
Anais do 13O Encontro de Iniciação Científica e PósGraduação do ITA – XIII ENCITA / 2007Instituto Tecnológico de Aeronáutica, São José dos Campos, SP, Brasil, Outubro, 01 a 04, 2007.
PLATAFORMA PARA MONITORAMENTO REMOTO DE SISTEMAS DE MANUFATURA
Emil Yoshigae NakaoITA – I nstituto Tecnológico de Aeronáutica. Praça Marechal Eduardo Gomes,50,Vila das Acácias – 12228 900.São José dos Campos SPBolsista PIBIC[email protected] Carlos Eduardo Oliveira Silva ITA – I nstituto Tecnológico de Aeronáutica. Praça Marechal Eduardo Gomes,50,Vila das Acácias – 12228 900.São José dos Campos [email protected] Pedro Paulo Gomes Domingues de Oliveira SantosITA – I nstituto Tecnológico de Aeronáutica. Praça Marechal Eduardo Gomes,50,Vila das Acácias – 12228 900.São José dos Campos [email protected]
Emília VillaniITA – I nstituto Tecnológico de Aeronáutica. Praça Marechal Eduardo Gomes,50,Vila das Acácias – 12228 900.São José dos Campos [email protected]
Resumo. Monitoramento remoto pode ser entendido como o processo de aquisição de dados de um sistema e sua transmissão em tempo real por um meio de comunicação a um local geograficamente distinto. Entre as diversas aplicações de monitoramento remoto está o monitoramento de processos de manufatura. O CCM (“ Centro de Competência em Manufatura” ), no ITA, desenvolveu duas frentes de pesquisa principais na área: o desenvolvimento de software customizado para monitoramento remoto e a análise de aplicativos disponíveis comercialmente. Este trabalho aborda a primeira frente de pesquisa, e apresenta a solução adotada para o monitoramento remoto da máquina CNC do laboratório. A solução é composta de um programa cliente, que é executado em um computador remoto, e um programa servidor, responsável pela coleta de dados em si, funcionando no computador local. Dentre as funcionalidades oferecidas estão a transmissão de vídeo e de dados obtidos da máquina CNC, a respeito do processo de usinagem em curso. Essas funcionalidades foram testadas individualmente, e depois reunidas em um aplicativo final.
Palavras chave: monitoramento remoto, processo de manufatura
1. Introdução
No atual cenário mundial, a indústria de manufatura enfrenta desafios sem precedentes, resultantes de um mercado global cada vez mais competitivo (Lee, 2003). A Internet e o processo de ebusiness aumentaram a velocidade nos processos de negócio e permitiram que empresas abandonassem a abordagem tradicional de aplicar o conceito de integração restritamente a seus equipamentos no chão de fábrica, em detrimento de uma nova visão, mais ampla, que abrange todo o ciclo de vida do produto e a cadeia de suprimento.
A cooperação proporcionada pela Internet é considerada bidimensional, no sentido que abrange não apenas a integração horizontal entre entidades equivalentes, como também a integração vertical ao longo de toda a cadeia de suprimento (fornecedores, unidades de manufatura, distribuidores e assistência técnica) (Hao et al., 2005). Como resultado desta cooperação, temse sistemas de manufatura mais ágeis e flexíveis, com capacidade de gerar respostas rápidas em ambientes distribuídos.
Além disso, a globalização das últimas décadas impulsionou a distribuição geográfica de empresas, indústrias e equipes de trabalho. Um resultado desta globalização é a crescente necessidade de aplicações que se beneficiam do acesso a diversos equipamentos localizados em lugares geograficamente distintos: indústrias antes centralizadas em uma única planta, hoje se encontram espalhadas por diversas cidades, países e continentes.
Estes fatores resultaram em uma necessidade sempre crescente de troca de informações referente a atividades interdependentes. Exemplos são informações relativas ao desenvolvimento de projetos em conjunto, informações referentes a peças em produção, entre outras. A resposta para esta necessidade está no conceito de emanufacturing, que utiliza a Internet como meio eficiente e rápido para o acesso remoto a dados, com objetivo de integrar todos os elementos do processo produtivo.
