i

i

i
PENGARUH VARIASI DURASI GESEKAN
PADA LAS GESEK (FRICTION WELDING) TERHADAP
KEKUATAN SAMBUNGANLAS BAJA ST 42
Diajukan Kepada :
Universitas Muhammadiyah Malang
Sebagai Salah Satu Syarat Untuk Memperoleh Gelar Sarjana Teknik
Program Starta Satu (S1) Jurusan Teknik Mesin
DisusunOleh :
IRWAN BUDI SUKARNO
09510114
JURUSAN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS MUHAMMADIYAH MALANG
2014
ii
POSTER

iii
LEMBAR PENGESAHAN
LAPORAN TUGAS AKHIR
Pengaruh Variasi Durasi Gesekan Pada Las Gesek (Friction Welding)
Terhadap Kekuatan Sambungan Las Baja ST 42
Diajukan Kepada Universitas Muhammadiyah Malang
Untuk Memenuhi Salah Satu Syarat Memperoleh
Gelar Sarjana Teknik Mesin
Disusun Oleh :
NAMA : IRWAN BUDI SUKARNO
NIM : 09510114
Malang, 22 Januari 2014
Yang telah disahkan oleh :
Abstrak
Pembimbing I
Murjito, ST, MT
NIP. 108.9404.0313
Pembimbing II
Ir. Sudarman, MT
NIP. 108.8909.132
Mengetahui,
Ketua Jurusan Teknik Mesin
Ir. Mulyono, MT
NIP. 108.9109.0248

iv
JURUSAN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS MUHAMMADIYAH MALANG
LEMBAR ASISTENSI TUGAS AKHIR
Nama : Irwan Budi Sukarno
NIM : 09510114
Jurusan : Teknik Mesin
Program Studi : Strata Satu (S-1)
Judul : Pengaruh Variasi Durasi Waktu Gesek Pada Las
Gesek (Friction Welding) Terhadap Kekuatan
Sambungan Las Baja ST 42
Pembimbing I : Murjito, ST, MT

v

vi
Malang, 22 Januari 2013
Yang telah disetujui oleh :
Mengetahui,
Ketua Jurusan Teknik Mesin Dosen Pembimbing I
Ir. Mulyono, MT Ir. Sudarman, MT

vii
LEMBAR SURAT PERNYATAAN
Yang bertanda tangan di bawah :
Nama : Irwan Budi Sukarno
Nim : 09510114
Tempat/Tanggal Lahir : Kediri, 02 Desember 1991
Jurusan : Teknik Mesin
Fakultas : Teknik
Instansi : Universitas Muhammadiyah Malang
Dengan ini menyatakan dengan sebenar-benarnya bahwa :
Sesungguhnya bahwa skripsi dengan judul “Pengaruh Variasi Durasi
Gesekan Pada Las Gesek (Friction Welding) Terhadap Kekuatan
Sambungan Las Baja ST 42” yang diajukan untuk memperoleh gelar sarjana S1
pada Jurusan Teknik Mesin Fakultas Teknik Universitas Muhammadiyah Malang,
sejauh yang saya ketahui bukan merupakan duplikasi (“PLAGIASI”) dari skripsi
yang sudah dipublikasikan dan / atau pernah dipakai untuk mendapatkan gelar
kesarjanaan di lingkungan Universitas Muhammadiyah Malang atau instansi
manapun, kecuali bagian yang sumber informasinya saya kutipan dan daftar
pustaka sebagaimana mestinya.
Demikian surat pernyataan ini saya buat dengan sebenarnya untuk
digunakan sebagaimana mestinya.
Malang, 22 Januari 2014
Yang menyatakan,
Irwan Budi Sukarno

