Homologaciones, certificaciones y acreditaciones
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:47 Uhr Seite 1
Homologaciones, certificaciones y acreditaciones
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:47 Uhr Seite 2
INDICE
1
Indice
General 3-12
- Características del material - Instalación- Innovación tecnológica- Ventajas respecto al acero- Reglas generales para utilizar tuberías plásticas
en instalaciones de rociadores automáticos- Instalación- Manipulación
Sistema 13-24
- Tuberías / Manguitos- Reducciónes / Codos- Codos / Tes- Tes / Cruces / Tapónes- Tapas de cápsulas / Cápsulas / Tapónes /
Derivaciónes en asiento- Cuellos para embridar / Brida loca de acero /
Acoplamientos desmontables / Codos / Entronques- Accesorios de transición- Derivaciónes en asiento / Válvulas de esfera /
Tapón de reparación- Cortatubos- Soldadores- Elementos auxiliares- Matrices / Brocas
Técnica de la fusión 25-36
- Parte A:Montaje de las matricesFase de calentamientoManejoDirectrices
- Parte B:Control de aparatos y matricesPreparación para la fusionCalentamiento de los elementosAcoplamiento y alineación
- Evaluación de la unión soldada- Parte C:
Derivaciones en asientoPerforación, calentamiento, acoplamientoy alineación
- Parte D:Máquina de soldarDistancias entre soportes
- Parte E:Máquina de soldar
- Parte F:Criterios de reparación
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:47 Uhr Seite 3

INDICE
2
Indice
Instalación empotrada en hormigón 37-43
- Parte 1:Conexión de la tubería con lacápsula de protección del rociador
- Parte 2:Prueba hídraulica de estanqueidad
- Parte 3:¿Qué se debe tener en cuentadurante el proceso de hormigonado?
- Parte 4:Acceso a la conexión del tramo empotrado en hormigón
- Parte 5:Eliminación de juntas de la construcción
- Parte 6:Equilibrio equipotencial
- Parte 7:Conservación de la presión de la tubería firestopdurante el hormigonado
- Parte 8:Influencia del hormigón en los componentes utilizados
Pruebas 44-47
- Prueba hídraulica de estanqueidad- Protocolo de prueba- Formulario:
“Comportamiento a los productos químicosdel sistema de tuberías firestop”
Referencias 48-58
Notas 60-62
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:47 Uhr Seite 4
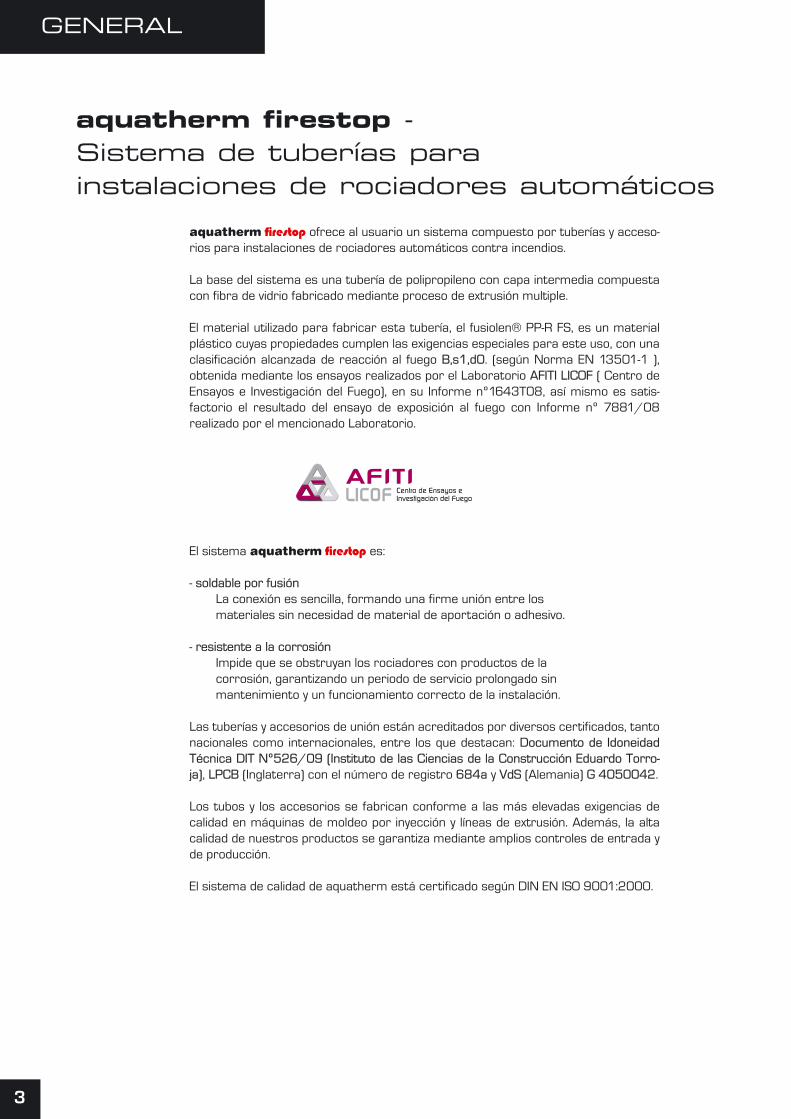
aquatherm firestop ofrece al usuario un sistema compuesto por tuberías y acceso-rios para instalaciones de rociadores automáticos contra incendios.
La base del sistema es una tubería de polipropileno con capa intermedia compuestacon fibra de vidrio fabricado mediante proceso de extrusión multiple.
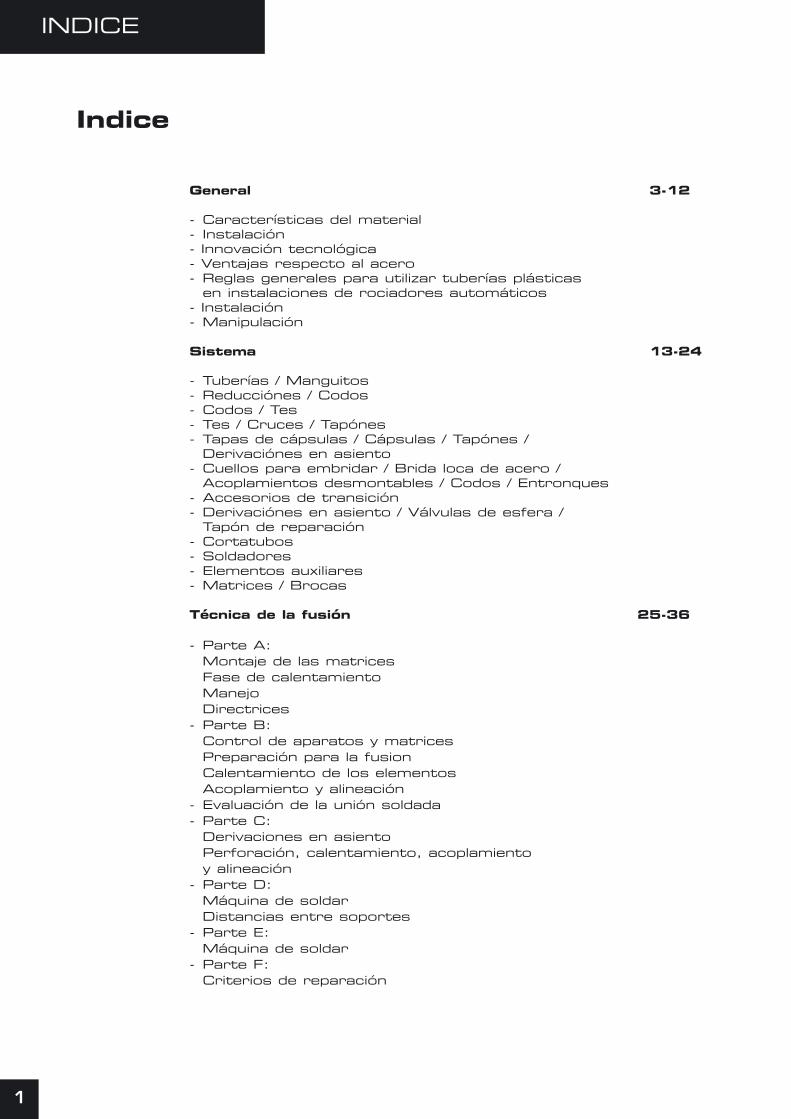
El material utilizado para fabricar esta tubería, el fusiolen® PP-R FS, es un materialplástico cuyas propiedades cumplen las exigencias especiales para este uso, con unaclasificación alcanzada de reacción al fuego B,s1,d0. (según Norma EN 13501-1 ),obtenida mediante los ensayos realizados por el Laboratorio AFITI LICOF ( Centro deEnsayos e Investigación del Fuego), en su Informe nº1643T08, así mismo es satis-factorio el resultado del ensayo de exposición al fuego con Informe nº 7881/08realizado por el mencionado Laboratorio.
El sistema aquatherm firestop es:
- soldable por fusiónLa conexión es sencilla, formando una firme unión entre losmateriales sin necesidad de material de aportación o adhesivo.
- resistente a la corrosiónImpide que se obstruyan los rociadores con productos de lacorrosión, garantizando un periodo de servicio prolongado sinmantenimiento y un funcionamiento correcto de la instalación.
Las tuberías y accesorios de unión están acreditados por diversos certificados, tantonacionales como internacionales, entre los que destacan: Documento de IdoneidadTécnica DIT Nº526/09 (Instituto de las Ciencias de la Construcción Eduardo Torro-ja), LPCB (Inglaterra) con el número de registro 684a y VdS (Alemania) G 4050042.
Los tubos y los accesorios se fabrican conforme a las más elevadas exigencias decalidad en máquinas de moldeo por inyección y líneas de extrusión. Además, la altacalidad de nuestros productos se garantiza mediante amplios controles de entrada yde producción.
El sistema de calidad de aquatherm está certificado según DIN EN ISO 9001:2000.
GENERAL
3
aquatherm firestop - Sistema de tuberías para instalaciones de rociadores automáticos
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:47 Uhr Seite 5
GENERAL
4
aquatherm firestop - Características del sistema
➟ alta resistencia al impacto➟ tiempos de soldadura muy cortos➟ propiedades aislantes tanto acústicas como térmicas➟ no se producen incrustaciones por productos de la
corrosión➟ unión segura de tubería y accesorio mediante
soldadura por fusión➟ baja rugosidad de las tuberías y alta resistencia a
la abrasión➟ sin junta - no se necesitan elementos de aportación➟ resistente a la corrosión y a los agentes químicos➟ más ligero que los tubos metálicos➟ estructura tricapa de las tuberías, capa intermedia
con fibra de vidrio
El Sistema de tuberías aquatherm firestop supone una innovación tecnológica con respecto a los actua-les materiales empleados en las instalaciones de rociadores automáticos. Dicho desarrollo ha permitoobtener un material polimérico con un comportamiento excepcional frente al fuego (Bs1,d0 : muy baja emi-sión de humos y sin desprendimiento de gotas, según EN 13501-1 ), lo cual significa la mejor clasificaciónde reacción ante el fuego de los materiales no incombustibles.De este modo se ha conseguido aunar las cualidades de los materiales metálicos con las mejores cualida-des de los materiales plásticos.
Las características generales del material de los tubos y accesorios son las siguientes:
Clasificación de reacción al fuego B,s1,d0 Resistente a la corrosión, (Material plástico)Densidad 0,90 g/cm³Coeficiente de dilatación lineal 0,035 mm/m ºKResistencia a la tracción 25 MPaMódulo de elasticidad 800 N/mm²
aquatherm firestop - Innovación tecnológica
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:47 Uhr Seite 6
aquatherm firestop - Ventajas respecto al acero
➟ Debido al sistema de unión por termofusión, éste asegura una completa estanqueidad de lainstalación frente a las instalaciones realizadas con uniones mecánicas. Por otra parte, la ter-mofusión aporta facilidad y flexibililidad en el montaje, lo cual se traduce en una importantísimareducción de tiempo de instalación y su directa repercusión en la reduccion de costes de la ins-talación.
➟ Reducción de las perdidas de presión por su bajo coeficiente de rugosidad.
➟ No se produce corrosión de la tubería, lo que lleva a un aumento de años de servicio de lainstalación que nos asegura una vida util de más de 50 años, una disminución de los costes demantenimiento y un aumento de la seguridad de la instalación, pues se minimiza el riesgo deobstrucción de los rociadores.
➟ Notable disminución del peso de los materiales, lo cual implica una reducción de carga asoportar por forjados y un aumento de la productividad en el montaje: menor número de ope-rarios a emplear en los trabajos de instalación y reducción de los elementos de elevación.
➟ No necesita ser pintada. El color del sistema de tuberías coincide con el utilizado en este tipode instalaciónes.
➟ No depende su instalación de terceros (elementos prefabricados).
➟ No se precisan de acoplamientos desmontables.
➟Mediante la tecnica de derivación en asiento se pueden montar ramificaciones de una formarápida y a muy bajo coste.
➟ Significativa reducción de los tiempos de ejecución de la instalación debido a las ventajasmencionadas.
GENERAL
5
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:47 Uhr Seite 7
aquatherm firestop - Ventajas respecto al acero
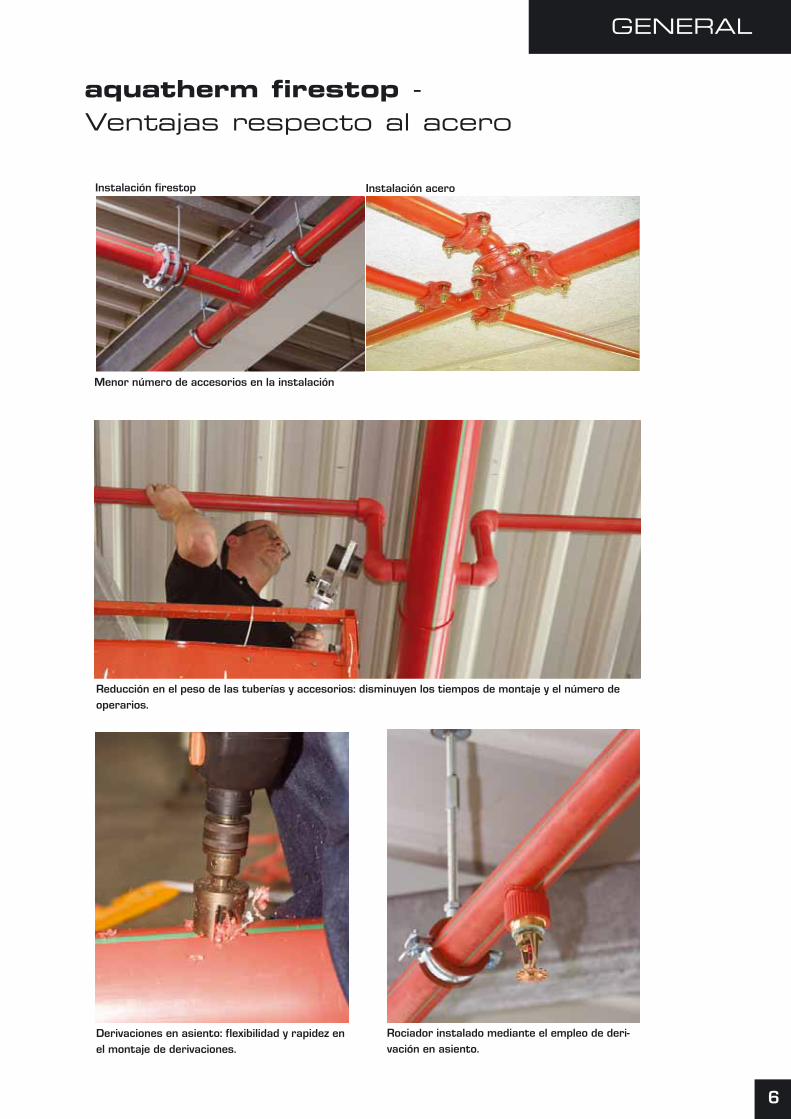
Menor número de accesorios en la instalación
Reducción en el peso de las tuberías y accesorios: disminuyen los tiempos de montaje y el número deoperarios.
Derivaciones en asiento: flexibilidad y rapidez enel montaje de derivaciones.
Rociador instalado mediante el empleo de deri-vación en asiento.
GENERAL
6
Instalación firestop Instalación acero
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:47 Uhr Seite 8
GENERAL
7
Reglas generalespara utilizar tuberías plásticas en instalaciones de rociadores automáticos
Para la utilización de aquatherm firestop se debe tener en cuenta lossiguientes aspectos, entre otros, según lo indicado en el Dócumento deIdoneidad Técnica DIT Nº526/09:
➟En cumplimiento de la Norma EN 12845:2004 “Sistemas fijos de juchacontra incendios - Sistemas de Rociadores automáticos: Diseño, instalación y mantenimiento” que en su apartado 17.1.2 admite el uso deotros materiales no metálicos.
➟Tuberías y accesorios de plástico no deben emplearse al aire libre, si noestán convenientemente protegidas.
➟Los sistemas de rociadores automáticos que empleen tuberías y acceso-rios plásticos sólo son aptos y autorizados para la instalación de sistemashúmedos, y serán diseñadas para redes ramificadas, aguas abajo delpuesto de control y no debiendo disponer de válvulas de corte o elemen-tos que impidan el flujo. (según EN 12845).
➟No es apto el sistema para agua potable.
➟Los rociadores a emplear serán homologados y con la limitación de:ampolla roja y temperatura normal de activación de 68ºC.
➟Su uso es apto para la protección de riesgos del tipo ligero (RL) y ordina-rio (RO1, RO2, RO3 y RO4) quedando exentos los riesgos elevados dealmacenamiento y producción.
➟Es válido para su uso en instalaciones vistas, tanto en zonas ocupables,pasillos y escaleras protegidas, aparcamientos y recintos de riesgo espe-cial, así como en espacios ocultos (patinillos, falsos techos, etc.) de acuer-do con la calificación obtenida de reacción al fuego del Sistema B-s1,d0.Cuando la distribución discurra por líneas verticales deben estar integra-das en espacios protegidos, como patinillos de servicio, convenientemen-te sectorizados
➟Se debe tener especial cuidado con la técnica de unión. Para ello, esimprescindible cumplir las instrucciones del proceso de soldadura, espe-cialmente en cuanto al tiempo de enfriamiento, antes de poder aplicarpresión hidráulica al sistema.
➟Utilizar sólo abrazaderas isofónicas adecuadas para tal fin.
➟La instalación debe realizarse por personal cualificado, según normativavigente.
➟El comportamiento del sistema de tubos y accesorios está concebidopara una vida útil de más de 50 años, extrapolados de sus correspondien-tes curvas de referencia, sometido a una presión de servicio de 12 bar ya una temperatura del fluido de 20ºC, con un factor de seguridad de 1,25.
Parámetros de servicio:
Temperatura de ambiente máx.: 70°C (158°F)
Presión de servicio máx.: 12 bares (174 PSI)
LPCB684 a
������
Gran Bretaña
Suecia
Rusia
Islandia
Alemania
AS 4118.2.1 Lic SMKP20464
V E L T E H
Croacia
Austria
Polonia
Ucrania
España
Laboratorio de ensayo
Homologaciones y Certificaciones
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:48 Uhr Seite 9
GENERAL
8
Reglas generalespara utilizar tuberías plásticas en instalaciones de rociadores automáticos
➟El Sistema es válido como sistema húmedo empotrado en hormigón, tal y como se describe masadelante.
