Módulo IV – OperacionesGrupo V
Módulo IV – OperacionesCaso COPALSA, S.A.
Grupo 5Pedro BarqueroAlberto Cortizo
Jesús IglesiasJosé Manuel Mayo
Miguel María Rodríguez
1

Módulo IV – OperacionesGrupo V
Índice
2
Diagnóstico de la situación Análisis del entorno Análisis de la Cuenta de Resultados Análisis de la Estructura Organizativa Análisis del proceso de producción Evaluación de costes ocultos
Matriz DAFO Planteamiento de mejoras Cuadro de mando Conclusiones

Módulo IV – OperacionesGrupo V
Índice
3
Diagnóstico de la situación Análisis del entorno Análisis de la Cuenta de Resultados Análisis de la Estructura Organizativa Análisis del proceso de producción Evaluación de costes ocultos
Matriz DAFO Planteamiento de mejoras Cuadro de mando Conclusiones

Módulo IV – OperacionesGrupo V
Una cadena es tan fuerte como su eslabón más débil
(TOC)

Módulo IV – OperacionesGrupo V
Premisas consideradas
5
Todos los datos de producción están en las mismas unidades que las tablas entregadas en este informe
Existencias intermedias es un stock medio del período en unidades
De Estampado y Forjado sale un producto de cada uno que se modifica en el siguiente proceso
Todo lo que se produce al final de cada mes se vende La capacidad máxima del proceso es igual a la demanda
máxima

Módulo IV – OperacionesGrupo V
Análisis del sector
6
Empresas tractoras o integradoras finales
Empresas integradoras modulares o especializadas en materiales
compuestos, equipos y sistemas
Empresas contratistas
de 2ª línea, especializadas en una
fase o varias
del proceso
de producción
Primer nivel
Segundo nivel
Tercer nivel
COPALSA

Módulo IV – OperacionesGrupo V
Análisis de la Cuenta de Resultados
7
Euros (000) 1T 2T 3T 4T 2002 1T 2T 3T 4T 2002Ingresos de explotación 6.482 6.950 6.912 6.736 27.080 100,0% 100,0% 100,0% 100,0% 100,0%
- Coste de los productos vendidos 4.855 5.155 5.132 5.012 20.154 74,9% 74,2% 74,2% 74,4% 74,4%Mat. Primas 3.430 3.677 3.663 3.559 14.329 70,6% 71,3% 71,4% 71,0% 71,1%Mantenimiento 700 768 740 725 2.933 14,4% 14,9% 14,4% 14,5% 14,6%I+D 565 560 563 566 2.254 11,6% 10,9% 11,0% 11,3% 11,2%Transportes 160 150 166 162 638 3,3% 2,9% 3,2% 3,2% 3,2%
Margen comercial productos 1.627 1.795 1.780 1.724 6.926 33,5% 34,8% 34,7% 34,4% 34,4%% Margen 25,1% 25,8% 25,8% 25,6% 25,6%
- Gastos de estructura general 1.219 1.199 1.240 1.235 4.893 18,8% 17,3% 17,9% 18,3% 18,1%Personal 824 824 824 824 3.296 67,6% 68,7% 66,5% 66,7% 67,4%Suministros 275 275 276 276 1.102 22,6% 22,9% 22,3% 22,3% 22,5%Otros gastos 120 100 140 135 495 9,8% 8,3% 11,3% 10,9% 10,1%Margen comercial de la empresa 408 596 540 489 2.033 33,5% 49,7% 43,5% 39,6% 41,5%
% Margen 6,3% 8,6% 7,8% 7,3% 7,5%
Beneficio de explotación 408 596 540 489 2.033 6,3% 8,6% 7,8% 7,3% 7,5%
Ingresos financieros 130 139 138 135 542 2,0% 2,0% 2,0% 2,0% 2,0%
Beneficio antes de impuestos 538 735 678 624 2.575 11,1% 14,3% 13,2% 12,5% 12,8%- Impuesto de sociedades 161 221 203 187 773
Beneficio del ejercicio 377 515 475 437 1.803% Beneficio 5,8% 7,4% 6,9% 6,5% 6,7%

