I
2008.06
NBC serisi
MIG/MAG Ark Kaynak Makinası
KULLANIM KILAVUZU

İÇİNDEKİLER
§1 Emniyet .......................................... Hata! Yer işareti tanımlanmamış.
§1.1 İkaz işaret ve açıklamaları ........................................ Hata! Yer işareti tanımlanmamış.
§1.2 Ark kaynak zararı ..................................................... Hata! Yer işareti tanımlanmamış.
§1.3 Elektrik ve Manyetik Alan Bilgisi ............................ Hata! Yer işareti tanımlanmamış.
§2 Özet ...................................................................................................... 6
§2.1 Kısa sunum .................................................................................................................... 6
§2.2 Modül Açıklaması ......................................................................................................... 6
§2.3 Çalışma Prensibi ........................................................................................................... 7
§2.4 Volt-Amper Karakteristiği ........................................................................................... 7
§3 Kurulum ve Ayarlama ....................................................................... 8
§3.1 Parametereler ............................................................................................................... 8
§3.2 Çevrim Zamanı ve Aşırı Isınma .................................................................................. 8
§3.3 Taşıma ve Sabitleme ..................................................................................................... 9
§3.4 Ekipman Bağlantısı .................................................................................................... 10
§4 Kullanım ........................................................................................... 13
§4.1 Ön ve arka panel görüntüsü (NBC-250 örnek alınmıştır) ...................................... 13
§4.2 Tel besleme hızının ayarlanması................................................................................ 14
§4.3 Punta kaynak zamanının ayarlanması ..................................................................... 14
§4.4 Kaynak voltaj ayarı .................................................................................................... 15
§4.5 Kullanım İşlemi .......................................................................................................... 15
§4.6 Kaynak tekniklerinin açıklanması ............................................................................ 16
§4.7 Kayank Sorunları ve Sebepleri ................................................................................. 18
§4.8 Çalışma Ortamı .......................................................................................................... 19
§4.9 Kullanım Notları ......................................................................................................... 20
§5 Bakım & Sorungiderme .................................................................. 20
§5.1 Bakım ........................................................................................................................... 20
§5.2 Sorun giderme ............................................................................................................. 21
§5.3 Elektrik devre şeması ................................................................................................. 22

- 1 -
§1 EMNİYET
§1.1 İkaz İşaret Açıklamaları
Yukarıdaki semboller uyarı! dikkat! Döner parçalar, elektrik şoku yada termal parçalar size ve
çevrenizdekilere zarar verecektir. Benzer uyarılar diğer sayfalarda yer alacaktır. Gerekli güvenlik
önlemlerini almak güvenli kullanım için son derece önemlidir.
§1.2 Ark Kaynak Zararı
Takibeden açıklama ve ikaz işaretleri kaynak işlemi sırasında ortaya çıkabilecek size ve
çevrenizdekilere zarar verebilecek tehlikeli durumları açıklamaktadır. Bu sembolleri gördüğünüzde
durumun sizin ve etrafınızdakiler için tehlikeli olabileceğini hatırlayın.
Bu cihazlar için yalnızca profesyonel eğitim almış yetkili personel tarafından kurulum, düzetlme,
kullanım, bakım ve tamirat işlemi yapılabilir.
Kullanım sırasında ilgilisiz tüm personel özellikle çocuklar bölgeden uzaklaştırılmalıdır.
Makina kablosunu prizden çektikten sonra §5 bakım kurallarına göre makinanın elktrolitik
kapasitörlerinde DC voltaj yüklü olma ihtimaline karşı cihazı inceleyin.
ELEKTRİK ŞOKU ÖLDÜRÜR.
Elektrik aksamlarına asla dokunmayın.
Kendinizi korumak için kuru, deliksiz eldiven ve elbiseler giyin.
Kuru bir yatılım kullanarak kendinizi iş parçası ve şasiden izole edin. Yalıtımın iş parçası ve yerle
temas etmeyecek kadar yeterli büyüklükte olduğundan ve tamamen koruma sağladığından emin olun.
Cihazın dar alanlarda kullanımı sırasında ıslaklık ve düşme risklerine karşı dikkatli olun.
Kullanım kılavuzuna uygun olarak makinanın doğru biçimde bağlandığından kaynatılacak metalin
iyi durumdaki topraklama hattına topraklandığından emin olun.

- 2 -
Makina açık konumdayken şasi, elektrod pensi ve elektrod sıcaktır. Bu sıcak parçalara çıplak elle
yada ıslak elbiselerle dokunmayın. Ellerinizi izole etmek için kuru ve deliksiz eldizenler giyin.
Yarıotomatik ve otomatik tel kaynağında, elektrod, elektrod makarası, kaynak başlığı, nozul ve
yarıotomatik kaynak kaynak pensi elektriksel olarak sıcaktır.
Şasi kablosunun kaynak yapılan metalle düzgün elektiriksel bağlantı sağladığından emin olun.
Bağlantı kaynak yapılan alana mümkün olduğunca yakın olmalıdır.
Elektrod pensesi, işkence, kaynak kabloları ve makinanın iyi durumda olmasına dikkat edin. Hasarlı
kabloları değiştirin.
Elektrodu soğutmak için asla suya daldırmayın.
İki kaynak makinasına bağlı elektrod tutucuların sıcak parçalarına aynı anda dokunmayın çünkü
ikisi arasındaki voltaj kaynak makinalarının açık devre voltajının toplamı olabilir.
Yüksekte yapılan çalışmalarda düşerek şoka sebebiyet verebilecek düşme riskini önlemek için
emniyet kemeri kullanın.
DUMAN VE GAZLAR ZARARLI OLABİLİR.
Kaynak işlemi sağlığa zararlı duman ve gazlar çıkartabilir. Bu tür duman ve gazları solumaktan
kaçının. Kaynak işlemi sırasında başınızı dumandan uzak tutun. Duman ve gazı solunum yapılan
ortamdan uzak tutmak için yeterli miktarda havalandırma ve tahliye sistemi kullanın. Paslanmaz, sert
kaplama, kurşunlu, kadmiyum kaplama çelik, diğer metaller yada son derece zararlı toksik duman
üreten elektrod kullanımında özel havalandırma sistemlerine ihtiyaç vardır. Bu tür elektrod gazlarına
mümkün olan en az oranda maruz kalınmalı mekanik havalandırma ve tahliye sistemleriyle Başlangıç
Limit Değerleri sağlanmalıdır. Bazı durumlarda dar alanlarda ya da dış sahada havalandırma
sistemine ihtiyaç duyulabilir. Galvanizli çelik üzerinde yapılan kaynak işlemlerinde ayrıca ilave
emniyet tedbirlerine ihtiyaç duyulur.
Klorlu Hidrokarbon gazı yayan temizlik ve boya işlemlerinin yapıldığı alanlarda kaynak işlemi
yapmayın. Isı ve kaynak ışınları solvent buharıyla etkileşerek son derece toksik bir gaz olan Fogen
gazının yayılmasına sebep olur.
Ark kaynağı için kullanılan koruyucu gazlar havaya karışarak yaralanma ve ölüme sebebiyet
verebilir. Özellikle dar alanlarda daima solunan havanın temiz olduğundan emin olmak için yeterli
havalandırma kullanın.