➟El Sistema es CONFORME CON EL REGLAMENTO DE PROTECCIÓN CONTRA INCENDIOS aproba-do por Real Decreto n.º 1942/1993, y del mismo modo CONFORME CON EL REGLAMENTO DESEGURIDAD CONTRA INCENDIOS EN ESTABLECIMIENTOS INDUSTRIALES aprobado por RealDecreto n.º 2267/2004, que establecen el obligado cumplimiento de la Norma UNE EN12845:2004, que anula y sustituye las anteriores,
➟El Sistema cumple la reglamentación nacional Código técnico de la Edificación (CTE) aprobado enReal Decreto nº 314/2006 siendo el Sistema apto para su uso expuesto y oculto al cumplir lascondiciones de comportamiento ante el fuego de los prouctos de la construcción y de los elem-tos constructivos tal como se indica en la Tabla 4.1 Clases de reacción al fuego de los elementosconstructivos, decorativos y de mobiliario, del Documento Básico de Seguridad en caso deIncendio: propagación Interior (DB-SI1) don se indica la clasificación europea necesaria para su uti-lización. (La clasificación de reacción al fuego según la obtenida tras los ensayos del LaboratorioAFITI LICOF en su informe nº 1643T08 es B-s1,d0.)
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:48 Uhr Seite 10

Instalación -Técnica de la fusión
Mediante la fusión del tubo y del accesorio, el plástico se funde formando una unidad homogénea.
El tubo y el accesorio se calientan con ayuda de las herramientas previstaspara ello y se unen a continuación. ¡Listo!
El doble grosor de material en el punto de unión se traduce en doble segu-ridad en este punto crítico de un sistema de tuberías.
Gracias a la técnica de fusión de aquatherm se crea rápida y fácilmente una unión estanca a largo plazo.
GENERAL
9
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:48 Uhr Seite 11
Instalación -Derivaciones en asiento
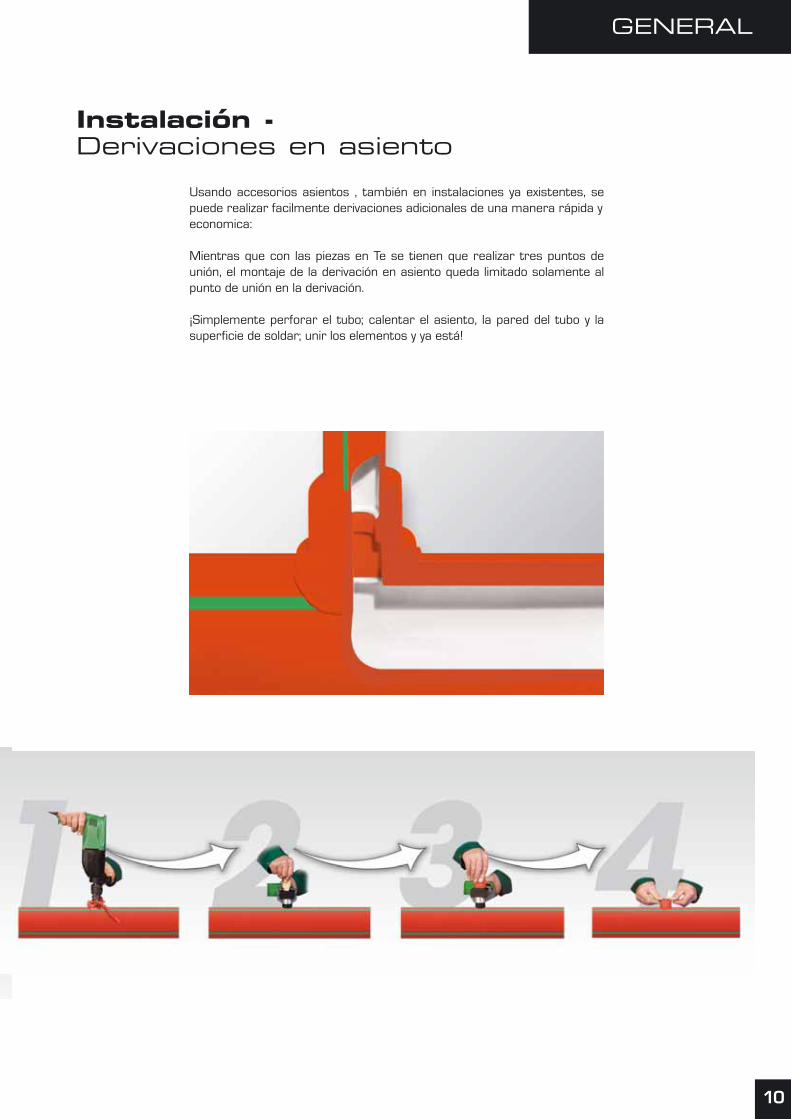
Usando accesorios asientos , también en instalaciones ya existentes, sepuede realizar facilmente derivaciones adicionales de una manera rápida y economica:
Mientras que con las piezas en Te se tienen que realizar tres puntos deunión, el montaje de la derivación en asiento queda limitado solamente alpunto de unión en la derivación.
¡Simplemente perforar el tubo; calentar el asiento, la pared del tubo y lasuperficie de soldar; unir los elementos y ya está!
GENERAL
10
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:48 Uhr Seite 12
11
TÉCNICA
Manipulación
Transporte y almacenaje
Las tuberías pueden cargarse y descargarse a cualquier temperatura exte-rior. El almacén debe contar con un lugar en el que los tubos siempre pue-dan estar apoyados horizontalmente en toda su longitud. Tanto en el alma-cenaje como en el transporte siempre se ha de evitar doblar los tubos.
Cuando las temperaturas son inferiores a 0ºC siempre existe la posibilidadde que los tubos sean dañados al recibir fuertes golpes. Por ello, hay quetratar con cuidado el material cuando las temperaturas sean bajas. Aúnquela tubería firestop es muy resistente, hay que tratarla siempre cuidadosa-mente bajo estas condiciones.
Resistencia a la radiación UV
Las tuberías de fusiolen® PPP-R no se deben instalar (sin protección) cuan-do estén expuestas a los rayos UV. Las tuberías y accesorios firestop estánprovistos de un estabilizador de la radiación UV para cubrir el periodo detransporte y de montaje. Los rayos UV ejercen siempre alguna influenciasobre los materiales plásticos polímeros. Por ello, se ha de evitar un alma-cenamiento prolongado y desprotegido al aire libre. ¡El tiempo máximo e almacenaje (al aire libre) es 6 meses!
Pasamuros de protección
Para las tuberías firestop son adecuados todos los sistemas de pasamuroscontra incendios con la oportuna homologación. Como protección ideal con-tra el fuego para el sistema de tuberías firestop, aquatherm recomienda laprotección Conlit de la empresa Rockwool®.
Las siguientes empresas ofrecen soluciones:
1. BIS Walraven GmbHKarl von Lindestr. 2295447 BayreuthTel: 0921 7560-0Fax: 0921 7560-11Internet: www.walraven.de
2. Deutsche Rockwool Mineralwolle GmbH & Co.OHGPostfach 207 45952 GladbeckTel: 02043 408-0 Fax: 02043 408-444 Internet: www.rockwool.de
3. Doyma GmbH u.Co Industriestr. 43-5728876 OytenTel: 04207 9166-0 Fax: 04207 9166-199 Internet: www.doyma.de
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:48 Uhr Seite 13
TÉCNICA
12
Manipulación
Reparaciones posteriores:
Cortar la parte dañada y montar como si fuera nueva instalación o bién arreglarla mediante el tapón de reparación (pág. 36).
Resistencia química
El buen comportamiento a los productos químicos es una de las propieda-des más destacables del sistema de tuberías firestop. Sin embargo, laresistencia a los productos químicos de las piezas de transición firestopcon roscas de latón no es comparable al de las que son sólo de PP. En casode fluidos distintos al agua se recomienda solicitara aquatherm un informede comportamiento a dichos medios.
Utilizar el formulario „Solicitud de información sobre el comportamiento a los productos químicos“ que se adjunta en el apéndice.
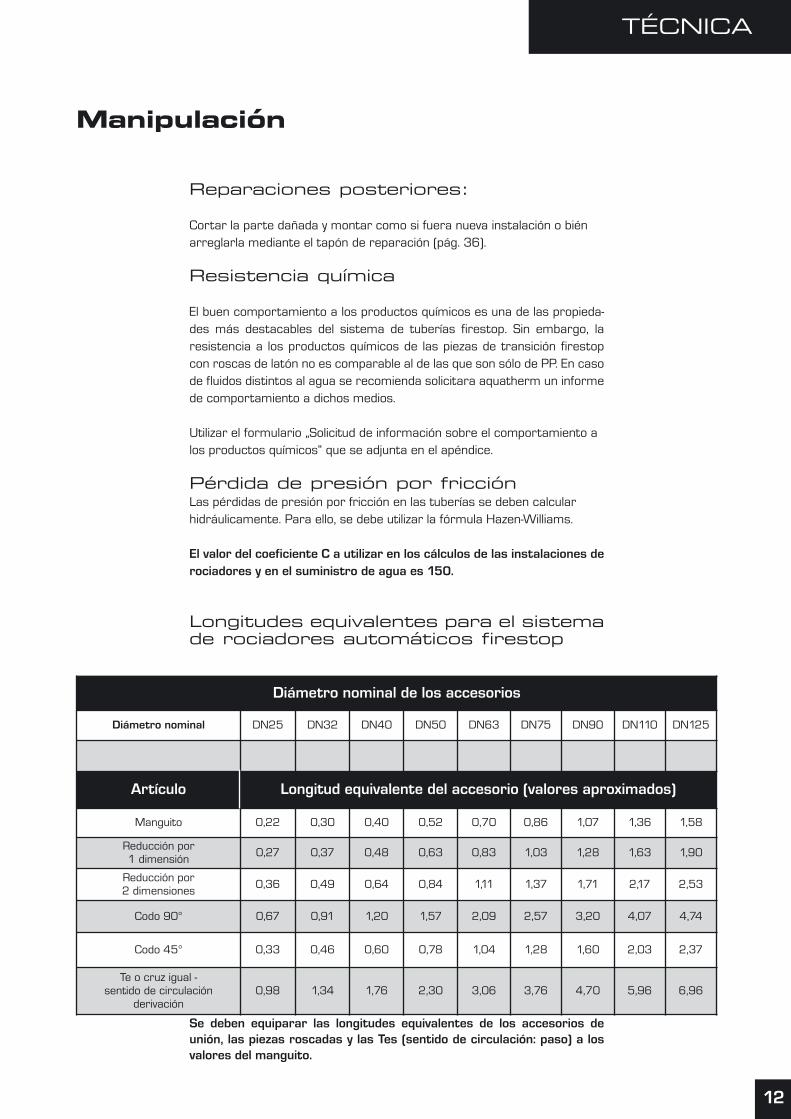
Pérdida de presión por fricción Las pérdidas de presión por fricción en las tuberías se deben calcular hidráulicamente. Para ello, se debe utilizar la fórmula Hazen-Williams.
El valor del coeficiente C a utilizar en los cálculos de las instalaciones derociadores y en el suministro de agua es 150.
Longitudes equivalentes para el sistema de rociadores automáticos firestop
Se deben equiparar las longitudes equivalentes de los accesorios deunión, las piezas roscadas y las Tes (sentido de circulación: paso) a losvalores del manguito.
Diámetro nominal de los accesorios
Diámetro nominal DN25 DN32 DN40 DN50 DN63 DN75 DN90 DN110 DN125
Artículo Longitud equivalente del accesorio (valores aproximados)
Manguito 0,22 0,30 0,40 0,52 0,70 0,86 1,07 1,36 1,58
Reducción por 1 dimensión 0,27 0,37 0,48 0,63 0,83 1,03 1,28 1,63 1,90
Reducción por 2 dimensiones 0,36 0,49 0,64 0,84 1,11 1,37 1,71 2,17 2,53
Codo 90° 0,67 0,91 1,20 1,57 2,09 2,57 3,20 4,07 4,74
Codo 45° 0,33 0,46 0,60 0,78 1,04 1,28 1,60 2,03 2,37
Te o cruz igual - sentido de circulación
derivación0,98 1,34 1,76 2,30 3,06 3,76 4,70 5,96 6,96
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:48 Uhr Seite 14
d i d
s
13
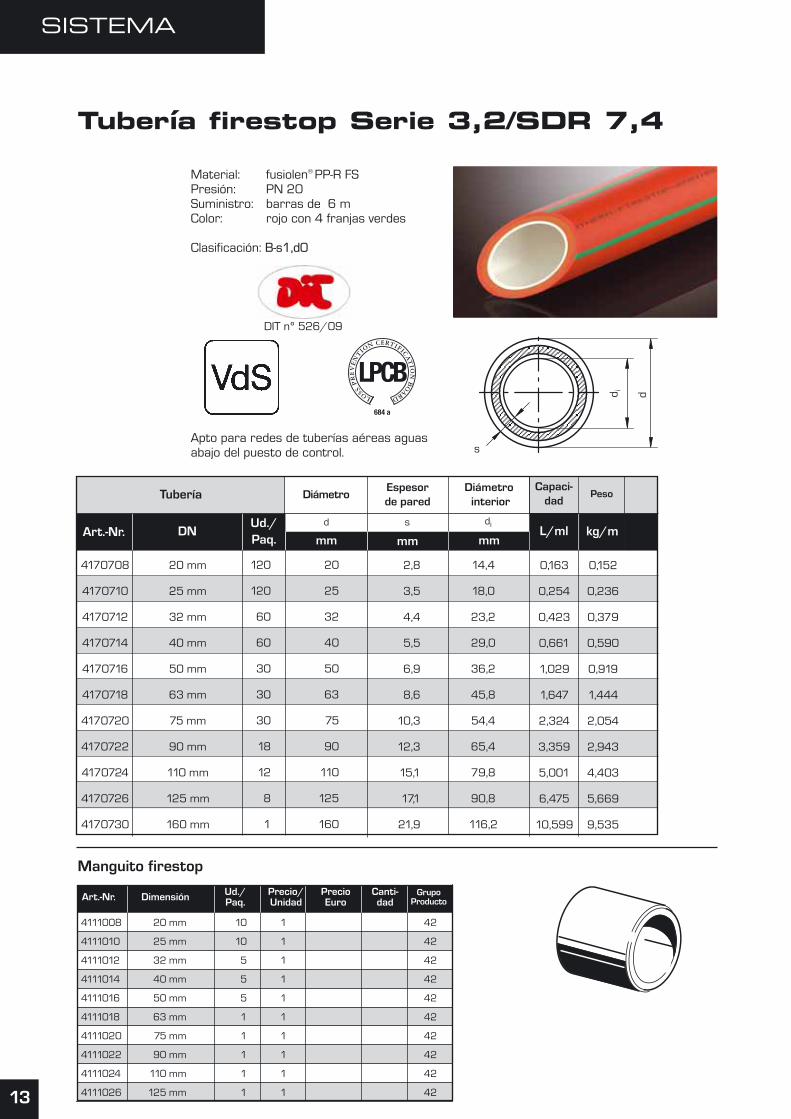
Material: fusiolen® PP-R FSPresión: PN 20Suministro: barras de 6 mColor: rojo con 4 franjas verdes
Clasificación: B-s1,d0
Apto para redes de tuberías aéreas aguasabajo del puesto de control.
Tubería firestop Serie 3,2/SDR 7,4
Manguito firestop
4111008 20 mm 10 1 42
4111010 25 mm 10 1 42
4111012 32 mm 5 1 42
4111014 40 mm 5 1 42
4111016 50 mm 5 1 42
4111018 63 mm 1 1 42
4111020 75 mm 1 1 42
4111022 90 mm 1 1 42
4111024 110 mm 1 1 42
4111026 125 mm 1 1 42
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoProductoArt.-Nr. Dimensión Canti-
dad
Peso
Art.-Nr. DNUd./Paq.
d
DiámetroTubería Espesorde pared
Diámetrointerior
mm mm mm
s di
Capaci-dad
kg/mL/ml
SISTEMA
4170708
4170710
4170712
4170714
4170716
4170718
4170720
4170722
4170724
4170726
4170730
20 mm
25 mm
32 mm
40 mm
50 mm
63 mm
75 mm
90 mm
110 mm
125 mm
160 mm
120
120
60
60
30
30
30
18
12
8
1
20
25
32
40
50
63
75
90
110
125
160
2,8
3,5
4,4
5,5
6,9
8,6
10,3
12,3
15,1
17,1
21,9
14,4
18,0
23,2
29,0
36,2
45,8
54,4
65,4
79,8
90,8
116,2
0,163
0,254
0,423
0,661
1,029
1,647
2,324
3,359
5,001
6,475
10,599
0,152
0,236
0,379
0,590
0,919
1,444
2,054
2,943
4,403
5,669
9,535
LPCB684 a
DIT nº 526/09
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:48 Uhr Seite 15
14
Reducción macho/hembra firestop
4111112 25 / 20 mm 10 1 42
4111116 32 / 25 mm 5 1 42
4111122 40 / 32 mm 5 1 42
4111124 50 / 20 mm 5 1 42
4111128 50 / 32 mm 5 1 42
4111130 50 / 40 mm 5 1 42
4111131 63 / 20 mm 1 1 42
4111138 63 / 50 mm 1 1 42
4111140 75 / 50 mm 1 1 42
4111142 75 / 63 mm 1 1 42
4111152 90 / 63 mm 1 1 42
4111153 90 / 75 mm 1 1 42
4111155 110 / 63 mm 1 1 42
4111159 110 / 90 mm 1 1 42
4111163 125 / 90 mm 1 1 42
4111165 125 / 110 mm 1 1 42
4111177 160 / 125 mm 1 1 42
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoProductoArt. Nrº Dimensión Canti-
dad
Codo 90° firestop
4112108 20 mm 10 1 42
4112110 25 mm 10 1 42
4112112 32 mm 5 1 42
4112114 40 mm 5 1 42
4112116 50 mm 5 1 42
4112118 63 mm 1 1 42
4112120 75 mm 1 1 42
4112122 90 mm 1 1 42
4112124 110 mm 1 1 42
4112126 125 mm 1 1 42
4112131 160 mm 1 1 42
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoProductoArt. Nº Dimensión Canti-
dad
Reducción hembra/hembra firestop
4111238 63/50 mm 1 1 42
4111242 75/63 mm 1 1 42
4111253 90/75 mm 1 1 42
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoProductoArt. Nº Dimensión Canti-
dad
PRODUCTOS
Codo 90º macho/hembra firestop
4112308 20 mm m/h 10 1 42
4112310 25 mm m/h 10 1 42
4112312 32 mm m/h 5 1 42
4112314 40 mm m/h 5 1 42
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoproductoArt. Nº Dimensión Canti-
dad
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:48 Uhr Seite 16
15
Te igual firestop
4113108 20 mm 10 1 42
4113110 25 mm 10 1 42
4113112 32 mm 5 1 42
4113114 40 mm 5 1 42
4113116 50 mm 5 1 42
4113118 63 mm 1 1 42
4113120 75 mm 1 1 42
4113122 90 mm 1 1 42
4113124 110 mm 1 1 42
4113126 125 mm 1 1 42
4113131 160 mm 1 1 42
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoproductoArt. Nº Dimensión Canti-
dad
Codo 45° macho/hembra firestop
4112708 20 mm m/h 10 1 42
4112710 25 mm m/h. 10 1 42
4112712 32 mm m/h 5 1 42
4112714 40 mm m/h 5 1 42
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoProductoArt. Nº Dimensión Canti-
dad
Codo 45° firestop
Ud./Paq.
