Če
Konrůz
VypVedou
eské vyFakat
ntaktznýchB
pracovalucí práceRok
ysoké uakulta etedra e
tní oh typBAKAL
: Rostis: Ing. Ivk: 2014
učení telektrolektrot
odporpů tluLÁŘSKÁ
slav Hřibvana Bes
echnicotechntechno
r na ustýcÁ PRÁC
balshajová P
ké v Prická ologie
rozhch vrCE
Pelikáno
raze
hranírstev
ová, Ph.D
í v
D.

Čestnéprohlášení Prohlašuji, že jsem předkládanou bakalářskou práci vypracoval samostatně pouze s
použitím pramenů a literatury uvedených v seznamu použité literatury.
V Praze dne 21. května 2014 …………………………………
podpis autora

Poděkování Tímto děkuji vedoucí mé bakalářské práce Ing. Ivaně Beshajové Pelikánové, Ph.D., za
odborné rady, cenné připomínky a pomoc při práci v laboratoři.

Anotace Tato práce se zabývá tlustovrstvými strukturami, zejména vícevrstvými. Autor se zaměřuje
na základní vlastnosti tlustých vrstev, jejich dělení, metody jejich výroby a vlastnosti
kontaktu mezi dvěma různými tlustými vrstvami. V rámci práce se autor také věnuje
vytvoření vícevrstvých struktur a následnému měření kontaktních vlastností tříbodovou
metodou. Práce obsahuje výsledky a zhodnocení měření.
Klíčováslova tlusté vrstvy, vícevrstvé struktury, kontaktní odpor
Abstract This thesis looks into thick film structures, especially multi-layer. The author focuses on
fundamental properties of thick films, its sorting, methods of its manufacture and
properties of contact between two different types of thick films. Within the thesis, the
author engages also in creating of thick film multi-layer structures and following
measuring of contact properties with three-point method. The thesis includes the results
and the evaluation of the measurement.
Keywords thick films, multi-layer structures, contact resistance
Obsah Úvod ...................................................................................................................................... 8
1 Tlusté vrstvy .................................................................................................................. 9
1.1 Dělení tlustých vrstev ............................................................................................. 9
1.2 Substráty pro tlusté vrstvy .................................................................................... 10
1.3 Tvorba tlustovrstvých struktur .............................................................................. 10
1.3.1 Sítotisk ........................................................................................................... 11
1.3.1.1 Zařízení pro sítotisk ................................................................................ 12
1.3.1.2 Síta .......................................................................................................... 12
1.3.1.3 Tisk ......................................................................................................... 14
1.3.1.4 Tepelné zpracování pasty ....................................................................... 14
1.3.1.5 Přesnost tisku ......................................................................................... 15
1.3.1.6 Šablony pro sítotisk ................................................................................ 16
1.3.1.7 Těrka ...................................................................................................... 17
1.3.2 Šablonový tisk ............................................................................................... 17
1.3.2.1 Šablony pro šablonový tisk .................................................................... 18
1.3.3 Micro-Screen ................................................................................................. 19
1.3.4 Dispensing ..................................................................................................... 20
1.3.5 Jetting ............................................................................................................ 21
2 Parametry a kvalita tlustých vrstev .............................................................................. 22
2.1 Odpor na čtverec ................................................................................................... 22
2.2 Vliv rozměrů na parametry vrstvy ........................................................................ 23
2.3 Jevy na rozhraní rezistor – vodič .......................................................................... 25
3 Tvorba tlustovrstvých struktur a jejich měření ............................................................ 30
3.1 Tříbodová měřící metoda ...................................................................................... 30
3.2 Tvorba vzorků ....................................................................................................... 31
3.2.1 Síta ................................................................................................................. 31
3.2.2 Podložky pro vrstvy ....................................................................................... 33
3.2.3 Tlustovrstvé pasty .......................................................................................... 33
3.2.3.1 Vodivá pasta ........................................................................................... 33
3.2.3.2 Odporová pasta ....................................................................................... 33
3.2.4 Tisk ................................................................................................................ 33
3.2.5 Sušení ............................................................................................................ 34
3.3 Rozměry vzorků a jejich značení .......................................................................... 35
3.4 Měření vzorků ....................................................................................................... 36
3.4.1 Měřící přípravek ............................................................................................ 37

3.4.2 Frekvenční generátor Promax GB – 212 ....................................................... 38
3.4.3 Laboratorní multimetr Hewlett-Packard 34401A .......................................... 38
3.4.4 Digitální multimetr G – 1004.501 ................................................................. 39
3.5 Vyhodnocení měření ................................................................................................. 39
3.5.1 Zpracování naměřených hodnot .................................................................... 40
3.5.2 Grafy závislostí kontaktního odporu a jejich vyhodnocení ........................... 41
Závěr .................................................................................................................................... 52
Seznam použité literatury .................................................................................................... 53
Seznam obrázků ................................................................................................................... 54
Seznam tabulek .................................................................................................................... 55
Seznam grafů ....................................................................................................................... 56
Seznam příloh ...................................................................................................................... 57
Příloha A – Tabulky naměřených hodnot ............................................................................... I

8
Úvod Elektronika zasahuje do všech částí dnešního světa. Rozvoj elektroniky ovšem nespočívá
pouze ve vývoji nových technologií, nýbrž i v inovování a vylepšování technologií, které
byly zavedeny dříve. V posledních letech roste požadavek na co nejlevnější a nejsnadnější
výrobu elektronických součástek. Zároveň je ale požadována co největší miniaturizace a
spolehlivost. Aby bylo možné splnit tyto zdánlivě protichůdné požadavky, je zapotřebí
používat technologie, které to umožňují. Nejznámější a nejhojněji používané takové
technologie jsou dvě. Jedná se o technologie tlustých a tenkých vrstev.
Tato práce je zaměřena pouze na vrstvy tlusté. Výhoda tlustých vrstev oproti tenkým
spočívá zejména v nižších nákladech na výrobu a ve snadnějším výrobním postupu. Proto
se technologie tlustých vrstev neustále vyvíjí a stále vznikají nové typy tlustých vrstev,
které vyhovují moderním trendům. Celé téma tlustých vrstev je ovšem velmi rozsáhlé a
proto se práce zabývá pouze základní problematikou, jako jsou vlastnosti tlustých vrstev,
jejich dělení a technologie výroby. Největší část práce se pak věnuje vícevrstvým
strukturám a kontaktním vlastnostem na rozhraní dvou různých tlustých vrstev. Vytvoření
takových struktur, následné měření jejich kontaktních vlastností a vyhodnocení
naměřených dat je praktickou částí této práce. Právě dosažení dobrých kontaktních
vlastností je totiž stěžejní pro použití tlustých vrstev ať už pro vytváření hybridních
obvodů nebo např. elektrod fotovoltaických článků.

9
1 Tlustévrstvy Mluví-li se o tlustých vrstvách, jsou na mysli vrstvy s amorfní strukturou, jejichž tloušťka
je větší než střední volná dráha elektronu. Zpravidla se tloušťka tlusté vrstvy pohybuje
mezi 5 a 80 mikrometry. Využívají se pro vytváření vodivých, odporových, dielektrických,
izolačních a ochranných vrstev. Teorie této kapitoly je povětšinou převzata z práce [4],
která sloužila jako příprava pro bakalářskou práci a bylo v ní čerpáno zejména z [1] a [2].
Dále byla doplněna některá další fakta z [1] a [3].
Materiál pro tvorbu tlusté vrstvy je ve formě pasty, která je nehomogenní směsí čtyř
základních složek. Jedná se o složku funkční, pojivovou, organickou a modifikující.
Funkční složka zajišťuje požadované elektrické vlastnosti výsledné tlusté vrstvy. Pojivová
neboli adhesní složka zajišťuje pevné spojení pasty s podložkou. Pojivová složka je někdy
označována jako matrice. Organická složka v pastě hraje roli nosiče výše zmíněných
složek. Konečně modifikující, technologická, složka zajišťuje dostatečnou viskozitu pasty
po dobu skladování a nanášení.
1.1 Dělenítlustýchvrstev Tlusté vrstvy lze dělit z několika hledisek. První kritérium je materiál tvořící pojivovou
složku pasty. Ta může být tvořena buď anorganickou látkou, nebo látkou polymerní.
Anorganické vrstvy mají matrici nejčastěji z velmi jemně namletého skla, tzv. frity a jsou
vypalovány při teplotě nad 800 °C. Proto se používají na substrátu z keramiky nebo skla.
Organická složka se skládá z polymeru a rozpouštědla. Během sušení a výpalu organická i
modifikující složka vyhoří. U polymerových vrstev přebírá funkci pojivové a modifikující
složky složka organická, která je tvořena polymerem, např. polyester. Tyto vrstvy se
využívají na substrátech, které by nevydržely vysokou vypalovací teplotu anorganických
vrstev, například plastové folie nebo desky plošných spojů. Vytvrzovací teplota
polymerových vrstev se pohybuje pod 200 °C. Nevýhoda polymerových vrstev spočívá
v navlhavosti a v nižší elektrické i tepelné vodivosti, což v důsledku snižuje maximální
pracovní teplotu a tím i výkonové zatížení.
Druhé kritérium je funkce tlusté vrstvy, o které rozhoduje funkční složka pasty. Podle ní
jsou vrstvy děleny na vodivé, odporové, dielektrické, izolační a ochranné. U vodivých
vrstev funkční složku tvoří jak u anorganických vrstev, tak u polymerových vrstev

10
ušlechtilé kovy s nízkou rezistivitou, jako je zlato, stříbro, platina atd., ale i měď pro svou
dobrou hodnotu povrchové rezistivity a také nízké ceny oproti drahým kovům. Funkční
složku u odporových anorganických vrstev tvoří kovy nebo oxidy kovů, jako je stříbro,
palladium, oxid ruthenia, iridium nebo rhenium. U odporových polymerových vrstev se
navíc vyskytuje uhlík. Pro výrobu dielektrických vrstev anorganických i polymerových se
používá nejčastěji barium titanát nebo oxid hlinitý. U izolačních anorganických vrstev se
používá opět oxid hlinitý, zatím co u polymerových izolačních vrstev se funkční složka
zcela vynechává a izolační schopnosti tu má samotný polymer.
1.2 Substrátyprotlustévrstvy Substrát musí mít několik důležitých vlastností. Požadují se u něj dobré izolační vlastnosti
a koeficient teplotní roztažnosti pokud možno co nejshodnější s koeficientem roztažnosti
tlusté vrstvy, kterou ponese. Také je vhodná vysoká tepelná vodivost, aby pro co nejlepší
odvod tepla.
Materiál podložky závisí na tom, jaká tlustá vrstva na něm bude. Pro anorganické vrstvy se
používá sklo a keramika. Sklo se aplikuje, pokud očekáváme nízké výkony. Jinak se
používá keramika, která má relativní permitivitu menší než 12. Její výhody jsou dobrá
tepelná vodivost, elektrická pevnost, mechanická tvrdost, odolnost vůči klimatickým
jevům a mnoha chemikáliím. Také nemění tvar. Má ale také své nevýhody. Hlavně velkou
křehkost a poměrně velkou permitivitu. Nejčastěji se používá korundová keramika
vyrobená z alumina (oxid hlinitý). Její hlavní přednost je vysoká tepelná vodivost, až
25 W/mK. Další významná keramika je AIN (aluminium – nitrid). Tato keramika má
extrémně velkou tepelnou vodivost – 180 W/mK. Pro polymerové vrstvy se nejčastěji
využívají organické substráty. To jsou substráty založené na izolantu z organické
pryskyřice. Hlavní podíl ve výrobě má pryskyřice fenolická a epoxidová, například FR4.
Velkou nevýhodou těchto materiálů, stejně jako polymerových vrstev, je velká navlhavost.
1.3 Tvorbatlustovrstvýchstruktur Tvorba tlusté vrstvy v principu spočívá v nanášení pasty na substrát (podložku) a její
následné vytvrzení. Způsob a kvalita přenosu obrazce tlustovrstvé struktury na substrát
nejvíce ovlivňuje vlastnosti a spolehlivost výsledného elektrického zařízení. Proto se dbá
na co nejdokonalejší technice vytváření těchto struktur. V dnešní době existuje mnoho

techn
micro
Exist
1.3.1 Sítot
kritér
leptu
Tech
za úk
naná
zachy
Obr.
nologických
o-screen. D
tují i metod
1 Sítotisk
tisk se neus
ria výkonn
uvzdorný rez
hnologie síto
kol řídit tva
ášena, a kon
ycen postup
č. 1 P
sí
h postupů, n
Dále se po
dy jiné, pro v
k
stále vyvíjí
nosti a ho
zist, pájecí
otisku se sk
ar, pozici a
nečně ze z
p sítotisku a
Příklad vývoj
ítotiskem [1]
nejčastěji je
užívají me
všechny ovš
í, je základ
spodárnosti
pasty, lepid
kládá ze tří
a množství n
zařízení zaji
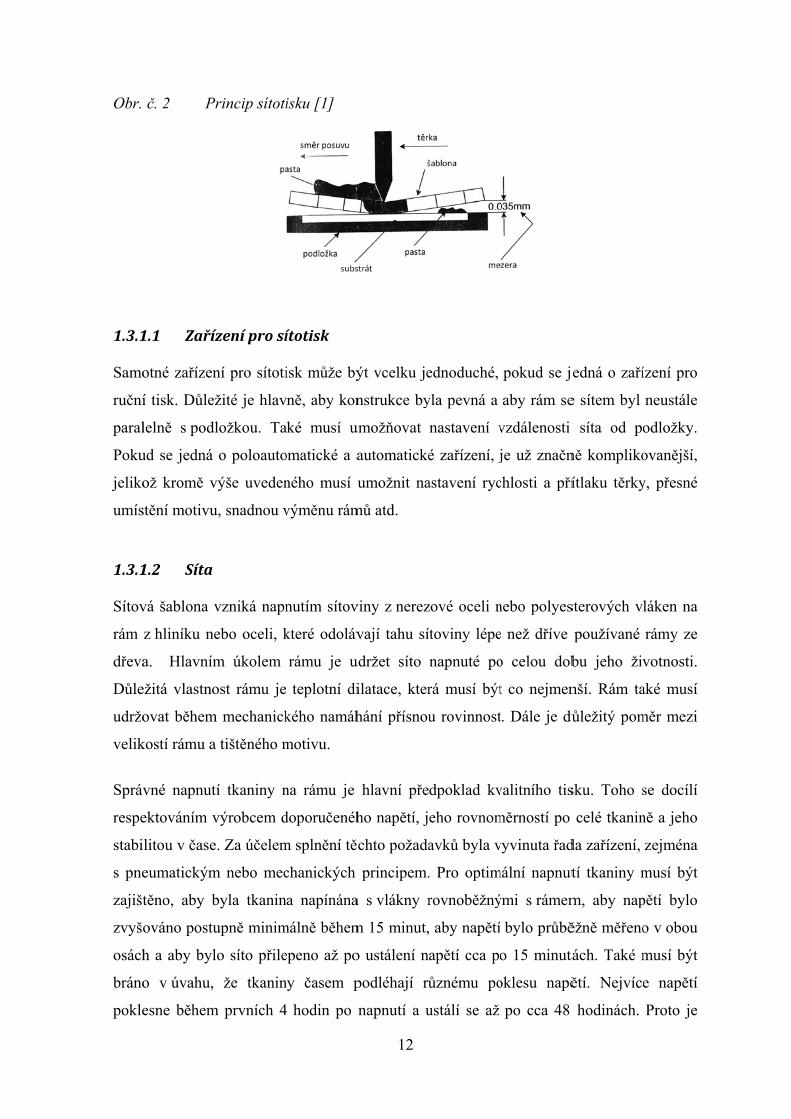
a na obr. č. 2
jového diag
]
11
e však stále
etody přímé
šem není v
dní technolo
i. Využívá
dla, potisky,
základních
nanášené p
išťující apl
2 je jeho pri
gramu techn
používán s
ého nanáše
této práci d
ogií v elekt
se k naná
, fotorezisty
částí. A to
asty na sub
likaci pasty
incip.
nologie výro
sítotisk a ša
ení jako di
dostatek pro
trotechnické
ášení mnoh
y.
ze sítoviny
bstrát, pak p
y na substrá
oby tlustých
ablonový tis
spensing a
storu.
é výrobě a
ha médií,
y s otvory, k
pasty, která
át. Na obr.
h vrstev
sk, popř.
a jetting.
a splňuje
jako je
která má
á má být
č. 1 je
Obr.
1.3.1 Samo
ruční
paral
Poku
jeliko
umís
1.3.1 Sítov
rám
dřeva
Důle
udržo
velik
Správ
respe
stabi
s pne
zajišt
zvyšo
osách
bráno
pokle
č. 2 P
1.1 Zaří
otné zařízen
í tisk. Důle
lelně s pod
ud se jedná
ož kromě v
stění motivu
1.2 Síta
vá šablona v
z hliníku ne
a. Hlavním
ežitá vlastno
ovat během
kostí rámu a
vné napnut
ektováním v
ilitou v čase
eumatickým
těno, aby b
ováno postu
h a aby byl
o v úvahu,
esne během
Princip sítoti
ízeníprosí
ní pro sítoti
žité je hlav
ložkou. Ta
o poloauto
výše uveden
u, snadnou v
vzniká napn
ebo oceli, k
m úkolem
ost rámu je
m mechanick
a tištěného m
tí tkaniny n
výrobcem d
e. Za účelem
m nebo mec
byla tkanin
upně minim
lo síto přile
že tkanin
m prvních 4
isku [1]
ítotisk
isk může bý
vně, aby kon
aké musí u
omatické a a
ného musí u
výměnu rám
nutím sítov
které odoláv
rámu je u
teplotní di
kého namáh
motivu.
na rámu je
doporučenéh
m splnění tě
chanických
na napínána
málně během
epeno až po
ny časem p
4 hodin po
12
ýt vcelku je
nstrukce by
umožňovat
automatické
umožnit na
mů atd.
viny z nerez
vají tahu sí
udržet síto
ilatace, kter
hání přísnou
hlavní pře
ho napětí, j
chto požada
principem.
a s vlákny r
m 15 minut,
o ustálení n
podléhají rů
napnutí a u
ednoduché,
yla pevná a
nastavení v
é zařízení, j
astavení ryc
zové oceli n
toviny lépe
napnuté po
rá musí být
u rovinnost
dpoklad kv
eho rovnom
avků byla v
. Pro optim
rovnoběžný
aby napětí
apětí cca po
ůznému po
ustálí se až
pokud se j
aby rám se
vzdálenosti
je už značn
chlosti a pří
nebo polyes
e než dříve
o celou dob
t co nejmen
t. Dále je dů
valitního tis
měrností po
vyvinuta řad
mální napnut
ými s rámem
bylo průbě
o 15 minutá
oklesu napě
po cca 48
edná o zaří
e sítem byl
síta od po
ně kompliko
ítlaku těrky
sterových vl
používané
bu jeho živ
nší. Rám ta
ůležitý pom
sku. Toho s
celé tkanin
da zařízení,
tí tkaniny m
m, aby nap
ěžně měřeno
ách. Také m
ětí. Nejvíce
hodinách.
ízení pro
neustále
odložky.
ovanější,
y, přesné
láken na
rámy ze
votnosti.
aké musí
měr mezi
se docílí
ně a jeho
zejména
musí být
pětí bylo
o v obou
musí být
e napětí
Proto je

