1
EDUARDO TRUJILLO FLORES
GUILLERMO GUERRERO VACAS
MATERIALES Y PARÁMETROS DE CORTE EN
LA FABRICACIÓN POR ARRANQUE DE VIRUTA
INGENIERÍA DE FABRICACIÓN
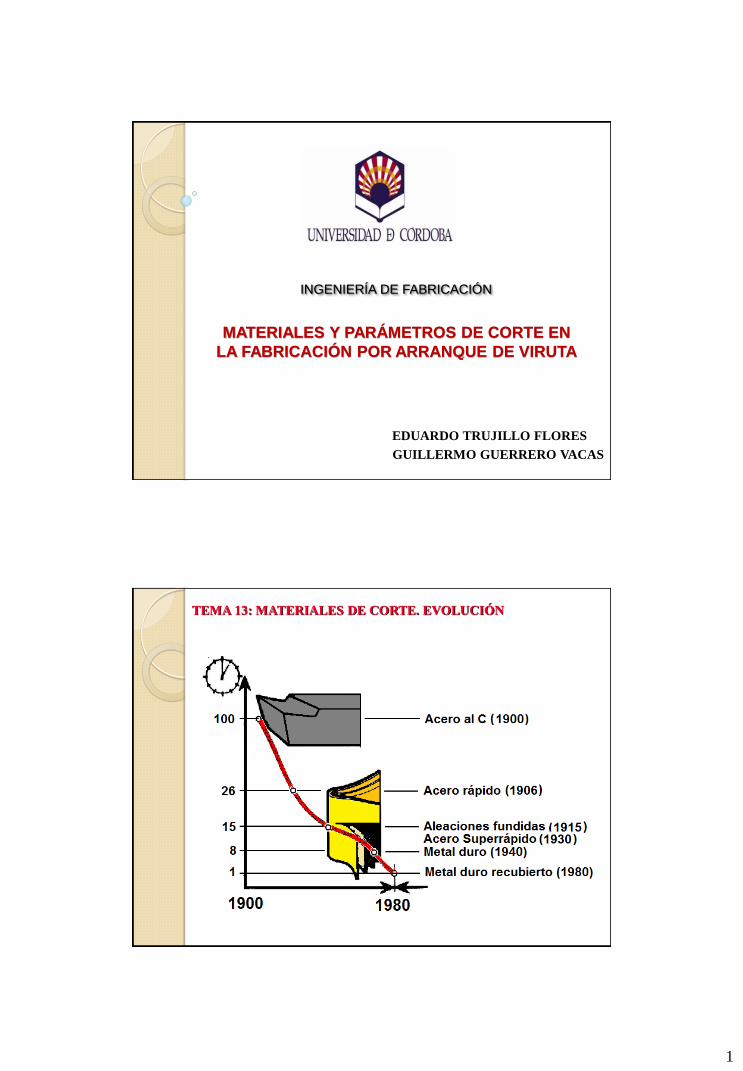
TEMA 13: MATERIALES DE CORTE. EVOLUCIÓN

2
Herramientas enterizas (Acero rápido)
TEMA 13: MATERIALES DE CORTE. TIPOS DE HTAS. (I)
Herramientas de plaquita soldada
TEMA 13: MATERIALES DE CORTE. TIPOS DE HTAS. (II)
3
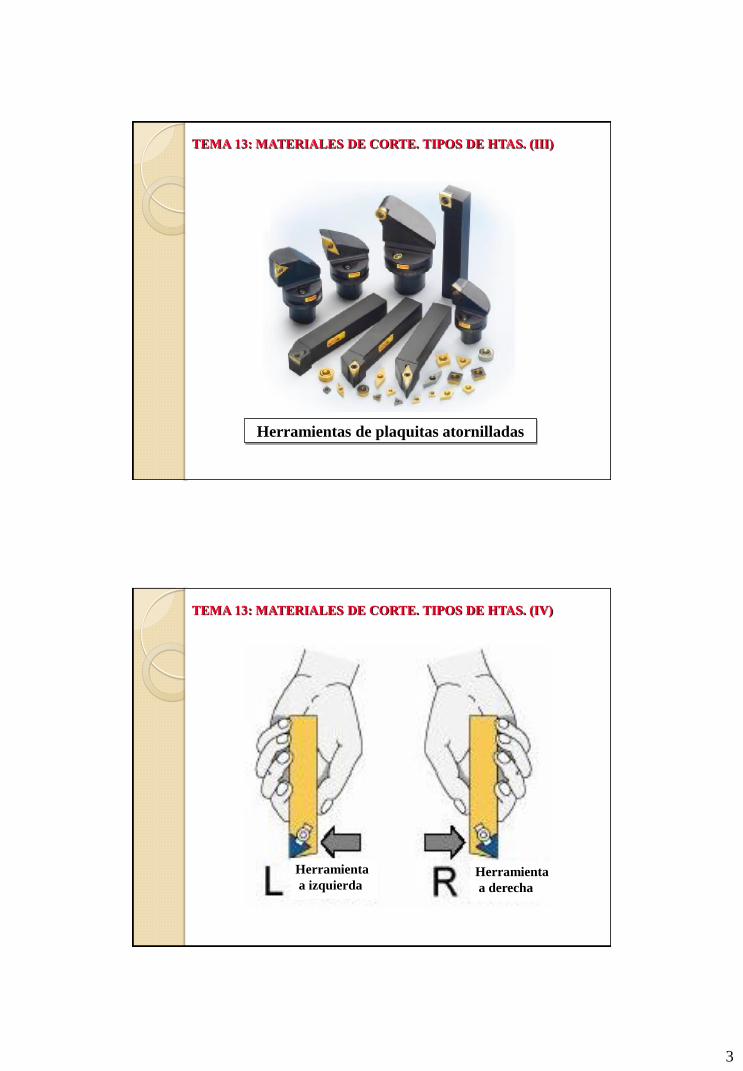
Herramientas de plaquitas atornilladas
TEMA 13: MATERIALES DE CORTE. TIPOS DE HTAS. (III)
Herramienta
a izquierda Herramienta
a derecha
TEMA 13: MATERIALES DE CORTE. TIPOS DE HTAS. (IV)
4
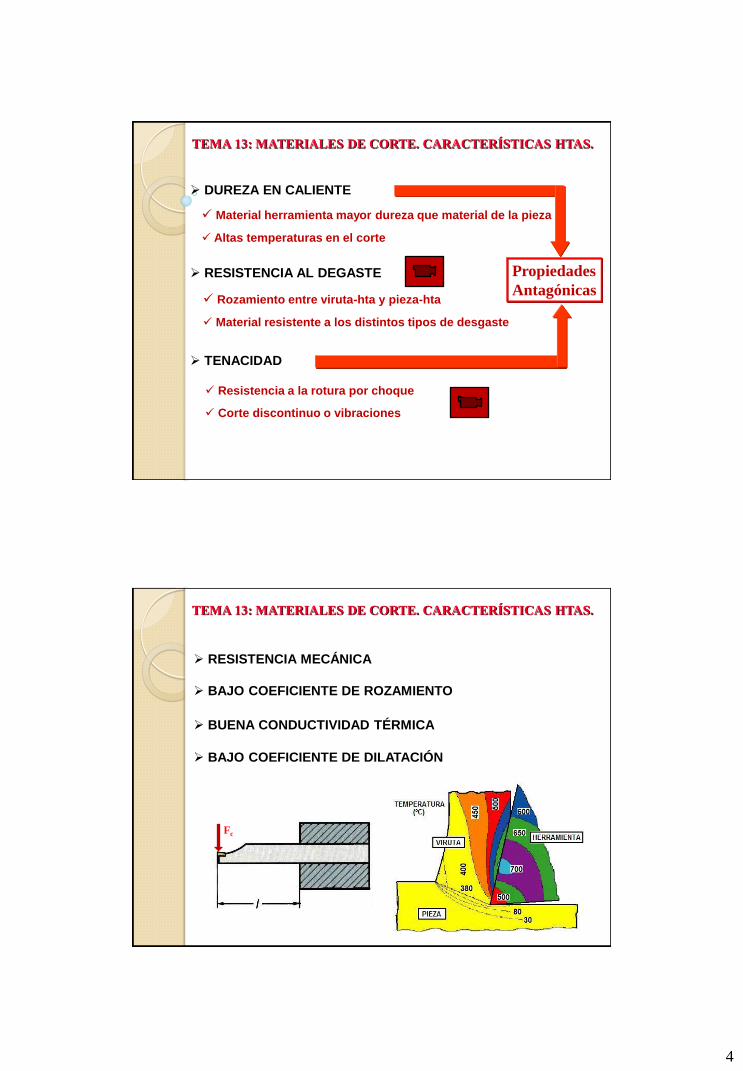
DUREZA EN CALIENTE
RESISTENCIA AL DEGASTE
TENACIDAD
Material herramienta mayor dureza que material de la pieza
Altas temperaturas en el corte
Rozamiento entre viruta-hta y pieza-hta
Material resistente a los distintos tipos de desgaste
Resistencia a la rotura por choque
Corte discontinuo o vibraciones
Propiedades
Antagónicas
TEMA 13: MATERIALES DE CORTE. CARACTERÍSTICAS HTAS.