Usuários de programas baseados em Internet podem se comunicar, trocando informações e processos típicos de tecnologia através de uma estrutura de rede baseada no protocolo TCP/IP. Através do conceito de emanufacturing obtémse uma nova possibilidade de aproveitamento desta estrutura dentro do sistema de manufatura (Adamczyk et al.,

Anais do XIII ENCITA 2007, ITA, Outubro, 0104, 2007,
2003), o que inclui, por exemplo, a execução de processos e disponibilização remota de resultados em temporeal para observação, acompanhamento ou manipulação (Yeung et al., 2003).
Dentro do conceito de emanufacturing, o monitoramento remoto de processos de manufatura é o foco deste trabalho. Através do monitoramento do chão de fábrica é possível prever a variação do desempenho do sistema, o que pode ser utilizado para reescalonamento dinâmico da produção e operações de manutenção, além da sincronização com atividades dos níveis organizacionais superiores da empresa (Lee, 2003). Além disso, a integração proporciona flexibilidade de configuração do sistema de manufatura. Por exemplo, um chão de fábrica caracterizado pela fabricação de grande variedade de produtos de lotes pequenos requer um controle dinâmico e monitoramento em tempo real capaz de adaptarse a rápidas mudanças de capacidade de produção e funcionalidade.
Do ponto de vista de software, o monitoramento remoto pode ser implementado através de programas computacionais dedicados ou simplesmente explorando os recursos disponíveis gratuitamente nos chamados navegadores.
Do ponto de vista de hardware, é necessário a obtenção e disponibilização de informações dos processos em execução. Num futuro próximo, controladores de comando numérico computadorizado (CNC), sensores e atuadores, entre outros equipamentos, serão dotados de processadores embarcados com recursos do tipo plugandplay flexíveis o suficiente para proporcionar uma integração imediata. Todavia, esta ainda não é a realidade. Uma nova capacitação de tecnologia é urgentemente requerida para incorporar às máquinas CNC tradicionais a capacidade de monitoramento remoto (Wang et al., 2004). Particularmente, em sistemas de manufatura de pequeno porte, onde flui uma menor produção, o custo de incorporação de recursos de emanufacturing pode ser um fator limitante. O baixo custo é portanto um requisito necessário das soluções propostas (Kimura and Kanda, 2005).
De uma forma geral, a importância do desenvolvimento de sistemas de monitoramento remoto via Internet, vêm sendo indicada por diversos trabalhos não apenas no ambiente acadêmico, mas também através de soluções industriais (Wang et al, 2001;Yeung and Huang, 2003). Nesse contexto, o objetivo deste trabalho é aplicar este conceito ao laboratório CCM (Centro de Competência de Manufatura) do ITA (Instituto Tecnológico de Aeronáutica), através do projeto e implementação de um sistema de monitoramento remoto de uma máquina CNC. Dado o cunho acadêmico, educacional e de pesquisa da instituição, entre as possíveis aplicações, destacase o elearning, ou educação à distância, tema que vem recebendo destacada atenção, além da facilitação da aquisição dos dados de experimentos que são executados durante as pesquisas desenvolvidas no laboratório.
Este trabalho foi desenvolvido como parte do Programa TIDIA/KyaTera (TIDIAKyaTera, 2007), que tem como objetivo conectar laboratórios de pesquisa através de uma rede de fibra ótica de alta velocidade. A rede TIDIA/Kyatera deve ser usada como plataforma de teste para pesquisas em diferentes áreas, incluindo monitoramento remoto de sistemas de manufatura.
2. Arquitetura do sistema de monitoramento remoto
O sistema de monitoramento remoto proposto destinase a processar informações da máquinaferramenta CNC Hermle C600U do CCM, ITA (). Essa máquina utiliza a tecnologia HSM (High Speed Machine) através do CNC Siemens modelo Sinumerik 840D, que controla os cinco eixos da máquina (X, Y, Z, A e C), além do eixoárvore (Figura 2) e magazine de ferramentas.
Figura 1. Máquina Hermle C600U.

Anais do XIII ENCITA 2007, ITA, Outubro, 0104, 2007,
Figura 2. Eixos da máquina.
O objetivo do sistema de monitoramento remoto é realizar a aquisição de dados de processos em execução na máquina e a disponibilização remota destes dados.