- 3 -
Kullanılacak sarf malzemeleri ve makina için üretici firmanın talimatlarını okuyup anlayın. Ayrıca
malzeme emniyet bilgi kağıdı ve işçi emniyet pratikleri gibi dokümanlarıda aynı şeklide okuyup
anlayın.
ARK IŞINLARI YAKICIDIR.
Kaynak yaparken yada açık ark kaynağını gözlemlerken gözlerinizi spark ve ark ışınlarından
korumak için uygun filitreli kalkan ve yüz örtü plakası kullanın.
Teninizi ve yardımcınızı ark ışınlarının yakıcı etkisinden korumak için ateşe dayanıklı elbiseler
giyin.
Yakınınızdaki personeli yanmaz koruyucu maske yada ark kaynağına bakılmaması veya sıcak metal
sıçramasına maruz kalmamaları konusunda uyararak koruyun.
KİŞİSEL KORUMA
Tüm emniyet muhafazaları, kapaklar ve gerekli cihazların yerinde ve iyi durumda olduğundan emin
olun. El, saç, elbise ve takımları V kayışlar, dişliler, fanlar ve diğer hareketli parçalardan çalışma ve
bakım işlemi sırasında uzak tutun.
Elinizi motor fanının yanına koymayın. Motor çalışırken gaz kontrol koluyla oynamayın.
Motor çalışırken yada açık ark kaynağı yapılırken yakıt doldurma işlemi
yapmayın.Yakıtın motor üzerinde sıcak parçalara dökülerek buharlaşmasını ve alev almasını önlemek
için öncelikle motoru durdurup soğumasını bekleyin ardından dolum işlemini yapın. Deponun
doldurulması esnasında yakıtı dökmeyin. Yakıt dökülürse kuru bezle silin ve tamamen buharlaşana
kadar motoru çalıştırmayın.
KAYNAK KIVILCIMLARI yangın ve patlamaya
sebep olur.
Yanıcı malzemeleri kaynak bölgesinde uzaklaştırın. Bu mümkün değilse kaynak kıvılcımlarının
yangın çıkartmasını önlemek için yanıcı malzemeleri örtün. Kaynak kıvılcımlarını dar alanlardan,

- 4 -
çatlaklardan ve bitişik alanlardan rahatça geçebildiğini unutmayın. Hidrolik hatlarına yakın kaynak
yapmayın. Yanınızda kullanıma hazır yangın söndürücü bulundurun.
Sıkıştırılmış gaz kullanılan alanlarda, tehlikeli durumlara mahal vermemek için özel emniyet
tedbirleri alınmalıdır.
Kaynak yapılmazken elktrod devresinin herhangi bir noktasının iş parçasına veya yere temas
etmemesine dikkat edin. Kazara meydana gelecek temaslarda aşırı ısınma ve yangın tehlikesi ortaya
çıkar.
Tank, depo ve konteyner gibi yapıların içindeki malzemeden toksik buhar çıkmayacağından emin
olmadan ısıtma, kesme ve kaynak işlemlerini yapmayın. Bu tip yapılar temiz olsalar bile patlamaya
sebep olabilir.
Konteyner ve menfezleri ısıtma, kesme ya da kaynak işleminden önce havalandırın. Bu tip yapılar
patlayabilir.
Ark kaynağından kıvılcım ve eriyik metal serpintisi meydana gelir. Emniyetiniz için deri eldiven,
koruyucu gömlek, düz paça pantolon, yüksek tabanlı ayakkabı ve kep kullanın. Kapalı alanlarda dikey
kaynak işleminde kulak tıkacı kullanın. Kaynak alanında daima yan korumalı emniyet gözlüğü ve
kalkan kullanın.
Pratik olarak iş kablosunu kaynak bölgesine en yakın noktaya bağlayın. Kabloların uzak alanlardan
bağlanması kaynak akımının caraskal ve vinç gibi diğer alternative devrelerin üzerinden geçmesine
sebep olur. Bu durum yangın tehlikesi ya da cihazların aşırı ısınarak arızalanmasına yol açar.
Döner parçalar tehlikeli olabilir.
Koruyucu gaz taşıma işlemi doğru yapmak için sıkıştırılmış gaz tüpleri kullanın. Gaz ve basınçlı
çalışma için tasarlanmış regülâtörler kullanın. Tüm hortum, bağlantı vb. Parçalar uygulama için uygun
ve iyi durumda olmalıdır.
Tüpleri daima dik konumda ve bir araba ya da sabit noktada bağlı vaziyette tutun.
Tüpleri:
Fiziksel hasara maruz kalabilecek ortamdan uzak tutun.
Ark kaynağı ve kesim işleminin yapıldığı ayrıca ısı, kıvılcım ve alev bulunan ortamlardan uzak tutun.
Elektrod, elektrod pensesi yada elektriksel olarak sıcak olan diğer parçaların tüplere deymesini