viii
UNIVERSITAS MUHAMMADIYAH MALANG
FAKULTAS TEKNIK – JURUSAN TEKNIK MESIN
STATUS TERAKREDITASI
Pengaruh Variasi Durasi Gesekan Pada Las Gesek (Friction Welding)
Terhadap Kekuatan Sambungan Las Baja ST 42 Irwan Budi sukarno, Murjito, Sudarman
Fakultas Teknik Jurusan Teknik Mesin Universitas Muhammadiyah Malang
Jl. Raya Tlogomas No.246 Tlp. (0341) 464318-128 Fax.(0341) 460782 Malang 65144
ABSTRAK
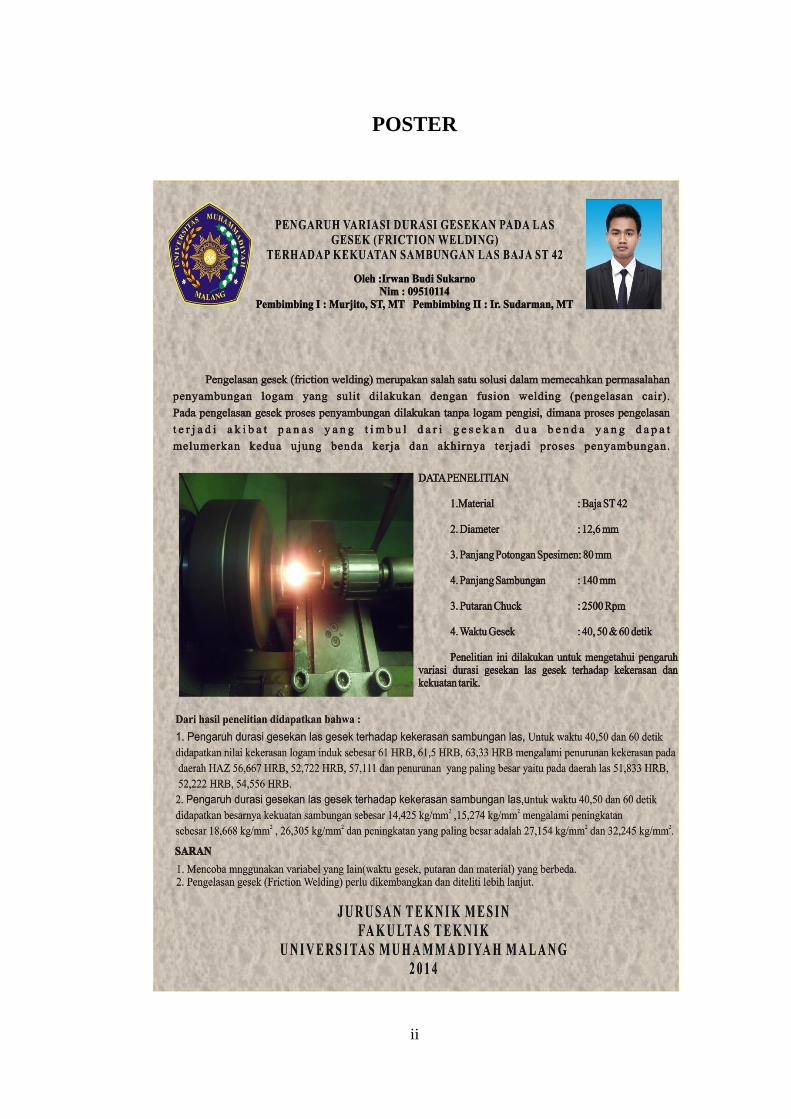
Pengelasan gesek (friction welding) merupakan salah satu solusi
dalam memecahkan permasalahan penyambungan logam yang sulit dilakukan
dengan fusion welding (pengelasan cair).Pada pengelasan gesek proses
penyambungan dilakukan tanpa logam pengisi, dimana proses pengelasan terjadi
akibat panas yang timbul dari gesekan dua benda yang dapat melumerkan kedua
ujung benda kerja dan akhirnya terjadi proses penyambungan.
Material yang digunakan dalam penelitian ini adalah baja ST 42, putaran
2500 Rpm dan variasi waktu gesekan 40, 50 dan 60 detik. Penelitian ini dilakukan
untuk mengetahui pengaruh hasil las gesek terhadap kekerasan dan kekuatan
tarik.
Dilakukan uji statistik (Two way anova) untuk mengetahui seberapa besar
korelasi yang terjadi, dan didapatkan hasil untuk kekerasan nilai korelasinya
adalah 0,853 dan kekuatan tarik nilai korelasinya adalah 0,872 dimana
mendekati 1 korelasi semakin kuat. Dari hasil penelitian didapatkan, waktu 40,50
dan 60 detik nilai kekerasan logam induk 61 HRB, 61,5 HRB, 63,33 HRB
mengalami penurunan kekerasan pada daerah HAZ 56,667 HRB, 52,722 HRB,
57,111 dan penurunan yang paling besar yaitu pada daerah las 51,833 HRB,
52,222 HRB, 54,556 HRB. Kekuatan tarik 14,425 kg/mm2 ,15,274 kg/mm
2
mengalami peningkatan menjadi18,668 kg/mm2 , 26,305 kg/mm
2 dan peningkatan
yang paling besar adalah 27,154 kg/mm2 dan 32,245 kg/mm
2.
Kata kunci : Pengelasan gesek,, Variasi waktu gesek, kekerasan, kekuatan tarik,
Baja ST 42