Módulo IV – OperacionesGrupo V
Análisis de la Estructura Organizativa
8
Director General
Gestión Comercial
Finanzas y Control de
Gestión
Tecnología de proyectos y
nuevos productos
Fabricación
Ingeniería de
procesos
Superint. de
Fabricación
Encargado general Forjado
Encargadogeneral
Estampación y Forja
en fino
Encargado general de
maquinado y
ensamblaje
Encargado general de
maquinado y ensamblaje II
Encargado general
maquinado y ensamblaje III
Mantenimiento
Gestión de materiales
Control de calidad

Módulo IV – OperacionesGrupo V
Cadena de producción
9
Forjado
EXI1 FJD
EST
ME1
ME3
ME2
EXI2 EXI3
30
20
Rotación en días H. Hombre/Unidad20
Estampado18
EXI131
EXI230
Maquinado y Ensamblaje 127
20 Productividad
74%
74%74%
Maquinado y Ensamblaje 225 74%
Maquinado y Ensamblaje 326 74%
Fam1
Fam2
Fam3
Fam4
Fam5
Fam6
FJD+ME147
74%
FJD+ME245
74%
FJD+ME346
74%
EST+ME145
74%
EST+ME243
74%
EST+ME344
74%

Módulo IV – OperacionesGrupo V
Esquema de producción
10
Modelo basado en stock de seguridad asegurando la capacidad de producción
Distribución homogénea en las distintas fases
Modelo basado en stock de seguridad asegurando la capacidad de producción
Distribución homogénea en las distintas fases
Existencias altas entre los dos almacenes
Modelo financiero costoso
Existencias altas entre los dos almacenes
Modelo financiero costoso
ComprasSb Alma1
Forjadosb Compras
Estampaciónsb Compras
Stock Intermediosb Producción
Fase2
ME1Sb Stck1
ME2Sb Stck1
ME3Sb Stck1
Stock Final
Enero 104% 43,6% 52,9% 101,5% 31,1% 34,7% 32,8%Febrero 104% 38,8% 57,1% 102,5% 31,3% 33,7% 32,6%Marzo 104% 45,6% 50,2% 101,1% 31,8% 34,5% 32,7%Abril 104% 44,5% 51,8% 101,2% 31,3% 34,8% 32,7%Mayo 104% 44,4% 51,6% 102,0% 31,0% 34,5% 32,5%Junio 104% 44,6% 51,3% 101,7% 30,8% 34,7% 32,7%Julio 104% 42,6% 53,1% 101,0% 31,6% 34,6% 32,8%Agosto 104% 44,0% 52,1% 101,8% 31,2% 34,3% 32,8%Septiembre 104% 43,0% 53,0% 102,3% 31,3% 34,3% 32,1%Octubre 104% 45,4% 50,5% 101,7% 31,7% 34,1% 32,5%Noviembre 104% 46,3% 49,8% 101,6% 31,6% 34,2% 32,6%Diciembre 104% 45,1% 51,4% 101,5% 31,5% 34,6% 32,4%

