Optimasi Proses Produksi...(Bahtiar S. Abbas; Wiwi Indriani) 45
OPTIMASI PROSES PRODUKSI UNTUK PRODUK MAKANAN DENGAN METODE INTEGER LINEAR PROGRAMMING (ILP)
PADA PT PSA
Bahtiar S. Abbas1; Wiwi Indriani2
1 Jurusan Teknik Industri, Fakultas Teknik, Universitas Bina Nusantara, Jln. K.H. Syahdan No. 9, Kemanggisan, Palmerah, Jakarta Barat 11480
ABSTRACT
PT PSA in its 16 months of operations do not have a structured production planning, beside that material planning and management is conducted based on intuition. Based on these conditions, this study aims to create a global production image to maximize profit, and material planning and management for the June 2008 period. The integer linear programming method is used due to the integer unit characteristics of the final product; thereby the optimization results should also be in in integer. The optimum results from the profit maximization problem is Rp 968,184,500.00 derived from production of 11058 balado crisps boxes, 19455 cheese crisps boxes, 16636 pea boxes and 13166 pilus boxes. From the profit maximization problem results, it is concluded that the resource capacity of PT PSA is enough to fulfill production plan for the June 2009 period.
Keywords: Optimization, Production, Profit, ILP
ABSTRAK
PT PSA selama 16 bulan beroperasi tidak memiliki perencanaan produksi yang terstruktur, selain itu perencanaan dan pengendalian bahan baku dilakukan hanya berdasarkan intuisi. Berdasarkan kondisi tersebut, maka penelitian ini ingin memberikan suatu gambaran produksi untuk memaksimalkan profit (keuntungan), serta perencanaan dan pengendalian bahan baku yang sebaiknya dilakukan pada periode Juni 2008. Metode integer linear programming (ILP) digunakan karena produk akhir memiliki satuan yang bulat (box) sehingga hasil dari optimasi juga harus berupa angka bulat. Keuntungan optimal dari permasalahan maksimasi keuntungan adalah sebesar Rp 968,184,500.00 dengan perincian 11058 box opak balado, 19455 box opak keju, 16636 box kacang polong dan 13166 box pilus. Dari hasil permasalahan maksimasi profit tersebut, dapat disimpulkan bahwa kapasitas sumber daya PT PSA masih mencukupi untuk memenuhi rencana produksi pada periode Juni 2008. Kata kunci: Optimasi, Produksi, Profit, ILP

46 INASEA, Vol. 11 No.1, April 2010: 45-57
PENDAHULUAN
PT PSA adalah perusahaan yang bergerak dibidang consumer goods, yaitu makanan ringan yang terdiri dari opak balado, opak keju, kacang polong dan pilus stick (sticky). PT PSA memiliki produksi dengan tipe make to stock. Sistem produksi dijalankan dengan memperhatikan tingkat demand dari pelanggan dengan tetap memproduksi sejumlah stock. Produksi dijalankan selama jam kerja tanpa melihat jumlah order atau permintaan dari customer. Jalannya proses produksi pada bagian bulking ini ditentukan, hanya berdasarkan perkiraan staff yang berwewenang yang didasari pada keadaan produksi atau ketersediaan suatu produk pada saat tertentu. Proses produksi ini adalah proses produksi untuk produk curahan (bulking) yang merupakan work in process untuk kemudian dilanjutkan pada proses packing.
Pada proses packing, proses produksi juga bersifat make to stock, namun produksi stock ini tidak berjalan terus-menerus tanpa batas. Jumlah produksi dilakukan dengan tetap memperhatikan tingkat permintaan dan kecenderungan fluktuasi pada tingkat permintaan, jadi produksi tidak akan berjalan terus-menerus jika PT PSA memiliki stock bahan baku dalam jumlah yang banyak di gudang warehouse. Namun sama seperti perencanaan proses produksi, safety stock pada bagian packing tersebut juga dilakukan dengan cara konvensional, yaitu dengan perkiraan (intuisi) berdasarkan jumlah stock yang ada untuk masing-masing tipe produk.
Selama observasi lapangan berlangsung, terlihat tidak adanya penjadwalan dan
perencanaan produksi yang sistematis, dimana jalannya produksi dilakukan dengan cara konvensional yaitu berdasarkan intuisi. Tidak jarang hal ini menyebabkan timbulnya kerugian bagi perusahaan karena produk-produk yang sudah diproduksi menjadi inventory yang menumpuk karena produk tersebut diminta oleh customer. Disamping itu, sering pula terjadi stockout (tidak adanya persediaan) untuk produk-produk tertentu. Inventory yang menumpuk serta permintaan customer yang tidak bisa dipenuhi, menyebabkan kerugian yang cukup besar bagi perusahaan. Tulisan ini adalah hasil penelitian untuk menjawab pertanyaan berapakah jumlah masing-masing produk yang harus diproduksi oleh PT PSA untuk menghasilkan profit yang optimal?
METODE
Langkah pertama yang dilakukan adalah melakukan pengujian kecukupan, keseragaman dan kenormalan dari data-data sampel yang diukur secara langsung, yaitu data waktu proses produksi. Terhadap data waktu proses produksi yang sudah memenuhi syarat kecukupan, keseragaman dan kenormalan data, data diolah lebih lanjut dengan menggunakan metode penyesuaian dan kelonggaran Westinghouse untuk memperoleh nilai waktu baku untuk setiap proses produksi.