- 5 -
önleyin.
Tüp valfleri açıldığında kafa ve yüzünüzü tüp valf çıkışından uzak tutun.
Tüpler kullanılmazken valf koruma kapakları yerlerinde ve sıkılı durumda olmalıdır.
§1.3 Elektik ve Manyetik Alan Bilgisi
Elektrik akımı herhangi bir iletken üzerinde lokal olarak Elektrik ve Manyetik Alan
(EMA)oluştururarak geçer. EMA’nın etkileri konusundaki tartışmalar tüm dünyada hala devam
etmektedir. Şu ana kadar EMA’nın insan sağlığını etkilediğine dair kesin deliller bulunamamıştır.
Bununla beraber EMA’nın zararları kousundaki araştırmalar hala sürdürülmektedir. Herhangi bir
sonuçtan önce mümkün olduğunca EMA’nın etkisini azaltmamız gerekir.
EMA etkisini en aza indirgemek içim şu işlemler yapılmalıdır:
Elktrod ve iş kablolarını birlikte çekin- mümkünse bantla kabloları emniyete alın.
Tüm kablolar kullanıcıdan uzak bir noktada toplanmalıdır.
Asla kabloyu vücüdunuza dolamayın.
Kaynak makinası ve güç kablosunun kullanıcıdan mümkün oldukça uzakta durmasını sağlayın.
İş kablosunu kaynak yapılacak alana en yakın noktadan iş parçasına bağlayın.
Kalp ritim cihazı, yada kalp pili gibi cihaz kullanan kişiler kaynak arkından uzak durmalıdır.

ÖZET
- 6 -
§2 Özet
§2.1 Kısa Sunum
NBC serisi ark kaynak makinaları yarı otomatik gaz korumalı ark kaynak makinaladır. Yapıları
itibariyle sökülebilir ve sökülemez yapıdadırlar. Ana elektrik fonksiyonu ön panelde bulunan trfo
bobini dönüştürür böylece ikinci bobin çıkış voltajı ayarlanabilir.
NBC serisi ark kaynak makinaları CO2 gazı kullanılır. Makina CO2 gazını koruma gazı olarak
algılar, aktif gaz korumalı durumda MAG kaynağı ve inaktif gaz korumalı durumda MIG kaynağı
olarak algılanır.
NBC serisi kaynak makinalarının tel besleme üniteleri sürekli ve kademesiz olarak ayarlanabilir.
Punta kaynağı için zaman geciktirme kontrol ünitesi mevcuttur ve kaynak voltajının ayarlanabilir
seviyesi 10, 16, 24 ve 40 kademeli olarak farklı akım çıkışlarına göre ayarlanabilir. (daha fazla detay
için bakınız §4.1)
NBC serisi ark kaynak makinası yüksek performans, yüksek ateşleme oranı, düşük hata payı, düşük
sıçrama ve verimli kaynak etkisine sahiptir. Makina, karbon çeliği, paslanamz çelik, düşük alaşımlı
çelik ve alüminyum alaşımlarının punta, alın, bindirme ve köşe kaynakları için idealdir. Ayrıca
otomobil, konteyner, bisikler, motorsikler, metal işleme makinaları, mobilya fabrikarı ve diğer mkina
üretim fabrikalarında üretim ve montaj kaynaklarında idealdir.
MAG--Metal Aktif Gaz Kaynağı
MIG--Metal Pasif Gaz Kaynağı
§2.2 Modül Açıklaması
GB10249 Ulusal Standartlarına uygun modül açıklaması aşağıdaki gibidir. (NB 500 örnek olarak
alınmıştır).( NBC-315 örnek olrak alınmıştır)

ÖZET
- 7 -
§2.3 Çalışma Prensibi
V1, N1 ve V2, N2 arasındkai ilişki şu şekildedir: V1 /V2=N1/N2 (V1: primer bobin giriş voltajı, N1:
primer bobin çevrimi, V2: ikincil bobin çıkış voltajı, N2: ikincil bobin çevrimi, V2 =N2×V1/N1 (N2 ve
V1 sabittir). Böylece, N1 değeri değiştirilerek çıkış voltajı ayarlanabilir. Çalışma şeması aşıdaki
gibidir:
§2.4 Volt-Amper Karakteristiği
NBC serisi kaynak makinaları mükemmel volt-amper karakteristiğine sahiptir. nominal
yüklenme voltajı U2 ve kaynak akımı I2 arasındaki ilişki şöyledir:
I2≤600A,olduğunda U2=14+0.05I2(V); I2>600A, olduğunda U2=44(V).