Módulo IV – OperacionesGrupo V
Variabilidad del proceso
11
Compras Forjado Estampación Stock Intermedio ME1 ME2 ME3 Stock FinalEnero 1100 480 582 1062 330 368 348 1046Febrero 1180 458,4 674,1 1132,5 354 382 369 1105Marzo 1150 524,7 577,2 1101,9 350 380 360 1090Abril 1160 516,3 601,3 1117,5 350 389 365 1104Mayo 1265 561,6 652,8 1214,4 377 419 395 1191Junio 1252 558,1 642,3 1200,4 370 417 393 1180Julio 1207 514,6 641 1155,6 365 400 379 1144Agosto 1221 537,6 635,9 1173,5 366 402 385 1153Septiembre 1235 530,6 654,8 1185,4 371 407 381 1159Octubre 1186 538,4 598,4 1136,8 360 388 370 1118Noviembre 1183 547,4 589,6 1137 359 389 371 1119Diciembre 1190 536,1 612,1 1148,2 362 397 372 1131
Si asumimos que las ventas es igual al stock final de cada mes, entonces: el nivel de servicio es igual a 1 mes
Debido a la capacidad de los procesos ME1, ME2 y ME3, se hace necesario mantener un stock intermedio para mantener un NDS de un mes.
Si asumimos que las ventas es igual al stock final de cada mes, entonces: el nivel de servicio es igual a 1 mes
Debido a la capacidad de los procesos ME1, ME2 y ME3, se hace necesario mantener un stock intermedio para mantener un NDS de un mes.
ME3ME2ME1EstampaciónForjado
700
600
500
400
300
Data
Boxplot of Forjado; Estampación; ME1; ME2; ME3

Módulo IV – OperacionesGrupo V
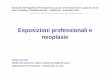
Variabilidad de las ventas
12
Estabilidad, solo dos meses al año estadísticamente distintos Enero como mes de menor actividad Mayo tiene un alto crecimiento
Estabilidad, solo dos meses al año estadísticamente distintos Enero como mes de menor actividad Mayo tiene un alto crecimiento
121110987654321
1200
1150
1100
1050
Observation
Indiv
idual V
alu
e_X=1128,3
UCL=1198,7
LCL=1058,0
121110987654321
80
60
40
20
0
Observation
Movin
g R
ange
__MR=26,45
UCL=86,43
LCL=0
1
1
I-MR Chart of Ventas

Módulo IV – OperacionesGrupo V
Uso de mano de obra (I)
13
FORJADO ESTAMP. M.E.I M.E.II M.E.IIIUnidades 1T 1.463,1 1.833,3 1.034,0 1.130,0 1.077,0Producidas 2T 1.636,0 1.896,4 1.097,0 1.225,0 1.153,0
3T 1.610,3 1.919,2 1.101,0 1.219,0 1.157,04T 1.621,9 1.800,1 1.081,0 1.174,0 1.113,0
Horas Productivas 1T 24.805 23.624 21.828 21.827 21.9052T 24.801 23.620 21.823 21.822 21.9003T 24.803 23.620 21.826 21.822 21.9014T 24.801 23.620 21.824 21.823 21.901
Productividad 1T 17,0 12,9 21,1 19,3 20,3sb utiles 2T 15,2 12,5 19,9 17,8 19,0Horas/unidades 3T 15,4 12,3 19,8 17,9 18,9
4T 15,3 13,1 20,2 18,6 19,7
Productividad 1T 23,0 17,5 28,6 26,2 27,5sb Total 2T 20,5 16,9 27,0 24,2 25,7Horas/unidades 3T 20,9 16,7 26,9 24,3 25,6
4T 20,7 17,8 27,4 25,2 26,6
Improductivas 1T 6,0 4,6 7,5 6,9 7,1Horas Totales 2T 5,4 4,4 7,1 6,3 6,7
3T 5,5 4,4 7,1 6,4 6,74T 5,4 4,7 7,2 6,6 6,9
Improductivas 1T 26,18% 26,18% 26,26% 26,26% 26,00%% Sobre 2T 26,19% 26,19% 26,27% 26,28% 26,01%
3T 26,18% 26,19% 26,26% 26,28% 26,01%4T 26,19% 26,19% 26,27% 26,27% 26,01%
Producción estable por trimestre
Producción estable por trimestre
26% de horas improductivas
Dudas en la asignación de tiempos por proceso
26% de horas improductivas
Dudas en la asignación de tiempos por proceso