Hasil waktu baku proses produksi kemudian diolah terhadap nilai profit tiap produk, data
kapasitas dan komposisi bahan baku (bill of material) serta data Kapasitas waktu produksi (jumlah mesin, tenaga kerja dan jam kerja) untuk dapat memformulasikan fungsi tujuan (objective function) dan fungsi pembatas (constraints).
Pengolahan data tahap selanjutnya adalah menyelesaikan formulasi fungsi tujuan (objective
function) dan fungsi pembatas (constraints) dari permasalahan optimasi profit tersebut dengan menggunakan metode Integer linear programming (ILP) untuk mendapatkan jumlah produksi pada bulan Juni 2008 yang menghasilkan profit optimal sesuai dengan batasan-batasan yang ada.

Optimasi Proses Produksi...(Bahtiar S. Abbas; Wiwi Indriani) 47
HASIL DAN PEMBAHASAN
Waktu Proses Produksi
Pengukuran waktu proses produksi dilakukan dengan menlalui beberapa uji baku dilakukan.Uji kecukupan data menggunakan tingkat kepercayaan sebesar 95% dengan tingkat ketelitian sebesar 5% menunjukkan bahwa jumlah sampel yang diamati sudah cukup. Uji keseragaman menunjukkan bahwa data yang diamati berasal dari satu populasi yang sama. Uji kenormalan dengan menggunakan bantuan software Minitab 14, dengan pengujian kenormalan Kolmogorov-Smirnov menunjukkan bahwa data mengikuti sebaran normal. Uji kecukupan data dilakukan pada setiap data pengamatan berkala dengan tujuan untuk menguji apakah data yang sudah dikumpulkan tersebut bisa menghasilkan karakteristik atau parameter yang mewakili populasi. Uji menunjukkan bahwa data pengamatan waktu proses sebanyak 30 adalah jumlah data minimal yang bisa mewakili populasi.
Perhitungan waktu baku dilakukan untuk mendapatkan waktu yang sudah disesuaikan
dengan human factor, seperti faktor penyesuaian dan kelonggaran. Faktor penyesuaian dan kelonggaran ini dilakukan berdasarkan kondisi nyata pada ruang kerja operator sebagai hasil observasi selama pengumpulan data dilakukan. Perhitungan faktor penyesuaian dilakukan berdasarkan metode Westinghouse, dimana nilai-nilai faktor penyesuaian yang diberlakukan disesuaikan dengan kondisi kerja pada masing-masing proses produksi. Selain faktor penyesuaian, untuk mendapatkan waktu baku juga harus ditambahkan dengan faktor kelonggaran. Faktor kelonggaran ini ditambahkan dengan pertimbangan bahwa pada saat bekerja, setiap manusia pasti membutuhkan kelonggaran bagi dirinya sendiri walaupun hanya sementara untuk melepas kelelahan. Berdasarkan faktor penyesuaian dan faktor kelonggaran tersebut, maka kemudian dihitung waktu baku untuk setiap waktu proses produksi. Waktu baku ini-lah yang kemudian akan digunakan sebagai koefisien pada fungsi pembatas untuk pembatas kapasitas proses produksi. Adapun salah satu contoh perhitungan waktu baku adalah sebagai berikut:
Waktu baku untuk proses ayak opak (n =30):
menit1.330767.92
30250.3...183.3150.3750.20
==
++++==
∑=
Ws
n
XWs
n
ii
( )( )
menit38.309.01menit1.3
1
=+×=
+×=
WnWn
pWsWn
menit170.5%5.34%100
%10038.3
%%100%100
=−
×=
−×=
Wb
Wb
lWnWb
Jumlah Alat, Mesin dan Tenaga Kerja
Dalam proses produksi digunakan beberapa jenis mesin yang bersifat semi automated
dimana mesin-mesin tersebut masih membutuhkan tenaga kerja manual untuk mengoperasikan ataupun men-setting cara kerja dari mesin-mesin tersebut. Selain menggunakan mesin, ada

48 INASEA, Vol. 11 No.1, April 2010: 45-57
beberapa perlatan yang digunakan yaitu alat pengayak dan tentunya alat pemasak bumbu. Ada juga proses produksi yang dilakukan secara manual tanpa menggunakan mesin ataupun alat, yaitu proses bulking dan boxing. Tabel 1 berikut adalah jenis-jenis mesin yang digunakan pada proses produksi beserta kuantitas serta jumlah tenaga kerja yang bertugas untuk mengoperasikannya.
Tabel 1 Jumlah Mesin, Alat dan Tenaga Kerja
Mesin Jumlah Mesin
Jumlah Alat
Jumlah Tenaga Kerja
Pengayak Bumbu - 1 2 Msn. Ayak Opak 2 - 2 Msn. Crushing 2 - 1 Pemasak Manual - 2 2 Msn. Penggoreng I 6 - 9 Msn. Aduk Bumbu 10 - 8 Msn. Oven 2 - 4 Msn. Pemolen 4 - 3 Msn. Pengaduk Bhn 3 - 4 Msn. Mixer (Bhn+Bumbu) 1 - 1
Msn. Adonan 2 - 3 Msn. Penggoreng II 3 - 6 Manual Bulking - - 3 Msn. Packing 16 - 18 Manual Boxing - - 25
Bill of Material
Berikut ini adalah bill of materials (BOM) untuk masing-masing produk yang menjelaskan jenis-jenis bahan baku apa saja yang digunakan untuk memproduksi suatu produk akhir serta komposisi bahan baku yang digunakan untuk memproduksi masing-masing jenis produk per satuan box. Adapun data-data penggunaan bahan baku tersebut diperoleh dari pihak perusahaan berupa informasi secara tertulis (catatan perusahaan), yang kemudian dikonversikan kedalam bentuk standar bill of materials (BOM) secara teoritis, seperti pada Tabel 2.