ix
UNIVERSITAS MUHAMMADIYAH MALANG
FAKULTAS TEKNIK – JURUSAN TEKNIK MESIN
STATUS TERAKREDITASI
Pengaruh Variasi Durasi Gesekan Pada Las Gesek (Friction Welding)
Terhadap Kekuatan Sambungan Las Baja ST 42 Irwan Budi sukarno, Murjito, Sudarman
Fakultas Teknik Jurusan Teknik Mesin Universitas Muhammadiyah Malang
Jl. Raya Tlogomas No.246 Tlp. (0341) 464318-128 Fax.(0341) 460782 Malang 65144
ABSTRACT
Friction welding (friction welding) is one of the solutions to solve difficult
problems connecting metal performed by fusion welding (welding liquid). In the
friction welding process of switching is done without filler metal, welding process
which occurs as a result of the heat arising from the friction of two objects that
can melt the two ends of the work piece and eventually switching process.
The material use this research is a steel ST 42, round 2500 rpm and time
variation of friction 40, 50 and 60seconds. This research was conducted to
determine the effect friction duration of friction welding toward hardness and
tensile strength.
Statistical test(Two-way ANOVA) to determine how much correlation
exists, and hardness results obtained for the correlationis0.853 and tensile
strength of the correlationvalueis0.872 which his close to 1the stronger the
correlation. From the results, the time value of 40,50 and 60 seconds base metal
hardness 61HRB, 61.5HRB, 63.33HRB hardness decreased to 56.667 HRB at
HAZ region, 52.722 HRB, 57.111 HRB and the biggest drop in the welding area is
51.833 HRB, 52.222 HRB, 54.556 HRB. Tensile Strength,14.425 kg/mm2, 15.274
kg/mm2 increased 18, 668 kg/mm
2, 26.305 kg/mm
2 and the greatest improvement
was 27.154 kg/mm2
and 32.245 kg/mm2.
Keywords :Friction welding, ,The time variation of friction, Hardness,
Tensile strength, SteelST42