4112508 20 mm 10 1 42
4112510 25 mm 10 1 42
4112512 32 mm 5 1 42
4112514 40 mm 5 1 42
4112516 50 mm 5 1 42
4112518 63 mm 1 1 42
4112520 75 mm 1 1 42
4112522 90 mm 1 1 42
4112524 110 mm 1 1 42
4112526 125 mm 1 1 42
4112530 160 mm 1 1 42
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoProductoArt. Nº Dimensión Canti-
dad
Te reducida firestop
Art. Nº
4113511 20 x 25 x 20 mm 10 1 42
4113520 25 x 20 x 20 mm 10 1 42
4113522 25 x 20 x 25 mm 10 1 42
4113532 32 x 20 x 20 mm 5 1 42
4113534 32 x 20 x 32 mm 5 1 42
4113540 32 x 25 x 32 mm 5 1 42
4113546 40 x 32 x 40 mm 5 1 42
4113550 50 x 32 x 50 mm 5 1 42
4113551 50 x 40 x 50 mm 5 1 42
4113556 63 x 32 x 63 mm 1 1 42
4113558 63 x 40 x 63 mm 1 1 42
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoproductoDimensión Canti-
dad
SISTEMA
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:48 Uhr Seite 17
16
4113558 63 x 40 x 63 mm 1 1 42
4113560 63 x 50 x 63 mm 1 1 42
4113568 75 x 50 x 75 mm 1 1 42
4113570 75 x 63 x 75 mm 1 1 42
4113580 90 x 50 x 90 mm 1 1 42
4113582 90 x 63 x 90 mm 1 1 42
4113584 90 x 75 x 90 mm 1 1 42
4113586 110 x 63 x 110 mm 1 1 42
4113588 110 x 75 x 110 mm 1 1 42
4113590 110 x 90 x 110 mm 1 1 42
4113592 125 x 75 x 125 mm 1 1 42
4113594 125 x 90 x 125 mm 1 1 42
4113596 125 x 110 x 125 mm 1 1 42
4113602 160 x 90 x 160 mm 1 1 42
Art. Nº PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoproductoDimensión Canti-
dad
Cruz igual firestop
4113712 32 mm 5 1 42
4113714 40 mm 5 1 42
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoProductoArt. Nº Dimensión Canti-
dad
Cruz reducida firestop
4113750 50/32 mm 1 1 42
4113756 63/32 mm 1 1 42
4113758 63/40 mm 1 1 42
4113758 63/40 mm 1 1 42
4113764 75/32 mm 1 1 42
4113766 75/40 mm 1 1 42
4113768 75/50 mm 1 1 42
4113776 90/50 mm 1 1 42
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoProductoArt. Nº Dimensión Canti-
dad
Te reducida firestop
4114108 20 mm 10 1 42
4114110 25 mm 10 1 42
4114112 32 mm 5 1 42
4114114 40 mm 5 1 42
4114116 50 mm 5 1 42
4114118 63 mm 1 1 42
4114120 75 mm 1 1 42
4114122 90 mm 1 1 42
4114124 110 mm 1 1 42
4114126 125 mm 1 1 42
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoProductoArt. Nº Dimensión Canti-
dad
Tapón firestop
PRODUCTOS
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:48 Uhr Seite 18
17
PRODUCTOS
Derivación en asiento firestop
4115156 40/20 mm 5 1 42
4115158 40/25 mm 5 1 42
4115160 50/20 mm 5 1 42
4115162 50/25 mm 5 1 42
4115164 63/20 mm 5 1 42
4115166 63/25 mm 5 1 42
4115168 63/32 mm 5 1 42
4115170 75/20 mm 5 1 42
4115172 75/25 mm 5 1 42
4115174 75/32 mm 5 1 42
4115175 75/40 mm 5 1 42
4115176 90/20 mm 5 1 42
4115178 90/25 mm 5 1 42
4115180 90/32 mm 5 1 42
4115181 90/40 mm 5 1 42
4115182 110/20 mm 5 1 42
4115184 110/25 mm 5 1 42
4115186 110/32 mm 5 1 42
4115188 110/40 mm 5 1 42
4115189 110/50 mm 5 1 42
4115190 125/20 mm 5 1 42
4115192 125/25 mm 5 1 42
4115194 125/32 mm 5 1 42
4115196 125/40 mm 5 1 42
4115197 125/50 mm 5 1 42
4115198 125/63 mm 5 1 42
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoProductoArt. Nº Dimensión Canti-
dad
Con asiento soldable y empotramientoadicional para la fusión con el tubo.
Para matrices de soldar derivacionesen asiento firestop veáse pág. 20.
➟ MatricesArt. N° 50614 - 50680
➟ Broca fusiotherm®Art. N° 50940, 50941, 50942,50944, 50946, 50948
Tapón de latón firestop
4114185 1/2" 25 1 42
4114186 3/4" 25 1 42
4114187 1" 25 1 42
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoProductoArt. Nº Dimensión Canti-
dad
Tapa de la cápsula firestop de protección del rociador
4114180 - 25 1 42
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoProductoArt. Nº Dimensión Canti-
dad
Cápsula firestop de protección del rociador
4114181 1/2” 25 1 42
4114182 3/4” 25 1 42
4114183 1” 25 1 42
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoProductoArt. Nº Dimensión Canti-
dad
* para rociadores ocultos
4115210 160/32 mm 5 1 42
4115212 160/40 mm 5 1 42
4115214 160/50 mm 5 1 42
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:48 Uhr Seite 19
18
PRODUCTOS
Brida loca de acero firestop recubierta de PP
Art.-No. DimensiónUd./Paq.
Precio/Unidad
Precio/Euro
Canti-dad
Grupo delProducta
4115712 32 mm 1 1 1 42
4115714 40 mm 1 1 1 42
4115716 50 mm 1 1 1 42
4115718 63 mm 1 1 1 42
4115720 75 mm 1 1 1 42
4115722 90 mm 1 1 1 42
4115724 110 mm 1 1 1 42
4115726 125 mm 1 1 1 42
4115730 160 mm 1 1 1 42
Acoplamiento desmontable de tuberías firestop
con 2 casquillos y junta
4115812 32 mm 1 1 42
4115814 40 mm 1 1 42
4115816 50 mm 1 1 42
4115818 63 mm 1 1 42
4115820 75 mm 1 1 42
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoProductoArt. Nº Dimensión Canti-
dad
Codo placa de superficie firestop
4120108 20 x 1/2" RH 10 1 42
4120112 25 x 3/4" RH 10 1 42
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoProductoArt. Nº Dimensión Canti-
dad
Cuello para embridar firestop con junta
4115512 32 mm 1 1 42
4115514 40 mm 1 1 42
4115516 50 mm 1 1 42
4115518 63 mm 1 1 42
4115520 75 mm 1 1 42
4115522 90 mm 1 1 42
4115524 110 mm 1 1 42
4115527 125 mm 1 1 42
4115531 160 mm 1 1 42
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoProductoArt. Nº Dimensión Canti-
dad
Entronque recto firestop rosca hembra, apriete estriado
4121008 20 x 1/2” 10 1 42
4121011 25 x 1/2” 10 1 42
4121012 25 x 3/4” 10 1 42
4121013 32 x 3/4” 10 1 42
4121014 32 x 1/2” 10 1 42
4121016 40 x 1/2” 10 1 42
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoProductoArt. Nº Dimensión Canti-
dad
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:48 Uhr Seite 20
19
PRODUCTOS
4123008 20 x 3/4" RH 10 1 42
4123010 20 x 1/2" RH 10 1 42
4123012 25 x 3/4" RH 10 1 42
4123014 25 x 1/2" RH 10 1 42
4123015 32 x 1/2" RH 5 1 42
4123016 32 x 3/4" RH 5 1 42
4123018 32 x 1" RH 5 1 42
4123020 40 x 1/2" RH 5 1 42
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoProductoArt. Nº Dimensión Canti-
dad
Entronque codo firestop rosca hembra
4121308 20 x 1/2" RM 10 1 42
4121310 20 x 3/4" RM 10 1 42
4121311 25 x 1/2" RM 10 1 42
4121312 25 x 3/4" RM 10 1 42
4121313 32 x 3/4" RM 10 1 42
4121314 32 x 1" RM 5 1 42
4121316 32 x 11/4" RM 5 1 42
4121317 40 x 1" RM 5 1 42
4121318 40 x 11/4" RM 5 1 42
4121319 50 x 11/4" RM 5 1 42
4121320 50 x 11/2" RM 5 1 42
4121321 63 x 11/2" RM 1 1 42
4121322 63 x 2" RM 1 1 42
4121323 75 x 2" RM 1 1 42
4121324 75 x 21/2" RM 1 1 42
4121325 90 x 3" RM 1 1 42
4121327 110 x 4" RM 1 1 42
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoProductoArt. Nº Dimensión Canti-
dad
Entronque recto firestop rosca macho, apriete con cuello hexagonal
Entronque recto firestop rosca hembra, apriete con cuello hexagonal
4121108 20 x 1/2" RH 10 1 42
4121110 20 x 3/4" RH 10 1 42
4121111 25 x 1/2" RH 10 1 42
4121112 25 x 3/4" RH 10 1 42
4121113 32 x 3/4" RH 10 1 42
4121114 32 x 1" RH 10 1 42
4121115 40 x 1" RH 5 1 42
4121116 40 x 11/4" RH 5 1 42
4121117 50 x 11/4" RH 5 1 42
4121118 50 x 11/2" RH 5 1 42
4121119 63 x 11/2" RH 5 1 42
4121120 63 x 2" RH 5 1 42
4121122 75 x 2" RH 1 1 42
4121153 32 x 1/2" RH 1 1 42
4121154 40 x 1/2" RH 1 1 42
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoProductoArt. Nº Dimensión Canti-
dad
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:48 Uhr Seite 21
Los accesorios metálicos firestop están fabricados de
material fusiolen PP-R ® FS y latón.
4127010 Tuerca R 1" x 20 mm 10 1 42
4127012 Tuerca R 11/4" x 25 mm 10 1 42
4127014 Tuerca R 11/2" x 32 mm 5 1 42
4127016 Tuerca R 2" x 40 mm 5 1 42
4127018 Tuerca R 21/4" x 50 mm 5 1 42
4127020 Tuerca R 23/4" x 63 mm 1 1 42
4127022 Tuerca R 31/2" x 75 mm 1 1 42
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoproductoArt. Nº Dimensión Canti-
dad
Racor loco recto firestop rosca hembra
Norma ISO
Racor de enlace firestop rosca macho
Norma ISO
4127310 20 mm x 1" RM 10 1
4127312 25 mm x 11/4" RM 10 1
4127314 32 mm x 11/2" RM 5 1
4127316 40 mm x 2" RM 5 1
4127318 50 mm x 21/4" RM 5 1
4127320 63 mm x 23/4" RM 1 1
4127322 75 mm x 31/2" RM 1 1
PrecioEuro
Ud./Paq.
Precio/UnidadArt. Nº Dimensión Canti-
dad
42
42
42
42
42
42
42
GrupoProducto
20
PRODUCTOS
Te de transición firestop rosca hembra
4125006 20 x 1/2" x 20 10 1 42
4125008 20 x 3/4" x 20 10 1 42
4125010 25 x 1/2" x 25 10 1 42
4125012 25 x 3/4" x 25 10 1 42
4125013 32 x 1/2" x 32 5 1 42
4125014 32 x 3/4" x 32 5 1 42
4125016 32 x 1" x 32 5 1 42
4125018 40 x 1/2" x 40 5 1 42
4125022 50 x 1" x 50 5 1 42
4125024 50 x 11/4" x 50 5 1 42
Precio/Euro
Ud./Paq.
Precio/Unidad
Grupo-ProductoArt. Nº Dimensión Canti-
dad
4126708 20 mm/Tuerca R 1" 1 1 42
4126710 25 mm/Tuerca R 11/4" 1 1 42
4126712 32 mm/Tuerca R 11/2" 1 1 42
4126714 40 mm/Tuerca R 2" 1 1 42
4126716 50 mm/Tuerca R 21/4" 1 1 42
4126717 50 mm/Tuerca R 21/2" 1 1 42
4126718 63 mm/Tuerca R 23/4" 1 1 42
4126720 75 mm/Tuerca R 31/2" 1 1 42
4126722 90 mm/Tuerca R 4" 1 1 42
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoProductoArt. Nº Dimensión Canti-
dad
Unión firestop rosca hembra
Longitud: 100 mm, con tuerca móvil y junta
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:48 Uhr Seite 22
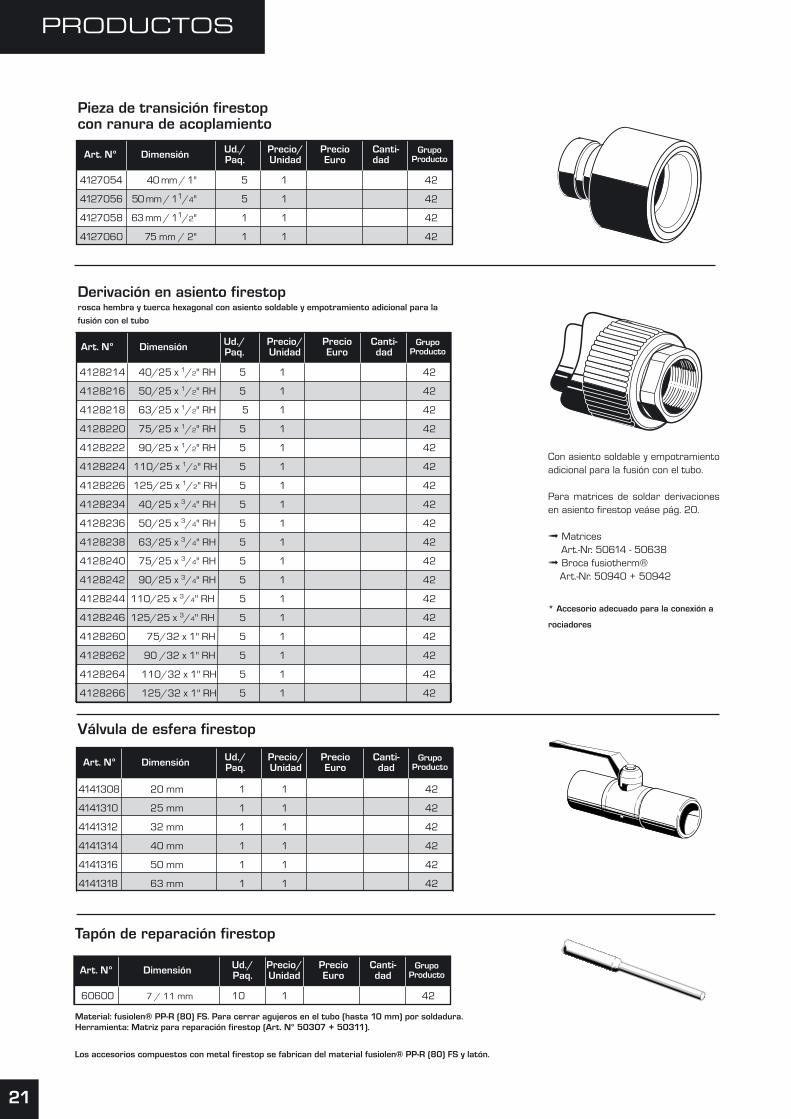
4127054 40 mm / 1" 5 1 42
4127056 50 mm / 11/4" 5 1 42
4127058 63 mm / 11/2" 1 1 42
4127060 75 mm / 2" 1 1 42
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoProductoArt. Nº Dimensión Canti-
dad
Pieza de transición firestop con ranura de acoplamiento
21
PRODUCTOS
Derivación en asiento firestop rosca hembra y tuerca hexagonal con asiento soldable y empotramiento adicional para la
fusión con el tubo
4128214 40/25 x 1/2" RH 5 1 42
4128216 50/25 x 1/2" RH 5 1 42
4128218 63/25 x 1/2" RH 5 1 42
4128220 75/25 x 1/2" RH 5 1 42
4128222 90/25 x 1/2" RH 5 1 42
4128224 110/25 x 1/2" RH 5 1 42
4128226 125/25 x 1/2" RH 5 1 42
4128234 40/25 x 3/4" RH 5 1 42
4128236 50/25 x 3/4" RH 5 1 42
4128238 63/25 x 3/4" RH 5 1 42
4128240 75/25 x 3/4" RH 5 1 42
4128242 90/25 x 3/4" RH 5 1 42
4128244 110/25 x 3/4" RH 5 1 42
4128246 125/25 x 3/4" RH 5 1 42
4128260 75/32 x 1" RH 5 1 42
4128262 90 /32 x 1" RH 5 1 42
4128264 110/32 x 1" RH 5 1 42
4128266 125/32 x 1" RH 5 1 42
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoProductoArt. Nº Dimensión Canti-
dad
Con asiento soldable y empotramientoadicional para la fusión con el tubo.
Para matrices de soldar derivacionesen asiento firestop veáse pág. 20.
➟ MatricesArt.-Nr. 50614 - 50638
➟ Broca fusiotherm®Art.-Nr. 50940 + 50942
* Accesorio adecuado para la conexión a
rociadores
4141308 20 mm 1 1 42
4141310 25 mm 1 1 42
4141312 32 mm 1 1 42
4141314 40 mm 1 1 42
4141316 50 mm 1 1 42
4141318 63 mm 1 1 42
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoProductoArt. Nº Dimensión Canti-
dad
Válvula de esfera firestop
60600 7 / 11 mm 10 1 42
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoProductoArt. Nº Dimensión Canti-
dad
Tapón de reparación firestop
Material: fusiolen® PP-R (80) FS. Para cerrar agujeros en el tubo (hasta 10 mm) por soldadura.Herramienta: Matriz para reparación firestop (Art. N° 50307 + 50311).
Los accesorios compuestos con metal firestop se fabrican del material fusiolen® PP-R (80) FS y latón.
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:48 Uhr Seite 23
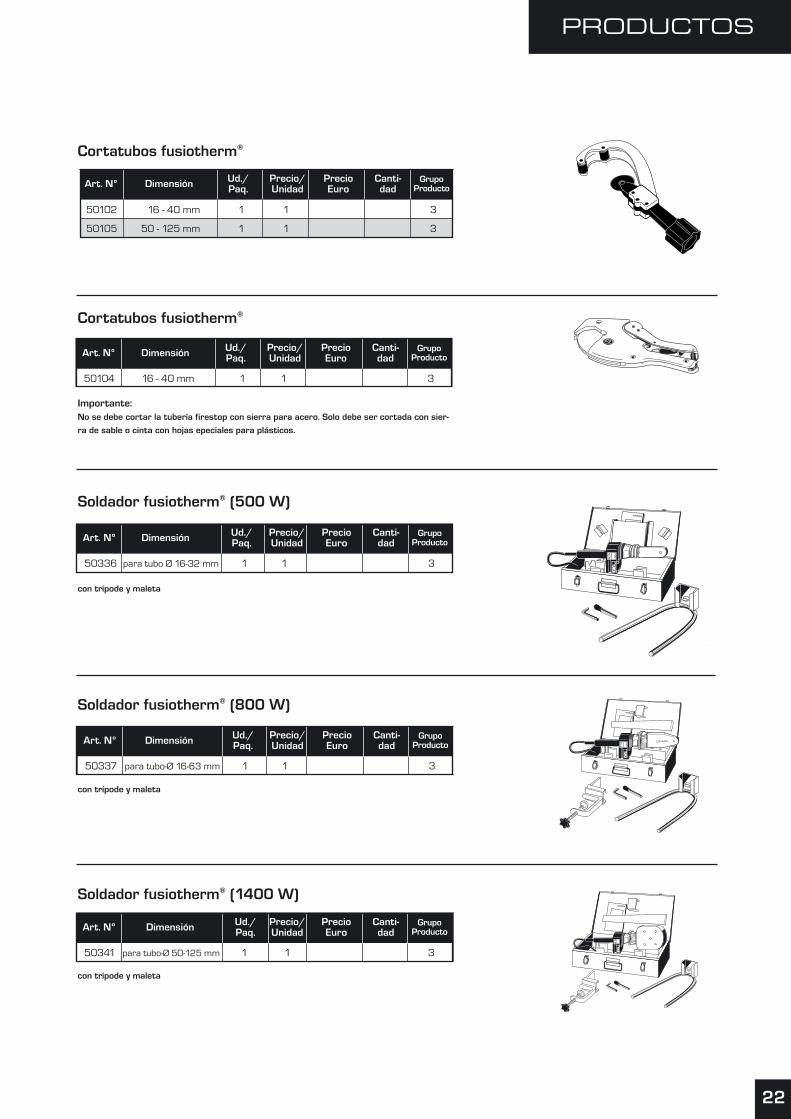
50102 16 - 40 mm 1 1 3
50105 50 - 125 mm 1 1 3
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoProductoArt. Nº Dimensión Canti-
dad
Cortatubos fusiotherm®
50104 16 - 40 mm 1 1 3
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoProductoArt. Nº Dimensión Canti-
dad
Cortatubos fusiotherm®
22
PRODUCTOS
50336 para tubo Ø 16-32 mm 1 1 3
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoProductoArt. Nº Dimensión Canti-
dad
Soldador fusiotherm® (500 W)fusiotherm
aquatherm
con trípode y maleta
50337 para tubo-Ø 16-63 mm 1 1 3
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoProductoArt. Nº Dimensión Canti-
dad
Soldador fusiotherm® (800 W) fusiotherm
aquatherm
50341 para tubo-Ø 50-125 mm 1 1 3
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoProductoArt. Nº Dimensión Canti-
dad
Soldador fusiotherm® (1400 W) fusiotherm
aquatherm
con trípode y maleta
con trípode y maleta
Importante:No se debe cortar la tubería firestop con sierra para acero. Solo debe ser cortada con sier-
ra de sable o cinta con hojas epeciales para plásticos.
