MESURAGE ET CONTRÔLEMESURAGE ET CONTRÔLEMESURAGE ET CONTRÔLEMESURAGE ET CONTRÔLE
A1 : GRANDEURS ET UNITES :
A1-1 : Définition du mètre : Le mètre est égal à la longueur du trajet parcouru dans le vide par la lumière durant 1/299 792 458 de seconde.
A1-2 : Opérations de mesure : A1-2.1 : Mesurer : Mesurer c’est comparer une pièce avec une unité de mesure.
A1-2.2 : Contrôler : Contrôler c’est comparer une pièce avec un étalon.
A1-2.3 : Température de référence : Pour les instruments de mesure et les pièces à mesurer, la température de référence est de 20°.
A1-2.4 : Etalonner : L’opération d’étalonnage consiste à définir l’écart d’un instrument de mesure par rapport à une valeur de consigne. Le réglage consiste à réduire l’écart d’étalonnage.
A2 : QUALITES DES APPAREILS DE MESURE :
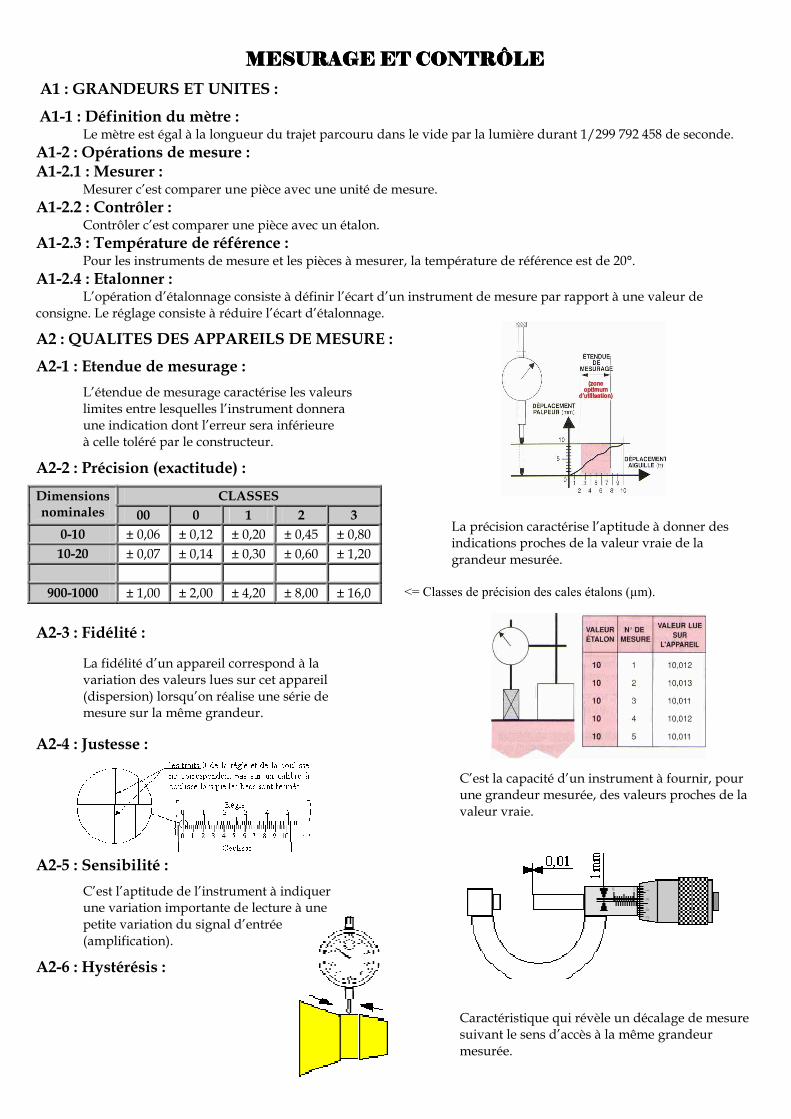
A2-1 : Etendue de mesurage :
L’étendue de mesurage caractérise les valeurs limites entre lesquelles l’instrument donnera une indication dont l’erreur sera inférieure à celle toléré par le constructeur.
