % - hasteais2
20 -50 % - coroa3 10 -15 %
Qualidade Menos homogénea Mais homogénea
Velocidade de impacto Melhor adesão Menor adesão (mais água)
Poeiras Moderada Reduzida
Custos manutenção equipamentos Elevados Moderados
Quantidades moderadas Grandes quantidades
Secções pequenas Secções grandes
1 Ressalto – Projeção de betão que não adere às camadas projetas, sendo considerado desperdício. 2 Hasteais – Paredes laterais de uma escavação subterrânea. 3 Coroa – Teto de uma escavação subterrânea.

6
1.3. Processos de projeção de betão
Podem utilizar-se dois tipos de processos diferentes, o processo de fluxo “diluído”, que pode ser
utilizado por via seca ou húmida, e o processo de fluxo “denso”, utilizado apenas por via húmida.
A escolha do método e processo de projeção depende principalmente da aplicação, da estrutura e
tipo de obra, da quantidade de transporte e consequentemente da distância de transporte.
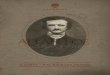
1.3.1. Processo de fluxo diluído
Neste processo são utilizados equipamentos de rotor, em que o
betão é transportado através de mangueiras ou tubos, num fluxo
contínuo de ar comprimido até à agulheta de projeção, onde a
força de transporte é utilizada para projetar e compactar a
composição (Hofler, 2011; NP EN 14487-1, 2008).
Os equipamentos de projeção utilizados neste processo são
substancialmente mais pequenos do que os empregues no
processo de fluxo denso, o que provoca uma elevada flexibilidade
do mesmo. Em contra partida conduz a capacidades mais
reduzidas de projeção de betão, o que limita então a sua
aplicação.
Esta técnica só é comummente utilizada em zonas estreitas, ou em pequenas áreas de reabilitação,
onde limitações espaciais são frequentes. Além destas causas, uma menor exigência de requisitos
em termos de composição do betão também é aplicada a este tipo de processo.
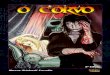
1.3.2. Processo de fluxo denso
Este processo é utilizado quando é necessário aplicar
grandes quantidades de projeção, sendo o betão
transportado por bombagem através de tubagens, num fluxo
denso, até à agulheta de projeção, onde o betão é projetado
pneumaticamente e compactado por meio de ar comprimido.
O acelerador é misturado no betão através do ar comprimido
(Hofler, 2011, NP EN 14487-1, 2008).
Este método é principalmente empregue em obras
subterrâneas, como é o caso de túneis e minas, na estabilização de grandes taludes e escavações
subterrâneas, devido à integração de grandes quantidades de projeção.
Figura 1. Processo de fluxo diluído (Hofler, 2010)
Figura 2. Processo de fluxo denso (Hofler, 2010)

7
Este é o processo aplicado pela Somincor, na Mina de Neves-Corvo, pois possibilita a projeção de
grandes quantidades de betão. O facto de a projeção ser por via húmida, a produção de pó é
reduzido. Este tipo de projeção também providência a melhoria da qualidade do betão, pois a
quantidade de água empregue na mistura é constante.
1.4. Materiais constituintes do betão projetado
1.4.1. Componentes básicos
● Cimento
O tradicional Cimento Portland (CEM I) é o ligante4 hidráulico mais importante de todos, sendo
também o mais utilizado para a maioria das aplicações de betão projetado. A designação de ligante
deve-se à propriedade que têm em conseguir aglomerar uma proporção elevada de materiais inertes,
como areias, pedra britada, etc., conferindo ao conjunto grande coesão e resistência. São
considerados hidráulicos porque, além de endurecerem ao ar, são capazes de adquirir elevadas
resistências debaixo de água, suportando inteiramente a sua ação.
O Cimento Portland é obtido a partir de uma mistura devidamente proporcionada de calcário
(carbonato de cálcio), argila (silicatos de alumínio e ferro) e, eventualmente, substâncias apropriadas
ricas em sílica, alumina ou ferro, reduzidas a pó muito fino, que se sujeitam à ação de temperaturas
da ordem de 1450ᵒC, obtidas geralmente em grandes fornos rotativos. A estas temperaturas as
matérias-primas reagem entre si, e os produtos da reação ao arrefecerem, aglomeram-se em
fragmentos com dimensões variáveis, chamados clínquer (Coutinho, 1988a).
Tabela 2. Componentes principais do Cimento Portland Português. (Coutinho, 1988)
Componente Designação Composição
química Abreviatura Quantidade
Silicato tricálcico Alite 3CaO.SiO2 C3S 20 – 65 % Silicato bicálcico Belite 2CaO.SiO2 C2S 10 – 55 %
Aluminato tricálcico Aluminato 3CaO.Al2O3 C3A 0 – 15 % Aluminoferrato
tetracálcico Ferrite 4CaO.Al2O3.Fe2O3 C4AF 5 – 15%
Sulfato de cálcio Gipsita CaSO4.2H20 CaSO4 3 %
Os componentes principais do cimento têm propriedades muito diversas: os aluminatos de cálcio
hidratam instantaneamente, promovendo uma presa rápida e as resistências desenvolvem-se nos
primeiros dias, enquanto os silicatos hidratam lentamente, podendo o tempo de presa e a resistência
ser atingida em vários dias ou semanas. Devido à grande produção de calor de hidratação dos
aluminatos considera-se que seja o principal responsável pela retração e fissuração. De modo a
4 Ligante - material geralmente pulverulento (pó fino) a que se junta água para formar uma pasta, que tem a finalidade de
aglutinar substâncias e aumentar a resistência dos materiais.

8
controlar a reação dos aluminatos, é adicionado um composto natural ao cimento, o sulfato de cálcio
sob a forma de gesso, para regular a presa.
Como regra geral, quanto maior for o teor de aluminato tricálcico (C3A) e quanto maior for a superfície
específica do cimento, mais elevada será a sua reatividade, provocando um ganho nos tempos de
presa e na resistência mecânica inicial, em particular quando combinado com aceleradores de presa.
Nos casos em que o betão projetado fique exposto à ação de solos ou águas subterrâneas
sulfatadas, ou onde existe o risco de desenvolvimento da reação álcalis-sílica, um tipo diferente de
cimento pode ser especificado. A escolha deve atender a um cimento com baixo teor de C3A (menor
que 5%), para baixar a sua reatividade, como é o caso de cimentos resistentes à ação dos sulfatos
(CRS). Apesar de minimizar o ataque químico, o baixo teor de C3A fomentará um aumento nos
tempos de presa e endurecimento do betão, devido ao prolongamento da hidratação, não garantindo
uma boa durabilidade do betão, no que respeita à porosidade e permeabilidade do betão projetado
(EFNARC – Guidelines, 1999).
De modo a afastar esse problema, os cimentos também podem ser modificados, quanto à sua
composição química, ou no caso de não ser possível, a introdução de aditivos (por ex. sílica de fume)
é aconselhável, de modo a proporcionar uma melhoria na durabilidade do betão.
O cimento é o principal lubrificante para uma correta bombagem do betão projetado. Além disso,
também é o principal responsável pelas características finais do betão projetado, em que a principal
precaução é adquirir um rápido tempo de presa e endurecimento, para que o desenvolvimento das
resistências iniciais seja elevado, garantindo a sua durabilidade.
A quantidade de cimento a introduzir na mistura deve variar entre os 350 e 450 Kg/m3 de betão, para
o método de via seca. No método por via húmida, o cimento deve variar entre os 400 e 500 Kg/m3 de
betão (EFNARC – Guidelines, 1999).
A temperatura máxima de armazenamento do cimento nos silos não deve ultrapassar os 70ºC e não
deve exceder os 50ºC durante o processo de mistura (EFNARC – Guidelines, 1999).
● Agregados
Os agregados são constituídos por materiais rochosos com dimensões que podem variar
aproximadamente entre 200 a 0,1mm. Para o betão projetado, as suas dimensões variam entre os 0
e os 8 mm. Estas partículas dispersas na pasta de cimento constituem geralmente cerca de 75% do
volume total do betão, o qual é afetado profundamente pelas propriedades do agregado utilizado.
Para a determinação da composição do betão, é indispensável que a mistura dos agregados possua
uma adequada trabalhabilidade e se obtenha um sólido o mais compacto possível. Portanto é a

9
granulometria uma das propriedades mais importantes do agregado, a seguir à sua resistência, pois é
esta que condiciona a compacidade do betão, e portanto todas as suas propriedades.
As curvas granulométricas representam as percentagens do volume absoluto das partículas, pois
estabelecem a lei a que devem obedecer as dimensões das partículas, em função da respetiva
proporção, com o fim de se obter uma compacidade elevada. Dadas as curvas granulométricas das
classes do agregado, é necessário obter uma mistura o mais próxima possível dos limites da curva de
referência do betão projetado (Figura 3).
Figura 3. Limites da área de referência dos agregados. (Adaptado de EFNARC – European Specification for Sparyed Concrete, p.4, 1996)
A quantidade de finos deve ser a suficiente para assegurar a correta bombagem e projeção da
mistura de betão. A quantidade de agregados grossos deve ser a adequada para assegurar a
compactação e a resistência, mantendo no mínimo a relação ligante/agregado, o que irá favorecer a
redução da retração e do ressalto do betão projetado (NP EN 14487-1, 2008).
O material fino, contido no peneiro inferior a 0,125mm, deve caracterizar no mínimo 4 a 5% e no
máximo 8 a 9% da proporção dos agregados. A correta percentagem de finos é muito importante na
trabalhabilidade do betão. Uma quantidade excessiva de finos na composição implica uma maior
quantidade de água, e que irá provocar problemas de retração no betão endurecido. No caso da
quantidade de finos ser inferior aos valores indicados, a mistura poderá sofrer segregação,
provocando o risco de entupimento do equipamento (Melbye, 2006).
É aconselhável que agregados com dimensões superiores a 8mm, apenas devam representar 10%
da proporção dos agregados, de forma a minimizar: o ressalto e consequente formação de vazios no
betão pelo impacto dos agregados grossos que acabam por cair, e problemas na bombagem
(EFNARC – Guidelines, 1999). Como regra geral, o agregado não deve ser superior a 10mm (NP
14487-1, 2008), pois as partículas podem entupir a agulheta de projeção e originar uma elevada taxa
ressalto.

10
As partículas finas tanto podem ser argila, como silte ou pó de pedra proveniente da britagem. Estes
materiais podem provocar um aumento da água de amassadura, e fazê-la variar de amassadura para
amassadura, provocando deste modo quedas e variações apreciáveis nas tensões de rotura do
betão. Também o material orgânico faz parte dos finos existentes nos agregados, o qual pode gerar
reações químicas, como álcalis-sílica, que podem afetar os tempos de presa e a durabilidade do
betão, sendo importante que os agregados sejam limpos e livres destas substâncias. É aconselhável
que os agregados sejam armazenados separadamente e, se possível numa área coberta.
A argila pode revestir as partículas do agregado sob a forma de “grumos”, aparecer dispersa ou
misturada com o agregado sob a forma de pó. As partículas de argila têm dimensões compreendidas
entre 1µm e 10-3µm, sendo inferiores às do cimento. Estas podem então ser adsorvidas pela
superfície dos grãos de cimento, formando uma película que representa uma barreira à difusão dos
iões, impedindo a cristalização regular e homogénea dos componentes hidratados. Se a argila
reveste o agregado, também tem uma ação prejudicial, pois impede a perfeita ligação cimento-
agregado, com reflexão importante nas tensões de rotura do betão (Coutinho,1988a).
A presença de silte e de pó de pedra não é tão perigosa como a da argila, devido às maiores
dimensões das suas partículas, compreendidas entre 2 e 60µm. Como a silte e o pó de pedra são
mais grossos que a argila, logo não interferem tanto na cristalização dos componentes hidratados
(Coutinho,1988a).
A forma das partículas também influi muito sobre as propriedades do betão projetado. Um agregado
britado resulta num aumento de água de amassadura, numa fraca bombagem e compactação, e
desgaste dos equipamentos.
A absorção de água do agregado é outra caraterística dos agregados, sendo determinada a partir da
diminuição da massa de uma amostra de agregado saturado em água, seca em estufa.
Consoante o nível de saturação exigido pelo agregado (depende da dimensão deste), maior ou
menor será a relação água/cimento. Portanto quanto maior for o agregado, mais elevada deve ser
essa relação. A absorção da água pelo agregado tem portanto como consequência a perda de
trabalhabilidade com o tempo.
Os agregados têm uma grande influência sobre a temperatura da mistura. Sob condições ambientais
extremas, de temperaturas elevadas ou baixas, os agregados devem ser armazenados em áreas
adequadas e devem ser arrefecidas ou aquecidas, para manter a temperatura da mistura de betão
dentro dos requisitos e não prejudicar o processo de hidratação do betão projetado. (EFNARC –
Guidelines, 1999).

11
● Água de amassadura
A água que faz parte da mistura de betão projetado é água adicionada durante o processo de
produção e a relativa à humidade dos agregados. É a água da mistura que regula a consistência do
betão projetado.
Se a água utilizada não for potável, esta deverá estar livre de óleos, impurezas químicas ou orgânicas
e quaisquer outras substâncias que possam ser prejudiciais e afetar o processo de hidratação do
betão projetado, tais como: gorduras, cloretos, sulfatos, açúcares e sal. Estes constituintes poderão
afetar significativamente o betão, portanto não devem ultrapassar os parâmetros admissíveis, que
poderão ser consultados na EFNARC – Guidelines (1999).
Além dos agregados, a água utilizada na produção do betão projetado também poderá ser aquecida,
de modo a compensar as baixas temperaturas durante a produção e projeção do betão, pois estas
podem prejudicar o processo de hidratação do mesmo.
1.4.2. Adjuvantes
A ação dos adjuvantes é principalmente química, e têm a finalidade de modificar ou melhorar certas
propriedades do betão, que não são possíveis alterar apenas com os componentes básicos (cimento,
agregados e água), quer no estado fluido, sólido, ou durante a passagem de um estado para outro.
São substâncias adicionadas durante a produção da mistura de todos os constituintes do betão ou
durante a colocação deste, como é o caso particular do acelerador aplicado no betão projetado, que é
adicionado imediatamente antes da projeção. Normalmente os adjuvantes são utilizados em
quantidades que podem variar entre 0,5 a 7% em massa da dosagem de cimento ou ligante,
representando cerca de 2 a 32Kg/m3 de betão (Hofler, 2011).
Os principais efeitos que se pretende alcançar aquando da utilização dos adjuvantes são os
seguintes (Coutinho, 1988a):
o Melhorar a trabalhabilidade;
o Acelerar ou retardar o processo de presa;
o Acelerar o endurecimento nas primeiras idades;
o Melhorar a resistência à compressão;
o Diminuir a permeabilidade aos líquidos;
o Ajudar a bombagem do betão;
o Modificar a viscosidade;
o Compensar a retração.
Seguidamente serão classificados os tipos de adjuvantes, consoante as suas propriedades
tecnológicas.

12
● Redutores de água
A utilização deste tipo de adjuvante é especialmente indicada para betões com pouco cimento ou
poucos elementos finos, e para betões que necessitem ser bombados, como é o caso dos betões
projetados.
Os adjuvantes redutores de água pertencem a uma categoria de substâncias tensio-activas. Estas
substâncias possuem propriedades físico-químicas que modificam a tensão superficial do dissolvente
(água) (Coutinho, 1988a).
Têm como propósito melhorar as condições de trabalhabilidade e coesividade do betão no estado
plástico sem alterar a relação água/cimento, promovendo um melhoramento na bombagem ou, ainda
reduzir a quantidade de água adicionada à mistura, promovendo um aumento da resistência.
Existem dois tipos de adjuvantes redutores de água:
o Plastificante;
o Superplastificante.
Quando os grãos mais finos do agregado, e especialmente do cimento entram em contato com a
água, tendem a flocular, fomentando o aprisionamento de parte da água dentro dos flocos e
reduzindo assim a quantidade disponível para a “lubrificação” da pasta. Como a principal ação dos
plastificantes e superplastificantes é promover a dispersão dos grãos de cimento, a água aprisionada
nos flocos fica livre, originando um aumento do teor de água efetiva e causando deste modo o
aumento da fluidez da pasta.
Os principais fatores que contribuem para a dispersão e fluidificação desenvolvidos pelos redutores
de água são: a redução da tensão superficial da água; repulsão electrostática nos grãos de cimento;
repulsão estérica nos grãos de cimento; e formação de uma camada lubrificante entre os grãos de
cimento (Melo, et al, 2008).
Entre estes, os principais responsáveis pela dispersão dos grãos são a repulsão electroestática
(Figura 4-A), que induz o surgimento de cargas negativas na superfície dos grãos adsorvidos,
resultando na repulsão entre partículas vizinhas, como é o caso dos linhossulfonatos, naftalenos e
melamina; e a repulsão estérica (Figura 4-B), que consiste na formação de uma barreira física que
impede a aproximação dos grãos de cimento. Os policarboxilatos por possuírem uma massa
molecular elevada efetuam os dois mecanismos de repulsão, a electroestática e a estérica.
Figura 4. A- Repulsão electrostática; B- Repulsão estérica (Hofler, p. 29, 2011)

13
Dos fatores apontados, resultam dois efeitos da dispersão, o primeiro é expor maior área superficial
do cimento à hidratação, que progride a uma velocidade mais elevada, obtendo-se uma distribuição
de cimento mais uniforme por todo o betão, resultando num aumento da resistência,
comparativamente a um betão com a mesma relação w/c, sem adjuvante. O outro efeito é permitir a
redução da água da mistura, quando se pretenda manter a trabalhabilidade igual à de um betão sem
adjuvante.
A eficiência dos dois tipos de redutores de água é fortemente influenciada pelos seguintes fatores:
o Composição do cimento, especialmente o teor de álcalis e de C3A;
o Finura do cimento;
o Quantidade e tipo do sulfato de cálcio no cimento;
o Natureza química e massa molecular do adjuvante;
o Dosagem e processo de adição do adjuvante.
A adsorção nas partículas de cimento ocorre preferencialmente nos aluminatos em relação aos
silicatos, que tem como efeito secundário retardar a presa, pois a adsorção das moléculas de
adjuvante pelos grãos de cimento retarda o seu contato com a água, promovendo um atraso da
precipitação dos primeiros componentes hidratados e por isso a ação dispersante retarda a presa.
Relativamente à finura do cimento, quanto maior for, maior será a quantidade de adjuvante
necessária para melhorar a fluidificação da mistura.
Os sulfatos exercem um importante papel no mecanismo de adsorção, uma vez que elevadas
quantidades de sulfatos presentes no cimento inibem a adsorção no C3A e no C4AF em favor da
adsorção no C3S e no C2S. Consequentemente, como a fase dos silicatos adsorve menos polímeros
que a fase dos aluminatos, um aumento no conteúdo de álcalis do cimento promove a redução no
teor total de adjuvante adsorvido em suas partículas, criando a necessidade de incorporar uma maior
quantidade de polímero na fase aquosa para desenvolver a dispersão e redução da viscosidade da
pasta de cimento (Melo, et al, 2008).
Deve ter-se especial atenção à dosagem empregue relativamente aos adjuvantes, de forma a não
gerar incompatibilidade com o cimento, o que poderá originar efeitos adversos no betão projetado.
Dosagens maiores do que a do ponto de saturação podem provocar perda de coesividade,
segregação e um retardo acentuado no tempo de presa do cimento, impedindo as reações de
hidratação e comprometendo intoleravelmente o endurecimento do betão. É importante empregar a
dosagem adequada ao tipo de adjuvante, dando preferência ao uso dos superplastificantes em
relação aos plastificantes, já que estes podem ser empregues em maior quantidade (dentro das
dosagens limites) sem originar a inibição das reações de hidratação, e promovendo um aumento na

14
fluidificação dos betões (Coutinho, 1988; Melo, et al, 2008). É sempre importante não ultrapassar as
especificações dadas pelo fornecer relativas às dosagens máximas.
o Plastificantes
Os primeiros materiais utilizados como plastificantes foram os polímeros derivados da lenhina, ou
linhossulfonatos. Possuem uma capacidade de redução de água que varia entre 5 e 10% (Hofler,
2011).
Os plastificantes são utilizados para bombar betões com o menor teor de água possível. Grandes
adições de água devem ser evitadas, pois diminuem a coesão e a resistência final do betão, o que
pode provocar efeitos adversos sobre a qualidade do mesmo e um elevado grau de ressalto durante
a projeção. Os plastificantes também podem retardar o tempo de presa, resultando num aumento da
dose de um acelerador, de modo a contrair esse problema.
o Superplastificantes
Com o avanço da indústria química, surgiram os superplastificantes. São misturas à base de
polímeros sintéticos e apresentam maior eficiência na redução de água, podendo ser aplicadas
dosagens superiores relativamente aos plastificantes. São à base de naftalenos e melamina e
permitem uma redução na quantidade de água de 5 e 25%. Nos últimos anos, novas formulações
começaram a ser utilizadas de polímeros, como os policarboxilatos, que possibilitam uma maior
duração do efeito fluidificante, com uma redução na quantidade de água que varia entre os 10 a 40%.
Segundo a NP EN 934-2 (2003), o superplastificante (naftalenos e melaninas) é um adjuvante que
permite aumentar consideravelmente o abaixamento ou espalhamento de um betão para um dado
teor em água, promovendo a qualidade apropriada para a projeção e capacidade de bombagem do
betão. Quando utilizadas doses mais elevadas que os plastificantes é possível reduzir bastante a
relação água/cimento sem influenciar o processo de hidratação.
O mecanismo da sua ação é mais intenso que os plastificantes, embora menos durável, pois ao fim
de aproximadamente uma hora (dependendo do tipo de superplastificante) o seu efeito desaparece,
mesmo com o betão em movimento nas autobetoneiras. Mas a adição de uma nova dosagem, antes
do início de presa do cimento, não afeta em nada as propriedades do betão, retomando a sua fluidez
sem inconvenientes (Coutinho, 1998a).
● Aceleradores de presa
Os aceleradores de presa atuam quimicamente, modificando a solubilidade e, sobretudo, a
velocidade de dissolução dos diferentes constituintes do cimento.

15
Os aceleradores da presa são utilizados em trabalhos que requeiram urgência, como é o caso de
trabalhos subterrâneos e onde a infiltração de água deva ser controlada. São utilizados também
quando a temperaturas são muito baixas, de modo a contribuir no processo de hidratação do cimento
mais rapidamente, pois a hidratação é um processo que depende da temperatura e esta pode não
iniciar sem a ajuda de um acelerador. Mas nem sempre é a solução para este problema.
O processo de hidratação rápida do cimento Portland consiste na reação do C3A e do cálcio com a
água, formando a etringite (C6 ASH32), e, em seguida, ocorre uma hidratação lenta dos constituintes
de silicato com a etringite para formar silicato de cálcio hidratado.
Com certas misturas destes compostos podem obter-se presas até alguns minutos ou mesmo
segundos. Mas nestes casos as tensões de rotura alcançadas são baixas e a resistência à
meteorização é pequena (Coutinho, 1998a).
O acelerador de presa é adicionado ao betão imediatamente antes de este ser projetado, e através
da geração de calor que produz, desenvolve rapidamente o processo de hidratação, acelerando o
desenvolvimento de resistências nas primeiras horas. Além dessas propriedades, a utilização do
acelerador de presa reduz o ressalto provocado durante a projeção do betão.
Para os adjuvantes aceleradores líquidos deve dedicar-se atenção à temperatura de armazenamento,
temperatura de utilização, à compatibilidade com a quantidade de água adicionada e ao tipo de
cimento.
Principais características dos acelerados de presa para uso em betão projetado:
o Formar etringite, promovendo a presa e o endurecimento rápido e desenvolver resistências
iniciais;
o Reduzir o ressalto;
o Aumentar a viscosidade do betão projetado, permitindo a fixação de camadas mais espessas
numa só passagem;
o Projetar o betão em superfícies molhadas, ou que contenham infiltrações de água;
Existem quatro tipos de aceleradores de presa:
o Acelerador não alcalino
o Acelerador alcalino
o Aluminatos;
o Waterglass (silicatos);
o Silicatos modificados.