x
KATA PENGANTAR
Bismillahirrahmanirrahiim.
Puji syukur penulis panjatkan ke hadirat Allah SWT, yang telah
mengkaruniakan kasih dan anugerah-Nya, sehingga penulisan tugas akhir
dengan judul “Pengaruh Variasi Durasi Gesekan Pada Las Gesek (Friction
Welding) Terhadap Kekuatan Sambungan Las Baja ST 42"yang merupakan
prasyarat dalam menyelesaikan pendidikan Strata Satu (S-1) pada Fakultas
Teknik Mesin Universitas Muhammadiyah Malang, dapat selesai sesuai
dengan waktu yang direncanakan.
Diakui bahwa sejak tahap awal hingga selesainya penyusunan tugas
akhir ini secara langsung maupun tidak langsung terlibat, penulis menerima
banyak sekali bantuan dari pihak mulai dari materi, ide, data, moril sampai
kepada spiritual dan tidak mungkin penulis selesaikan tanpa adanya bantuan dari
berbagai pihak. Oleh karena itu, pada kesempatan kali ini penulis ingin
mengucapkan rasa terima kasih pada pihak-pihak yang telah membantu, bekerja
sama, memberikan dorongan, bimbingan, kepada pihak-pihak berikut:
1. Allah SWT yang selalu melimpahkan rahmat serta ridha nya kepada
penulis.
2. Keluarga tercinta, Ayah Bambang Tri Ekodjuni dan IbuKaswati, tidak
cukup rasa terima kasih untuk dituliskan karena sebagai motifasi terbesar
penulis selama ini yang telah memberikan do’a restu dan juga dukungan
baik moril maupun materil.
3. Bpk. Muhadjir Effendi, M. AP., Selaku Rektor Universitas
Muhammadiyah Malang

xi
4. Bpk. Ir. Sudarman, MT Selaku Dekan Fakultas Teknik Universitas
Muhammadiyah Malang.
5. Bpk. Ir. Mulyono, MT, selaku Ketua Jurusan Teknik Mesin-Universitas
Muhammadiyah Malang.
6. Bpk. Murjito, ST, MT, selaku dosen pembimbing I yang telah banyak
memberikan bimbingan dan pengarahan dengan sabar dan bijaksana dalam
membimbing penulis serta membererikan dorongan dari awal hingga akhir
penulisan Tugas Akhir ini.
7. Bpk. Ir. Sudarman, MT, selaku dosen pembimbing II yang telah banyak
memberikan bimbingan dan pengarahan dengan sabar dan bijaksana dalam
membimbing penulis serta membererikan dorongan dari awal hingga akhir
penulisan Tugas Akhir ini.
8. Bpk.Ir. H. Ali Saifullah, MT, selaku dosen wali penulis yang telah banyak
memberikan pengalamandanarahankepadapenulis.
9. Bpk. Dosen penguji yang telah memberikan pertanyaan-pertanyan, arahan,
serta masukan-masukan kepada penulis, sehingga bisa untuk dijadikan
acuan dan bekal di masa depan.
10. Segenap Bapak Ibu Dosen pengajar yang sudah banyak memberikan
pelajaran dan pengalaman yang berharga untuk penulis.
11. Segenap pegawai TU Jurusan Teknik Mesin yang sudah memberikan
pelayanan kepada penulis dan menerapkan kedisiplinan
12. Seluruh keluarga penulis khususnya Ibu Sumarlis, Eva, Ardi, Arif yang
sudah banyak memotivasi penulis serta memberikan dukungan moril
maupun materil.

xii
13. Keluarga besar Sin-C tercinta yang sudah memberi dukungan kepada
penulis hingga skripsi ini sampai selesai.
14. Keluarga besar d’garanganz khususnya Huda, Beni, Latif, Subki, Eko,
Giga, Teguh, Taufik, Pungky dan Samsul, yang banyak memberikan
dukungan, canda tawa, dan banyak memberikan pengalaman kepada
penulis.
15. Terima kasih untuk Arplosta yang spesial untuk penulis, yang sudah
banyak memberi dukungan dan semangatnya selama ini sampai skripsi ini
selesai.
16. Terima kasih untuk teman saya Teguh Susanto yang sudah banyak me-
motivasi dan membantu dalam menyelesaikan skripsi ini.
17. Semua sahabat-sahabat di rumah dan dimanapun kalian berada
18. Semua pihak yang tidak dapat disebutkan satu-persatu dan telah berupaya
penuh selama ini dalam memberikan bantuan dan dukungannya
Sebagai penutup, penulis menyadari bahwa pelaksanaan perancangan
tugas akhir ini masih jauh dari sempurna, penulis minta maaf jika terdapat banyak
kesalahan. Oleh karena itu, penulis sangat mengharapkan saran dan kritik yang
membangun dari pembaca.
Semoga laporan tugas akhir ini bermanfaat bagi semua pihak. Amiin.
Malang, 22 Januari 2014
(Irwan Budi Sukarno)