Para realizar a aquisição de dados, é necessário entender onde e como é realizado o processamento e transmissão de dados dentro da máquina. A máquina em questão utiliza uma rede de comunicação serial proprietária da Siemens, denominada MPI. Essa rede interliga os diversos componentes da máquina, como IHM (Interface HomemMáquina), teclado, CNC (Comando Numérico Computadorizado), CLP (Controlador Lógico Programável), etc. O sistema de aquisição deve, portanto, utilizar o mesmo tipo de comunicação. Além disso, ele deve ainda estar conectado a um computador local que realiza a disponibilização dos dados para Internet. No caso do computador local, a conexão do tipo PCI é amplamente utilizada. A partir destas duas restrições adotase como solução para o hardware do sistema de aquisição de dados a placa PCI da marca Siemens, modelo CP 5611.
Os dados a serem monitorados são: posição dos eixos da máquina, velocidade dos eixos da máquina, e imagem da área de trabalho. Os dois primeiros tipos de dados são coletados pela placa CP 5611, conectada à rede MPI, já para a imagem é instalada junto à máquina uma webcam.
A Figura 3 ilustra a arquitetura utilizada no sistema de aquisição de dados. Através da programação da máquina CNC, a tarefa de usinagem é executada, gerando os movimentos dos eixos da máquina. Este processo é controlado e monitorado pelo CNC/CLP, que disponibiliza os dados desejados à placa CP5611, que por sua vez os disponibiliza ao computador local.
Figura 3. Arquitetura do sistema de aquisição.
A aquisição de dados da máquina somente é possível porque o CNC utiliza um sistema de arquitetura aberta, que permite que os dados de CNC e CLP (até mesmo dados online) possam ser acessados e até modificados (este último com algumas limitações por questão de segurança) por programas aplicativos, através de bibliotecas DLL (Dynamic Linking Libraries). Este procedimento é ilustrado na .
Figura 4. Fluxo de dados na máquina.
Os dados transmitidos ao computador local são disponibilizados remotamente através de aplicativos dedicados. O computador local é chamado de servidor, pois contém o aplicativo que recebe os dados da máquina e envia para a Internet (Programa Servidor), disponibilizandoos para qualquer lugar do mundo, através do servidor de Internet local.
Anais do XIII ENCITA 2007, ITA, Outubro, 0104, 2007,
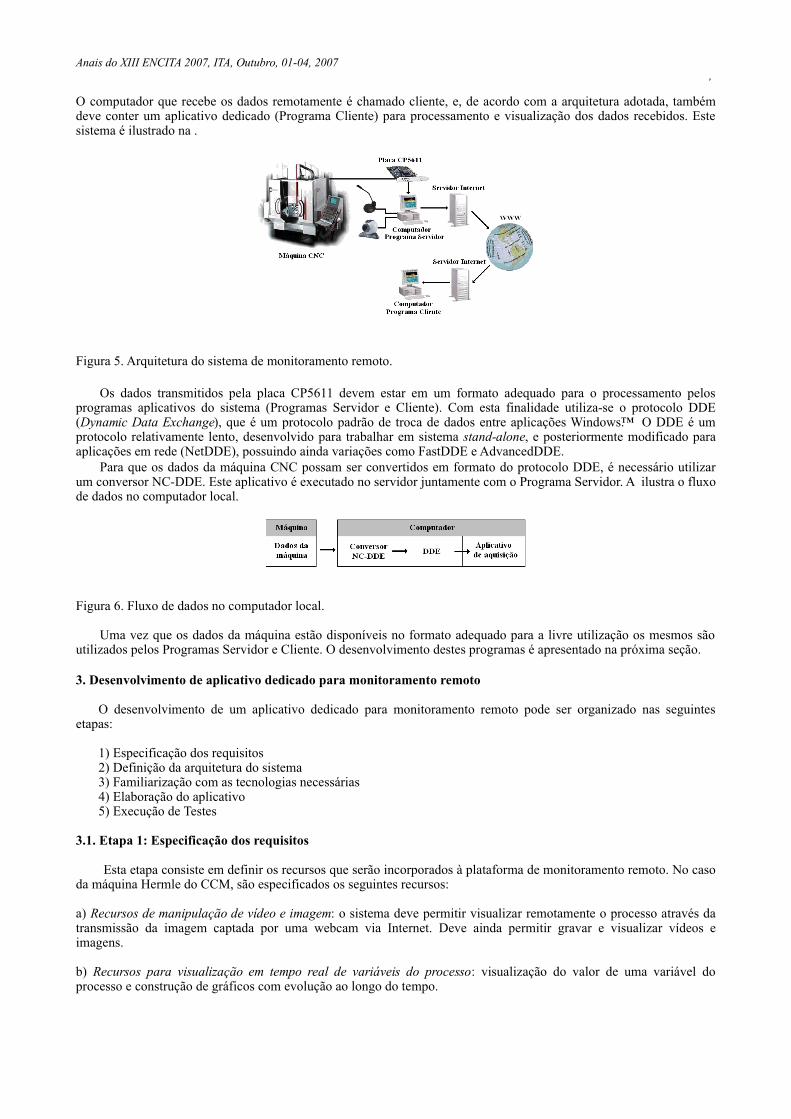
O computador que recebe os dados remotamente é chamado cliente, e, de acordo com a arquitetura adotada, também deve conter um aplicativo dedicado (Programa Cliente) para processamento e visualização dos dados recebidos. Este sistema é ilustrado na .