Módulo IV – OperacionesGrupo V
Uso de mano de obra (II)
14
FORJADO ESTAMP. M.E.I M.E.II M.E.III TotalTotal sb
Horas totales
Mantenimiento/Averias 1.157 1.102 1.027 1.023 1.012 5.323 3%Falta de Material 991 944 866 878 882 4.561 3%Otros 3.814 3.632 3.380 3.374 3.334 17.533 11%Cambios de Maquinaria 2.833 2.697 2.498 2.498 2.468 12.995 8%
Mantenimiento/Averias 1.159 1.104 1.029 1.024 1.014 5.329 3%Falta de Material 992 945 867 878 883 4.564 3%Otros 3.814 3.632 3.380 3.374 3.334 17.533 11%Cambios de Maquinaria 2.833 2.697 2.498 2.498 2.468 12.995 8%
Mantenimiento/Averias 1.157 1.104 1.028 1.024 1.013 5.327 3%Falta de Material 991 944 866 878 883 4.562 3%Otros 3.815 3.633 3.381 3.376 3.334 17.542 11%Cambios de Maquinaria 2.833 2.698 2.499 2.499 2.470 12.999 8%
Mantenimiento/Averias 1.159 1.104 1.029 1.024 1.013 5.328 3%Falta de Material 992 945 866 878 882 4.563 3%Otros 3.814 3.634 3.382 3.376 3.334 17.539 11%Cambios de Maquinaria 2.834 2.699 2.499 2.500 2.469 13.001 8%
Split Horas Improductivas
T1
T2
T3
T4
Se puede aumentar el porcentaje productividad realizando mejoras en el proceso
Se puede aumentar el porcentaje productividad realizando mejoras en el proceso
El 8% de cambio de maquinaria
Planificación de fábrica deficiente (parones por stock en 3%)
El 8% de cambio de maquinaria
Planificación de fábrica deficiente (parones por stock en 3%)

Módulo IV – OperacionesGrupo V
15
Mayo como mes pico de producción
Todos los procesos tienen un nivel de ocupación muy altos
Mayo como mes pico de producción
Todos los procesos tienen un nivel de ocupación muy altos
Compras Forjado Estampación ME1 ME2 ME3Enero 85% 86% 88% 88% 88%Febrero 82% 100% 94% 91% 93%Marzo 93% 86% 93% 91% 91%Abril 92% 89% 93% 93% 92%Mayo 100% 97% 100% 100% 100%Junio 99% 95% 98% 100% 99%Julio 92% 95% 97% 95% 96%Agosto 96% 94% 97% 96% 97%Septiembre 94% 97% 98% 97% 96%Octubre 96% 89% 95% 93% 94%Noviembre 97% 87% 95% 93% 94%Diciembre 95% 91% 96% 95% 94%
94% 92% 94% 95% 94%
Suponemos mayo el mes de ocupación 100%
121110987654321
1,00
0,95
0,90
0,85
0,80
Index
Data
ForjadoEstampaciónME1ME2ME3
Variable
Time Series Plot of Forjado; Estampación; ME1; ME2; ME3
Ocupación del proceso