RESISTENCIA MECÁNICA
BAJO COEFICIENTE DE ROZAMIENTO
BUENA CONDUCTIVIDAD TÉRMICA
BAJO COEFICIENTE DE DILATACIÓN
Fc
TEMA 13: MATERIALES DE CORTE. CARACTERÍSTICAS HTAS.
5
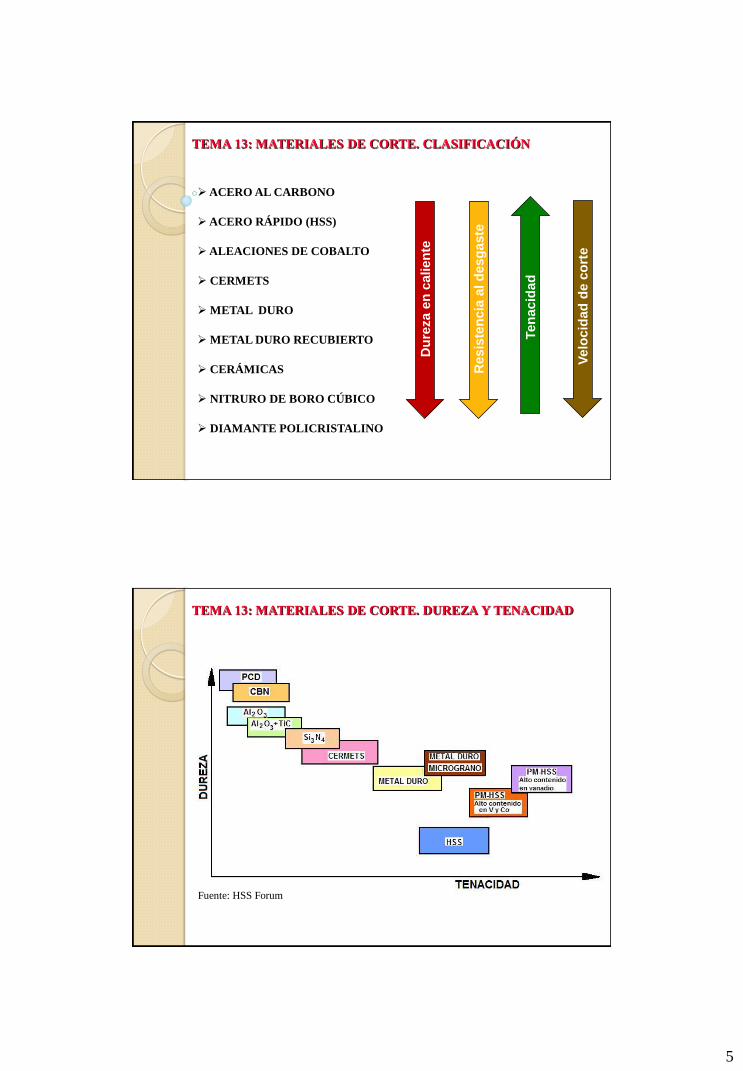
ACERO AL CARBONO
ACERO RÁPIDO (HSS)
ALEACIONES DE COBALTO
CERMETS
METAL DURO
METAL DURO RECUBIERTO
CERÁMICAS
NITRURO DE BORO CÚBICO
DIAMANTE POLICRISTALINO D
ure
za e
n c
alien
te
Resis
ten
cia
al d
esg
aste
Ten
acid
ad
Velo
cid
ad
de c
ort
e
TEMA 13: MATERIALES DE CORTE. CLASIFICACIÓN
Fuente: HSS Forum
TEMA 13: MATERIALES DE CORTE. DUREZA Y TENACIDAD
6
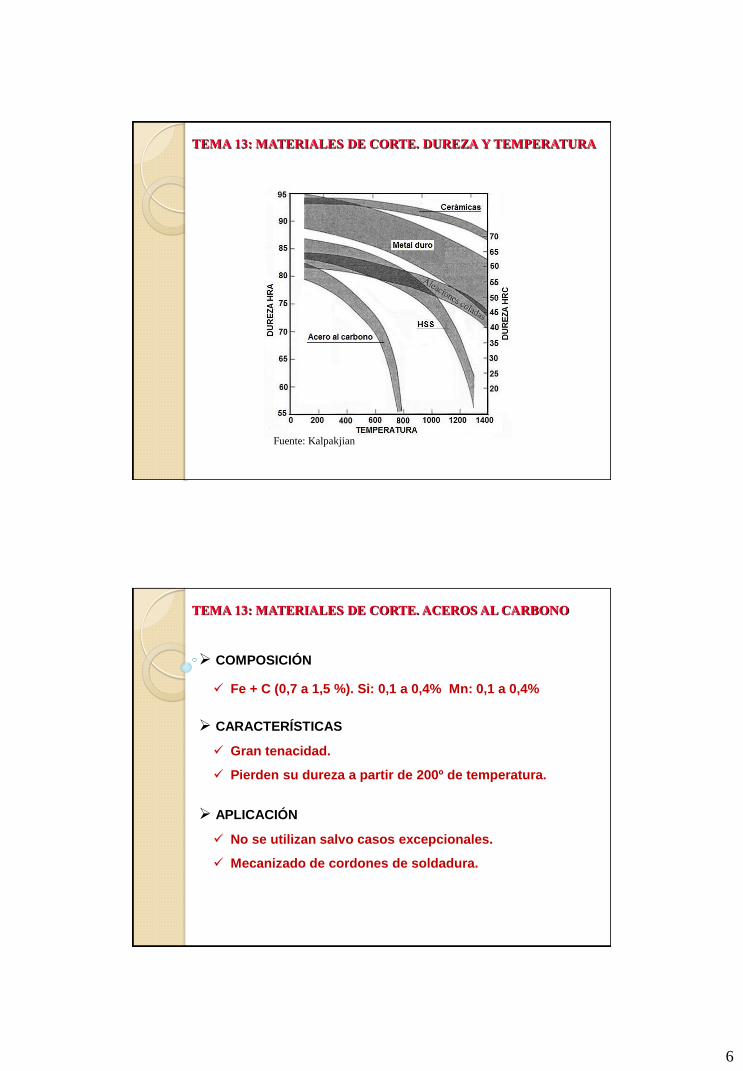
Fuente: Kalpakjian
TEMA 13: MATERIALES DE CORTE. DUREZA Y TEMPERATURA
CARACTERÍSTICAS
Gran tenacidad.
Pierden su dureza a partir de 200º de temperatura.
APLICACIÓN
No se utilizan salvo casos excepcionales.
Mecanizado de cordones de soldadura.
COMPOSICIÓN
Fe + C (0,7 a 1,5 %). Si: 0,1 a 0,4% Mn: 0,1 a 0,4%
TEMA 13: MATERIALES DE CORTE. ACEROS AL CARBONO
7
COMPOSICIÓN:
APLICACIÓN:
Herramientas de forma, brocas, terrajas, machos de roscar,
fresas, troqueles, etc.
C Cr W Mo V Co
0,7 a 0,9 % 3 a 4,5 % Hasta el 20% Hasta el 10% 0,8 a 2,5% De 0 a 16%
Aumenta la dureza con el % de C
- Reduce la oxidación
- Aumenta dureza
- Mejora la templabilidad
- Resistencia altas temp.
- Mejora la tenacidad
- Resistencia altas temperaturas
- Mejora dureza
Forma carburos duros muy resistente a la abrasión
Mejora la dureza en caliente
CARACTERÍSTICAS:
Pierden su dureza a partir de 600º de temperatura.
Alta resistencia al desgaste y tenacidad.
TEMA 13: MATERIALES DE CORTE. ACEROS RÁPIDOS (HSS)
TIPOS:
Grupo M (Aceros al Molibdeno)
8 - 10% Mo, 4% Cr, 1% V
Más utilizados: mayor resistencia a la abrasión, menos
dislocaciones térmicas y más baratos
Grupo T (Aceros al Wolframio)
12 - 18% W, 4% Cr, 1% V
Aceros Superrápidos (Aceros alto contenido en Co)
17 - 19% W, 4% Cr, 1% V, 5-12 % Co
HSS-PM (Aceros obtenidos por Pulvimetalurgia)
Mayor contenidos en elementos de aleación
Mejora todas las propiedades de los aceros forjados o colados
Excelente sustrato para recubrimiento
TEMA 13: MATERIALES DE CORTE. ACEROS RÁPIDOS (HSS)
8
COMPOSICIÓN:
Fusión de una aleación de Co (38-53%), Cr (30-33%) y W
(10-20%) .
Se denominan según el fabricante: estelitas, tugaloy, etc.
CARACTERÍSTICAS:
Alta dureza (60 HRC) que mantiene hasta 800 ºC.
Mayor resistencia al desgaste que el acero
Baja tenacidad (muy frágil a temperaturas <500 ºC)
APLICACIÓN:
Se utilizan en forma de plaquitas.
Prácticamente en desuso
TEMA 13: MATERIALES DE CORTE. ALEACIONES DE COBALTO
COMPOSICIÓN:
Se obtiene por sinterización de polvos de carburos
(partículas duras) y cobalto (aglomerante).
Tipo de partícula dura: NbC, TaC, TiC, WC.