A2-2 : Précision (exactitude) :
CLASSES Dimensions nominales 00 0 1 2 3
0-10 ± 0,06 ± 0,12 ± 0,20 ± 0,45 ± 0,80
10-20 ± 0,07 ± 0,14 ± 0,30 ± 0,60 ± 1,20
900-1000 ± 1,00 ± 2,00 ± 4,20 ± 8,00 ± 16,0
La précision caractérise l’aptitude à donner des indications proches de la valeur vraie de la grandeur mesurée.
<= Classes de précision des cales étalons (µm).
A2-3 : Fidélité :
La fidélité d’un appareil correspond à la variation des valeurs lues sur cet appareil (dispersion) lorsqu’on réalise une série de mesure sur la même grandeur.
A2-4 : Justesse :
C’est la capacité d’un instrument à fournir, pour une grandeur mesurée, des valeurs proches de la valeur vraie.
A2-5 : Sensibilité :
C’est l’aptitude de l’instrument à indiquer une variation importante de lecture à une petite variation du signal d’entrée (amplification).
A2-6 : Hystérésis :
Caractéristique qui révèle un décalage de mesure suivant le sens d’accès à la même grandeur mesurée.
A3 : APPAREIL DE MESURE :
Précautions d’emplois : Les appareils de mesure doivent être propre tenu à l’écart de l’humidité et utilisé à une température ambiante de 20°. Ils seront maintenus dans le cadre propre de leur utilisation. Les pièces à mesurer doivent être propre et sans copeaux. Dans le cas de mesure précise, il convient de prendre d’abord la cote avec un instrument de moindre précision.
Etalonnage : L’opération d’étalonnage consiste à définir l’écart d’un instrument de mesure par rapport à une valeur de consigne. Cet écart est généralement déterminé par un mesurage. Le résultat de l’étalonnage est consigné dans un certificat d’étalonnage et peut être utilisé à des fins d’ajustage ultérieur.