Figura 5. Arquitetura do sistema de monitoramento remoto.
Os dados transmitidos pela placa CP5611 devem estar em um formato adequado para o processamento pelos programas aplicativos do sistema (Programas Servidor e Cliente). Com esta finalidade utilizase o protocolo DDE (Dynamic Data Exchange), que é um protocolo padrão de troca de dados entre aplicações Windows™. O DDE é um protocolo relativamente lento, desenvolvido para trabalhar em sistema standalone, e posteriormente modificado para aplicações em rede (NetDDE), possuindo ainda variações como FastDDE e AdvancedDDE.
Para que os dados da máquina CNC possam ser convertidos em formato do protocolo DDE, é necessário utilizar um conversor NCDDE. Este aplicativo é executado no servidor juntamente com o Programa Servidor. A ilustra o fluxo de dados no computador local.
Figura 6. Fluxo de dados no computador local.
Uma vez que os dados da máquina estão disponíveis no formato adequado para a livre utilização os mesmos são utilizados pelos Programas Servidor e Cliente. O desenvolvimento destes programas é apresentado na próxima seção. 3. Desenvolvimento de aplicativo dedicado para monitoramento remoto
O desenvolvimento de um aplicativo dedicado para monitoramento remoto pode ser organizado nas seguintes etapas:
1) Especificação dos requisitos2) Definição da arquitetura do sistema3) Familiarização com as tecnologias necessárias4) Elaboração do aplicativo5) Execução de Testes
3.1. Etapa 1: Especificação dos requisitos
Esta etapa consiste em definir os recursos que serão incorporados à plataforma de monitoramento remoto. No caso da máquina Hermle do CCM, são especificados os seguintes recursos:
a) Recursos de manipulação de vídeo e imagem: o sistema deve permitir visualizar remotamente o processo através da transmissão da imagem captada por uma webcam via Internet. Deve ainda permitir gravar e visualizar vídeos e imagens.
b) Recursos para visualização em tempo real de variáveis do processo: visualização do valor de uma variável do processo e construção de gráficos com evolução ao longo do tempo.

Anais do XIII ENCITA 2007, ITA, Outubro, 0104, 2007,
c) Recursos de banco de dados: criação e manipulação de tabelas de dados e gráficos referentes a processos de usinagem.
d) Recursos de comunicação entre usuário local e remoto: implementação de um ambiente do tipo ‘ chat’ , para troca de mensagens entre o usuário do computador local e o usuário do computador remoto.
3.2. Etapa 2: Definição da arquitetura do sistema
Baseandose na estrutura do sistema e nos recursos e equipamentos disponíveis para aquisição de dados, é definida a arquitetura do sistema a ser implementado. No caso do sistema de monitoramento remoto da máquina Hermle, esta arquitetura é a descrita na Seção 2.