možn
rám j
Obr.
Pro v
mono
podle
použ
techn
volná
přibl
meze
tlouš
tkani
Mon
rozm
což a
této t
jinak
komp
pevn
né rámy pou
je na obr. č.
č. 3 N
výrobu sít
ofilní polye
e požadavk
žitou pastu,
nických vla
á plocha tk
ližné množs
er, a proto
šťku vlákna
inou, musí b
nofilní polye
měrovou stál
ale na druho
tkaniny dáv
k bude výs
promis mez
nější než p
užívat až po
. 3.
Napínání síta
se používá
esterová tka
ků na přesn
, velikost
stnostech tk
kaniny neb
ství spotřeb
se tkaniny
a, menší, n
být velikost
esterová tka
lost. VA – t
ou stranu po
vat pozor na
sledný mot
zi vlastnost
polyesterov
o jednom až
a [1]
á monofilní
anina nebo
nost rozměr
částic past
kaniny, jako
bo tloušťka
bované past
dělí do tří
nebo stejnou
t oka tkanin
anina má do
tkanina má
oskytuje vyn
a správné na
tiv velice
tmi monofi
vá tkanina
13
až dvou dne
polyestero
monofilní
rů, tloušťku
ty a strukt
o je počet v
tkaniny. T
ty. Na uved
í kategorií.
u. Pro zaji
ny nejméně 2
obrou pevn
ocelová vlá
nikající roz
astavení vzd
poruchový.
ilní polyest
ale pružn
ch po napn
ová tkanina,
nylonová t
u tisku, jem
turu povrch
láken na cm
Tloušťka a
dených para
Buď má t
ištění co ne
2,5 krát vět
nost v tahu
ákna, a prot
změrovou st
dálenosti sít
. Metalizov
terové tkan
nější než V
utí. Náčrt n
, VA – tka
tkanina. Vý
mnost motiv
hu. Tloušťk
m, tloušťka v
volná ploc
ametrech zá
tkanina veli
ejideálnějšíh
ší než je vel
a pružnost
to má téměř
álost. Proto
ta od podlož
vaná polye
iny a VA
VA – tka
napínání síto
anina, meta
ýběr tkaniny
vu, ostrost
ka tisku z
vláken, veli
cha tkaniny
ávisí jemno
ikost oka v
ho průchod
likost částic
a navíc má
ř nulovou p
o se musí př
žky a přítlak
esterová tka
– tkaniny.
anina. Prot
oviny na
lizovaná
y se řídí
obrazce,
ávisí na
ikost ok,
y určuje
ost čar a
větší než
du pasty
c pasty.
á dobrou
pružnost,
ři použití
ku těrky,
anina je
Je totiž
tože ale

meta
nižší
1.3.1 Sítot
jejich
etapě
nakre
bez
vláke
navíc
Obr.
1.3.1 Tepe
reduk
vytvr
pak s
sklen
k che
k tav
příkl
alizovaná vl
í. Toho se vy
1.3 Tisk
tisková stav
hž rozměry
ě se tyto kv
eslen na obr
mezer a bu
en, velikost
c ještě sníží
č. 4 P
1.4 Tepe
elné zpracov
kční nebo
rzovány jak
se vypalují,
něná frita, č
emickým z
vení složek,
lady používa
lákna mají v
yužívá u UV
k
vba vrstvy m
y jsou dány
vádry slejí d
r. č. 4. Při k
ublin. Kon
ti ok, tloušť
í o těkavé sl
Protlačení pa
elnézprac
vání pasty
oxidačně-
ko v případě
případně v
čímž se vytv
změnám fun
ale jen k j
aných teplo
větší průměr
V tvrditelný
má tři etapy
y průměrem
do jednolité
kvalitním tis
ečná tloušť
ťce tkaniny
ložky během
asty na pod
ovánípast
závisí na t
-redukční a
ě polymerní
vytvrzují. Př
voří konečná
nkční složk
ejich uvede
otních profil
14
r, prochází
ých past.
y. V první e
m vláken, ve
vrstvy, čím
sku a vhodn
ťka vrstvy
y a struktuř
m sušení, co
dložku [1]
ty
typu pasty.
atmosféře.
ích past. Po
ři výpalu vy
á struktura
ky. Teploty
ení do plast
lů.
sítem méně
tapě se na s
elikostí ok
mž se celkov
né tekutosti
tedy závis
ře povrchu
ož je třetí eta
Pasty jsou
Nebo vyp
o natisknutí
yhoří organ
tlusté vrstvy
y výpalu js
tického stav
ě pasty a tím
substrát nan
a tloušťkou
vá výška sn
pasty vznik
í na tekuto
podložky.
apa.
u vypalován
palovány n
se pasty ne
ická složka
y a vazba s
sou takové
vu. Na obr.
m je výsledn
nesou kvádr
ou tkaniny.
níží. Tento p
kne jednolit
osti pasty,
Tloušťka v
ny buď v o
nejsou a j
ejprve suší
a pasty. Dál
podložkou
é, aby nedo
. č. 5 jsou
ný motiv
ry pasty,
V druhé
proces je
tá vrstva
tloušťce
vrstvy se
oxidační,
sou jen
a teprve
e měkne
, a dojde
ocházelo
uvedeny

Obr.
1.3.1 Co se
volba
zacho
nebo
vlákn
šíře č
okraj
Kval
zjiště
důlež
pastě
Z těc
pasty
č. 5 T
an
1.5 Přes
e týče přesn
a poměru r
ování elasti
o přílišným
na jiná. U m
čáry, která
jů jsou dán
lita motivu
ěno, že opt
žitá tloušťk
ě, tvrdosti,
chto parame
y závisí na p
Teplotní prof
norganická
snosttisku
nosti rozmě
rámu a obra
icity vláken
napnutím s
metalizovan
lze realizov
ny počtem
také závis
timální úhe
ka vrstvy. T
náklonu a
etrů má na
průměru vlá
fily zpracov
pasta, dole
u
ru tisku, ten
azce, šířka
n síta, která
síta v rámu.
ného to je 2
vat sítotiske
a průměre
sí na úhlu
el natočení
Ta se odvíj
rychlosti tě
tloušťku n
áken a velik
15
vání tlustovr
e polymerov
n závisí na n
a délka drá
á může být
. Hranice el
,5 %, u pol
em je cca 7
em vláken,
směru vlák
je 22,5°. V
í od použit
ěrky, ale ta
největší vliv
kosti ok tkan
rstvých pas
vá pasta) [1]
několika pa
áhy těrky, v
porušena n
lastického p
lyesterového
70μm. Konk
velikostí o
ken síta a
Vedle plošn
té tkaniny,
aké na struk
v tkanina, j
niny.
t (nahoře so
]
arametrech.
vzdálenost
nadměrně ve
prodloužení
o 3 % a u V
krétní šíře č
ok a volnou
motivu. Ex
ných rozmě
její vzdále
ktuře a nas
elikož mno
oučasně po
Důležitá je
síta od pod
elkým tlake
í je u každé
VA 1 %. M
čáry a kvali
u plochou
xperimentál
ěrů motivu
enosti od su
sákavosti po
ožství spotř
užívaná
správná
dložky a
em těrky
ého typu
Minimální
ita jejích
tkaniny.
lně bylo
u je také
ubstrátu,
odložky.
řebované

Důle
jako
pasty
subst
motiv
motiv
na ob
je P2
dvojn
poža
nasta
nejm
kolm
těrky
vystř
Obr.
1.3.1 Šablo
zůsta
tři zá
expo
emul
ežitou roli v
odtrh. Odtr
y na substr
trát v místě
vu. Celkov
vu, posuvu
br. č. 6. Vzt
2/h22 = P1/h
násobném
adavky na t
avovat co ne
menší a nena
mém na poh
y. Směr po
ředěn jak k
č. 6 Sc
1.6 Šabl
ony pro sít
anou zaplně
ákladní typy
ozicí a vyví
lze ve form
v ovlivnění
rh a míra n
rát tlak těrk
ě kontaktu.
vé prodlouže
těrky a šíř
tah mezi tla
h12, kde P j
zvýšení od
tvar a polo
ejmenší odt
astavovat př
hyb těrky a
ohybu těrky
ose tisku, ta
chéma síta p
lonyprosí
otisk se tvo
ěna emulzí a
y šablon. P
íjením. Má
mě listu a je
kvality tisk
napnutí síta
ky prohne
Malý neb
ení síta je z
ce šablony,
kem těrky a
je tlak na t
dtrhu se nu
ohu motivu
trh, snažit s
říliš velký t
a v ose poh
y je volen
ak k ose mo
při tisku [1]
ítotisk
oří za pomo
a některá zů
Přímá šablo
á nejdelší ž
e exponová
16
ku má také
ovlivňuje v
síto až na
bo naopak v
závislé na v
, tištěného m
a velikostí o
těrku a h je
utný tlak n
, je nutné
se, aby pom
tlak na těrk
hybu těrky j
ve směru k
otivu.
]
oci fotocitli
ůstanou práz
ona se vytvá
životnost, a
ána a vyvíje
vzdálenost
věrnost mot
podložku a
velký odtrh
velikosti od
motivu a tě
odtrhu, abyc
e velikost o
na těrku zč
dodržovat
měr mezi vel
ku. Motiv se
je motiv u
kratších str
ivé emulze,
zdná, čili pr
áří nanesen
až 100 tisíc
ena před sa
t síta od po
tivu na pod
a způsobí p
h znemožňu
dtrhu, délce
rky. Postav
chom zajisti
odtrhu. Z to
čtyřnásobí.
následující
likostí šablo
e umisťuje
místěn blíž
ran šablony
, přičemž n
růchozí pro
ním emulze
tisků. U n
amotnou apl
odložky, oz
dložce. Při n
protlačení p
uje kvalitní
e šablony, t
vení síta při
ili stejné po
oho vyplývá
Aby byly
doporučen
ony a motiv
centricky v
že k místu n
y a pohyb
některá oka
o pastu. Pou
přímo na o
nepřímé šab
likací na sí
značovná
nanášení
pasty na
í přenos
tištěného
i tisku je
odmínky,
á, že při
splněny
ní. Vždy
vu byl co
ve směru
nasazení
těrky je
a tkaniny
užívají se
oka sítě,
blony je
íto. Tato

šablo
nepří
vyvíj
život
Obr.
1.3.1 Již n
nebo
jímž
ze d
vlast
použ
z otv
nena
jsou
opotř
kvali
1.3.2 V pří
přiná
probl
Tlou
nulov
šablo
ona má živ
ímou šablo
jením. Výh
tnost je 60 –
č. 7 P
1.7 Těrk
několikrát b
o šabloně a
se pohybuj
dvou základ
tnostech pas
žití pro víc
vorů, a proto
abírají, posk
velmi odo
řebení šabl
ita povrchu
2 Šablono
ípadě šablo
áší odlišné v
lémy s vytv
ušťka tisku j
vý odtrh. O
onového tisk
vostnost 2
onu, čili em
hoda těchto
– 80 tisíc cy
Přímá šablon
ka
byla v textu
vtlačována
je po sítu či
dních mate
sty a šablon
ceúrovňové
o nejsou vh
kytují velmi
lné proti p
lon. Při po
a úhel nákl
ovýtisk
onového tisk
vlastnosti. F
vářením ob
je dána tlou
Odtrh je reali
ku je na obr
– 4 tisíce
mulze ve f
šablon je,
yklů. Rozdíl
na (a) a nep
zmíněna tě
do jejích o
i šabloně a j
riálů, buď
ny. Výhoda
šablony a
hodné na šab
rovnou vrs
oškození. N
užívání těr
lonu vůči ša
ku není pou
Fólie má lep
brazců, na d
ušťkou folie
izován nako
r. č. 8.
17
tisků. Kom
formě listu
že emulze
l mezi přím
přímá šablo
ěrka. To je
otvorů. Je to
je přitlačov
z pryže, n
a pryžové tě
nerovné š
blony s velk
stvu tisku, n
Na druhou
rky je důle
abloně.
užito síto,
pší rozměro
druhou stra
e, která se p
onec, kdy s
mbinovaná
je aplikov
může vyp
ou a nepřím
ona (b) [2]
nástroj, kte
o deska opa
vána předep
nebo z kovu
ěrky je snad
šablony. Ne
kými otvory
není nutné n
stranu jsou
ežitá rychlo
ale fólie s
ovou stabilit
anu má ale
přikládá pří
e celá šablo
šablona ko
vána na sít
lnit jen čás
mou šablono
erým je pas
atřená břitem
psanou silou
u. Výběr m
dná a levná
evýhoda je
y. Kovové t
na ně působ
u ale dražší
ost jejího p
otvory pro
tu, přesnost
fólie nižší
ímo na pod
ona zvedne
ombinuje p
to před exp
st oka tkan
ou je na obr
sta roztírána
m na spodn
u. Těrky se
materiálu z
á výroba a
, že nabíra
těrky pastu
bit velkým t
í a způsobu
posuvu, její
průchod p
t a odpadají
í pružnost n
dložku, takž
z podložky
přímou a
pozicí a
niny. Její
. č. 7.
a po sítě
ní straně,
vyrábějí
ávisí na
možnost
ají pastu
z otvorů
tlakem a
ují vyšší
přítlak,
asty. To
í některé
než síto.
že zde je
. Princip