Módulo IV – OperacionesGrupo V
Evolución de errores durante el proceso
16
Forjado Estampación ME1 ME2 ME3 Total Forjado Estampación ME1 ME2 ME3Perdidas Enero 20 18 9,8 3,7 2,5 54 4,91% 1 37% 33% 18% 7% 5%
Febrero 21,6 25,9 8,4 14,4 4,7 75 6,36% 2 29% 35% 11% 19% 6%Marzo 25,3 22,8 2,6 5,7 3,6 60 5,22% 3 42% 38% 4% 9% 6%Abril 18,7 23,7 7,6 2,1 3,8 55,9 4,82% 4 33% 42% 14% 4% 7%Mayo 23,4 27,2 11,6 6 5,8 74 5,85% 5 32% 37% 16% 8% 8%Junio 26,9 24,7 14,1 3,1 3,1 71,9 5,74% 6 37% 34% 20% 4% 4%Julio 25,4 26 4,8 4,5 2,4 63,1 5,23% 7 40% 41% 8% 7% 4%Agosto 22,4 25,1 9,5 8,7 2,2 67,9 5,56% 8 33% 37% 14% 13% 3%Septiembre 24,4 25,2 8,3 7,9 10,2 76 6,15% 9 32% 33% 11% 10% 13%Octubre 23,6 25,6 3,8 9,9 5,1 68 5,73% 10 35% 38% 6% 15% 8%Noviembre 24,6 21,4 4,8 9 4,2 64 5,41% 11 38% 33% 8% 14% 7%Diciembre 22,9 18,9 5,4 4,9 6,9 59 4,96% 12 39% 32% 9% 8% 12%
279,2 284,5 90,7 79,9 54,5 788,8 5,50% 35% 36% 11% 10% 7%Pendiente 0,00% Minitab0,19% -0,23% -0,54% 0,19% 0,38%
Error Mensual Promedio
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
1 2 3 4 5 6 7 8 9 10 11 12
0,00%
1,00%
2,00%
3,00%
4,00%
5,00%
6,00%
7,00%Forjado Estampación ME1 ME2 ME3 Error Mensual
Los procesos de calidad no están mejorando las tasas de fallo
Los procesos de calidad no están mejorando las tasas de fallo

Módulo IV – OperacionesGrupo V
Índice
17
Diagnóstico de la situación Análisis del entorno Análisis de la Cuenta de Resultados Análisis de la Estructura Organizativa Análisis del proceso de producción Evaluación de costes ocultos
Matriz DAFO Planteamiento de mejoras Cuadro de mando Conclusiones

Módulo IV – OperacionesGrupo V
DAFODEBILIDADES AMENAZAS
•Dependencia elevada de Boeing•Estructura organizativa vertical•Insatisfacción entre los directores•Falta de experiencia en trabajar con titanio•Medición de tiempos de fabricación•Tiempo de ocupación por debajo del 75%
•Sector en crisis (salvo militar y cargo)•Caída de la demanda desde 2001•Exigencia de Boeing a sus proveedores de
agilidad y flexibilidad
FORTALEZAS OPORTUNIDADES•Buena situación financiera•Producción bajo pedido
•Subsectores de militar y cargo menos afectados por la crisis
•Cambios en sistemas de construcción y producción
18

Módulo IV – OperacionesGrupo V
Índice
19
Diagnóstico de la situación Análisis del entorno Análisis de la Cuenta de Resultados Análisis de la Estructura Organizativa Análisis del proceso de producción Evaluación de costes ocultos
Matriz DAFO Planteamiento de mejoras Cuadro de mando Conclusiones

Módulo IV – OperacionesGrupo V
Mejora en Estructura Organizativa
20
DirectorGeneral
Gestión Comercial
Gestión Financiera
Gestión Materi
ales
Gestión Tecnología
Ingeniería de Proces
os
Mantenimiento
Director Logística
Gestión Fabrica
Superint. Fabricación
E1Encargados
……
Superint.
Planificación
Gestión Recursos Humanos
Gestión Calidad
Cambio de departamento
Nueva posición

Módulo IV – OperacionesGrupo V
Output de la mejora organizativa
21
La gestión de materiales en la gestión financiera, mejora la eficiencia en los stocks y almacenes.
Director de logística, mejora la entrega en lotes y tiempos internos del proceso.
Director Recursos Humanos, mejora la comunicación en la empresa, evita que la información sólo esté en Fabricación.
Planificación tiene que estar en Fabricación, se auto gestionan su trabajo para conseguir lo esperado.
Mantenimiento pasa a depender de procesos para asegurar que forma parte activa del flujo productivo.
Procesos depende de gestión tecnológica, para facilitar la innovación en los procesos y productos.