Data komposisi penggunaan bahan baku pada catatan perusahaan digambarkan bervariasi
dalam bentuk satuan pengerjaan, yaitu 10 kg item dan 12 kg item. Namun dibawah ini seluruh data sudah dikonversikan dalam penggunaan bahan baku per satuan 1 kg end item dan 1 box end item, dimana 1 box end item = 1.8 Kg.
Tabel 2 Bill Of Materials (BOM) Opak Balado
NO. DESCRIPTIONS Qty/kg Qty/Box % Scrap
BOM UOM
1 Opak 1.000 1.890 5% Kg 2 Bumbu balado 0.167 0.306 2% Kg 3 Bawang merah 0.075 0.135 - Kg 4 Bawang putih 0.050 0.090 - Kg 5 Garam 0.125 0.230 2% Kg 6 Fetsin 0.075 0.138 2% Kg 7 Gula 0.100 0.184 2% Kg 8 Solar 0.050 0.090 - Liter 9 Minyak goring 0.088 0.159 - Liter

Optimasi Proses Produksi...(Bahtiar S. Abbas; Wiwi Indriani) 49
10 Plastik H0 0.084 0.15 - Lembar 11 Kemasan Brand I - 0.08 - Gulung 12 Plastik - 10 - Lembar 13 Carton Box I - 1 - Lembar
Kapasitas Bahan Baku
Dalam permasalahan optimasi dengan tujuan memaksimalkan profit dari jumlah produk
yang harus diproduksi (terjual), maka selain dibutuhkan informasi mengenai bahan baku dan waktu proses produksi, dibutuhkan juga kapasitas yang membatasi penggunaan dari bahan baku dan proses produksi yang berlangsung. Penggunaan bahan baku tentunya dibatasi oleh banyaknya (jumlah) bahan baku yang dapat disediakan oleh pihak perusahaan (kapasitas bahan baku). Biasanya kapasitas bahan baku bergantung dengan kapasitas penyimpanan gudang serta kapasitas pemesanan bahan baku ataupun kemampuan perusahaan dalam melakukan pemesanan. Jalannya proses produksi dalam menyelesaikan suatu produk (end item) tentunya dibatasi oleh berapa banyak waktu yang tersedia untuk melakukan keseluruhan proses produksi. Kapasitas waktu produksi sangat dipengaruhi oleh jumlah mesin, jumlah tenaga kerja, dan juga jam kerja yang tersedia selama periode perencanaan. Tabel 3 dibawah ini berisikan keterangan mengenai kapasitas maksimum, yang merupakan kapasitas gudang storage, ataupun keterbatasan daya beli serta kebijakan perusahaan untuk masing-masing bahan baku yang digunakan.
Tabel 3 Kapasitas Gudang Bahan Baku (Storage)
Bahan Baku Kapasitas Gudang/Bulan
Opak 60000 Kg Bumbu Balado 10000 Kg Garam 10000 Kg Fetsin 10000 Kg Gula 5000 Kg Solar 10000 Liter Minyak Goreng 15000 Liter Bumbu Keju 10000 Kg Kacang Polong 50000 Kg Tepung Tapioka 50000 Kg Bumbu Kaldu 10000 Kg Plastik H0 24000 Lembar Kemasan Brand @ Tipe Produk 2500 Gulung
Plastik Kemasan 650000 Lembar
Carton Box @ Tipe Produk 30000 Lembar
Harga Jual dan Profit Produk
Berikut ini adalah harga jual dari produk-produk yang diproduksi oleh PT. PSA beserta profit yang dihasilkan dari penjualan masing-masing produk per box. Profit dari masing-masing produk diperoleh dari selesih antara harga jual produk dengan biaya produksi (variable cost dan fixed cost). Biaya produksi yang meliputi variable cost adalah sebagai contoh biaya pembelian bahan baku yang berubah-ubah sesuai dengan jumlah bahan baku yang dipesan. Sedangkan yang termasuk dalam fixed cost adalah biaya penyewaan bangunan, biaya asuransi dan lain-lain. Selain itu, biaya produksi juga sudah memperhitungkan adanya pengenaan pajak perusahaan. Harga yang

50 INASEA, Vol. 11 No.1, April 2010: 45-57
tertera pada Tabel 4 merupakan harga jual dalam satuan per box (kotak), dan sama seperti harga pembelian bahan baku, harga jual yang digunakan adalah harga standar, tanpa memperhitungkan adanya potongan harga apabila dipesan dalam jumlah yang banyak, ataupun adanya harga spesial bagi beberapa supplier tertentu.
Tabel 4 Harga Jual Produk Per Box dan Profit Per Box
Produk Harga Jual/Box
Profit/Box
Opak Balado Rp 39,500.00 Rp 16,000.00 Opak Keju Rp 40,000.00 Rp 16,500.00 Kacang Polong Rp 39,000.00 Rp 16,000.00
Pilus Rp 39,500.00 Rp 15,500.00 Historis Demand
Data demand historis dikumpulkan mulai dari bulan April 2007 sampai dengan bulan Mei
2008 dan ditampilkan pada Tabel 5. Data demand historis pada PT. PSA sebenarnya tersedia dari bulan Maret 2007, namun tidak digunakan pada pembahasan ini karena akumulasi demand pada bulan tersebut tidak mewakili keseluruhan hari kerja pada satu bulan, dimana pabrik mulai diproduksi pada tanggal 14 Maret 2007.