Obr.
Co s
pro s
1.3.2 Šablo
začín
možn
kvali
Otvo
mají
šablo
vyráb
lepta
zatím
další
Šablo
velm
střed
nevy
tzn.,
pro s
více
tomu
Nevý
č. 8 Sc
e týče zaříz
sítotisk. Zař
2.1 Šabl
ony se vyrá
ná i s použ
nosti volby
ity tisku, pr
ory se většin
delší život
ony se také
bějí galvan
atelnosti, a p
m nemají šir
í vývoj oček
ony se tedy
mi rozšířená
du tvoří zúž
ytvářejí užší
že otvor by
součástky s
konkuruje
u, že řezání
ýhoda však
chéma šablo
zení a techn
řízení jsou v
lonyproša
ábějí z mos
žitím plastů
tloušťky p
rotože otvor
nou vytváře
tnost. Otvo
leptají a kv
oplasticky.
protože umo
rší uplatněn
kává.
y vyrábějí bu
a levná m
žení, které
než 1,5 nás
y měl být ve
roztečí nož
leptání. Př
probíhá jen
k je, že lase
onového tis
niky pro šab
většinou kon
ablonovýti
sazi, nerezo
ů. Nejvíce
odle požada
ry jsou poté
ejí leptáním
ory se vytv
vůli nízké tv
Molybden
ožňuje výro
ní, vzhledem
uď leptáním
etoda. Šabl
může ztížit
sobek tloušť
elký minim
žiček pod 0,
esnost a op
n z jedné str
erová výrob
18
sku [2]
blonový tisk
nstruována t
isk
ové oceli, m
se použív
avků tisku.
é hladší a u
m. Nerezová
vářejí leptán
vrdosti měd
se používa
obu jemných
m k jejich d
m, řezáním l
lony jsou le
t průchod p
ťky šablony
málně 0,225
,4 mm. Řez
pakovatelno
rany, nenas
ba šablony
k, obojí je v
tak, že zvlá
mědi, molyb
vá mosaz z
Někdy se p
umožňují le
á ocel je tv
ním nebo se
di se pokovu
al na výrob
h motivů. P
dobré pružn
laserem neb
eptány z ob
pasty otvore
y. Šablona m
mm, a prot
zání laserem
ost rozměrů
stává zde zm
je dražší n
elmi podob
dají obě tyt
bdenu a v p
z důvodu s
pokovuje n
epší průchod
rdší než mo
e vyřezávaj
ují niklem.
bu šablon v
lastové šabl
nosti a nízké
bo galvanop
ou stran so
em. Proto s
má většinou
o se tyto ša
m je velice p
ů je lepší ne
miňovaný pr
než u leptán
bné nebo ste
to technolog
posledních
snadného le
niklem, pro
d pasty na
osaz a šabl
jí laserem.
Niklové šab
v USA kvůli
lony jsou n
ké ceně se a
plastikou. L
oučasně a tí
se otvory z
u tloušťku 0
ablony nedaj
přesné a čím
ež u leptán
roblém se z
ní, zvlášť u
ejné jako
gie.
době se
eptání a
zlepšení
substrát.
lony z ní
Měděné
blony se
i snadné
ovinka a
ale jejich
eptání je
ím se ve
zpravidla
0,15 mm,
ají použít
m dál tím
ní a díky
zúžením.
u větších

šablo
techn
otvor
vyráb
fotor
narůs
šablo
leptá
rámů
nylon
pružn
neusa
nákla
1.3.3 Micr
šablo
předl
vrstv
viz o
má i
v hyb
Obr.
on. Řezání
nologie kom
ry malé a v
bí nárůstem
rezistem vyt
stá kovová
ona je hotov
áním a lase
ů pro dobr
nové sítě a
nost šablon
azují do rám
ady a zjedno
3 Micro‐S
ro-Screen je
ona fólie z
lohu. Na sp
va umožňuje
obr. č. 8. Vý
i při tak ma
bridních obv
č. 9 M
vý
je použitel
mbinují. Vel
vyrovnají se
m kovové
tvořeny obr
vrstva. Po
va. Zúžení s
erovým řezá
ré uchycen
až ta je po
ny. V posled
mů, ale jsou
odušuje výr
Screen
e speciálně
z nerezové o
podku šablo
e pastě téci
ýhoda této m
alých rozm
vodech, v B
Micro-screen
ýsledný obr
lné pro sou
lké otvory s
e nerovnost
vrstvy na
razce otvorů
dosažení p
stěn otvorů
áním. Kovo
í šablony.
oté upevněn
dní době se
u uchyceny
robu.
vyvinutá m
oceli. Do t
ony je ještě
po přesně
metody je vy
měrech ostré
BGA čipech
n, vlevo n
razec [1]
19
učástky s ro
se rychle a l
ti po leptání
podkladu z
ů. Všude ta
požadované
se tu proje
ové šablony
Také lze
na do rámu
e rozšiřuje
do tiskovéh
metoda šablo
této fólie j
těsnící vrs
daných plo
ysoké rozliš
é ohraničení
h apod.
nerezová fó
oztečí pod
levně vylept
í. Při výrob
z nerezové
am, kde nen
é tloušťky
evuje jen má
y se usazuj
šablonu up
u. To se pra
bezrámová
ho zařízení
onového tisk
e leptána ř
stva z organ
ochách a zat
šení výsledn
í. Proto se
fólie, upros
0,5 mm. N
tají a potom
bě galvanop
oceli, na k
ní fotorezist
se nerezový
álo a cena t
í do litých
pevnit do
aktikuje, po
á technolog
speciálními
ku, při kter
řada mikro
nického mat
tékat tak do
ného obrazc
tato metod
střed těsníc
Někdy se t
m se laserem
plastikou se
které byly
t, pak elektr
ý podklad
této metody
h nebo svař
polyesterov
okud chcem
gie, kdy se
i držáky. To
rém se použ
ootvorů, kte
teriálu. Tato
o správných
ce (až 50 μm
da používá
cí vrstva,
tyto dvě
m vytvoří
šablona
předem
rolyticky
oddělí a
y je mezi
řovaných
vé nebo
me zvýšit
šablony
o snižuje
žívá jako
eré tvoří
o těsnící
h otvorů,
m), který
zejména
vpravo

1.3.4 Disp
vytla
Použ
z kte
Tím
hloub
přesn
dosta
najed
vícej
Obr.
Častě
jehlo
param
techn
velik
přípa
buď
naná
pracu
Pro z
pro
v kon
v kom
3,5 m
4 Dispens
ensing je m
ačením ze z
žití plných j
eré je přesun
pasta steče
bce ponoru
nost této m
ačující. Ryc
dnou. Na o
ehlové pole
č. 10 D
ějším a ryc
ou vytlačuje
metry visko
nologie vyu
kosti. Tento
adně ručně
tlakem vzd
ášení se dá
ujících hlav
zrychlení na
aplikaci le
nstantní výš
moře a tím
mm a množs
sing
metoda tvorb
zásobníku n
ehel je nejj
nuta na sub
na substrát
u jehly do p
metody není
chlost se na
obr. č. 10
e.
Dispensing p
hlejším typ
e předem d
ozita pasty
užívá zásob
o zásobník
na požadov
duchu pístov
prakticky o
v, nebo zvýš
anášecího pr
epidel při
šce vypoušt
m regulovat
ství lepidla
by tlustovrs
ebo dotykem
ednodušší z
bstrát, které
t a vytvoří
pasty, čili n
í nijak velk
víc dá zvýš
je princip
plnou jehlou
pem dispens
ané množst
a vzdáleno
bník pasty
k s jehlou
vané místo
vé pumpy, n
ovlivnit pou
šením rychlo
rocesu byl v
povrchové
těcího otvor
její viskoz
se řídí počt
20
stvých struk
m. To se pr
způsob disp
ého se dotkn
plochu, kte
na množství
ká, nicméně
šit tzv. vícej
dispensingu
u [1]
singu je vša
tví pasty. K
ost mezi je
ve tvaru i
se pohybuj
a tam vytla
nebo tlakem
uze dvěma
osti nanášen
vyvinut bez
montáži.
ru nad podl
zitu. Lepidlo
tem vypuště
ktur, při kte
rovádí buď
pensingu. Pl
ne v místě,
erá závisí na
í pasty, kter
ě pro nená
jehlovým p
u plnou je
ak nanášení
Kromě přesn
ehlou a pod
njekční stří
je program
ačí pastu. P
m pístu se š
způsoby. B
ní (tj. pohyb
zkontaktní d
Jeho výho
ložkou. Nav
o se na po
ěných dávek
eré se na su
plnými, ne
lná jehla je
kde se pož
a viskozitě
ré bylo na
áročný přen
olem, kde s
hlou a také
í pomocí du
nosti umístě
dložkou. Dn
íkačky vče
mově řízený
asta se vytl
šroubovým
Buď zvýšen
bu a vytlačo
dispensing. P
oda tkví v
víc je možn
dložku vyp
k na jeden b
ubstrát past
ebo dutými
ponořena d
žaduje nané
pasty, tvaru
jehle. Rych
nos např. le
se nanáší ví
ké je na ně
uté jehly. P
ění jsou dů
nes nejpouž
etně jehly p
ým mechan
lačuje ze zá
posuvem. R
ním počtu s
ování).
Používá se
v eliminaci
né temperov
pouští z výš
bod, obvykl
ta nanáší
jehlami.
do pasty,
st pastu.
u jehly a
hlost ani
epidla je
íce bodů
ěm vidět
Přitom se
ůležitými
žívanější
příslušné
nizmem,
ásobníku
Rychlost
současně
zejména
jehel a
vat pastu
šky 1 až
le 1 až 5.
Bezk
zrych
celko
15 tis
hodin
Obr.
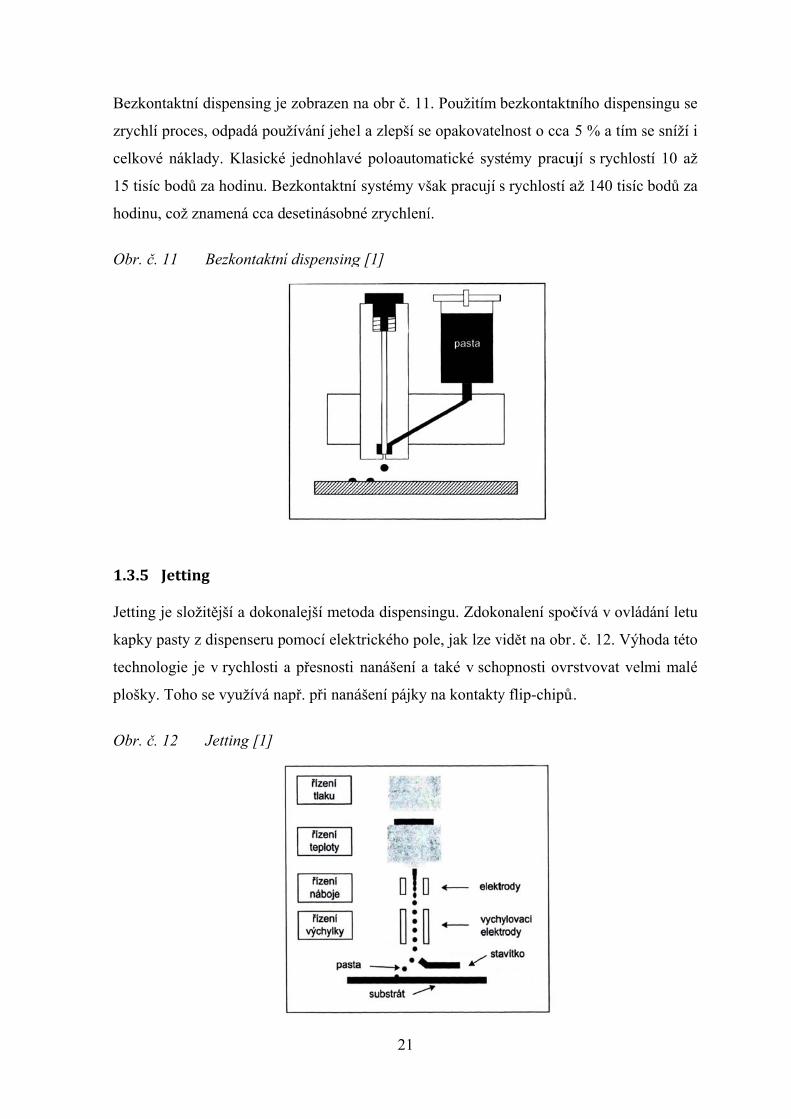
1.3.5 Jettin
kapk
techn
plošk
Obr.
kontaktní di
hlí proces, o
ové náklady
síc bodů za
nu, což znam
č. 11 B
5 Jetting
ng je složitě
ky pasty z di
nologie je v
ky. Toho se
č. 12 Je
ispensing je
odpadá pou
y. Klasické
a hodinu. Be
mená cca d
Bezkontaktní
ější a dokon
ispenseru p
v rychlosti a
využívá na
etting [1]
e zobrazen n
žívání jehel
jednohlavé
ezkontaktní
esetinásobn
í dispensing
nalejší meto
omocí elekt
a přesnosti
apř. při naná
21
na obr č. 11
l a zlepší se
é poloautom
systémy vš
né zrychlení
g [1]
oda dispensi
trického po
nanášení a
ášení pájky
. Použitím
e opakovate
matické sys
šak pracují s
í.
ingu. Zdoko
le, jak lze v
také v scho
na kontakty
bezkontaktn
lnost o cca
témy pracu
s rychlostí a
onalení spoč
vidět na obr
opnosti ovr
y flip-chipů
ního dispen
5 % a tím s
ují s rychlos
až 140 tisíc
čívá v ovlád
. č. 12. Výh
rstvovat vel
ů.
nsingu se
se sníží i
stí 10 až
bodů za
dání letu
hoda této
lmi malé

2 Je-li
Kval
násle
respe
jedno
tlusto
k teo
toho
ρ = R
vrstv
odpo
2.1 Odpo
má k
výpo
že po
a l, k
pak s
Obr.
Tento
z dův
Param
nutné zhod
lita vrstev j
edném vyp
ektive rezis
otlivými vr
ovrstvých r
oretické hod
je požadov
RS/l, kde ρ
vy. U tlustý
or na čtverec
Odpor
or na čtvere
konstantní t
očet odpovíd
očet čtverců
kde w je šíř
se její odpor
č. 13 Zn
o jednoduc
vodu, který
metrya
dnotit kvalit
je ovlivněn
alování. U
stivita. U
rstvami. U
rezistorů je
dnotě vzhle
vána vždy c
je rezistivit
ých vrstev
c. Fakta pro
načtvere
ec je veliko
tloušťku. N
dá názvu, te
ů odpovídá p
řka vrstvy a
r spočítá R
Značení rozm
chý vztah v
bude zmíně
kvalita
tu tlusté vrs
na jednak p
U jednovrstv
vícevrstvýc
vodivých
požadován
edem k rozm
co nejmenší
ta v Ω/m, R
se však ne
o tuto kapito
ec
st odporu č
Nejčastěji se
edy R = R/
poměru dél
a l je délka
= Rl/w. Pro
měrů tlusté v
však neplatí
ěn později.
22
tlustých
stvy, je potř
použitou pa
vých strukt
ch struktur
vrstev je p
no, aby ve
měrům rezi
í velikost. R
R je odpor
epoužívá re
olu byla čerp
čtvercové tlu
e předpoklá
= Rw/l, je
ek stran vrs
vrstvy, a p
o názornost
vrstvy [3]
í pro příliš
hvrstev
řeba vědět,
astou, ale t
tur se posu
r navíc př
požadován
likost měrn
istoru. Co s
Rezistivita
v ohmech,
zistivita, ný
pána zejmé
usté vrstvy
dá tloušťka
ednotkou je
stvy l/w. Po
pasta má de
t je přiložen
š tenké neb
v
podle jakéh
také postup
uzuje zejm
řibývá kont
co nejmen
ného odpor
se týče kon
se spočte d
S je průřez
ýbrž jiná m
na z [5], [3]
za předpok
a 10 – 20 μ
Ω/. Z toh
kud je tedy
finovaný od
n obr. č. 13.
bo naopak p
ho kritéria h
pem při nan
ména měrný
taktní odpo
nší měrný o
ru byla co
ntaktního od
dle známého
z vrstvy a l
měrná velič
] a [4].
kladu, že tat
μm. Vztah p
hoto zápisu v
y vrstva s ro
dpor na čtv
příliš širok
hodnotit.
nášení a
ý odpor,
or mezi
odpor, u
nejblíže
dporu, u
o vzorce
je délka
ina, tzv.
to vrstva
pro jeho
vyplývá,
změry w
verec R,
é vrstvy