xiii
DAFTAR ISI
HALAMAN JUDUL ........................................................................................ i
POSTER ........................................................................................................... ii
LEMBAR PENGESAHAN ............................................................................. iii
LEMBAR ASISTENSI PEMBIMBING ......................................................... iv
LEMBAR SURAT PERNYATAAN ............................................................... vii
ABSTRAK INDONESIA ................................................................................ viii
ABSTRAK INGGRIS ...................................................................................... ix
KATA PENGANTAR ..................................................................................... x
DAFTAR ISI .................................................................................................... xiii
DAFTAR TABEL ........................................................................................... xviii
DAFTAR GAMBAR ....................................................................................... xix
DAFTAR BAGAN .......................................................................................... xxii
BAB I PENDAHULUAN ................................................................................ 1
1.1 Latar Belakang Masalah ................................................................ 1
1.2 Rumusan Masalah ......................................................................... 2
1.3 Tujuan Penelitian ........................................................................... 3
1.4 Batasan Masalah ............................................................................. 3
1.5 Manfaat Penelitian ......................................................................... 3
1.6 Sistematika Penulisan .................................................................... 4
BAB II LANDASAN TEORI .......................................................................... 7
2.1 Baja ................................................................................................ 7
2.1.1 Pengertian Baja ................................................................... 7
2.1.2 Klasifikasi Baja ................................................................... 7

xiv
2.2 Hasil Penelitian Terdahulu ............................................................ 8
2.3 Pengelasan ...................................................................................... 9
2.4 Pengelasan Gesek (Friction Welding) ........................................... 11
2.4.1 Kelebihan Proses Pengelasan Gesek (Friction Welding) ..... 12
2.4.2 Kelebihan Proses Pengelasan Gesek (Friction Welding) ..... 12
2.4.3 Prinsip Pengelasan Gesek (Friction Welding) ..................... 12
2.5 Aplikasi Pengelasan Gesek (Friction Welding) ............................ 12
2.6 Pengujian Kekerasan ..................................................................... 17
2.6.1 Prinsip Pengujian ................................................................. 17
2.7 Pengujian Tarik ............................................................................. 22
2.6.1 Prinsip Pengujian ................................................................. 22
2.6.2 Perilaku Mekanik Material .................................................. 22
2.6.3 Model Patahan ..................................................................... 22
BAB III METODE PENELITIAN................................................................... 33
3.1 Rancangan Penelitian .................................................................... 33
3.2 Variabel Penelitian ........................................................................ 35
3.3 Diagram Alir Urutan Penelitian .................................................... 37
3.4 Populasi dan Sampel ..................................................................... 38
3.5 Waktu dan Tempat Penelitian ....................................................... 38
3.6 Teknik Pengumpulan Data ............................................................ 39
3.7 Alat dan Bahan Penelitian ............................................................. 39
2.7.1 Alat ...................................................................................... 39
2.7.2 Bahan .................................................................................... 43
3.8 Pelaksanaan Penelitian .................................................................. 44