CARACTERÍSTICAS:
Mantiene su dureza hasta 1200 ºC de temperatura.
Gran resistencia al desgaste (10 veces mayor que la del
acero).
Alcanzan una tenacidad similar a la del acero.
APLICACIÓN:
Se utilizan en forma de plaquitas en gran cantidad de herramientas
TEMA 13: MATERIALES DE CORTE. METAL DURO (I)
9
Tipo de partículas duras (de mayor a menor dureza):
NbC, TaC, TiC, WC.
VARIACIÓN DE LAS PROPIEDADES:
Tamaño de las partículas duras:
Mayor tamaño de grano Mayor tenacidad
Menor tamaño de grano Mayor dureza
Tipo de aglomerante:
Normal: Cobalto ; El Niquel aumenta la dureza.
Proporción del aglomerante:
Aumento del % de aglomerante Aumenta tenacidad
Disminución del % de aglomerante Aumenta dureza
TEMA 13: MATERIALES DE CORTE. METAL DURO (II)
RECUBRIMIENTO
Conjunto de capas (215 mm) depositadas sobre el metal
duro, por distintos métodos y distintas estructuras.
CARACTERÍSTICAS
Mayor resistencia al desgaste
Menor coeficiente de fricción
Mayor estabilidad química
TEMA 13: MATERIALES DE CORTE. METAL DURO RECUBIERTO
10
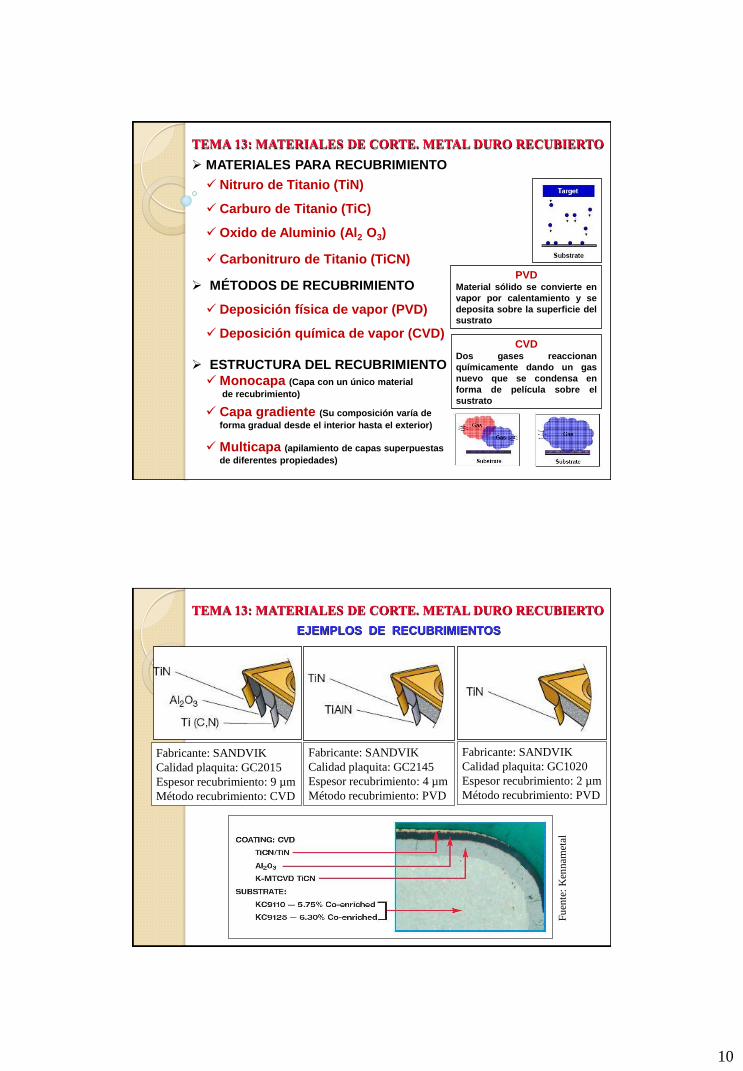
MATERIALES PARA RECUBRIMIENTO
Nitruro de Titanio (TiN)
Carburo de Titanio (TiC)
Oxido de Aluminio (Al2 O3)
Carbonitruro de Titanio (TiCN)
MÉTODOS DE RECUBRIMIENTO
Deposición física de vapor (PVD)
Deposición química de vapor (CVD)
ESTRUCTURA DEL RECUBRIMIENTO
Monocapa (Capa con un único material
de recubrimiento)
Capa gradiente (Su composición varía de
forma gradual desde el interior hasta el exterior)
Multicapa (apilamiento de capas superpuestas
de diferentes propiedades)
TEMA 13: MATERIALES DE CORTE. METAL DURO RECUBIERTO
PVD Material sólido se convierte en
vapor por calentamiento y se
deposita sobre la superficie del
sustrato
CVD Dos gases reaccionan
químicamente dando un gas
nuevo que se condensa en
forma de película sobre el
sustrato
Fabricante: SANDVIK
Calidad plaquita: GC2015
Espesor recubrimiento: 9 µm
Método recubrimiento: CVD
Fabricante: SANDVIK
Calidad plaquita: GC1020
Espesor recubrimiento: 2 µm
Método recubrimiento: PVD
Fabricante: SANDVIK
Calidad plaquita: GC2145
Espesor recubrimiento: 4 µm
Método recubrimiento: PVD
EJEMPLOS DE RECUBRIMIENTOS
TEMA 13: MATERIALES DE CORTE. METAL DURO RECUBIERTO
Fu
ente
: K
enn
amet
al
11
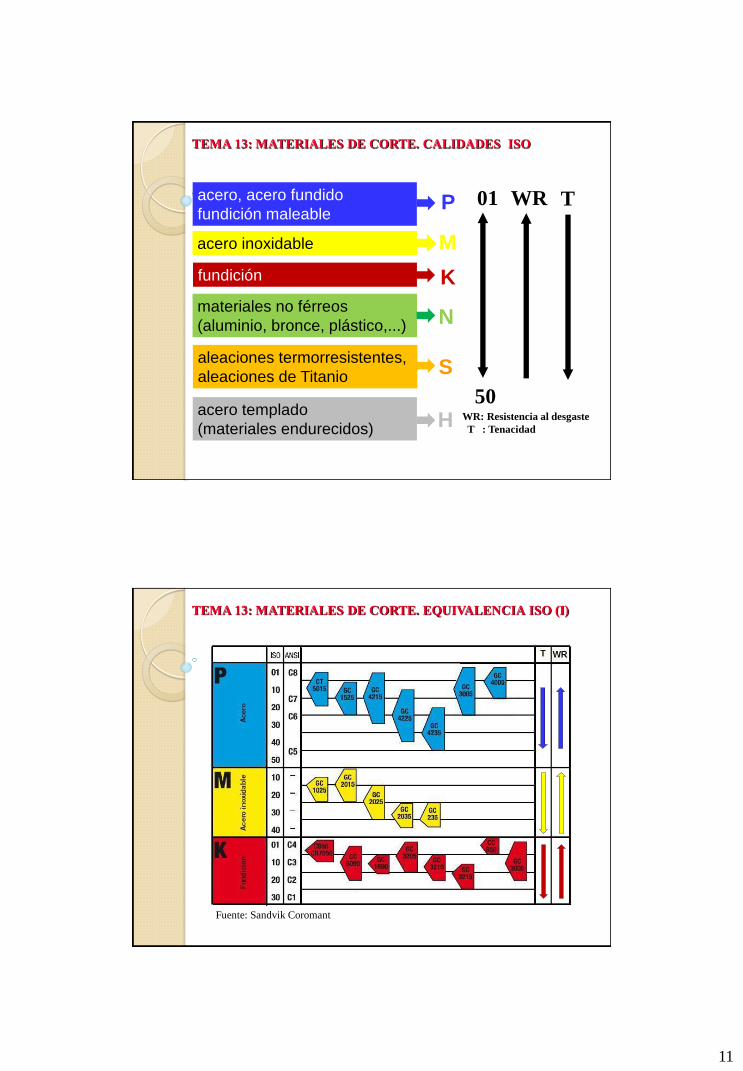
acero, acero fundido
fundición maleable P
M acero inoxidable
K fundición
H acero templado
(materiales endurecidos)
S aleaciones termorresistentes,
aleaciones de Titanio
01
50
WR T
WR: Resistencia al desgaste
T : Tenacidad
N materiales no férreos
(aluminio, bronce, plástico,...)