Réglage : Le réglage doit être effectué par une personne qualifiée, avec les outils appropriés, dans les conditions de précision et de justesse de l’appareil de mesure.
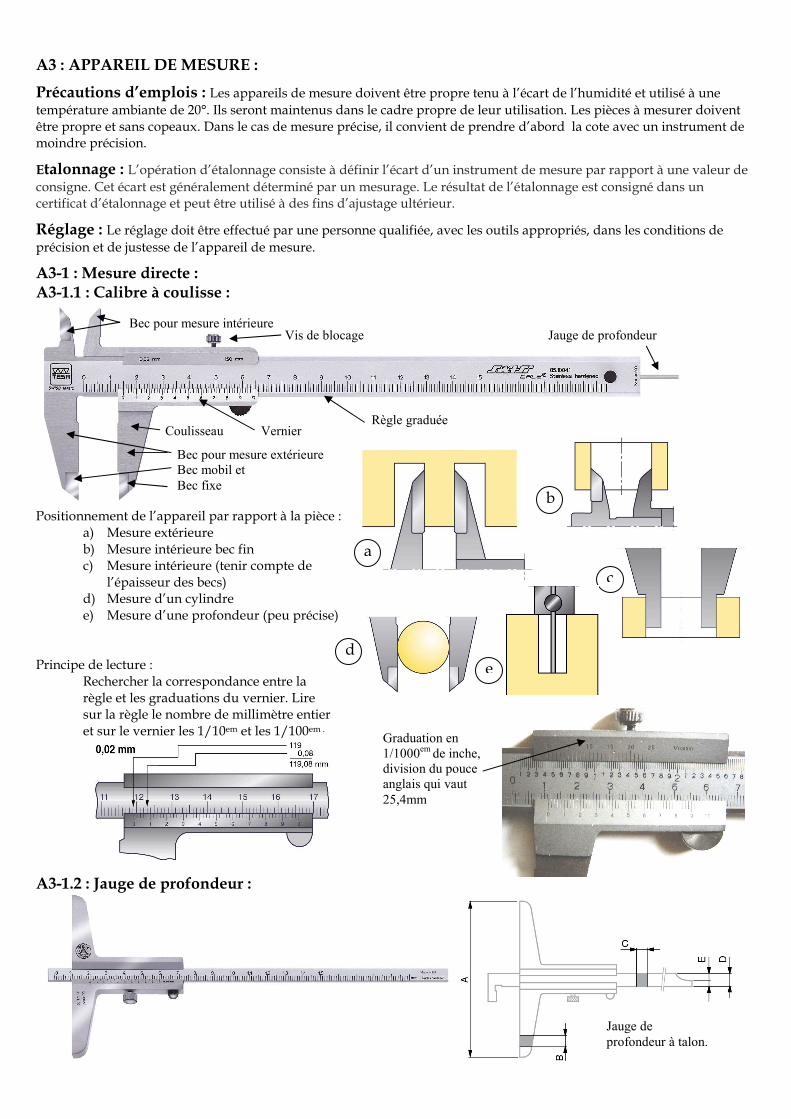
A3-1 : Mesure directe : A3-1.1 : Calibre à coulisse :
Positionnement de l’appareil par rapport à la pièce :
a) Mesure extérieure b) Mesure intérieure bec fin c) Mesure intérieure (tenir compte de l’épaisseur des becs)
d) Mesure d’un cylindre e) Mesure d’une profondeur (peu précise)
Principe de lecture : Rechercher la correspondance entre la
règle et les graduations du vernier. Lire sur la règle le nombre de millimètre entier et sur le vernier les 1/10em et les 1/100em .
A3-1.2 : Jauge de profondeur :
Bec pour mesure extérieure
Bec mobil et
Bec fixe
Coulisseau Vernier
Bec pour mesure intérieure Vis de blocage Jauge de profondeur
Règle graduée
a
b
c
d e
Graduation en
1/1000em
de inche,
division du pouce
anglais qui vaut
25,4mm
Jauge de
profondeur à talon.
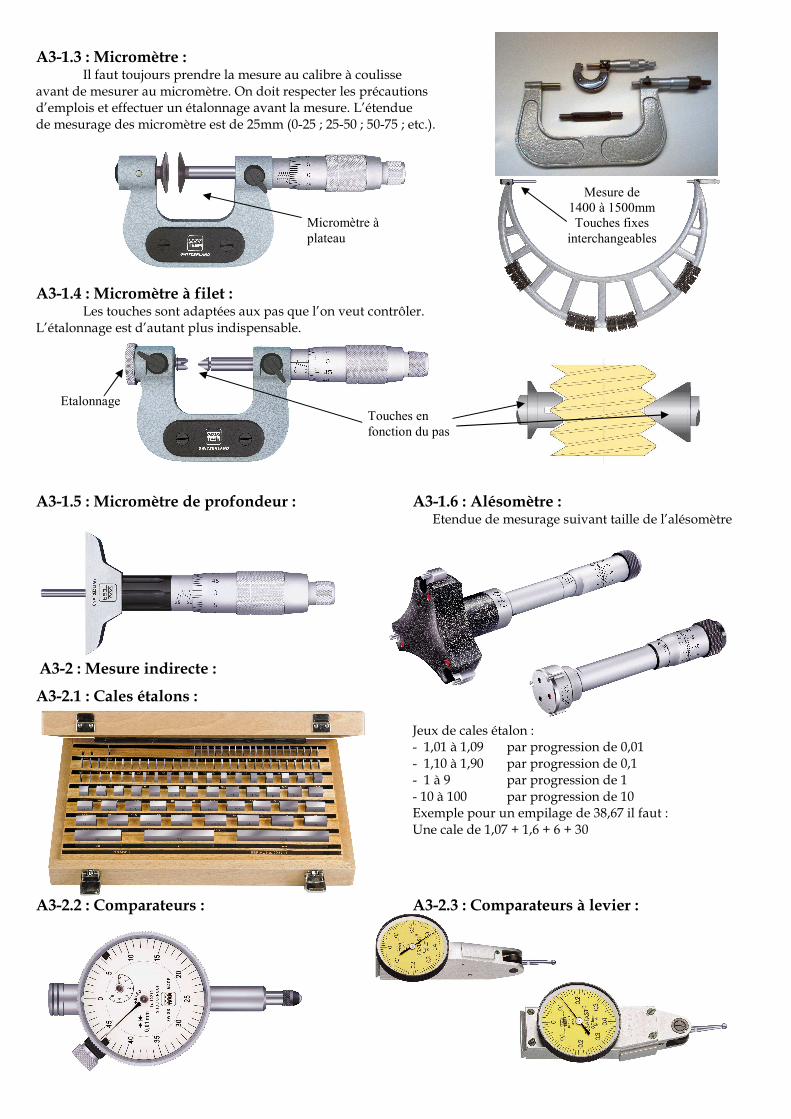
A3-1.3 : Micromètre : Il faut toujours prendre la mesure au calibre à coulisse avant de mesurer au micromètre. On doit respecter les précautions d’emplois et effectuer un étalonnage avant la mesure. L’étendue de mesurage des micromètre est de 25mm (0-25 ; 25-50 ; 50-75 ; etc.).
A3-1.4 : Micromètre à filet : Les touches sont adaptées aux pas que l’on veut contrôler. L’étalonnage est d’autant plus indispensable.
A3-1.5 : Micromètre de profondeur : A3-1.6 : Alésomètre : Etendue de mesurage suivant taille de l’alésomètre
A3-2 : Mesure indirecte :