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:48 Uhr Seite 24
23
PRODUCTOS
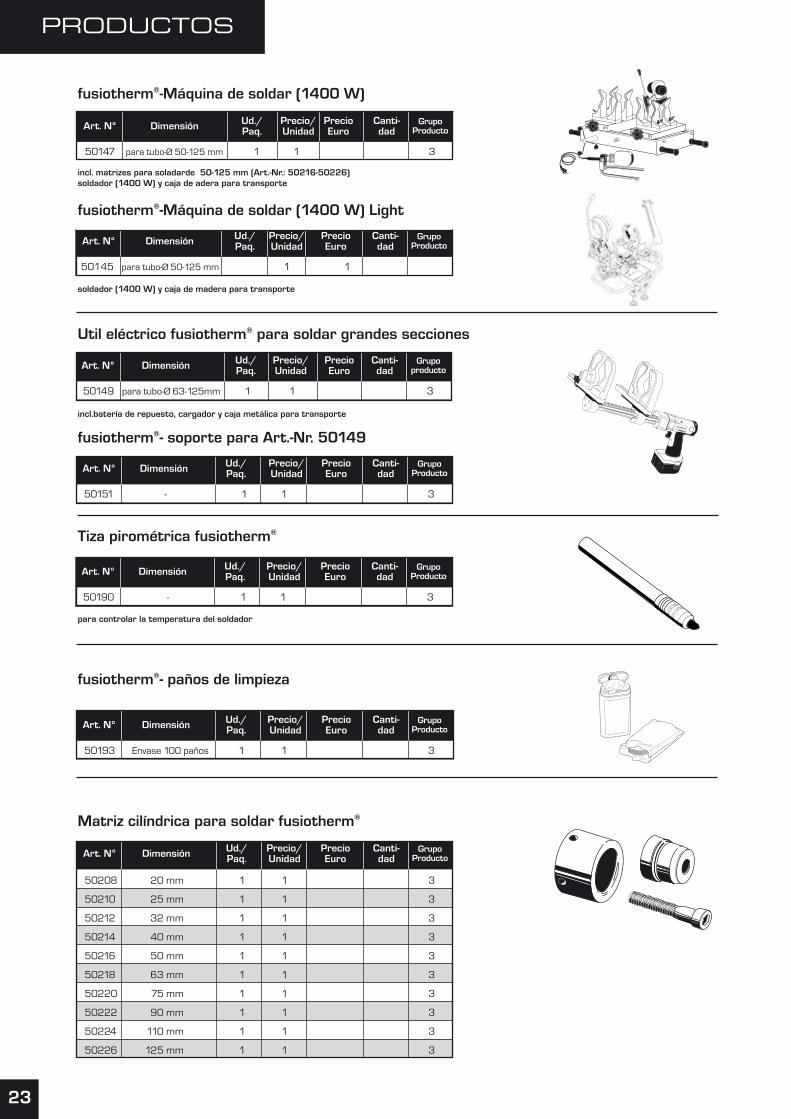
50190 - 1 1 3
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoProductoArt. Nº Dimensión Canti-
dad
Tiza pirométrica fusiotherm®
para controlar la temperatura del soldador
incl.batería de repuesto, cargador y caja metálica para transporteaquatherm
50149 para tubo-Ø 63-125mm 1 1 3
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoproductoArt. Nº Dimensión Canti-
dad
Util eléctrico fusiotherm® para soldar grandes secciones
50208 20 mm 1 1 3
50210 25 mm 1 1 3
50212 32 mm 1 1 3
50214 40 mm 1 1 3
50216 50 mm 1 1 3
50218 63 mm 1 1 3
50220 75 mm 1 1 3
50222 90 mm 1 1 3
50224 110 mm 1 1 3
50226 125 mm 1 1 3
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoProductoArt. Nº Dimensión Canti-
dad
Matriz cilíndrica para soldar fusiotherm®
50147 para tubo-Ø 50-125 mm 1 1 3
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoProductoArt. Nº Dimensión Canti-
dad
fusiotherm®-Máquina de soldar (1400 W)
aquatherm
incl. matrizes para soladarde 50-125 mm (Art.-Nr.: 50216-50226)soldador (1400 W) y caja de adera para transporte
50145 para tubo-Ø 50-125 mm 1 1
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoProductoArt. Nº Dimensión Canti-
dad
fusiotherm®-Máquina de soldar (1400 W) Light
soldador (1400 W) y caja de madera para transporte
50151 - 1 1 3
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoProductoArt. Nº Dimensión Canti-
dad
fusiotherm®- soporte para Art.-Nr. 50149
50193 Envase 100 paños 1 1 3
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoProductoArt. Nº Dimensión Canti-
dad
fusiotherm®- paños de limpieza
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:48 Uhr Seite 25
PRODUCTOS
24
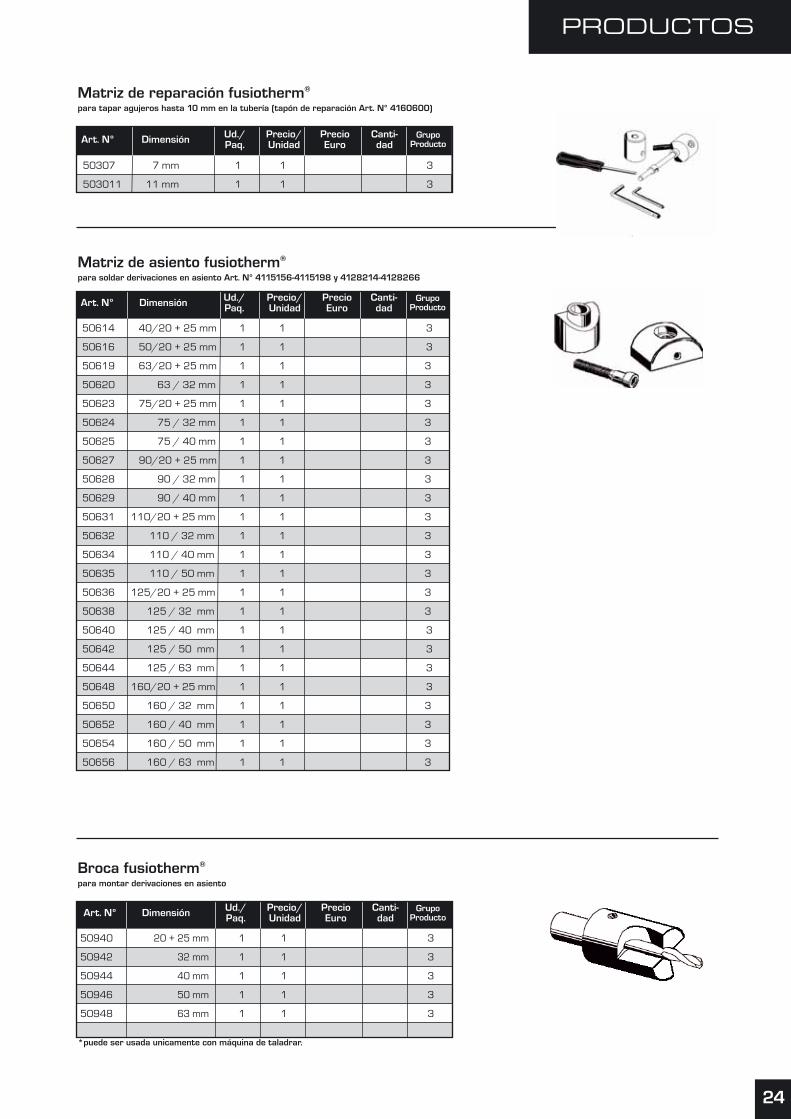
50940 20 + 25 mm 1 1 3
50942 32 mm 1 1 3
50944 40 mm 1 1 3
50946 50 mm 1 1 3
50948 63 mm 1 1 3
PrecioEuro
Ud./Paq.
Precio/UnidadArt. Nº Dimensión Canti-
dadGrupo
Producto
Broca fusiotherm®
para montar derivaciones en asiento
50614 40/20 + 25 mm 1 1 3
50616 50/20 + 25 mm 1 1 3
50619 63/20 + 25 mm 1 1 3
50620 63 / 32 mm 1 1 3
50623 75/20 + 25 mm 1 1 3
50624 75 / 32 mm 1 1 3
50625 75 / 40 mm 1 1 3
50627 90/20 + 25 mm 1 1 3
50628 90 / 32 mm 1 1 3
50629 90 / 40 mm 1 1 3
50631 110/20 + 25 mm 1 1 3
50632 110 / 32 mm 1 1 3
50634 110 / 40 mm 1 1 3
50635 110 / 50 mm 1 1 3
50636 125/20 + 25 mm 1 1 3
50638 125 / 32 mm 1 1 3
50640 125 / 40 mm 1 1 3
50642 125 / 50 mm 1 1 3
50644 125 / 63 mm 1 1 3
50648 160/20 + 25 mm 1 1 3
50650 160 / 32 mm 1 1 3
50652 160 / 40 mm 1 1 3
50654 160 / 50 mm 1 1 3
50656 160 / 63 mm 1 1 3
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoProductoArt. Nº Dimensión Canti-
dad
Matriz de asiento fusiotherm®
para soldar derivaciones en asiento Art. N° 4115156-4115198 y 4128214-4128266
50307 7 mm 1 1 3
503011 11 mm 1 1 3
PrecioEuro
Ud./Paq.
Precio/Unidad
GrupoProductoArt. Nº Dimensión Canti-
dad
Matriz de reparación fusiotherm®
para tapar agujeros hasta 10 mm en la tubería (tapón de reparación Art. N° 4160600)
*puede ser usada unicamente con máquina de taladrar.
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:48 Uhr Seite 26
25
TÉCNICA
Parte A Fusión: Montaje de las matrices
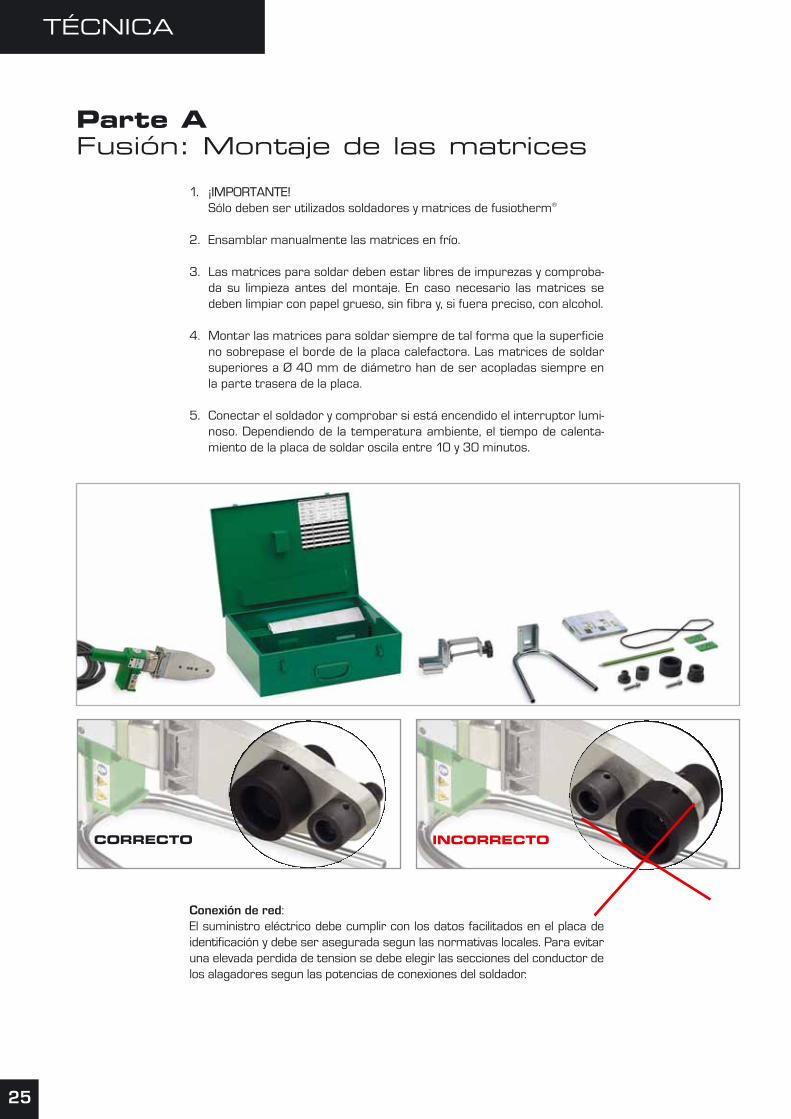
1. ¡IMPORTANTE!Sólo deben ser utilizados soldadores y matrices de fusiotherm®
2. Ensamblar manualmente las matrices en frío.
3. Las matrices para soldar deben estar libres de impurezas y comproba-da su limpieza antes del montaje. En caso necesario las matrices sedeben limpiar con papel grueso, sin fibra y, si fuera preciso, con alcohol.
4. Montar las matrices para soldar siempre de tal forma que la superficieno sobrepase el borde de la placa calefactora. Las matrices de soldarsuperiores a Ø 40 mm de diámetro han de ser acopladas siempre enla parte trasera de la placa.
5. Conectar el soldador y comprobar si está encendido el interruptor lumi-noso. Dependiendo de la temperatura ambiente, el tiempo de calenta-miento de la placa de soldar oscila entre 10 y 30 minutos.
Conexión de red:El suministro eléctrico debe cumplir con los datos facilitados en el placa deidentificación y debe ser asegurada segun las normativas locales. Para evitaruna elevada perdida de tension se debe elegir las secciones del conductor delos alagadores segun las potencias de conexiones del soldador.
CORRECTO INCORRECTO
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:48 Uhr Seite 27

26
TÉCNICA
Parte AFusión: Fase de calentamiento
6. Seguidamente se apretarán cuidadosamente las matrices de soldarcon la llave adecuada para ello.
Al hacerlo, hay que procurar que las piezas queden completamente ajus-tadas a la placa de calentamiento. No se deben utilizar tenazas u otrasherramientas no apropiadas, para no dañar la capa protectora de lasmatrices.
7. La temperatura requerida para soldar el sistema firestop es de 260°C.De acuerdo con las directrices de soldar DVS, se ha de controlar desdeel comienzo la temperatura del soldador. El control de la temperaturasuperficial se efectúa con un aparato de medida de contacto o alterna-tivamente con la tiza pirométrica fusiotherm®.
ATENCION!: ¡Primera soldadura 5 minutos después de alcanzar la temperaturade soldar!
8. Después del cambio de una matriz en caliente y después del precalenta-do es necesario volver a controlar la temperatura de trabajo.
9. Si durante una pausa larga el aparato ha sido desconectado, se ha dellevar a cabo de nuevo el proceso de calentado, como se indica a partirdel punto 6.
10. Tras concluir los trabajos de soldar, desconectar el aparato y dejarloenfriar. No enfriarlo nunca con agua, puesto que se deterioran las resis-tencias de calentamiento.
Parte A: Manejo
Matriz decalentar hembra
Piloto de control de temperatura (verde)
Interruptorluminoso (rojo)
Matriz decalentar macho
Placa decalentamiento
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:49 Uhr Seite 28
27
TÉCNICA
11. Los soldadores y matrices para soldar fusiotherm® han de ser protegi-dos contra impurezas. Las partículas quemadas pegadas a las matri-ces pueden conducir a una fusión deficiente.
Las matrices se deben limpiar con paños de limpieza fusiotherm®, Art.N° 50193. Las matrices se han de mantener siempre secas. En casonecesario, secarlas con un paño que no suelte hilo.
12. Las matrices de soldar dañadas o sucias han de ser necesariamente-sustituidas.
13. No se debe desmontar ni reparar nunca aparatos defectuosos. Enestos casos, devolver el aparato para que lo reparen.
14. Comprobar regularmente la temperatura de trabajo de los soldadoresfusiotherm® con aparatos de medición apropiados.
15.Para el manejo de soldadores se ha de tener en cuenta las“Disposiciones Generales sobre Protección en el Trabajo y Prevenciónde Accidentes” y en especial las “Directrices de la AsociaciónProfesional de la Industria Química para Máquinas y Matrices deElaboración y Mecanizado de Materiales Plásticos capítulo Máquinas yHerramientas para soldar“.
16.Para el manejo de aparatos, máquinas y matrices de soldar fusiotherm®
se debe tener en cuenta las “Directrices Generales DVS 2208 Parte 1”de la Asociación Alemana de Técnica de Soldadura.
Parte A: Manejo
Parte A: Directrices
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:49 Uhr Seite 29

28
TÉCNICA
Parte B: Control de aparatos y matrices
1. Se ha de comprobar si los soldadores y las matrices de soldar fusio-therm® utilizadas responden a las directrices de la “Técnica de la FusiónParte A“.
2. Los soldadores y las matrices utilizadas han de haber alcanzado la tem-peratura requerida de 260°C. Según “Técnica de la Fusión Parte A,Punto 8“ requieren una comprobación especial, que es obligatoria y hade ser acorde con las directrices de la DVS. Según las mismas directri-ces, el control de la temperatura de trabajo requerida puede realizarsecon un aparato de medida de contacto de la temperatura de superficie.
Los aparatos de medida apropiados deben permitir medir la temperatu-ra hasta 350° C y con alta precisión.
En sustitución de la prueba arriba indicada, el control de la temperaturade trabajo puede realizarse con el lápiz indicador de temperatura porcambio de color fusiotherm®. La especial tiza pirométrica, al ser aplica-da sobre la superficie caliente, da una medición de la temperatura conunatolerancia de ± 5 K.
Utilización:
Una vez que el piloto de control de temperatura del aparato de soldar ha indi-cado el final del proceso de calentado, se ha de hacer una gruesa línea sobrela superficie calentada de la placa con el lápiz indicador de temperatura. Acontinuación y en 1 - 2 segundos tiene que producirse un cambio de color.
Si este cambio de color es inmediato se debe a que se ha sobrepasado la tem-peratura del aparato de soldar. Si por el contrario, se produjera después de 3o más segundos, es que la temperatura está por debajo de los 260°C y enconsecuencia demasiado baja.
El cambio de color indicado tiene que darse en 1 - 2 segundos, de lo contrarioes preciso hacer una nueva prueba.
Control de temperatura con el lápiz indicador*Control de temperatura con un aparato de medida de contacto
antes despues
*Es
posi
ble
que
el c
olor
dad
o en
impr
enta
difi
era
liger
amen
te d
el
orig
inal
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:49 Uhr Seite 30
TÉCNICA
Parte B: Preparación para la fusión
Profundidadde soldadura
sec. fs min.
Tiempo desoldadura
Ø-exteriordel tubo
mm mm sec.