3.3. Etapa 3: Familiarização com as tecnologias necessárias
Antes da elaboração do aplicativo, é recomendável a familiarização com as tecnologias a serem utilizadas para implementação dos requisitos especificados na Etapa 1. No caso do sistema aqui apresentado esta familiarização constituiuse das seguintes atividades:
• Estudo das linguagens de programação utilizadas (C e C++);
• Familiarização com o ambiente de desenvolvimento Borland C++ Builder 6;
• Pesquisa e desenvolvimento de programas de teste referentes à captura de vídeo com uma webcam e sua transmissão pela internet;
• Pesquisa e desenvolvimento de programas de teste sobre o padrão de comunicação DDE, utilizado pelo servidor NCDDE, para acesso aos dados coletados pela placa CP5611;
• Pesquisa e desenvolvimento de programas de teste sobre a transmissão de mensagens de texto;
• Pesquisa e desenvolvimento do suporte necessário para a implementação do banco de dados. Foram pesquisados diversos sistemas de armazenamento e acesso aos dados com o objetivo de encontrar o mais adequado para o fim proposto. O sistema adotado é o BDE (Borland Database Engine) uma vez que o programa foi desenvolvido no próprio Borland Builder, o que facilita o acesso aos dados. As informações são armazenadas em tabelas Paradox, convenientes para guardar os dados em questão, além de fazêlo de forma ordenada (importante para a exibição de vídeo). A apresenta a estrutura do banco de dados.
Figura 7. Estrutura do banco de dados.
3.4. Etapa 4: Elaboração do aplicativo
O desenvolvimento do programa foi realizado no ambiente de desenvolvimento Borland C++ Builder 6. Este ambiente possui como vantagens a facilidade de construção de interfaces gráficas amigáveis e a grande disponibilidade de componentes prontos para implementação de diversas funcionalidades, como por exemplo a transmissão de dados por sockets.
Além do Borland C++, o projeto incluiu também o desenvolvimento de um módulo em Visual Basic 6, responsável por realizar a comunicação com a placa CP5611 e disponibilizar os dados coletados via DDE. A adoção do Visual Basic é devida à maior disponibilidade de funções nesta plataforma para programação no padrão DDE. Desta forma, ao inicializar o aplicativo são executados internamente dois programas adicionais. O primeiro é o próprio NCDDE, que coleta os dados da placa. O segundo age como uma camada intermediária, sendo responsável por disponibilizar os dados de modo a ser possível ao aplicativo obter e disponibilizar os dados adequadamente. Esses são enviados ao computador remoto via sockets. Para a parte de base de dados foi utilizado ainda o Borland Database Desktop. Conforme descrito na Seção 2, o aplicativo é composto pelo Programa Servidor e pelo Programa Cliente. Atentando aos quesitos flexibilidade de uso e fácil acesso às informações desejadas, o Programa Cliente constituise de uma interface principal, com o vídeo do processo de usinagem e algumas informações acerca do processo obtidas da

Anais do XIII ENCITA 2007, ITA, Outubro, 0104, 2007,
máquina. São também disponibilizadas funções para captura de frames, vídeo e comunicação por mensagem de texto, além de gráficos das variáveis desejadas, em função do tempo ou de outros parâmetros configuráveis.
Janelas secundárias são usadas para configuração do programa e fornecimento de outras informações. O Programa Servidor inclui, além das funcionalidades do Programa Cliente, uma prévia do vídeo que será visualizado pelo cliente, implementada por sucessivas transmissões de quadros.
A Janelas secundárias são usadas para configuração do programa e fornecimento de outras informações. OPrograma Servidor inclui, além das funcionalidades do Programa Cliente, uma prévia do vídeo que será visualizadopelo cliente, implementada por sucessivas transmissões de quadros. ilustra a interface principal do Programa Servidor, e a Fig. 8, a do Cliente. Além da interface principal existe também uma janela de opções, na qual são especificados o hardware utilizado para a captura de vídeo e o endereço IP do computador com o qual é feita a comunicação. Os recursos implementados incluem também um visualizador de fotos tiradas do processo de usinagem, e um visualizador de vídeos gravados. Além disso, permite construir gráficos dos dados coletados, como por exemplo evolução no tempo da velocidade de rotação da ferramenta.
Figura 8. Interface do Programa Servidor.

Anais do XIII ENCITA 2007, ITA, Outubro, 0104, 2007,
Figura 8. Interface do Programa Cliente.
No que se refere ao banco de dados, o aplicativo permite um sofisticado controle sobre as tabelas, podendo, além de manipulações convencionais, criar tabelas personalizadas de acordo com as necessidades de cada processo. Esta configuração pode ser realizada a cada novo processo de usinagem. Também é possível visualizar tabelas geradas por outros programas que sejam compatíveis com o sistema de tabelas Paradox.