Jak b
tlouš
angli
kde
v tom
s rost
dvěm
použ
Na t
čtver
k dos
Teplo
se o
vyso
2.2
Návr
nomi
rezis
Obr.
Plná
skute
dosu
bylo uvede
šťku vrstvy
ická jednotk
t je tloušťk
mto vztahu
toucí tloušť
ma rezistorů
žitím tiskové
trhu jsou k
rec až po v
stání speciá
otní koefici
od kladné
koohmické
Vlivroz
rh rezistoru
inálního pl
toru je zobr
č. 14 V
čára zde z
ečný tvar v
ud nezmíněn
eno výše, o
. Proto něk
ka reprezent
ka dané vrs
však zmíně
ťkou klesá.
ům zapojený
é metody, k
dispozici o
více než 10
ální pasty, kt
ient odporu
hodnoty p
pasty, kde
změrůna
u pro přes
lošného od
razen na obr
Vliv délky rez
znázorňuje
rstvy, který
ných faktor
odpor na čtv
kteří výrobc
tující tisícin
tvy, w a l m
ěný odpor n
To není n
ých paraleln
která zachov
odporové pa
0 megaohmů
teré dosahuj
se pohybuj
pro nízkood
reprezentuj
aparamet
sně danou
dporu, způs
r. č. 14.
zistoru na j
ideální obd
ý závisí na
ech jako je
23
tverec je pl
ci zavedli j
nu palce. Pa
mají stejný
na čtverec
nic překvapi
ně. Výpočtu
vává konsta
asty s plošn
ů na čtvere
ují ještě nižš
uje od méně
dporové pa
je přechod z
tryvrstvy
hodnotu o
sobených š
jeho tvar [5]
délníkový t
faktorech z
e zadržován
latný pouze
jednotku jin
ak platí vzta
ý význam ja
a mil. Ze v
ivého, pro
u, který obs
ntní tloušťk
ným odpore
ec. Dle nab
ších odporů
ě než ±50 pp
asty přes
z kovového
y
odporu je
šířkou nebo
]
tvar vrstvy.
zmíněných
ní pasty na
e pro pevně
nou, a to Ω
ah pro odpo
ako v přede
vzorce také
představu t
sahuje tloušť
ku vrstvy.
em od mén
bídky firmy
– až 0,06 o
pm/°C do ±
nulu k záp
na polovod
kompliková
o délkou v
Čárkovaná
v odstavci
hranách tisk
ě danou ko
Ω/.mil, kd
or vrstvy R =
ešlém vztah
é vyplývá, ž
to je analog
šťku, se lze
ně než 10 o
y DuPont js
ohmů na čtv
±300 ppm/°
porné hodn
dičový chara
án odchylk
vrstvy. Vli
á čára repr
1.3.1.5, ale
kového vzo
onstantní
de mil je
= Rl/wt,
hu. R je
že odpor
gické ke
vyhnout
ohmů na
sou však
verec [6].
C. Mění
notě pro
akter.
kami od
iv šířky
rezentuje
e také na
oru nebo

prohý
vidite
závis
Obr.
Na g
odpo
Rozs
použ
tzn.,
pokle
proč
Obr.
Lze s
proje
použ
č. 17
ýbání šablo
elný u vrst
slost tloušťk
č. 15 Z
ší
grafu jsou v
or zvyšuje a
sah šířek, k
žité emulzi a
že kontakt
es odporu. N
dochází ke
č. 16 P
si všimnout
evuje zejmé
žitím takové
7 je vynesen
ony během
tev s malou
ky vrstvy na
Závislost tlou
ířkou 0,375
vidět dva rů
a u vrstev s
kde k výsky
a také na re
t má malý
Na obr. č.
zmíněnému
Podélný řez r
t, že v oblas
éna u rezisto
é odporové
na závislost
m tisku širo
u šířkou, ted
a její šířce.
ušťky vrstvy
až 0,5 mm
ůzné úkazy.
s velkou šíř
ytu těchto d
eologii použ
kontaktní
16 je znázo
u poklesu o
rezistorem [
sti kontaktů
orů s malou
pasty, která
plošného o
24
okých vrste
dy méně ne
y na její šíř
a bod 2 cca
U vrstev s
řkou se s ro
dvou jevů n
žité pasty. P
odpor, pak
orněno, jak
odporu.
[5]
je lokálně z
u délkou. To
á může být
odporu na d
ev. Efekt z
ež 0,5 mm.
řce. Význam
a v šířce 1 m
malou šířk
ostoucí šířko
nastává, je z
Pokud je ko
k bude u kr
vypadá pod
zvýšená tlou
omuto jevu j
natištěna d
élce rezisto
zadržování
. Na obr. č
mný bod 1 se
mm. [5]
kou se s kles
ou plošný o
závislý jedn
ontakt rezist
rátkých rez
délný průře
ušťka vrstvy
je však mož
dříve než pa
ru. Pokud b
pasty je n
č. 15 je zná
e nachází c
sající šířkou
odpor také
nak na hust
tor-vodič do
zistorů patrn
ez rezistorem
y, proto se t
žné se vyhn
asta vodivá.
by se neproj
nejčastěji
ázorněna
ca mezi
u plošný
zvyšuje.
totě síta,
okonalý,
ný malý
m a tedy
tento jev
nout, a to
Na obr.
jevovaly

žádn
reáln
zmen
Obr.
2.3 Exist
konta
systé
né jevy souv
né závislost
nšují výsled
č. 17 Z
Jevyna
tuje několi
aktního odp
ému rezistor
1. Moh
Tato
složk
se pr
jako
rezis
zazna
visející s dél
ti je však v
dný odpor kr
Závislost plo
arozhran
ik základn
poru na rozh
r-vodič.
ou vznikat
reakce mů
kami použit
rojevují hla
bublání v
toru nebo j
amenány na
lkou rezisto
vidět, že dé
rátkých rezi
ošného odpo
írezistor
ích důvodů
hraní rezisto
chemické
ůže nastat b
tými při jeji
avně až po
místě přek
jako úbytek
a obr. č. 18
25
oru, byla by
élkové jevy
istorů.
oru rezistoru
r–vodič
dů, proč n
or-vodič, kt
reakce mez
buď mezi
ich vytvářen
vypálení a
kryvu vrste
k odporové
a obr. č. 19
y závislostí k
y v oblasti z
u na jeho dé
elze dosáh
terý by měl
zi materiále
aktivními s
ní. Tyto vzá
a někdy mo
ev, rozmaz
pasty v ob
9.
konstantní h
zakončení r
élce [1]
hnout poža
být v doko
em odporov
složkami pa
ájemné nek
ohou být vi
ání vodivé
blasti rozhra
hodnota odp
rezistoru zv
adovaného
onale kompa
vé a vodivé
ast, nebo s
kompatibilit
izuálně poz
é vrstvy v b
aní. Tyto je
poru. Na
vyšují či
nízkého
atibilním
é vrstvy.
skelnými
ty složek
zorovány
blízkosti
evy jsou

Obr.
Obr.
č. 18 B
č. 19 Ú
2. Moh
odpo
mezi
rozhr
3. Může
např.
natis
které
konta
násle
4. Poku
k tzv
vodiv
Bublání v mí
Úbytek odpo
ou se obj
ovídajících f
i koeficient
raní.
e se vytvoř
. pokud zo
knut a vyp
é mají vodiv
aktu. Tím v
edek přetěžo
ud je velký
v. zmáčknut
vé vrstvy sk
ístě překryv
rové pasty v
jevovat mi
fyzikálních
ty roztažno
řit částečná
oxiduje pov
álen rezisto
vost vyšší, o
vzrůstá v tě
ování a zahř
rozdíl mez
tí proudu, t
krz její čeln
26
vu vrstev [5]
v oblasti roz
ikrotrhliny
parametrů
osti nebo v
á nebo úpln
vrch vodiv
or. Tato sku
ovšem jejich
ěchto plošká
řívání takov
zi rezistivito
tzn., že veš
ní hranu mí
]
zhraní [5]
v oblasti
dvou mater
vlivem zm
ná izolační
ého materi
utečnost nu
h plocha je
ách vyšší p
vého místa.
ou vrstvy o
škerý proud
sto toho, ab
rozhraní v
riálů, jako n
ěny objem
vrstva v ně
álu před tí
utí téct prou
pouze zlom
proudová hu
odporové a
d teče z rez
by proud tek
vlivem ne
např. přílišn
mu při reak
ěkteré fázi
tím, než je
ud skrz pár
mkem ploch
ustota, kter
vodivé, mů
zistorové vr
kl rovnomě
dostatku
ný rozdíl
kcích na
procesu,
e na něj
r plošek,
y celého
rá má za
ůže dojít
rstvy do
ěrně skrz

Obr.
Prob
vzhle
v poř
vzhle
Další
rezis
fakto
grafu
celou
jevu
vrstv
ohřev
č. 20 Si
za
5. Může
naop
Tento
zlate
odpo
lémy s kon
ed může bý
řádku. Obe
edové defor
í metodou
toru v místě
orech a uká
u z takového
u plochu ko
se nelze v
vy není příli
vu vrstvy.
ituace, kdy
ahřívání. [5]
e se vysky
pak, zejmén
o jev převlá
m. Běžný j
oru rezistoru
ntaktem mo
ýt zavádějící
ecně vzato,
rmace moho
jak zjistit
ě jeho zako
áže se zmáč
o měření je
ontaktu. Pro
vyhnout, ov
š tenká. Pok
y nastává
5]
ytnout difúz
a pokud je
ádá u obvod
jev je přete
u v okolí zak
ohou být p
í a i dobře v
i když se
ou vést k po
problémy
ončení. Výs
čknutí prou
na obr. č. 2
27
o představu
všem nepůso
kud by byla
zmáčknutí
ze kovovýc
obvod skla
dů na bázi
ečení kovov
končení a tí
pozorovány
vypadající k
e elektrické
ochybnostem
v místě ko
ledkem mů
udu nebo od
21.
u je nákres
obí problém
a příliš tenk
proudu.
ch částic z
adován při z
stříbra, ale
vých atomů
ím vzniká tz
mikroskop
kontakt nem
é zkoušky
m ohledně d
ontaktu je s
ůže být deta
dporové an
situace na
my, pokud
á, dojde k m
Vpravo na
vodivé vrst
zvýšené tep
může se ob
ů, což má z
zv. negativn
picky nebo
musí být z el
kontaktu je
dlouhodobé
sledování r
ilnější obrá
omálie vliv
obr. č. 20.
čelní hrana
místnímu vy
avíc ukázka
tvy do odp
plotě po del
bjevit i u ob
za následek
ní kontaktní
elektricky.
lektrického
eví jako př
spolehlivos
rozložení n
ázek o ovliv
vem difúze.
Tomuto
a vodivé
ysokému
a místa
porové a
lší dobu.
bvodů se
k snížení
í odpor.
Ovšem
hlediska
řijatelné,
sti.
apětí na
vňujících
. Příklad

Obr.
Obec
testo
nevh
jedno
někte
Vlast
postu
samo
rezis
č. 21 Z
vz
cně systémy
vání a špatn
hodného výr
oho výrobce
eré takové k
tnosti kont
upy doporu
ozřejmě za
tivitu je na
Závislost zn
zdálenosti o
y rezistor-v
né výsledky
robního pro
e s vodivou
kombinace j
aktu jsou o
učené výro
následek i
obr. č. 22. V
názorňující
od zakončen
vodič dopo
y s těmito st
ocesu než m
u pastou od
jsou úspěšn
ovlivněny i
obcem, rezi
změnu na
Vliv doby v
28
rozložení
ní [5]
oručené výr
tandardními
materiálu sa
výrobce jin
ně používány
i vypalovac
istivita vrs
rozhraní re
výpalu na re
napětí na
robci jsou p
i systémy js
amotného. K
ného obecn
y.
cí teplotou
tev se mů
ezistor-vodi
ezistivitu je
a rezistoru
podrobován
sou většinou
Kombinace
ě nejsou do
a dobou. P
ůže rapidně
ič. Vliv vyp
na obr. č. 2
u v závislo
ny vyčerpáv
u způsobeny
odporové p
oporučovány
Pokud se n
ě změnit a
palovací tep
23.
osti na
vajícímu
y vlivem
pasty od
y, ačkoli
nedodrží
a to má
ploty na

Obr.
Obr.
č. 22 Z
te
č. 23 Z
rů
Závislost výs
eplotě pro tř
Závislost výs
ůzné typy pa
sledného p
ři různé typy
sledného plo
ast. [5]
29
plošného od
y past. [5]
ošného odp
dporu rezis
poru rezistor
toru na šp
ru na době
pičkové vyp
ě vypalování
palovací
í pro tři
30
3 Tvorbatlustovrstvýchstrukturajejichměření Tato kapitola je zaměřena na praktickou část práce. Jak vyplývá ze zadání, při jejím
vypracování bylo potřeba vykonat dvě věci. Nejdříve připravit vzorky vodivých a
odporových vrstvových struktur a následně tyto vzorky podrobit měření. Měření bylo
zaměřeno na kontaktní odpor na rozhraní odporové a vodivé vrstvy. Kontaktní odpor mezi
vrstvami závisí na použitých pastách, jejich viskozitě, způsobu sušení a vypalování a
mnoha dalších. Kontaktnímu odporu se mimo jiné věnovala kapitola 2. V tomto měření se
měřil kontaktní odpor v závislosti na geometrii kontaktu, velikosti procházejícího proudu a
jeho frekvenci. Je tedy zřejmé, že k měření byl využit střídavý proud se sinusovým
průběhem, proto všechny hodnoty proudu a napětí v této kapitole jsou hodnoty efektivní.
Měření bylo prováděno tříbodovou měřící metodou.
3.1 Tříbodováměřícímetoda Tříbodová měřící metoda se využívá v elektrotechnice zejména pro měření kontaktního
odporu. Hodnota kontaktního odporu je totiž základní veličina, která určuje kvalitu
kontaktu, a proto při diagnostice slouží pro odhalení špatných a nespolehlivých spojů,
např. tzv. studených kontaktů. Tříbodová metoda měření kontaktního odporu principiálně
spočívá v protékání proudu kontaktem a měření úbytku napětí na kontaktu, který tento
proud vyvolává. U tlustovrstvých struktur je na dvě vodivé vrstvy, které jsou odděleny
vrstvou odporovou, připojen zdroj proudu, respektive zdroj napětí s rezistorem (rezistor
zdroj chrání před zkratem při neopatrné manipulaci se vzorky). Tím přes vodivé vrstvy a
odporovou vrstvu protéká proud I. Zároveň je měřeno napětí U mezi jednou z těchto
vodivých vrstev a jinou vodivou vrstvou, která je od ostatních také oddělena odporovou
vrstvou. Pokud je tedy znám proud I a úbytek napětí U, který tento proud vyvolává,
kontaktní odpor na rozhraní vodivé a odporové vrstvy se spočte velmi snadno z Ohmova
zákona Rk = U/I. Princip a schéma zapojení je na obr. č. 24.

Obr.
3.2
3.2.1 Pro t
natis
Filip
polye
odpo
kons
obr.
výsle
vodo
Obr.
č. 24 Z
př
Tvorba
1 Síta
tvorbu pož
knutí vodiv
Slovák v r
esterová tka
orové vrstvy
tantní dlouh
č. 25 je sít
edného mot
orovné jsou
č. 25 Sí
Zapojení při
řipojení vzo
avzorků
adovaných
vých cest a
roce 2007 p
anina. Úhel
y 30°. Co s
hodobé nap
to pro vodi
tivu po nati
odporové. R
íto pro vodi
i tříbodové
orku k měříc
vícevrstvý
druhé pro
pro svou ba
natočení vl
se týče rám
pnutí sítovin
ivé vrstvy
isknutí obou
Rozměry je
ivé vrstvy [3
31
měřící met
címu obvod
ch struktur
natisknutí
akalářskou
láken od mo
mu, ten je vy
ny. Níže jso
a na obr. č
u vrstev je
ednotlivých
3]
todě, čárkov
du pomocí př
r byla zapo
rezistorů. B
práci. Pro v
otivu je u sí
yroben z leh
ou uvedeny
č. 26 je síto
na obr. č.
vzorků bud
vaný obdéln
řípravku z o
třebí dvě s
Byla použit
výrobu těch
ta pro vodiv
hké a pevn
fotografie j
o pro vrstvy
27, svislé c
dou uvedeny
ník označuj
odstavce 3.4
síta. Jedno
ta síta, kter
hto sít byla
vé cesty 22
né slitiny a
jednotlivých
vy odporové
cesty jsou v
y v podkapi
je místo
4.1
síto pro
rá navrhl
a použita
,5° a pro
zaručuje
h sít. Na
é. Návrh
vodivé a
itole 3.3.