Tiempo decalentamiento
Tiempo deenfriamien-
to
20
25
32
40
50
63
75
90
110
125
14,0
15,0
16,5
18,0
20,0
24,0
26,0
29,0
32,5
40,0
4
4
6
6
6
8
8
8
10
10
2
2
4
4
4
6
8
8
8
8
5
7
8
12
18
24
30
50
60
70
De acuerdo con las líneasdirectrices generales parasoldadura de elementos encaliente, según DVS 2207,Parte 11.
Cortar el tubo Marcar la profundidad de soldadura
29
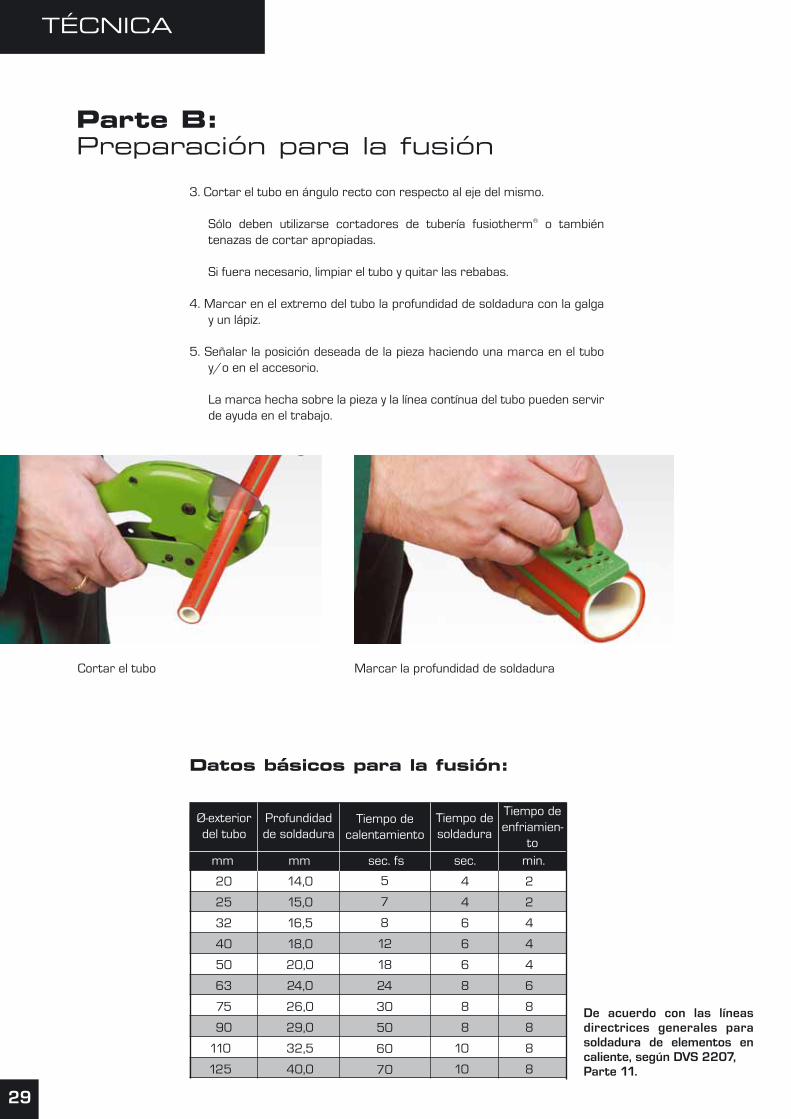
3. Cortar el tubo en ángulo recto con respecto al eje del mismo.
Sólo deben utilizarse cortadores de tubería fusiotherm® o tambiéntenazas de cortar apropiadas.
Si fuera necesario, limpiar el tubo y quitar las rebabas.
4. Marcar en el extremo del tubo la profundidad de soldadura con la galgay un lápiz.
5. Señalar la posición deseada de la pieza haciendo una marca en el tuboy/o en el accesorio.
La marca hecha sobre la pieza y la línea contínua del tubo pueden servirde ayuda en el trabajo.
Datos básicos para la fusión:
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:49 Uhr Seite 31
TÉCNICA
Parte B:Calentamiento de los elementos
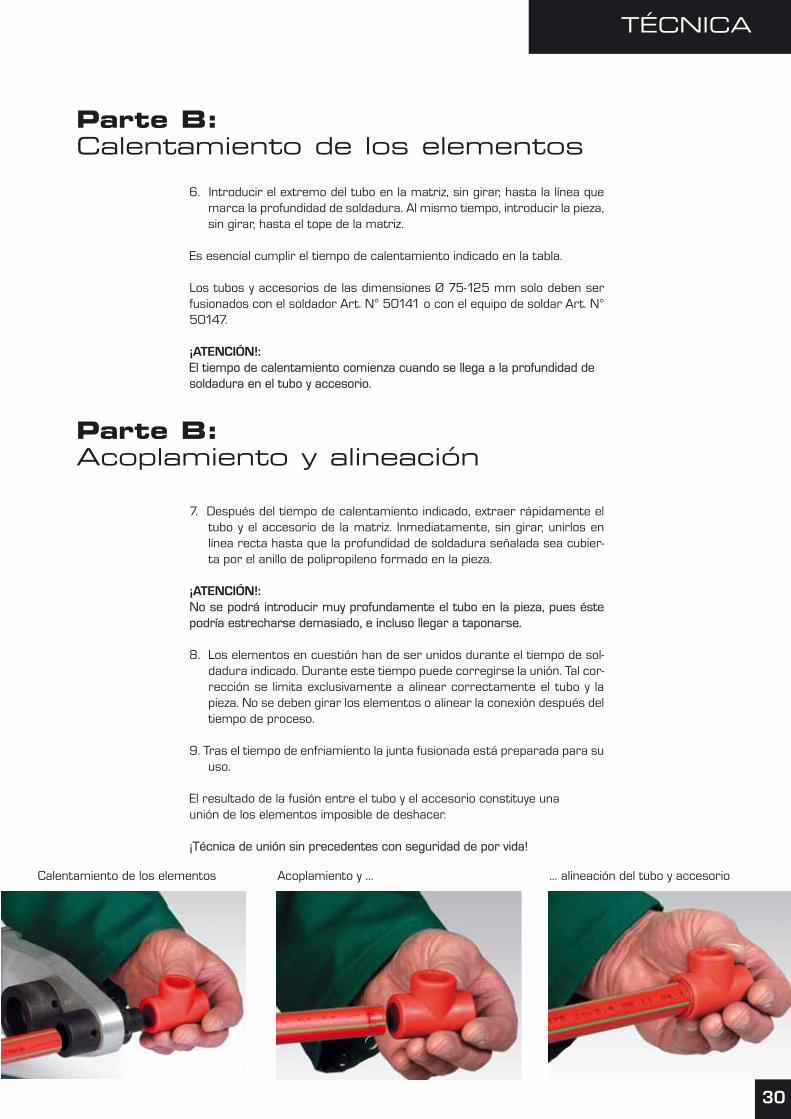
6. Introducir el extremo del tubo en la matriz, sin girar, hasta la línea quemarca la profundidad de soldadura. Al mismo tiempo, introducir la pieza,sin girar, hasta el tope de la matriz.
Es esencial cumplir el tiempo de calentamiento indicado en la tabla.
Los tubos y accesorios de las dimensiones Ø 75-125 mm solo deben serfusionados con el soldador Art. N° 50141 o con el equipo de soldar Art. N°50147.
¡ATENCIÓN!:El tiempo de calentamiento comienza cuando se llega a la profundidad desoldadura en el tubo y accesorio.
7. Después del tiempo de calentamiento indicado, extraer rápidamente eltubo y el accesorio de la matriz. Inmediatamente, sin girar, unirlos enlínea recta hasta que la profundidad de soldadura señalada sea cubier-ta por el anillo de polipropileno formado en la pieza.
¡ATENCIÓN!:No se podrá introducir muy profundamente el tubo en la pieza, pues éstepodría estrecharse demasiado, e incluso llegar a taponarse.
8. Los elementos en cuestión han de ser unidos durante el tiempo de sol-dadura indicado. Durante este tiempo puede corregirse la unión. Tal cor-rección se limita exclusivamente a alinear correctamente el tubo y lapieza. No se deben girar los elementos o alinear la conexión después deltiempo de proceso.
9. Tras el tiempo de enfriamiento la junta fusionada está preparada para suuso.
El resultado de la fusión entre el tubo y el accesorio constituye unaunión de los elementos imposible de deshacer.
¡Técnica de unión sin precedentes con seguridad de por vida!
Parte B:Acoplamiento y alineación
Acoplamiento y ... ... alineación del tubo y accesorio
30
Calentamiento de los elementos
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:49 Uhr Seite 32
TÉCNICA
31
Evaluación de la unión soldada
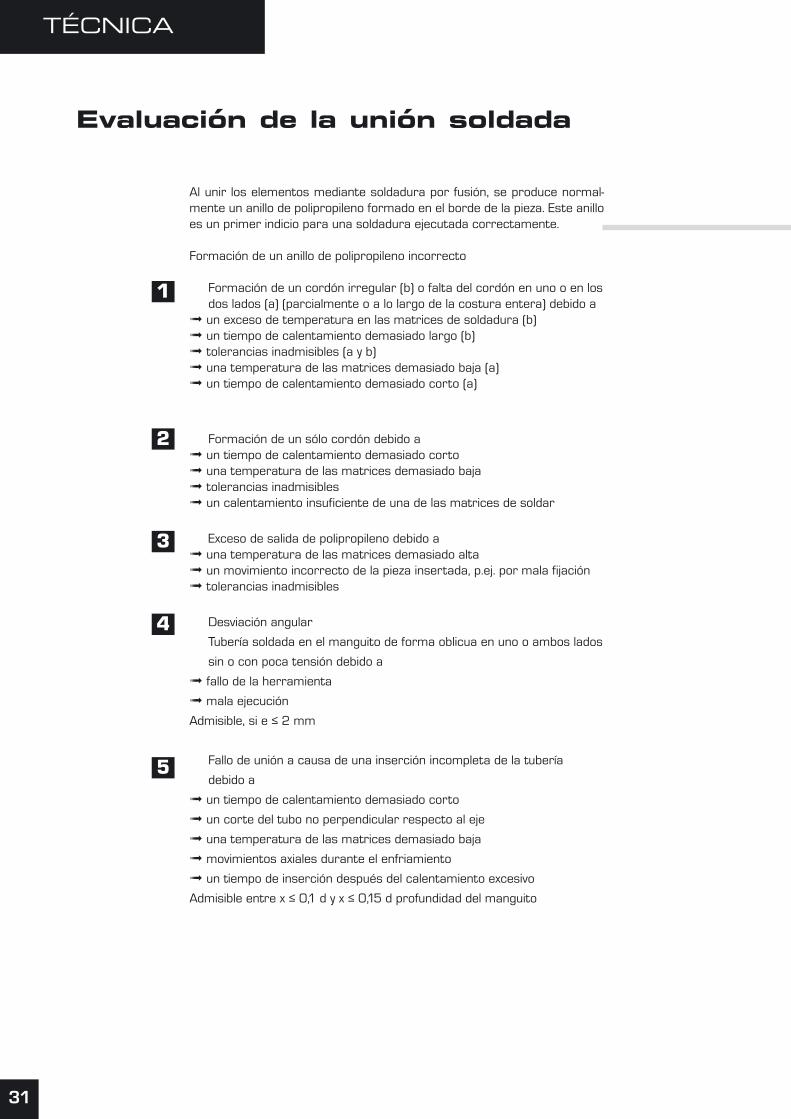
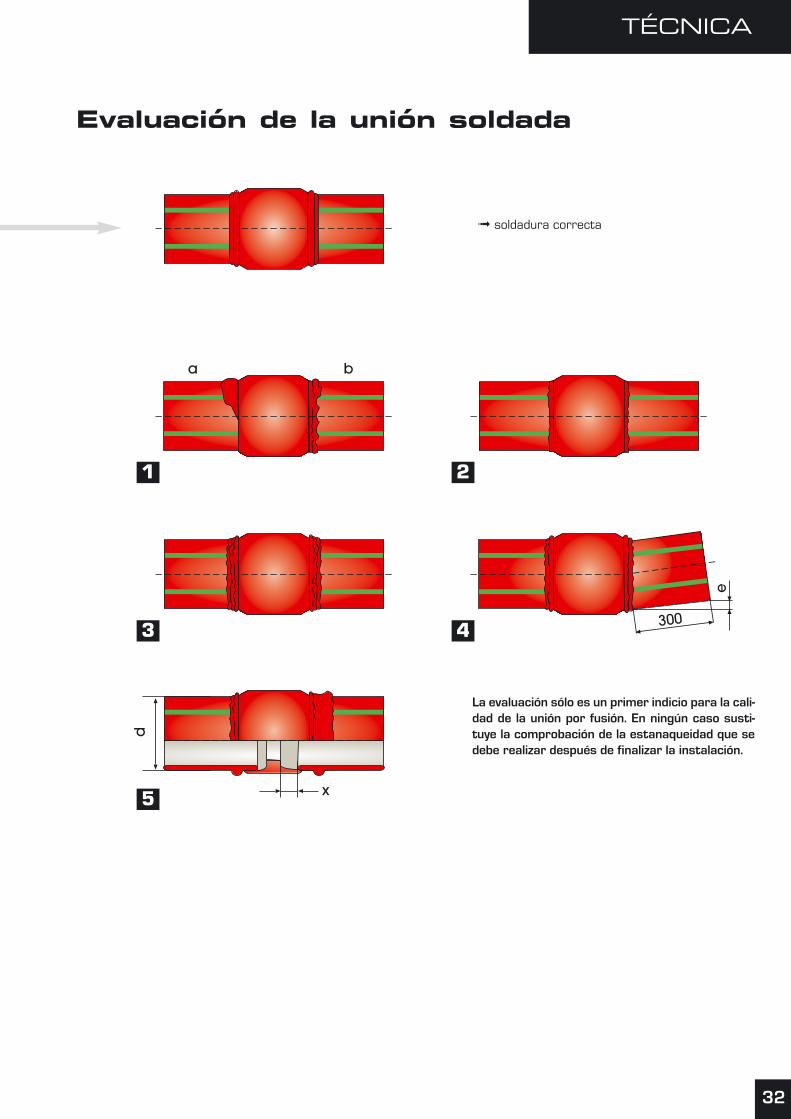
Al unir los elementos mediante soldadura por fusión, se produce normal-mente un anillo de polipropileno formado en el borde de la pieza. Este anilloes un primer indicio para una soldadura ejecutada correctamente.
Formación de un anillo de polipropileno incorrecto
Formación de un cordón irregular (b) o falta del cordón en uno o en losdos lados (a) (parcialmente o a lo largo de la costura entera) debido a
➟ un exceso de temperatura en las matrices de soldadura (b)➟ un tiempo de calentamiento demasiado largo (b)➟ tolerancias inadmisibles (a y b)➟ una temperatura de las matrices demasiado baja (a)➟ un tiempo de calentamiento demasiado corto (a)
Formación de un sólo cordón debido a➟ un tiempo de calentamiento demasiado corto➟ una temperatura de las matrices demasiado baja➟ tolerancias inadmisibles➟ un calentamiento insuficiente de una de las matrices de soldar
Exceso de salida de polipropileno debido a➟ una temperatura de las matrices demasiado alta➟ un movimiento incorrecto de la pieza insertada, p.ej. por mala fijación➟ tolerancias inadmisibles
Desviación angular
Tubería soldada en el manguito de forma oblicua en uno o ambos lados
sin o con poca tensión debido a
➟ fallo de la herramienta
➟ mala ejecución
Admisible, si e ≤ 2 mm
Fallo de unión a causa de una inserción incompleta de la tubería
debido a
➟ un tiempo de calentamiento demasiado corto
➟ un corte del tubo no perpendicular respecto al eje
➟ una temperatura de las matrices demasiado baja
➟ movimientos axiales durante el enfriamiento
➟ un tiempo de inserción después del calentamiento excesivo
Admisible entre x ≤ 0,1 d y x ≤ 0,15 d profundidad del manguito
1
2
3
4
5
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:49 Uhr Seite 33
32
TÉCNICA
a b
1 2
3
La evaluación sólo es un primer indicio para la cali-dad de la unión por fusión. En ningún caso susti-tuye la comprobación de la estanaqueidad que sedebe realizar después de finalizar la instalación.
300
e
4
x
d
5
➟ soldadura correcta
Evaluación de la unión soldada
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:49 Uhr Seite 34
TÉCNICA
33
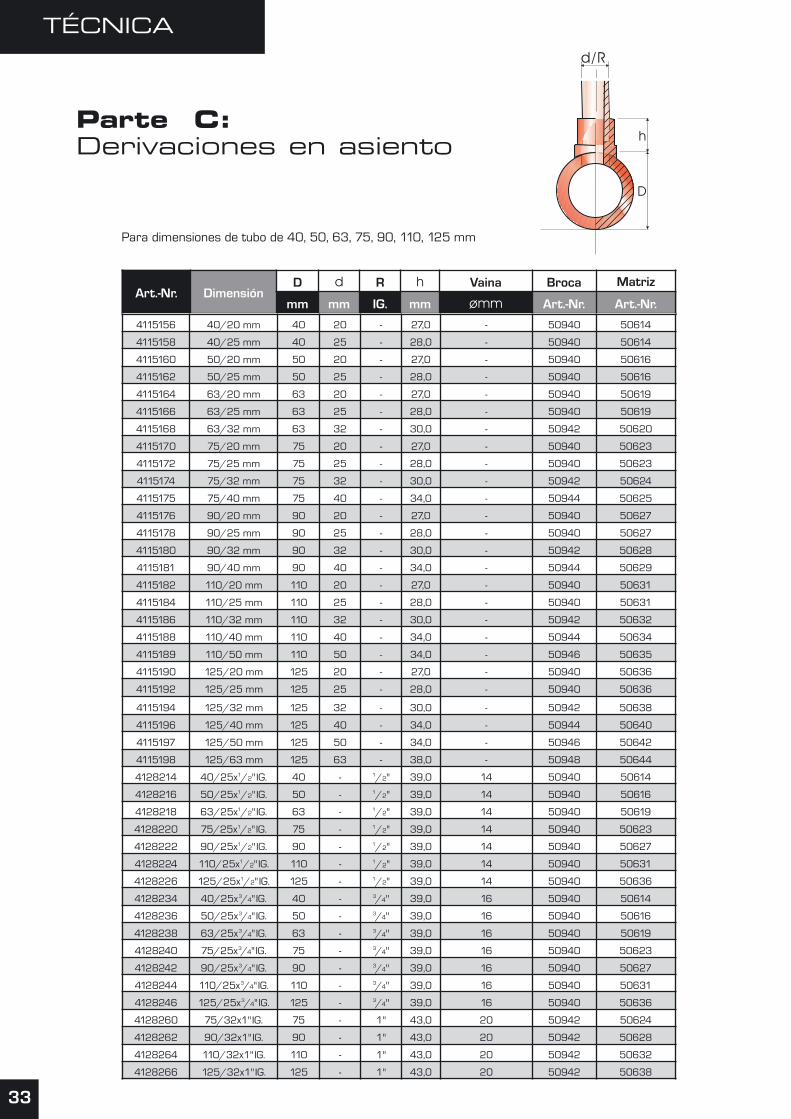
Parte C:Derivaciones en asiento
Para dimensiones de tubo de 40, 50, 63, 75, 90, 110, 125 mm
Art.-Nr. DimensiónD d R h Vaina Broca Matriz
mm mm IG. mm ømm Art.-Nr. Art.-Nr.