Módulo IV – OperacionesGrupo V
Mejora en proceso de producción
22
Reducir existencias intermedias un 65%
Capacidad máxima 562 uds
(May)
Capacidad máxima 674 uds
(Feb)
Invertir en mejorar 1ª parte del proceso productivo como
mínimo a la capacidad máxima demostrada bajando la
ocupación
Producción en pequeños lotes trabajando 2
máquinas en línea con forjado y estampado y la 3ª
sobre las existencias en proceso

Módulo IV – OperacionesGrupo V
Mejora en empleo del tiempo
23
Empleo actual
Empleo deseado
F
E
ME I
ME II
ME III
Reducción de un 50% en horas no útiles
Reducción de un 50% de horas de cambio de
producto gracias a una mejor planificación
Aumento de las horas útiles en un 12%
H. no útiles Falta material, falta información, reprocesamiento y h. ociosas

Módulo IV – OperacionesGrupo V
Mejora de horas no útiles y mantenimiento
24
Disminución de 75% Averías
•Aumento del 50% del tiempo de mantenimiento•Documentación de los procesos de mantenimiento•Supervisión del mantenimiento por Dpto. Gestión de Calidad
Falta de Información
Técnica
•Documentación de los procesos de fabricación por el Dpto. de Procesos con la firma de Dpto. de Calidad•Sistema de Gestión Documental para facilitar accesibilidad a los documentos•Cursos de formación a los empleados
Disminución 75%Reprocesamiento
•Hojas de ruta de cada producto desde el inicio del proceso de fabricación hasta la inspección final con controles de fabricación intermedios por Dpto. Calidad
•Documentación del proceso de fabricación
Falta de Material
•Mayor peso al Dpto. de Gestión de materiales•Mejora del proceso productivo
14.5 mil horas anuales no
programadas
14 mil horas anuales no
programadas
17 mil horas anuales / 600
reprocesos
14 mil horas anuales

Módulo IV – OperacionesGrupo V
Evaluación de costes ocultos
25
Tasa de fallo 5,5% de las entradas Reducción del 50% 789mil € en mercado
Horas Improductivas 26,2% de las horas 161.705h a 5,33 €/h reducción 55% 390 mil € en mercado
Stocks 1147 Reducción del 65% 90 mil€ (12%)
Mantenimiento1% Averias
12%
Falta de material11%
Falta de inf. Técnica10%
Reprocesamiento14%
Horas ociosas20%
Preparacion Maq17%
Cambio Utillaje15%
1.25mill €

Módulo IV – OperacionesGrupo V
Índice
26
Diagnóstico de la situación Análisis del entorno Análisis de la Cuenta de Resultados Análisis de la Estructura Organizativa Análisis del proceso de producción Evaluación de costes ocultos
Matriz DAFO Planteamiento de mejoras Cuadro de mando Conclusiones