16
o Acelerador não alcalino
Há uma maior utilização de aceleradores não alcalinos, pois estes proporcionam um melhor ambiente
de trabalho, material menos perigoso, menor risco de queimaduras na pele, menor impacto negativo
sobre o meio ambiente e melhoram a durabilidade do betão. Estes aceleradores também possuem
pouco efeito na resistência final do betão. Para o uso de betão projetado como sistema de suporte
permanente, recomenda-se vivamente a utilização deste tipo de acelerador.
Estes produtos são baseados em soluções aquosas ou suspensões de compostos de sulfato de
alumínio. A utilização de uma dosagem constante de acelerador facilita o bom desenvolvimento das
resistências iniciais.
Aspetos químicos principais:
o Alcalinidade: Baixo valor de pH, cerca de 3, o que o torna um bom acelerador no que respeita
à saúde e segurança.
o Teor de iões alcalinos: Sódio e Potássio afetam a propriedades do betão. Quanto maior for o
teor, maior será a redução da resistência final do betão projetado, prejudicando a
durabilidade.
Para uma correta aplicação de betão projetado, é necessário que o betão fresco mantenha uma boa
trabalhabilidade, e a consistência obtida tenha capacidade de ser bombada. Imediatamente após a
projeção, é necessário que o betão adquira imediatamente resistência, de modo a que seja possível
aplicar camadas de betão fortes o suficiente para suportar o seu próprio peso. Qualquer atraso na
hidratação do cimento pode originar o colapso tardio do betão projetado, devido a problemas de
infiltração de água, por exemplo.
Processos químicos envolventes na obtenção do tempo de presa e endurecimento rápido do betão
projetado:
o Reação dos alumínatos:
Logo após a mistura do betão projetado com o acelerador na agulheta de projeção forma-se a
etringite. A precipitação da etringite durante um período de aproximadamente uma hora forma uma
matriz sólida inicial, a qual adquire uma resistência à compressão máxima de cerca de 1,0 a 1,5 MPa.
Tendo em conta fatores prejudiciais, como as forças estáticas derivadas da projeção das camadas ou
ingresso de água sobre o betão projetado jovem, é necessário o desenvolvimento de outro processo
de hidratação, que diz respeitos aos silicatos.
o Reação dos silicatos:
De modo a manter a trabalhabilidade prolongada do betão, por vezes é necessário a introdução de
retardadores de presa ou redutores de água, logo é expectável que a hidratação seja influencia pelo
adjuvante. A utilização do acelerador provoca o cancelamento do retardante e inicia a reação de

17
hidratação do silicato com a etringite (Figura 5), dando origem ao desenvolvimento das resistências
finais.
Figura 5. Interação entre os aluminatos e os silicatos (Adaptado de Hofler, p.23, 2011).
o Aceleradores alcalinos
o Aluminatos
Os aceleradores de aluminatos são essencialmente utilizados quando se pretenda alcançar
rapidamente a hidratação do cimento, proporcionando rigidez e endurecimento rápido do betão. A
sobredosagem deste tipo de acelerador, provoca reduções significativas na durabilidade e resistência
final do betão.
As suas características cáusticas, com pH acima dos 13, exige cuidados especiais, incluindo proteção
pessoal contra queimaduras nos olhos, pele e por inalação. O uso de produtos à base de aluminato
deve, portanto, ser limitado.
Como a reação de hidratação é demasiado rápida, a trabalhabilidade do betão é baixa para permitir a
projeção do betão. De modo a superar este problema é utilizado cimento com mais sulfato de cálcio
(2 a 5%). Quando a água é adicionada ao cimento, o cálcio reage com o aluminato e forma etringite.
A etringite retarda a reação da pasta de cimento, resultando numa maior trabalhabilidade. Quando
todo o cálcio é consumido, o excesso de aluminatos e de etringite reage, dando origem a uma reação
do cimento rápida.
Normalmente são utilizados em quantidades que podem variar entre 4 a 8% em massa da dosagem
de cimento ou ligante, obtendo os seguintes tempos de presa (Vandewalle, 2005):
o Inicio de presa < 60 segundos;
o Final de presa e endurecimento < 3,5 minutos
Este tipo de aceleradores inicia o desenvolvimento das resistências iniciais depois dos 5-10 minutos e
depois dos 20-30 minutos. A resistência desenvolvida é suficientemente elevada para suportar o seu

18
próprio peso, permitindo camadas mais espessas de betão projetado, superiores aos aceleradores à
base de silicatos (Vandewalle, 2005).
Desvantagens do uso de aluminatos:
o Elevada diminuição das resistências iniciais, quando comparados com os silicatos
modificados;
o Muito sensíveis ao tipo de cimento, não sendo compatíveis com qualquer tipo de cimento;
o PH muito elevado, sendo muito agressivo para a saúde e ambiente.
o Waterglass (silicatos)
Os aceleradores de Waterglass (silicatos) têm valores de pH geralmente acima de 12, e o teor de
álcalis, entre os 10 e 18% (EFNARC – Guidelines, 1999), o qual representa perigo para o homem e
para o ambiente. Estes aceleradores também proporcionam um endurecimento muito rápido. A
sobredosagem destes também provoca efeitos secundários, como a redução significativa da
resistência final, aumento da porosidade e eflorescência. Por conseguinte, a taxa de dosagem deve
de ser limitada de modo a minimizar estes efeitos.
o Silicatos modificados
Os Silicatos modificados são tipos especiais de silicatos, com um pH abaixo dos 11,5 e o teor de
álcalis acima de 8,5%. Devido ao baixo valor de pH, comparativamente aos anteriores aceleradores
alcalinos, proporcionam um melhor ambiente de trabalho e uma menor redução na resistência final
(EFNARC – Guidelines, 1999; Vandewalle, 2005).
Não promovem resistências muito elevadas dentro das primeiras 2 a 4 horas. Daí a projeção das
camadas de betão ser limitada a um máximo de 8-15 cm (Vandewalle, 2005).
● Retardadores de presa
Segundo os autores da EFNARC - Guidelines (1999), não é recomendado o uso de retardadores de
presa em betão projetado, pois provocam efeitos negativos no betão, principalmente nas resistências
iniciais. Por esta razão não será discutido este tipo de adjuvante neste trabalho.
1.4.3. Aditivos
As adições podem ser introduzidas diretamente na mistura de betão projetado, podendo ser utilizadas
para compensar a distribuição granulométrica do agregado, e deste modo aumentar a sua
compacidade e melhorar as características do betão, tanto no estado fresco como endurecido.

19
A ação dos aditivos utilizados no betão projetado é principalmente física, ao contrário do que
acontece com os adjuvantes.
Finalidade do uso de aditivos no betão projetado:
o Complementar a ausência de finos dos agregados (≤ 0,125 mm);
o Melhorar a durabilidade;
o Aumentar a capacidade de retenção de água;
o Melhorar a bombagem;
o Substituir o teor de cimento, reduzindo os custos;
o Desenvolver resistências iniciais.
Existem quatro tipos principias de aditivos:
o Sílica de Fumo (Silica Fume)
o Cinzas Volantes (Fly ash)
o Escórias (Slag)
o Filler de calcário (Limestone Filler)
● Sílica de Fumo
A sílica de fumo ou microssílica é um subproduto do processo de fundição do silício e ferro-silício.
Este processo envolve reações químicas que dão origem a vapores de dióxido de silício (SiO2), que
se oxida e condensa em pequenas esferas de sílica amorfa muito finas, com diâmetro na ordem dos
1μm. A adição de sílica de fumo origina melhorias em diversas características do betão projetado,
relativamente à durabilidade e resistência.
É um material pozolânico muito reativo devido à sua elevada finura e alto teor de SiO2 amorfo.
(superior a 85%). Este combina-se com o cálcio livre, formando uma matriz de cimento
significativamente mais densa, aumentado assim a densidade do betão projetado. A sua reação, é
mais rápida que as de outras adições pozolânicas, como é o caso das cinzas volantes, devido à sua
superfície específica ser maior que a do cimento.
O preenchimento das partículas de microssílica nos espaços existentes entre as partículas de
cimento reduz a permeabilidade e porosidade do betão projetado, contribuindo assim para a sua
durabilidade. A presença do SiO2 também aumenta grandemente a coesão interna do betão e a
retenção de água, tornando o betão extremamente plástico e muito facilmente bombeável.
Vantagens da utilização de sílica de fumo:
o Boa trabalhabilidade;
o Aumento da durabilidade;
o Aumento das Resistências iniciais;
o Aumento das resistências finais;

20
o Aumento da resistência à abrasão;
o Muito baixa permeabilidade à água e a gases;
o Maior resistência ao ataque químico, à difusão de cloretos, ácidos, nitratos e sulfatos, etc.;
o Não contém cloretos nem outras substâncias que influenciem negativamente a durabilidade
do betão armado.
Segundo o ACI 506.5R-09 (2009), a sílica de fumo também é utilizada para reduzir o ressalto e
aumentar a espessura de betão projetado. No processo por via húmida, deve ser adicionada à
mistura uma dosagem deste aditivo até 15%, quando superior, pode ser usada em substituição ao
cimento. Mas volumes entre 7 e 10% em massa de cimento, são mais comummente utilizados.
A sílica de fumo é o aditivo ideal na aplicação de betão projetado, mas devido ao seu custo ser
demasiado elevado, por vezes opta-se pela sua não utilização, ou a sua substituição por outro tipo de
aditivo que também confira certas características que contribuam para a qualidade do betão
projetado.
● Cinzas Volantes (Fly ash)
As cinzas volantes são um resíduo industrial de granulometria muito fina proveniente da queima do
carvão pulverizado ou moído, o qual é arrastado nos gases de combustão. O material obtido é
constituído principalmente por partículas de forma arredondada, com diâmetro médio de cerca de 10
μm (Coutinho, 1988a).
As cinzas volantes também têm propriedades pozolânicas devendo-se essencialmente à presença de
sílica (SiO2) e alumina (Al2O3), que podem reagir com o cálcio livre, formando uma matriz mais densa,
tal como acontece com a sílica de fumo, mas em menor proporção. Este matriz contribui para uma
melhoria na resistência a longo prazo e durabilidade.
A composição química, morfologia, e a finura de cinzas volantes são os principais fatores que
influenciam o desenvolvimento da resistência. Segundo Fangui (2015), a adição de cinzas volantes
tende a diminuir a resistência inicial do betão, mas o aumento da finura das cinzas volantes pode
acelerar a hidratação do ligante, e melhorar a resistência à compressão do betão projetado.
O uso deste aditivo melhora a coesão do betão projetado, resultando num menor ressalto e numa
melhor bombagem do mesmo. São um produto barato e possuem propriedades muito boas de
trabalhabilidade.
● Escórias (Slag)
A escória é um produto obtido pela combinação da ganga de minérios de ferro (substâncias ricas em
cálcio, silício e alumínio) com fundentes apropriados (geralmente calcário) e cinzas do carvão

21
utilizado. Pode ser aplicada como matéria-prima do cimento, mas também como aditivo do betão
projetado. Têm propriedades hidráulicas, pois este produto depois de moído e misturado com cal cria
presa e endurece dentro de água.
É um produto barato, mas reduz muito as propriedades de resistência inicial. Relativamente à
durabilidade do betão projetado, pode frequentemente ser melhorada com este tipo de aditivo. O ideal
seria a combinação deste aditivo com outros materiais pozolânicos (sílica de fumo ou cinzas
volantes), de maneira a contribuir na resistência e durabilidade a longo prazo, e a facilitar a
operações de bombagem do betão projetado.
● Filler de calcário
O calcário é uma rocha sedimentar de carbonato de cálcio formada por sedimentação. Apesar da
composição química idêntica, rochas formadas a partir de diferentes depósitos podem variar
consideravelmente, na forma e tamanho, porosidade, dureza e na reatividade no processamento de
hidratação (Lundgren, 2013).
O filler de calcário pode ser utilizado no betão projetado como matéria-prima do clínquer do cimento,
como agregado, de modo a compensar a ausência de finos, ou como um aditivo do betão projetado.
É normalmente considerado um material inerte, embora os seus efeitos também possam ser de
natureza química, o que explica, entre outras coisas, o aumento da taxa de reação do C3S.
(Lundgren, 2013). Esta taxa é tanto maior quanto maior for a finura e a quantidade do carbonato de
cálcio (CaCO3) adicionado ao betão projetado. (Boubitsas, 2013)
Estudos revelaram que o processo de hidratação do C3S e C3A, os dois principais componentes dos
cimentos Portland, são afetados pela presença de filler de calcário: a hidratação é acelerada, e as
reações libertam mais calor. Tornando o filler de calcário um bom substituto do cimento, pois
proporciona melhorias na resistência inicial do betão (3 e 7 dias), mas em contra partida, as
resistências finais parecem menos pronunciadas, levando a uma diminuição destas a longo prazo.
(Bouasker, 2007 e Boubitsa, 2013)
Este efeito positivo sobre a resistência inicial do betão, também é justificado pelo preenchimento
preenchendo dos espaços vazios entre os grãos de clínquer. Segundo Lundgren, um maior gau de
finura, com partículas de diâmetro inferior a 0,073 mm, aumentam a resistência no betão devido à
zona de transição entre a pasta e os agregados se tornar mais densa.
Vantagens do uso de filler de calcário como aditivo do betão projetado (Sezer, 2011):
o Aumento das resistências iniciais;
o Boa trabalhabilidade;
o Baixa necessidade de água;

22
o Baixo custo de produção.
1.4.4. Fibras de Aço
A utilização de fibras de aço descontínuas, e aleatoriamente repartidas na mistura de betão, têm
como papel principal controlar a propagação de fissuras no betão. Após fissuração do betão, a
capacidade de absorção de energia do betão é melhorada, tornando o betão com características
dúcteis. Isso ocorre porque as fibras criam pontes de transferência de tensões através das fissuras,
preservando uma certa capacidade portante das secções.
Vantagens e Desvantagens na aplicação de fibras de aço no betão projetado:
o Apesar de conferirem maior ganho de ductilidade ao betão, por sua vez provocam um maior
desgaste dos equipamentos de descarga – slickline, de transporte – autobetoneiras e
equipamentos de projeção;
o Apesar do aumento da resistência ao corte e à flexão, por oferecerem uma composição
homogénea à mistura, podem provocar lesões por abrasão nas superfícies projetadas;
o Apesar da utilização das fibras permitir o trabalho de aplicação mais fácil e rápido, reduzindo
o ressalto, prende-se alguma dificuldade na correta dosagem destas;
o Apesar do aumento da resistência à corrosão, devido às fibras constituírem um elemento
descontínuo, estas após corrosão perdem as resistências e ficam inutilizadas;
1.5. Requisitos gerais do betão projetado
1.5.1. Consistência da mistura de betão projetado
A consistência é um dos principais fatores que influencia a trabalhabilidade do betão projetado, e está
relacionada com as características reológicas do próprio betão projetado, a mobilidade da massa e a
coesão dos seus constituintes.
A consistência de uma composição de betão projetado varia com o tempo, devido à hidratação do
cimento e à perda de humidade. Por essa razão são introduzidos os redutores de água, para que o
tempo de transporte do betão até ao local de aplicação não provoque a perda considerável de
consistência do betão, e esta se mantenha durante mais tempo. Para a obtenção de resultados
rigorosamente comparáveis deverão realizar-se ensaios sobre diferentes intervalos de tempo após a
mistura.
Os requisitos definidos para a consistência do betão projetado por via húmida, dependem de aspetos
práticos como: a distância de bombagem do betão; temperatura da mistura de betão projetado; tempo
de retenção do betão projetado na auto-betoneira; e outros aspetos relacionados com a aplicação do
betão.

23
Um dos métodos mais utilizados para determinar a consistência é através do ensaio abaixamento do
cone de Abrans, através da medição do slump (NP EN 12350-2, 1999). Geralmente a classe de
consistência do betão projetado deve manter-se entre os 80 a 200mm, com variações de mais ou
menos 30mm (EFNARC - Guidelines, 1999; ACI 506.5R-9, 2009).
1.5.2. Temperatura
A temperatura é um fator de grande importância para a aplicação do betão projetado, pois
temperaturas extremamente baixas ou elevadas podem provocar efeitos negativos nas propriedades
mecânicas do mesmo.
No betão projetado, temperaturas abaixo dos 5°C, a quantidade de ressalto pode aumentar
consideravelmente. O tempo de presa e o desenvolvimento das resistências iniciais é retardado,
resultando em atrasos nos trabalhos subterrâneos, pois a aderência entre o betão e o substrato é
inadequada. Em consequência disto, maiores dosagens de acelerador são empregues à mistura, que
consequentemente reduzem a qualidade do betão projetado em de termos de resistência final.
Temperaturas acima dos 35°C, aceleraram o tempo de presa e o endurecimento do betão projetado.
Quando estas temperaturas são conjugadas com um baixa humidade relativa, a trabalhabilidade do
betão baixa, perdendo a "plasticidade" necessária para obter uma boa aderência e coesão.
As temperaturas baixas ou altas, quando conjugadas com uma humidade relativa baixa podem
aumentar o potencial de retração do betão projetado.
Desta forma, algumas medidas devem ser tomadas para as condições de temperaturas extremas. Os
materiais constituintes do betão projetado devem ser armazenados em locais apropriados, onde seja
possível o controlo da temperatura. Para temperaturas baixas, a água deve ser previamente aquecida
antes de utilizada na amassadura do betão.
1.5.3. Durabilidade do betão projetado
A durabilidade do betão projetado depende das condições ambientais a que este está sujeito, bem
como dos processos que ocorrem no próprio betão. Os principais aspetos ambientais considerados
no interior de uma mina são a carbonatação e o ataque químico. As outras fontes de deterioração que
também ocorrem em ambiente mineiro, são a abrasão e o ataque de líquidos agressivos. Estando o
betão projetado sujeito a este tipo de fenómenos físico-químicos, as suas propriedades a longo prazo
serão degradadas.
No interior do betão, a durabilidade é altamente dependente da taxa de permeabilidade do mesmo.
Quanto maior for a porosidade, maior é a permeabilidade do betão projetado, e consequentemente

24
maior é a entrada de líquidos e gases no seu interior, causando a deterioração e a propagação de
reações químicas.
A baixa permeabilidade é alcançada principalmente pela relação proporcional que existe entre a água
e a compactação. O betão projetado geralmente tem um alto teor de cimento, resultando numa
elevada quantidade de água, e é por essa razão que a relação água/cimento deve ser a mais baixa
possível.
O grau de permeabilidade do betão projetado também regula a taxa de carbonatação, e quanto maior
for, maior será o risco de corrosão, por ação do oxigénio e da água, nas fibras de aço incorporadas
no betão, bem como o sistema de suporte ou reforço utilizado em combinação com o betão projetado.
1.5.4. Propriedades mecânicas do betão projetado
As propriedades mecânicas como a resistência, o módulo de elasticidade (E), o coeficiente de
Poisson (µ) e a energia de fracturação dependem do desenvolvimento microestrutural do betão, que
por sua vez depende da composição e condições de cura do betão projetado (Eckert, 2013). Apenas
serão descritos os princípios básicos das propriedades mecânicas de resistência à compressão do
betão projetado, pois foi um dos objetivos de estudo desta dissertação.
● Resistência à compressão do betão projetado jovem
O ciclo de produção de uma mina exige que o betão projetado, aplicado numa frente de trabalho,
desenvolva rapidamente resistências iniciais à compressão suficientes para suportar vibrações
mecânicas, como as que resultam da utilização de explosivos. As operações de exploração são
normalmente retomadas algumas horas após a aplicação do betão, e é necessário que estas se
realizem com a máxima segurança. A resistência à compressão para suportar a vibração causada por
um desmonte com recurso a explosivos varia entre os 0,5 a 1,0 N/mm2 (Iwaki, 2001). A introdução de
aceleradores de presa facilita o desenvolvimento das resistências iniciais, mas em contra partida
reduz as resistências a longo prazo do betão projetado.
A NP EN 14487-1 (2008), classifica o betão projetado jovem em função das gamas de
desenvolvimento significativo da resistência na idade jovem. O desenvolvimento da resistência do
betão projetado jovem deve integrar-se numa das classes de resistências, definidas como J1, J2 e J3
(Figura 6).

25
Figura 6. Classes de resistência do betão projetado jovem (Adaptado de Hofler, 2010)
Um betão projetado de Classe J1 é definido como um betão simples aplicado em camadas finas, em
que não sejam necessários requisitos estruturais no betão projetado durante as primeiras horas após
projeção. O betão projetado de Classe J2 é utilizado para tarefas nas quais a aplicação deva ocorrer
rapidamente em camadas espessas. Como em zonas com infiltrações de água e após trabalhos de
perfuração e detonação, como é o caso das minas e túneis. E o betão projetado de Classe J3 é
utilizado em zonas de grandes infiltrações de água e rocha altamente frágil. Este tipo de betão como
endurece muito rapidamente, gera muita quantidade de pó e ressalto durante a projeção, motivos que
levam a aplicar este tipo de betão só em casos especiais (Hofler, 2010).
Segundo a NP EN 14488-2 (2008) e de acordo com Hofler (2011), a resistência à compressão do
betão projetado jovem é determinada através do método da penetração de uma agulha, com auxílio
de um penetrómetro, e do método da cravação de um prego com a pistola da Hilti (Figura 7 e Tabela
3). O primeiro método é utilizado para resistências compreendidas entre 0,2 a 1,2 MPa. O segundo
método é utilizado para resistências compreendidas entre 3 a 20 MPa.
As resistências à compressão do betão projetado jovem estão principalmente relacionadas com o tipo
e quantidade de cimento, temperatura, qualidade dos agregados, quantidade de água, tipo de
aditivos, espessura de betão projetado e dosagem de acelerador de presa aplicada aquando da
projeção (Hofler, 2011; EFNARC – Guidelines, 1999).
● Resistência à compressão do betão projetado endurecido
Além dos requisitos para as resistências inicias do betão projetado jovem, também existem requisitos
a nível do betão projetado endurecido, geralmente ao 2º, 3º, 7º, 28º dia e após os 28 dias (Figura 7 e
Tabela 3).
A resistência à compressão do betão projetado depende principalmente das relações
agregados/cimento e água/cimento (ou ligante). Quanto menor for a relação água/cimento, maior será
a compacidade do betão e, por consequência, maior será a sua resistência mecânica final (Santos,
2011). Segundo Hofler, a razão água/cimento para a projeção de betão por via húmida deve ser

26
limitada para um máximo de 0,50 de modo a obter um melhor desempenho na bombagem e projeção.
Para melhorar a qualidade e resistência do betão, esta deverá ser limitada a valores inferiores a 0,48,
desenvolvendo resistências na ordem dos 30 a 50MPa.
Além da razão agregados/cimento e água/cimento, o desenvolvimento da resistência final também é
melhorada por intermédio da adição de componentes como os superplastificantes, aditivos
(principalmente a sílica de fumo) e fibras. Desta forma é possível atingir valores até 85 e 100MPa
para o betão projetado por via seca e húmida, prospectivamente (ACI 506R-05, 2009).
De modo a controlar a resistência à compressão do betão projetado endurecido, são realizados
ensaios com provetes cúbicos de betão conforme a NP EN 12390-2 (2009). Estes ensaios podem
não conceder resultados representativos, pois as características do betão podem ser alteradas
consideravelmente pelo processo de projeção e pela introdução do acelerador, o qual tem uma
influência muito grande no desenvolvimento das resistências finais.
Posto isto, os ensaios recomendados para determinação da resistência à compressão devem seguir
a NP EN 14487-1 (2008). Estes são efetuados diretamente a partir da estrutura de betão projetado ou
a partir de painéis projetados, através da recolha de carotes de betão.
Outro fator a ter em conta é a relação da resistência à compressão in situ característica com a classe
de resistência à compressão do betão projetado. Os valores obtidos da resistência à compressão de
carotes são geralmente menores do que os obtidos de provetes normalizados amostrados da mesma
mistura de betão. Isto deve-se principalmente aos danos causados na carotagem, ao grau de
compactação e condições de cura e à localização do carote onde a resistência in situ é obtida
(Santos, 2011).
Figura 7. Limites de referência do desenvolvimento da resistência à compressão uniaxial do betão
projetado (Adaptado de Hofler, 2011).
Tabela 3. Método para medir a resistência à compressão (Hofler, 2011).
Desenvolvimento Método Equipamento Resistência Tempo
1 Resistência inicial
Agulha de penetração Penetrómetro 0,2-1,2 MPa 0-3 h
2 Cravação de prego Pistola Hilti DX 3-20 MPa 3-24 h
3 Resistência final Extração de carotes Prensa de compressão 5-100 MPa 1-28 d

27
2. Dimensionamento do sistema de suporte com betão projetado
2.1. Introdução
O principal objetivo do dimensionamento é assegurar a estabilidade e a segurança das frentes de
escavação. É o maciço rochoso o elemento mais importante, o qual deformando-se permitindo a
redistribuição das cargas na fronteira da escavação de modo a estabilizar-se.
Para que a descompressão do maciço rochoso não ocorra de forma insegura, instabilizando as
frentes de escavação, um conjunto de elementos de reforço e suporte devem ser colocados. A
interação entre os elementos e o maciço deve ser estudada e compreendida para que a sua
aplicação facilite o suporte do maciço rochoso.
De modo a alcançar este objetivo é necessário criar um sistema de reforço integrado no maciço
rochoso e um sistema de suporte estável. A sua aplicação pode ser independente, mas a junção de
vários tipos de elementos é preferida para determinadas situações, como é prática comum do uso de
betão projetado combinado com outros elementos de suporte ou reforço.
Vantagens do uso de elementos de reforço e suporte em escavações subterrâneas:
o Trabalhos em segurança;
o Deformação do maciço rochoso é limitada e controlada;
o Prevenção da formação de blocos ou cunhas que podem cair ou deslizar.
2.2. Sistemas de estabilização subterrânea
Os sistemas de estabilização são divididos em dois tipos de elementos:
o Elementos de reforço;
o Elementos de suporte.
● Elementos de reforço
Destinam-se a mobilizar e conservar a resistência própria do maciço rochoso, de modo a tornar-se
auto-suportável, cabendo aos elementos de reforço artificiais a função de suster, parcialmente ou
totalmente a queda dos blocos de rocha isolados pelas descontinuidades ou em zonas de alteração.
Elementos de reforço utilizados atualmente na Mina de Neves-Corvo:
o Cabos tensionados;
o Parafusos de Resina;
o Parafusos Swellex.