4115156 40/20 mm 40 20 - 27,0 - 50940 50614
4115158 40/25 mm 40 25 - 28,0 - 50940 50614
4115160 50/20 mm 50 20 - 27,0 - 50940 50616
4115162 50/25 mm 50 25 - 28,0 - 50940 50616
4115164 63/20 mm 63 20 - 27,0 - 50940 50619
4115166 63/25 mm 63 25 - 28,0 - 50940 50619
4115168 63/32 mm 63 32 - 30,0 - 50942 50620
4115170 75/20 mm 75 20 - 27,0 - 50940 50623
4115172 75/25 mm 75 25 - 28,0 - 50940 50623
4115174 75/32 mm 75 32 - 30,0 - 50942 50624
4115175 75/40 mm 75 40 - 34,0 - 50944 50625
4115176 90/20 mm 90 20 - 27,0 - 50940 50627
4115178 90/25 mm 90 25 - 28,0 - 50940 50627
4115180 90/32 mm 90 32 - 30,0 - 50942 50628
4115181 90/40 mm 90 40 - 34,0 - 50944 50629
4115182 110/20 mm 110 20 - 27,0 - 50940 50631
4115184 110/25 mm 110 25 - 28,0 - 50940 50631
4115186 110/32 mm 110 32 - 30,0 - 50942 50632
4115188 110/40 mm 110 40 - 34,0 - 50944 50634
4115189 110/50 mm 110 50 - 34,0 - 50946 50635
4115190 125/20 mm 125 20 - 27,0 - 50940 50636
4115192 125/25 mm 125 25 - 28,0 - 50940 50636
4115194 125/32 mm 125 32 - 30,0 - 50942 50638
4115196 125/40 mm 125 40 - 34,0 - 50944 50640
4115197 125/50 mm 125 50 - 34,0 - 50946 50642
4115198 125/63 mm 125 63 - 38,0 - 50948 50644
4128214 40/25x1/2" IG. 40 - 1/2" 39,0 14 50940 50614
4128216 50/25x1/2" IG. 50 - 1/2" 39,0 14 50940 50616
4128218 63/25x1/2" IG. 63 - 1/2" 39,0 14 50940 50619
4128220 75/25x1/2" IG. 75 - 1/2" 39,0 14 50940 50623
4128222 90/25x1/2" IG. 90 - 1/2" 39,0 14 50940 50627
4128224 110/25x1/2" IG. 110 - 1/2" 39,0 14 50940 50631
4128226 125/25x1/2" IG. 125 - 1/2" 39,0 14 50940 50636
4128234 40/25x3/4" IG. 40 - 3/4" 39,0 16 50940 50614
4128236 50/25x3/4" IG. 50 - 3/4" 39,0 16 50940 50616
4128238 63/25x3/4" IG. 63 - 3/4" 39,0 16 50940 50619
4128240 75/25x3/4" IG. 75 - 3/4" 39,0 16 50940 50623
4128242 90/25x3/4" IG. 90 - 3/4" 39,0 16 50940 50627
4128244 110/25x3/4" IG. 110 - 3/4" 39,0 16 50940 50631
4128246 125/25x3/4" IG. 125 - 3/4" 39,0 16 50940 50636
4128260 75/32x1"IG. 75 - 1" 43,0 20 50942 50624
4128262 90/32x1"IG. 90 - 1" 43,0 20 50942 50628
4128264 110/32x1"IG. 110 - 1" 43,0 20 50942 50632
4128266 125/32x1"IG. 125 - 1" 43,0 20 50942 50638
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:49 Uhr Seite 35

34
TÉCNICA
Parte C:Derivaciones en asiento
1. Comprobar si los aparatos de soldar y las matrices utilizadas se ajustan alas directrices “Técnica de la Fusión Parte A“.
2. En primer lugar, se perfora el tubo con la broca fusiotherm®.
Salida 20/25 mm: Art. N° 50940Salida 32 mm: Art. N° 50942Salida 40 mm: Art. N° 50944Salida 50 mm: Art. N° 50946Salida 63 mm: Art. N° 50948
3. El soldador y la matriz para soldar derivaciones en asiento han de alcanzarla temperatura de trabajo exigida de 260°C (veáse “Técnica de la FusiónParte B, Punto 2“).
4. Las superficies de soldar han de estar limpias y secas.
5. La matriz para el calentamiento de la derivación en asiento soldable tieneque ser introducida en la perforación del tubo hasta que toque completa-mente la pared exterior del mismo. A continuación se inserta el asiento enla matriz calefactora hasta que la superficie del asiento alcance la curva-tura de la herramienta. El tiempo de calentamiento de los elementos es engeneral 30 segundos.
6. Una vez retirado el equipo de soldar, se introduce rápidamente el asientosoldable en la perforación calentada; se presionará exactamente y singirar sobre la superficie exterior precalentada del tubo. El asiento se fijasobre el tubo durante 15 seg. Transcurrido un periodo de 10 min., la uniónpuede ser sometida a cualquier carga. Hay que soldar el tubo en su cor-respondiente derivación.
¡Mediante la fusión del asiento con la superficie exterior del tubo y con la paredde la perforación se consigue una unión con una gran estabilidad - la alterna-tiva para la construcción de colectores distribuidores!
Perforar el tubo Calentar tubo y accesorio AcoplarIntroducir matriz
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:49 Uhr Seite 36
TÉCNICA
35
Parte D:Máquina de soldar
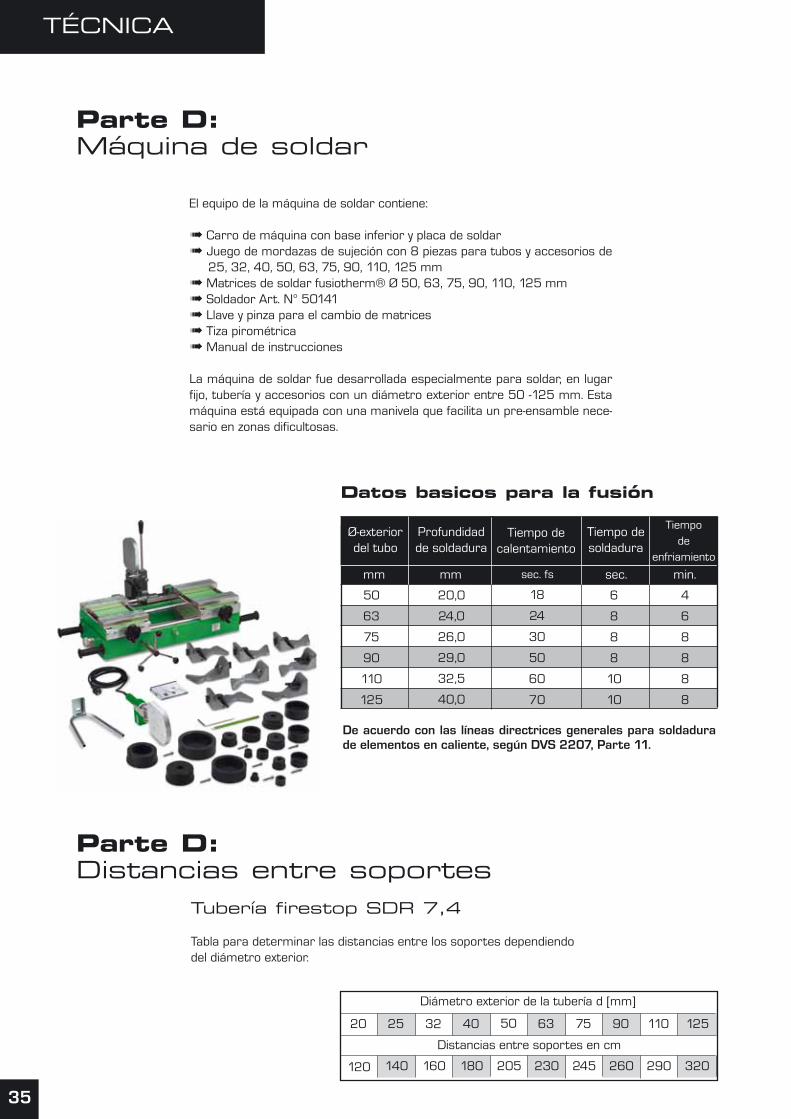
El equipo de la máquina de soldar contiene:
➠ Carro de máquina con base inferior y placa de soldar➠ Juego de mordazas de sujeción con 8 piezas para tubos y accesorios de
25, 32, 40, 50, 63, 75, 90, 110, 125 mm➠ Matrices de soldar fusiotherm® Ø 50, 63, 75, 90, 110, 125 mm➠ Soldador Art. N° 50141➠ Llave y pinza para el cambio de matrices➠ Tiza pirométrica➠ Manual de instrucciones
La máquina de soldar fue desarrollada especialmente para soldar, en lugarfijo, tubería y accesorios con un diámetro exterior entre 50 -125 mm. Estamáquina está equipada con una manivela que facilita un pre-ensamble nece-sario en zonas dificultosas.
Datos basicos para la fusión
Parte D:Distancias entre soportes
Distancias entre soportes en cm
120
Diámetro exterior de la tubería d [mm]
140 160 180 205 230 245 260 290 320
20 25 32 40 50 63 75 90 110 125
Tubería firestop SDR 7,4
Tabla para determinar las distancias entre los soportes dependiendodel diámetro exterior.
Profundidadde soldadura
sec. fs min.
Tiempo desoldadura
Ø-exteriordel tubo
mm mm sec.
Tiempo decalentamiento
Tiempode
enfriamiento
50
63
75
90
110
125
20,0
24,0
26,0
29,0
32,5
40,0
6
8
8
8
10
10
4
6
8
8
8
8
18
24
30
50
60
70
De acuerdo con las líneas directrices generales para soldadurade elementos en caliente, según DVS 2207, Parte 11.
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:49 Uhr Seite 37
36
Parte E:Máquina de soldar
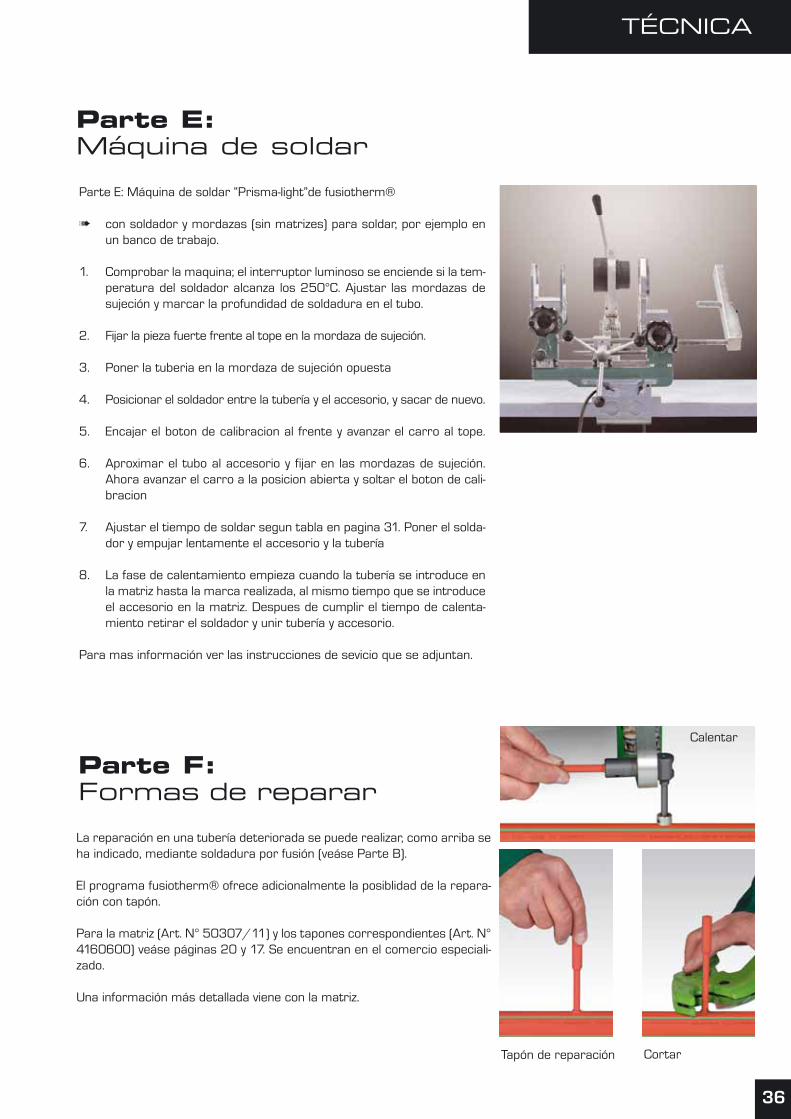
Parte E: Máquina de soldar “Prisma-light”de fusiotherm®
➠ con soldador y mordazas (sin matrizes) para soldar, por ejemplo enun banco de trabajo.
1. Comprobar la maquina; el interruptor luminoso se enciende si la tem-peratura del soldador alcanza los 250°C. Ajustar las mordazas desujeción y marcar la profundidad de soldadura en el tubo.
2. Fijar la pieza fuerte frente al tope en la mordaza de sujeción.
3. Poner la tuberia en la mordaza de sujeción opuesta
4. Posicionar el soldador entre la tubería y el accesorio, y sacar de nuevo.
5. Encajar el boton de calibracion al frente y avanzar el carro al tope.
6. Aproximar el tubo al accesorio y fijar en las mordazas de sujeción.Ahora avanzar el carro a la posicion abierta y soltar el boton de cali-bracion
7. Ajustar el tiempo de soldar segun tabla en pagina 31. Poner el solda-dor y empujar lentamente el accesorio y la tubería
8. La fase de calentamiento empieza cuando la tubería se introduce enla matriz hasta la marca realizada, al mismo tiempo que se introduceel accesorio en la matriz. Despues de cumplir el tiempo de calenta-miento retirar el soldador y unir tubería y accesorio.
Para mas información ver las instrucciones de sevicio que se adjuntan.
La reparación en una tubería deteriorada se puede realizar, como arriba seha indicado, mediante soldadura por fusión (veáse Parte B).
El programa fusiotherm® ofrece adicionalmente la posiblidad de la repara-ción con tapón.
Para la matriz (Art. N° 50307/11) y los tapones correspondientes (Art. N°4160600) veáse páginas 20 y 17. Se encuentran en el comercio especiali-zado.
Una información más detallada viene con la matriz.
Calentar
Tapón de reparación Cortar
TÉCNICA
Parte F:Formas de reparar
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:49 Uhr Seite 38

4
1
2
3
TÉCNICA
37
Instalación de firestopempotrado en hormigón
Parte1:
Conexión de la tubería con la cápsulade protección del rociador
La conexión se describe en la imagen 1 de la siguiente manera:El cuerpo de plástico (pieza 1) se atornilla con 4 tornillos en el encofrado.
Se unen las piezas 2, 3 y 4 y se colocan en la pieza 1, de tal forma que lapieza 3 quede alineada con el encofrado
Imagen 1
!Para más información sobre las dimensiones diferentes de la cápsula deempalme al rociador veáse las tablas en la página 13!Es posible que el color de las piezas de plástico (1+3) difiera.
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:49 Uhr Seite 39
38
Instalación de firestopempotrado en hormigón
TÉCNICA
Imagen 3
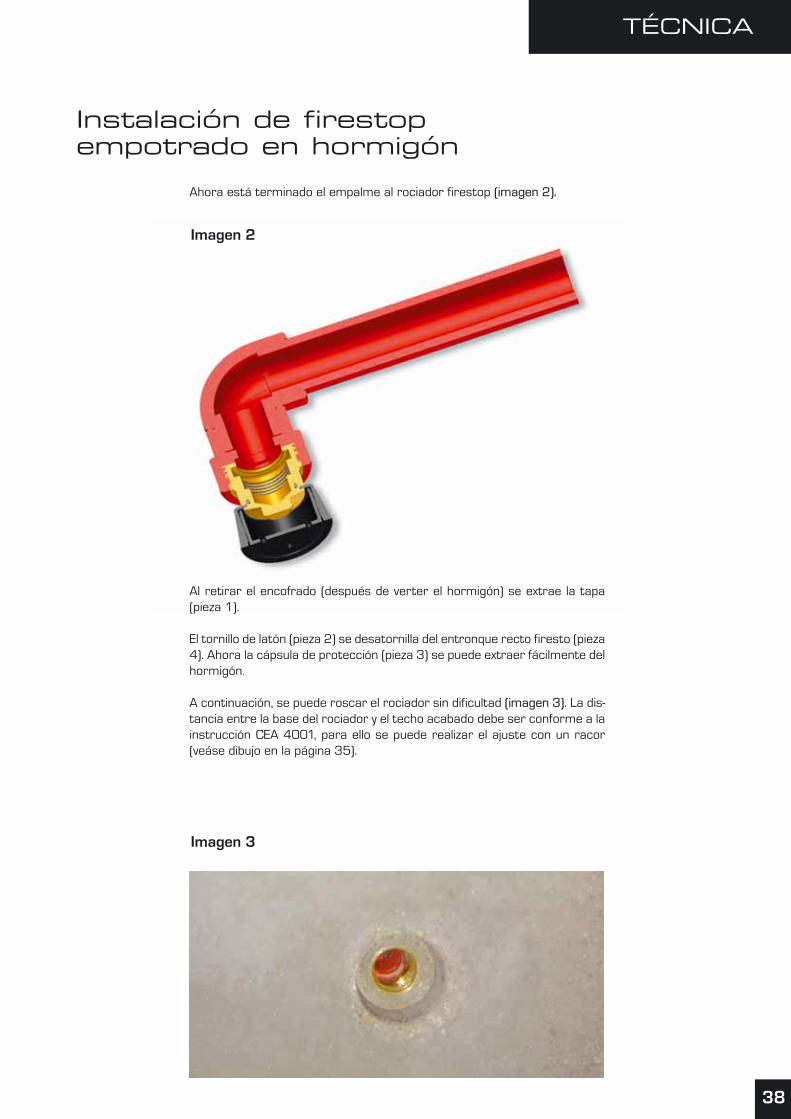
Ahora está terminado el empalme al rociador firestop (imagen 2).
Al retirar el encofrado (después de verter el hormigón) se extrae la tapa(pieza 1).
El tornillo de latón (pieza 2) se desatornilla del entronque recto firesto (pieza4). Ahora la cápsula de protección (pieza 3) se puede extraer fácilmente delhormigón.
A continuación, se puede roscar el rociador sin dificultad (imagen 3). La dis-tancia entre la base del rociador y el techo acabado debe ser conforme a lainstrucción CEA 4001, para ello se puede realizar el ajuste con un racor(veáse dibujo en la página 35).
Imagen 2
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:49 Uhr Seite 40
TÉCNICA
39
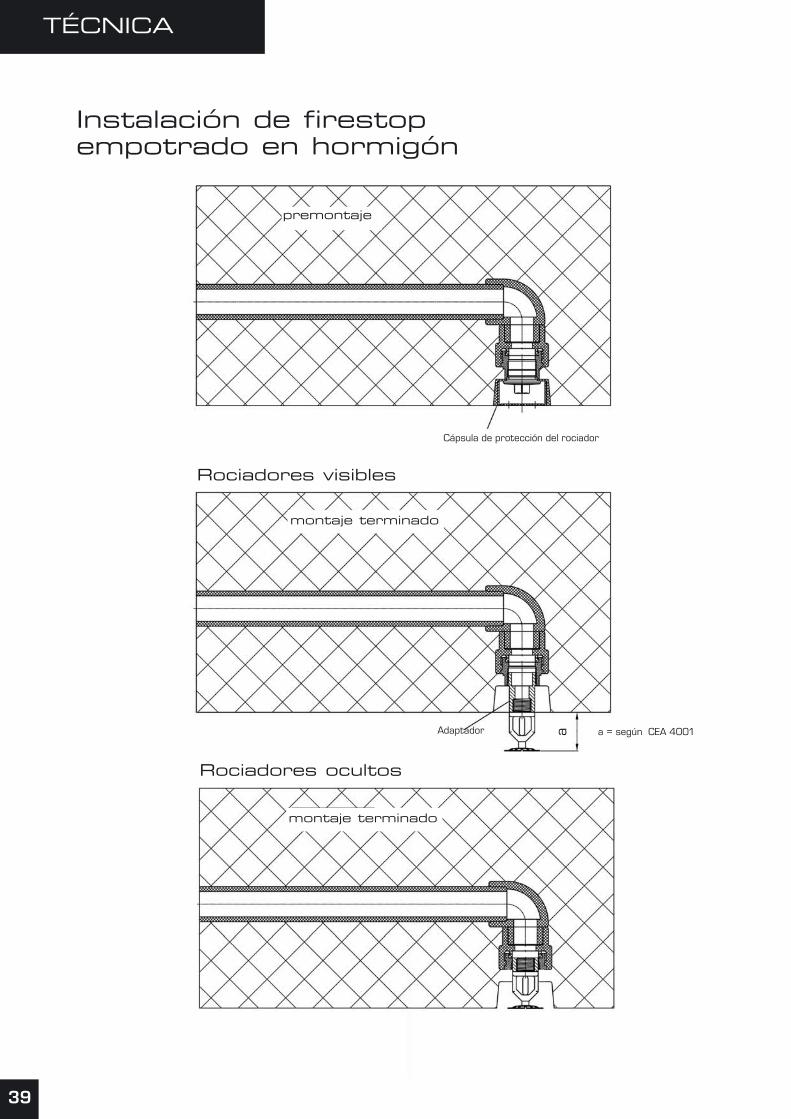
Instalación de firestopempotrado en hormigón
Cápsula de protección del rociador
Adaptador a = según CEA 4001a
Rociadores visibles
Rociadores ocultos
premontaje
montaje terminado
montaje terminado
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:49 Uhr Seite 41
40
Instalación de firestopempotrado en hormigón
Parte 2:
Prueba hidráulica de estanqueidad
Utilice al respecto la documentación incluida en las páginas 40 - 42.