Obr.
Obr.
č. 26 Sí
č. 27 N
íto pro odpo
Návrh motivu
orové vrstvy
u vícevrstvý
32
y [3]
ých strukturr [3]
33
3.2.2 Podložkyprovrstvy Jako podložky byly použity destičky z korundové keramiky. Tyto podložky měly rozměry
odpovídající návrhu vzorků, tedy 25 x 25 mm při tloušťce 0,4 mm. Destičky byly pro tisk
pospojovány zespodu lepící páskou tak, aby jejich rozložení korespondovalo s motivy na
sítech, čili byly poskládány do tabulky o rozměrech 6 x 8 destiček.
3.2.3 Tlustovrstvépasty
3.2.3.1 Vodivápasta Pro vytvoření vodivých cest byla použita pasta s označením CSP-3110D. Funkční složkou
je v této pastě stříbro. Výrobcem uvedená hodnota rezistivity je 5.10-5 Ω.cm. Výrobce také
udává doporučený postup při sušení a to 20 minut sušit v peci při teplotě 130 °C.
3.2.3.2 Odporovápasta Pro následné vytvoření odporových cest byla použita pasta s označením CSP-3225.
V tomto případě se jedná o odporovou pastu, kde jako funkční složka vystupuje uhlík.
Výrobcem udávaná rezistivita má hodnotu 0,1 Ω.cm. Doporučený postup sušení zní 2 až 3
minuty pastu sušit při 120 °C v infračervené peci a následně sušit 30 minut při 130 °C
v obyčejné peci.
3.2.4 Tisk Tisk vzorků byl realizován ručním sítotiskovým zařízením Uniprint – G, které je
vyfotografováno na obr. č. 28. Jedná se o zařízení stavebnicové koncepce určené pro tisk
pájecích past, lepidel, nepájivých masek a jiných materiálů v elektrotechnické výrobě.
Zařízení má tiskový stůl s posuvem ±5 mm v X a Y osách a naklápěním ±2,5° osy Z.
Tiskový stůl je také vybaven vakuovým přídržným systémem pro zafixování podložek.
Stůl je děrovaný a zespodu se k němu připojuje vysavač, který na stole vytváří požadovaný
podtlak. Síto je k výklopnému víku připevněno čtyřmi šrouby. Sladění motivu na sítu a
podložek se provádí pomocí mylarové fólie, viz obr. č. 29. Na tu se provede první tisk a
poté se pomocí posuvu stolu podložky zarovnají s natisknutým motivem. Po vyjmutí
mylarové fólie se provede tisk na podložky. Námi použité zařízení je vybaveno vedenou
hlavou se sestavou dvou těrek, takže zařízení umožňuje tisk oběma směry a zaručuje
konstantní sklon a přítlak těrky. Pro kvalitní tisk je zapotřebí motiv přejet těrkou alespoň

dvak
speci
v naš
Obr.
Obr.
3.2.5 Po n
vlože
sušen
v píc
druhé
krát, v tomto
iálním ředid
šem případě
č. 28 T
č. 29 M
5 Sušení
natisknutí v
en do pece,
ní a vychla
cce dle ods
ém sušení j
o případě t
dlem, které
ě. Více o za
Tiskové zaříz
Mylarová fól
vodivé pasty
, kde byla
adnutí podl
stavce 3.2.3
jsou na obr
tedy „tam
nepoškodí
řízení Unip
zení Uniprin
lie
y byla tabu
pasta sušen
ložek byla
3.2, ovšem
r. č. 30. Vz
34
a zpět“. Po
emulzi mot
print lze nalé
nt – G
ulka podlož
na dle dopo
natištěna
bylo vyne
zorek vlevo
o natisknutí
tivu, ale lze
ézt např. v [
žek položen
oručení výro
odporová p
echáno před
je v pořád
í je třeba s
e se spokojit
[10].
na na kovov
obce, viz o
pasta, která
dsušení v IR
dku, u vzork
síta vymýt,
t i s acetone
vý plech a
odstavec 3.2
á byla opět
R peci. Vz
ku vpravo l
nejlépe
em, jako
a ten byl
2.3.1. Po
t sušena
zorky po
lze vidět

extré
podlo
Obr.
3.3 Každ
vzork
natis
dlouh
vodiv
rozm
vzork
komb
vnitř
rozm
jedno
dolní
ozna
vodiv
překr
překr
nazý
a zna
émní rozlití
ožky.
č. 30 Vý
Rozmě
dý vzorek j
ku jsou dvě
knuta podé
hé 10 mm,
vými vrstva
měrů odporo
ku čtyřikrát
binace šest
řních kontak
měrů k dispo
otlivých vz
í polovina
ačující vzore
vé vrstvy j
ryvu, proto
ryvu se mů
ývá počet čtv
ačení rozmě
odporové p
Výsledné vzo
ryvzorků
e označen p
ě řady po
élná odporo
u G a K jso
ami je u vše
ových a vo
t. Na sítu j
tnáctkrát. M
ktů, viz ods
ozici osmkrá
orků jsou u
má index
ek. Nejdůle
je označen
je označen
ůžeme zam
verců a lze
ěrů vzorků j
pasty. To m
orky – vlevo
ůajejichz
písmenem A
čtyřech pří
ová vrstva.
ou spodní vo
ech vzorků
odivých vrs
je každý vz
Měřící příp
stavec 3.4.1
át za předpo
uvedeny v t
D. Horní
ežitějšími ro
na jako w.
na l. Překryv
ěřit i na po
se s ním se
e na obr. č.
35
může být způ
o dobrý, vpr
značení
A, B, C, D
čných vodi
Vodivé vr
odivé vrstv
5 mm. Na k
stev, přičem
zorek také č
pravek však
1. Z toho v
okladu, že v
tab. č. 1, k
polovina j
ozměry jsou
Šířka odp
v má tedy r
oměr délky
etkat u plošn
31.
ůsobeno nap
avo špatný
D, E, F, G, H
ivých vrstv
stvy jsou u
y dlouhé 12
každém vzo
mž každá k
čtyřikrát, či
k dokáže m
vyplývá, že
všechny vzo
kde horní po
je ta, vedl
u pro nás ro
porové vrstv
rozměry w a
y a šířky př
ného odporu
př. nedokon
H, I, J, K n
ách. Přes k
u všech vzo
2 mm. Střed
orku jsou dv
kombinace j
ili celkem j
měřit konta
k měření je
orky jsou po
olovina vzo
e které je
ozměry přek
vy zde vys
a l. Kromě
řekryvu l/w
u, viz podka
nalým vychl
nebo L. Na
každou řadu
orků kromě
dní vzdálen
vě různé ko
je tedy na
e k dispozi
aktní odpo
e každá ko
oužitelné. R
orku má in
natištěno
ekryvu vrste
stupuje jak
ě absolutní v
w. Tento p
apitola 2.1.
ladnutím
každém
u je pak
ě G a K
ost mezi
mbinace
jednom
ci každá
or pouze
mbinace
Rozměry
dex H a
písmeno
ev. Šířka
ko délka
velikosti
poměr se
Schéma

Obr.
Tab.
vzor
AH
BH
CH
DH
EH
FH
GH
HH
IH JH
KH
LH
3.4 Samo
které
Zapo
napsá
umož
vrstv
proud
multi
mezi
zapoj
gene
č. 31 Zn
č. 1 T
rek l
[mm]
H 0,50
H 1,00
H 1,50
H 2,00
H 1,50
H 3,00
H 4,50
H 0,75 2,00
4,00
H 6,00
H 1,00
Měření
otné měřen
é opticky n
ojení pracov
áno v úvod
žňuje k tom
vy vzorku (
du skrz o
imetrem (4)
i vodivou a
jen mezi
rátoru, a vo
Značení rozm
Tabulka rozm
w [mm]
l/w [-]
0,5 1,0 0,5 2,0 0,5 3,0 0,5 4,0 1,5 1,0 1,5 2,0 1,5 3,0 1,5 0,5 2,0 1,0 2,0 2,0 2,0 3,0 2,0 0,5
ívzorků
í vzorků pr
nevykazova
viště je na
du kapitoly
mu uzpůsob
(2) přiveden
obvod. Veli
). Následně
odporovou
jednu vod
odivou vrst
měrů vzorků
měrů jednot
x [mm] [m4,5 14,5 14,5 14,5 13,5 13,5 13,5 13,5 13,0 13,0 13,0 13,0 1
robíhalo v la
aly příliš v
obr. č. 32
3, pro mě
bený měřící
no napětí z
ikost proté
byl měřen
u vrstvou. S
divou vrstv
tvu jinou, n
36
ů [3]
tlivých konf
k mm]
vzorek
10 AD
10 BD
10 CD
10 DD
10 ED 10 FD 10 GD
10 HD
10 ID 10 JD 10 KD
10 LD
aboratoři H
veliké odc
2 a odpovíd
ěření byla v
í přípravek
z frekvenčn
ékajícího p
úbytek nap
Stolní digitá
vu, která b
nezapojenou
figurací, hod
kl
[mm] [1,0 2,0 3,0 4,0 3,0 6,0 9,0 1,5 2,5 5,0 7,5 1,25
H124, přičem
hylky od
dá schémat
využita tříb
(1). Jeho p
ího generát
proudu byla
pětí, který te
ální multime
byla připoj
u. Toto měř
dnoty byly p
w mm]
l/w [-]
1,0 1,0 1,0 2,0 1,0 3,0 1,0 4,0 3,0 1,0 3,0 2,0 3,0 3,0 3,0 0,5 2,5 1,0 2,5 2,0 2,5 3,0 2,5 0,5
mž byly měř
požadované
u na obr. č
bodová měř
pomocí byl
toru (3), kt
a měřena
ento proud v
etr (5) měří
ena na vý
ření bylo za
převzaty z [
x [mm]
k [mm
4,0 104,0 104,0 104,0 102,0 102,0 102,0 122,0 102,5 102,5 102,5 122,5 10
ěřeny pouze
ého tvaru
č. 24. Jak
řící metoda
lo mezi dvě
teré vyvoláv
ručním di
vyvolal na k
ící tento úb
ýstup frekv
aměřeno na
[3]
m]0 0 0 0 0 0 2 0 0 0 2 0
e vzorky,
motivu.
již bylo
a, kterou
ě vodivé
valo tok
igitálním
kontaktu
bytek byl
venčního
a měření

konta
napáj
3 a 6
frekv
odpo
posu
prove
Obr.
3.4.1 Měří
zaruč
zmín
mezi
jsou
ozna
respe
odpo
lepší
Kont
aktního odp
ájecího nap
6 mA a hod
venčním ge
oru pro kaž
unut o jednu
edeno na dr
č. 32 Z
3
4
1 Měřícíp
ící příprave
čuje dokon
něno, pomoc
i vrstvami n
tři použité
ačeny černo
ektive proud
oru mezi od
í pochopení
takty na m
poru při dvo
pětí, respek
dnoty frekve
enerátoru. C
ždý kontakt
u polohu v
ruhé polovin
Zapojení měř
– frekvenčn
– digitální
přípravek
ek zobrazen
nalý přítlak
cí tohoto př
na jedné pol
é kontakty
ou barvou.
du. Druhý a
dporovou vr
í označíme
měřícím příp
ou různých
ktive proud
ence na 1 a
Celkem byl
t mezi vrst
v měřícím p
ně vzorku.
řícího praco
ní generátor
multimetr G
ný na obr. č
měděných
řípravku lze
lovině vzor
zapojeny
První a dru
a třetí kontak
rstvou a vo
vodivé vrst
pravku ozna
37
h velikostech
du. Efektivn
a 50 kHz. O
ly tedy nam
tvami. Po
přípravku a
oviště, 1 – m
r Promax G
G -1004.501
č. 33 umož
h kontaktů
e měřit kon
rku. To je d
v jedné lin
uhý kontak
akt zleva slo
odivou vrstv
tvy vzorku
ačíme zleva
h proudu a
ní hodnoty
Obě veličin
měřeny čty
proměření
měření by
měřící přípr
GB – 212,
1, 5 – digitá
žňuje pevno
na vodivé
ntaktní odpo
dáno konstru
nii. Použité
kt zleva slo
ouží k měřen
vou připoje
zleva 1, 2,
a A, B a C
při dvou rů
y proudu b
ny byly nas
ři různé ho
jednoho ko
ylo opaková
ravek, 2 – m
ální multime
ou fixaci vz
vrstvy vz
or pouze dvo
ukcí samotn
é kontakty
ouží k připo
ní úbytku na
enou k druh
3 a 4, jako
C. Vzorek
ůzných frek
byly stanov
stavovány p
odnoty kon
ontaktu byl
áno. To sam
měřený vzore
etr HP 3440
vzorku při m
zorku. Jak
vou ze čtyř k
ného příprav
jsou na p
ojení zdroje
apětí na kon
hému konta
je to na ob
pak lze za
kvencích
veny na
přímo na
ntaktního
l vzorek
mé bylo
ek,
01A
měření a
již bylo
kontaktů
vku, kde
řípravku
e napětí,
ntaktním
aktu. Pro
br. č. 24.
aložit do

přípr
polov
Obr.
3.4.2 Jedná
gene
sinus
v obd
regul
zaříz
3.4.3 HP 3
střída
přepí
přístr
V tom
do 1
100 m
ravku dvěm
vinu vzorku
č. 33 M
2 Frekven
á se o níz
rátoru je 20
sový. Výstu
délníkovém
luje plynulý
zení se lze d
3 Laborat
34401A je
avá napětí,
ínán autom
roje při měř
mto měření
00 mV a fr
mV a frekv
ma způsoby.
u.
Měřící přípra
nčnígener
zkofrekvenč
0 Hz až 20
upní napětí
m režimu 1
ým omezov
dočíst v [7].
tornímult
velmi přes
proudy, km
maticky. St
ření střídav
í bylo měře
frekvenci 1
venci 50 k
. Buď 1A,
avek, černě
rátorProm
ční generát
00 kHz, při
v sinusovém
0 V efekti
vačem amp
timetrHew
ný digitáln
mitočet a odp
třídavé vel
vého napětí j
no napětí d
kHz je udá
kHz je udáv
38
2B, 3C ne
ě označené k
maxGB–2
tor s nízký
ičemž výstu
m režimu je
ivních se z
plitudy, kter
wlett‐Pack
ní multimetr
dpory do 100
ličiny jsou
je závislá n
do 100 mV
ávaná přesn
vaná přesn
ebo 2A, 3B
kontakty jso
12
ým zkreslen
upem může
e 5 V efekt
zkreslením
rý má rozsa
kard34401
r, který je
0 MΩ. U to
měřeny m
na frekvenci
o frekvenc
nost ±(0,06
ost ±(0,12
B, 4C. Anal
u zapojeny
ním. Frekv
e být signál
ivních se zk
0,05 %. V
ah 0 až 60
1A
schopný m
ohoto přístro
metodou T
i měřeného
ích 1 nebo
% + 0,04 %
% + 0,04
logicky pro
venční rozs
l obdélníko
kreslením 0
Výstupní n
0 dB. Více
měřit stejnos
oje je měříc
TrueRMS.
napětí a je
50 kHz. Pr
%) a pro n
%). První
o druhou
sah toho
ový nebo
0,02 % a
napětí se
o tomto
směrná i
cí rozsah
Přesnost
eho řádu.
ro napětí
napětí do
údaj je

39
odchylka z čtení a druhý je odchylka z rozsahu. Více o tomto přístroji a přesnosti se lze
dočíst v [8].
3.4.4 DigitálnímultimetrG–1004.501 V tomto případě se jedná o starší digitální multimetr německé výroby. Je schopný měřit
střídavý i stejnosměrný proud a napětí. Dále je schopen měřit odpor až do 20 MΩ. Také
obsahuje tester diod a akustickou signalizaci zkratu. V našem měření byl použit pro měření
proudů s rozsahem do 20 mA. V tomto rozsahu má udávanou přesnost ±(1,25 % + 4). Tato
odchylka však platí jen pro frekvence 45 Hz až 5 kHz, v našem případě tedy pro první
měření s frekvencí 1 kHz. Pro druhé měření s frekvencí 50 kHz se započítává ještě
přídavná chyba, jejíž hodnota je udávána ±(0,5 % + 3). První číslo je odchylka ze čtení,
druhé číslo je počet digitů, tedy nejmenšího řádu na displeji. Více o tomto přístroji a
přesnosti se lze dočíst v [9].
3.5Vyhodnoceníměření Na každém vzorku byly proměřovány celkem čtyři různé kontakty mezi vrstvami, dva na
jedné polovině a dva na polovině druhé. U každého kontaktu byl měřen úbytek napětí pro
dvě různé hodnoty proudu a pro dvě různé hodnoty frekvence. Jak bylo zmíněno na
začátku podkapitoly 3.4, efektivní hodnoty proudu byly stanoveny na 3 a 6 mA a hodnoty
frekvence byly stanoveny na 1 a 50 kHz. U některých vzorků, konkrétně u vzorků A a B,
nebylo možné dosáhnout požadovaného proudu. Proto byl u těchto vzorků zvolen proud o
velikosti, která byla nejblíže k požadované hodnotě. Z nastaveného proudu a změřeného
úbytku napětí byl poté vypočítán kontaktní odpor jednoduše pomocí Ohmova zákona
Rk = U/I. Abychom zjednodušili zpracování a vyhodnocení naměřených hodnot, uvažovali
jsme i pro vzorky A a B, že vypočtené hodnoty kontaktního odporu náležely proudům 3 a
6 mA. Každá kombinace šířky a délky překryvu vrstev byla k dispozici pro měření
osmkrát. Některé vzorky však byly vyřazeny kvůli tiskovým chybám. Dále po změření
byly vyřazeny některé hodnoty, jelikož se příliš lišily od ostatních a mohly by negativně
ovlivnit výsledky měření. Výsledný soubor naměřených dat je velmi obsáhlý, a proto je
přiložen jako příloha na konci této práce.