28
● Elementos de suporte
Este tipo de elementos não tem qualquer função resistente. Sendo estes externos ao maciço, apenas
providenciam a capacidade de sustentar carregamentos impostos pelo maciço rochoso, sendo o
maciço suportado pelos elementos introduzidos.
Elementos de suporte utilizados atualmente na Mina de Neves-Corvo:
o Betão Projetado;
o Malha-sol;
o Enchimento.
● Elementos de estabilização
Os elementos de estabilização utilizados também podem ser classificados quanto à sua ação no
terreno:
o Ativos - Os elementos atuam sobre o terreno, imediatamente após a sua colocação. É o caso
dos cabos tensionados, parafusos de resina e dos parafusos Swellex.
o Passivos - Os elementos só atuam no terreno quando este se deforma. É o caso do betão
projetado e o enchimento (pasta e hidráulico).
Antes de iniciar a escolha do método de estabilização a aplicar, uma avaliação geologia e geotécnica
deve ser realizada. Consoante os resultados obtidos, escolhem-se as alternativas possíveis a
considerar. Relativamente ao dimensionamento do betão projetado, é essencial a determinação da
resistência à compressão necessária, desenvolvendo um betão adequado aos requisitos de cada
situação, e a consequentemente determinação da sua espessura bem como a necessidade ou não
de integração de fibras.
2.3. Classificação do maciço rochoso para seleção do sistema de estabilização
O dimensionamento de escavações subterrâneas baseia-se em vários sistemas de classificação
geotécnica. Os dois mais frequentemente utilizados são o sistema RMR, de Bieniawski, proposto em
1976 e 1989 e o Q-system, de Barton et al, proposto em 1974.
Ambos os métodos de classificação, incorporam parâmetros geológicos e geotécnicos, para chegar a
um valor quantitativo para a qualidade do macio rochoso. Os dois métodos são muito semelhantes,
diferenciando-se apenas nas proporções dos parâmetros semelhantes e no uso de alguns
parâmetros distintos. Ainda assim o Q-system, é o sistema de classificação mais aplicado
internacionalmente (Vandewalle, 2005).

29
2.3.1. Q-system
O objetivo do Q-system é determinar o tipo de suporte necessário para uma escavação subterrânea,
a partir da relação entre a classificação do maciço, o vão livre e a finalidade da escavação. Valores
elevados de Q indicam uma boa estabilidade, os valores de Q mais baixos indicam uma estabilidade
reduzida. Com base em seis parâmetros, os quais são atribuídos valores de acordo com a sua
influência na estabilidade, o valor de Q é calculado através da seguinte fórmula:
𝑄 =𝑅𝑄𝐷
𝐽𝑛
×𝐽𝑟
𝐽𝑎
×𝐽𝑤
𝑆𝑅𝐹 (𝑉𝑎𝑛𝑑𝑒𝑤𝑎𝑙𝑙𝑒, 2005)
Em que:
RQD – Grau de fracturação (qualidade do maciço rochoso)
Jn – Número de fraturas
Jr – Número que valoriza a rugosidade das fraturas
Ja– Número que indica o grau de alteração das fraturas
Jw – Fator de redução de água das fraturas
SRF – Fator de redução do estado de tensão do maciço rochoso
RQD é definido como a percentagem determinada pelo quociente entre o somatório dos troços de
amostra intacta com comprimento superior a 10 cm e o comprimento total furado em cada sondagem.
𝑅𝑄𝐷 (%) = ∑𝑙𝑖(> 10𝑐𝑚)
𝐿× 100 (𝐻𝑢𝑑𝑠𝑜𝑛, 2000)
Em que:
li – Comprimento dos troços de amostra intacta, maiores que 10 cm;
L – Comprimento total furado numa sondagem.
O SRF descreve a relação entre a tensão e a resistência do maciço rochoso em torno de uma
escavação subterrânea.
A relação entre os valores de Q e o sistema de estabilização recomendado são dados em detalhes no
na seguinte figura.

30
Tipo de suporte
1 – Sem suporte 5 – Betão projetado reforçado com fibras e
pregagem sistemática, 9-12 cm, Sfr+B
2 – Pregagem pontual, SB
6 – Betão projetado reforçado com fibras e pregagem sistemática, 12-15 cm + estruturas
metálicas de betão projetado e pregagens, Sfr+RRS I+B
3 – Pregagem sistemática com betão projetado reforçado com fibras, 5-6 cm, B+Sfr
7 - Betão projetado reforçado com fibras > 15 cm + estruturas metálicas de betão projetado e
pregagens, Sfr+RRS II+B 4 – Betão projetado reforçado com fibras e
pregagem sistemática, 9-12 cm, Sfr+B 8 – Revestimento com betão, CCA
9 – Avaliação especial Figura 8. Dimensionamento do sistema de suporte baseado no Q-system. (Aarset, 2013 – pp.34-35)
Além do valor de Q, dois outros fatores são decisivos para o dimensionamento de escavações
subterrâneas. Estes fatores são os requisitos de segurança e as dimensões da escavação. A
dimensão equivalente é obtida dividindo o vão, altura ou diâmetro da escavação por um índice ESR,
o qual expressa os requisitos de segurança. Geralmente haverá uma necessidade crescente de
suporte com o aumento da dimensão equivalente, e os requisitos de segurança irão depender da
utilização da escavação (Aarset, 2013).
A espessura do betão projetado é tanto maior, quanto menor for o valor de Q e quanto maior for a
dimensão equivalente da escavação. Ao longo dos anos a aplicação de betão projetado tem
aumentado substancialmente, devido aos requisitos mínimos de segurança que são exigidos durante
os trabalhos subterrâneos.

31
2.4. Mecanismos de atuação do betão projetado
2.4.1. Desempenho do betão projetado
A utilização do betão projetado como um sistema de suporte tem que levar a cabo o grau necessário
de segurança, tendo em conta o ambiente em que este se insere, tanto a nível físico como químico,
bem como o estudo das deformações que o maciço pode agregar.
Principais desempenhos do betão projetado nas superfícies escavadas (Vandewalle, 2005):
o Efeito combinado, obtido pela penetração de betão projetado nas fissuras e preenchendo das
irregularidades da superfície;
o Efeito de união, devido à ligação entre o substrato e o betão projetado e desenvolvimento da
resistência à flexão, impedindo a queda de blocos;
o Selagem da rocha, impedindo a infiltração de água e de finos provenientes de falhas
preenchidas com materiais argilosos;
o Efeito de arco, que pode ser obtido por camadas mais espessas e / ou acabamentos com
superfícies lisas;
o Efeito viga/laje, através da introdução de parafusos ou outro tipo de reforço.
2.4.2. Rotura do betão projetado
Existem várias causas para que haja roturas a nível de deformação ou fracturação do maciço rochoso
com betão projetado. As mais importantes devem-se principalmente ao desprendimento de blocos, à
expansão do betão, consoante o ambiente a que está exposto, e à alteração do campo de tensões do
maciço rochoso.
Distinguem-se três princípios fundamentais que levam à rotura à do sistema de suporte de betão
projetado:
o Rotura por corte;
o Rotura por adesão;
o Rotura por flexão.
A rotura normalmente inicia-se devido a uma incorreta adesão. Esta rotura por conseguinte
desenvolve-se numa outra, por flexão. As roturas por corte normalmente ocorrem em casos em que a
espessura de betão projetado é reduzida (3-4 cm), e este não é reforçado com fibras.
A energia de deformação é substancialmente diferente para cada um dos mecanismos de rotura e
varia fortemente com a quantidade de reforço. Quando ocorre a rotura por corte num betão projetado
não reforçado, haverá pouca ou nenhuma resistência residual após o início da rotura, e o colapso do
betão projetado pode ocorrer.

32
Desta forma é favorável a utilização de betão projetado reforçado com fibras, para que mesmo em
casos de elevada deformação, haja uma alguma resistência residual após o início de qualquer tipo de
rotura, e com isso se conserve o sistema de suporte aplicado.
2.5. Método básico de dimensionamento do betão projetado
Dependendo da qualidade do maciço rochoso, a espessura e a qualidade do betão projetado a
aplicar, bem como a instalação de outros sistemas de estabilização, pode variar. Para a determinação
do volume de betão projetado a ser aplicado, além da área a projetar, é necessário ter em conta os
seguintes parâmetros: espessura recomendada, ressalto e rugosidade do substrato.
Segundo Vandewalle (2005), para escavações com recurso a explosivos, o volume teórico de betão
projetado a aplicar deve ser multiplicado por um coeficiente de correção, que varia entre 1,3 a 1,8.
Este coeficiente é determinado em função do ressalto provocado pelo betão projetado a aplicar e pela
rugosidade do substrato. O cálculo é apresentado através da seguinte fórmula:
𝑉𝑏𝑒𝑡ã𝑜 = 𝐴𝑡 × 𝑒𝑚𝑖𝑛 × 𝐶. 𝐶𝑜𝑟𝑟𝑒çã𝑜 (𝑚3) (𝑉𝑎𝑛𝑑𝑒𝑤𝑎𝑙𝑙𝑒, 2005)
Em que:
Vbetão – Volume teórico de betão projetado a aplicar;
At – Área teórica da secção a projetar;
𝐶. 𝑐𝑜𝑟𝑟𝑒çã𝑜 = 𝐶. 𝑅𝑢𝑔𝑜𝑠𝑖𝑑𝑎𝑑𝑒 + 𝐶. 𝑅𝑒𝑠𝑠𝑎𝑙𝑡𝑜
O ressalto é um parâmetro que afeta a rentabilidade do processo de projeção de betão e
consequentemente a viabilidade económica deste, pois o material resultante deste tipo de fenómeno
não pode ser reutilizado na projeção, sendo deste modo desaproveitado.
Para determinar o valor para o coeficiente de ressalto é necessário proceder a ensaios in situ, e este
depende principalmente dos seguintes fatores, como a qualidade do betão projetado, qualidade da
projeção, dependente do operador, método de projeção e condições do local a projetar.
O ensaio deverá ser realizado numa frente limpa, de modo a assegurar que este não seja afetado por
fatores externos (como águas ou lamas, por exemplo). A auto-betoneira que irá transportar o betão
para a frente correspondente deverá ser pesada antes e após o carregamento com o betão projetado.
Na frente escolhida para a execução do ensaio, coloca-se sobre o piso uma manga de ventilação
reciclada, envolvendo toda a extensão a projetar. Seguidamente, a frente será projetada e após
conclusão da projeção, todo o material derivado do ressalto será recolhido e pesado. A auto-
betoneira também será pesada novamente, a fim de determinar a quantidade real de betão projetado.
Por fim efetuam-se os cálculos necessários para determinação da percentagem correspondente ao
ressalto.

33
Relativamente ao coeficiente de rugosidade, através de estudos realizados por Selmer (2014)
utilizando o sistema de scanner Lidar, demonstraram que este coeficiente pode determinado através
da correlação do Q-system com o número de fraturas presentes no substrato (Jn). Os resultados
indicam que o coeficiente de rugosidade aumenta com a diminuição do valor de Q. Esta correlação
pode ser apresentada na tabela abaixo.
Tabela 4. Sugestão do coeficiente de rugosidade a aplicar no cálculo do volume de betão projetado, tendo em conta o qualidade do maciço e/ ou o número de fraturas presentes na área do substrato a
projetar (Jn) (Selmer, pp. 58. 2014)
1,56 1,31 1,27 1,22 1,21
1,5 1,25 1,22 1,17 1,16
1,44 1,21 1,18 1,13 1,12
1,42 1,19 1,16 1,11 1,10
1,38 1,16 1,12 1,08 1,07
1,3 1,09 1,06 1,02 1,01
15 12 9 6 4
1,2 1,15 1,11 1,09 1,06 C. Rug. Jn
F E D C B Classe de qualidade do maciço rochoso

34
3. Introdução ao caso de estudo – Betão projetado aplicado na Mina de
Neves-Corvo
Todo o trabalho desenvolvido nesta dissertação foi realizado em colaboração com a empresa
Somincor, na mina de Neves-Corvo. O trabalho consistiu em acompanhar todos os trabalhos e
processos inerentes à projeção de betão, com o objetivo de estudar parâmetros que influam na
qualidade e quantidade do mesmo, com vista à redução de custos e melhoria do processo.
3.1. Descrição da empresa
A Somincor, Sociedade Mineira de Neves-Corvo, S.A., é a empresa local Portuguesa que explora a
Mina de Neves-Corvo (Tabela 5).
Tabela 5. Caracterização geral da Mina de Neves-Corvo (Adaptado de LundinMining, Setembro de 2013).
Localização Região do Baixo Alentejo, localizada na zona Ocidental da Faixa Piritosa Ibérica
Tipo de Minério Sulfetos maciços vulcanogênicos
Metal Primário Metal Secundário
Cobre Zinco
Reservas Minérios ricos em cobre Minérios ricos em zinco
27,013mt → 2,9% Cu; 0,8% Zn; 0,2% Pb, 37g/t Ag 23,278mt → 7,4% Zn; 0,4% Cu; 1,8% Pb, 70g/t Ag
Tipo de Mina Subterrânea
Desenvolvimento Principal Poço de Santa Bárbara com 592m de profundidade e Rampa de Castro com uma secção de 17m2 com inclinações de 12 e 18%.
Instalação de Processamento Lavaria de Cobre, lavaria de Zinco, central de espessamento de rejeitos e central de pasta de enchimento.
Produto Final Cobre no concentrado (aproximadamente 25%) Zinco no concentrado (aproximadamente 50%)
Tempo de vida útil esperado + 10 anos
Funcionários Equivalente a 910 funcionários em tempo integral
Horário laboral
1º turno, 6.00h – 13.30h 2º turno, 14.00h – 21.30h 3º turno, 22.00h – 5.30h Horário normal – 8.00h – 17.00h
Potencial de crescimento Estimativa inicial de recursos estimados para o depósito Semblana é de 7,12mmt → 2,8% cobre + 26g/t prata.
Alvos de 2013 Produção de Cobre Produção de Zinco
50,000 – 55,000 toneladas 14,000 – 50,000 toneladas
3.1.1. Localização
A Mina de Neves-Corvo situa-se na região do Baixo Alentejo, no bordo Sul da Faixa Piritosa Ibérica,
aproximadamente a 220km do sudeste de Lisboa e 100km de Faro. As vilas mais próximas e mais
beneficiadas por este grande empreendimento industrial são Castro Verde e Almodôvar, as quais
estão a cerca de 15km da Mina.

35
As operações de mineração estão contidas dentro de um contrato de concessão de mineração entre
o Estado e a Somincor, abrangendo cerca de 13,5 km2, a qual está situada nas freguesias de Santa
Bárbara de Padrões e Senhora da Graça de Padrões, municípios de Castro Verde e Almodôvar
respetivamente, distrito de Beja. Esta concessão mineira, por sua vez, ainda é abrangida por uma
concessão de exploração, abrangendo uma área de 549 km2, e tem o direito de explorar depósitos de
Neves-Corvo de cobre, zinco, chumbo, prata, ouro, estanho e cobalto.
O minério explorado é processado no local, e os rejeitos provenientes do processamento são
depositados na Barragem do Cerro do Lobo, representando uma extensão de aproximadamente 3km.
Os concentrados são encaminhados por transporte ferroviário e rodoviário para os correspondentes
clientes.
3.1.2. Historial
Em 1972, um consórcio formado por uma empresa portuguesa (SMS, Sociedade Mineira de
Santiago) e duas francesas (Serem e Peñarroya), iniciou um programa de prospeção e pesquisa de
minerais metálicos numa área de 4000km2 na região do Baixo Alentejo, na chamada Faixa Piritosa
Ibérica (FPI), entre as Minas de Aljustrel e São Domingos.
Em 1977 foi descoberta uma espessa massa de pirites maciças, a massa de Neves e de Corvo.
Sondagens efetuadas posteriormente levaram à descoberta da Graça e Zambujal. Estes depósitos
continham elevadas concentrações de metais básicos, como o cobre, zinco, chumbo e estanho.
Após a descoberta destas massas, em 1980 é formada a Somincor, através de um consórcio formado
pelo Estado Português (51%), atualmente chamada EDM, Empresa de Desenvolvimento Mineiro,
Peñarroya (24,5%) e Serem (24,5%).
No final de 1982 começaram a ser construídas as primeiras infra-estruturas de acesso aos jazigos,
com a abertura da Rampa de Castro (rampa principal de acesso), o Poço de Santa Bárbara (poço de
extração de minério) e uma galeria principal de Rolagem.
Em 1985, o grupo britânico Rio Tinto Zinc (RTZ) adquiriu os 49% pertencentes à Peñarroya e Serem.
No início de 1986, a Somincor inicia o Projeto Cobre, tendo em 1989 atingido uma produção de 1
milhão de toneladas. Durante este ano é ainda descoberto um novo jazigo, denominado Lombador,
contendo principalmente minério zincífero.
Durante a fase de desenvolvimento da Mina, foram reconhecidas reservas importantes de estanho,
associadas ao minério de cobre, o que motivou o início de um novo projeto, a construção de uma
lavaria de estanho, inaugurada em 1990.

36
Em 1992, iniciou-se um projeto de aprofundamento da Mina, com a abertura de uma rampa equipada
com uma tela transportadora, ligando o nível de Rolagem aos níveis mais profundos de exploração.
Em Junho de 2004 a Eurozinc MiningCorporation (EuroZinc) adquiriu uma participação de 100% da
Somincor, e em Outubro de 2006 a Somincor foi adquirida pelo Grupo LundinMining, após fusão
deste Grupo com a EuroZinc.
Ainda em 2006, a produção de zinco foi iniciada com a modificação da lavaria de estanho, mas em
2008 esta produção foi suspensa devido ao baixo preço praticado pelo zinco na altura. Em Setembro
de 2009, foi tomada a decisão para a expansão da lavaria de zinco, com a primeira produção iniciada
em Julho de 2011.
Em meados de 2009, um circuito de retratamento de rejeitos de cobre foi implementado para
recuperar cobre e zinco. Em Outubro de 2010 descobriu-se um novo depósito de sulfuretos maciços
denominado por Semblana, rico em cobre e zinco. E por fim, em 2011 foi inaugurada a instalação da
deposição de pasta de rejeitados na Barragem do Cerro do Lobo. Atualmente, o projeto Lombador
está em avanço e em exploração, permitindo um aumento gradual da produção de zinco. Outros
estudos estão a ser realizados para uma futura exploração do depósito de cobre da Semblana.
3.1.3. Geologia
A Mina de Neves-Corvo situa-se na parte ocidental da Faixa Piritosa Ibérica (FPI), uma região
metalogénica onde se localizam depósitos estratiformes e lenticulares de sulfuretos maciços de
variados tamanhos (Figura 9).
Figura 9. Localização geográfica da Mina de Neves-Corvo e da Faixa Piritosa Ibéria.
(http://www.sec.gov/Archives/edgar/containers/fix270/1377085/000120445907001642/lundintechrep.htm)
Os depósitos de Neves-Corvo localizam-se em vários níveis e em diferentes enquadramentos
litológicos, dentro do Complexo Vulcano-Sedimentar (CVS). O CVS avança desde o Devónico
Superior ao Carbónico Inferior, e é composto pela alternância de rochas sedimentares e vulcânicas
ácidas, as quais são caracterizadas principalmente por apresentarem texturas vulcaniclásticas e
lávicas. Estratigraficamente, acima do CVS encontra-se o Grupo de Flysch (GF), de idade Viseano
Superior, o qual consiste numa espessa sequência de grauvaques e xistos argilosos (Horta, 2001).