- 8 -
§3 Kurulum ve Ayarlama
§3.1 Parametreler
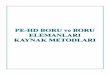
§3.2 Çevrim zamanı ve Aşırı ısınma
“X” işareti makinanın belirli bir zamanda (10 Dak) sürekli çalışma verimliliğini göstermektedir. Nominal
Parametreler NBC-200 NBC-250 NBC-315 NBC-350 NBC-400 NBC-500
Giriş voltajı(V) 3~400V±10%,
50Hz 3~380V±10%,50Hz
Nominal giriş akımı(A) 10.5 12 18.7 22 27 37.5
Nominal giriş gücü(KW) 6.9 9.4 12 14.5 17 24
Güç faktörü (cos φ) 0.95
CO2 gaz ön ısıtma gücü AC 36V / AC 24V
Maks. Boşta çalışma voltajı
(V) 16.5~33.5 18~34 16~41 18~41 18~45 17~47
Kaynak akımı ayar aralığı 10 10 16 24 40 40
Çevrim oranı
(40℃,10 dakika)
25~200 40~250 40~315 40~350 40~400 50~500
30% 200A 40% 250A 40% 315A — 40% 400A 40% 00A
60% 150A 60% 200A 60% 260A 60% 350A 60% 360A 60% 420A
100% 130A 100% 150A 100% 200A 100% 280A 100% 300A 100% 350A
Verim (%) ≥84%
Uygulanabilen kaynak teli
çapı(mm) 0.6~1.0 0.8~1.0 0.8~1.2 0.8~1.2 0.8~1.6 0.8~1.6
Makina boyutları (mm) 830×350×740 830×360×820 830×360×820 920×500×820 920×500×840 945×455×865
Ana ünite ağırlığı(kg) 68 74.5 93.5 117 141.5 116
Koruma sınıfı IP21S
İzolasyon sınıfı F
Not: Yukarıdaki parametreler makinaların geliştirilmesi halinde değişime uğrar.

- 9 -
çalışma verimliliğinin anlamı kaynak makinasının nominal kaynak akım çıkışı üreterek 10 dak süreyle belirli
zaman nispetinde çalışmasıdır..
Çalışma verimi “X” ve
çıkış akımı “I” arasındaki
ilişki yandaki grafikte
gösterilmektedir.
Trafonun aşınrı ısınması
durumunda, makina
içersindeki ısı rölesi açılır
ve devreye talimat
göndererek AC rölesini ve kaynak çıkış akımını keserek ön panelde bulunan aşırı ısınma pilot alarm lambasını
yakar. Bu durumda makinanın fan rarafından 15 dakika soğutulması gerekir.
Makinanın yeniden kullanımı sırasında kaynak çıkış akımı ve çevirim zamanı düşürülmelidir.
§3.3 Taşıma ve Yerleştirme
(NBC-315 örnek olarak alınmıştır)
NBC serisi kaynak makinası vet el besleme ünitesleri hareketli hale getirilebilmek için alt bölümlerine teker
monte edilmiştir.
NBC serisi ark kaynak makinası hem elle hemde askı kancaları yardımıyla taşınabilir:
Forklift kullanırken, forklift çatal boyu güvenle kaldırma sağlayacak şekilde yeterince uzun olmalıdır.
Makinanın hareket etmesi potensiyel tehlikelere yol açabilir. Bu sebeple kullanmadan önce makinanın
sabitlenmesi gerekir..
I ( A ) 0
100 %
40 %
300
X
NBC400 için çevrim zamanı ve kaynak akımı arasındaki ilişki
400 360
60 %

- 10 -
§3.4 Ekipman Bağlantısı
NBC-200、250、315、350、400、500 metal taşıma levhalı
Kullanım Aşamaları:
1、Kaynak makinası güç kaynağı giriş kablosunu elektrik kutusuna bağlayın. Dengesiz üç faz güç girişinden
makinayı korumak için giriş hattına elektrik kaçak koruma sivici koymanız tavsiye edilir.
2、Tel levhasını, besleme miline yerleştirin. Dikkat: aşağıda gösterildiği gibi kontra milinin tam olarak plakaya
gelmesine dikkat edin. 3、Kaynak telini, besleme makarası, tel besleme borusu ve bağlantı boyunca 100mm
kadar çıkartın. Daha sonra kaynak torcunu aşağıdaki bağlayın:

- 11 -
Dikkat: a. Teker oluk çaplarının kaynak telinin çapıyla uyumlu olup olmadığını kontrol edin değilse değiştirin.
b. Tel besleme ünitesi basınç ayarı aşağıdaki gibidir:
4、 Kaynak makinası eksi kutbunu iş parçasına bağlayıne (kaynak metali).
5、 Gaz tüpünün vanasını bir miktar açarak regülatör çıkışında olabilecek toz ve kirin tahliye olmasını sağlayın:

- 12 -
Not: Barometreyi taktıktan sonra, kaynak makinasını arka panelinde bulunan ısıtıcı jakını yuvaya
takın, ısıtıcının 1-2 dakika ısınmasını sağlayın böylece normal olrak çalışıp çalışmadığı kontrol
edilir. Böylece CO2 gazının normal biçimde akışı sağlanırken, barometre bölümünde donma yapması
önlenmiş olur:
6、Düşük saflıktaki CO2 gazı güçlü duman yayar ve bu şekilde ortaya çıkan duman ve gaz kullanımı
doğrudan kaynağı etkiler. Bundan dolayı bu tip gazı yüksek saflıkta gazla değiştirmeniz tavsiye edilir.
Bununla beraber, gaz tübünü yaklaşık yarım gün boyunca baş aşağı bekleterek içerdeki toz ve kirin boyun
bölümünde birikmesini sağlayabilirsiniz. Daha sonra vanayı açarak boyun bölümünde biriken toz ve kir
tahliye edilir.
90 °
90 °
CO 2 CO 2 gaz
kir
Toz ve kir
Toz ve kir

- 13 -
§4 Kullanım
§4.1 Ön ve arka panel görüntüsü (NBC-250 örnek olarak alınmıştır)
15
17
16
14
12
11
13
9 10
8
7
6
5
4
32
1
GAS HEATING·24V
10A
10A
F2
F1
22V
150A
24V
200A
27V
250A
I1max=15A I1eff=9.5A
18~34V
40A/16V-250A/27V
NBC-250 MIG-MAG WELDER
FIP21S
3~50Hz
3~
No:
IEC60974-1:2000
U1=380V
60% 100% X
I2
U2
40%
20A
U0
NBC-250MIG/MAG WELDERA/V INDICATOR
A
V
ALARM
GAS INPUT
POWER INPUT
3~380V
WHEN WELDINGDON'T CHANGE THE STEP OF SWITCH!
POWER
10
VOLTAGE REG
4
9
53
6
8
71
2
2
6
8
4
1
1012
18
16
14
20 t
41
0 5
2 3
1 akım/voltaj dijital ekranı
2 tel besleme hızı ayar düğmesi
3 punta kaynak zaman ayar düğmesi
4 akım/voltaj dijital ekran sivici
5 aşırı ısınma alarm lambası
6 güç sivici, cihaz açıldığında lamba yanar
7 voltaj seviye sivici
8 negatif çıkış
9 pozitif çıkış (ufak indüktans)
10 pozitif çıkış (büyük indüktans)
11 sigorta kutusu (10A sigorta)
12 sigorta kutusu (10A sigorta)
13 gaz ısıtma soketi (24V yada 36V, 3-lead aero soketi)
14 koruma gaz girişi
15 güç kablosu (3~380V)