Demand historis untuk produk opak balado, opak keju dan kacang polong sudah tersedia
dari bulan April 2007, sehingga data historis yang tersedia hanya selama 14 periode/bulan. Sedangkan untuk produk pilus sticky, baru mulai diproduksi pada bulan Agustus 2007, sehingga data historis yang tersedia hanya selama 10 periode/bulan.
Data historis yang diperoleh akan digunakan untuk meramalkan demand pada satu
periode/bulan berikutnya, yaitu demand pada bulan Juni 2008, yang mana hasil peramalan ini akan digunakan sebagai salah satu fungsi pembatas (constraints) dalam masalah optimasi integer programming, yang berfungsi untuk membatasi hasil optimasi agar tidak melebihi hasil peramalan tersebut untuk menghindari jumlah produksi yang berlebihan untuk masing-masing produk.
Tabel 5 Demand Historis
Periode Opak
Balado (Box)
Opak Keju (Box)
Kacang Polong (Box)
Pilus (Box)
April ‘07 7865 9330 7790 ~ Mei ‘07 8740 9465 8880 ~ Juni ‘07 8010 12405 9315 ~ Juli ‘07 8445 14745 8365 ~ Agustus ‘07 9535 14460 9295 6180 September ‘07 10710 16610 13350 7875
Oktober ‘07 7875 11260 11935 7005 November ‘07 9305 13640 16360 9225
Desember ‘07 8530 13710 10475 10345 Januari ‘08 8650 13450 11210 9790 Februari ‘08 7890 13845 11770 9520

Optimasi Proses Produksi...(Bahtiar S. Abbas; Wiwi Indriani) 51
Maret ‘08 9050 14560 10375 9030 April ‘08 8805 15765 12920 10120 Mei ‘08 9205 16130 11670 10435
Peramalan demand pada periode Juni 2008 untuk masing-masing tipe produk dilakukan dengan metode kuantitatif, yaitu peramalan yang dilakukan berdasarkan sekumpulan data historis. Peramalan demand untuk masing-masing tipe produk dilakukan dengan metode trend time series, dan diselesaikan dengan bantuan software Quantitative Management (QM). Peramalan biasanya dilakukan dengan memperhatikan pola data historis yang ada. Namun pada penelitian kali ini tidaklah demikian, dikarenakan data historis yang tersedia hanya terbatas selama 14 bulan untuk produk opak balado, opak keju dan kacang polong, dan 10 bulan untuk produk pilus. Dikarenakan keterbatasan jumlah data historis demand dalam menyatakan pola data demand untuk masing-masing produk, maka peramalan dilakukan dengan asumsi bahwa demand untuk masing-masing produk tersebut masih dan diharapkan akan mengalami peningkatan, yang menunjukkan pada pola data trend. Berdasarkan asumsi tersebut, maka metode peramalan yang digunakan untuk meramalkan demand keempat produk tersebut untuk periode Juni 2008 adalah metode trend analysis regresi linear. Untuk meramal permintaan opak diperoleh persamaan Y = 9142.363 + 120.2087T, T =1 untumApril 2007.
Analisa Safety Stock
Perhitungan safety stock untuk masing-masing produk dilakukan untuk mengetahui
berapakah jumlah stock untuk masing-masing produk akhir yang harus tersedia di gudang warehouse untuk mengantisipasi adanya permintaan yang tak terduga. Perhitungan safety stock ini digunakan dalam menentukan besarnya batasan demand pada permasalahan optimasi profit.
Perhitungan safety stock ini dilakukan pada periode perencanaan mingguan dengan
menggunakan persentase service level, dimana service level yang digunakan adalah sebesar 95%. Nilai ini menandakan bahwa tingkat kemampuan yang diinginkan perusahaan dalam melayani permintaan customer adalah sebesar 95%. Nilai ini merupakan service level yang standar digunakan karena nilai service level ini menandakan tingkat kemampuan yang cukup baik dalam melayani pemesanan customer, namun juga tidak terlalu sempurna dalam melayani pemesanan customer karena dalam prakteknya, melayani permintaan customer dengan service level sebesar 100% sangatlah sulit direalisasikan, mengingat dalam kenyataannya suatu proses produksi pastilah memiliki batasan-batasan baik yang terduga maupun tidak terduga.
Dari perhitungan yang dilakukan, maka dihasilkan nilai safety stock adalah sebesar 1248
box, 3555 box, 3627 box dan 2282 box untuk produk opak balado, opak keju, kacang polong dan pilus. Masing-masing besarnya safety stock tersebut harus dipertahankan tetap ada dalam persediaan perusahaan selama setiap periode perencanaan.
Perhitungan Kapasitas Waktu Proses Produksi
Untuk menghitung kapasitas waktu proses produksi yang tersedia untuk masing-masing
proses yang berlangsung, maka dibutuhkan data-data seperti jumlah mesin, jumlah alat, jumlah tenaga kerja serta jumlah hari kerja dan jam kerja pada periode pengamatan. Sebagai contoh, kapasitas waktu proses pada proses pengayakan opak dihitung dengan cara: 2 mesin x 8 jam x 60 menit x 25 hari = 24000 menit. Dengan keterangan sebagai berikut: jumlah tenaga kerja adalah 2 orang, dengan jumlah hari kerja pada bulan Juni 2008 adalah 25 hari dan 8 jam kerja efektif per hari. Tabel 6 berikut ini adalah proses-proses yang berlangsung pada PT. PSA beserta kapasitas waktu proses produksi yang menjadi batasan pada fungsi pembatas permasalahan optimasi.