37
Os depósitos de sulfuretos maciços de Neves-Corvo, situam-se no topo da principal sequência
vulcânica, caracterizada por rochas vulcânicas ácidas intercaladas por xistos indiferenciados (Horta,
2001).
A Mina de Neves Corvo encontra-se na extremidade SE de um dos mais importantes anticlinais da
Faixa Piritosa Ibérica (FPI), ou seja, o anticlinal Neves Corvo-Rosário cuja orientação é NW-SE,
resultando em depósitos distribuídos em ambos os flancos da dobra, existindo ainda vários grupos de
falhas sub-verticais que afetam estes depósitos.
Os depósitos de sulfuretos maciços de Neves-Corvo são principalmente compostos por massas
lenticulares de sulfuretos maciços vulcanogénicos polimetálicos, contendo mineralizações
importantes nas formações encaixantes. Estes depósitos têm, ainda como características
particulares, os seus elevados teores de Cobre, Estanho e Zinco (Horta, 2001).
Após todas as sondagens e estudos realizados, foram definidos seis depósitos de sulfuretos maciços:
Neves, Corvo, Graça, Zambujal, Lombador e Semblana (Figura 10 e Tabela 6).
Figura 10. Distribuição 3D dos seis jazigos, Graça, Corvo, Neves, Zambujal, Lombador e Semblana
(http://www.lundinmining.com/i/pdf/2013-05-17_NCMTP.pdf, pág. 27, 2013)
Tabela 6. Dimensões aproximadas dos cinco jazigos (Centro de formação SOMICOR, 2013).
Comprimento (m) Profundidade (m) Espessura (m)
Corvo 600 500 92
Graça 700 1100 80
Neves 1200 700 55
Zambujal 550 600 53
Lombador 600 1350 100
● Corvo
Parte da extensão da massa de Corvo é caraterizada pelo desenvolvimento a teto, de uma sequência
mineralizada e complexa chamada “rubané” (minério de cobre que pode conter estanho), por bandas

38
alternadas de xisto negro e sulfuretos maciços. Inferiormente aos sulfuretos maciços, há zonas de
mineralização fissural cuprífera do tipo stockwork, constituída por veios de sulfuretos cortando os
xistos e os tufos ácidos do muro. A mineralização de zinco nos sulfuretos maciços, desenvolve-se
separada e lateralmente a sudeste dos minérios de cobre e estanho.
● Graça
Na massa de Graça também se observa o enriquecimento cuprífero, e esta está ligada à massa de
Corvo por um estreito e contínuo horizonte (“ponte de Corvo-Graça”) mineralizado. Os sulfuretos
maciços estaníferos ocorrem na continuação da tendência verificada no Corvo. Não existe “rubané”, e
a mineralização fissural do tipo stockwork ocorre apenas na parte sudeste desta massa.
● Neves
A massa de Neves tem duas lentículas contíguas ligadas por uma “ponte” estreita. A lentícula de
Neves Sul tem maioritariamente minérios de zinco com teores significativos de chumbo, prata e
cobre, e é sobrejacente ao minério de cobre que localmente contém estanho. A pirite estéril é
escassa. (Horta, 2001) Na lentícula de Neves Norte, o minério de cobre predomina, principalmente
como sulfureto maciço basal e como minério fissural nos xistos e rochas vulcânicas subjacentes.
● Zambujal
Trata-se de uma pequena massa com mineralização de cobre dispersa. A mineralização cuprífero
tem teores baixos, mas e altos em Zinco.
● Lombador
Esta massa, que se encontra a uma grande profundidade, entre os limites de Corvo e Neves, tem
níveis muito consistentes de minério de zinco, com mais de 8% de Zinco, 2% de Chumbo e 0,5% de
Cobre. Durante o programa de prospeção, foi descoberta nos finais de 1994 uma segunda lentícula
contígua de Lombado, e que mostra um grande potencial para a extensão do recurso zincífero.
Também existe minério de cobre no Lombador, embora este seja reduzido.
3.1.4. Minério explorado
Na Mina de Neves-Corvo são explorados atualmente os jazigos do Corvo (Inferior e Sudeste), Graça,
Neves (Norte e Sul), Zambujal e Lombador (Sul).
Os teores dos metais explorados permitem estabelecer os seguintes tipos principais de minérios:
o MC – Minério de cobre, especificamente com 6% de Cu;
o MCZ – Minério de cobre e zinco, especificamente com 5% de Cu e 4-5% de Zn;

39
o MZ – Minério de zinco, especificamente com 6-8% de Zn e 3-5% de Pb;
o FC – Minério fissural (stockwork) com cobre;
o MH – Minério de cobre com teores elevados de penalizantes (As, Sb e Hg).
Além destes, são considerados ainda dois tipos de minério mais pobres:
o ME – Pirite maciça inferior a 1,4% de Cu e inferior a 4% de Zn;
o FE – Mineralização stockwork inferior a 1,4% de Cu e inferior a 4% de Zn;
3.1.5. Infra-estruturas principais
● Poço de Santa Bárbara
O Poço de Santa Bárbara é um poço vertical com 592m de profundidade (vai do nível 1210 até ao
618), 5m de diâmetro útil e revestido a betão. Este poço está equipado com um sistema de guincho
de extração de 2400 KW, equipado com dois skips e uma jaula. Os skips com 17 toneladas de
capacidade cada, e com velocidade máxima de 13m/s, efetuam o transporte do minério. A jaula de
transporte de pessoas tem capacidade até 8 pessoas ou 800 Kg, devido a questão de segurança,
atualmente não pode ser utilizada.
● Rampa de Castro
A Rampa de Castro assegura o acesso de pessoas e equipamentos ao interior da mina. Esta é
constituída por uma galeria em rampa com uma secção de 17 m2. É composta por dois troços, o
primeiro com uma inclinação de 18% desde a superfície até ao nível 800, e segundo com uma
inclinação de 12% do nível 800 até ao 700. Esta rampa principal possui ligações para outras rampas
secundárias, as quais seguem em direção às diferentes massas mineralizadas.
● Rolagens
As rolagens são os níveis de circuitos para onde todo o minério é encaminhado, através de chaminés
dispostas pelos diferentes níveis superiores. Neste momento existe a Rolagem do nível 700 e a
Rolagem do nível 550. É nas rolagens que as pás carregadores efetuam o carregamento dos
dumpers, para que estes posteriormente efetuem o transporte do minério ou escombro para a
britagem.
● Britagens
Em cada um dos níveis de rolagem existem uma britagem. A britagem principal, composta por quatro
silos de armazenamento, situa-se no nível 700. A britagem secundária, composta apenas por três
silos de armazenamento, situa-se no nível 550. De modo a fazer a ligação entre os dois níveis de

40
rolagem, existe uma tela transportadora que faz o transporte do material dos silos do nível 550 para
os silos do nível 700.
● Coletores
Os coletores estão dispostos superiormente a cada jazigo. Estes são compostos por um conjunto de
galerias, que têm a função de evacuar o ar viciado subsequente dos desmontes, através de um
conjunto de chaminés de exaustão, ligadas à superfície.
● Chaminés
Existem dois tipos de chaminés principais de ventilação (CPV), as de admissão de ar fresco do
exterior para o interior da mina, e as de exaustação, que aspiram o ar viciado do interior da mina para
o exterior. Além das chaminés principais de ventilação também existem as chaminés de ventilação
(CV), as chaminés de minério (CM), e a chaminé de serviços (CPS) constituída por dois troços,
encontrando-se atualmente em construção.
3.1.6. Métodos de exploração
Os métodos de exploração atualmente utilizados na Somincor baseiam-se no princípio do método Cut
and Fill, considerando-se então o drift and fill, bench and fill e o mini-bench and fill.
● Drift and Fill
Método utilizado para o início da produção da mina, com o objetivo de garantir a máxima flexibilidade,
seletividade e recuperação. Este método consiste em construir inicialmente galerias paralelas a muro
da mineralização, chamadas “galerias de muro”. A partir destas, são abertas novas galerias
transversais à mineralização, chamadas de “ galerias de acesso”.
Quando a galeria de acesso intercepta o minério, o desmonte é feito a partir da galeria transversal
com a abertura de galerias longitudinais, de 5 m de altura, que atravessam a massa horizontalmente,
desde o muro até ao teto do jazigo. Depois de concluído o desmonte da galeria longitudinal, a área
desmontada é então inteiramente cheia. Seguidamente desenvolve-se uma nova galeria paralela à
anterior e assim sucessivamente até ao contacto de muro. A cada 20m de avanço vertical, é aberta
uma nova galeria de muro, e consecutivamente as galerias de acesso até chegar ao muro de minério.
Também se aplica uma variação deste método de desmonte, quando as condições o permitem, que
consiste em abrir uma galeria no interior do minério ao longo do centro, e quando esta chega ao limite
da mineralização, são feitos abatimentos transversais.

41
Vantagens:
o Permite explorar separadamente os diferentes tipos de minério, deixando no local material
estéril;
o Permite uma fácil adaptação à geometria do jazigo;
Desvantagens:
o Elevado custo de exploração, por essa razão só é utilizado em zonas de grande
complexidade estrutural, e onde as características do minério não permitam desmontes de
maiores dimensões.
● Bench and Fill
Método empregue quando se pretende aumentar a produção a custos reduzidos. Este método
consiste na realização de desmontes transversais ao jazigo, com a realização de duas galerias a
muro do jazigo (5x5m), distanciadas no mínimo 4m. Seguidamente, a galeria superior é alargada para
12m, largura essa que irá constituir o vão final do acesso superior da bancada. Em relação à galeria
inferior, esta mantém as dimensões iniciais.
Seguido à colocação de sustimento, é efetuada a abertura de uma slot5 de 2m de diâmetro, que irá
servir como caldeira para o desmonte. Depois da abertura da slot, é efetuado o disparo do minério de
ambos os lados da slot, de modo a constituir uma cunha, para dar início às fiadas da bancada e
consequente produção. A remoção do material é executada com pá carregadora com controlo
remoto, a partir da galeria inferior.
Vantagem:
o Maior produção em menor espaço de tempo, a custos mais reduzidos que o método anterior.
Desvantagem:
o Não apresenta tanta seletividade como o método anterior, o que permite a exploração de
zonas com teores baixos.
● Mini-Bench and Fill
Este método de desmonte é uma evolução do método Drift and Fill, para um método que tem como
base a utilização de bancadas mais produtivas, mantendo no entanto a sua seletividade. Desta forma,
a altura dos desmontes é de aproximadamente 10m, retirando-se 5m superiores e inferiores de forma
semelhante ao método Drift and Fill.
Todos os métodos de exploração utilizados na Sominor contemplam a operação de enchimento, após
conclusão de cada desmonte. No entanto, o tipo de enchimento é diferente de caso para caso.
5 Slot – chaminé vertical.

42
3.2. Composição do betão projetado
Seguidamente será descrito com detalhe cada um dos constituintes do betão projetado utilizado na
mina de Neves-Corvo.
3.2.1. Componentes básicos
● Cimento
Designação normalizada do cimento utilizado na Mina de Neves-Corvo:
o Tipo de Cimento: CEM I, Cimento Portland
o Classe de Resistência de Referência (resistência à compressão aos 28 dias): 42,5 MPa
o Resistência aos primeiros dias (resistência à compressão aos 2 ou aos 7 dias): R, resistência
elevada
O Cimento Portland CEM I 42,5 R comercializado pela Cimpor, Indústria De Cimentos, S.A. é um
produto muito utilizado em obras de engenharia civil e na produção de betões de elevada a muito
elevada resistência (Tabela 7). É particularmente indicado a trabalhos em que se exige, a todas as
idades, elevadas resistências. É particularmente adequado para Classes de Exposição Ambiental XA
(ataque químico proveniente de solos e de águas subterrâneas), como é o caso da Mina de Neves-
Corvo.
Tabela 7. Características físicas e químicas do Cimento Portland CEM I 42,5R (Fica Técnica do produto,
Cimpor, 2013)
Ensaio Documento Normativo Un. CEMI42,5R
Massa volúmica E(LNEC)-64 Kg/m3 3140
Início de presa NP EN 196-3
min ≥ 60
Expansibilidade mm ≤ 10
Resistência à compressão aos 2 dias NP EN 196-1
MPa 20,0
Resistência à compressão aos 2 dias MPa 42,5
Teor de Sulfatos NP EN 196-2
% <4,0
Teor de Coretos % <0,1
● Agregados
Os agregados utilizados no fabrico de betão para projeção na mina de Neves-Corvo são,
nomeadamente a Areia Lavada e o Bago de Arroz Rolado, provenientes da Empresa Burgausado,
Areias e Gravilhas de Santa Margarida do Sado, Lda, Grândola. Mais tarde, em meados de Maio de
2014, a Areia Lavada foi substituída pela Areia Siliciosa AS 30/40-G, proveniente da Empresa Sifucel,
do Grupo Parapedra, Alcácer do Sal.

43
A Areia Lavada, a Areia Siliciosa AS30/40-G e o Bago de Arroz são constituídos maioritariamente por
quartzo, com litoclastos de quartzito e arenito, diferenciando apenas na granulometria e forma das
partículas.
A Areia Lavada e a Areia Siliciosa AS30/40-G são constituídas por partículas sub-angulosas, com
dimensões que variam entre 0 e 4mm, enquanto o Bago de Arroz Rolado é constituído por partículas
especialmente roladas e algumas sub-angulosas, com dimensões que podem variar entre 2 e 8mm. A
forma das partículas influi muito sobre as propriedades do betão, tais como trabalhabilidade, ângulo
de atrito interno, compacidade e quantidade de água de amassadura.
No caso do Bago de Arroz Rolado, por conter partículas roladas, produz um ângulo de atrito interno
pequeno, o que leva a uma melhor trabalhabilidade devido ao melhor arranjo das partículas, obtendo
deste modo melhores compacidades. Além destas características, o uso de agregados rolados,
também irá provocar um menor ressalto e desgaste dos equipamentos de transporte e de aplicação
do betão projetado.
As características físicas apresentadas na tabela 8, foram determinadas no Laboratório de Mecânica
das Rochas. As curvas granulométricas foram determinadas de acordo com a NP EN 933-1 (2002)
(Figura 11).
Tabela 8. Caraterísticas físicas dos agregados.
Ensaio Documento Normativo
Un. Bago de
Arroz Areia
Lavada Areia
AS30/40-G
Massa Volúmica - partículas secas NP EN 1097-
6:2003
Kg/m3 2561 2642 2654
Absorção de água % 1,60 0,71 0,60
Módulo de Finura NP EN
12620:2004
- 6 3 3
𝑷𝒆𝒏𝒆𝒊𝒓𝒐 𝒊𝒏𝒇𝒆𝒓𝒊𝒐𝒓
𝑷𝒆𝒏𝒆𝒊𝒓𝒐 𝒔𝒖𝒑𝒆𝒓𝒊𝒐𝒓(
𝒅
𝑫) - 2/8 0/4 0/4
Figura 11. Curvas granulométricas dos agregados.
0
10
20
30
40
50
60
70
80
90
100
0,0625 0,25 1 4 16
Pe
rce
nta
ge
m c
um
ula
tiva
qu
e
pa
ss
a (
%)
Abertura quadrada dos peneiros (mm)
AreiaLavada
AreiaSiliciosaAS30/40
Bago deArrozbritado

44
● Água
A água de amassadura utilizada para a produção do betão projetado na mina de Neves-Corvo é
proveniente da Barragem de Santa Clara. Esta água não é potável, mas tem as características
adequadas para poder ser utilizada, pois é livre de substâncias corrosivas ou prejudiciais para o
betão e para as fibras de aço. O abastecimento da água até à Central de Betão é efetuado através
bombeamento, a qual chega por intermédio de tubagens provenientes da Barragem de Santa Clara.
3.2.2. Adjuvantes
Os adjuvantes utilizados no fabrico de betão projetado na mina de Neves-Corvo são, o Sikament 300
Plus, como redutor de água, e o Sigunit L82 AF P, como acelerador de presa, fabricados pela
empresa Sika.
● Redutor de água – Superplastificante
O superplastificante Sikament 300 Plus utilizado no betão projetado da mina de Neves-Corvo, tem as
seguintes características principais (Tabela 9):
o Reduzir a quantidade de água na amassadura;
o Retardar a presa durante o tempo de transporte do betão projetado.
A utilização deste tipo de superplastificante deve-se essencialmente às demoras no transporte, às
descarregas do betão através da slickline, e às elevadas temperaturas existentes no interior da mina
a níveis mais profundos.
A dosagem utilizada é de 1% sobre do peso do cimento, mantendo a trabalhabilidade do betão
durante aproximadamente 2h. É necessário ter extrema atenção para que o valor a utilizar não
ultrapasse os valores máximos admissíveis de 1,4%, de modo a que não ocorra a sobredosagem e o
processo de endurecimento seja afetado.
Tabela 9. Caraterística do superplasficante utilizado - Sikament 300 Plus (Ficha Técnica do produto, Sika,
2011)
Caraterísticas Sikament 300 Plus
Componentes principais Mistura de polímeros orgânicos e aditivos.
Estado Líquido
Cor Castanho escuro
Densidade 1,22 ± 0,02 Kg/l
pH 9,7 ± 1,0
Teor de cloretos ≤ 0,1%
Dosagem recomendada 0,9% a 1,4% sobre o peso do cimento

45
● Acelerador de presa – não alcalino
O superplastificante Sigunit L82 AF P utilizado no betão projetado da mina de Neves-Corvo, tem as
seguintes características principais:
o Promover uma aceleração do tempo de presa e desenvolvimento das resistências iniciais;
o Melhorar a aderência do betão;
o Reduzir o ressalto.
A dosagem utilizada é de 8% sobre do peso do cimento, pois é a que confere as propriedades
pretendidas ao betão projetado, como a espessura de 5cm que se pretende adquirir.
É importante dar especial atenção à temperatura, pois temperaturas inferiores a 15ºC pode requerer
dosagens mais elevadas, e em casos extremos, o acelerador pode não atuar corretamente e as
resistências inicias podem não desenvolver-se.
Tabela 10. Caraterística do acelerador de presa utilizado – Sigunit L82 AF P (Ficha Técnica do produto,
Sika, 2011)
Caraterísticas Sigunit L82 AF P
Componentes principais Sais de alumínio e complexos inorgânicos de alumínio, em solução.
Estado Líquido
Cor Translúcido amarelado
Densidade 1,40 ± 0,03 Kg/l (a 23 ± 2 ºC)
pH 3,0 ± 1,0
Teor de cloretos ≤ 0,1%
Teor de álcalis ≤ 1,0%
Dosagem recomendada 3% e 9% sobre o peso do ligante
3.2.3. Fibras de aço
As fibras de aço utilizadas no betão projetado da Somincor são as fibras Dramix, RC 65/35 BN,
fornecidas pela empresa Bekaert.
Caraterísticas:
o As fibras são coladas, para que durante a mistura de todos os contituintes na misturadora,
estas se separem e se distribuam de modo homogéneo, evitando a formação de “ninhos”
(fibras aglomeradas);
o As fibras de aço são fabricadas a partir de fios de aço trefiliados, garantindo resistências à
tracção superiores a 1.000MPa;
o Os extremos das fibras são ligeiramente dobrados para que garantam a ancoragem dentro da
mistura de betão.

46
Tabela 11. Caraterísticas gerais das fibras de aço - Fibras Dramix, RC 65/35 BN (Ficha técnica do produto,
Dramix, 2013)
Caraterística Documento Normativo
Un. Fibras Dramix, RC 65/35 BN
Comprimento
ASTM A 820
mm 35
Diâmetro mm 0,55
Esbelteza - 65
Embalagem Un. 30 tiras de fibras unidas com cola de
água
Curvatura mm 3,18 (ângulo de 90º a 15ºC sem partir)
Esforço mínimo de tensão MPa 1350
Quantidade
Kg/m3 20-30
Absorção de energia J 800
3.2.4. Betão projetado utilizado na mina de Neves-Corvo
Designação do betão projetado segundo a NP EN 14487-1:
o Classe de resistência à compressão: C25/30; J2;
o Classe de exposição ambiental: XA (P);
o Máxima dimensão do agregado mais grosso: Dmax 8;
o Classe de consistência: S4 (160 – 210 mm – antes da projeção) e S5 ( ≥ 220 mm – durante o
transporte)
Seguidamente é apresentada a tabela referente às quantidades dos constituintes do betão projetado
utilizados na mina de Neves-Corvo:
Tabela 12. Mistura utilizada para fabrico de betão projetado na Central de Betão (2013 e 2014)
Constituintes
Quantidades (Kg/m3)
Areia Lavada 0/4mm
1100
Bago de Arroz Rolado 2/8mm
475
Cimento I 42,5R
400
Superplastificante – Sikament 300 Plus (1%)
4
Acelerador de presa – Sigunit L82 AF P (8%)
32
Água de amassadura
≈200(223 Kg incluindo absorção dos agregados)
Fibras Dramix
20-30(dependendo da qualidade do substrato)
Para que o betão projetado seja de alta qualidade, a relação água/cimento não deverá ser superior a
0,50.
3.3. Controlo e dimensionamento do betão projetado
Para aplicação de betão projetado nas frentes de Produção da Mina de Neves-Corvo, tem de haver
uma solicitação por parte do Departamento de Mecânica de Rochas (Anexo I), especificando o local,
zona e tipo de aplicação, a espessura mínima exigida e volume de betão projetado a aplicar. Esta
solicitação tem de ser enviada ao Departamento de Desenvolvimento para conhecimento desta. As

47
frentes para projeção de betão serão marcadas pelo Departamento de Mecânica das Rochas nos
hasteais, delimitando a zona a ser projetada.
As operações de aplicação e transporte do betão projetado serão então desenvolvidas pela Epos. No
caso do volume aplicado de betão projetado ultrapassar o volume solicitado pelo Departamento de
Mecânica da Rochas, esse volume será considerado extra e a Epos terá que justificar o motivo da
sua aplicação.
O controlo de espessuras de betão projetado realizado apenas diz respeito a projeções novas, não
realizando nenhuma medição em zonas de reabilitação, pois estas zonas correspondem normalmente
à aplicação de betão projetado com malha sol.
3.3.1. Determinação do volume previsto de betão projetado
O volume previsto de betão projetado a aplicar é calculado através da área teórica a projetar,
multiplicada pela espessura mínima exigida e por um coeficiente de correção, que considera o
ressalto, a rugosidade e a sobrefraturação (overbreak).
Os valores correspondentes à espessura mínima exigida e ao coeficiente de correção (CC) são os
seguintes:
Tabela 13. Valores utilizados para o cálculo do volume previsto de betão projetado
Espessura mínima (m) 0,05
Coef. Rugosidade e Overbreak 0,75
Coef. Ressalto 0,15
𝑉𝐵𝑒𝑡ã𝑜 = 𝐴𝑡𝑒ó𝑟𝑖𝑐𝑎 × 𝑒𝑚í𝑛 × (1 + 𝑐𝑜𝑒𝑓. 𝑟𝑢𝑔𝑜𝑠𝑖𝑑𝑎𝑑𝑒 𝑒 𝑜𝑣𝑒𝑟𝑏𝑟𝑒𝑎𝑘 + 𝑐𝑜𝑒𝑓. 𝑟𝑒𝑠𝑠𝑎𝑙𝑡𝑜) ↔
↔ 𝑉𝐵𝑒𝑡ã𝑜 = 𝐴𝑡𝑒ó𝑟𝑖𝑐𝑎 × 0,05 × 𝟏, 𝟗[𝑚3]
3.4. Trabalhos preparatórios
No caso da Mina de Neves-Corvo, serão definidos abaixo os seguintes procedimentos a adotar para
preparação da frente a projetar se realizar em conformidade. Alguns procedimentos seguem o
documento normativo NP EN 14487-2 (2008).
Inicialmente as frentes devem ser devidamente saneadas, isto é, devem ser removidas todas as
rochas soltas ou de má qualidade, e as frentes devem estar limpas de mangas de ventilação,
parafusos mal colocados, cabos, etc., que possam dificultar a projeção.

48
No caso de grandes escorrências de águas subterrâneas devem ser embutidos tubos de plástico ou
de metal no substrato, de modo a desviar ou travar o escoamento destas, para evitar que a qualidade
do betão projetado seja diminuída.
As frentes também devem ser devidamente raspadas, tendo especial atenção à soleira juntos aos
hasteais, de modo a evitar a formação de “saias6”.
As frentes devem possuir todas as condições necessárias de trabalho: acesso à rede de água,
energia, ventilação (colocada a 15m da frente), bombagem, proteção de cabos elétricos e de
tubagens. A proteção de elementos topográficos, como os pontos, as rasantes e convergências
marcadas nos hasteais, também é muito importante.
Deve-se pré-lavar a frente antes da projeção, a fim de retirar a maior parte do pó existente garantindo
a capacidade de absorção do substrato, de modo a facilitar a aderência do betão projetado a este.
3.5. Central de Betão
3.5.1. Funcionamento da Central de betão
A central de betão é o local onde se processa todo o fabrico de betão aplicado na mina de Neves-
Corvo. O modo de funcionamento da central de betão é explicado através do diagrama apresentado
na figura 12.
Antes de iniciar o processo de produção do betão projetado, são efetuadas leituras automáticas de
humidade aos agregados, através de uma sonda eletrónica instalada no local de armazenamento
destes, as quais são apresentadas no programa Arcen, na sala de controlo. Conforme o teor de
humidade existente, realizam-se os ajustes necessários à mistura de betão, relativamente à
quantidade de água a ser utilizada na produção deste.
Durante a operação de fabrico do betão projetado, em cada turno são realizados ensaios de
abaixamento, conforme a NP EN 12350-2 (2002). Estes ensaios são realizados, com o objetivo de
controlar a trabalhabilidade do betão e verificar se as leituras obtidas nas sondas de humidade estão
corretas, e posteriormente proceder-se aos ajustes que sejam necessários realizar.
Se a descarga for feita à superfície, o betão tem que garantir um slump S4 (abaixamento entre 16 a
21cm). A descarga através da slickline, o betão tem garantir um S5, (abaixamento igual ou superior a
22 cm).
6 Saias – Camadas de betão projetado que não aderirem à soleira.

49
Figura 12. Funcionamento da Central de Betão.
Central de Betão
Manual Automática Operação
Mesa de Controlo Sala de Controlo
Ajuste manual das
balanças
Pedido de Produção e
Dosificação do Betão
Bago de Arroz, Areia e
Fibras
Cimento
Água
Adjuvante –
Retardador de presa
Descarga de todos os
constituintes para a
misturadora (~20-25s)
Mistura de todos os
constituintes do Betão
(~1-2 minutos)
Abertura da comporta
da misturadora
Misturadora – Secatol
Auto-Betoneira -
Normet
1º 2º
Descarga do Betão
(~1 minuto)
Pesagem de todos os
constituintes do Betão
(~30-40s)

50
3.5.2. Descarga do betão projetado
A descarga do betão projetado pode ser feita por dois métodos diferentes. O primeiro refere-se à
descarga do betão diretamente para as auto-betoneiras. O segundo método consiste na descarga do
betão para uma misturadora, denominada Secatol, que por sua vez reencaminha o betão para a
Slickline.
A Slickline é composta por uma tubagem de aproximadamente 350m de comprimento, e consiste
num sistema de transporte de betão, que faz a ligação da superfície ao interior da mina. Após
produção do betão projetado na Central de Betão, este é reencaminhado para o misturador Secatol
(sistema semelhante ao “balão7” das auto-betoneiras) e posteriormente é descarregado através da
Slickline, sendo recebido na estação de fundo por uma auto-betoneira. A principal utilização da
Slickline deve-se à seguinte vantagem: redução do tempo e distância de transporte das auto-
betoneiras, otimizando os custos referentes ao transporte de betão.
Os procedimentos operacionais de descarga do betão projetado na superfície da central de betão e
na estação de fundo da Slickline, bem como os regulamentos de utilização, serão descritos no Anexo
II.
3.6. Equipamento de transporte do betão projetado
O equipamento de transporte de betão é utilizado para complementar os trabalhos de projeção. Após
o betão ser completamente misturado na Central de Betão, independentemente dos métodos de
descarga, este é reencaminhado para uma auto-betoneira, a Normet. Esta faz o transporte de todo o
betão para o fundo da mina.
Cuidados importantes:
o De forma a evitar a segregação da mistura, a rotação do “balão” deve ser invertida,
aproximadamente, a meio do tempo de transporte;
o A velocidade de rotação do “balão” deve ser constante;
o O tempo máximo de transporte do betão no “balão” de uma auto-betoneira é de
aproximadamente 2h e 30minutos, dependendo muito da trabalhabilidade da mistura;
o As auto-betoneiras utilizadas na Somincor têm uma capacidade de aproximadamente 4m3,
não devendo estas ser carregadas além da sua capacidade;
o A auto-betoneira deve ser capaz de produzir betão uniforme, de modo a que a percentagem
das partículas maiores do agregado, no fim da descarga, não difira mais de 20% das que
saíram no princípio da descarga.
7 Balão – Tambor de recolha do betão, incorporado na auto-betoneira.