40
3.5.1 Zpracovánínaměřenýchhodnot Aby bylo možné měření nějakým způsobem zhodnotit, bylo třeba zpracovat soubor
hodnot. Proto byly vypočtené hodnoty kontaktního odporu pro každý vzorek, frekvenci a
proud zprůměrovány. Tím nám vznikl soubor hodnot, kde ke každému vzorku příslušely
čtyři hodnoty kontaktního odporu. Tyto hodnoty jsou uvedeny v tab. č. 2. Hodnoty proudu
i napětí v tabulce jsou hodnoty efektivní. V tabulce jsou navíc připsány ke každému vzorku
rozměry překryvu l a w, počet čtverců l/w a také plocha překryvu v milimetrech, která se
jednoduše vypočte S = l.w.
Tab. č. 2 Tabulka průměrných kontaktních odporů jednotlivých vzorků
(pozn. indexy H a D mají stejný význam jako v tab. č. 1)
vzorek l w l/wRk [Ω]
S f=1 kHz f=50 kHz
- [mm] [mm] [-] I= 3 mA I= 6 mA I=3mA I=6mA [mm2]
AH 0,50 0,5 1,0 0,65 0,64 0,85 0,80 0,25
BH 1,00 0,5 2,0 0,51 0,50 0,66 0,63 0,50
CH 1,50 0,5 3,0 0,41 0,41 0,46 0,44 0,75
DH 2,00 0,5 4,0 0,46 0,45 0,50 0,48 1,00
EH 1,50 1,5 1,0 0,14 0,15 0,19 0,19 2,25
FH 3,00 1,5 2,0 0,16 0,16 0,14 0,15 4,50
GH 4,50 1,5 3,0 0,10 0,09 0,04 0,08 6,75
HH 0,75 1,5 0,5 0,21 0,23 0,32 0,33 1,13
IH 2,00 2,0 1,0 0,11 0,13 0,11 0,13 4,00
JH 4,00 2,0 2,0 0,08 0,12 0,06 0,10 8,00
KH 6,00 2,0 3,0 0,08 0,12 0,07 0,10 12,00
LH 1,00 2,0 0,5 0,09 0,12 0,33 0,32 2,00
AD 1,00 1,0 1,0 0,33 0,33 0,56 0,53 1,00
BD 2,00 1,0 2,0 0,21 0,21 0,29 0,29 2,00
CD 3,00 1,0 3,0 0,25 0,26 0,26 0,25 3,00
DD 4,00 1,0 4,0 0,11 0,13 0,11 0,12 4,00
ED 3,00 3,0 1,0 0,04 0,09 0,03 0,08 9,00
FD 6,00 3,0 2,0 0,02 0,07 0,02 0,07 18,00
GD 9,00 3,0 3,0 0,05 0,09 0,05 0,10 27,00
HD 1,50 3,0 0,5 0,07 0,11 0,07 0,10 4,50
ID 2,50 2,5 1,0 0,06 0,10 0,04 0,09 6,25
JD 5,00 2,5 2,0 0,03 0,08 0,02 0,06 12,50
KD 7,50 2,5 3,0 0,08 0,11 0,08 0,11 18,75
LD 1,25 2,5 0,5 0,05 0,10 0,16 0,17 3,13

41
3.5.2 Grafyzávislostíkontaktníhoodporuajejichvyhodnocení Z tab. č. 2 bylo sestaveno několik grafů, které se týkaly kontaktního odporu. V grafech je
zaznamenána závislost kontaktního odporu na ploše kontaktu vodivé a odporové vrstvy.
Dále je zaznamenána závislost kontaktního odporu na proudu protékajícím kontaktem.
Důležité jsou také grafy, kde je znázorněna závislost kontaktního odporu na šířce kontaktu
w, případně na počtu čtverců l/w. Jelikož se ukázalo, že kontaktní odpor není konstantní,
nýbrž se mění s protékajícím proudem či s frekvencí proudu, nebylo možné žádnou
z těchto hodnot vzájemně průměrovat. Proto byly závislosti zpracovány pro oba proudy a
obě frekvence zvlášť. Grafy ve většině případů nejsou prokládané z důvodu malého počtu
hodnot. Grafy závislostí na proudu jsou pouze orientační, protože byly měřeny pouze dvě
hodnoty proudu, a slouží pro nástin chování kontaktního odporu. Jelikož grafy jsou
nedílnou součástí zhodnocení měření, nejsou umístěny v příloze, ale přímo v samotné
práci. Každá skupina grafů je opatřena komentářem.
Graf č. 1 Graf závislosti kontaktního odporu na ploše kontaktu. Z důvodu velkého
množství bodů jsou v grafu zobrazena pouze proložení.
Z grafu vyplývá, že kontaktní odpor s poklesem plochy kontaktu klesá zprvu strmě a
postupně se stává téměř konstantním. Také si můžeme všimnout, že jednotlivé křivky
nesplývají. To je způsobeno tím, že se kontaktní odpor mění se změnou proudu nebo
frekvence. Tato skutečnost je vidět na následujících grafech.
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1,40
0,00 5,00 10,00 15,00 20,00 25,00 30,00
Rk[Ω]
S [mm2]
Graf závislosti kontaktního odporu na ploše kontaktu
Mocninný (f=1kHz, I=3mA) Mocninný (f=1kHz, I=6mA)
Mocninný (f=50kHz, I=3mA) Mocninný (f=50kHz, I=6mA)

42
Graf č. 2 Graf závislosti kontaktního odporu na proudu pro kontakty široké 0,5 mm.
Graf č. 3 Graf závislosti kontaktního odporu na proudu pro kontakty široké 1 mm.
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
0 1 2 3 4 5 6 7
Rk[Ω]
I [mA]
Graf závislosti kontaktního odporu na proudu (w=0,5 mm)
l/w=1, f=1kHz l/w=1, f=50kHz l/w=2, f=1kHz l/w=2, f=50kHz
l/w=3, f=1kHz l/w=3, f=50kHz l/w=4, f=1kHz l/w=4, f=50kHz
0
0,1
0,2
0,3
0,4
0,5
0,6
0 1 2 3 4 5 6 7
Rk[Ω]
I [mA]
Graf závislosti kontaktního odporu na proudu (w=1 mm)
l/w=1, f=1kHz l/w=1, f=50kHz l/w=2, f=1kHz l/w=2, f=50kHz
l/w=3, f=1kHz l/w=3, f=50kHz l/w=4, f=1kHz l/w=4, f=50kHz

43
Graf č. 4 Graf závislosti kontaktního odporu na proudu pro kontakty široké 1,5 mm.
Graf č. 5 Graf závislosti kontaktního odporu na proudu pro kontakty široké 2 mm.
0
0,05
0,1
0,15
0,2
0,25
0,3
0,35
0 1 2 3 4 5 6 7
Rk[Ω]
I [mA]
Graf závislosti kontaktního odporu na proudu (w=1,5 mm)
l/w=1, f=1kHz l/w=1, f=50kHz l/w=2, f=1kHz l/w=2, f=50kHz
l/w=3, f=1kHz l/w=3, f=50kHz l/w=0,5, f=1kHz l/w=0,5, f=50kHz
0
0,05
0,1
0,15
0,2
0,25
0,3
0,35
0 1 2 3 4 5 6 7
Rk[Ω]
I [mA]
Graf závislosti kontaktního odporu na proudu (w=2 mm)
l/w=1, f=1kHz l/w=1, f=50kHz l/w=2, f=1kHz l/w=2, f=50kHz
l/w=3, f=1kHz l/w=3, f=50kHz l/w=0,5, f=1kHz l/w=0,5, f=50kHz

44
Graf č. 6 Graf závislosti kontaktního odporu na proudu pro kontakty široké 2,5 mm.
Graf č. 7 Graf závislosti kontaktního odporu na proudu pro kontakty široké 3 mm.
0
0,02
0,04
0,06
0,08
0,1
0,12
0,14
0,16
0,18
0 1 2 3 4 5 6 7
Rk[Ω]
I [mA]
Graf závislosti kontaktního odporu na proudu (w=2,5 mm)
l/w=1, f=1kHz l/w=1, f=50kHz l/w=2, f=1kHz l/w=2, f=50kHz
l/w=3, f=1kHz l/w=3, f=50kHz l/w=0,5, f=1kHz l/w=0,5, f=50kHz
0
0,02
0,04
0,06
0,08
0,1
0,12
0 1 2 3 4 5 6 7
Rk[Ω]
I [mA]
Graf závislost kontaktního odporu na proudu (w=3 mm)
l/w=1, f=1kHz l/w=1, f=50kHz l/w=2, f=1kHz l/w=2, f=50kHz
l/w=3, f=1kHz l/w=3, f=50kHz l/w=0,5, f=1kHz l/w=0,5, f=50kHz

45
Šest přechozích grafů zobrazuje závislost kontaktního odporu na procházejícím proudu a
jeho frekvenci pro všechny vzorky. Podle teoretického předpokladu by všechny závislosti
měly být konstantní. Jak je z grafů vidět, u vzorků s nižší šířkou kontaktu byl kontaktní
odpor vážně téměř konstantní v závislosti na proudu. U vzorků s větší šířkou kontaktu však
kontaktní odpor s proudem lehce roste. Ve všech případech ale dochází k nárůstu
maximálně v řádu desítek miliohmů. U dvou posledních grafů se nárůst jeví výraznější, ale
to je způsobeno pouze jemnějším měřítkem grafu. Odchylky od teoretického předpokladu
mohou být způsobeny vzhledem k velikosti odchylek rozptylem naměřených hodnot,
nepřesným nastavením hodnot proudu a frekvence nebo chybami měření. Co se týče
frekvenční závislosti, ve všech případech dochází se zvýšením frekvence ke zvýšení
kontaktního odporu. Průběhy l/w = 0,5, f = 50 kHz vykazují v grafu č. 5 a v grafu č. 6
nezvykle vysoký kontaktní odpor. Možnou příčinou je opět nedostatečné množství vzorků,
chyby při měření nebo chyby samotného vzorku zapříčiněné chybami při výrobě.
Graf č. 8 Graf závislosti kontaktního odporu na šířce kontaktu pro počet čtverců
l/w = 0,5.
0
0,05
0,1
0,15
0,2
0,25
0,3
0,35
0 0,5 1 1,5 2 2,5 3 3,5
Rk[Ω]
w [mm]
Graf závislosti kontaktního odporu na šířce kontaktu (l/w = 0,5)
f=1kHz, I=3mA f=1kHz, I=6mA f=50kHz, I=3mA f=50kHz, I=6mA

46
Graf č. 9 Graf závislosti kontaktního odporu na šířce kontaktu pro počet čtverců
l/w = 1.
Graf č. 10 Graf závislosti kontaktního odporu na šířce kontaktu pro počet čtverců
l/w = 2.
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
0 0,5 1 1,5 2 2,5 3 3,5
Rk[Ω]
w [mm]
Graf závislosti kontaktního odporu na šířce kontaktu (l/w = 1)
f=1kHz, I=3mA f=1kHz, I=6mA f=50kHz, I=3mA f=50kHz, I=6mA
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0 0,5 1 1,5 2 2,5 3 3,5
Rk[Ω]
w [mm]
Graf závislosti kontaktního odporu na šířce kontaktu (l/w = 2)
f=1kHz, I=3mA f=1kHz, I=6mA f=50kHz, I=3mA f=50kHz, I=6mA

47
Graf č. 11 Graf závislosti kontaktního odporu na šířce kontaktu pro počet čtverců
l/w = 3.
Na všech grafech je patrné, že s rostoucí šířkou kontaktu klesá kontaktní odpor. Při
dosažení určité šířky však kontaktní odpor klesá velmi pomalu nebo vůbec. To odpovídá
grafu č. 1. Také si lze všimnout, že na všech grafech, kromě grafu č. 8 jsou závislosti téměř
totožné. Odchylka na grafu č. 8 je způsobena chybou měření nebo tiskovou chybou vzorků.
Mírné odchylky mohou být způsobeny malým počtem vzorků a rozptylem naměřených
hodnot.
0
0,05
0,1
0,15
0,2
0,25
0,3
0,35
0,4
0,45
0,5
0 0,5 1 1,5 2 2,5 3 3,5
Rk[Ω]
w [mm]
Graf závislosti kontaktního odporu na šířce kontaktu (l/w = 3)
f=1kHz, I=3mA f=1kHz, I=6mA f=50kHz, I=3mA f=50kHz, I=6mA

48
Graf č. 12 Graf závislosti kontaktního odporu na poměru l/w pro šířku kontaktu
w = 0,5 mm.
Graf č. 13 Graf závislosti kontaktního odporu na poměru l/w pro šířku kontaktu
w = 1 mm.
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
0 0,5 1 1,5 2 2,5 3 3,5 4 4,5
Rk[Ω]
l/w [‐]
Graf závislosti kontaktního odporu na poměru l/w (w = 0,5 mm)
f=1kHz, I=3mA f=1kHz, I=6mA f=50kHz, I=3mA f=50kHz, I=6mA
0
0,1
0,2
0,3
0,4
0,5
0,6
0 0,5 1 1,5 2 2,5 3 3,5 4 4,5
Rk[Ω]
l/w [‐]
Graf závislosti kontaktního odporu na poměru l/w (w = 1 mm)
f=1kHz, I=3mA f=1kHz, I=6mA f=50kHz, I=3mA f=50kHz, I=6mA

49
Graf č. 14 Graf závislosti kontaktního odporu na poměru l/w pro šířku kontaktu
w = 1,5 mm
Graf č. 15 Graf závislosti kontaktního odporu na poměru l/w pro šířku kontaktu
w = 2 mm.
0
0,05
0,1
0,15
0,2
0,25
0,3
0,35
0 0,5 1 1,5 2 2,5 3 3,5
Rk[Ω]
l/w [‐]
Graf závislosti kontaktního odporu na poměru l/w (w = 1,5 mm)
f=1kHz, I=3mA f=1kHz, I=6mA f=50kHz, I=3mA f=50kHz, I=6mA
0
0,05
0,1
0,15
0,2
0,25
0,3
0,35
0 0,5 1 1,5 2 2,5 3 3,5
Rk[Ω]
l/w [‐]
Graf závislosti kontaktního odporu na poměru l/w (w = 2 mm)
f=1kHz, I=3mA f=1kHz, I=6mA f=50kHz, I=3mA f=50kHz, I=6mA

50
Graf č. 16 Graf závislosti kontaktního odporu na poměru l/w pro šířku kontaktu
w = 2,5 mm.
Graf č. 17 Graf závislosti kontaktního odporu na poměru l/w pro šířku kontaktu
w = 3 mm.
0
0,02
0,04
0,06
0,08
0,1
0,12
0,14
0,16
0,18
0 0,5 1 1,5 2 2,5 3 3,5
Rk[Ω]
l/w [‐]
Graf závislosti kontaktního odporu na poměru l/w (w = 2,5 mm)
f=1kHz, I=3mA f=1kHz, I=6mA f=50kHz, I=3mA f=50kHz, I=6mA
0
0,02
0,04
0,06
0,08
0,1
0,12
0 0,5 1 1,5 2 2,5 3 3,5
Rk[Ω]
l/w [‐]
Graf závislosti kontaktního odporu na poměru l/w (w = 3 mm)
f=1kHz, I=3mA f=1kHz, I=6mA f=50kHz, I=3mA f=50kHz, I=6mA

51
Grafy č. 12 až 17 znázorňují závislost kontaktního odporu na počtu čtverců l/w. U všech
závislostí je patrná tendence poklesu kontaktního odporu s rostoucím počtem čtverců. U
posledních dvou grafů je ovšem vidět nárůst kontaktního odporu pro l/w = 3. To může být
způsobeno tím, že všechny vzorky nebyly měřeny najednou a mohla se projevit např.
rozdílná teplota při měření. Dále je u nich patrný rozdíl kontaktního odporu pro různé
proudy, to může způsobeno chybami při měření nebo rozptylem naměřených hodnot.