52 INASEA, Vol. 11 No.1, April 2010: 45-57
Tabel 6 Kapasitas Proses Produksi
Proses Produksi Kapasitas Maksimum
(Menit) Pengayakan Bumbu Keju 12000 Pengayakan Opak 24000 Penghancuran Bumbu 24000 Pemasakan Bumbu Balado 24000 Penggorengan Opak dan Kacang 72000 Pengadukan Bumbu Opak dan Kacang
120000
Pemanggangan Opak Balado 24000 Pemolenan Kacang 48000 Pengadukan Bahan Pilus 36000 Pencampuran Bahan dan Bumbu Pilus
12000
Pengadonan Pilus 24000 Penggorengan Pilus 36000 Bulking 36000 Packing 192000 Boxing 300000
Formulasi Model ILP
Formulasi Fungsi Tujuan (Objective Function). Nilai profit yang digunakan pada fungsi
tujuan untuk masing-masing produk merupakan nilai profit yang bersumber langsung dari pihak PT. PSA, tepatnya bersumber dari wakil direktur yang juga merangkap sebagai accounting pada PT. PSA. Fungsi tujuan (objective) pada penelitian ini adalah maksimasi, dimana tujuan yang ingin dicapai adalah memaksimalkan keuntungan (maximize profit) dari penjualan produk. Formulasi fungsi tujuan dibentuk dengan menjadikan nilai profit dari masing-masing produk menjadi koefisien dari masing-masing variabel (X1, X2, X3, X4) yang merepresentasikan masing-masing jumlah box Opak Balado, Opak Keju, Kacang Polong, Pilus Sticky yang harus diproduksi.
Pembatas Kapasitas Bahan Baku. Jumlah pemesanan ditentukan dengan melihat
ketersediaan ruang pada gudang storage, dan biasanya pihak perusahaan melakukan pemesanan dengan jumlah pemesanan semaksimal mungkin yang dapat ditampung oleh gudang storage. Informasi kapasitas storage untuk masing-masing bahan baku diperoleh dari pihak perusahaan, tepatnya dari kepala gudang storage. Selain informasi yang diperoleh dari kepala gudang, pengamatan langsung pada area storage juga dilakukan untuk mendukung adanya informasi dari kepala gudang tersebut. Namun untuk beberapa bahan baku seperti bawang merah dan bawang putih tidak dianggap sebagai pembatas karena pemesanan bahan baku tersebut dilakukan setiap hari dan langsung tersedia pada hari itu juga. Pemesanan bahan baku tersebut dilakukan setiap hari karena bahan baku tersebut tidak tahan lama untuk disimpan selama beberapa hari. Hal ini menunjukkan bahwa bawang merah dan bawang putih tidak terbatas dalam ketersediaanya, sehingga tidak dijadikan sebagai fungsi pembatas (constraints) dalam permasalahan optimasi ini. Bahan baku yang dijadikan pembatas dalam masalah optimasi ini adalah bahan baku yang penyediaannya terbatas baik terbatas pada ruang yang tersedia (untuk item bahan baku tertentu), maupun terbatas pada kemampuan finansial atau kebijakan perusahaan dalam memesan dan menyimpan bahan baku tersebut.Sebelum memformulasikan pembatas bahan baku kedalam formula matematis, maka sebelumnya diidentifikasi terlebih dahulu kebutuhan tiap bahan baku untuk masing-masing tipe produk dalam satuan per box end item. Komposisi kebutuhan bahan baku tersebut kemudian akan dijadikan koefisien untuk masing-masing variabel pada masing-masing

Optimasi Proses Produksi...(Bahtiar S. Abbas; Wiwi Indriani) 53
fungsi pembatas. Sedangkan pembatas pada fungsi tersebut adalah kapasitas maksimal bahan baku yang bisa dipesan atau disediakan oleh perusahaan. Pada prakteknya dilapangan, PT. PSA biasanya melakukan pemesanan untuk masing-masing bahan baku dua kali dalam sebulan. Ada beberapa bahan baku yang dipesan dengan dimaksudkan untuk memenuhi area storage, namun ada beberapa bahan baku yang tidak dipesan dalam jumlah untuk memenuhi area storage, namun dibatasi oleh kemampuan beli perusahaan. Berdasarkan hasil wawancara dengan kepala gudang PT. PSA, diperoleh informasi bahwa jumlah pemesanan ditentukan dengan intuisi dari kepala produksi dan kepala gudang, yang kemudian dikonfirmasi kebagian accounting dan disesuaikan dengan kemampuan beli pihak perusahaan. Sedangkan batas maksimum tersedianya bahan baku fetsin selama 1 bulan adalah 10000 Kg. Angka-angka kapasitas bahan baku yang dijadikan batasan pada fungsi pembatas merupakan informasi yang diperoleh dari wakil direktur dan kepala gudang PT. PSA. Fungsi pembatas untuk kapasitas bahan baku diformulasikan dengan perolehan data komposisi penggunaan setiap bahan baku untuk satuan per box pada masing-masing produk.