51
3.7. Equipamento de projeção do betão
Em relação aos equipamentos de projeção utilizados na Mina de Neves-Corvo, apenas são utilizados
equipamentos de grande escala, exclusivos para trabalhos subterrâneos mineiros, os Sika – PM
(Figura 13).
Estes dispositivos de projeção estão equipados com uma torva (Figura 13-B), que recebe o betão
transferido da autobetoneira, e uma bomba para transportar o betão pela mangueira até à agulheta,
com uma capacidade de bombagem de 20m3/h de betão. Transportam exclusivamente betão
projetado por via húmida. Estes sistemas oferecem um elevado grau de flexibilidade para a projeção
mecanizada do betão projetado.
Os equipamentos são constituídos por um braço de lança articulado, que pode atingir um
comprimento máximo de 9m. Na extremidade do braço existe uma agulheta de projeção, onde é
expelido o betão misturado conjuntamente com o acelerador de presa e ar (Anexo III).
O sistema de mistura do betão com o acelerador de presa e o ar, é composto por um difusor situado
antes do início da agulheta, constituído por um tubo com furos, de forma que os materiais se
encontrem uniformemente dentro do difusor, e sejam devidamente misturados antes da saída do
betão projetado pela agulheta de projeção.
Figura 13. A- Equipamento de projeção de betão, “Sika-PM”; B-Torva do equipamento de projeção
(Novembro, 2013)
3.7.1. Condições dos equipamentos de projeção de betão
As condições para os equipamentos de projeção são as seguintes: quantidade de cimento por volume
de betão (Kg/m3) imposta na receita utilizada; densidade do acelerador de presa; quantidade de
adjuvante acelerador; quantidade de ar bombeado; e caudal de betão projetado.

52
Tendo em vista as seguintes condições, foi definido um intervalo de valores para o caudal de betão
projetado de 10 a 13m3/h, não devendo ultrapassar estes valores. O valor a estabelecer depende
principalmente da consistência do betão e do tipo de material que é constituída a frente.
Quanto maior for o caudal, maior será a força exercida sobre as camadas subjacentes de betão
projetado, provocando um maior ressalto do betão.
Além do ressalto do betão, se o material constituinte da frente for fraco, poderá haver um maior risco
de desprendimento de blocos. Se o betão possuir uma consistência considerável, o risco de
ocorrência de desplacamentos8 de betão também será maior.
Em relação às quantidades de adjuvante acelerador e de ar bombeado, estas são fixas e o dispositivo
de projeção deve assegurar que a dosagem correspondem a 8% de Sigunit L82 AF P e 98% de ar (±
1%) sobre o peso total do cimento.
Se a quantidade de acelerador de presa ultrapassar os 8%, este não terá o efeito desejado, e irá
danificar o betão, perdendo assim as suas resistências. E no caso de ser inferior a 8%, irá provocar
deslaçamentos do betão devido ao atraso no desenvolvimento do tempo de presa e das resistências
iniciais.
3.8. Execução da projeção do betão
Antes de iniciar o processo de projeção de betão na frente, a agulheta do equipamento de projeção
deverá ficar orientada para baixo até que o betão chegue, de modo a iniciar a projeção com a mistura
de betão e acelerador, e não projetar o substrato apenas com acelerador de presa.
Dando início à projeção do betão sobre o substrato, a extremidade da agulheta do equipamento de
projeção deverá manter-se entre 1,0 e 1,5m de distância da zona a projetar (Anexo IV). Se a agulheta
é mantida muito próximo da superfície a projetar, pode ocorrer um excesso de aglomeração de betão,
ou provocar uma desagregação do mesmo, mas se a agulheta se encontrar muito afastada, a
compactação poderá ser afetada. De modo a maximizar a espessura de compactação, os
movimentos da agulheta de projeção devem ser circulares de cima para baixo, trabalhando assim de
forma uniforme.
Para evitar o excesso de ressalto do betão e adquirir um melhor controlo da espessura de betão
projetado, a agulheta de projeção deve formar um ângulo de 90° com a zona a projetar (Anexo IV).
A projeção deverá ser gradual, iniciando nos hasteais e terminando no teto. Aplica-se uma primeira
camada nos hasteais junto à soleira, deslocando-se para a próxima camada acima, e quando
8 Desplacamentos – Colapso parcial do betão projetado.

53
terminada, voltar à camada inicial, e assim sucessivamente até terminar toda a projeção. Desta forma
consegue-se mais uma vez um melhor controlo das espessuras de betão, evitando espessuras
excessivas e desplacamentos de betão durante a projeção.
Após o término do betão, deve-se imediatamente virar a agulheta do equipamento de projeção para o
piso, evitando a projeção de acelerador de presa no betão projetado fresco.
Concluída a projeção da frente, deve-se sempre verificar o estado da mesma, não se colocando
imediatamente debaixo do betão projetado durante os primeiros 15 a 30 minutos, pois o risco de
desplacagens durante este período é elevado, e principalmente se a consistência do betão projetado
for reduzida.

54
4. Campanha experimental
Os objetivos da campanha experimental consistiriam na avaliação da espessura e da resistência à
compressão do betão projetado. O controlo das espessuras foi realizado in situ, através de ensaios
destrutivos em betão projetado endurecido, distribuídos aleatoriamente em várias frentes de produção
na mina de Neves-Corvo. No que se refere às resistências, foram realizados dois estudos. O primeiro
estudo foi relativo às resistências iniciais, as quais foram medidas in situ, através de ensaios de
penetração das várias misturas de betão projetado jovem. As misturas foram reformuladas a partir da
mistura base, pela alteração dos adjuvantes e dos agregados. O segundo estudo diz respeito às
resistências à compressão finais medidas em laboratório, através da realização de provetes cúbicos
de várias misturas de betão projetado, pela introdução de um aditivo.
Seguidamente serão descritas as composições das várias misturas de betão projetado utilizadas, os
procedimentos e os equipamentos utilizados em cada ensaio. Através dos resultados obtidos, serão
realizadas análises, com a finalidade de obter soluções que melhorem a qualidade do betão projetado
ou reduzam custos, no sentido de otimizar o betão projetado aplicado na mina de Neves-Corvo.
4.1. Medição de espessuras
Os ensaios de controlo de espessuras foram realizados com o intuito de compreender se as
espessuras de betão projetado aplicadas na mina de Neves-Corvo cumpriam os requisitos definidos
pelo estudo geológico e geotécnico, efetuado pelo Departamento de Mecânica das Rochas. Este
estudo definiu que as espessuras, para o tipo de terreno existente na mina de Neves-Corvo, fossem
de 5cm. Com os resultados obtidos foi realizada uma análise ao coeficiente de correção, utilizado no
dimensionamento da quantidade de betão projetado a aplicar.
O método utilizado para a determinação da espessura de betão após projeção sobre um substrato, foi
o referente à NP EN 14488-6 (2008).
Conforme as condições do betão, esta norma define um princípio de utilização:
o Betão fresco – Penetra-se um equipamento de medição de espessuras no betão projetado e
seguidamente mede-se a espessura que penetrou.
o Betão endurecido – Executam-se furos ou extraem-se carotes até encontrar o substrato e
seguidamente mede-se a profundidade dos furos ou o comprimento dos carotes.
Nos casos de estudo analisados no interior da Mina de Neves-Corvo, apenas se realizaram medições
da espessura de betão projetado endurecido, pois as medições em betão projetado fresco tornam-se
complexas e nem sempre são possíveis.

55
Algumas das projeções de betão numa determinada área, não se concluíam apenas num turno,
sendo necessário continuar a aplicação do mesmo no turno seguinte. O tempo despendido entre o
final de uma aplicação num turno e o início da outra aplicação no turno seguinte, na mesma área a
projetar, iria originar uma camada de betão semi-endurecido subjacente à rocha. Posteriormente à
conclusão de toda a projeção nessa área, aquando da penetração do equipamento para medição de
espessuras das camadas projetadas, este poderia ser impedido de penetrar toda a espessura de
betão até à rocha, o que iria provocar uma grande incerteza nos resultados medidos.
Além desta razão, mesmo que a aplicação fosse concluída apenas em um turno numa determinada
área, não era aconselhável a medição logo após projeção, pois o betão fresco poderia provocar
desplacagens do mesmo, tornando-se perigosa a medição sobre essa área.
O facto de uma projeção numa determinada área ser concluída no final de um turno, também pode
dificultar a medição das espessuras, pois para realização desta operação seria necessário o uso de
um multi-funções de modo a alcançar o teto. Todas estas operações de coordenação de
equipamentos provocavam um consumo de tempo elevado, não havendo tempo para realizar a
medição nesse mesmo turno. Se a medição fosse realizada no turno seguinte, haveria o risco de a
camada de betão projetado estar semi-endurecida, dificultando mais uma vez a medição da mesma.
Tanto por motivos estruturais, como por motivos de logística, a medição realizou-se apenas em betão
endurecido, pois neste caso, o risco de desplacagens e possíveis interferências com outro tipo de
trabalhos existentes no interior da mina também eram mais reduzidos, tornando os trabalhos mais
seguros e melhor orientados.
.
4.1.1. Composição do betão projetado
A composição do betão projetado durante a realização dos ensaios foi mantida, com exceção da
alteração efetuada aos agregados. Em meados de Maio de 2014 a areia lavada foi substituída pela
areia siliciosa AS30/40-G. Esta mudança não afetou os resultados referentes às espessuras, portanto
todos os resultados foram incorporados dentro dos mesmos parâmetros.
Tabela 14. Mistura utilizada para fabrico de betão projetado na Central de Betão (desde Setembro de 2013
a Junho de 2014)
Constituintes
Quantidades (Kg/m3)
Areia Lavada / Areia Siliciosa AS30/40-G 0/4mm (70%)
1100
Bago de Arroz Rolado 2/8mm (30%)
475
Cimento I 42,5R
400
Superplastificante – Sikament 300 Plus (1%)
4
Acelerador de presa – Sigunit L82 AF P (8%)
32
Água de amassadura
≈200 (223l incluindo absorção dos agregados)
Fibras Dramix
20-30

56
4.1.2. Procedimentos e equipamentos
De modo a proceder aos ensaios de medição de espessuras, foi necessário escolher uma frente de
produção com betão projetado endurecido e definir as áreas a efetuar a medição (Anexo V - A).
Definidas as áreas, com auxílio de um spray marcou-se cinco posições a ensaiar, espaçadas de
60±5 cm, em duas linhas perpendiculares comportando cada uma três furos, como é possível
observar no Anexo V - B.
Seguidamente, utilizando um martelo perfurador da Hilti, perfuraram-se as posições marcadas de
cada área definida, a uma profundidade tal que a área total da secção no fundo do furo
correspondesse ao início do substrato (Anexo V -C), e com uma régua mediu-se a profundidade de
cada furo. Este procedimento foi repetido em cada uma das áreas definidas de 5 em 5m (Anexo V -
B).
Este procedimento foi realizado em cada uma das frentes determinadas para a realização dos
ensaios de espessuras. Os valores obtidos em cada medição foram registados e utilizados para o
cálculo das espessuras médias de cada área. Por fim a espessura média total de cada frente foi
calculada.
4.1.3. Resultados das medições efetuadas
Os resultados referentes às espessuras médias totais de betão projetado, bem como os coeficientes
de correção correspondentes a cada uma das frentes, desde Setembro de 2013 a Junho de 2014,
foram apresentados no Anexo VI.
4.1.4. Análise dos resultados
O que se pretendeu com esta análise foi estabelecer uma melhor solução para a quantidade de betão
projetado a aplicar, de forma a minimizar os recursos utilizados.
Desta forma, pretendeu-se realizar uma redução da quantidade de betão a projetar, que teve como
base os resultados adquiridos in situ e a aplicação do método básico de dimensionamento do betão
projetado sugerido pela EFNARC – Guidelines (1999) e por Vandewalle (2005), e ainda através do
estudo realizado por Selmer (2014).
De forma a cumprir os requisitos a nível estrutural sobre o sistema de suporte com betão projetado,
foi utilizada a mistura estabelecida pelo departamento de Mecânica das Rochas. Além desta mistura,
para que o betão projetado atuasse em conformidade com as características geológicas e
geotécnicas dos diferentes tipos de terrenos existentes na Mina de Neves-Corvo, e desempenhasse
corretamente as suas funções de estabilidade, a espessura base estabelecida foi de 5cm.

57
O controlo da espessura de betão projetado em minas tem algumas dificuldades, as quais se devem
sobretudo às irregularidades das superfícies que irão receber o betão, constituídas constantemente
por depressões e arestas salientes, o que dificultará a aplicação regular dos 5cm de espessura.
Desta forma, estabeleceu-se um intervalo admissível para a espessura média que pode variar entre 5
e 8cm.
No caso, da espessura ser inferior a 5cm, estaremos a comprometer a segurança dos locais, não
cumprindo, desta forma, os requisitos estruturais estabelecidos. No caso, da espessura ser superior a
8cm, não estaremos a fazer uma adequada gestão dos recursos, conduzindo a um aumento de
custos desnecessários.
Para que a quantidade de betão a projetar, numa determinada frente, fosse a correta e não existisse
falta de betão para poder cumprir com a espessura estabelecida, esta quantidade foi afetada por um
coeficiente de correção (CC) de 1,9 (Capitulo 3 - 3.3.1.) que teve em conta o ressalto do betão, a
rugosidade e o overbreak do substrato.
Após observação dos resultados efetuados às espessuras constatou-se que o CC de 1,9 não era o
mais indicado, pois as espessuras ultrapassavam, de um modo geral, o intervalo estabelecido,
verificando-se que a aplicação da quantidade de betão era superior àquela que deveria ser aplicada
para cumprir com as espessuras requeridas.
Conforme os resultados obtidos no controlo de espessuras, procedeu-se à determinação do
coeficiente de correção exigido para cada área.
● Determinação do novo coeficiente de correção
De forma a correlacionar os dados referentes às espessuras médias com os CC’s, foram apenas
selecionados os valores de coeficiente de correção respetivos ao intervalo de valores para as
espessuras entre 5 e 8cm, inclusive, obtendo a seguinte tabela para análise.
Tabela 15. Dados para análise do coeficiente de correção
Frente V.Previsto
(m³) V.Aplicado
(m³) Esp. média total (cm)
Área da frente (m²)
Coeficiente Correção
C8055R03 28 24 7,8 295 1,04
C0720GP1 Nicho 80 80 7,8 842 1,22
LS6256B06 8 8 6,3 84 1,52
LS6256B11 8 8 7,2 84 1,32
N763G3B 16 16 7,0 168 1,35
C6401B02 16 16 7,1 168 1,34
C8055R02 12 12 5,9 126 1,60
C8055R02 12 8 7,7 126 0,82
C8055R02 12 12 7,8 126 1,21

58
GW788M003 20 20 7,8 211 1,22
D691C153 4 4 8,0 42 1,19
CS7006B01_P1 4 4 7,6 42 1,25
CS7006B01_P3 4 4 6,8 42 1,40
C8055R15 20 16 7,1 211 1,07
C645G2B 32 32 7,4 337 1,28
C0RAM11 8 8 6,5 84 1,47
C0RAM11 16 16 6,5 168 1,45
Seguidamente, utilizou-se o histograma para determinar o intervalo de valores onde se verificasse as
maiores frequências absolutas, de forma a provar a escolha desse intervalo.
Figura 14. Histograma do Coeficiente de Correção.
Através da apreciação global da distribuição dos resultados relativos aos CC’s, foi possível
determinar o intervalo de maior incidência. Entende-se que este intervalo correspondeu aos valores
localizados entre 1,2 e 1,4, de modo que toda a análise posteriormente efetuada em relação ao CC
diz respeito a este intervalo de valores.
Para identificar os valores extremos foi utilizada a Caixa de Bigodes (Figura 15). Os valores extremos
são valores que não seguem a tendência normal do restante conjunto de dados, concluindo que estes
podem conter erros associados.
Figura 15. Caixa de Bigodes do Coeficiente de Correção
Histograma
Coeficiente de Correção
Fre
qu
ên
cia
Ab
so
luta
0.8 1.0 1.2 1.4 1.6 1.8
01
23
45 curva normal
0.8
1.0
1.2
1.4
1.6
Caixa de Bigodes
Co
eficie
nte
de
Co
rre
çã
o

59
Mínimo 1º Quartil Média Mediana 3º Quartil Máximo Outliers
0,82 1,20 1,28 1,28 1,43 1,60 0,82
Após observação do gráfico, pode-se concluir que existem dois valores extremos: 0,82, que
corresponde ao mínimo valor e a um outlier; e o 1,60 que corresponde ao máximo valor. Estes
valores extremos não irão fazer parte da determinação do valor médio para o CC.
Média Mediana
1,29 1,28
Visto que a média e mediana foram aproximadamente iguais, então podem ser consideradas como
representantes da distribuição geral dos CC. Portanto o valor a empregar ao CC com vista aos
resultados obtidos foi de 1,3. Como o valor de 1,3 obtido divergiu do valor estabelecido de 1,9, fez-se
um estudo mais detalhado para certificação do valor obtido.
Através dos estudos realizados por Vandewalle (2005) e de acordo com a EFNARC – Guidelines
(1999), o valor sugerido para o CC, no caso da escavação com recurso a explosivos, varia entre 1,3 e
1,8. Deste modo verificou-se que o valor de 1,9 utilizado atualmente na mina de Neves-Corvo já
estava sobredimensionado.
De modo a optar por um sistema de suporte mais conservativo, através da tabela desenvolvida por
Selmer (Tabela 16), baseada na Classificação geomecânica de Barton (Q-system) (Figura 8), e
sabendo que o tipo de maciço existente na mina de Neves-Corvo pode se enquadrar num tipo D,
então o valor a adotar seria de 1,44 (sugerindo que Jn seria superior a 15). Mas no dimensionamento
do volume de betão adotado pela Somincor, o valor de CC incorpora também o coeficiente de
ressalto de 0,15 (Capitulo 3.3.1.), que neste caso, somando ao valor de 1,44, daria um coeficiente de
correção de 1,6.
Tabela 16. Coeficiente de rugosidade para o cálculo do volume de betão projetado, atendendo à
qualidade do maciço e/ ou o número de fraturas presentes na área do substrato a projetar (Jn) (Selmer,
2014)
1,56 1,31 1,27 1,22 1,21
1,5 1,25 1,22 1,17 1,16
1,44 1,21 1,18 1,13 1,12
1,42 1,19 1,16 1,11 1,10
1,38 1,16 1,12 1,08 1,07
1,3 1,09 1,06 1,02 1,01
15 12 9 6 4
1,2 1,15 1,11 1,09 1,06 C. Rug. Jn
F E D C B
Classe de qualidade do maciço rochoso
Ainda assim, como o valor de CC teria que generalizar-se a toda a mina de Neves-Corvo e optando
por um cenário mais crítico, o mais indicado seria a utilização do valor de 1,56, adicionando o
coeficiente de ressalto de 0,15, daria um valor a utilizar para o coeficiente de correção de 1,7.

60
4.1.5. Análise económica
A análise económica foi realizada através das quantidades totais de volume de betão projetado
consumido para os diferentes CC, desde Setembro de 2013 a Junho de 2014 (Anexo VII).
A partir deste estudo, foi possível determinar os custos associados ao betão projetado para os
diferentes CC, diferenciando os dois tipos de transporte de betão projetado, através da central de
betão e através da Slickline. Relativamente ao transporte ser efetuado pela central de betão ou
através da Slickline, a diferença de custos é tanto maior quanto maior for o valor de CC a utilizar
(Anexo VIII e VIX).
Para terminar, foi possível realizar um estudo comparativo do consumo e da poupança gerada pela
utilização de cada um dos CC’s. Quanto menor for o valor de CC a utilizar, maior será a poupança
gerada. É possível observar essa situação através da seguinte figura.
Figura 16. Custo vs. Poupança relativamente ao CC de 1,9, para cada um dos coeficientes de correção
determinados.
4.2. Resistências à compressão iniciais do betão projetado jovem
De forma a entender se a qualidade da mistura de betão projetado cumpria os requisitos admissíveis
para a sua aplicação na mina de Neves-Corvo, como tipo de suporte, foi necessário efetuar ensaios
de resistência à compressão do betão projetado jovem, e verificar se o mesmo se enquadrava dentro
de uma classe de resistência definida como J2, como foi explicado no capítulo 1.5.4..
O princípio que levou à realização deste ensaio deveu-se principalmente a um maior número de
desplacamentos do betão que ocorriam durante a projeção. Esta situação tornou-se mais visível com
a chegada do Inverno, em que as condições ambientais desenvolviam temperaturas mais baixas.
Além dos desplacamentos, também se observou que o betão após projetado não desenvolvia calor e
0,0%
20,0%
40,0%
60,0%
80,0%
100,0%
1,9 1,7 1,6 1,3
100,0%
2,6% 7,1%
27,1%
Consumo
Poupança

61
permanecia “frio” durante algum tempo, o que evidenciava problemas nas reações de hidratação do
cimento, pois estas não estavam a gerar calor e o betão só desenvolvia a presa e as resistências
muito tardiamente. Desta forma realizaram-se estudos e procederam-se aos ensaios de resistência à
compressão do betão projetado jovem, de forma a resolver o problema que poderia estar a influenciar
esta situação.
O método utilizado para a determinação das resistências à compressão in situ do betão projetado
endurecido em idade jovem, na mina de Neves-Corvo, foi o referente à NP EN 14488-2 (2008). Esta
norma descreve dois princípios de utilização, que define os métodos a utilizar para as medições das
resistências à compressão durante as primeiras 24h.
Conforme as resistências do betão projetado jovem, são definidos os seguintes métodos de
aplicação:
Tabela 17. Métodos de medição da resistência à compressão in situ do betão projetado endurecido em
idade jovem.
Método Equipamento Resistência à compressão (MPa)
A Penetrómetro 0,2 – 1,2
B Pistola de pregos 3 – 20
o Método A – Penetração de uma agulha
Este método consiste em utilizar um penetrómetro que mede a força necessária para fazer penetrar
uma agulha, de dimensões especificadas, no betão projetado. Esta força medida equivale à força de
resistência à penetração por compressão de uma mola calibrada existente no penetrómetro. A força
medida permite então através de uma curva de conversão fornecida pelo produtor do equipamento,
estimar a resistência à compressão do betão projetado.
o Método B – Cravação de um prego
Este método consiste na cravação de um prego no betão projetado e medir o comprimento do prego
que ficou por penetrar no betão projetado. Esta dimensão permite, através de uma curva de
conversão fornecida pelo produtor do equipamento, estimar a resistência à compressão do betão
projetado.
Para o método B é possível ainda aplicar outro sistema de medição, que também consiste na
cravação de um prego, mas com cabeça roscada no betão projetado, e determinar a força de
arranque, bem como a profundidade de penetração. A relação entre as duas medições permite
determinar a resistência à compressão através de uma curva de conversão, também ela fornecida
pelo produtor do equipamento.