52
ZávěrÚkolem této práce bylo uceleně pojednat o problematice tlustých vrstev. Tlusté vrstvy jsou
ovšem téma velmi obsáhlé. Proto se práce dotýká všech oblastí jen natolik, aby si čtenář
byl schopen vytvořit představu o tlustých vrstvách jako celku. Práce se však nezabývala
pouze teoretickými problémy. Nejpodstatnějším cílem práce bylo zhotovení vzorků
tlustovrstvých struktur, které byly podrobeny měření kontaktního odporu. Měření
probíhalo s využitím střídavého proudu místo obvyklejšího stejnosměrného. V tom je práce
výjimečná, jelikož nepředkládá pouze závislosti kontaktního odporu na geometrických
parametrech, ale předkládá i vliv několikanásobného zvýšení frekvence proudu na hodnotu
kontaktního odporu. Je však nutné brát na vědomí, že i když naměřených hodnot bylo
mnoho, tak na spolehlivé a směrodatné závěry to nestačí. Práce tak alespoň otevírá prostor
pro další měření ve velmi perspektivní oblasti.
53
Seznampoužitéliteratury [1] MACH, P., SKOČIL, V., URBÁNEK, J. Montáž v elektronice, ČVUT, Praha,
2001, ISBN: 8001023923
[2] SZENDIUCH, I.: Tlusté vrstvy (2) [online]. 2012-02 [cit. 2014-04-30]. Dostupné z:
http://www.umel.feec.vutbr.cz/~szend/vyuka/bmts/2012-02A-
tlust%C3%A9%20vrstvy(Bc).pdf
[3] SLOVÁK, F.: Hodnocení vlastností kontaktů mezi různými vodivými a
odporovými tlustými vrstvami, bakalářská práce, 2007
[4] HŘIBAL, R.: Tlustovrstvé technologie a jejich využití, individuální projekt, 2014
[5] HOLMES, P. J., LOASBY, R.G.: Handbook of thick film technology,
Electrochemical publications, 1976
[6] DUPONT USA: Webové stránky společnosti DuPont [online].
©2014 [cit. 2014-05-05]. Dostupné z: http://www.dupont.com/
[7] PROMAX ELECTRONICA S.L.: Katalogový list přístroje GB-212 [online].
©2014 [cit. 2014-05-10]. Dostupné z:
http://www.promax.es/downloads/products/ing/GB-212.pdf
[8] PŘÍSTROJOVÉ CENTRUM FEL : ČVUT: Katalogový list přístroje HP 34401A
[online]. ©2007-2014 [cit. 2014-05-10]. Dostupné z:
http://centrum.feld.cvut.cz/?download=_/download/pristroje/hp34401a-cz.pdf
[9] BLUNK ELECTRONIC: Katalogový list k přístroji G-1004.501 [online]
[cit. 2014-05-10]. Dostupné z: http://www.train-
z.de/datasheet/schematics/DMM_G-1004.501.pdf
[10] ERESCOM SMT: Informace o zařízení Uniprint – G [online].
[cit. 2014-05-10]. Dostupné z: http://www.erescom.cz/index11.html

54
Seznamobrázků Obr. č. 1 ............................................................................................................................... 11
Obr. č. 2 ............................................................................................................................... 12
Obr. č. 3 ............................................................................................................................... 13
Obr. č. 4 ............................................................................................................................... 14
Obr. č. 5 ............................................................................................................................... 15
Obr. č. 6 ............................................................................................................................... 16
Obr. č. 7 ............................................................................................................................... 17
Obr. č. 8 ............................................................................................................................... 18
Obr. č. 9 ............................................................................................................................... 19
Obr. č. 10 ............................................................................................................................. 20
Obr. č. 11 ............................................................................................................................. 21
Obr. č. 12 ............................................................................................................................. 21
Obr. č. 13 ............................................................................................................................. 22
Obr. č. 14 ............................................................................................................................. 23
Obr. č. 15 ............................................................................................................................. 24
Obr. č. 16 ............................................................................................................................. 24
Obr. č. 17 ............................................................................................................................. 25
Obr. č. 18 ............................................................................................................................. 26
Obr. č. 19 ............................................................................................................................. 26
Obr. č. 20 ............................................................................................................................. 27
Obr. č. 21 ............................................................................................................................. 28
Obr. č. 22 ............................................................................................................................. 29
Obr. č. 23 ............................................................................................................................. 29
Obr. č. 24 ............................................................................................................................. 31
Obr. č. 25 ............................................................................................................................. 31
Obr. č. 26 ............................................................................................................................. 32
Obr. č. 27 ............................................................................................................................. 32
Obr. č. 28 ............................................................................................................................. 34
Obr. č. 29 ............................................................................................................................. 34
Obr. č. 30 ............................................................................................................................. 35
Obr. č. 31 ............................................................................................................................. 36
Obr. č. 32 ............................................................................................................................. 37
Obr. č. 33 ............................................................................................................................. 38

55
Seznamtabulek Tab. č. 1 ............................................................................................................................... 36
Tab. č. 2 ............................................................................................................................... 40
56
Seznamgrafů Graf č. 1 ............................................................................................................................... 41
Graf č. 2 ............................................................................................................................... 42
Graf č. 3 ............................................................................................................................... 42
Graf č. 4 ............................................................................................................................... 43
Graf č. 5 ............................................................................................................................... 43
Graf č. 6 ............................................................................................................................... 44
Graf č. 7 ............................................................................................................................... 44
Graf č. 8 ............................................................................................................................... 45
Graf č. 9 ............................................................................................................................... 46
Graf č. 10 ............................................................................................................................. 46
Graf č. 11 ............................................................................................................................. 47
Graf č. 12 ............................................................................................................................. 48
Graf č. 13 ............................................................................................................................. 48
Graf č. 14 ............................................................................................................................. 49
Graf č. 15 ............................................................................................................................. 49
Graf č. 16 ............................................................................................................................. 50
Graf č. 17 ............................................................................................................................. 50

57
SeznampřílohPříloha A – Tabulky naměřených hodnot
Příloha B – CD-ROM
Obsah CD:
Hribal_Rostislav_BP_2014.docx
Hribal_Rostislav_Prilohy_2014.docx
Hribal_Rostislav_BP_2014.pdf