- 14 -
16 teknik açıklama etiketi
17 fan
§4.2 Tel besleme hızının ayarlanması
Tel besleme hızı ayar düğmesi solda
şekilde gösterildiği gibidir. Tel besleme hızını
artırmak istediğinizde düğmeyi saat dönüş
yönünde çevirin.
Götserilen numaralar “ 1-20” gerçek değer
değildir, ancak konsept olarak değer 20 eşit
parçaya böülnmüştür.
NBC serisi kaynak makinaları için, tel
besleme hızı ve kaynak akımı arasındaki ilişki
paraleldir, yani kaynak akımı, tel besleme hızıyla belirlenir.
§4.3 Punta kaynağı zaman ayarı
punta kaynağı ayar düğmesi sağda şekilde gösterildiği gibidir. Punta kaynak zamanını artırmak
isterseniz düğmeyi saat dönüş yönü istikametinde çevirin.
“0-5” rakmaları gerçek zamanı gösterir, birim: saniye.
“0” skalası üzerinde dönüşüm sivici bulunur. Punta kaynak özelliği
kapanana kadar sivici çevirin.
Punta kaynak işlemi:
1 Kaynak işleminden önce ayar svicinden tecih edilen punta
kaynak zamanını ayarlayın (sağdaki şekle bakınız).
2 Kaynak torç tetiğine bastıktan sonra tel besleme işlemi başlar (sivice basılması veya
bırakılması sorun değildir).
3 Belirlenen zaman tamamlandığında işlem otomatik olarak durur.
4 Yeni kaynak işlemi için kaynak torç sivicine basın.
Not: Maksimum punta kaynak zamanı 5 saniyedir
1214
16
18
1086
4
2
1 20
2 3
41
t
50

- 15 -
§4.4 Kaynak voltaj ayarı
NBC-200、250 tek siviç üzerinden 10 farklı seviyede voltaj ayarına olanak sağlar, kaynak voltajı
18V-32V arasında ayarlanabilir.
NBC-315, 350, 400,500 makinaları geniş ayarlama ve hassas ayarlama olarak iki farklı ayar svicine
sahiptir. Geniş ayar 4, hassas ayar 4 kademe (315) 6 kademe (350), ve 10 kademe (400-500) ayarına
NBC-315 için voltaj ayar seviyesi: 4×4=16 kademe;
NBC-350 için voltaj ayar seviyesi: 4×6=24 kademe;
NBC-400 için voltaj ayar seviyesi: 4×10=40 kademe;
NBC-500 için voltaj ayar seviyesi: 4×10=40 kademe;
Voltaj değişimi (NBC-315)
Not:
1. Geniş seviye, hassar ayardan daha fazla düzenlenebilir voltaj aralığına shiptir;
2. Kaynak voltajı boşta voltaj geriliminden daha düşüktür;
3. Çıkış voltajı farklı makinalarda farklı olmaktadır;
4. Yukarıdaki parametreler yalnızca referans için kullanılmıştır, bu sebeple makinanın değişmesi
halinde bu değerlerde değişir.
§4.5 Kullanım
1. Güç şalterini açın. Gösterge lambası yanar ve fan çalışmaya başlar;
2. Kaynak normal koşullarda yapıldığında, lütfen punta kaynak zamanını sıfıra ayarlayın (sivici saat
dönüş yönü tersine tam olarak çevirin).
3. Kaynak teli torçun cundan çıkana kadar kaynak torç sivcine basın. Tel
besleme hızı potansiyometrenin regüle edilmesiyle ayarlanabilir.
(Not: Kaynak teli nozuldan çıktıktan sonra teli düzgün biçimde çekmeye
Boşta voltaj(V) Geniş seviye
bir iki üç dört
Hassas
ayar
bir 15.5 18.5 23.1 30.2
iki 16.1 19.6 24.6 32.7
üç 16.9 20.7 26.3 35.8
dört 17.8 21.9 28.4 39.6
杂质90°
90°
油污和杂质
CO2CO2气体
油污和杂质50m
m

- 16 -
dikkat edin ve resimde gösterildiği gibi kaynak torcu iletken nozolunu tel çıkana kadar çıkartın.
Kaynak torcunu tel besleme işlemi sırasında insane vücuduna veya yüzüne tutmayın.
4. Gaz tüpünü açın, gazı kontrol etmek için torç sivicine basın and gaz akışını ayarlayın;
5. kaynak makinası negative çıkışını şasi kablosuyla iş parçasına bağlayın, tel besleme için torç
tetiğine basın, arkı ateşleyin ve normal olarak kaynak yapın;
6. “V/A” ekran sivcini “V” a çevirin , gösterilen voltaj; “V/A “dönüşüm sivicini “A”ya çevirin
gösterilen akım;
Not: Kaynak işlemi sırasında dönüşüm sivicini değiştirmeyin.
7. Kaynak torcunu gevşetin ve kaynak işlemi sone erer.
§4.6 Kaynak teknikleri
● Sunum
● Çalışma yöntemi
● Torç açıları
Alın kaynağı sırasında Köşe kaynağı sırasında
10°
90°
小于7mm 7mm~13mm
直枪推枪
90°
拉枪
10°
45°
45°
0°~15°~15°0°