62
Foram realizados alguns ensaios com os dois sistemas de medição de modo a comparar os
resultados obtidos. Comprovou-se que os dois sistemas eram confiáveis, visto apresentaram
resultados muito próximos. Desta forma, os ensaios realizados para o estudo das resistências foram
conduzidos pelo primeiro sistema de medição, visto tratar-se de um sistema mais simples, que não
requer tanta logística e tempo de trabalho como outro sistema.
4.2.1. Composição da mistura base do betão projetado
Seguidamente serão especificados os constituintes do betão projetado referentes à mistura base
(MB) utilizada pela Somincor (Tabela 18).
Tabela 18. Mistura base do betão projetado (MB).
Constituintes
Quantidades (Kg/m3)
Areia Lavada 0/4mm (70%)
1100
Bago de Arroz Rolado 2/8mm (30%)
475
Cimento I 42,5R
400
Superplastificante – Sikament 300 Plus (1%)
4
Acelerador de presa – Sigunit L82 (8%)
32
Água de amassadura
≈200 (223 Kg incluindo absorção dos agregados)
Fibras Dramix
20
4.2.2. Composição das misturas alteradas do betão projetado
De forma a efetuar o estudo acerca das resistências à compressão do betão projetado jovem foi
necessário definir novas misturas, através da alteração dos adjuvantes, dos agregados e das
proporções dos agregados.
● Alteração dos adjuvantes
A alteração dos adjuvantes (Figura 17) foi o principal enfoque deste estudo, pois devido à inibição das
reações de hidratação do cimento constatadas pelo não desenvolvimento de calor no betão após
projeção, tornou-se necessário entender se com a introdução de adjuvantes mais ativos, se
desencadeariam as reações.
Figura 17. Alteração dos adjuvantes com as respetivas dosagens a ensaiar.

63
o Adjuvante – Superplastificante
O Sika ViscoFlow 45 é um superplastificante de última geração, que proporciona uma elevada
trabalhabilidade e é adequado para betões que requerem muito tempo de transporte. Em
contrapartida é um superplastificante dispendioso, quando comparado com o Sikament 300 Plus.
Tabela 19. Caraterística do superplasficante utilizado – Sika ViscoFlow 45 (Ficha Técnica, Sika, 2011)
Caraterísticas Superplastificante – Sika ViscoFlow 45
Estado Líquido
Cor Amarelado
Densidade 1,09 ± 0,02 Kg/l
pH 5 ± 1,0
Teor de cloretos <0,1%
Teor de álcalis <0,6%
Dosagem recomendada 0,1% a 2,0% do peso do cimento
o Adjuvante – Acelerador de presa
O Sigunit T&M é um acelerador de presa não alcalino de alto desempenho, idealmente formulado
para betões projetados, no apoio à estabilização de maciços rochosos em escavações subterrâneas.
Em contrapartida também é muito dispendioso, quando comparado com o Sigunit L82 AF P.
Tabela 20. Caraterística do acelerador de presa utilizado – Sigunit T&M (Ficha Técnica, Sika, 2011)
Caraterísticas Acelerador de presa – Sigunit T&M
Estado Líquido viscoso
Cor Branco
Densidade ≈1,47 Kg/dm3
pH ≈3,0
Teor de cloretos <0,1%
Teor de álcalis <0,5%
Dosagem recomendada 2% e 10% sobre o peso do ligante
● Alteração dos agregados e suas proporções
Devido ao fato de a areia lavada ter sido substituída a meio dos ensaios pela areia siliciosa AS30/40-
G, foi necessário proceder-se à execução de uma nova mistura. Além da nova mistura com a
introdução da areia AS30/40-G, também se procedeu à alteração das proporções dos agregados para
a mistura base e mistura nova (Figura 18), apenas com a finalidade de ajustar a trabalhabilidade do
betão durante os ensaios.

64
Figura 18. Alteração dos agregados e da proporção dos mesmos, para a mistura base e mistura nova.
As designações das misturas acima apresentadas foram definidas pela proporção dos agregados. Em
relação aos adjuvantes, as suas quantidades podem variar de mistura para mistura.
4.2.3. Procedimentos e equipamentos
De modo a proceder aos ensaios de medição de resistências iniciais foi necessário projetar uma
camada, de aproximadamente 10 cm de espessura de betão em um substrato da mina de Neves-
Corvo. A hora de conclusão da projeção foi registada, de modo a dar início à contagem do tempo
para a realização dos ensaios. Inicialmente procedeu-se à leitura da temperatura do betão projetado
de modo a analisar o desenvolvimento das reações dos aluminatos, pela geração de calor. Ao fim de
15 a 30 minutos procedeu-se à primeira medição com o penetrómetro, aplicando a agulha
perpendicularmente à superfície projetada num único movimento contínuo (Anexo X - A).
Foram efetuadas 5 leituras distribuídas ao longo da área projetada, dentro do mesmo intervalo de
tempo. A cada leitura, a força e a hora foram registadas de modo a constatar a evolução decorrente
do desenvolvimento das resistências iniciais. Repetiu-se o mesmo procedimento até atingir-se uma
força de resistência de aproximadamente 1,2 MPa.
Após atingir essa força verificou-se que o betão projetado estava a endurecer e a desenvolver as
resistências iniciais, procedendo-se à aplicação do outro método de medição de resistências.
Com o auxílio da pistola da Hilti DX-460 MX disparou-se e cravou-se perpendicularmente na
superfície de betão projetado cinco pregos, com um afastamento entre pregos superior a 8cm, dentro
do mesmo intervalo de tempo (Anexo X -B). Este procedimento foi repetido até atingir as 24 horas e
não ser mais possível a introdução dos pregos no betão. Seguido a cada disparo efetuado, procedeu-
se à medição do comprimento total de cada prego. Para concluir, recorreu-se ao uso de uma curva de
calibração da pistola Hilti e procedeu-se à determinação da resistência à compressão inicial.

65
Para concluir, recorreu-se às especificações dos dois equipamentos utilizados, e procedeu-se à
determinação dos valores de resistência à compressão inicial desenvolvidos para cada ensaio
realizado.
● Especificações dos equipamentos
o Método A
Para determinação da resistência à compressão do betão projetado jovem através do penetrómetro,
foi necessário recorrer à seguinte equação:
𝑅𝑒𝑠𝑡𝑖𝑚 =𝐹
650 (𝑀𝑃𝑎) (𝑆𝑖𝑘𝑎, 2014)
Em que:
Restim – Resistência à compressão estimada (MPa);
F – Força de penetração da agulha (N).
o Método B
Para determinação da resistência à compressão do betão projetado jovem através da cravação de
pregos, foi necessário recorrer ao seguinte ábaco. A resistência à compressão correspondente ao
modelo da pistola Hilti DX-460MX, corresponde à curva azul (Anexo XI).
4.2.4. Resultados e análise dos ensaios efetuados
Todos os resultados referentes aos ensaios de medição de resistências à compressão do betão
projetado jovem desde Novembro de 2013 a Junho de 2014, foram apresentados no Anexo XII.
Com os problemas ocorrentes originados no betão projetado após as condições ambientais
alterarem-se, foi necessário efetuar um estudo das resistências iniciais relativamente à mistura base
utilizada pela Somincor, definida anteriormente (Capítulo 4.2.1.).
Apresentam-se os resultados referentes à mistura base utilizada na Somincor, (Anexo XII - D),
incorporados com as classes de resistência definidas no Capítulo 1.5.4..

66
Tabela 21. Dosagens dos adjuvantes utilizados na mistura base.
Dosagem (%)
Superplastifiante Sikament 300 Plus 1
Acelerador Sigunit L82 AF P 8
Figura 19. Resistências iniciais da mistura base de betão projetado, efetuadas em Novembro e Dezembro
de 2013 respetivamente.
Detetou-se que com a chegada do Inverno, as resistências iniciais do betão projetado ficaram muito
afetadas, não desenvolvendo um betão de classe J2. Além disso, só ao fim de aproximadamente 12
horas é que se desenvolveu 0,5MPa de resistência. Outros fatores, como o tipo de adjuvantes,
também poderiam estar relacionados com as baixas resistências iniciais registadas.
Para melhorar as resistências iniciais do betão projetado a empresa fez uma alteração de modo a
perceber se o problema estava relacionado com os adjuvantes.
Alterou-se o superplastifiante e o acelerador de presa. O plastificante utilizado na mistura base pôde
ser afetado pela baixa temperatura, e com isso não desenvolver presa quando introduzido o
acelerador durante a projeção. Ou o acelerador também poderia não estar a desenvolver as suas
capacidades devido à baixa temperatura, atrasando assim o processo de hidratação, e
consequentemente não desenvolver as resistências iniciais nas primeiras horas, como é possível
observar no gráfico anterior.
0,05
0,5
5
RC
U (
MP
a)
Tempo (minutos e horas)
8%L82;Mb1 8%L82;Mb1
J2
J1
J3

67
● Influência dos adjuvantes nas resistências à compressão do betão projetado jovem
Apresentam-se os resultados relativos à introdução de várias dosagens do novo acelerador de presa
– Sigunit T&M, e à introdução do novo superplastificante – Sika ViscoFlow 45, mantendo sempre a
mesma dosagem (0,75%). Relativamente aos agregados, foi reformulada uma mistura nova com a
introdução da areia siliciosa AS30/40-G e alteração da proporção dos agregados (MbM2) (Anexo XII-
A).
Tabela 22. Dosagem dos adjuvantes utilizados na MbM2.
Dosagem (%)
Superplastifiante Sika ViscoFlow 45 0,75
Acelerador Sigunit T&M 6 8 10
Figura 20. Resistências iniciais com diferentes dosagens do acelerador de presa – Sigunit T&M, e com
0,75% de superplastificante – Sika ViscoFlow 45.
Da análise dos resultados pode concluir-se que nenhuma das misturas satisfez a classe de
resistência J2. Mas relativamente ao desenvolvimento de 0,5MPa de resistência é possível observar
que esta resistência é atingida ao fim de aproximadamente 1 hora, o que demonstra um aumento de
cerca de 92% da resistência comparativamente à utilização dos adjuvantes da mistura base.
Apesar deste aumento, as resistências iniciais nos primeiros minutos tardaram a atingir valores
satisfatórios para o J2, o que significou que o superplastificante poderia ter uma dosagem muito
elevada, afetando o início da reação dos aluminatos, e assim o desenvolvimento destas resistências.
0,05
0,5
5
RC
U (
MP
a)
Tempo (minutos e horas)
6%T&M;MbM2 8%T&M;MbM2 10%T&M;MbM2
J2
J1

68
Uma tentativa de solução para este problema, foi a aplicação de uma dosagem mais baixa de
superplastificante de modo a não interferir em demasia na reação dos aluminatos, e desenvolver mais
rapidamente as resistências nos primeiros minutos.
Apresentam-se os resultados relativos à introdução de várias dosagens do novo acelerador de presa
– Signut T&M, e à introdução do novo superplastificante – Sika ViscoFlow 45 PT, com uma redução
da dosagem, relativamente aos resultados anteriores (0,55%). Utilizou-se a mistura base sem
alteração da proporção dos agregados (Mb1) (Anexo XII- B).
Tabela 23. Dosagens dos adjuvantes Mb1.
Dosagem (%)
Superplastifiante Sika ViscoFlow 45 0,55
Acelerador Sigunit T&M 6 8 10
Figura 21. Resistências iniciais com diferentes dosagens do acelerador de presa – Sigunit T&M, e com 0,55% de superplastificante – Sika ViscoFlow 45.
Analisados os resultados pode-se concluir que estas misturas também não satisfizeram a classe de
resistência J2. Ao contrário do gráfico anterior, as resistências nos primeiros minutos adquirem
valores mais satisfatórios, o que pode ser justificado pela menor quantidade de superplastificante
utilizado.
Ainda assim uma próxima tentativa poderia ser a redução da dosagem do superplastificante, mas
como não foi possível efetuar esse ensaio, devido à disponibilidade de tempo, poderá ficar para um
estudo futuro. Mas ao invés disso, testou-se o superplastificante que inicialmente foi ensaiado, o
Sikament 300 Plus.
0,05
0,5
5
RC
U (
MP
a)
Tempo (minutos e horas)
6%T&M;Mb1 8%T&M;Mb1 10%T&M;Mb1
J2
J3
J1

69
Apresentam-se os resultados dos ensaios efetuados com o superplastificante utilizado na mistura
base, o Sikament 300 Plus (1%), e com várias dosagens do novo acelerador – Sigunit T&M. Foi
utilizada a mistura base e a mistura nova, com alteração da proporção dos agregados (Anexo XII –
C).
Tabela 24. Dosagens dos adjuvantes.
Dosagem (%)
Superplastifiante Sikament 300 Plus 1
Acelerador Sigunit T&M 4 5 6 7 8 10
Figura 22. Resistências iniciais com diferentes dosagens do acelerador de presa – Sigunit T&M, e com 1% de superplastificante – Sikament 300 Plus.
Pode-se concluir que alguns dos resultados observados foram satisfatórios, pois foram observadas
misturas atingiram a classe de resistência J2. A mistura nova modificada 2 (MnM2) e a mistura base
(Mb1) obtiveram resultados muito favoráveis, pois tanto nos primeiros minutos como ao longo das
horas desenvolveram resistências sempre dentro dos limites do J2. Referente ao desenvolvimento de
0,5MPa de resistência é possível observar que esta é atingida ao fim de 20 minutos, o que significa
um notável aumento da resistência em cerca de 97% comparativamente à utilização dos dois novos
adjuvantes.
Concluindo-se assim, que o superplastificante (Sikament 300 Plus) utilizado na mistura pode ser
aplicado, não necessitando da sua substituição pelo outro superplastificante (Sika ViscoFlow 45), pois
0,05
0,5
5
RC
U (
MP
a)
Tempo (minutos e horas)
6%T&M;Mb1 8%T&M;Mb1 10%T&M;Mb16%T&M;MnM2 8%T&M;MnM2 5%T&M;MnM36%T&M;MnM3 7%T&M;MnM3 4%T&M;MnM35%T&M;MnM3 6%T&M;MnM3 6%T&M;MnM38%T&M;Mb1 8%T&M;Mb1
J3
J2
J1

70
este último ao ser mais activo, pode afetar consideravelmente a reação inicial dos aluminatos. No que
se refere ao acelerador, este proporcionou bons resultados de um modo geral, verificando-se que as
resistências iniciais desenvolveram-se gradualmente, o que não aconteceu no segundo caso (Figura
20), em que o desenvolvimento foi praticamente linear.
Outro ensaio foi efetuado com os adjuvantes utilizados inicialmente na mistura base, o Sikament 300
Plus e o Sigunit L82-AF, com o intuito de verificar se com as mudanças de temperatura registadas a
partir de Maio, os resultados eram mais satisfatórios. Em relação aos agregados, foi utilizada a
mistura nova com alteração dos agregados (Mb1) (Anexo XII - D).
Tabela 25. Dosagem dos adjuvantes, Sikament 300 Plus e Sigunit L82 AF P.
Dosagem (%)
Superplastifiante Sikament 300 Plus 1
Acelerador Sigunit L82 AF P 8 9
Figura 23. Resistências iniciais com diferentes dosagens de Sigunit L82 AF P, e com 1% de Sikament 300
Plus.
Pode-se concluir que os resultados observados nos meses de Maio e Junho de 2014, não
desenvolveram a classe de resistência J2. Contudo as resistências iniciais aumentaram
consideravelmente, desenvolvendo uma classe J1, o que demonstrou que ao fim de cerca de 2 horas
atingiu uma resistência de 0,5MPa, representando um aumento de cerca de 83% do desenvolvimento
das resistências, comparativamente às resistências desenvolvidas nos meses de Novembro e
Dezembro de 2013.
0,05
0,5
5
RC
U (
MP
a)
Tempo (minutos e horas)
8%L82;Mn1; Maio 2014; 26° AR e BP
9%L82;MnM2; Junho 2014; 33° Ar e 30° BP
8%L82;Mb1; Nov 2013; 15° Ar e 16° BP
8%L82;Mb1; Dez 2013; 15° Ar e BP
J3
J2
J1

71
A combinação destes adjuvantes com estas dosagens não foi a mais aconselhável para obter um
betão com classe de resistência J2. Desta forma, uma possível solução, seria a diminuição da
dosagem de superplastificante, desde que não comprometesse a trabalhabilidade e a bombagem do
betão. Em relação ao acelerador, a sua dosagem estava no limite, portanto não seria possível alterar
para valores superiores, como modo de tentar aumentar as resistências.
Relativamente à influência das temperaturas, verificou-se que quanto mais baixas eram as
temperaturas, mais afetados foram os resultados, o que significou que estas podem ter influenciado
bastante o desenvolvimento correto das resistências iniciais.
O problema pode não ter sido apenas consequência dos adjuvantes ou das temperaturas, devendo
sempre colocar-se em questão todos os parâmetros intervenientes do betão projetado, como é o caso
da composição química do cimento, ou a presença de matéria orgânica nos agregados.
Para terminar apresentam-se os resultados escolhidos com base no melhor ajuste à classe de
resistência J2 das amostras ensaiadas.
Figura 24. Melhores resistências iniciais das diferentes misturas.
4.2.5. Análise económica
Efetuadas as análises das duas amostras em termos económicos, o melhor seria optar-se pela
mistura que fosse menos afetada em relação aos custos, comparativamente com a mistura base (MB)
definida no Capítulo 4.2.1 (Tabela 26 e Figura 25).
0,05
0,5
5
RC
U (
MP
a)
Tempo (minutos e horas)
10%T&M;Mb1;26.03.14 6%T&M;MnM2;12.06.14
J3
J1
J2

72
Tabela 26. Características das misturas de betão projetado
Mistura Adjuvantes (varia) Agregados (constante)
Mistura Base (MB) 1% Sikament 300 Plus 8 %Sigunit L82AF P
70% Areia Lavada 30% Bago de Arroz
Mb1 1% Sikament 300 Plus
10% SigunitT&M 70% Areia Lavada 30% Bago de Arroz
MnM2 1% Sikament 300 Plus
6% SigunitT&M 60% Areia AS
40% Bago de Arroz
Figura 25. Custo total vs. Custo aumentado das misturas de betão projetado com as melhores
resistências iniciais, relativamente à mistura base.
Pode-se constatar que a melhor solução seria a mistura MnM2, pois foi a menos afetada em termos
económicos.
4.3. Resistências à compressão do betão projetado endurecido
O objetivo principal destes ensaios foi reduzir custos e melhorar a qualidade do betão projetado
através da substituição e alteração das quantidades de alguns dos seus constituintes, como o
cimento e o aditivo, através de um estudo laboratorial com vista a avaliar diferentes cenários
possíveis.
Esta alteração deveu-se ao facto de a nova areia siliciosa AS30/40-G, que foi introduzida em meados
de Maio de 2014 ao betão projetado, ter um elevado défice de finos. Como foi explicado no capítulo
4.2.2.. Para o betão projetado é fundamental uma certa quantidade de finos, que pode variar entre 4 a
8%, para resultar numa adequada trabalhabilidade. Esta deficiência de finos está a provocar alguma
segregação da mistura e o consequente entupimento dos equipamentos de projeção.
Além deste problema, pretendeu-se reduzir os custos do betão projetado, e o facto de introduzir um
aditivo em substituição do cimento poderá trazer essa vantagem económica, além de que estudos
realizados por Lundren (2013) e Boubitsas (2013) comprovaram que a introdução de aditivos
0,0%
20,0%
40,0%
60,0%
80,0%
100,0%
120,0%
MisturaBase
MnM2 Mb1
100,0%
7,1%17,1%
Consumo
Dispêndio

73
melhorava as resistências iniciais das misturas de betão projetado. Desta forma procedeu-se à
reformulação de novas misturas do betão projetado utilizado na mina de Neves-Corvo, com o
propósito de verificar se efetivamente ocorriam melhorias nas resistências e qualidade do betão, com
alguma redução de custos.
Os métodos utilizados para determinação das resistências à compressão dos provetes de betão
projetado endurecido, foram os referentes à NP EN 12390-2 (2009) e NP EN 12390-3 (2009).
4.3.1. Composição da mistura Standard do betão projetado
A mistura apresentada na seguinte tabela foi considerada Standard, sendo utilizada como base de
comparação às novas reformulações.
Tabela 27. Mistura Standard do betão projetado.
Constituintes
Quantidades (Kg/m3)
Areia AS30/40G 0/4mm (60%)
962
Bago de Arroz Rolado 2/8mm (40%)
642
Cimento I 42,5R
400
Superplastificante – Sikament 300 Plus (1,1%)
4,4
Água de amassadura
228Kg (com absorção dos agregados)
Fibras Dramix
20
Ar
4%
Para este tipo de ensaios do betão projetado endurecido não foi utilizado o acelerador de presa, pois
não foi possível reproduzir em laboratório a aplicação do mesmo. Portanto as resistências não foram
influenciadas por este adjuvante. Mas para efeitos económicos, será adicionado aos custos totais.
4.3.2. Reformulação das novas misturas do betão projetado
Inicialmente fez-se um estudo aos agregados, verificando se este correspondia ao exigido para um
betão projetado.
Seguidamente iniciou-se o estudo de mercado de modo a conhecer os custos de cada aditivo descrito
no Capítulo 1.4.2. Desta forma o aditivo utilizado para reformulação das misturas foi o Filler A de
calcário, fornecido pela Empresa Sifucel, do Grupo Parapedra, Alcácer do Sal.
● Proporção dos agregados – Areia siliciosa AS30/40G e bago de arroz
Foi através do estudo granulométrico que se verificou se a sua distribuição era a mais indicada para o
fim a que se destinava este tipo de betão. Consoante os resultados obtidos, foi possível conhecer se
os agregados utilizados eram a melhor opção. Neste caso, o agregado a estudar não foi alterado,
permanecendo com as mesmas proporções nas restantes misturas reformuladas.

74
Apesar da distribuição granulométrica se manter, o estudo acerca deste parâmetro foi realizado,
apenas com o intuito de compreender se o agregado em questão era o mais indicado, e se seria
possível alterar as suas proporções de modo a otimizar custos e melhorar o seu desempenho na
fabricação do betão projetado.
Para auxiliar este estudo, foi necessário criar e adquirir ferramentas sofisticadas que tornassem o
estudo mais rápido e simplificado. Através de um programa fornecido pela Sika, “SIKA concrete mix
design calculation” foi possível realizar esse estudo.
Através do programa da Sika, foi possível constatar através da curva característica do betão
projetado que havia um défice de finos na distribuição granulométrica da areia siliciosa AS30/40-G, o
que impediu um ajuste uniforme da curva dos agregados à curva característica do betão projetado.
Para contrabalançar este facto, o mais indicado seria aumentar a quantidade de areia em relação ao
bago de arroz, de modo a aumentar a fração de finos, reduzindo assim os custos totais dos
agregados (Anexo XIII).
Pode-se concluir também que relativamente à areia, esta não era a mais indicada no emprego para
betão projetado, pois esta fração de finos seria essencial para a correta coesão entre os constituintes
e a não segregação dos agregados durante a projeção.
Visto que os únicos agregados disponíveis foram os apresentados, e ajustando o melhor possível a
distribuição granulométrica destes à curva característica do betão projetado, obteve-se uma
proporção de 40% de bago de arroz e 60% de areia siliciosa AS30/40-G.
● Adição de Filler A de calcário
Este tipo de filler foi idealmente utilizado para compensar a ausência de finos e para acelerar o
processo de hidratação e desenvolvimento das resistências inicias. Além disto, também foi
adicionado em substituição ao cimento, de modo a baixar os custos do betão projetado.
Tabela 28. Características gerais do aditivo de calcário (Ficha Técnica do produto, Parapedra, 2014)
Características Filler A
Natureza Carbonato de cálcio
Peso específico 2730Kg/m3
pH 8,6
Partículas <75μm 95%
Partículas <5μm 32%
Depois de realizados os ajustes aos agregados tornou-se necessário fazer uma primeira modificação
da mistura Standard, com o intuito de estudar a sua trabalhabilidade (consistência), através do ensaio

75
de consistência com base na NP EN 12350-2 (2009). A modificação foi feita com base na alteração
da quantidade do cimento, aditivo filler A de calcário, água e ar (para manter a água).
As diferentes misturas estudadas também foram estabelecidas com base nos resultados que o
programa da Sika determinava, e consequentes ensaios de consistência, para validação dos
resultados.
Antes de iniciar qualquer preparação laboratorial de provetes e respetivos ensaios de compressão,
verificou-se se as misturas iriam obter os resultados pretendidos a nível das resistências através dos
resultados de simulação de resistências fornecidos pelo programa.
Tabela 29. Características das diferentes misturas reformuladas de BP.
Teste -Std T1-20 T1-40 T2-20 T2-40
Areia AS30/40-G - 60% (Kg/m3) 962 962 961 962 961
Bago arroz - 40% (Kg/m3) 642 641 640 641 640
Cimento I 42,5R (Kg/m3) 400 380 360 380 360
Filler A (Kg/m3) - 20 40 20 40
Água (Kg/m3) 228 228 228 218 218
Fibras (Kg/m3) 20 20 20 20 20
Sikament 300 Plus - 1,1% (Kg/m3) 4,4 4,2 4,0 4,2 4,0
Ar (%) 4 4 4 5 5
Razão água/ligante 0,52 0,53 0,55 0,51 0,52
Custo (%) 100 98,3 96,6 98,3 96,6
Slump (0 min) 22 cm 25 cm 25 cm 22 cm 26 cm
Slump (30 min) 18 cm 21 cm 22 cm 16 cm 20 cm
Slump (1h) 13 cm 17 cm - 9 cm -
4.3.3. Procedimentos e equipamentos
Após validação de cada uma das misturas reformuladas, procedeu-se à amassadura das mesmas
numa misturadora, em laboratório.
Seguidamente foram realizados cubos com dimensões de 15x15 cm2, para cada uma das misturas. O
enchimento dos cubos foi efetuado segundo a norma NP EN 12390-2 (2008) (Anexo XIV - A). Os
cubos foram curados numa câmara húmida, durante 28 dias, tendo a cura sido realizada em
laboratório no primeiro dia.
Os provetes foram ensaiados ao 1º, 2º 3º e 28º dia, de acordo com a NP EN 12390-3 (2008). A
resistência à compressão uniaxial consistiu na aplicação de uma carga gradual, a uma velocidade
constante, sob toda a superfície de contacto do provete, até à rotura do provete, registando-se a
respetiva carga última (Anexo XIV - B). E para terminar, calculou-se média para a tensão de rotura à
compressão para cada uma das amostras ensaiadas.