Analisa Fungsi Pembatas Kapasitas Proses Produksi. Kemampuan perusahaan dalam
melakukan produksi tentunya sangat dibatasi oleh tersedianya mesin dan tenaga kerja yang digunakan serta jam kerja yang diberlakukan. Oleh sebab itu, maka kemampuan perusahaan dalam hal mesin, tenaga kerja dan jam kerja yang tersedia dijadikan sebagai fungsi pembatas dalam masalah optimasi ini. Semua proses produksi, baik yang dijalankan dengan mesin maupun manual oleh operator diformulasikan dalam bentuk matematis, yaitu dengan cara menggunakan waktu proses tiap mesin untuk 1 box masing-masing tipe produk sebagai koefisien tiap variabel produk, dan sebagai pembatas pada ruas kanannya adalah kapasitas maksimum waktu proses produksi yang tersedia sesuai dengan jumlah mesin dan tenaga kerja yang tersedia, serta jam kerja pada bulan Juni 2008. Waktu proses tiap 1 box end item yang digunakan dalam fungsi pembatas adalah waktu baku yang diperoleh dari perhitungan sebelumnya. Dapat dilihat bahwa untuk beberapa proses pada produk akhir yang berbeda dianggap sama, contohnya proses pengayakan opak pada opak balado maupun opak keju yang dianggap sama, karena bahan baku opak yang digunakan adalah sama dan proses pengerjaannya juga sama. Namun untuk proses produksi yang menggunakan mesin dan pengaruh manusianya tidak signifikan, maka waktu yang digunakan merupakan waktu yang diperoleh langsung dari hasil pengamatan tanpa adanya faktor penyesuaian dan kelonggaran. Seperti yang telah diketahui bahwa faktor penyesuaian dan kelonggaran adalah faktor-faktor yang berlaku untuk manusia (human factor). Adapun proses produksi yang waktu prosesnya tidak menggunakan faktor penyesuaian dan kelonggaran adalah: proses pemanggangan dengan oven, dan packing kemasan brand dengan mesin packing. Terdapat beberapa proses produksi yang menggunakan mesin, namun faktor kerja operator masih cukup berpengaruh terhadap keseluruhan aktivitas proses sehingga faktor penyesuaian dan kelonggaran masih diberlakukan. Pengaruh kerja operator yang dimaksudkan adalah dimana masih dibutuhkan tenaga operator untuk mengaduk material, mengangkat dan memindahkan material, ataupun proses yang membutuhkan pengawasan penuh oleh operator karena dipertengahan proses masih dibutuhkan penambahan material. Adapun proses produksi dengan mesin yang juga menggunakan faktor penyesuaian dan kelonggaran adalah: proses penggorengan pilus, proses pencampuran bahan dan bumbu, proses pengadukan bumbu, proses penghancuran bumbu, proses pemolenan, dan proses pengadonan pilus. Sedangkan kapasitas waktu proses pengadukan bumbu selama bulan Juni 2008 adalah jumlah jam kerja dikali jumlah hari kerja, dan dikalikan dengan jumlah mesin yang tersedia, dan kemudian dikonversikan kedalam satuan menit, yaitu 8 jam x 25 hari x 10 mesin x 60 menit = 120000 menit. Jadi fungsi pembatas untuk kapasitas proses produksi yang mencakup jumlah mesin, tenaga kerja serta jam kerja selama bulan Juni 2008 diformulasikan dengan perolehan data waktu baku tiap proses yang dilalui oleh masing-masing satuan box produk pada setiap mesin ataupun proses manual. kerja dengan jumlah hari kerja selama Juni 2008 dan dikali dengan jam kerja per hari.
Analisa Fungsi Pembatas Demand. Hasil daripada permasalahan optimasi ini adalah
berapakah kuantitas dari masing-masing tipe produk yang harus dihasilkan untuk mencapai tingkat profit yang paling maksimal. Selain ketersediaan bahan baku dan terbatasnya kemampuan

54 INASEA, Vol. 11 No.1, April 2010: 45-57
produksi, haruslah ada pembatas lain yang berfungsi agar kuantitas produk yang dihasilkan sesuai dengan prakiraan demand yang akan dipesan oleh customer. Pembatas demand ini diberlakukan dengan tujuan agar hasil dari integer programming ini tidak menyimpang jauh dari kondisi nyatanya, dimana hasil dari optimasi tersebut tentunya harus bisa mencakup keseluruhan produk yang dihasilkan dan sesuai dengan permintaan pasar untuk masing-masing produk yang berlangsung selama ini. Fungsi pembatas demand ini menggunakan data peramalan demand pada bulan Juni 2008 sebagai batasan maksimal jumlah produk yang harus diproduksi oleh pihak perusahaan. Difungsikan sebagai batasan maksimal (≤ ), karena diasumsikan bahwa jumlah permintaan sebenarnya sama seperti hasil peramalan tersebut, sehingga pembatas ini memiliki fungsi agar perusahaan tidak melakukan produksi berlebihan sehingga mungkin menimbulkan penumpukan barang jadi pada warehouse yang tentunya akan menimbulkan biaya penyimpanan. Dalam fungsi batasan demand ini, hasil peramalan dikurangi dengan stock on hand masing-masing produk sebagai sisa stock diakhir periode Mei 2008. Dengan begitu, besar demand sebagai fungsi batasan menjadi 11058 box, 19455 box, 16636 box, dan 13166 box untuk produk opak balado, opak keju, kacang polong dan pilus. Fungsi pembatas untuk besarnya demand produk pada bulan Juni 2008 diformulasikan dengan perolehan hasil peramalan satu periode berikutnya, yaitu Juni 2008 pada masing-masing tipe produk. Pembatas ini berfungsi untuk membatasi jumlah produksi pada masing-masing tipe produk agar tidak melebihi dari permintaan customer. Walaupun demand yang digunakan pada fungsi pembatas masih merupakan hasil forecast yang mana berarti suatu besar demand yang belum tentu benar atau terjadi, namun fungsi pembatas ini bertujuan agar dapat mencegah adanya penumpukan barang jadi di gudang akibat kelebihan produksi sehingga sisa produk tidak laku terjual. Besarnya demand hasil peramalan ini akan dikurangi dengan stock on hand yang dimiliki oleh perusahaan pada akhir periode Mei 2008 dan ditambahkan dengan safety stock, yang menunjukkan berapa jumlah produk yang masih dibutuhkan untuk memenuhi sisa permintaan customer.