TEMA 13: MATERIALES DE CORTE. CALIDADES ISO
Fuente: Sandvik Coromant
TEMA 13: MATERIALES DE CORTE. EQUIVALENCIA ISO (I)
12
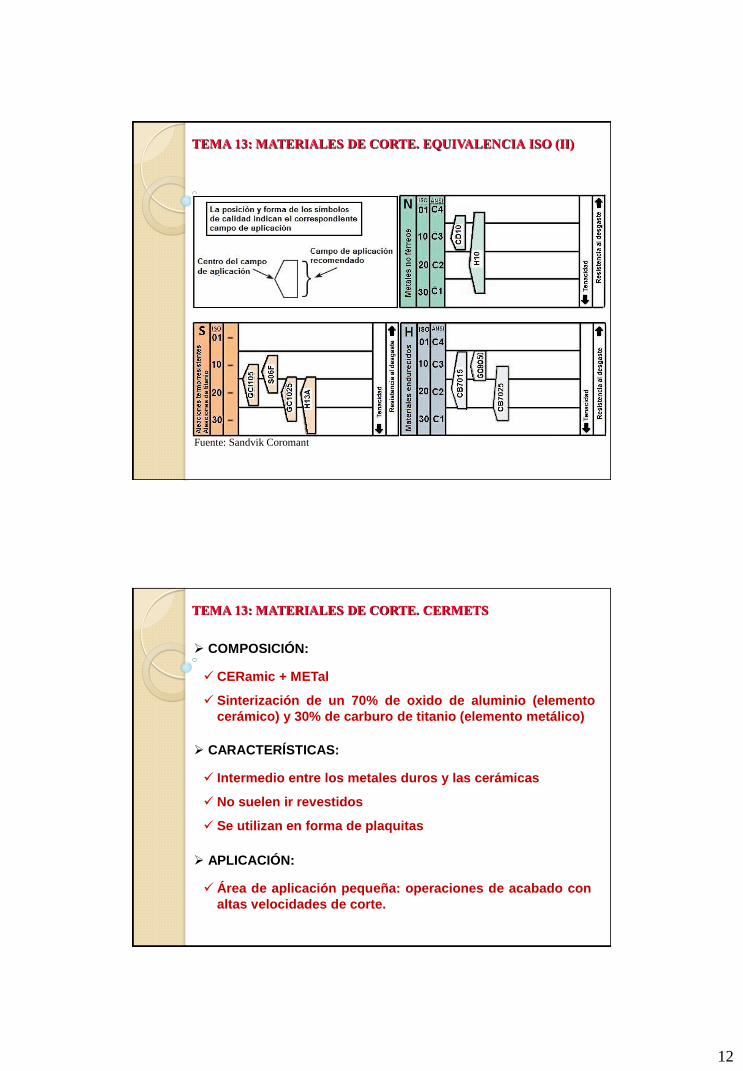
Fuente: Sandvik Coromant
TEMA 13: MATERIALES DE CORTE. EQUIVALENCIA ISO (II)
COMPOSICIÓN:
CERamic + METal
Sinterización de un 70% de oxido de aluminio (elemento
cerámico) y 30% de carburo de titanio (elemento metálico)
CARACTERÍSTICAS:
Intermedio entre los metales duros y las cerámicas
No suelen ir revestidos
Se utilizan en forma de plaquitas
APLICACIÓN:
Área de aplicación pequeña: operaciones de acabado con
altas velocidades de corte.
TEMA 13: MATERIALES DE CORTE. CERMETS
13
COMPOSICIÓN:
Sinterización de alúmina casi pura (99% de Al2O3) o base de
alúmina (90%) mezclada con óxido de cromo o titanio
Nuevas cerámicas con base de nitruro de silicio (Si3N4)
CARACTERÍSTICAS:
Baja conductividad térmica (calor se deriva a la viruta)
Mantiene la dureza hasta 1500 ºC
Bajo coeficiente de rozamiento (no forma filo de aportación)
Baja tenacidad
APLICACIÓN:
Mecanizado de fundición gris, aleaciones termorresistentes
y aceros endurecidos
TEMA 13: MATERIALES DE CORTE. CERÁMICAS (I)
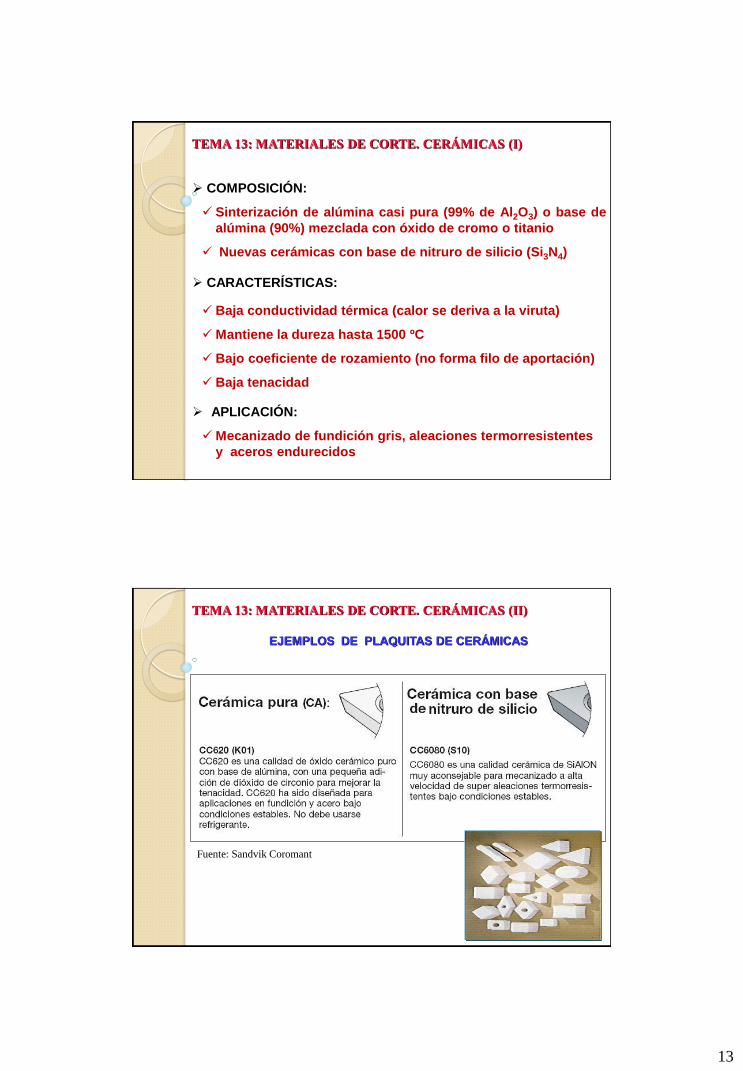
Fuente: Sandvik Coromant
TEMA 13: MATERIALES DE CORTE. CERÁMICAS (II)
EJEMPLOS DE PLAQUITAS DE CERÁMICAS
14
COMPOSICIÓN:
Sinterización bajo presión de una capa de nitruro de boro
cubico policristalino (0,5-1 mm) con un sustrato de carburo
Carburo tenacidad. CBN resistencia al desgaste