76
4.3.4. Resultados
Os seguintes resultados foram referentes à média calculada para tensão de rotura por compressão
de cada uma das misturas, ensaiadas ao 1º, 2º, 3º, 7º e 28 dias.
Figura 26. Gráfico das resistências à compressão uniaxial de cada mistura reformulada.
Através da observação do gráfico foi possível determinar a mistura que obteve os melhores
resultados, aquela que a cada dia obteve resultados aproximadamente iguais ou superiores à mistura
Standard (T-Std), a qual serviu de referência para este estudo.
4.2.5. Análise dos resultados
Analisado o gráfico anterior, constatou-se que o T2-20 e o T1-20 obtiveram resultados satisfatórios,
pois tanto o T1-20 como o T2-20, a partir do segundo dia mantiveram as resistências superiores ao T-
Std.
Visto que um dos fatores mais importantes para o betão projetado são as resistências iniciais
relativas aos primeiros dias, então a mistura com os resultados mais satisfatórios foi o T1-20. Mas
analisando as resistências finais, foi o T2-20 que forneceu os melhores resultados.
Quanto menor a razão água/ligante, melhor a qualidade da mistura, e foi por isso que as resistência
de T2-20 aumentaram comparativamente com T1-20.
Ainda falando na razão água/ligante, visto que T2-20 foi menor (0,51) que T1-20 (0,53), então a perda
de consistência também foi maior, o que poderá interferir no tempo de transporte da mistura de betão
projetado, condicionando o mesmo a um tempo mais reduzido comparativamente a T1-20, mesmo
com a utilização do retardador de presa.
10,0
15,0
20,0
25,0
30,0
35,0
40,0
45,0
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28
RC
U (
MP
a)
Tempo (Dias)
T1-20 T1-40 T2-20 T2-40 T std

77
A mistura T2-20 foi a melhor solução, mas considerando um cenário industrial, talvez T1-20 seja
preferível, pois conjugou os melhores parâmetros para a prática utilizada. Pois se a consistência não
for a adequada, a projeção pode ser afetada e ocorrer entupimento do equipamento.
Figura 27. Resumo dos resultados de T1-20 e T2-20.
A utilização de aditivos em substituição ao cimento, com quantidades de 20 Kg/m3 de betão, causou o
aumento das resistências do betão projetado. Por essa razão a utilização deste aditivo originou a
otimização da mistura de betão projetado, pois as resistências à compressão foram melhoradas e os
custos reduzidos.
Relativamente aos resultados simulados de resistências fornecidos pelo programa da Sika, foi
possível verificar que o programa utilizado seria uma ferramenta base para este tipo de estudo.
Os resultados obtidos no laboratório foram sempre superiores aos resultados fornecidos a partir das
simulações do programa da Sika, concluindo que a utilização das simulações pode servir de base
numa primeira análise das misturas reformuladas. Os resultados entre as resistências ensaiadas e as
simuladas pelo programa podem ser observados no Anexo XV.
4.2.6. Análise económica
Comparando custos, tanto T1-20 como T2-20, obtiveram o custo total de 98,3% o que irá ser inferior
ao custo de 100% da mistura Standard (T-Std).
Figura 28. Custo vs. Poupança das misturas com as melhores resistências à compressão dos provetes de betão projetado endurecido, relativo à mistura standard.
0,0%
20,0%
40,0%
60,0%
80,0%
100,0%
T-std T1-20T2-20
100,0%
1,7% 1,7%
Consumo
Poupança

78
5. Considerações finais
5.1. Conclusões
Com a metodologia de estudo adotada foi possível melhorar a qualidade do betão projetado aplicado
na mina de Neves-Corvo, bem como reduzir os custos do mesmo, alcançando deste modo a
otimização do betão projetado.
Através do estudo e dos ensaios realizados às espessuras de betão projetado, foi possível concluir
que o betão projetado aplicado na mina de Neves-Corvo poderia estar sobredimensionado, pois o
volume de betão aplicado foi habitualmente superior àquele que deveria ser utilizado, tendo em conta
as características do betão projetado e do maciço rochoso.
Através dos ensaios efetuados, o coeficiente de correção determinado foi de 1,3. Como esse valor
diverge do atualmente utilizado de 1,9, foi necessário determinar outros valores de coeficiente de
correção intermédios. Isto foi possível através dos estudos realizados por Selmer (2014) e
Vandewalle (2005), que demonstram que a qualidade do maciço rochoso, o grau de fracturação e o
recurso a explosivos interferem no valor a considerar para o coeficiente de correção. Adotando um
cenário mais crítico no caso da mina de Neves-Corvo, os valores obtidos foram de 1,6 e 1,7. Deste
modo, a análise económica foi feita com vista às reduções praticadas de volume de betão projetado,
pela aplicação destes três valores de coeficientes de correção determinados.
Para um coeficiente de correção de 1,7 concluiu-se que foi possível reduzir o volume de betão
projetado em 2,6% e para um coeficiente de 1,6 e 1,3 foi possível reduzir respetivamente 7,1% e
27,1% do volume de betão projetado. Se o volume de produção de betão projetado for elevado, será
possível, a longo prazo, poupar alguns milhões de euros, consoante o valor aplicado ao coeficiente
de correção para o cálculo do volume de betão projetado.
Esta redução de custos é extremamente importante quando se pretende otimizar o betão projetado,
pois a partir destas reduções foi possível propor um melhoramento da qualidade do betão, através da
introdução ou alteração de novos constituintes. Desta forma foi necessário realizar mais dois ensaios,
relacionados com as propriedades mecânicas do betão projetado, tais como a resistência à
compressão uniaxial do betão projetado jovem e endurecido.
Através de um conjunto de ensaios de resistência à compressão do betão jovem, foi possível
melhorar a classe de resistência do betão projetado para um J2.
Com a chegada do Inverno o decréscimo das temperaturas causou aumento do tempo de presa do
betão projetado e prejudicou o desenvolvimento das resistências iniciais. As reações de hidratação
que ocorrem no betão projetado requerem calor, e visto que o betão após projeção, permanecia “frio”
durante várias horas, concluiu-se que as reações não se desenvolviam. Apenas depois de um

79
período de 12 horas verificou-se que o betão adquiriu a presa e as resistências começaram a
desenvolver-se. Concluiu-se então, que nas primeiras horas, correspondentes à fase dos aluminatos,
algum fator foi responsável pela inibição das reações. No período seguinte às 12 horas, na fase dos
silicatos, as reações finalmente ocorreram, dando inicio ao desenvolvimento das resistências iniciais.
Além da temperatura, outros fatores podem estar relacionados com: a dosagem ou tipo de
superplastificante; o sulfato de cálcio (gipsita) existente no cimento poderia estar em percentagens
mais elevadas afetando assim a fase dos aluminatos. Este produto funciona com uma dosagem muito
precisa, que quando ultrapassada pode prejudicar o desenvolvimento da reação, causando a sua
inibição. A presença de matéria orgânica nos agregados é outro possível fator de inibição do
processo de reação dos aluminatos.
Com o intuito de estudar este problema, efetuaram-se estudos com a alteração dos adjuvantes. Os
novos adjuvantes contaram com um acelerador de presa mais potente (Sigunit T&M) e um
superplastificante de alto desempenho (Sika ViscoFlow 45 P).
Após a realização dos ensaios, conclui-se que as temperaturas e a mudança do acelerador são duas
das causas principais no desenvolvimento das resistências. Pois a aplicação do mesmo tipo de
adjuvante no betão (o utilizado na mistura base –Sikament 300 Plus), mas em épocas diferentes,
resultou numa ligeira melhoria do comportamento do betão relacionado com as resistências iniciais. A
introdução do novo acelerador – Sigunit T&M também influenciou nas melhorias, pois a libertação de
calor durante o processo de hidratação era superior ao do outro acelerador utilizado na mistura base
(Sigunit L82 AF P), desenvolvendo desta forma as reações e consequentemente as resistências
iniciais.
Apesar de haver necessidade de promover mais ensaios pode concluir-se que a introdução do Sigunit
T&M e o aumento das temperaturas resultantes da época, desenvolveu um betão com uma classe de
resistência J2. Esta melhoria na qualidade do betão projetado não facultou a redução de custos, ao
contrário disso os custos do betão projetado aumentaram.
Em conformidade com os resultados adquiridos e de modo a não constituir um custo tão elevado, a
melhor solução foi a substituição do acelerador de presa utilizado na mistura base (MB) pelo novo
acelerador – Sigunit T&M com uma dosagem de 6%, conduzindo a um aumento de cerca de 7,1%
sobre o custo total do betão projetado.
Através dos estudos efetuados sobre as espessuras e consequentemente sobre os volumes do betão
projetado foi possível introduzir um novo coeficiente de correção de 1,6, o qual originou uma redução
de 7,1% no custo total do betão, o que significou que apesar da nova mistura constituir um aumento
de custos no betão, estes dois balanços permitiram que os custos praticados se mantivessem.

80
Com o objetivo de continuar a melhorar a qualidade e os custos do betão projetado, foi necessário
recorrer ao estudo da composição das misturas.
Após substituição da areia siliciosa AS30/40G pela areia lavada utilizada na mistura base, surgiram
problemas relacionados com a segregação da mistura e o entupimento dos equipamentos de
projeção. Uma análise efetuada à granulometria dos agregados concluiu que a areia continha uma
ausência elevada de finos, o que dificultava a lubrificação da mistura, contribuindo para problemas na
bombagem e projeção do betão.
Os estudos efetuados permitiram concluir que a introdução do aditivo de filler de calcário, contribuiu
para o melhoramento das resistências inicias e finais do betão projetado. A substituição do cimento
pelo filler de cálcario, providenciou um aumento da taxa de hidratação e um melhor rearranjo da pasta
com os agregados, tornando a matriz do betão mais densa.
A reformulação da mistura com a substituição do filler de calcário por parte do cimento proporcionou
melhorias nas resistências à compressão e uma redução de custo de 1,7% no custo total do betão
projetado.
Para concluir, a otimização da quantidade de betão projetado pela introdução do coeficiente
de correção de 1,6 proporcionou uma redução de 7,1% de custos do betão. A substituição
de 6% de Sigunit T&M ocasionou um aumento de 7,1 de custos do betão. E a introdução de
20 Kg de filler de calcário proporcionou uma redução de 1,7% de custos do betão. Somando
estes três custos, foi possível obter uma poupança total 1,7% do custo total de betão
projetado a aplicar na mina de Neves-Corvo.
5.2. Recomendações finais
O betão projetado corresponde a um processo muito complexo, e o grau de variáveis que interfere
neste tipo de sistema de suporte é muito elevado. Deste modo é sempre possível melhorar vários
aspetos inerentes ao betão projetado. Novos produtos são lançados no mercado, novas condições
são exigidas, novos equipamentos são desenvolvidos, etc, e futuros estudos devem ser feitos no
sentido da contínua otimização.
Recomenda-se para um estudo futuro, o desenvolvimento de técnicas de controlo de espessuras,
através de ensaios não destrutivos, com o objetivo de controlar o valor do coeficiente de correção
aplicado, sem danificar o betão projetado, permitindo que o processo de controlo seja um método
mais rápido e fácil de efetuar. Uma sugestão prende-se na aquisição de equipamentos que têm como
base a leitura através de ultra-sons. Um exemplo desse tipo de equipamentos é o EyeCon,
desenvolvidos especialmente no controlo de espessuras in situ.

81
Também se recomendam estudos no sentido de se desenvolver técnicas de controlo de espessuras
in situ, durante o momento da projeção a fim de evitar zonas com maiores e outras com menores
espessuras, não fomentando o desperdício de betão projetado. Ou a utilização de marcas nos
hasteais ou algum tipo de objeto que permita servir de espaçador.
Outro possível estudo seria através do aquecimento os adjuvantes, de modo a evitar a administração
de adjuvantes dispendiosos em épocas em que as temperaturas possam afetar o processo de
hidratação do cimento. Um estudo orçamental prévio poderia ser feito a fim de verificar qual a melhor
opção a longo prazo.
Outro estudo relacionado com os aditivos também poderia ser realizado. Pesquisas de mercado de
modo a encontrar um aditivo que proporcionasse boas qualidades ao betão com menor custo
possível e efetuar um estudo orçamental para a instalação de um silo na central de betão, com o
intuito de verificar qual o retorno desse investimento a longo prazo.

82
Referências Bibliográficas
o «Guia para a utilização da norma NP EN 206-1 – A especificação do betão». Empresa
Portuguesa das empresas de betão pronto. 4ª Edição. Lisboa. 2008;
o AARSET, Arnstein. « Using the Q-System – Rock mass classification and support design».
NGI. Oslo. 2013;
o BEAUCHAMP, Luc A., «Ground Suport Manual». Mines and Aggregates Safety and Health
Association. Canada. 2006;
o BOUASKER, M., MOUNANGA, P., TURCRY, P., LOUKILI, A., KHELIDJ, A. « Chemical
shrinkage of cement pastes and mortars at very early age: Effect of limestone filler and
granular inclusions». Cement & Concrete Composites. Franca. 2007;
o BOUBITSAS, Dimitrios. « Replacement of Cement by Limestone Filler: The Effect on Strength
and Chloride Migration in Cement Mortars». SP Swedish National Testing and Research
Institute Lund Institute of Technology. Swedish. 2013;
o COUTINHO, A. de Sousa. «Fabrico e Propriedades do Betão». Laboratório Nacional de
Engenharia Civil. 2º Edição, Volume I. Lisboa. 1988;
o COUTINHO, A. de Sousa. «Fabrico e Propriedades do Betão». Laboratório Nacional de
Engenharia Civil. 2º Edição, Volume II. Lisboa. 1988;
o COUTINHO, A. de Sousa. «Fabrico e Propriedades do Betão». Laboratório Nacional de
Engenharia Civil. 2º Edição, Volume III. Lisboa. 1988;
o COUTINHO, Joana de Sousa. «Durabilidade – Ataque por sulfatos». Faculdade de
Engenharia da Universidade do Porto. Porto. 2001;
o DOS SANTOS, Marta Oliveira. «Avaliação do desempenho do betão projectado em
reparação de estruturas». Instituto Superior Técnico – Universidade Técnica de Lisboa,
Academia da Força Aérea – Força Aérea Portuguesa. Lisboa. 2010;
o ECKERT, Matthias Bastian. «Avaliação da Influência da Retração Inicial no Controlo da
Fissuração dos Betões». Universidade de Évora – Escola de Ciências e Tecnologia –
Departamento de Engenharia Rural. Évora. 2013;
o EL-JAZAIRI, Bayhass. «EFNARC – European Specification for sprayed concrete». United
Kingdom. 1996;

83
o FANGHI, Han, GIANG, Wang, JINGJING, Feng. «The differences among the roles of ground
fly ash in the paste, mortar and concrete». Construction and Building Materials. China. 2015;
o Ficha de Produto. «Sika Fume». Sika Portugal, SA. Versão nº 1. Vila Nova de Gaia, Portugal.
2011;
o GABRIEL, J. Rui. «Optimização do sistema de suporte por cabos da Mina de Neves-Corvo»
Instituto Superior Técnico – Universidade Técnica de Lisboa. Lisboa. 2012;
o GONÇALVES, Marta, «Materiais de Construção». Universidade do Algarve – E.S.T., Faro,
2008;
o HARTMAN, L. Howard, et al. «SME – Mining Engineering Handbook». Society for Mining,
Metallurgy, and Exploration, Inc, 2nd Edition, Volume 1 – Part I. Littleton, Colorado. 1992;
o HOEK, E., KAISER, P. K., BAWDEN, W. F. «Support of Underground excavation in hard
rock». Mining Research Directorate and Universities Research Incentive Fund. 2002;
o HOFLER, Jurgen, SCHUMPF, Jurg, JAHN, Markus. «Sika Sprayed Concrete Handbook».
Sika Services AG, Putzmeister AG.4. Editon. 2011;
o HOFLER, Jurgen, SCHUMPF, Jurg. «Shotcrete in Tunnel Construction – Introduction to the
Basic technology of sprayed concrete». Putzmeister AG. 2. Editon. Riederich. 2004;
o HORTA, João. «Estudo do Aumento da Produtividade recorrendo a emulsões explosivas na
Mina de Neves-Corvo». Instituto Superior Técnico. Lisboa. 2001;
o HUDSON, John A., HARRISON, John P. «Engineering Rock Mechanics – An Introduction to
the Principles». Elsevier Science Ltd. Pergamon. UK. 2000;
o ISASMENDI, Gorka Vélaz. «Modelado y Simulación de hórmigon proyectado para su uso en
aplicaciones de entrenamiento en tiempo real». Universidad de Navarra – Escuela Superior
de Ingenieros, Donastia-San Sebastián.2012;
o KOVÁRI, Kalman. «History of the sprayed concrete lining method – part I milestone up to the
1960s». Tunnelling and Underground SpaceTechnology, Vol. 18, pp. 57-69. 2003;
o KOVÁRI, Kalman. «History of the sprayed concrete lining method – part II milestone up to the
1960s». Tunnelling and Underground SpaceTechnology, Vol. 18, pp. 71-83. 2003;

84
o LUNDGREN, Monica. « Limestone Filler as Addition in Cement Mortars: Influence on the
Early-Age Strength Development at Low Temperature». SP Swedish National Testing and
Research Institute. Swedish. 2013;
o MARTINS, P. Antunes. «Análise numérica de escavações subterrâneas com ênfase na
interação entre o maciço e o suporte em concreto projetado a baixas idades». Universidade
de Brasíla – Departamento de Engenharia Civil e Ambiente. Brasília. 2008;
o MELBYE, Tom, DIMMOCK, Ross, GARSHOL, Knut F., «Sprayed Concrete for Rock
Support». UGC International, Division of BASF Construction Chemicals. 11th edition.
Switzerland. 2006;
o MELO, Karoline Alves, MARTINS, Vanessa da Costa, REPETTE, Wellington L., «Estudo de
compatibilidade entre cimento e aditivo redutor de água». Universidade Federal de Santa
Catarina. Brasil. 2008;
o NOGOSEKE, Elaine. «Compartimentação de maciços rochosos para projetos básicos de
PCH’S usando o sistema RMR». Universidade de São Paulo – Departamento de Geotecnia.
São Carlos. 2009;
o RIPPER, Thomaz. «Aplicação de Betão Estrutural por Projecção». Curso de Durabilidade,
Reparação e Reforço de Estruturas. IST. 1996;
o SELMER, Ann-Kristin. « Estimating the roughness factor using Lidar scanning system -
Comparison of tunnel surfaces before and after applied shotcrete». Norwegian University of
Science and Technology - Department of Geology and Mineral Resources Engineering.
Norwegain. 2014;
o SEZER, Gozde Inan. « Compressive strength and sulfate resistance of limestone and/or silica
fume mortars». Construction and Building Materials. Turkey. 2011;
o SIDDIQUE, Rafat. «Utilization of silica fume in concrete: Review of hardened properties».
Resources, Conservation and Recycling Resources 55, pp. 923–932. India. 2011;
o VANDEWALLE’S, Marc, MSCE. «Tunnelling is an Art», NV Bekaert SA (Dramix). Belgium.
2005;
o «EFNARC – European Specification for sprayed concrete – Guidelines for specifiers and
contractors». United Kingdom. 1999;

85
o A. C. 506, ACI 506.5R-09 - Guide for Specifying Underground Shotcrete, ACI, 2009;
o A. C. 506, ACI 506.4R-95 - Guide for the Evaluation of Shotcrete, ACI, 2009;
o A. C. 506, ACI 506.2-95 - Specification for Shotcrete; ACI, 2009;
o «Guia para a utilização da norma NP EN 206-1 – A especificação do betão». Empresa
Portuguesa das empresas de betão pronto. 4ª Edição. 2008;
o E.-6. –. C. LNEC, «Determinação da massa volúmica». LNEC. Lisboa. 1979;
o A. C. ASTM; «Standard Specification for Steel Fibers for Fiber-Reinforced Concrete». ASTM
A820/A820M-06, 2011;
o CEN, Betão projetado. Parte 1: Definições, especificações e conformidade. Versão
portuguesa da norma europeia EN 14487-1:2005, IQP, 2008;
o CEN, Ensaios das propriedades geométricas dos agregados. Parte 1: Análise granulométrica.
Método de peneiração, Versão portuguesa da norma europeia EN 933-1:1997, IPQ, 2002;
o CEN, Ensaios do Betão Projectado. Parte 6: Espessura de betão sobre um substrato. Versão
portuguesa da norma europeia EN 14488-6:2005, IQP, 2008;
o CEN, Betão Projectado. Parte 2: Execução. Versão portuguesa da norma europeia EN
14487-2:2006, IQP, 2008;
o CEN, Ensaios de Betão Projectado. Parte 2: Resistência à compressão do betão projetado
jovem. Versão portuguesa da norma europeia EN 14488-2:2006, IQP, 2008;
o CEN, Ensaios das propriedades mecânicas e físicas dos agregados. Parte 6: Determinação
da massa volúmica e da absorção de água. Versão portuguesa da norma europeia EN 1097-
6:2000, IPQ, 2003;
o CEN, Ensaios do betão fresco. Parte 3: Ensaio de abaixamento. Versão portuguesa da norma
europeia EN 12350-2:2009, IPQ, 2009;
o CEN, Ensaios do betão endurecido. Parte 2: Execução e cura dos provetes para ensaios de
resistência mecânica. Versão portuguesa da norma europeia EN 12390-2:2009, IPQ, 2009;

86
o CEN, Ensaios do betão endurecido. Parte 3: Resistência à compressão de provetes. Versão
portuguesa da norma europeia EN 12390-3:2009, IPQ, 2009;
o CEN, Adjuvantes para betão, argamassa e caldas de injeção. Parte 2: Adjuvantes para betão.
Versão portuguesa da norma europeia EN 934-2:2009, IPQ, 2009;
o CEN, Ensaios do Betão Projectado. Parte 2: Execução. Versão portuguesa da norma
europeia EN 14487-2:2008, IQP, 2008;
o CEN, Betão projetado. Parte 1: Definições, especificações e conformidade. Versão
portuguesa da norma europeia EN 14487-1:2005, IQP, 2008;
o CEN, Ensaios das propriedades químicas dos agregados. Parte 1: Análise química. Versão
portuguesa da norma europeia EN 12620-1:2004, IQP, 2004;
o Ficha Técnica de Produto, BURGAUSADO, Areias e Gravilhas de Santa Margarida do Sado,
Lda, Grândola, 2011;
o Centro de Formação SOMINCOR, 2013;
o Ficha do Produto, Sikament® 300 Plus, versão nº1, Portugal, Edição de Abril de 2011,
Consultado em 19 de Setembro de 2013 <www.sika.pt>;
o Ficha do Produto, Sigunit T&M, versão nº1, Sverige, Edição de Outubro de 2014, Consultado
em Novembro de 2014 <www.sika.se>;
o Ficha do Produto, Sika ViscoFlow 45, versão nº1, Sverige, Edição de Novembro de 2014,
Consultado em Março de 2015 <www.sika.se>;
o Ficha Técnica, CIMPOR – Industria de Cimentos, S.A., Cimento Portland CEMI 42,5R, NP EN
197-1, Portugal, Consultado em 23 de Novembro de 2013 <http://www.cimpor-
portugal.pt/cache/binImagens/Ficha_Tecnica-_I_42,5_R-1125.pdf>;
o Aços Longos, DRAMIX®, ArcelorMittal, Belgo Bekaert Arames, Consultado em Dezembro de
2013 <https://www.belgo.com.br/produtos/construcao_civil/dramix/pdf/dramix.pdf>;
o Tecnologia Sika® para betão projetado, Innovation & Consistency, Portugal, Sika 2010,
Consultado em 27 de Setembro de 2013 <www.sika.pt>;
o Neves-Corvo Mine, Portugal, Lundin Mining, Reserves & Resources as at June 30, 2013,
September 2013, Consultado em 23 de Outubro de 2013 <http://www.lundinmining.com>;

87
o Neves-Corvo Site Tour, Lundin Mining, January 26-27, 2012, Consultado em 12 de Novembro
de 2013 <http://www.lundinmining.com/i/pdf/2012-01-26_NCSTP.pdf>, pág. 11 e 22;
o Neves-Corvo Mine Tour, Lundin Mining, May 16-17, 2012, Consultado em 12 de Novembro
de 2013 <http://www.lundinmining.com/i/pdf/2013-05-17_NCMTP.pdf>, pág. 27;
o Restanten van de mijnbouw in Alentejo, consultado em 25 de Outubro <http://www.zaans-
industrieel-erfgoed.nl/pages_4/reportage_mijnbouw_alentejo.html>;
o <www.hilti.pt>, consultado em 30 de Outubro de 2013;
o <www.cienciaviva.pt>;
o Sika Portugal – Produtos Construção e Indústria, SA, Innovation & Consistency, Portugal,
Sika 2010, Consultado em Março de Setembro de 2015 <www.sika.pt>.