- 17 -
torç açıları torç açıları
● Torç hareket yönleri ve kaynak geçişleri
● Torç hareket metodu
● Torç hareket hızları
● İyi kaynak örnekleri
1、ufak sıçrama 2、kaynak yolu 3、örtü yok 4、hafif batmış 5、komple nüfuziyet
● Kötü kaynak örnekleri
1、çok fazla sıçrama 2、kaba kaynak yolu 3、alttan kesim 4、çapak 5 、 yetersiz
nüfuziyet

- 18 -
§4.7 Kaynak Sorunları ve Sebepler
Kaynak yolunda delikler var
Olası sebepler Düzeltme yöntemleri
Koruma gazı eksikliği
·koruma gazı akış oranını kontrol edin
·nozuldaki çapakları temizleyin
·hortuma gaz akışı olup olmadığını kontrol edin
·şiddetli rüzgardan kaçının
·nozul ve iş parçası arasındaki mesafe 6mm den 13mm’ye kadar
·kaynak torçu ergime havuzuna çok yakın
Yanlış koruma gazı
kullanımı
·doğru koruma gazı kullanın
Kaynak teli iyi değil ·temiz ve kuru kaynak teli kullanın
·telin, beslenmesi aşamasında yağ ve tozla kirletilmediğinden emin olun
Kirli iş parçası
·iş parçası üzerindeki gres, su, yağlı boya veya koruyucu tabakaları
temizleyin
·daha fazla deoksidan içeren kaynak teli kullanın (tedarikçinizle irtibata
geçin)
Kaynak teli uzunluğu çok
fazla
·Telin çıkıntı yapan uç kısmının 13mm den uzun olmamasına dikkat
edin.
Çok fazla sıçrama
Olası sebepler Düzeltme yöntemleri
Tel besleme hızı çok yüksek ·daha düşük tel besleme hızı ayarlayın
Kaynak akımı yada kaynak
voltajı çok yüksek
·düşük kaynak akımı ve voltajı kullanın

- 19 -
Kaynak teli çok uzun ·kaynak telinin çıkıntısını düşürün
Kirli iş parçası · iş parçası üzerindeki gres, su, yağlı boya veya koruyucu tabakaları
temizleyin
Koruma gazı eksikliği ·koruma gaz akışını artırın ve kaynak arkını rüzgardan koruyun
Kirli kaynak teli ·temiz ve kuru kaynak teli kullanın
·tel besleme işlemi sırasında kaynak telinin yağlanmamasına dikkat edin
YANMA
SEBEPLER DÜZELTME YÖNTEMLERİ
Çok fazla enerji girişi Düşük voltaj girişi ve tel besleme hızı seçin
Torç hızını artırın
Kaynak yolu düz değil
SEBEPLER DÜZELTME YÖNTEMLERİ
Torçtan çıkan tel çok uzun Torç ucundan çıkan telin 13mm olmasını
sağlayın
Elde titreme. Torcu her iki elinizle utun yada sabitleme aparatı
kullanın
BÜKÜLME
Yüksek enerji girişi/zayıf iş parçası yeri
İş parçasını sabitleyin
Asıl kaynak işleminden önce parçaları puntalayın
Düşük voltaj girişi ve tel besleme hızı seçin
Torç hızını artırın
Alt bölümde yetersiz soğutma
§4.8 Çalışma ortamı
·Deniz seviyesinden yükseklik ≤1000m altında.
·Çalışma sıcaklık aralığı:-100C~+40
0C.
·Bağıl nem 90 %(+200C) altında.
·Makina bazı drumlarda farklı açılarda çalışabilir. Maksimum açı değiri 150 dir.
·Makinayı aşırı yağmur ve doğrudan güneş ışığından koruyun.
·Havadaki toz, asit ve aşındırıcı gazlar normal standartları aşmamalıdır.

- 20 -
·Kaynak işlemi sırasında yeterli havalandırma olduğundan emin olun. Makina ve duvar arasında en az
30cm mesafe olmalıdır.
§4.9 Çalışma notları
● Makinayı kullanmadan önce §1 bölümünü okuyun.
● Toprak hattını doğrudan makinaya bağlayın ve §3.4. başvurun.
● Ana şalterin kapatılması durumunda boşta voltaj yüklemesi olabilir. Elektrod çıkışına vücudunuzun
her hangi bir kısmıyla dokunmayın.
● Kullanımdan önce insanlar uzaklaştırılmaldır. Çıplak gözle arka bakmayın..
● Verim oranını artırmak için makinanın iyi havalanmasını sağlayın.
● Kullanım sonrası enerji tasarrufu sağlamak için cihazı kapatın..
● Ana şalter herhangi bir hatadan dolayı koruma maksatlı kapanmışsa problem çözülenedek makinayı
çalıştırmayın. Aksi halde bir takım sorunlar ortaya çıkacaktır.
§5 Bakım & Sorun giderme
§5.1 Bakım
Ark kaynak makinasının yüksek verim ve emniyetle çalışmasını sağlamak için düzenli olarak
bakımları yapılmalıdır. Müşterilerin bakım metodlarını anlamasını, ark kaynak makinasını daha iyi
tanımalarını, basit gözlem ve emniyet uygulamalarını kendi başlarına yapabilmelerini, hata oranını en
aza indirerek, makina servis ömrünü uzatmalarını sağlayın. Bakımla ilgili detaylar aşağıdaki tabloda
yer almaktadır.
● Uyarı: Makinanın bakım işlemi sırasında, elektrik kablosunu çekin ve kapasite voltajı 36V
emniyet voltajına düşene kadar 5 dakika bekleyin.
Tarih Bakım konuları
Günlük
İnceleme
Makinanın ön ve arka panelinde buluna akım düğmesi ve ana şalterin yerlerinde ve
çalışır durumda olduğundan emin oun. Akım ayar düğmesi düzgün yerleştrilmemişse
düzeltin düzeltemezseniz tamir edin yada derhal değiştirin;
Ana şalter esnek durumda değilse yada doğru biçimde yerine yerleştrilmemeişse derhal
değiştirin; Yedek akasesuar için ithalatçı firmanın servis departmanıyla irtibata geçin.
Makinayı çalıştırdıktan sonra makinada titreme, ıslık sesi yada garip bir koku olup
olmadığını kontrol edin. Eğer her hangi bir sorun varsa sorunun kaynağını bulmaya çalışın,
bulamazsanız yetkili servise başvurun.