CARACTERÍSTICAS:
2º material más duro. Mantiene la dureza hasta 2000 ºC
Frágiles rigidez en el amarre de la herramienta
Sus propiedades pueden variar según tamaño de cristal,
contenido y tipo del aglomerante
APLICACIÓN:
Mecanizado de materiales muy duros (>48 HRC)
Mecanizado en seco o refrigeración muy abundante a fin
de evitar choque térmico
TEMA 13: MATERIALES DE CORTE. NITRURO DE BORO CÚBICO
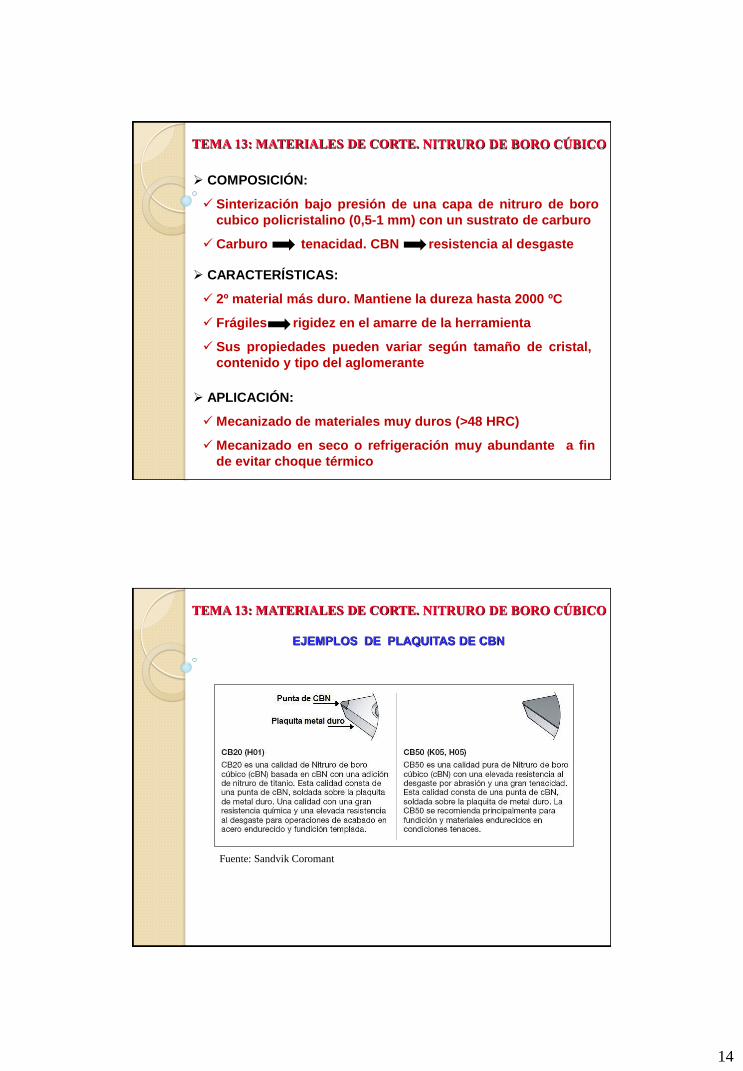
Fuente: Sandvik Coromant
TEMA 13: MATERIALES DE CORTE. NITRURO DE BORO CÚBICO
EJEMPLOS DE PLAQUITAS DE CBN
15
COMPOSICIÓN:
Cristales sintéticos fundidos en un proceso de alta presión y
altas temperaturas hasta formar espesores de 0,5 a 1 mm
Pequeñas plaquitas soldadas a placas de metal duro
CARACTERÍSTICAS:
Material muy duro casi como el diamante natural monocristal
Velocidades de corte muy altas
Muy frágil soporte de la hta. muy rígido y sin vibraciones
APLICACIÓN:
Mecanizado de materiales abrasivos no ferrosos y materiales
no metálicos (resinas, plásticos) que requieran gran
precisión (Toler. ± 0,001 mm) y elevado acabado superficial
TEMA 13: MATERIALES DE CORTE. DIAMANTE POLICRISTALINO
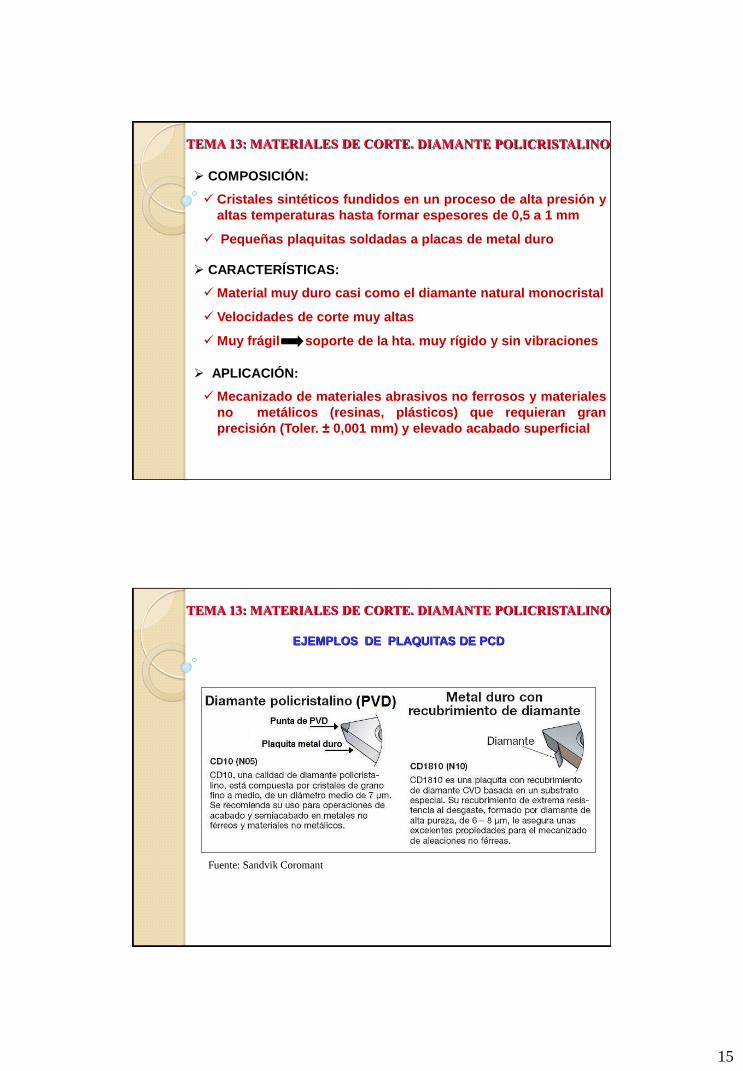
Fuente: Sandvik Coromant
EJEMPLOS DE PLAQUITAS DE PCD
TEMA 13: MATERIALES DE CORTE. DIAMANTE POLICRISTALINO
16
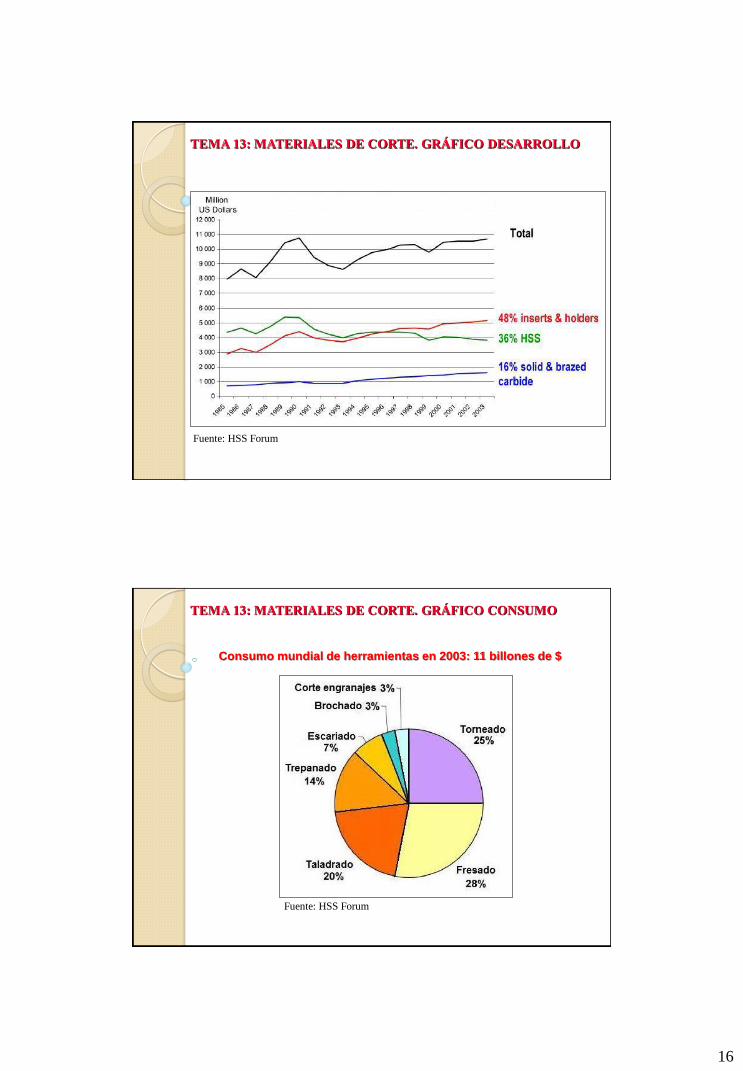
Fuente: HSS Forum
TEMA 13: MATERIALES DE CORTE. GRÁFICO DESARROLLO
Fuente: HSS Forum