Analisa Fungsi Pembatas Non-Negativity. Seperti lazimnya permasalahan optimasi yang lain, permasalahan maksimasi profit ini juga mempunyai batasan non-negatif yang berfungsi untuk membatasi hasil optimasi hanya pada nilai positif ( 0≥ ). Hal ini diharuskan karena hasil daripada permasalahan optimasi ini adalah berupa jumlah kuantitas masing-masing produk, dan tentunya kuantitas tersebut tidak dapat dan tidak diperbolehkan bernilai negatif. Fungsi pembatas non-negativity digunakan untuk membatasi hasil optimasi pada nilai-nilai positif karena output dari permasalahan optimasi ini adalah jumlah produk yang harus diproduksi untuk memaksimalkan profit perusahaan dan hasil output tersebut tidak boleh bernilai negatif.
Model ILP secara lengkap untuk kajian ini diformulasikan sebagai berikut:
4321 500.15000.16500.16600.16 XXXXZMax +++= ; Dimana:
1. Opak 60000836.189.1 21 ≤+ XX 2. Balado 10000184.0306.0 31 ≤+ XX 3. Garam 10000138.0276.0230.0 431 ≤++ XXX 4. Fetsin 10000092.0153.0092.0138.0 4321 ≤+++ XXXX 5. Gula 5000184.0 1 ≤X 6. Solar 10000083.0114.009.009.0 4321 ≤+++ XXXX 7. Minyak 15000144.0198.0159.0159.0 4321 ≤+++ XXXX 8. Keju 10000306.0 2 ≤X 9. Kacang 50000440.1 3 ≤X 10. Tapioka 5000089.19.0 43 ≤+ XX

Optimasi Proses Produksi...(Bahtiar S. Abbas; Wiwi Indriani) 55
11. Kaldu 100003.0 4 ≤X 12. Plastik H0 2400015.015.015.015.0 4321 ≤+++ XXXX 13. Kemasan Branded 1 250008.0 1 ≤X 14. Kemasan Branded 2 250008.0 2 ≤X 15. Kemasan Branded 3 250008.0 3 ≤X 16. Kemasan Branded 4 250008.0 4 ≤X 17. Plastik 65000010101010 4321 ≤+++ XXXX 18. Carton Box 1 300001 1 ≤X 19. Carton Box 2 300001 2 ≤X 20. Carton Box 3 300001 3 ≤X 21. Carton Box 4 300001 4 ≤X 22. Pengayak Keju 12000372.0 2 ≤X 23. Pengayak Opak 24000776.0776.0 21 ≤+ XX 24. Penghancur Bumbu 24000226.0 1 ≤X 25. Pemasak Bumbu 24000477.0 1 ≤X 26. Penggorengan 72000114.1522.0522.0 321 ≤++ XXX 27. Pengaduk Bumbu 120000139.1711.0761.0 321 ≤++ XXX 28. Pemanggangan 2400024.0 1 ≤X 29. Pemolen 48000097.2 3 ≤X 30. Pengaduk Bahan Pilus 36000012.1 4 ≤X 31. Pencampuran Bahan+Bumbu 12000383.0 4 ≤X 32. Pengadonan 24000487.1 4 ≤X 33. Penggorengan Pilus 36000508.0 4 ≤X 34. Bulking 36000075.0075.0075.0075.0 4321 ≤+++ XXXX 35. Packing 1920001.21.21.21.2 4321 ≤+++ XXXX 36. Boxing 30000073.473.473.473.4 4321 ≤+++ XXXX 37. Opak Balado 110581 ≤X 38. Opak Keju 194552 ≤X 39. Kacang Polong 166363 ≤X 40. Pilus 131664 ≤X 41. Opak Balado 01 ≥X 42. Opak Keju 02 ≥X 43. Kacang Polong 03 ≥X 44. Pilus 04 ≥X
Optimasi Integer Programming
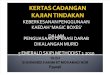
Penyelesaian ILP ini diselesaikan dengan menggunakan software lingo 11.0. Permasalahan maksimasi profit pada PT PSA menghasilkan hasil profit yang paling optimal pada nilai Rp968,184,500.00. Angka ini diperlihatkan pada Gambar 1 yang ditandai dengan bagian A.

56 INASEA, Vol. 11 No.1, April 2010: 45-57
Besarnya profit ini akan diperoleh oleh perusahaan dengan memproduksi dan menjual keempat jenis produk mereka, yang digambarkan pada bagian B, yaitu: 11058 box opak balado, 19455 box opak keju, 16636 box kacang polong dan 13166 box pilus. Hasil dari optimasi ini sama persis dengan pembatas pada fungsi pembatas demand-nya, yaitu selisih hasil forecast dengan stock on hand ditambah dengan safety stock. Hasil optimasi yang sama seperti fungsi pembatas demand menunjukkan bahwa perusahaan mampu mendapatkan profit yang optimal dengan kondisi tingkat demand yang juga dapat terpenuhi semuanya dengan tanpa melakukan produksi secara berlebihan. Pada Gambar 1 C, yaitu baris pertama adalah barisan solution value, sedangkan baris-baris berikutnya adalah barisan yang mewakili tiap constraints, yang memberikan informasi mengenai slack atau surplus dan juga dual price untuk masing-masing constraints. Oleh karena hasil dari permasalahan optimasi ini berada dalam kondisi sama seperti pembatas demand dan tidak melakukan produksi secara berlebihan, maka dapat dikatakan bahwa hasil optimasi ini berada dalam kondisi dimana seluruh sumber daya yang dimiliki oleh perusahaan tidak digunakan seoptimal mungkin. Hal tersebut dapat dilihat dengan jelas dalam solution report pada gambar 4.6 yang ditunjukkan oleh gambar D, yaitu nilai Slack atau Surplus. Slack atau Surplus pada hasil optimasi ini menunjukkan adanya kelebihan kapasitas pada masing-masing fungsi pembatas (bahan baku atau proses produksi). Hal ini menunjukkan bahwa untuk mendapatkan profit yang maksimal sesuai dengan peramalan permintaan bulan Juni 2008, pihak perusahaan terbukti masih sanggup dalam mengakomodasikan sumber daya dalam menjalankan proses produksi tanpa adanya kekurangan atas sumber daya yang digunakan.