- 21 -
LED gösterge değerinin doğru olduğundan emin olun. LED ekran numaraları doğru
değilse hasarlı LED’i değiştirin. Hala çalışmıyorsa PCB ekranı temin edin.
LED üzerindeki min ve maks değerlerin ayar değerleriyle uyumlu olduğundan emin
olun. Eğer farklılık varsa normal kaynak işlemini etkileyecektir bunu için ayarlama yapın.
Fanın hasarlı olmadığından ve normal biçimde döndüğünden emin olun. Fan hasar
görmüşse derhal değiştirin. Makina aşırı ısındıktan sonra fan devreye girmiyorsa
pervanenin bloke olup olmadığını kontrol edin, bloke olmuşsa soruna sebep olan yabancı
malzemeyi çıkartın, fan hala çalışmıyorsa fanı dönüş yönü istikametinde itin. Fan normal
olarak çalışıyorsa başlama kapasitesi değiştirilmelidir; aksi halde fanı değiştirin.
Hızlı bağlantının gevşek yada aşırı ısınmış olup olmadığını kontrol edin. Eğer ısınma
yada gevşeme varsa bağlantıları sıkın yada değiştirin.
Akım kablosunun hasar görüp görmediğini kontrol edin. Hasar görmüşse sarılmalı,
yalıtılmalı yada değiştirilmelidir.
Aylık
İnceleme
Kuru hava kompresörü kullanarak makinanın içini temizleyin. Özellikle IGBT modülü,
PCB, hızlı kurtarma diodu, indüktans, ana voltaj transformatörü ve radyatör üzerinde
bulunan tozları temizleyin.
Makina üzerindeki vidaları kontrol edin gevşeme varsa sıkın. Düşmüşse yerine yenisini
kullanın. Paslanma varsa pası silip çalıştıklarından emin olun.
3 aylık
İnceleme
Gerçek akımının ekrandaki akım değeriyle uyumlu olup olmadığından emin olun.Eğer
uyumlu değilse düzenlenmelidir.Gerçek akım değeri pens amper metreyle ölçülür.
Yıllık
İnceleme
Ana devre, PCB ve gövde üzerindeki izolasyon empedansını ölçün eğer 1MΩ,
altındaysa hasarlıdır ve değiştirilmesi gerekir.
§5.2 Sorun giderme
Sorunlar Sebepler Çözümler
Tel besleme
dengesiz
1)Baskı teli çok gevşek yada çok sıkı; ф0.8 skala 3-4
ф1.0 skala -4
2) Tel borusunda çok fazla toz; Tel borusunu değiştirin
3) Mil çok sıkı; Mili ayarlayın
4) Kaynak teli paslı, bükülmüş yada
çapı uygun değil; Kaynak telini değiştirin

- 22 -
Torç sivicine
basıldığında
kaynak yok
1) Torç sivici yada kontrol teli hasarlı; Kaynak torcunu açın ve kontrol
soketini kısa devre yaptırın herhangi
bir hareket olmazsa torcu değiştirin
yada tamir edin değilse sigortaya
bakın;
2) Sigorta yanmış Değiştirin
3) PCB hasarlı Değiştirin
Kaynak akımında
düşme
1)Şasi bağlantısı zayıf
Şasi bağlatılarının iyi durumda
olduğunu kontrol edin aksi halde
değiştirin
2)Torç gevşek Torcu sıkın
Kaynak yolunda
hava
1)Koruma gazı yetersiz
Gaz basıncı yada akışının yeterli olup
olmadığını kontrol edin, basıncın 8~
15L/DAK olması gerekir;
2) Sahada şiddetli rüzgar Koruma altına alın
3) Nozulda çok fazla sıçrama Sıçramayı temizleyin; nozul deforme
olmuşsa değiştirin
4)Gaz borusu hasarlı Basın saatini inceleyin; gaz hortumunu
değiştirin
5)Gaz valfinde hareket yok
Profesyonel elektrikçi çağırıp cihazı
inceletin yada distribütörle bağlantı
kurun
6)Zayıf gaz, zayıf besleme teli distribütörle bağlantı kurun
§5.3 Elektrik devre şeması
杂质90°
90°
油污和杂质
CO2CO2气体
油污和杂质50m
m(1/4T)1秒后
马上关紧

- 23 -
N-B
LED
AM Pr1
FLL
SOU
W1
W2
CZ1
P
K
SPOT
VGD
SPT
SWLE
DOT Pr2
QV
SOUI
N
SOU
W
KPr
CZ
ST
OT
QV
T
B1
N
BC
ser
ies
elec
tro
nic
sch
emat
ic
(o
ne
pac
kag
e o
r d
etac
hed
wir
e fe
eder)
LED
TQV
FAN
FAN
OT
B
25V
18.5V
B2
380V
8.5V
RD2
24V
Q
220V
CZ2
L
RDAN
WC
AN
FL
WC输
入3~
380V RD
1
N-A
MOTO
R