Módulo IV – OperacionesGrupo V
Cuadro de mando
27
ENE FEB MAR ABR MAY JUN JUL AGO SEP OCT NOV DIC Responsable del procesoIngresos no Boeing 0,6 0,7 0,7 0,3 0,4 0,3 0,7 0,5 0,7 0,6 0,2 0,9 Gestión ComercialIngresos Boeing 0,4 0,8 0,0 0,6 0,3 0,4 0,2 0,9 0,6 0,1 0,9 0,7 Gestión ComercialGastos Aprovisionamiento 0,4 0,2 0,6 1,0 0,0 0,5 0,9 0,1 0,4 0,7 0,4 0,0 Gestión LogísticaBeneficio Neto 0,2 0,1 0,3 0,7 0,2 0,2 0,4 0,9 0,2 0,0 1,0 0,7 Gestión FinancieraInversión I+D 0,8 1,0 0,4 0,9 0,7 0,6 0,7 1,0 0,5 0,1 0,8 0,9 Gestión TecnológicaCostes de Formación 0,6 0,8 0,7 0,6 0,3 0,7 0,4 0,9 0,2 1,0 0,2 0,5 Gestión de RRHHRotación de Almacén (en días) 0,5 0,1 0,4 0,4 0,3 0,1 0,2 0,7 0,7 0,0 0,9 0,5 Gestión de fábrica
Horas Totales 0,3 0,1 0,5 0,7 0,7 0,7 1,0 0,6 0,4 0,0 0,6 0,1 Gestión de fábrica% Improductividad 0,1 0,5 1,0 0,6 0,4 0,9 0,3 0,5 0,3 1,0 0,8 0,5 Gestión de fábrica
Mantenimiento 0,4 0,1 0,5 0,1 0,8 0,8 0,9 0,4 0,5 0,9 0,3 0,4 Gestión de fábricaCambio de Maquinaria 0,1 0,5 0,0 0,4 0,5 0,7 0,2 0,9 0,7 0,9 0,3 0,1 Gestión de fábrica
No útiles 0,7 0,9 0,6 0,4 0,6 0,3 0,9 0,9 0,3 0,5 0,7 0,9 Gestión de fábricaUnidades Producidas 0,1 0,8 0,1 0,5 0,8 0,8 0,1 0,1 0,5 0,4 0,6 0,6 Gestión de fábricaTasa de Fallo 0,1 0,6 0,2 0,3 0,9 1,0 0,6 1,0 0,2 0,1 0,7 0,3 Gestión de fábrica
Tasa de Ocupación 0,6 0,8 0,7 0,9 0,8 0,6 0,5 0,7 0,9 0,0 0,6 0,1 Gestión tecnológica% Improductividad 0,6 0,3 0,2 0,0 0,7 0,2 0,1 0,5 0,4 1,0 0,5 0,3 Gestión tecnológicaTasa de fallo 0,7 0,7 0,2 0,7 0,5 0,1 0,6 0,1 0,0 0,3 0,6 0,7 Gestión tecnológicaLead Time 0,7 0,6 0,1 0,7 0,5 0,5 0,4 0,6 0,5 0,9 0,1 0,9 Gestión tecnológica
Visión productiva
por proceso
CUADRO DE MANDOS DE TRANSFORMACIÓN
Visión Financiera
Visión operativa por
familia de producto

Módulo IV – OperacionesGrupo V
Índice
28
Diagnóstico de la situación Análisis del entorno Análisis de la Cuenta de Resultados Análisis de la Estructura Organizativa Análisis del proceso de producción Evaluación de costes ocultos
Matriz DAFO Planteamiento de mejoras Cuadro de mando Conclusiones

Módulo IV – OperacionesGrupo V
Conclusiones (I)
29
Existencias
Capacidad de la cadena
Tasa de errores
Horas improductivas
INEFICIENCIAS
Alto coste de mantenimiento de
existencias intermedias
Modificación de la cadena de producción 90 mil €
DESCRIPCIÓN PLAN DE MEJORA BENEFICIO
% de ocupación por encima del 90% con
riesgo ante aumento de la demanda
Aumento de capacidad de Forjado y Estampado
Cadena más amortiguada ante picos en la demanda
No hay mejoría mes a mes en la tasa de errores Plan de calidad
60 mil € en reprocesos+
790 mil € en piezas fallidas
26% de las horas totales son improductivas
Mejora de la planificación de la producción 390 mil €

Módulo IV – OperacionesGrupo V
Conclusiones (II)
30
Organización
Flujo de información
Diversificación
INEFICIENCIAS
Poco versátil y muy vertical
Reparto de funciones y organigrama más
“horizontal”
Soporta la mejora de producción planteada
DESCRIPCIÓN PLAN DE MEJORA BENEFICIO
Datos poco consistentes y flujo insuficiente
Cuadro de mando operativo
Control del proceso productivo y reacción rápida ante cualquier
desviación
Dependencia de la facturación en un 75% de
Boeing
Diversificación hacia otros sectores y/o
empresas
Menos sensible ante crisis sectoriales

Módulo IV – OperacionesGrupo V
31
Una cadena es tan fuerte como su eslabón más débil
En nuestro caso:
La demanda
Recommended