Analisa Hasil Optimasi
Gambar 1 Contoh Solution Report
PENUTUP
Kesimpulan Dari hasil penyelesaian masalah optimasi dengan metode integer linear programming yang dilakukan pada PT PSA, serta perencanaan kebutuhan bahan baku yang digunakan, maka dapat diambil beberapa kesimpulan, yaitu sebagai berikut: (1) Profit maksimal yang bisa dihasilkan oleh PT PSA pada bulan Juni 2008 adalah sebesar Rp Rp968,184,500.00; (2) Untuk mendapatkan profit

Optimasi Proses Produksi...(Bahtiar S. Abbas; Wiwi Indriani) 57
yang maksimal di periode Juni 2008, maka PT PSA harus memproduksi produk opak balado sebanyak 11058 box, opak keju sebanyak 19455 box, kacang polong sebanyak 16636 box dan pilus sebanyak 13166 box; (3) Kapasitas sumber daya produksi seperti bahan baku, jumlah mesin, jumlah karyawan dan jam kerja pada PT PSA masih cukup untuk memenuhi rencana produksi untuk mencapai profit yang maksimal pada periode Juni 2008; (4) Untuk memenuhi rencana produksi pada periode Juni 2008, PT PSA tidak perlu menggunakan semua fasilitas produksinya (mesin dan tenaga kerja) karena masih sanggup untuk dijalankan oleh hanya sebagian fasilitas yang tersedia; dan (5) Rencana pemesanan yang selama ini dilakukan oleh PT PSA, yaitu pemesanan diawal bulan sekaligus dengan jumlah pemesanan berdasarkan intuisi adalah kurang efektif karena tidak didasarkan pada perhitungan yang seksama serta menghabiskan biaya yang lebih besar. Saran Berdasarkan hasil observasi lapangan dan permasalahan optimasi yang dilakukan pada PT PSA, maka ada beberapa saran yang dapat menjadi masukan bagi pihak PT PSA, yaitu sebagai berikut: (1) Sebaiknya hasil peramalan demand diperbaharui terus-menerus dengan berdasarkan data-data histories yang lebih banyak dan terbaru untuk mendapatkan pola data yang lebih mendeskripsikan pola data yang sebenarnya sehingga dapat menentukan teknik peramalan yang paling tepat; (2) Sebaiknya dilakukan perhitungan ulang untuk profit dari masing-masing produk sehingga permasalahan optimasi dapat menghasilkan hasil yang lebih akurat; (3) Sebaiknya pemesanan tidak dilakukan sekaligus seperti yang biasa diterapkan oleh PT PSA, tetapi dilakukan dengan metode Wagner Whitin Algorithm untuk mendapatkan jumlah pemesanan dengan biaya paling minimal; (4) Sebaiknya jumlah safety stock diperoleh dari hasil perhitungan yang seksama (kuantitatif) dan bukan secara intuitif (kualitatif) agar hasil yang diperoleh lebih akurat dalam mengatasi tingkat demand yang berfluktuasi; (5) Sebaiknya perhitungan optimasi dan MRP dilakukan secara berkala dan kontinu untuk setiap periode satu bulanan agar hasil yang diperoleh lebih akurat dalam merepresentasikan kondisi nyatanya; dan (6) Sebaiknya pihak perusahaan memperhatikan tingkat kebutuhan sebelum melakukan pembelian mesin ataupun fasilitas produksi lainnya sehingga tidak terjadi pemborosan.
DAFTAR PUSTAKA Tersine, R. J. (1999) Principles of Inventory and Material Management. Prentice Hall
International. Wignjosoebroto, S. (1999) Ergonomi, Studi Gerak dan Waktu. Edisi 1. Jakarta: Guna Widya. Taha, H. A. (1999) Riset Operasi Suatu Pengantar. Jilid 1. Jakarta: Binarupa Aksara. Makridakis, W. M. 1999. Metode dan Aplikasi Peramalan. Jakarta: Binarupa Aksara. Sugiyono. 1999. Metode Penelitian Bisnis. Bandung: CV. Alfabeta. Gasperz, V. (2001) Production Planning and Inventory control. Jakarta: Gramedia Pustaka Utama. Baroto, T.( 2002) Perencanaan dan Pengendalian Produksi. Edisi 1. Jakarta: Ghalia Indonesia. Subagyo, P. (2002) Dasar-Dasar Operations Research. Edisi 2. Yogyakarta: BPFE-
UGMYogyakarta. Boediono, Koster, W. (2004) Teori dan Aplikasi Statistika dan Probabilitas. Bandung: PT. Remaja
Rosdakarya.
Recommended