xv
3.8.1 Persiapan Bahan .................................................................. 44
3.8.2 Persiapan Peralatan ............................................................. 44
3.8.3 Langkah-Langkah Pengelasan ............................................. 45
3.9 Pengujian Yang Dilakukan ............................................................ 46
3.9.1 Pengujian Kekerasan ........................................................... 47
3.9.2 Pengujian Tarik ................................................................... 48
3.9 Analisa Data .................................................................................. 51
BAB IV ANALISA DATA DAN PEMBAHASAN ...................................... 52
4.1 Hasil Eksperimen .......................................................................... 52
4.2 Hasil Pengujian Kekerasan ............................................................ 54
4.2.1 Grafik Nilai Kekerasan ......................................................... 56
4.2.2 Analisa Hasil Pengujian Kekerasan ..................................... 62
4.3 Data Hasil Pengujian Tarik ........................................................... 63
4.3.1 Kekuatan Tarik ...................................................................... 67
4.3.2 Analisa Hasil Pengujian Tegangan Tarik ............................. 69
4.4 Analisa Statistik ............................................................................. 70
4.4.1 Pengaruh hasil pengelasan gesek (friction welding) baja
ST 42 menggunakan watu gesek 40, 50 dan 60 detik
terhadap perbedaan peningkatan Kekerasan ........................ 70
4.4.1.1Uji Normalitas ......................................................... 70
.4.1.1.2 Uji Homogenitas .................................................... 72
.4.1.1.3 Pengujian Hipotesis Untuk Perbedaan Tingkat
Kekerasan Hasil Pengelasan Gesek (Friction
Welding) Baja ST 42 Menggunakan Waktu

xvi
Gesek 40, 50 dan 60 Detik .................................... 72
4.4.2 Pengaruh hasil pengelasan gesek (friction welding) baja
ST 42 menggunakan watu gesek 40, 50 dan 60 detik
terhadap perbedaan peningkatan Kekuatan Tarik ............... 75
4.4.2.1Uji Normalitas ......................................................... 75
.4.2.2.2 Uji Homogenitas .................................................... 76
4.4.2.3Uji Hipotesis Nihil (H0) Untuk Perbedaan
Kekuatan Tarik Hasil Pengelasan Gesek
(Friction Welding) Baja ST 42 ............................... 75
.4.2.2.4 Pengujian Hipotesis Untuk Perbedaan Timgkat
Kekuatan Tarik Hasil Pengelasan Gesek (Friction
Welding) Baja ST 42 Menggunakan Waktu Gesek
40, 50 dan 60 Detik ................................................. 78
BAB V PENUTUP ........................................................................................... 81
5.1 Kesimpulan ..................................................................................... 81
5.2 Saran ............................................................................................... 82
DAFTAR PUSTAKA
LAMPIRAN
Curiculum Vitae
Lampiran Tabel
Naskah Publikasi
Hasil pengujian kekerasan dari Lab. Teknik Mesin UMM
Surat permohonan data tugas akhir

xvii
Hasil pengujian tarik dari Lab. Struktur dan Bahan Konstruksi T. Sipil
Universitas Brawijaya
Surat keterangan telah melakukan penelitian dari Universitas Brawijaya

xviii
DAFTAR TABEL
Tabel 2.1 Klasifikasi Proses Pengelasan Logam.............................................. 10
Tabel 2.2 Skala Pada Metode Uji Kekerasan Rockwell ................................. 22
Tabel 3.1 Model dan Desain Eksperimen Faktorial ........................................ 34
Tabel 4.1 Hasil Pengujian Kekerasan ............................................................. 55
Tabel 4.2 Nilai Kekerasan Rata-Rata .............................................................. 56
Tabel 4.3 Hasil Pengujian Tarik ..................................................................... 64
Tabel 4.4 Hasil Pengujian Tegangan Tarik ..................................................... 68
Tabel 4.5 Hasil Uji Normalitas Data (Kekerasan) .......................................... 71
Tabel 4.6 Hasil Uji Homogenitas (Kekerasan) ............................................... 72
Tabel 4.7 Hasil Uji Two Way Anova Pengaruh Waktu-Kekerasan ................ 73
Tabel 4.8 Hasil Uji Normalitas Data (Kekuatan Tarik) ................................... 76
Tabel 4.9 Hasil Uji Homogenitas (Kekuatan Tarik) ........................................ 77
Tabel 4.10 Hasil Uji-T Untuk Data Kekuatan Tarik ....................................... 78
Tabel 4.5 Hasil Uji Two Way Anova Pengaruh Waktu-Tegangan Tarik ....... 79