I
PřílohaA–Tabulkynaměřenýchhodnot
frekvence 1 kHz frekvence 50 kHz
Vzorek.
U [mV]
I [mA]
R [Ω]
U [mV]
I [mA]
R [Ω]
U [mV]
I [mA]
R [Ω]
U [mV]
I [mA]
R [Ω]
AH 2,52 4,0 0,63 1,90 3,0 0,63 3,59 3,5 1,03 2,15 2,0 1,08
AH 2,61 4,0 0,65 1,97 3,0 0,66 2,93 4,0 0,73 2,24 3,0 0,75
AH 2,79 4,0 0,70 1,41 2,0 0,71 2,81 4,0 0,70 1,50 2,0 0,75
AH 2,26 4,0 0,56 1,13 2,0 0,57 2,67 3,8 0,70 1,50 2,0 0,75
AH 1,83 4,0 0,46 0,91 2,0 0,45 2,86 4,0 0,72 1,52 2,0 0,76
AH 4,28 5,0 0,86 1,73 2,0 0,87 3,74 4,0 0,94 1,99 2,0 1,00
AD 1,71 5,5 0,31 0,91 3,0 0,30 1,95 5,5 0,35 1,10 3,0 0,37
AD 1,95 5,5 0,35 1,06 3,0 0,35 3,40 5,5 0,62 1,94 3,0 0,65
AD 2,20 6,0 0,37 1,10 3,0 0,37 3,23 5,5 0,59 1,86 3,0 0,62
AD 1,63 5,5 0,30 0,86 3,0 0,29 2,52 5,5 0,46 1,43 3,0 0,48
AD 1,81 5,5 0,33 0,98 3,0 0,33 3,55 5,5 0,65 2,03 3,0 0,68
BH 2,81 5,5 0,51 1,56 3,0 0,52 2,88 5,2 0,55 1,72 3,0 0,57
BH 3,02 5,5 0,55 1,68 3,0 0,56 4,01 5,4 0,74 2,30 3,0 0,77
BH 2,69 5,5 0,49 1,47 3,0 0,49 3,40 5,5 0,62 1,95 3,0 0,65
BH 2,26 5,0 0,45 1,13 2,5 0,45 3,02 5,0 0,60 1,59 2,5 0,64
BD 1,60 6,0 0,27 0,77 3,0 0,26 1,82 6,0 0,30 0,91 3,0 0,30
BD 1,41 6,0 0,23 0,69 3,0 0,23 1,75 6,0 0,29 0,88 3,0 0,29
BD 1,07 6,0 0,18 0,52 3,0 0,17 1,36 6,0 0,23 0,67 3,0 0,22
BD 1,11 6,0 0,18 0,53 3,0 0,18 1,81 6,0 0,30 0,92 3,0 0,31
BD 1,16 6,0 0,19 0,55 3,0 0,18 1,80 6,0 0,30 0,90 3,0 0,30
BD 1,46 6,0 0,24 0,71 3,0 0,24 1,81 6,0 0,30 0,91 3,0 0,30
BD 1,17 6,0 0,19 0,56 3,0 0,19 1,81 6,0 0,30 0,92 3,0 0,31
CH 2,38 6,0 0,40 1,20 3,0 0,40 2,57 6,0 0,43 1,34 3,0 0,45
CH 2,35 6,0 0,39 1,17 3,0 0,39 2,49 6,0 0,41 1,29 3,0 0,43
CH 2,56 6,0 0,43 1,30 3,0 0,43 2,63 6,0 0,44 1,37 3,0 0,46
CH 2,43 6,0 0,40 1,23 3,0 0,41 2,60 6,0 0,43 1,36 3,0 0,45
CH 2,42 6,0 0,40 1,21 3,0 0,40 2,61 6,0 0,43 1,35 3,0 0,45
CH 2,63 6,0 0,44 1,32 3,0 0,44 2,88 6,0 0,48 1,50 3,0 0,50
CD 1,44 6,0 0,24 0,69 3,0 0,23 1,44 6,0 0,24 0,72 3,0 0,24
CD 1,48 6,0 0,25 0,72 3,0 0,24 1,49 6,0 0,25 0,74 3,0 0,25
CD 1,60 6,0 0,27 0,77 3,0 0,26 1,54 6,0 0,26 0,77 3,0 0,26
CD 1,58 6,0 0,26 0,77 3,0 0,26 1,52 6,0 0,25 0,76 3,0 0,25
CD 1,29 6,0 0,22 0,62 3,0 0,21 1,28 6,0 0,21 0,63 3,0 0,21
CD 1,14 6,0 0,19 0,54 3,0 0,18 1,12 6,0 0,19 0,56 3,0 0,19
CD 1,86 6,0 0,31 0,92 3,0 0,31 1,89 6,0 0,32 0,97 3,0 0,32
CD 1,95 6,0 0,33 0,96 3,0 0,32 1,95 6,0 0,32 1,00 3,0 0,33
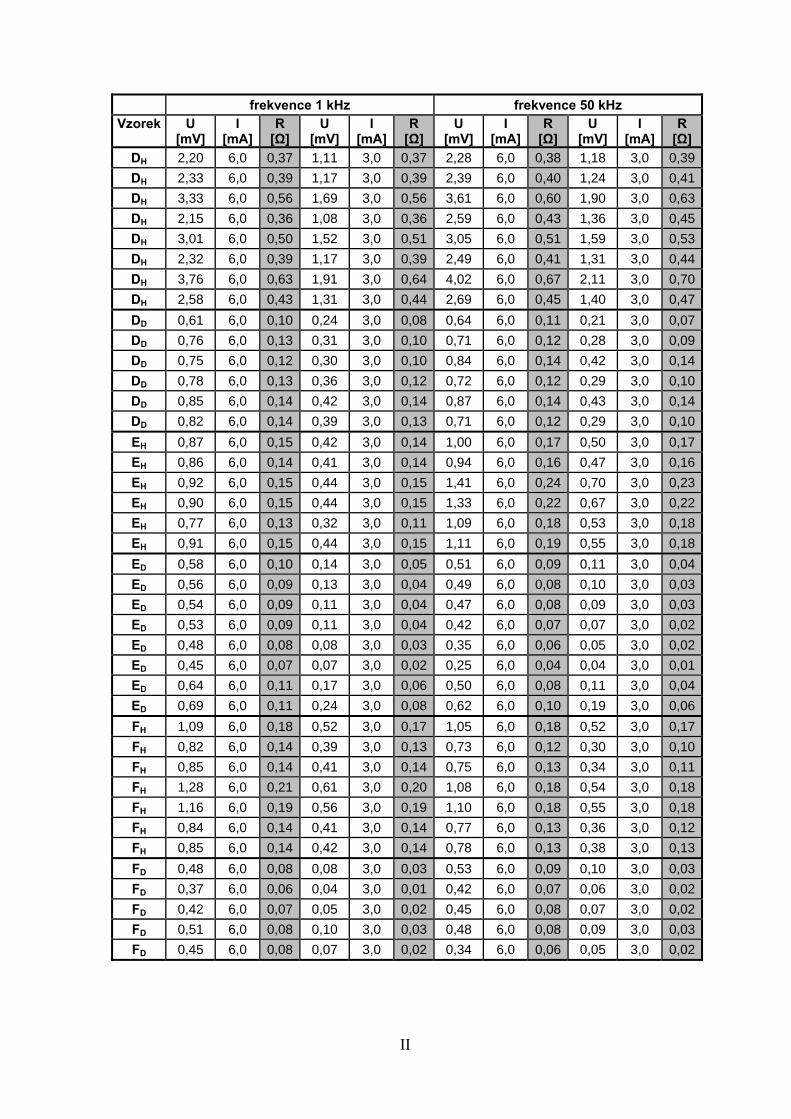
II
frekvence 1 kHz frekvence 50 kHz Vzorek
. U
[mV] I
[mA] R
[Ω] U
[mV] I
[mA]R
[Ω] U
[mV] I
[mA]R
[Ω] U
[mV] I
[mA]R
[Ω]
DH 2,20 6,0 0,37 1,11 3,0 0,37 2,28 6,0 0,38 1,18 3,0 0,39
DH 2,33 6,0 0,39 1,17 3,0 0,39 2,39 6,0 0,40 1,24 3,0 0,41
DH 3,33 6,0 0,56 1,69 3,0 0,56 3,61 6,0 0,60 1,90 3,0 0,63
DH 2,15 6,0 0,36 1,08 3,0 0,36 2,59 6,0 0,43 1,36 3,0 0,45
DH 3,01 6,0 0,50 1,52 3,0 0,51 3,05 6,0 0,51 1,59 3,0 0,53
DH 2,32 6,0 0,39 1,17 3,0 0,39 2,49 6,0 0,41 1,31 3,0 0,44
DH 3,76 6,0 0,63 1,91 3,0 0,64 4,02 6,0 0,67 2,11 3,0 0,70
DH 2,58 6,0 0,43 1,31 3,0 0,44 2,69 6,0 0,45 1,40 3,0 0,47
DD 0,61 6,0 0,10 0,24 3,0 0,08 0,64 6,0 0,11 0,21 3,0 0,07
DD 0,76 6,0 0,13 0,31 3,0 0,10 0,71 6,0 0,12 0,28 3,0 0,09
DD 0,75 6,0 0,12 0,30 3,0 0,10 0,84 6,0 0,14 0,42 3,0 0,14
DD 0,78 6,0 0,13 0,36 3,0 0,12 0,72 6,0 0,12 0,29 3,0 0,10
DD 0,85 6,0 0,14 0,42 3,0 0,14 0,87 6,0 0,14 0,43 3,0 0,14
DD 0,82 6,0 0,14 0,39 3,0 0,13 0,71 6,0 0,12 0,29 3,0 0,10
EH 0,87 6,0 0,15 0,42 3,0 0,14 1,00 6,0 0,17 0,50 3,0 0,17
EH 0,86 6,0 0,14 0,41 3,0 0,14 0,94 6,0 0,16 0,47 3,0 0,16
EH 0,92 6,0 0,15 0,44 3,0 0,15 1,41 6,0 0,24 0,70 3,0 0,23
EH 0,90 6,0 0,15 0,44 3,0 0,15 1,33 6,0 0,22 0,67 3,0 0,22
EH 0,77 6,0 0,13 0,32 3,0 0,11 1,09 6,0 0,18 0,53 3,0 0,18
EH 0,91 6,0 0,15 0,44 3,0 0,15 1,11 6,0 0,19 0,55 3,0 0,18
ED 0,58 6,0 0,10 0,14 3,0 0,05 0,51 6,0 0,09 0,11 3,0 0,04
ED 0,56 6,0 0,09 0,13 3,0 0,04 0,49 6,0 0,08 0,10 3,0 0,03
ED 0,54 6,0 0,09 0,11 3,0 0,04 0,47 6,0 0,08 0,09 3,0 0,03
ED 0,53 6,0 0,09 0,11 3,0 0,04 0,42 6,0 0,07 0,07 3,0 0,02
ED 0,48 6,0 0,08 0,08 3,0 0,03 0,35 6,0 0,06 0,05 3,0 0,02
ED 0,45 6,0 0,07 0,07 3,0 0,02 0,25 6,0 0,04 0,04 3,0 0,01
ED 0,64 6,0 0,11 0,17 3,0 0,06 0,50 6,0 0,08 0,11 3,0 0,04
ED 0,69 6,0 0,11 0,24 3,0 0,08 0,62 6,0 0,10 0,19 3,0 0,06
FH 1,09 6,0 0,18 0,52 3,0 0,17 1,05 6,0 0,18 0,52 3,0 0,17
FH 0,82 6,0 0,14 0,39 3,0 0,13 0,73 6,0 0,12 0,30 3,0 0,10
FH 0,85 6,0 0,14 0,41 3,0 0,14 0,75 6,0 0,13 0,34 3,0 0,11
FH 1,28 6,0 0,21 0,61 3,0 0,20 1,08 6,0 0,18 0,54 3,0 0,18
FH 1,16 6,0 0,19 0,56 3,0 0,19 1,10 6,0 0,18 0,55 3,0 0,18
FH 0,84 6,0 0,14 0,41 3,0 0,14 0,77 6,0 0,13 0,36 3,0 0,12
FH 0,85 6,0 0,14 0,42 3,0 0,14 0,78 6,0 0,13 0,38 3,0 0,13
FD 0,48 6,0 0,08 0,08 3,0 0,03 0,53 6,0 0,09 0,10 3,0 0,03
FD 0,37 6,0 0,06 0,04 3,0 0,01 0,42 6,0 0,07 0,06 3,0 0,02
FD 0,42 6,0 0,07 0,05 3,0 0,02 0,45 6,0 0,08 0,07 3,0 0,02
FD 0,51 6,0 0,08 0,10 3,0 0,03 0,48 6,0 0,08 0,09 3,0 0,03
FD 0,45 6,0 0,08 0,07 3,0 0,02 0,34 6,0 0,06 0,05 3,0 0,02
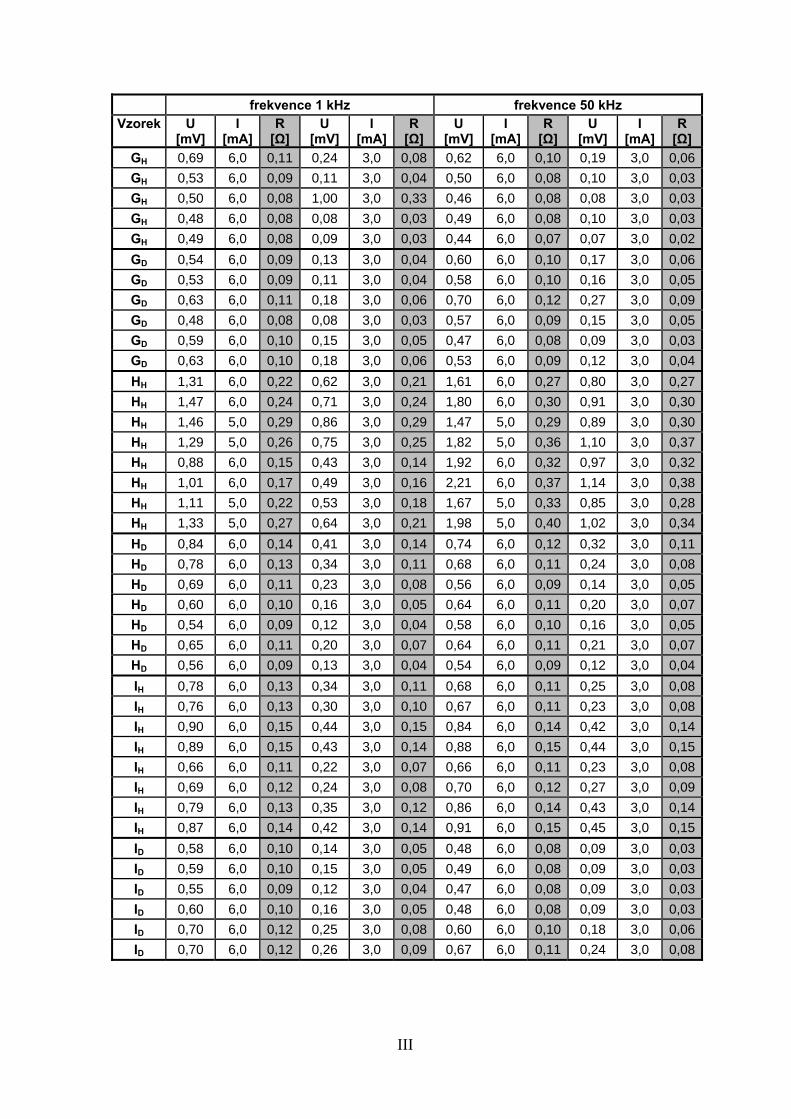
III
frekvence 1 kHz frekvence 50 kHz Vzorek
. U
[mV] I
[mA] R
[Ω] U
[mV] I
[mA]R
[Ω] U
[mV] I
[mA]R
[Ω] U
[mV] I
[mA]R
[Ω]
GH 0,69 6,0 0,11 0,24 3,0 0,08 0,62 6,0 0,10 0,19 3,0 0,06
GH 0,53 6,0 0,09 0,11 3,0 0,04 0,50 6,0 0,08 0,10 3,0 0,03
GH 0,50 6,0 0,08 1,00 3,0 0,33 0,46 6,0 0,08 0,08 3,0 0,03
GH 0,48 6,0 0,08 0,08 3,0 0,03 0,49 6,0 0,08 0,10 3,0 0,03
GH 0,49 6,0 0,08 0,09 3,0 0,03 0,44 6,0 0,07 0,07 3,0 0,02
GD 0,54 6,0 0,09 0,13 3,0 0,04 0,60 6,0 0,10 0,17 3,0 0,06
GD 0,53 6,0 0,09 0,11 3,0 0,04 0,58 6,0 0,10 0,16 3,0 0,05
GD 0,63 6,0 0,11 0,18 3,0 0,06 0,70 6,0 0,12 0,27 3,0 0,09
GD 0,48 6,0 0,08 0,08 3,0 0,03 0,57 6,0 0,09 0,15 3,0 0,05
GD 0,59 6,0 0,10 0,15 3,0 0,05 0,47 6,0 0,08 0,09 3,0 0,03
GD 0,63 6,0 0,10 0,18 3,0 0,06 0,53 6,0 0,09 0,12 3,0 0,04
HH 1,31 6,0 0,22 0,62 3,0 0,21 1,61 6,0 0,27 0,80 3,0 0,27
HH 1,47 6,0 0,24 0,71 3,0 0,24 1,80 6,0 0,30 0,91 3,0 0,30
HH 1,46 5,0 0,29 0,86 3,0 0,29 1,47 5,0 0,29 0,89 3,0 0,30
HH 1,29 5,0 0,26 0,75 3,0 0,25 1,82 5,0 0,36 1,10 3,0 0,37
HH 0,88 6,0 0,15 0,43 3,0 0,14 1,92 6,0 0,32 0,97 3,0 0,32
HH 1,01 6,0 0,17 0,49 3,0 0,16 2,21 6,0 0,37 1,14 3,0 0,38
HH 1,11 5,0 0,22 0,53 3,0 0,18 1,67 5,0 0,33 0,85 3,0 0,28
HH 1,33 5,0 0,27 0,64 3,0 0,21 1,98 5,0 0,40 1,02 3,0 0,34
HD 0,84 6,0 0,14 0,41 3,0 0,14 0,74 6,0 0,12 0,32 3,0 0,11
HD 0,78 6,0 0,13 0,34 3,0 0,11 0,68 6,0 0,11 0,24 3,0 0,08
HD 0,69 6,0 0,11 0,23 3,0 0,08 0,56 6,0 0,09 0,14 3,0 0,05
HD 0,60 6,0 0,10 0,16 3,0 0,05 0,64 6,0 0,11 0,20 3,0 0,07
HD 0,54 6,0 0,09 0,12 3,0 0,04 0,58 6,0 0,10 0,16 3,0 0,05
HD 0,65 6,0 0,11 0,20 3,0 0,07 0,64 6,0 0,11 0,21 3,0 0,07
HD 0,56 6,0 0,09 0,13 3,0 0,04 0,54 6,0 0,09 0,12 3,0 0,04
IH 0,78 6,0 0,13 0,34 3,0 0,11 0,68 6,0 0,11 0,25 3,0 0,08
IH 0,76 6,0 0,13 0,30 3,0 0,10 0,67 6,0 0,11 0,23 3,0 0,08
IH 0,90 6,0 0,15 0,44 3,0 0,15 0,84 6,0 0,14 0,42 3,0 0,14
IH 0,89 6,0 0,15 0,43 3,0 0,14 0,88 6,0 0,15 0,44 3,0 0,15
IH 0,66 6,0 0,11 0,22 3,0 0,07 0,66 6,0 0,11 0,23 3,0 0,08
IH 0,69 6,0 0,12 0,24 3,0 0,08 0,70 6,0 0,12 0,27 3,0 0,09
IH 0,79 6,0 0,13 0,35 3,0 0,12 0,86 6,0 0,14 0,43 3,0 0,14
IH 0,87 6,0 0,14 0,42 3,0 0,14 0,91 6,0 0,15 0,45 3,0 0,15
ID 0,58 6,0 0,10 0,14 3,0 0,05 0,48 6,0 0,08 0,09 3,0 0,03
ID 0,59 6,0 0,10 0,15 3,0 0,05 0,49 6,0 0,08 0,09 3,0 0,03
ID 0,55 6,0 0,09 0,12 3,0 0,04 0,47 6,0 0,08 0,09 3,0 0,03
ID 0,60 6,0 0,10 0,16 3,0 0,05 0,48 6,0 0,08 0,09 3,0 0,03
ID 0,70 6,0 0,12 0,25 3,0 0,08 0,60 6,0 0,10 0,18 3,0 0,06
ID 0,70 6,0 0,12 0,26 3,0 0,09 0,67 6,0 0,11 0,24 3,0 0,08

IV
frekvence 1 kHz frekvence 50 kHz Vzorek
. U
[mV] I
[mA] R
[Ω] U
[mV] I
[mA]R
[Ω] U
[mV] I
[mA]R
[Ω] U
[mV] I
[mA]R
[Ω]
JH 0,71 6,0 0,12 0,26 3,0 0,09 0,61 6,0 0,10 0,18 3,0 0,06
JH 0,70 6,0 0,12 0,24 3,0 0,08 0,60 6,0 0,10 0,17 3,0 0,06
JH 0,69 6,0 0,11 0,23 3,0 0,08 0,59 6,0 0,10 0,16 3,0 0,05
JH 0,67 6,0 0,11 0,19 3,0 0,06 0,54 6,0 0,09 0,13 3,0 0,04
JH 0,75 6,0 0,12 0,31 3,0 0,10 0,65 6,0 0,11 0,22 3,0 0,07
JH 0,74 6,0 0,12 0,29 3,0 0,10 0,64 6,0 0,11 0,22 3,0 0,07
JH 0,64 6,0 0,11 0,20 3,0 0,07 0,52 6,0 0,09 0,11 3,0 0,04
JH 0,65 6,0 0,11 0,20 3,0 0,07 0,55 6,0 0,09 0,14 3,0 0,05
JD 0,47 6,0 0,08 0,08 3,0 0,03 0,42 6,0 0,07 0,06 3,0 0,02
JD 0,44 6,0 0,07 0,06 3,0 0,02 0,30 6,0 0,05 0,04 3,0 0,01
JD 0,55 6,0 0,09 0,12 3,0 0,04 0,46 6,0 0,08 0,08 3,0 0,03
JD 0,55 6,0 0,09 0,13 3,0 0,04 0,50 6,0 0,08 0,10 3,0 0,03
JD 0,46 6,0 0,08 0,08 3,0 0,03 0,29 6,0 0,05 0,04 3,0 0,01
JD 0,49 6,0 0,08 0,06 3,0 0,02 0,35 6,0 0,06 0,05 3,0 0,02
JD 0,46 6,0 0,08 0,08 3,0 0,03 0,28 6,0 0,05 0,04 3,0 0,01
JD 0,43 6,0 0,07 0,06 3,0 0,02 0,29 6,0 0,05 0,04 3,0 0,01
KH 0,75 6,0 0,13 0,28 3,0 0,09 0,68 6,0 0,11 0,23 3,0 0,08
KH 0,73 6,0 0,12 0,27 3,0 0,09 0,65 6,0 0,11 0,22 3,0 0,07
KH 0,77 6,0 0,13 0,33 3,0 0,11 0,72 6,0 0,12 0,29 3,0 0,10
KH 0,68 6,0 0,11 0,23 3,0 0,08 0,59 6,0 0,10 0,17 3,0 0,06
KH 0,51 6,0 0,08 0,10 3,0 0,03 0,39 6,0 0,06 0,06 3,0 0,02
KH 0,73 6,0 0,12 0,28 3,0 0,09 0,64 6,0 0,11 0,21 3,0 0,07
KD 0,71 6,0 0,12 0,24 3,0 0,08 0,70 6,0 0,12 0,25 3,0 0,08
KD 0,76 6,0 0,13 0,31 3,0 0,10 0,73 6,0 0,12 0,29 3,0 0,10
KD 0,64 6,0 0,11 0,20 3,0 0,07 0,65 6,0 0,11 0,22 3,0 0,07
KD 0,78 6,0 0,13 0,34 3,0 0,11 0,76 6,0 0,13 0,34 3,0 0,11
KD 0,61 6,0 0,10 0,17 3,0 0,06 0,64 6,0 0,11 0,21 3,0 0,07
KD 0,59 6,0 0,10 0,16 3,0 0,05 0,63 6,0 0,11 0,20 3,0 0,07
KD 0,64 6,0 0,11 0,19 3,0 0,06 0,60 6,0 0,10 0,17 3,0 0,06
LH 0,73 6,0 0,12 0,28 3,0 0,09 1,36 6,0 0,23 0,66 3,0 0,22
LH 0,70 6,0 0,12 0,23 3,0 0,08 1,46 6,0 0,24 0,71 3,0 0,24
LH 0,76 6,0 0,13 0,32 3,0 0,11 2,46 6,0 0,41 1,27 3,0 0,42
LH 0,69 6,0 0,11 0,24 3,0 0,08 2,14 6,0 0,36 1,11 3,0 0,37
LH 0,79 6,0 0,13 0,36 3,0 0,12 2,22 6,0 0,37 1,13 3,0 0,38
LD 0,69 7,0 0,10 0,12 3,0 0,04 0,94 6,0 0,16 0,45 3,0 0,15
LD 0,63 7,0 0,09 0,09 3,0 0,03 1,07 6,0 0,18 0,51 3,0 0,17
LD 0,72 6,0 0,12 0,25 3,0 0,08 0,96 6,0 0,16 0,48 3,0 0,16
LD 0,58 6,0 0,10 0,14 3,0 0,05 0,87 6,0 0,14 0,42 3,0 0,14
LD 0,64 6,0 0,11 0,19 3,0 0,06 1,14 6,0 0,19 0,56 3,0 0,19
Recommended

