Consumo mundial de herramientas en 2003: 11 billones de $
TEMA 13: MATERIALES DE CORTE. GRÁFICO CONSUMO
17
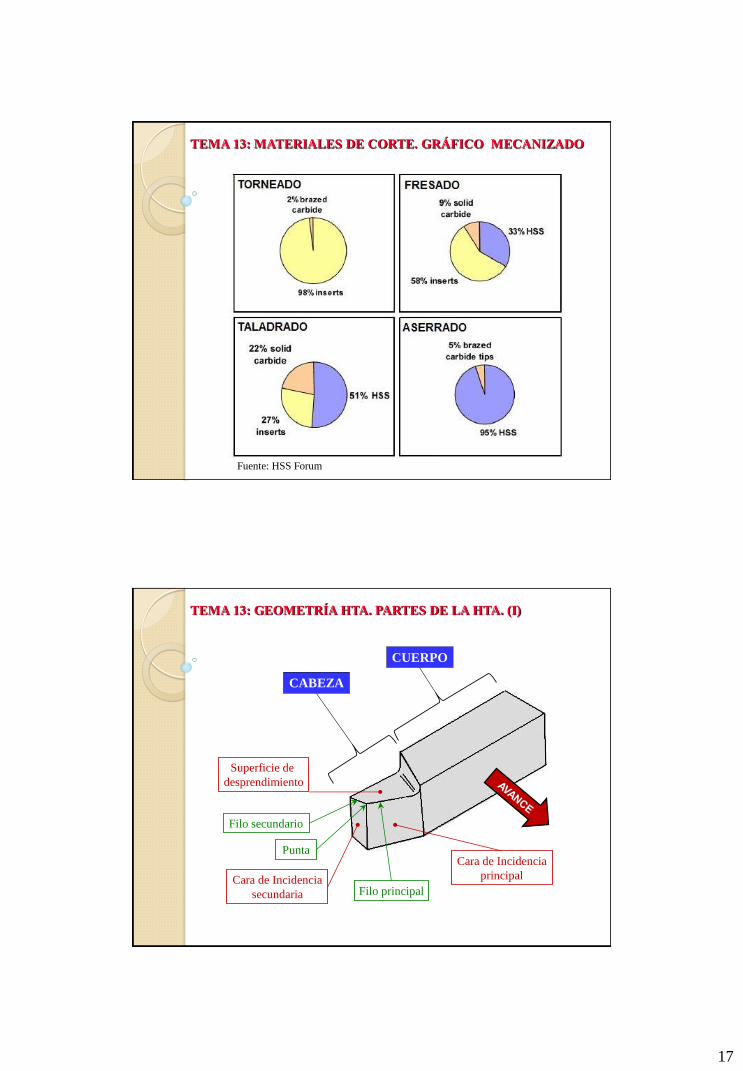
Fuente: HSS Forum
TEMA 13: MATERIALES DE CORTE. GRÁFICO MECANIZADO
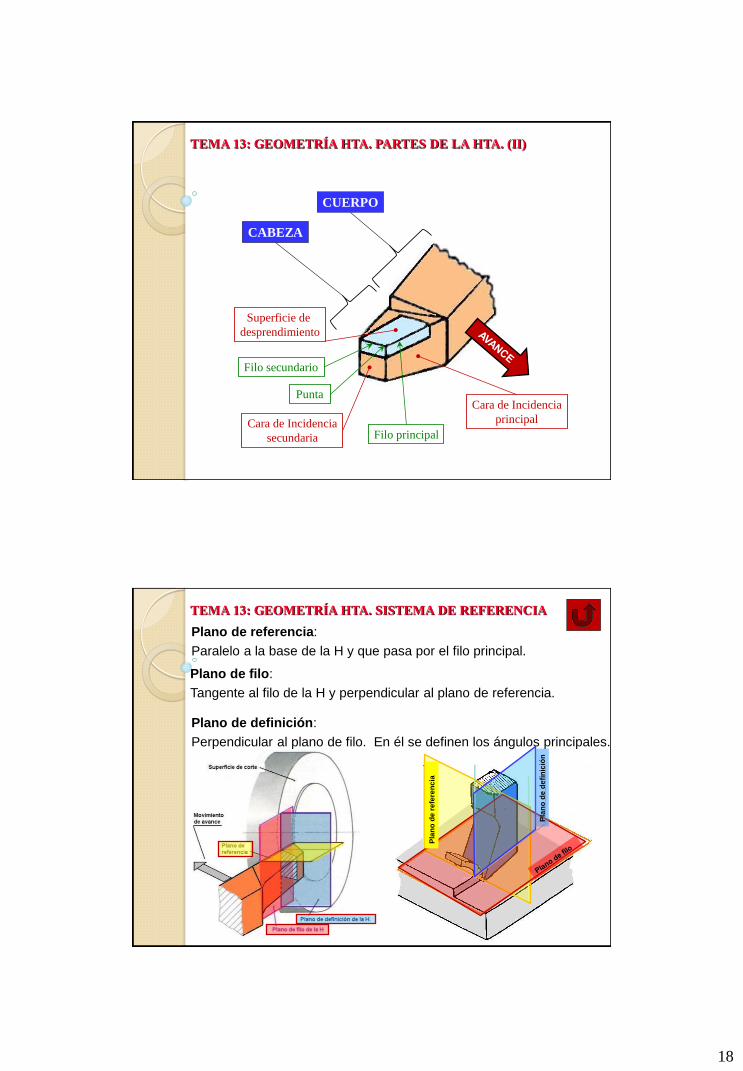
Superficie de
desprendimiento
CUERPO
CABEZA
Cara de Incidencia
secundaria
Cara de Incidencia
principal
Filo principal
Filo secundario
Punta
TEMA 13: GEOMETRÍA HTA. PARTES DE LA HTA. (I)
18
Superficie de
desprendimiento
CUERPO
CABEZA
Cara de Incidencia
secundaria
Cara de Incidencia
principal
Filo principal
Filo secundario
Punta
TEMA 13: GEOMETRÍA HTA. PARTES DE LA HTA. (II)
Plano de referencia:
Paralelo a la base de la H y que pasa por el filo principal.
Plano de filo:
Tangente al filo de la H y perpendicular al plano de referencia.
Plano de definición:
Perpendicular al plano de filo. En él se definen los ángulos principales.
TEMA 13: GEOMETRÍA HTA. SISTEMA DE REFERENCIA
Pla
no
de
de
fin
ició
n
Pla
no
de
re
fere
nc
ia
19
a b
g l
l
g
b
a
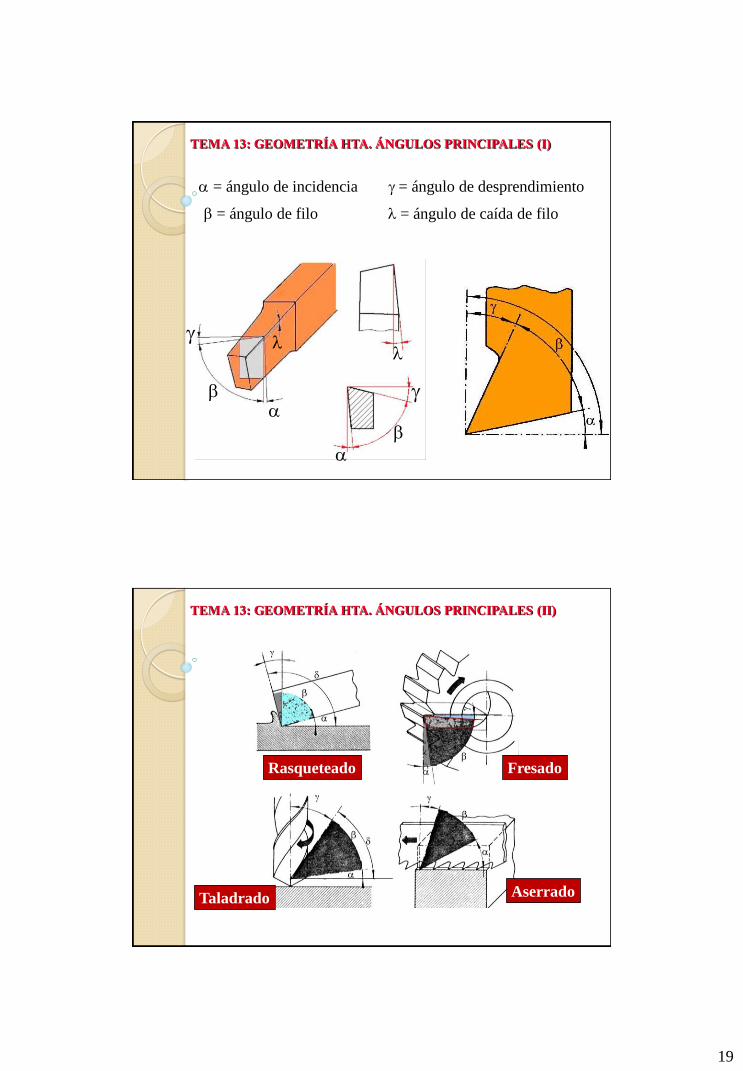
a = ángulo de incidencia
b = ángulo de filo
g = ángulo de desprendimiento
l = ángulo de caída de filo
TEMA 13: GEOMETRÍA HTA. ÁNGULOS PRINCIPALES (I)
Rasqueteado Fresado
Taladrado Aserrado
TEMA 13: GEOMETRÍA HTA. ÁNGULOS PRINCIPALES (II)
20
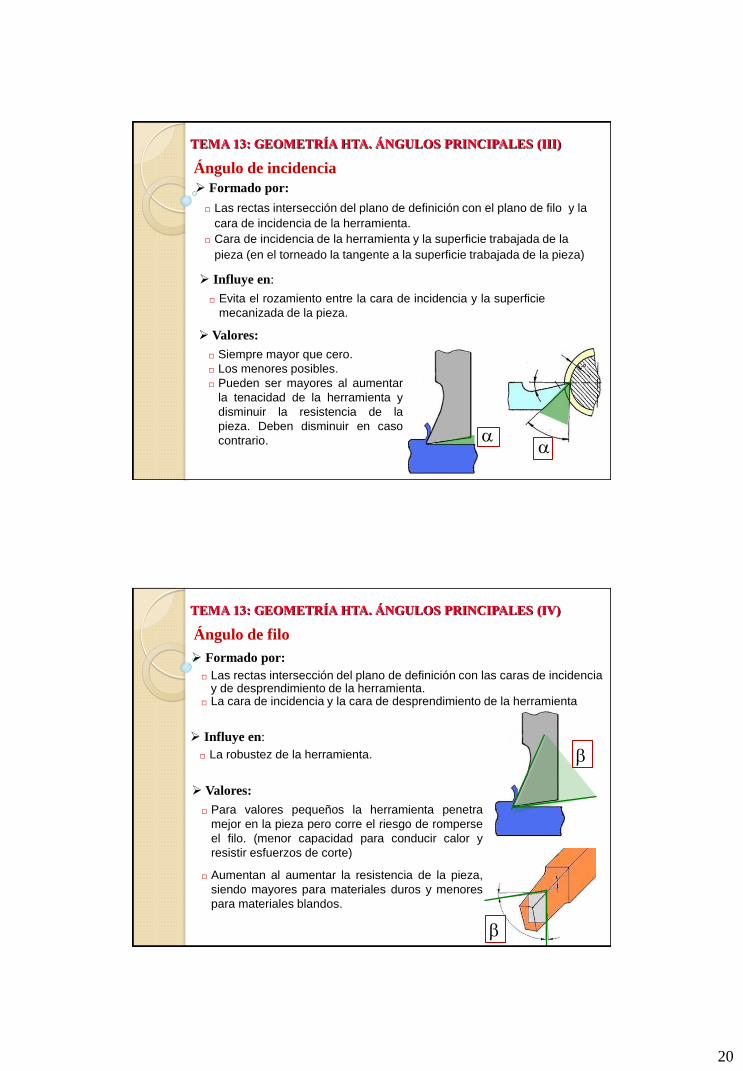
Ángulo de incidencia
Formado por:
Las rectas intersección del plano de definición con el plano de filo y la
cara de incidencia de la herramienta.