xix
DAFTAR GAMBAR
Gambar 2.1 Macam-Macam Sambungan Las .................................................. 11
Gambar 2.2 Skema Pengelasan Gesek ............................................................ 14
Gambar 2.3 Aplikasi Las Gesek ...................................................................... 16
Gambar 2.4 Mekanisme Pengukuran Hasil Penjejakan .................................. 19
Gambar 2.5 Hasil Indentasi Brinell Dalam Skala mm .................................... 20
Gambar 2.6 Skematis Prinsip Indentasi Dengan Metode Vickers .................. 21
Gambar 2.7 Kurva Tegangan-Regangan Benda Uji Terbuat Dari Baja Ulet .. 21
Gambar 2.8 Kurva Tegangan-Regangan Benda Uji Terbuat Dari Baja Getas 22
Gambar 2.9 Grafik Tegangan-Regangan Beberapa Baja ................................ 28
Gambar 2.10 Perbandingan Antara Kurva Tegangan-Regangan Rekayasa Dari
Karbon Rendah (mild steel) ............................................................................ 30
Gambar 2.11 Ilustrasi Penampang Samping Bentuk Patahan Benda Uji Tarik
Sesuai Dengan Tingkat Keuletan/Kegetasan .................................................. 30
Gambar 2.12 Tahapan Terjadinya Perpatahan Ulet Pada Sampel Uji Tarik ... 31
Gambar 3.1 Mesin Bubut Emco Maxima V13 ................................................ 40
Gambar 3.2 Pencekam Spesimen (Berputar) .................................................. 40
Gambar 3.3 Pencekam Spesimen (Tidak Berputar) ........................................ 41
Gambar 3.4 Gergaji ......................................................................................... 41
Gambar 3.5 Penggaris ..................................................................................... 41
Gambar 3.6 Vernier Caliper ............................................................................ 42
Gambar 3.7 Stopwatch .................................................................................... 42
Gambar 3.8 Alat Uji Tarik .............................................................................. 43

xx
Gambar 3.9 Alat Uji Kekerasan ...................................................................... 43
Gambar 3.10 Baja ST 42 ................................................................................. 44
Gambar 3.11 Bentuk Spesimen Sebelum dan Sesudah Dipotong.................... 44
Gambar 3.12 Pemasangan Spesimen (Berputar) Pada Penjepit (Chuck) ........ 45
Gambar 3.13 Pemasangan Spesimen (Tidak Berputar) Pada Penjepit Mata Bor45
Gambar 3.14 Posisi Spesimen Sebelum Pengelasan ....................................... 46
Gambar 3.15 Titik Penekanan Uji Kekerasan ................................................. 48
Gambar 3.16 Standart Spesimen Pengujian Tarik ASTM A370-05 ............... 49
Gambar 4.1 Bentuk Sambungan Las Waktu 40 Detik .................................... 52
Gambar 4.2 Bentuk Sambungan Las Waktu 50 Detik ..................................... 53
Gambar 4.3 Bentuk Sambungan Las Waktu 60 Detik ..................................... 53
Gambar 4.4 Titik Pengujian Kekerasan .......................................................... 54
Gambar 4.5 Grafik Nilai Kekerasan Waktu 40 Detik, 1 ................................ 57
Gambar 4.6 Grafik Nilai Kekerasan Waktu 40 Detik, 2 ................................. 57
Gambar 4.7 Grafik Nilai Kekerasan Waktu 40 Detik, 3 .................................. 58
Gambar 4.8 Grafik Nilai Kekerasan Waktu 50 Detik, 1 .................................. 58
Gambar 4.9 Grafik Nilai Kekerasan Waktu 50 Detik, 2 .................................. 59
Gambar 4.10 Grafik Nilai Kekerasan Waktu 50 Detik, 3 ............................... 59
Gambar 4.11 Grafik Nilai Kekerasan Waktu 60 Detik, 1 ................................ 60
Gambar 4.12 Grafik Nilai Kekerasan Waktu 60 Detik, 2 ................................ 60
Gambar 4.13 Grafik Nilai Kekerasan Waktu 60 Detik, 3 ................................ 61
Gambar 4.14 Grafik Nilai Kekerasan Rata-Rata ............................................. 61
Gambar 4.15 Standart Spesimen Pengujian Tarik ASTM A370-05 ............... 63
Gambar 4.16 Grafik Perbandingan Waktu-Kekuatan Tarik sambungan ........ 69