3.5. Etapa 5: Testes
As diversas funcionalidades do aplicativo foram testadas inicialmente de forma isolada. Numa segunda etapa foram realizados testes integrados dos diversos módulos do aplicativo.
A seqüência de testes realizados foi:
• Teste do vídeo: consistiu na captura de vídeo de uma webcam e transmissão de vídeo pela internet, utilizando sockets. Cada frame capturado pela câmera é transmitido por uma sequência de blocos de informação, que, caso não haja erro na transmissão, são reunidos no programa cliente para formar a imagem. O servidor envia um sinal a cada início de frame, para orientar o cliente na composição dos frames. Neste caso foi possível verificar o desempenho do sistema quanto a atrasos de tempo na transmissão e problemas relacionados ao bloqueio momentâneo da imagem.
• Teste do chat: consistiu no envio de mensagens de texto por sockets.
• Teste da comunicação aplicativomáquina: foi dividida em diversas etapas. Inicialmente foi testada a comunicação do aplicativo em desenvolvimento com o Microsoft Excel™, com o objetivo verificar as rotinas DDE. Foram também analisadas as rotinas para construção de gráficos. Em seguida testouse a comunicação aplicativo NCDDE.
• Teste do banco de dados: primeiramente utilizouse o Database Desktop para construção manual de tabelas a serem lidas pelo aplicativo. Em seguida testouse a criação automática de tabelas sem o Database Desktop. Finalmente, foram feitos testes da manipulação de dados, incluindo a construção dos gráficos.

Anais do XIII ENCITA 2007, ITA, Outubro, 0104, 2007,
4. Conclusão
Este artigo discute o conceito de emanufacturing e apresenta o desenvolvimento de um aplicativo para monitoramento remoto de processos de manufatura. Além da transmissão de dados do processo, o aplicativo desenvolvido apresenta recursos para transmissão de vídeo, manipulação de banco de dados e construção de gráficos.
A solução proposta pode ser utilizada para o acompanhamento remoto de experimentos assim como para finalidades didáticas.
O aplicativo desenvolvido é parcialmente independente da tecnologia da máquina. Enquanto que a comunicação com a máquina CNC, neste caso realizada pela placa CP5611, é uma solução específica para o controle Siemens, o restante da arquitetura especificada e o aplicativo desenvolvido podem ser utilizados em qualquer sistema. Neste caso, o único requisito é o desenvolvimento do conversor NCDDE para o fornecimento dos dados no padrão usado pelo aplicativo.
Alguns dos testes de funcionalidades foram realizados exaustivamente até obterem êxito; as transmissões de vídeo e de dados da máquinaferramenta para o aplicativo podem ser citados como exemplo. Quanto às limitações do projeto, podese citar a falta de uma base teórica inicial em base de dados e engenharia de software, o que aperfeiçoaria consideravelmente o projeto.
5. Agradecimentos
Os autores agradecem o apoio financeiro das seguintes entidades: FAPESP, CNPq e CAPES. 6. Referências
Adamczyk, Z., Jonczyk, D., Kociolek, K. (2003). “ A new approach to a CAD/CAM system as a part of distributed environment” , Journal of Materials Processing Technology 133(2003): 712.
Hao, Q., Shen, W., Wang, L. (2005). “ Towards a cooperative distributed manufacturing management framework” , Computers in Industry 56(2005): 7184.
Kimura, T., Kanda, Y. (2005) “ Development of a remote monitoring system for a manufacturing support system for small and mediumsized enterprises” , Computer in Industry 56(2005): 312.
Lee, J. (2003). “ Emanufacturing—f undamental, tools, and transformation” , Robotics and Computer Integrated Manufacturing, 19(2003): 501507.
TIDIA – KyaTera (2007). Advanced Internet Program, FAPESP, Brasil. http://www.kyatera.fapesp.br. (acessado em 06/07).
Wang, C, et al. “ Implementation of remote robot manufacturing over Internet” . Computers in Industry 45(2001): 215–229.
Wang, L., Orban, P., Cunningham, A., Lang, S. (2004) “ Remote realtime CNC machining for webbased manufacturing” , Robotics and ComputerIntegrated Manufacturing 20(2004): 563571.
Yeung, K., Huang, J. (2003). “ Development of a remoteacces laboratory: a dc motor control experiment” . Computers in Industry 52(2003): 3005311.
Recommended

