A3-2.1 : Cales étalons : Jeux de cales étalon : - 1,01 à 1,09 par progression de 0,01 - 1,10 à 1,90 par progression de 0,1 - 1 à 9 par progression de 1 - 10 à 100 par progression de 10 Exemple pour un empilage de 38,67 il faut : Une cale de 1,07 + 1,6 + 6 + 30
A3-2.2 : Comparateurs : A3-2.3 : Comparateurs à levier :
Micromètre à
plateau
Mesure de
1400 à 1500mm
Touches fixes
interchangeables
Etalonnage Touches en
fonction du pas

A4 : APPAREIL DE CONTRÔLE : A4-1 : Contrôle de planéité :
Positionner l’ensemble vérin, pièce, support de comparateur et comparateur sur un marbre. Placer le comparateur au dessus du point 1 et mettre le comparateur à 0. Placer ensuite le comparateur au dessus du point 2 et le régler à 0 en utilisant le réglage du vérin. Faire de même avec le vérin 3. Déplacer le comparateur sur toute la surface en recherchant le point le plus bas, régler le comparateur à 0, déplacer le comparateur en recherchant le point le plus haut, lire le défaut de planéité.
A4-2 : Contrôle de parallélisme : Positionner la surface de référence de la pièce sur un marbre. Déplacer un comparateur sur la surface à contrôler et rechercher le point le plus bas. Régler le comparateur à 0 puis déplacer le comparateur sur la surface en recherchant le point le plus haut. Lire le défaut de parallélisme.
A4-3 : Contrôle de perpendicularité :
Régler l’appareil support de comparateur à la
hauteur de la pièce à contrôler (a).
Etalonner le comparateur à 0 avec le
cylindre étalon en recherchant le point
de rebroussement sur la génératrice
du cylindre, celui-ci restant bien en
contact avec la butée du montage (b).
Positionner sa pièce contre la butée du
montage et lire la valeur de la
perpendicularité (c).