xxi
Gambar 4.17 Grafik Nilai Kekerasan Waktu 40 Detik, 3 ................................ 58
Gambar 4.18 Grafik Nilai Kekerasan Waktu 50 Detik, 1 ................................ 58
Gambar 4.19 Grafik Nilai Kekerasan Waktu 50 Detik, 2 ................................ 59
Gambar 4.20 Grafik Nilai Kekerasan Waktu 50 Detik, 3 ............................... 59
Gambar 4.11 Grafik Nilai Kekerasan Waktu 60 Detik, 1 ................................ 60
Gambar 4.12 Grafik Nilai Kekerasan Waktu 60 Detik, 2 ................................ 60

xxii
DAFTAR BAGAN
Bagan 3.1 Skema penelitian ............................................................................ 33
Bagan 3.2 Diagram alir penelitian .................................................................. 37

xxiii
DAFTAR PUSTAKA
Arikunto, S. (2010). Prosedur penelitian. Jakarta: PT. Rineka Cipta
Inq. Alois Schonmetz, & Kari Gruber (1985). Pengetahuan Bahan Dalam
Pengerjaan Bahan.Bandung: Aksara
Amanto H. &Daryanto(2006), Ilmu Bahan. Jakarta: Bumi Aksara
Sudria, Tata & Shinrokus Saito (2005). Pengetahuan Bahan Teknik.Jakarta: PT.
Prandya Paramita.
Budi, L. S., Husodo, N, Setyawati, S. B. & Mursid, M. Pengaruh Teknologi Las
Gesek (Friction welding) Dala Proses Penyambungan Dua Buah Pipa
Logam Baja Karbon Rendah. Surabaya: Institut Teknologi Surabaya.
Haryanto, Poedji. Rekayasa Kepala Lepas (Tail-Stock) Mesin Bubut Sebagai Alat
Penekan Untuk Las Gesek. Semarang: Politeknik Negeri Semarang
Haryanto, P., Ismail, R., Jamari & Nugroho, S. Pengaruh Gaya Tekan, Kecepatan
Putar Dan waktu Kontak Pada Pengelasan Gesek Baja ST 60 Terhadap
Kualitas sambungan Las. Semarang: Politeknik Negeri Semarang.
Nurcahyo, Eko. Analisa Pengaruh Waktu Gesekan Terhadap Struktur Mikro dan
Sifat Mekanik (Uji Kekerasan & Kekuatan Tarik) Pipa Baja ASTM A106
Dengan Metode Friction Welding. Surabaya: Institut Teknologi Surabaya.
Kusnaini, H. Analisa pengaruh Waktu Gesekan Terhadap Struktur Mikro Dan
Distribusi Kekerasan Pada Pipa Air Low Carbon Steel Dengan Metode
Direct-Drive Welding. Surabaya: Institut Teknologi Surabaya.
http://digilib.its.ac.id/public/ITS-NonDegree-22005-Chapter1-1090256.pdf
www.teamafw.com/friction-welding-process.htm

xxiv
www.ifweld.com/about/history.php%20talent%20and%20long-
term%20commitment %20to%20their%20respective%20industries
www.academia.edu/2325432/PENGUJIAN_BAHAN_I_BHN_PERKULIAHAN
Recommended