Cara de incidencia de la herramienta y la superficie trabajada de la
pieza (en el torneado la tangente a la superficie trabajada de la pieza)
a a
TEMA 13: GEOMETRÍA HTA. ÁNGULOS PRINCIPALES (III)
Influye en:
Evita el rozamiento entre la cara de incidencia y la superficie
mecanizada de la pieza.
Valores:
Siempre mayor que cero.
Los menores posibles.
Pueden ser mayores al aumentar
la tenacidad de la herramienta y
disminuir la resistencia de la
pieza. Deben disminuir en caso
contrario.
b
Formado por:
Las rectas intersección del plano de definición con las caras de incidencia y de desprendimiento de la herramienta.
La cara de incidencia y la cara de desprendimiento de la herramienta
Influye en:
La robustez de la herramienta. b
Ángulo de filo
TEMA 13: GEOMETRÍA HTA. ÁNGULOS PRINCIPALES (IV)
Valores:
Para valores pequeños la herramienta penetra
mejor en la pieza pero corre el riesgo de romperse
el filo. (menor capacidad para conducir calor y
resistir esfuerzos de corte)
Aumentan al aumentar la resistencia de la pieza,
siendo mayores para materiales duros y menores
para materiales blandos.
21
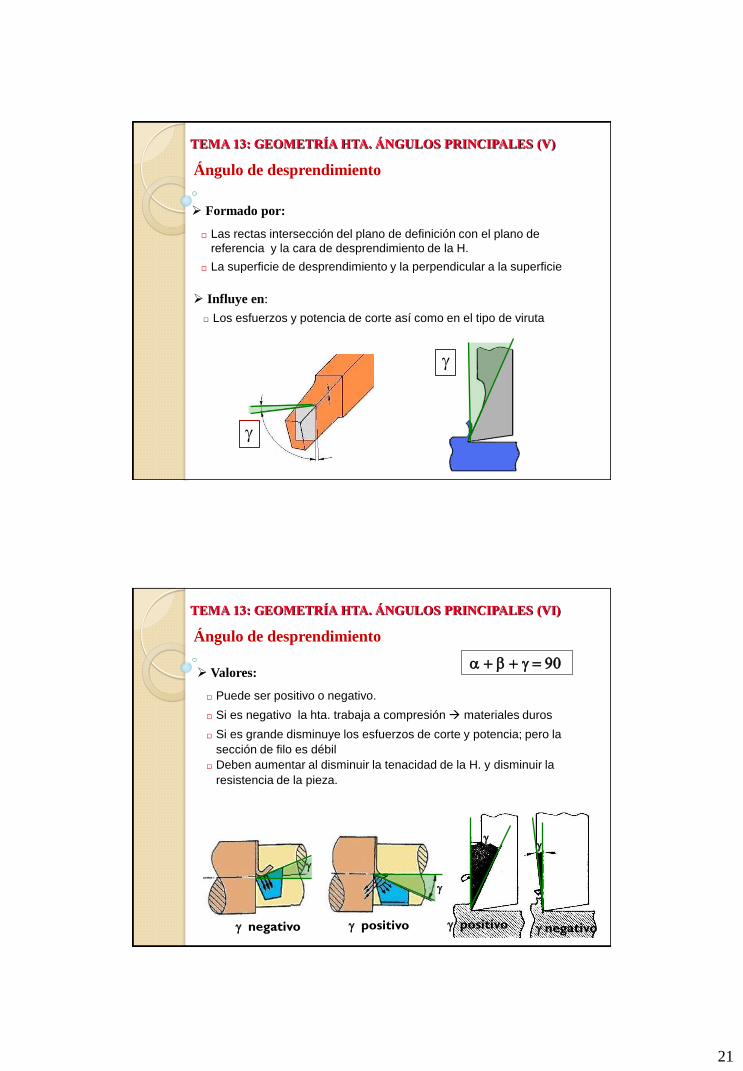
Formado por:
Las rectas intersección del plano de definición con el plano de
referencia y la cara de desprendimiento de la H.
La superficie de desprendimiento y la perpendicular a la superficie
g
g
Influye en:
Los esfuerzos y potencia de corte así como en el tipo de viruta
TEMA 13: GEOMETRÍA HTA. ÁNGULOS PRINCIPALES (V)
Ángulo de desprendimiento
Valores:
Puede ser positivo o negativo.
Si es negativo la hta. trabaja a compresión materiales duros
Si es grande disminuye los esfuerzos de corte y potencia; pero la
sección de filo es débil
Deben aumentar al disminuir la tenacidad de la H. y disminuir la
resistencia de la pieza.
a + b + g = 90
g negativo g positivo g positivo g negativo
g
g
g g
TEMA 13: GEOMETRÍA HTA. ÁNGULOS PRINCIPALES (VI)
Ángulo de desprendimiento
22
No confundir
l con g
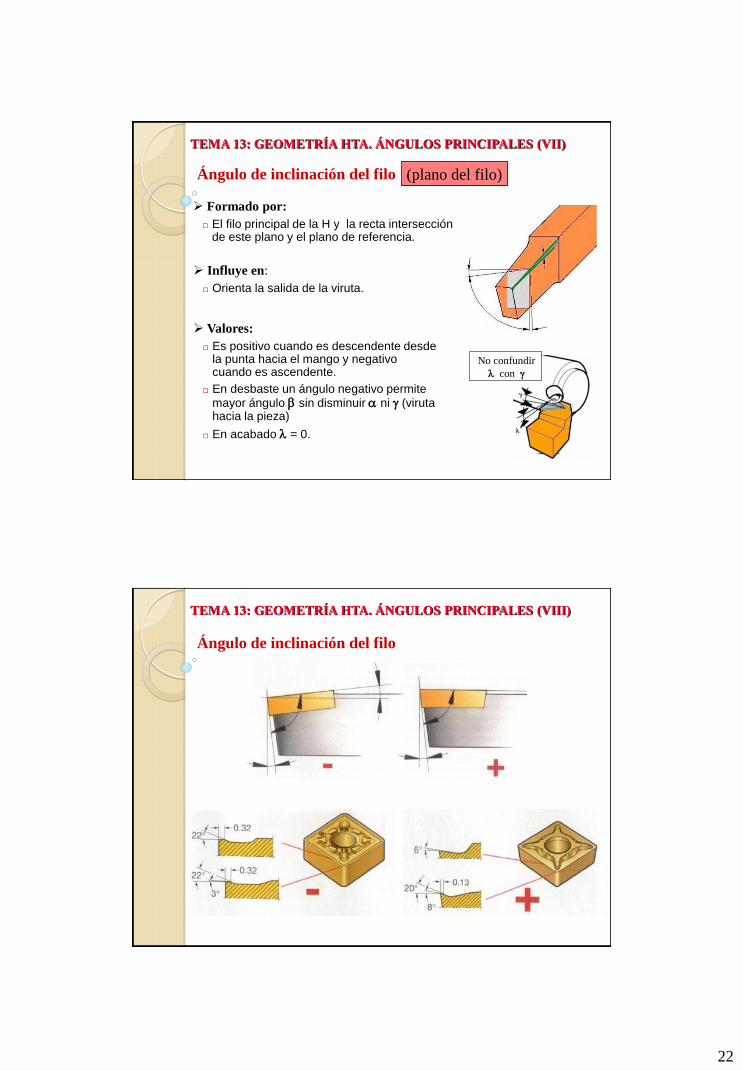
Ángulo de inclinación del filo
Formado por:
El filo principal de la H y la recta intersección de este plano y el plano de referencia.
(plano del filo)
Valores:
Es positivo cuando es descendente desde la punta hacia el mango y negativo cuando es ascendente.
En desbaste un ángulo negativo permite
mayor ángulo b sin disminuir a ni g (viruta hacia la pieza)
En acabado l = 0.
Influye en:
Orienta la salida de la viruta.