Parte 3:
¿Qué se debe tener en cuenta duranteel proceso de hormigonado?
Se debe fijar la instalación cada 1,5 o 2m de tal modo (abrazaderas o ele-mentos de sujección), que no puedan combarse o subir flotando durante elhormigonado. Hay que asegurarse de que las tuberías queden empotradascompletamente sin que se formen espacios huecos.
Evite caminar encima de los tubos durante el hormigonado.
En la zona de tubería, la compresión del hormigón debe efectuarse con cui-dado.
Se deben evitar los golpes a bajas temperaturas (por debajo de +5ºC).
Las conexiones y tubos abiertos se deben cerrar antes del hormigonado
TÉCNICA
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:49 Uhr Seite 42
TÉCNICA
41
Instalación de firestopempotrado en hormigón
Ascendente
Parte 4:
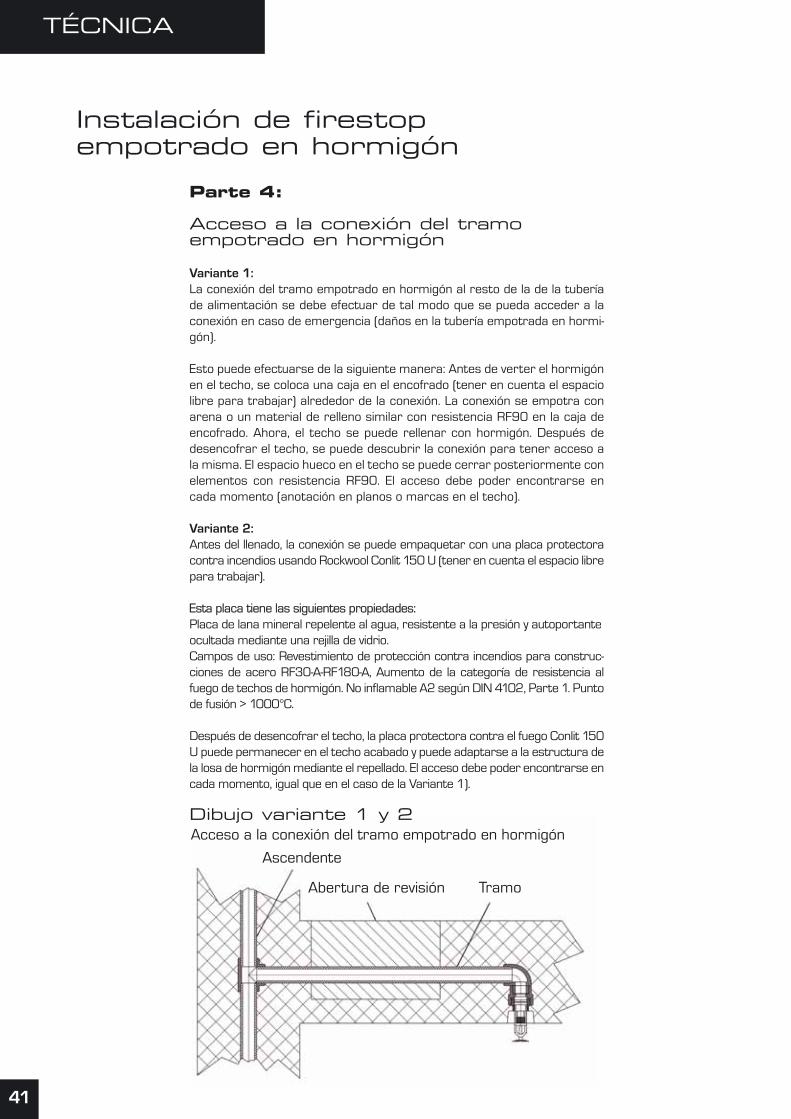
Acceso a la conexión del tramoempotrado en hormigón
Variante 1:La conexión del tramo empotrado en hormigón al resto de la de la tuberíade alimentación se debe efectuar de tal modo que se pueda acceder a laconexión en caso de emergencia (daños en la tubería empotrada en hormi-gón).
Esto puede efectuarse de la siguiente manera: Antes de verter el hormigónen el techo, se coloca una caja en el encofrado (tener en cuenta el espaciolibre para trabajar) alrededor de la conexión. La conexión se empotra conarena o un material de relleno similar con resistencia RF90 en la caja deencofrado. Ahora, el techo se puede rellenar con hormigón. Después dedesencofrar el techo, se puede descubrir la conexión para tener acceso ala misma. El espacio hueco en el techo se puede cerrar posteriormente conelementos con resistencia RF90. El acceso debe poder encontrarse encada momento (anotación en planos o marcas en el techo).
Variante 2:Antes del llenado, la conexión se puede empaquetar con una placa protectoracontra incendios usando Rockwool Conlit 150 U (tener en cuenta el espacio librepara trabajar).
Esta placa tiene las siguientes propiedades:Placa de lana mineral repelente al agua, resistente a la presión y autoportanteocultada mediante una rejilla de vidrio.Campos de uso: Revestimiento de protección contra incendios para construc-ciones de acero RF30-A-RF180-A, Aumento de la categoría de resistencia alfuego de techos de hormigón. No inflamable A2 según DIN 4102, Parte 1. Puntode fusión > 1000°C.
Después de desencofrar el techo, la placa protectora contra el fuego Conlit 150U puede permanecer en el techo acabado y puede adaptarse a la estructura dela losa de hormigón mediante el repellado. El acceso debe poder encontrarse encada momento, igual que en el caso de la Variante 1).
Dibujo variante 1 y 2
Abertura de revisión Tramo
Acceso a la conexión del tramo empotrado en hormigón
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:49 Uhr Seite 43
42
Instalación de firestopempotrado en hormigón
Daños en las tuberías empotradas enhormigón, p.ej. a causa de procesos detaladrado
La reparación de una tubería deteriorada se puede realizar mediante solda-dura por fusión (veáse sistema de rociadores firestop, Parte B).El programa firestop ofrece adicionalmente la posibilidad de la reparacióncon tapón (veáse sistema de rociadores firestop, Parte E).
Parte 5:
Eliminación de juntas de la construcción
La dilatación de las tuberías firestop depende del calentamiento del materialde los tubos. La longitud de las tuberías de agua fría prácticamente no cam-bia, puesto que no es necesario tener en cuenta la dilatación en caso de tem-peraturas de montaje y temperaturas exteriores normales. Al empotrarse enhormigón la dilatación de las tuberías del firestop no suele tenerse en cuenta.Las tensiones de presión y de tracción que se generan no son críticas, ya queson absorbidas por el material. Si, a pesar de ello, resultase necesario consi-derar lo efectos de las juntas de dilatación o de la construcción, las tuberíasdel firestop deben proveerse de un tubo de protección de aprox. 25 cm enambos lados de la junta.
El coeficiente de dilatación lineal de la tubería firestop es de 0,035 mm/mK.
El coeficiente de dilatación lineal de hormigón es de 0,05 – 0,12 mm/mK.
Parte 6:
Equilibrio equipotencial
La VDE 0190 Partes 410 y 540, establece que se debe realizar un equilibrioequipotencial de todas las instalaciones conductoras de la electricidad, comosucede con las redes de agua potable, evacuación y calefacción. Puesto quelas instalaciones realizadas con firestop no son conductoras, son inadecua-das para el equilibrio equipotencial ni es preciso conectarlas a tierra.
TÉCNICA
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:49 Uhr Seite 44
TÉCNICA
43
Instalación de firestopempotrado en hormigón
Parte 7:
Conservación de la presión de la tube-ría firestop durante el hormigonado
Durante el hormigonado, la tubería debe mantener la presión de servicioadmisible, para que, en caso de daño, se pueda detectar el lugar dónde seha producido. Después de la comprobación de la presión, la presión de ser-vicio admisible se mantiene mediante el bloqueo del tramo de tuberíarespectivo.
Deben utilizarse manómetros que permitan leer perfectamente una varia-ción de la presión de 0,1 bar. A ser posible, el manómetro debe colocarseen el punto más bajo de la instalación de tuberías.
Parte 8:
Influencia del hormigón en los compo-nentes utilizados
El sistema de tuberías firestop incluye todos los componentes necesariospara la instalación completa. Por este motivo, no son necesarias instalacio-nes mixtas con componentes ajenos al sistema o al material. Todos losmateriales son resistentes a la corrosión. Las piezas roscadas de empalmedel rociador se componen de latón (CuZn36Pb2As). La experiencia adquiri-da con este material confirman que esta aleación ofrece una resistenciaexcelente frente al hormigón.
Es imprescindible respetar las disposiciones generales para la construc-ción. Para el uso adicional de sustancias químicas especiales (retardado-res, etc.), debe consultarse al fabricante del hormigón.
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:49 Uhr Seite 45
44
PRUEBA
Prueba hidráulica de Estanqueidad
Todas las tuberías de agua deben estar hídraulicamente probadas. La prue-ba de estanqueidad se realizará a 1,5 veces la presión de servicio.
Cuando se lleva a cabo la prueba de estanqueidad, las propiedades delmaterial de las tuberías firestop provocan una dilatación, que influye en elresultado. Debido al coeficiente de dilatación térmica de las tuberías fires-top pueden surgir otros factores que influyen también en el resultado. Ladiferencia entre la temperatura del tubo y la del fluido con el que se realizala prueba llevan a alteraciones en la presión, un cambio de temperatura de10° C produce una variación de presión de 0,5 a 1 bar.
Por tal motivo, debe mantenerse la temperatura del fluido lo mas constan-te posible durante la prueba hídraulica de estanqueidad de las instalacionescon tuberías firestop. La prueba de estanqueidad debe realizarse en sustres variantes: prueba inicial, prueba principal y prueba final.
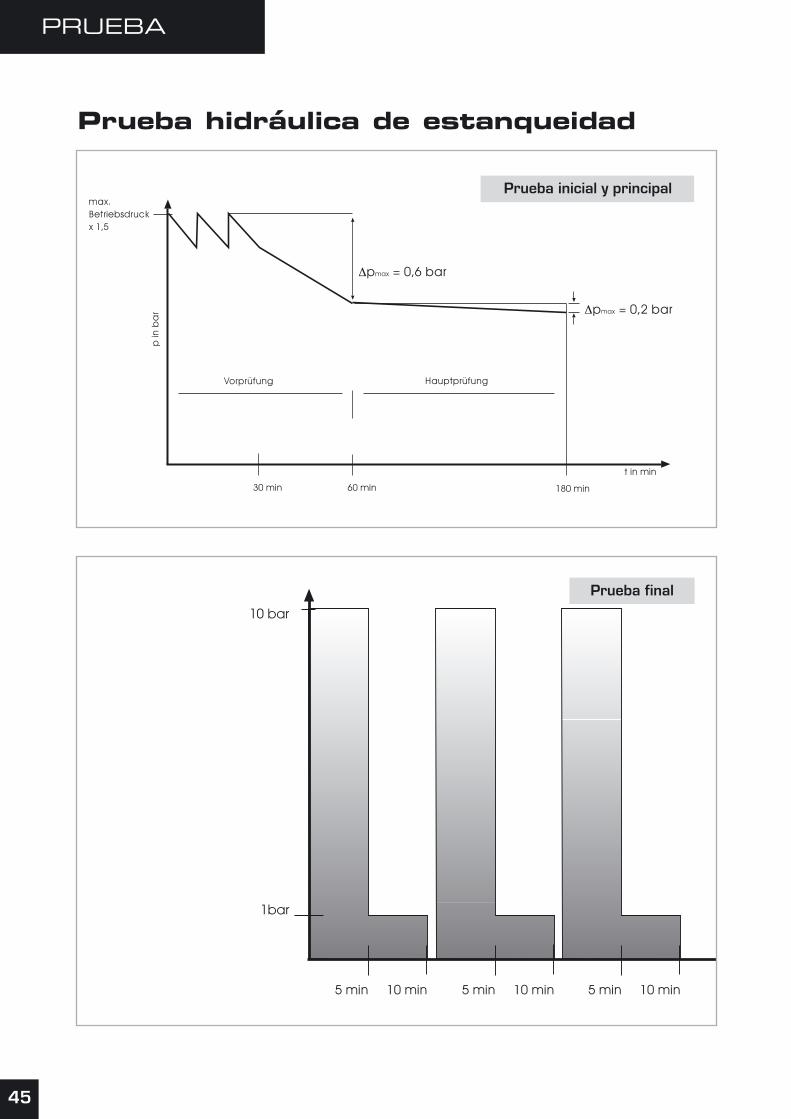
Para la prueba inicial se ha de conseguir una presión equivalente a 1,5veces la presión de servicio máxima. Esta presión de prueba se debe man-tener dos veces en el espacio de 30 minutos y con un intervalo de 10 minu-tos. Después de estos 30 minutos de prueba, la presión no debe descen-der en más de 0,6 bares y no deben aparecer fisuras.
Inmediatamente después de la prueba inicial se ha de efectuar la pruebaprincipal. La duración de la prueba es de 2 horas, durante este tiempo, lapresión obtenida en la prueba inicial no debe descender en más de 0,2bares.
Una vez finalizadas la prueba inicial y la principal se ha de efectuar la prue-ba final.
Al realizar la prueba final se ha de mantener una presión de 10 y 1 baresalternativamente en períodos de al menos 5 minutos. En medio de losrespectivos ciclos de prueba la red de tubería ha de mantenerse sin presi-ón. En ninguna parte de la instalación analizada debe aparecer ningún tipode fisura.
Medición de la Presión de Prueba
Para llevar a cabo la medición se ha de utilizar un manómetro que puedagarantizar la lectura con una precisión de 0,1 bar. Conviene colocar el apa-rato en la parte más baja posible de la instalación.
Protocolo de la Prueba
Sobre la prueba de presión se confecciona un protocolo (pág. 42) que debeser firmado por los responsables, indicando lugar y fecha.
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:49 Uhr Seite 46
45
Prueba final
Prueba inicial y principal
Prueba hidráulica de estanqueidad
PRUEBA
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:49 Uhr Seite 47
46
PRUEBA
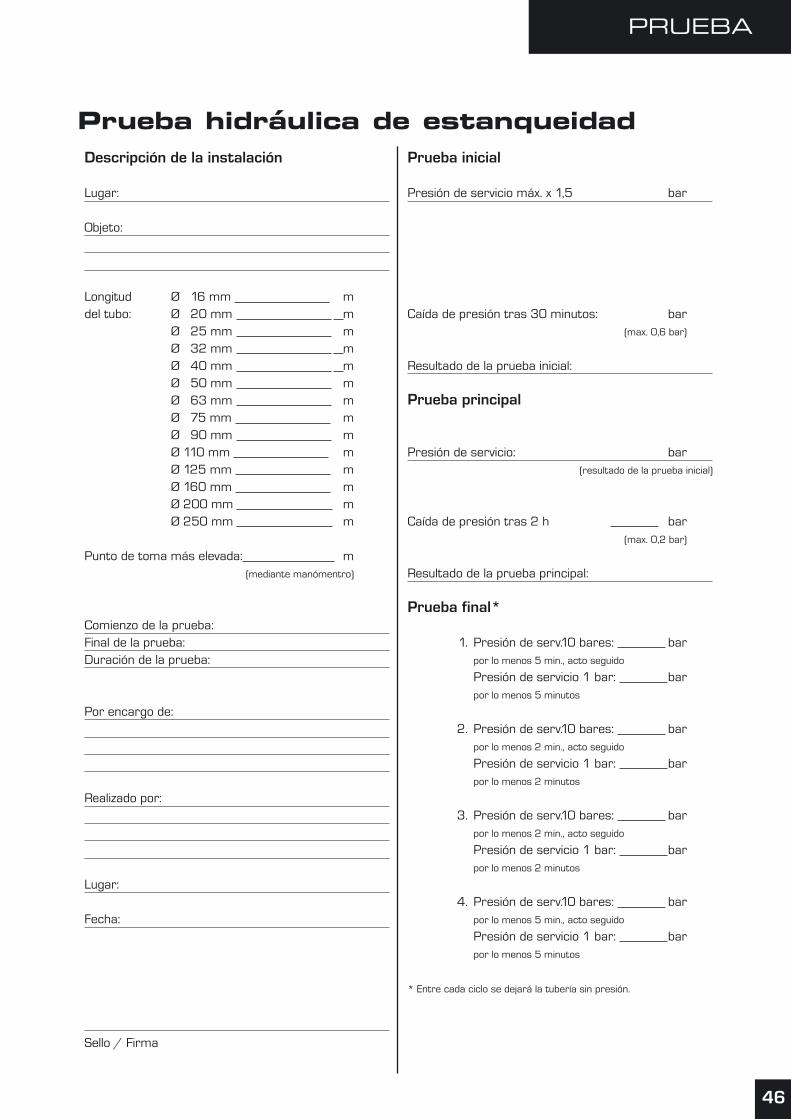
Prueba hidráulica de estanqueidadDichtigkeitsprüfung / PrüfkontrolleDescripción de la instalación
Lugar:
Objeto:
Longitud Ø 16 mm mdel tubo: Ø 20 mm m
Ø 25 mm mØ 32 mm mØ 40 mm mØ 50 mm mØ 63 mm mØ 75 mm mØ 90 mm mØ 110 mm mØ 125 mm mØ 160 mm mØ 200 mm mØ 250 mm m
Punto de toma más elevada: m(mediante manómentro)
Comienzo de la prueba:Final de la prueba:Duración de la prueba:
Por encargo de:
Realizado por:
Lugar:
Fecha:
Sello / Firma
Prueba inicial
Presión de servicio máx. x 1,5 bar
Caída de presión tras 30 minutos: bar(max. 0,6 bar)
Resultado de la prueba inicial:
Prueba principal
Presión de servicio: bar(resultado de la prueba inicial)
Caída de presión tras 2 h bar(max. 0,2 bar)
Resultado de la prueba principal:
Prueba final*
1. Presión de serv.10 bares: barpor lo menos 5 min., acto seguido
Presión de servicio 1 bar: barpor lo menos 5 minutos
2. Presión de serv.10 bares: bar por lo menos 2 min., acto seguido
Presión de servicio 1 bar: barpor lo menos 2 minutos
3. Presión de serv.10 bares: barpor lo menos 2 min., acto seguido
Presión de servicio 1 bar: barpor lo menos 2 minutos
4. Presión de serv.10 bares: barpor lo menos 5 min., acto seguido
Presión de servicio 1 bar: barpor lo menos 5 minutos
* Entre cada ciclo se dejará la tubería sin presión.