A4-4 : Contrôle de pente : Barre sinus table sinus
1
2
3
Surface à contrôler
Surface à contrôler
Surface de référence
Marbre
a c
b Butée
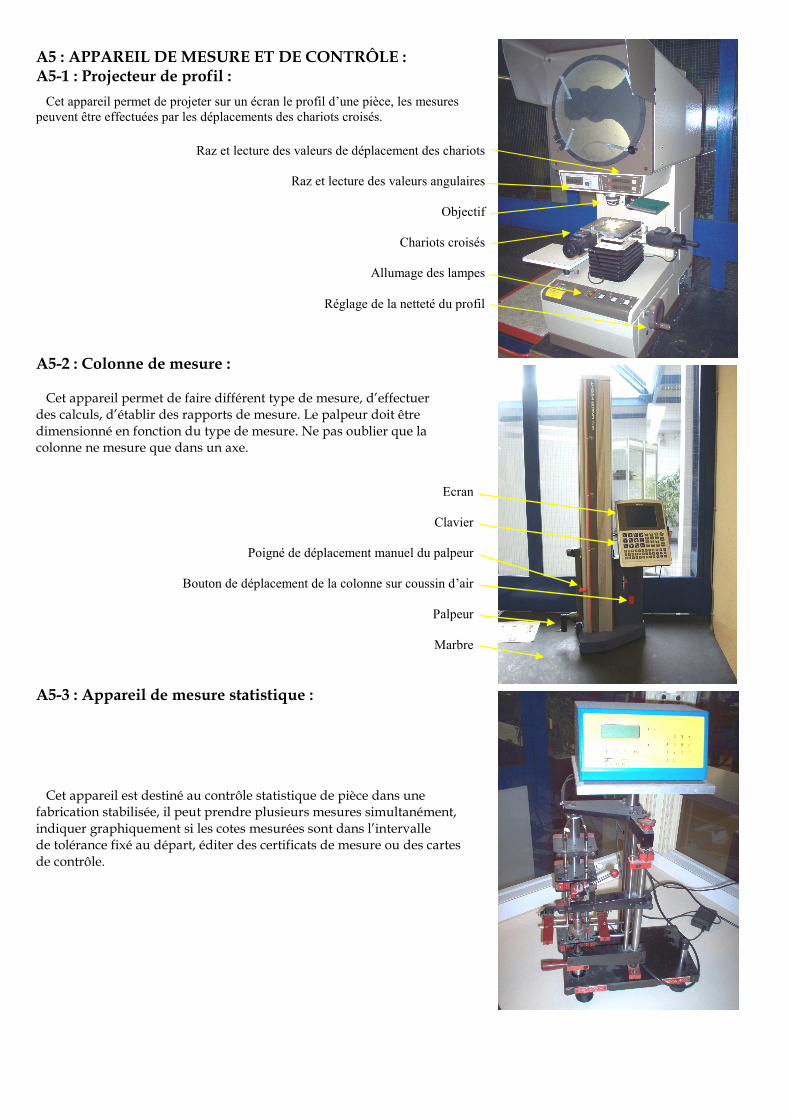
A5 : APPAREIL DE MESURE ET DE CONTRÔLE : A5-1 : Projecteur de profil :
Cet appareil permet de projeter sur un écran le profil d’une pièce, les mesures
peuvent être effectuées par les déplacements des chariots croisés.
A5-2 : Colonne de mesure : Cet appareil permet de faire différent type de mesure, d’effectuer des calculs, d’établir des rapports de mesure. Le palpeur doit être dimensionné en fonction du type de mesure. Ne pas oublier que la colonne ne mesure que dans un axe.
A5-3 : Appareil de mesure statistique : Cet appareil est destiné au contrôle statistique de pièce dans une fabrication stabilisée, il peut prendre plusieurs mesures simultanément, indiquer graphiquement si les cotes mesurées sont dans l’intervalle de tolérance fixé au départ, éditer des certificats de mesure ou des cartes de contrôle.
Raz et lecture des valeurs de déplacement des chariots
Raz et lecture des valeurs angulaires
Objectif
Chariots croisés
Allumage des lampes
Réglage de la netteté du profil
Ecran
Clavier
Poigné de déplacement manuel du palpeur
Bouton de déplacement de la colonne sur coussin d’air
Palpeur
Marbre
Recommended

