- 24 -
YETKİLİ SERVİSLER
•ADANA
ÖZ TEKNİK KAYNAK
ORHAN YILMAZ
YEŞİLOBA MAH.METAL SAN.SİT.19.SOK.NO:6 NOLU ÇARŞI NO:35-37
SEYHAN
0322 429 47 85
•ADAPAZARI
ENGiN ELEKTRiK
METiN ALAK
MALTEPE MAH.ORHAN GAZİ CAD.
(TEK YOKUŞU) ŞEHİT METİN AKKUŞ SOK.NO:19
0264 291 05 67
•ADIYAMAN
EMEK BOBiNAJ
MEHMET NURI AKASLAN
ATATüRK BULVARI PTT KARşISI NO.153/A
0416 216 7566
•AFYON
EMEK-İŞ BOBİNAJ
RASİM MANAP
DUMLUPINAR MH. MENDERES CD. KARAHİSAR APT.
0272 212 11 32
•AKSARAY
KAYNAR HIRDAVAT
ABDÜLKADİR KAYNAR
SANAYİ MAHALLESİ 2013 SOKAK NO:1
0382 215 12 88
•ANKARA
TEZCAN ELEKTRİK
YARDIM TEZCAN
42/A SOK.NO:38
OSTİM
0312 354 80 21
•ANTALYA
GÖKLER MAKİNA
GÖKHAN GÖKLER
ESKİ SANAYİ SİTESİ 676 SOK.NO.93
0242 343 21 29
•ÇANAKKALE
SAHİN BOBİNAJ
HASAN SAHİN
İSTİKLAL CAD. NO:154
BİGA
0286 316 11 71
•ÇORUM
ÖZKAN BOBİNAJ
ÖZKAN SÖYLEYEN
CEPNİ MAH. KUBBELİ CD. NO:77
0364 224 75 97 - 0364 22475 97
•DENİZLİ
ÖRSLER BOBİNAJ
SAMİM ÖRSOĞLU
SEDEF CARŞISI NO.9-10
0258 261 42 74
•DİYARBAKIR
VOLTAM BOBİNAJ
SALİH SÜREN
1.SAN.SIT.B/5 BLOK NO.6
04122376021
•ELAZIĞ
TEKSER TEKNİK SERVİS
MUAMMER ATALAY
SANAYİ SİT. 10. SOK. NO:4
0424 224 83 14
•ERZİNCAN
ÜMİT ELEKTRİK
HARUN SUDAS
SANAYİ CARŞISI 767 SOK.NO.54
0446 223 09 59
•GAZİANTEP
ÇALIKOĞLU BOBİNAJ
HAKAN ÇALIKOĞLU
KUSGET B BÖLGESİ 31 CAD.NO.1 SEHİTKAMİL
03422356309
•HATAY
PAK-İŞ ELEKTRİK
MUZAFFER PAK
ESKİ SANAYİ SİTESİ 2. CAD. NO:7
0326 215 64 73
•İSTANBUL (ANADOLU)
PRATİK ELEKTROMEKANİK
S. ALİ TUGANLI
ALEMDAĞ CAD. RÜZGARLI SOK. NO:9/2
ÜMRANİYE
0216 344 03 50
•İSTANBUL (AVRUPA)
KARDEŞLER BOBİNAJ
SAİM DEMİRHAS
CAĞLAYAN MAH.SİNAN PAŞA CAD.NO.5
CAĞLAYAN - K.HANE
0212 224 97 54
TEZCAN BOBİNAJ
MEHMET TEZCAN
FEVZİ ÇAKMAK MH. AHMET KOCABIYIK SK. NO:18/5
SEFAKÖY
0212 541 98 50
YILMAZLAR ELEKTRİK
YILMAZ ÖMEROĞLU
TERSANE CAD ABDÜLSELLAH SOK NO:8
KARAKÖY
0212 297 15 02
•KAHRAMANMARAŞ
ELEKTRO-CENTER
MURAT NACAR
M.AKİF MH.R.TAYYİP E.BULVARI NO.102/B
0344 233 0096
ONUR BOBİNAJ
MUSTAFA DİZİBÜYÜK
YENİ SANAYİ SİTESİ 23. SOKAK NO:33
0344 236 10 24
ÜSTÜN BOBİNAJ
MURAT ÜSTÜN
YENİ SANAYİ SİTESİ 15.BLOK NO:4
ELBİSTAN
0344 413 64 93
•KOCAELİ
İNCE MOTOR BOBİNAJ
ERSİN İNCE
HACIHALİL MAH. ZÜBEYDE HANIM CAD. NO:13
GEBZE
0262 646 46 15
BETA ELEKTRİK
HAKAN SAYIM CURA
KÜCÜKKÖRFEZ SANAYİ SİTESİ 202 BLOK NO: 30
0262 335 02 60
•MALATYA
ÖZÜSTÜN BOBİNAJ
BAYRAM CALBAY
YENİ SAN.SİT.2.CAD.8.SOK.NO.7 0422 336 43 93
•SAMSUN
AS BOBİNAJ
KANİ ASAL
SANAYİ SİT. AHİ EVRAN CAD. NO:38 55080
0362 238 09 66
UFUK BOBİNAJ
ALI OSMAN ALTUNKAYNAK
ESKİ SANAYİ SİTESİ TORNACILAR BLOKU 1.SOKAK NO:14
0362 238 07 40
•TOKAT
ÇETİN ELEKTRİK BOBİNAJ
EROL CETİN
SAN.SİT.CAMİ ALTI NO.13
0356 214 63 07
•TRABZON
DINC BOBİNAJ
AYHAN DİNÇER
BÜYÜKSANAYİ SİTESİ. SOSYAL HIZMET BİNASI NO:3-B
0462 325 22 02

- 25 -
Bakanlıkça tesbit ve ilan edilen kullanım ömrü 10 (On) yıldır. Bu süre yeterli teknik personel ve yedek
parça tedarik süresidir.
ÜRETİCİ FİRMA
Shanghai WTL welding equipment manufacture Ltd.
Address:No.33 lianlin Road, Beicai industry district, New Pudong Aera, Shanghai
Recommended