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:49 Uhr Seite 48
PRUEBA
47
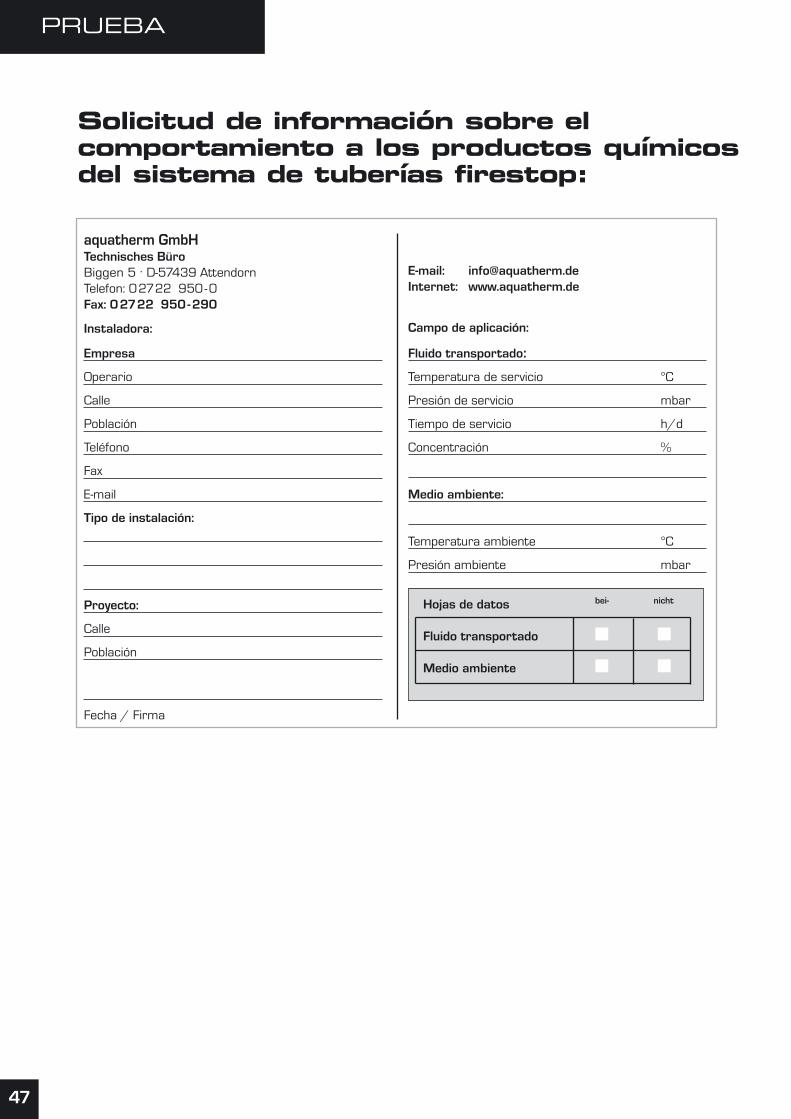
Solicitud de información sobre elcomportamiento a los productos químicosdel sistema de tuberías firestop:
Instaladora: Campo de aplicación:
Fluido transportado:
Temperatura de servicio °C
Presión de servicio mbar
Tiempo de servicio h/d
Concentración %
Medio ambiente:
Temperatura ambiente °C
Presión ambiente mbar
Hojas de datos
Fluido transportado ■ ■
Medio ambiente ■ ■
Empresa
Operario
Calle
Población
Teléfono
Fax
Tipo de instalación:
Proyecto:
Calle
Población
Fecha / Firma
aquatherm GmbHTechnisches Büro Biggen 5 . D-57439 AttendornTelefon: 02722 950 -0Fax: 0 2722 950 - 290
E-mail: [email protected]: www.aquatherm.de
bei- nicht
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:49 Uhr Seite 49

48
Referencias
Edificio de oficinas y de comercio“Römischer Hof” Berlín, Alemania
REFERENCIAS
Instalación del sistema firestop empotrado en hormigón.
La instalación del sistema firestop se efectúa de una forma rápida y sencilla, absolu-tamente segura gracias a la técnica de la fusión.
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:49 Uhr Seite 50
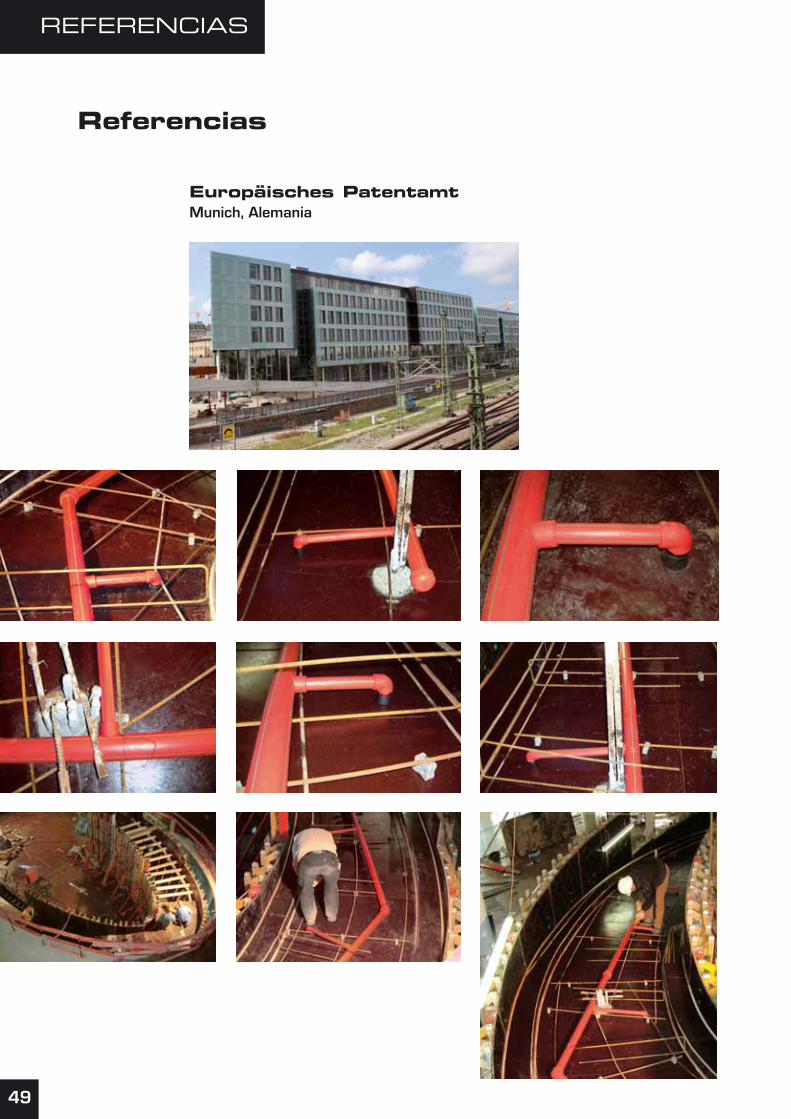
Europäisches PatentamtMunich, Alemania
Referencias
REFERENCIAS
49
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:50 Uhr Seite 51

50
REFERENCIAS
Referencias
Stadtwerke Munich, Centro TecnológicoMunich, Alemania
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:50 Uhr Seite 52

REFERENCIAS
51
Referencias
HYPO-CentralInnsbruck, Austria
Foto: Hypo Tirol Bank AG
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:50 Uhr Seite 53
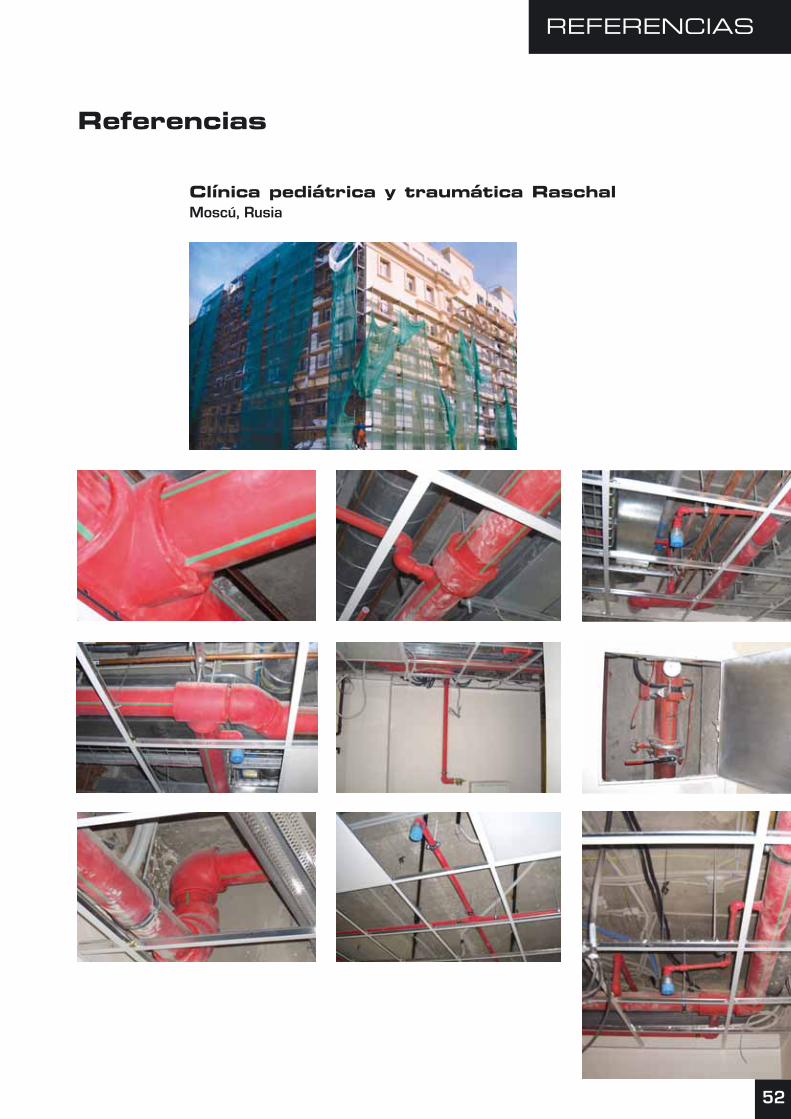
Clínica pediátrica y traumática RaschalMoscú, Rusia
Referencias
52
REFERENCIAS
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:50 Uhr Seite 54

REFERENCIAS
53
Edificio de oficinasMoscú, Rusia
Referencias
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:50 Uhr Seite 55
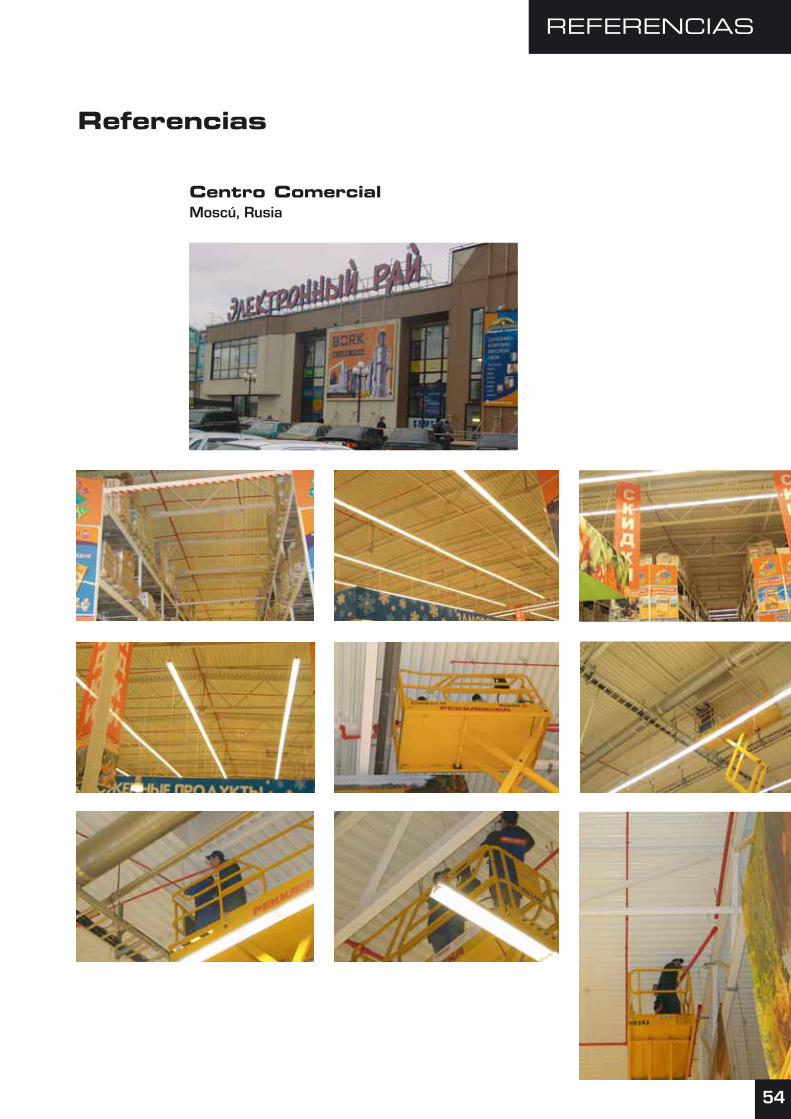
Centro ComercialMoscú, Rusia
Referencias
54
REFERENCIAS
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:50 Uhr Seite 56
REFERENCIAS
55
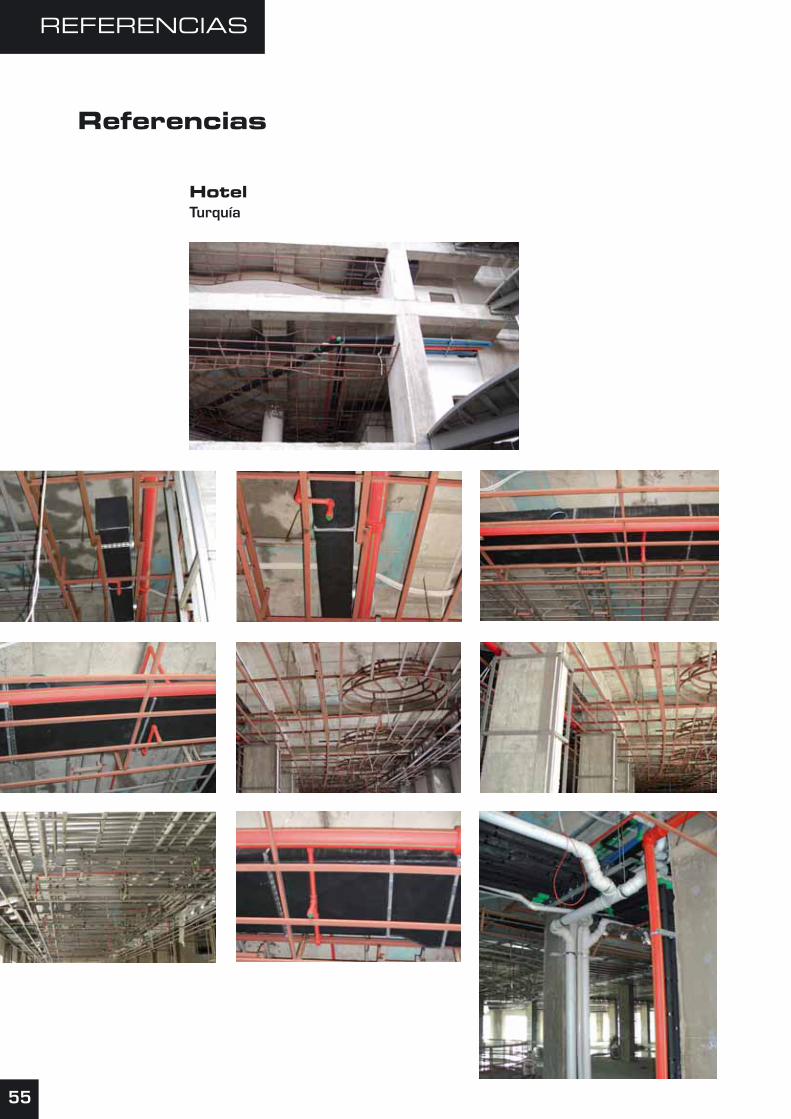
HotelTurquía
Referencias
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:50 Uhr Seite 57

Referencias
Almacén de alfombrasTurquía
56
REFERENCIAS
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:50 Uhr Seite 58

REFERENCIAS
57
Referencias
HotelSuecia
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:50 Uhr Seite 59
58
REFERENCIAS
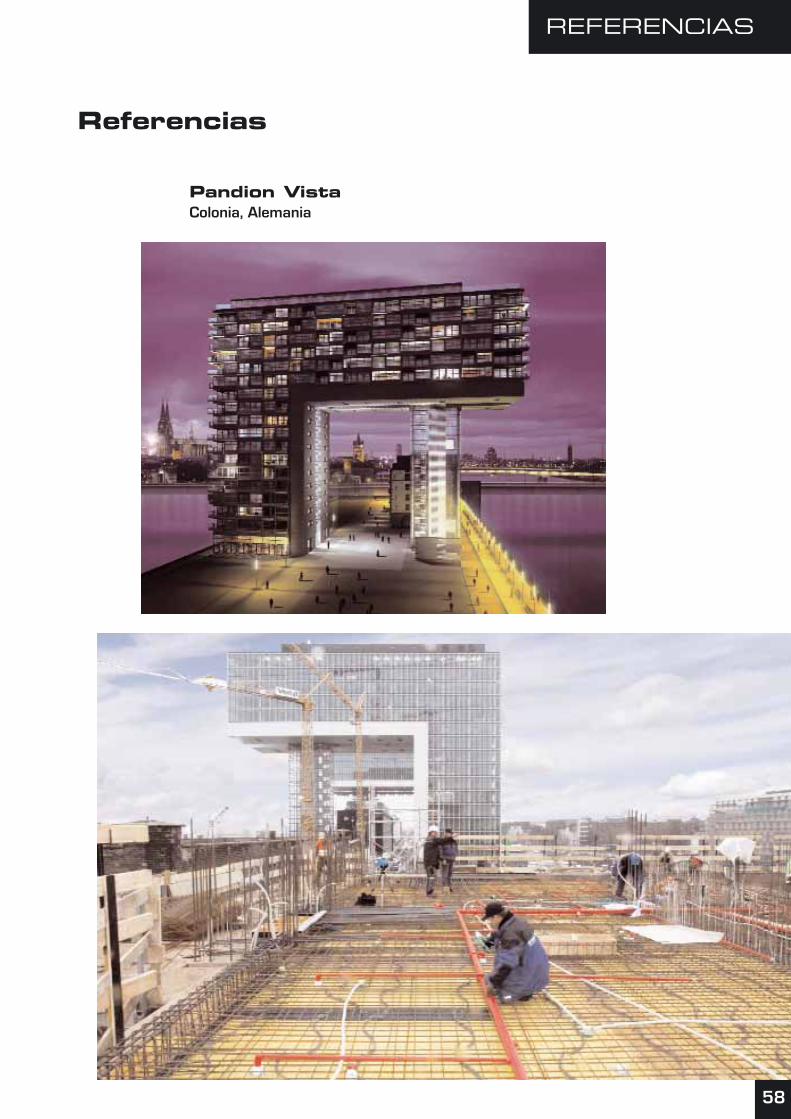
Referencias
Pandion Vista Colonia, Alemania
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:50 Uhr Seite 60
NOTAS
59
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:50 Uhr Seite 61
NOTAS
60
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:50 Uhr Seite 62
61
NOTAS
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:50 Uhr Seite 63
62
NOTAS
firestop_deutsch_1009_7.0.qxd:Neues Layout 18.01.2010 13:50 Uhr Seite 64
Recommended