88
Anexos
Anexo I – Folha de pedido de betão projetado (Somincor, 2013)

89
Anexo II – Procedimentos operacionais de descarga do betão projetado na superfície da central de betão e na estação de fundo da Slickline e os regulamentos de
utilização.
● Procedimentos operacionais na Central de Betão
1- Efetuar a chek-list ao equipamento existente na Central de Betão;
2- Preparar com auxílio da Dragline o posicionamento dos agregados junto ao skip;
3- Preparar o acondicionamento das fibras de aço para o recipiente ligado à tela transportadora,
que está próximo do skip;
4- Após chegada da auto-betoneira à Central de Betão, o operador deve autorizar o
posicionamento da auto-betoneira para recolha do betão;
5- Escolher o tipo de betão a produzir, e iniciar a produção de 1m3 de betão com auxílio do
programa Arcen;
6- Após produção de 1m3 de betão, este é descarregado para a auto-betoneira (Figura 29);
7- Produzir os restantes 3m3 de betão e repetir o procedimento 6;
8- Concluída a descarga dos 4m3 betão, retirar a auto-betoneira e posicionar nova auto-
betoneira para nova descarga de betão;
9- Repetir os procedimentos 2 e 3 sempre que necessário;
10- Iniciar nova produção de betão, repetindo os procedimentos 4, 5, 6 e 7, até final de turno;
11- Em cada final de turno, lavar o misturador e toda a Central de Betão com água;
12- Executar um relatório diário com as atividades do turno, limpeza e check-list do equipamento
da Central de Betão;
Descarregamento do betão, da misturadora para a auto-betoneira (Outubro, 2013)
● Regulamento de utilização da Slickline à superfície:
o Não é permitida a descarga de calda de cimento, betão ou água para lavagem do furo da
Slickline, sem a presença de um operador na estação de fundo;

90
o É proibida a descarga de betão de limpeza e betão para construção civil classes C25/30 e
C30/37 no furo da Slickline;
o Sempre que haja uma paragem de descarga de betão no furo da Slickline de 20-30 minutos,
e/ou no final de turno, tem que se realizar uma lavagem do furo da Slickline com 4m3 de água
ou até esta aparecer limpa;
o Sempre que houver uma nova retoma de descarga de betão (depois de uma lavagem ou no
inicio de um turno), o furo da Slickline tem que ser sempre lubrificado com 2m3 de calda de
cimento.
● Regulamento de utilização da Slickline na estação de fundo:
o Sempre que a luz avisadora de comporta aberta na superfície estiver acesa, não é permitido
o acesso à área de descarga por pessoas ou equipamentos, devendo a mesma estar
devidamente consignada;
o O operador da estação de fundo é responsável pela limpeza e manutenção de toda a zona da
instalação de fundo;
● Procedimentos operacionais da Slickline
o Na superfície:
1- Efectuar a chek-list ao equipamento existente na Central de Betão;
2- Comunicar com o operador da estação de fundo de modo a certificar-se das condições da
Slickine;
3- Iniciar a produção de 2m3 de calda de cimento, para lubrificação da linha;
4- Armazenar a calda de cimento no misturador Secatol (Figura 22) até receber autorização do
operador da estação de fundo para descarga desta;
5- Após lubrificação da linha, fechar a comporta do furo da Slickline na superfície;
6- Iniciar a produção de betão, procedendo aos ajustes necessários à receita deste, tendo em
conta as condições climáticas existentes na Central de Betão;
7- Armazenar no misturador Secatol 4m3 de betão até receber autorização do operador da
estação de fundo para descarga deste;
8- Após a descarga dos 4m3 de betão, fechar a comporta do furo da Slickline na superfície;
9- Iniciar nova produção de betão, repetindo os procedimentos 6, 7 e 8, até final de turno e
sempre que não existam paragens de descarga superiores a 20-30 minutos;
10- Em cada final de turno, lavar o furo da Slickline com 4m3 de água ou até esta aparecer limpa
na estação de fundo.
11- Executar um relatório diário com as atividades do turno, limpeza e check-list do equipamento
da Central de Betão;

91
Misturadora Secatol (Novembro, 2013)
o Na estação de fundo
1- Efetuar a chek-list ao equipamento da estação de fundo;
2- Verificar a inexistência de pessoas ou equipamentos na área de descarga do furo da
Slickline;
3- Comunicar com o operador da Central de Betão o estado da instalação de fundo;
4- Após solicitação da Central de Betão para lubrificação da linha, dar autorização para
descarga da calda de cimento e consignar a área de descarga;
5- Após fechada a comporta do furo na superfície, autorizar o posicionamento da auto-betoneira
para recolha do betão;
6- Comunicar com o operador da Central de Betão para descarga do betão após
posicionamento da auto-betoneira e consignação da área;
7- Concluída a descarga de betão, retirar a auto-betoneira e posicionar nova auto-betoneira para
nova descarga de betão;
8- Lavar a área de descarga após o ciclo de descarga de betão;
9- Repetir os procedimentos 5, 6, 7 e 8;
10- Em cada final de turno, executar um relatório diário com as atividades do turno, plano de
limpeza e check-list do equipamento da estação de fundo;
Descarregamento do betão da slickline para a auto-betoneira (Outubro, 2013)

92
Anexo III - Pormenor das tubagens que fazem a ligação à agulheta de projeção.
(Outubro, 2013)
Anexo IV - Projeção vertical no teto da frente GW7834B09. (Outubro, 2013)

93
Anexo V – Procedimentos do ensaio de medição de espessuras do betão projetado
A – Áreas de medição do hasteal direito, hasteal esquerdo, teto e topo, esta última diz respeito ao avanço
da frente quando projetado.
B – Marcação dos locais para medição de espessuras de betão projetado, no hasteal direito, hasteal
esquerdo e teto.
C – Medição de espessuras de betão projetado no hasteal esquerdo da frente GW788M004. (Novembro,
2013)

94
Anexo VI – Espessuras médias totais de betão projetado de cada frente controlada,
desde Setembro de 2013 a Junho de 2014
Frente V.Previsto
(m³) V.Aplicado
(m³) Área da
frente (m²) Esp. média total (cm)
D672C153 12 12 126 3,9
C8055R03 28 24 295 7,8
Z6803B04 12 12 126 10,3
C8055R02 12 12 126 9,6
C0720GP1 Nicho 80 80 842 7,8
LS6256B06 8 8 84 6,3
LS6256B11 8 8 84 7,2
N763G3B 16 16 168 7,0
C6401B02 16 16 168 7,1
Z6803B02 12 16 126 8,1
C8055R02 12 12 126 5,9
C6955B38 28 28 295 10,2
LS6256B11 12 12 126 9,8
Z6803B06 8 8 84 11,3
C8055R02 12 8 126 7,7
C8055R02 12 12 126 7,8
C8055R02 16 12 168 10,9
C5352B02 60 48 632 10,6
Z718M007 24 24 253 11,9
GW788M003 20 20 211 7,8
GW788M004 16 16 168 12,1
C6955B40 4 4 42 3,0
Z7557B01 16 16 168 11,7
C6401B05 12 12 126 14,8
C6401B04 12 12 126 14,9
D598C161 16 24 168 9,7
Z7755B07 12 4 126 10,4
D691C153 4 4 42 8,0
Z7756B01 28 28 295 8,8
CS7006B01_P1 4 4 42 7,6
CS7006B01_P2 4 4 42 11,9
CS7006B01_P3 4 4 42 6,8
CS7006B01_P4 8 8 84 10,4
C8055R15 20 16 211 7,1
C8055R04 12 16 126 9,8
Z805G7B 40 32 421 10,1
C645G2B 32 32 337 7,4
C5983B07 12 12 126 9,0
C5983B07 12 16 126 10,2
C5983B07 12 12 126 10,7
C0760GAM 8 8 84 11,0
C8053B17 24 32 253 9,2
C8053B17 24 24 253 10,3
C8053B15 28 32 295 9,4

95
N8053B15 28 20 295 9,8
LS0395GA3 92 95 968 12,5
CS605GAM-D 20 12 211 12,5
C0850GV1 16 18 168 11,6
C0850GV1 24 28 253 11,2
LS590GV3_SE 44 60 463 9,4
C0RAM11 8 8 84 6,5
C0RAM11 16 16 168 6,5
C0RAM11 16 16 168 8,4
C0RAM11 12 20 126 10,7
C0590GP1 CV338 16 16 168 8,9
Espessuras aceites 5 ≤ e < 8
Espessuras não aceites 5 > e ≥ 8

96
Anexo VII – Cálculo do volume total para cada um dos coeficientes de correção, desde
Setembro de 2.13 a Junho de 2014
Frente A t (m²) emin cm
Vbetão (m³) 1,9 Vbetão (m³) 1,7 Vbetão (m³) 1,6 Vbetão (m³) 1,3
Vbetão AB Vbetão AB Vbetão AB Vbetão AB
D672C153 126 5 12 12 11 12 10 12 8 8
C8055R03 295 5 28 28 25 28 24 24 19 20
Z6803B04 126 5 12 12 11 12 10 12 8 8
C8055R02 126 5 12 12 11 12 10 12 8 8
C0720GP1-Nic. 842 5 80 80 72 72 67 68 55 56
LS6256B06 84 5 8 8 7 8 7 8 5 8
LS6256B11 84 5 8 8 7 8 7 8 5 8
N763G3B 168 5 16 16 14 16 13 16 11 12
C6401B02 168 5 16 16 14 16 13 16 11 12
Z6803B02 126 5 12 12 11 12 10 12 8 8
C8055R02 126 5 12 12 11 12 10 12 8 8
C6955B38 295 5 28 28 25 28 24 24 19 20
C6256B11 126 5 12 12 11 12 10 12 8 8
Z6803B06 84 5 8 8 7 8 7 8 5 8
C8055R02 126 5 12 12 11 12 10 12 8 8
C8055R02 126 5 12 12 11 12 10 12 8 8
C8055R02 168 5 16 16 14 16 13 16 11 12
C5352B02 632 5 60 60 54 56 51 52 41 44
Z718M007 253 5 24 24 22 24 20 20 16 16
GW788M003 211 5 20 20 18 20 17 20 14 16
GW788M004 168 5 16 16 14 16 13 12 11 12
C6955B40 42 5 4 4 4 4 3 12 3 4
Z7557B01 168 5 16 16 14 16 13 16 11 12
C6401B05 126 5 12 12 11 12 10 12 8 8
C6401B04 126 5 12 12 11 12 10 12 8 8
D598C161 168 5 16 16 14 16 13 16 11 12
Z7755B07 126 5 12 12 11 12 10 12 8 8
D691C153 42 5 4 4 4 4 3 4 3 4
Z7756B01 295 5 28 28 25 28 24 24 19 20
CS7006B01_P1 42 5 4 4 4 4 3 4 3 4
CS7006B01_P2 42 5 4 4 4 4 3 4 3 4
CS7006B01_P3 42 5 4 4 4 4 3 4 3 4
CS7006B01_P4 84 5 8 8 7 8 7 8 5 8
C8055R15 211 5 20 20 18 20 17 20 14 16
C8055R04 126 5 12 12 11 12 10 12 8 8
Z805G7B 421 5 40 40 36 36 34 36 27 28
C645G2B 337 5 32 32 29 32 27 28 22 24
C5983B07 126 5 12 12 11 12 10 12 8 8
C5983B07 126 5 12 12 11 12 10 12 8 8
C5983B07 126 5 12 12 11 12 10 12 8 8
C0760GAM 84 5 8 8 7 8 7 8 5 8
C8053B17 253 5 24 24 21 24 20 20 16 16
C8053B17 253 5 24 24 21 24 20 20 16 16
C8053B15 295 5 28 28 25 28 24 24 19 20

97
N8053B15 295 5 28 28 25 28 24 24 19 20
LS0395GA3 968 5 92 92 82 84 77 80 63 64
CS605GAM-D 211 5 20 20 18 20 17 20 14 16
C0850GV1 168 5 16 16 14 16 13 16 11 12
C0850GV1 253 5 24 24 21 24 20 20 16 16
LS590GV3_SE 463 5 44 44 39 40 37 40 30 32
C0RAM11 84 5 8 8 7 8 7 8 5 8
C0RAM11 168 5 16 16 14 16 13 16 11 12
C0RAM11 168 5 16 16 14 16 13 16 11 12
C0RAM11 126 5 12 12 11 12 10 12 8 8
C0590GP1 CV338 168 5 16 16 14 16 13 16 11 12
T (m³) 1064 T (m³) 1036 T (m³) 988 T (m³) 776
AB- Autobetoneira

98
Anexo VIII - Mapa de custos relativos aos meses de 2013 e 2014, para os coeficientes
de correção de 1,9; 1,7; 1,6 e 1,3.
Art.º Designação Un Quantidade Preço
Unit.
Preço Total
1,9 1,7 1,6 1,3 1,9 1,7 1,6 1,3
1. Central de Betão
1.1. Fabrico do Betão Projetado com fibras
m³ 1064 1036 988 776 a 1064*a 1036*a 988*a 776*a
2. Aplicação
2.1. Aplicação de Betão Projetado com fibras
m³ 1064 1036 988 776 b 1064*b 1036*b 988*b 776*b
3. Transporte de Betão
3.1. Transporte de Betão Projetado da Central de Betão
m³ 1064 1036 988 776 c 1064*c 1036*c 988*c 776*c
3.2. Transporte do Betão Projetado da Central de Fundo (Slickline)
m³ 1064 1036 988 776 d 1064*d 1036*d 988*d 776*d
Custo Total (Central de Betão) 100,0% 97,4% 92,9% 72,9%
Custo Total (Slickline) 95,3% 92,8% 88,5% 69,5%
Anexo IX – Variação de custos entre tipos de transportes, para cada CC – Central de
betão vs. Slickline
4,7%
4,6%
4,4%
3,4%
0,0% 1,0% 2,0% 3,0% 4,0% 5,0%
1,9
1,7
1,6
1,3
Coeficiente de Correção

99
Anexo X – Ensaios de medição das resistências iniciais do betão projetado
A – Medição da força de resistência com o penetrómetro (Março, 2014).
B – Cravação dos pregos no betão projetado com a pistola da Hilto DX-460 MX (Março, 2014)

100
Anexo XI – Resistência à compressão equivalente a um cubo de 150x150x150mm.

101
Anexo XII – Resultados das resistências à compressão do betão projetado jovem, nas
diferentes frentes da mina de Neves-Corvo, desde Novembro de 2013 a Junho de 2014
A - Resistências iniciais com diferentes dosagens do acelerador de presa – Sigunit T&M, e com 0,75% de
superplastificante – Sika ViscoFlow 45.
Plastificante: 0,75% VF 45 Área: Neves
Agregados: 60% Areia Frente: N8053B19
40% Bago Arroz Data: 12.03.2014
Acelerador: 6% Sigunit T&M Acelerador: 8% Sigunit T&M Acelerador: 10% Sigunit T&M
Tempo (min) RCU (Mpa) Tempo (min) RCU (Mpa) Tempo (min) RCU (Mpa)
26 0,16 26 0,23 20 0,09
46 0,19 46 0,25 287 3,83
291 2,5 273 2,5 1277 19,46
306 3,15 303 3,5
1296 18,7 1293 15,3
B - Resistências iniciais com diferentes dosagens do acelerador de presa – Sigunit T&M, e com 0,55% de
superplastificante – Sika ViscoFlow 45
Plastificante: 0,55% VF Área: Lombador
Agregados: 70% Areia Frente: LS475GA6_D
30% Bago Arroz Data: 10.04.2014
Acelerador: 6% Sigunit T&M Acelerador: 8% Sigunit T&M Acelerador: 10% Sigunit T&M
Tempo (min) RCU (Mpa) Tempo (min) RCU (Mpa) Tempo (min) RCU (Mpa)
15 0,12 16 0,23 18 0,50
31 0,13 32 0,28 35 0,94
41 0,22 42 0,37 43 2,20
61 0,19 62 0,42 63 1,95
343 5,32 343 4,72 343 5,76
433 8,54 433 8,62 433 7,14
1023 24,76 1023 22,76 1023 24,00
C - Resistências iniciais com diferentes dosagens do acelerador de presa – Sigunit T&M, e com 1% de
superplastificante – Sikament 300 Plus.
Plastificante: 1% 300 Plus Área: Coletor 590
Agregados: 70% Areia Frente: LS0590GV3
30% Bago Arroz Data: 26.03.2014
Acelerador: 6% Sigunit T&M Acelerador: 8% Sigunit T&M Acelerador: 10% Sigunit T&M
Tempo (min) RCU (Mpa) Tempo (min) RCU (Mpa) Tempo (min) RCU (Mpa)
23 0,17 25 0,23 24 0,5
83 0,27 85 0,43 84 0,94
251 0,73 354 0,98 1429 6,74
461 0,88 600 2,86
591 2,74 1430 11,68
1431 13,42

102
Plastificante: 1% 300 Plus Área: Graça
Agregados: 60% Areia AS Frente: GW788M010
40% Bago Arroz Data: 12.06.14
Acelerador: 6% Sigunit T&M Acelerador: 8% Sigunit T&M
Tempo (min) RCU (MPa) Tempo (min) RCU (MPa)
16 0,21 15 0,97
20 0,49 30 1,24
36 0,55 45 1,40
50 0,77 60 1,44
233 1,58 360 1,69
1439 6,50 1429 1,90
Plastificante: 1% 300 Plus Área: Corvo Sudeste
Agregados: 68% Areia Frente: CS0622GA2
32% Bago Arroz Data: 13.06.14
Acelerador: 5% Sigunit T&M Acelerador: 6% Sigunit T&M Acelerador: 7% Sigunit T&M
Tempo (min) RCU (MPa) Tempo (min) RCU (MPa) Tempo (min) RCU (MPa)
30 0,07 30 0,08 30 0,08
53 0,36 45 0,32 35 0,37
60 0,31 60 0,50 60 0,66
375 1,01 672 0,96 80 1,01
1425 21,78 1422 22,08 1411 18,36
Plastificante: 1% 300 Plus Área: Graça
Agregados: 68% Areia AS Frente: GW788M012
32% Bago Arroz Data: 16.06.14
Acelerador: 4% Sigunit T&M Acelerador: 5% Sigunit T&M Acelerador: 6% Sigunit T&M
Tempo (min) RCU (MPa) Tempo (min) RCU (MPa) Tempo (min) RCU (MPa)
25 0,12 20 0,19 16 0,20
35 0,15 30 0,24 27 0,26
45 0,24 40 0,30 37 0,36
60 0,25 45 0,29 45 0,33
375 0,81 60 0,38 60 0,39
1380 12,60 380 0,86 375 0,76
1435 21,40 1382 9,80 1384 3,90
1437 13,70 1439 4,52

103
Plastificante: 1% 300 Plus Área: Zambujal
Agregados: 68% Areia AS Frente: Z8057B01
32% Bago Arroz Data: 17.06.14
Acelerador: 6% Sigunit T&M
Tempo (min) RCU (MPa)
20 0,16
35 0,29
50 0,49
65 0,54
173 0,78
1040 4,38
1130 6,60
1205 7,74
1439 6,52
Plastificante: 1% 300 Plus Área: -
Agregados: 70% Areia Frente: -
40% Bago Arroz Data: 18.02.14
Acelerador: 8% Sigunit T&M
Tempo (min) RCU (MPa)
15 0,10
38 0,14
54 0,17
73 0,19
148 0,59
880 3,80
940 5,00
1440 5,50
Plastificante: 1% 300 Plus Área: -
Agregados: 70% Areia Frente: -
40% Bago Arroz Data: 19.02.14
Acelerador: 8% Sigunit T&M
Tempo (min) RCU (MPa)
30 0,22
90 0,37
340 1,41
1380 9,60

104
D - Resistências iniciais com diferentes dosagens de Sigunit L82 AF P, e com 1% de Sikament 300 Plus.
Plastificante: 1% 300 Plus Área: Corvo
Agregados: 70% Areia AS Frente: C645G1B
30% Bago Arroz Data: 29.05.14
Acelerador: 8% Sigunit L82
Tempo (min) RCU (MPa)
30 0,15
65 0,21
110 0,27
1085 2,66
1439 4,93
Plastificante: 1% 300 Plus Área: Lombador
Agregados: 60% Areia AS Frente: LS395GAM
40% Bago Arroz Data: 10.06.14
Acelerador: 9% Sigunit L82
Tempo (min) RCU (MPa)
15 0,17
55 0,25
245 0,85
455 0,91
520 0,98
1420 16,76
Plastificante: 1% 300 Plus Área: Corvo
Agregados: 70% Areia Frente: C830GV6
40% Bago Arroz Data: 29.11.13
Acelerador: 8% Sigunit L82
Tempo (min) RCU (MPa)
600 0,48
690 0,45
710 2,15
740 2,19
1372 6,32
1471 8,39

105
Plastificante: 1% 300 Plus Área: Corvo
Agregados: 70% Areia Frente: C5352B01
40% Bago Arroz Data: 20.12.13
Acelerador: 8% Sigunit L82
Tempo (min) RCU (MPa)
180 0,05
980 0,72
1085 0,74
1265 2,80

106
Anexo XIII – Ajuste da curva granulométrica dos agregados à curva característica do
betão projetado, com os diferentes custos para cada proporção (Programa: “SIKA
concrete mix design calculation”, 2014)

107
Anexo XIV – Ensaios da Resistência à Compressão Uniaxial do betão projetado em
laboratório
A – Provetes de betão projetado para o ensaio à compressão (15x15x15cm)
B – Ensaio à compressão uniaxial (15x15x15cm)
Anexo XV – Resultados das Resistências à compressão uniaxial diferentes misturas,
in situ e através do programa da Sika.
Dias 1 2 3 7 28
T-Std (MPa) Sika 10,1 15,5 17,8 24,0 32,9
In situ 16,6 24,6 25,2 31,0 35,7
T1-20 (MPa) Sika 10,7 16,5 18,9 25,5 35,0
In situ 16,5 24,0 28,1 32,5 39,8
T1-40 (MPa) Sika 8,8 13,5 15,5 20,9 28,7
In situ 11,8 17,3 24,3 28,2 33,1
T2-20 (MPa) Sika 9,4 14,5 16,7 22,5 30,8
In situ 12,9 24,8 27,2 33,8 42,6
T2-40 (MPa) Sika 8,8 13,5 15,5 20,9 28,7
In situ 12,2 22,6 26,1 30,7 36,0
Recommended