TEMA 13: GEOMETRÍA HTA. ÁNGULOS PRINCIPALES (VII)
Ángulo de inclinación del filo
TEMA 13: GEOMETRÍA HTA. ÁNGULOS PRINCIPALES (VIII)
23
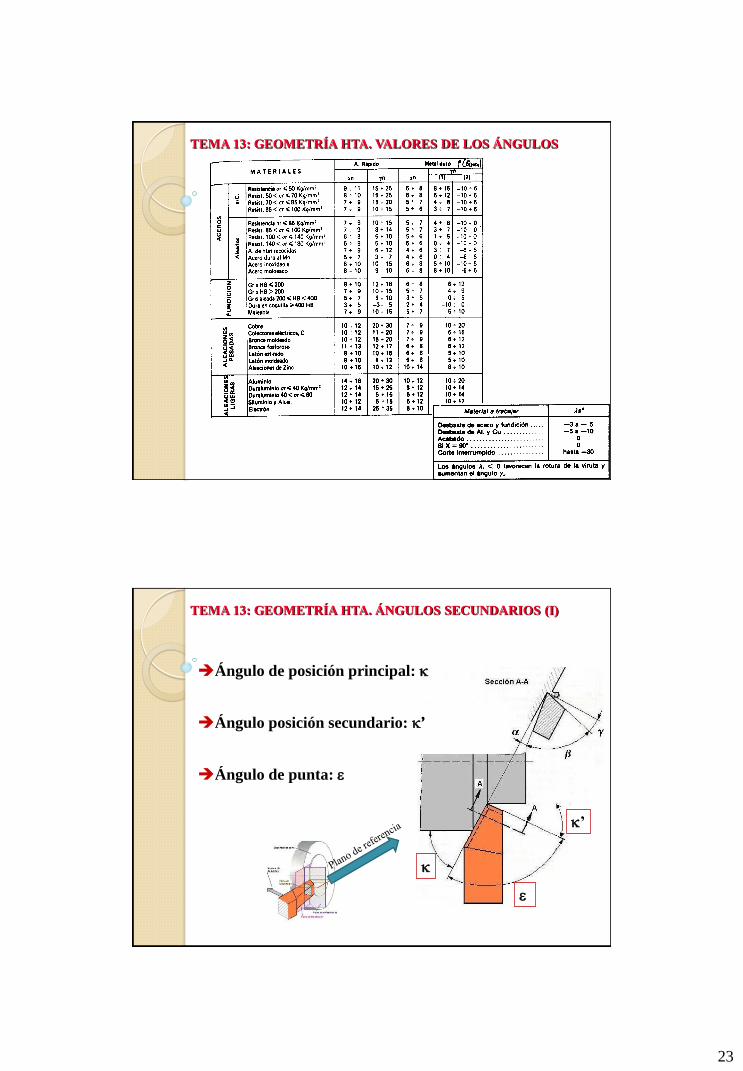
TEMA 13: GEOMETRÍA HTA. VALORES DE LOS ÁNGULOS
Ángulo de posición principal: k
Ángulo posición secundario: k’
Ángulo de punta: e
k
k’
e
TEMA 13: GEOMETRÍA HTA. ÁNGULOS SECUNDARIOS (I)
24
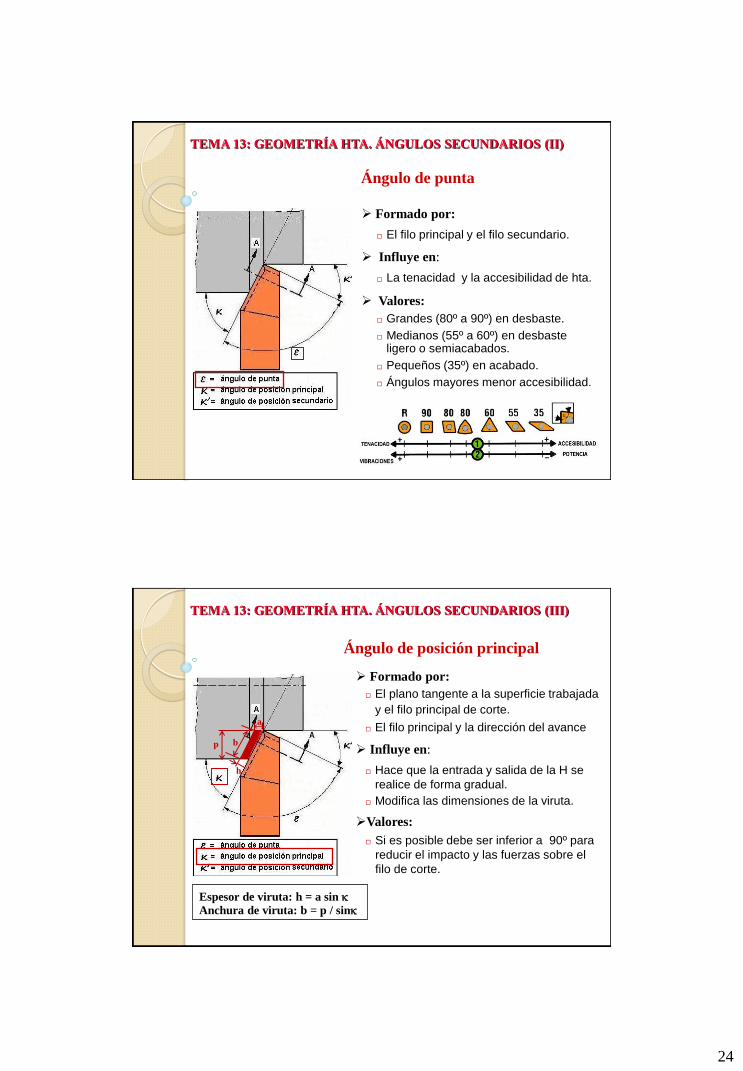
Ángulo de punta
Formado por:
El filo principal y el filo secundario.
Influye en:
La tenacidad y la accesibilidad de hta.
Valores:
Grandes (80º a 90º) en desbaste.
Medianos (55º a 60º) en desbaste ligero o semiacabados.
Pequeños (35º) en acabado.
Ángulos mayores menor accesibilidad.
TEMA 13: GEOMETRÍA HTA. ÁNGULOS SECUNDARIOS (II)
Ángulo de posición principal
Formado por:
El plano tangente a la superficie trabajada
y el filo principal de corte.
El filo principal y la dirección del avance
Influye en:
Hace que la entrada y salida de la H se
realice de forma gradual.
Modifica las dimensiones de la viruta.
Valores:
Si es posible debe ser inferior a 90º para
reducir el impacto y las fuerzas sobre el
filo de corte.
Espesor de viruta: h = a sin k
Anchura de viruta: b = p / sink
a
p
h
b
TEMA 13: GEOMETRÍA HTA. ÁNGULOS SECUNDARIOS (III)
25
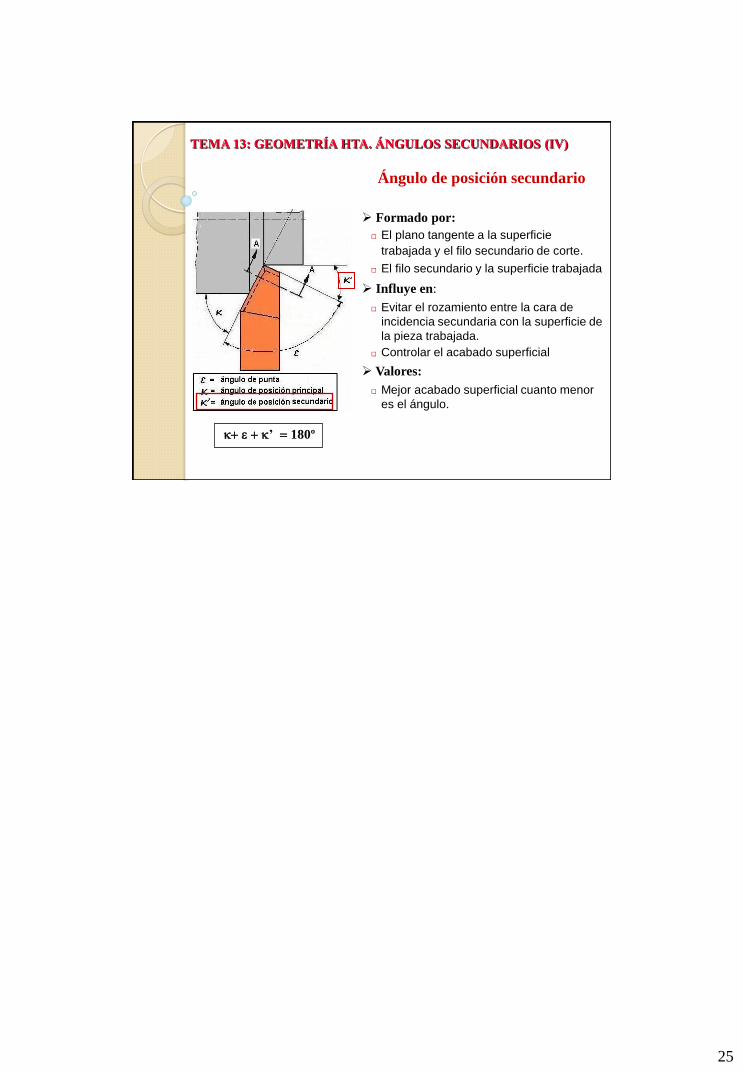
Ángulo de posición secundario
Formado por:
El plano tangente a la superficie
trabajada y el filo secundario de corte.
El filo secundario y la superficie trabajada
Influye en:
Evitar el rozamiento entre la cara de
incidencia secundaria con la superficie de
la pieza trabajada.
Controlar el acabado superficial
Valores:
Mejor acabado superficial cuanto menor
es el ángulo.
k+ e + k’ = 180º
TEMA 13: GEOMETRÍA HTA. ÁNGULOS SECUNDARIOS (IV)
Recommended

















