
UNIVERSIDADE DE PASSO FUNDO
FACULDADE DE ENGENHARIA E ARQUITETURA
CURSO DE ENGENHARIA AMBIENTAL
Bruno Navarini
PÓS-TRATAMENTO DE EFLUENTE DE
CERVEJARIA POR ULTRAFILTRAÇÃO
Passo Fundo, 2013.
1
Bruno Navarini
PÓS-TRATAMENTO DE EFLUENTE DE
CERVEJARIA POR ULTRAFILTRAÇÃO
Trabalho de conclusão de curso apresentado ao
curso de Engenharia Ambiental, como parte
dos requisitos exigidos para obtenção do título
de Engenheiro Ambiental.
Orientador: Prof. Vandré Barbosa Brião,
Doutor.
Passo Fundo , 2013.
2
3
AGRADECIMENTOS
4
Á DEUS, pelo dom da vida, sabedoria e caminho iluminado;
A meus pais, Rogério e Lourdes, e a meus irmãos, Ronaldo e Guilherme, pelo apoio,
carinho, incentivo e compreensão. Obrigado pela paciência, pelo sorriso, pelo abraço, pela
mão que sempre se estendia quando eu precisava;
Ao meu orientador, Prof. Dr. Vandré Barbosa Brião, que com muita paciência e
atenção dedicou parte de seu tempo para me orientar, ensinar e sempre me ajudar, obrigado
pelo apoio e pela amizade;
Aos Profs. Jeferson S. Piccin e Marcelo Hemkemeier por aceitarem em participar da
banca;
A todos meus colegas de curso. Obrigado por todos os momentos em que fomos
estudiosos, brincalhões, divertidos e cúmplices. Esta caminhada não seria a mesma sem
vocês;
A todos os meus amigos que mesmo distante, estavam presentes em minha vida de
alguma forma;
Ao pessoal da Microcervejaria em estudo, que desde o início liberaram o meu acesso
à fábrica sem qualquer restrição;
Ao curso de Engenharia Ambiental e de Alimentos pelo suporte de laboratórios e dos
equipamentos utilizados;
A funcionária Marilda e a estagiária Deise, que me aguentaram e me ajudaram por
semanas no laboratório;
A Universidade de Passo Fundo, em especial ao Curso de Engenharia Ambiental e a
Faculdade de Engenharia e Arquitetura;
A todos que me ajudaram e me apoiaram durante essa caminhada, meu MUITO
OBRIGADO!
5
RESUMO
Palavras-chaves: Processo de separação por membranas. Ultrafiltração. Efluente de cervejaria.
O objetivo do trabalho é utilizar a ultrafiltração para realizar o pós-tratamento do efluente de
uma microcervejaria, visando ajustar a qualidade do mesmo de modo que esse efluente seja
passível de reúso urbano para fins não potáveis. O método consistiu em coletar o efluente
tratado da ETE existente na microcervejaria e submetê-lo ao processo de ultrafiltração
submersa, avaliando as condições operacionais de pressão e intervalos de retrolavagens para
maximizar o fluxo permeado e a qualidade físico-química e microbiológica deste efluente.
Foi utilizado um equipamento piloto que utiliza membranas de ultrafiltração de fibra oca
submersas, permitindo a passagem do permeado, o qual então foi caracterizado de acordo
com as recomendações da NBR 13967/97 e da FIESP (2005), verificando se sua qualidade é
compatível com aquela de reúso não potável. O fluxo do permeado com pressão 0,2 bar
iniciou com valores elevados e com cerca de 30 minutos de filtração o fluxo caiu
consideravelmente, necessitando do processo de retrolavagem para recuperar o seu fluxo
normal. A taxa de rejeição para os ensaios de cor, turbidez e SST atingiram valores acima de
85%, enquanto para os ensaios microbiológicos os coliformes termotolerantes não foram
detectados, confirmando assim a eficiência do processo de ultrafiltração para estes
parâmetros. O permeado de UF poderá ser passível de reúso como classe 2, como aplicações
para lavagem de pisos, calçadas, e como classe 3, cuja aplicação é descarga em bacias
sanitárias, necessitando apenas de uma regulação no seu pH.

6
ABSTRACT
Key-word: Membrane Separation Process. Ultrafiltration. Brewery effluent.
The objective is to use ultrafiltration to perform the post-treatment of the effluent from a
microbrewery, in order to adjust the quality of it so that effluent is subject to urban reuse for
non-potable purposes. The method consisted in collecting the treated effluent from the
existing ETE microbrewery and submit it to the submerged ultrafiltration process, evaluating
the operational conditions and pressure ranges backwashes to maximize the permeate flux and
the physico-chemical and microbiological this effluent. Pilot equipment was used which uses
ultrafiltration membranes submerged hollow fiber, allowing the passage of permeate, which
was then characterized according to the recommendations of NBR 13967/97 and FIESP
(2005), checking its quality is compatible with that of non-potable reuse. The flow of the
permeate pressure 0.2 bar started with high values and with about 30 minutes of filtration
flow has fallen considerably, requiring backwashing process to recover its normal flow. The
rejection rate for testing color, turbidity and TSS reached values above 85%, while for the
microbiological testing coliforms were not detected, thus confirming the efficiency of
ultrafiltration for these parameters. The UF permeate can be reused as liable to Class 2, as
applications for washing floors, sidewalks, and class 3, which is applied discharge toilets,
requiring only a regulation in its pH.
7
LISTA DE ILUSTRAÇÕES
Figura 1: Etapas genéricas da produção de cerveja .................................................................. 14 Figura 2: Esquematização de membranas PSM ....................................................................... 18 Figura 3: Representação esquemática da seção transversal dos diferentes tipos de morfologias
de membranas sintéticas ........................................................................................................... 20
Figura 4: Características de rejeição de membranas de ultrafiltração que apresentam curva de
retenção estreita e curva de retenção espalhada ....................................................................... 21 Figura 5: Classificação e parâmetros do efluente conforme o tipo de reúso ............................ 31 Figura 6: Imagens internas da cervejaria em estudo................................................................. 32 Figura 7: Etapas do tratamento realizado pela ETE ................................................................. 33
Figura 8: Entrada e saída da ETE e recipientes utilizados nas coletas ..................................... 34 Figura 9: Diagrama esquemático do sistema piloto de filtração .............................................. 37 Figura 10: Equipamento de filtração por membranas submersas ............................................. 38
Figura 11: Painel de controle do equipamento de filtração submersa ...................................... 38 Figura 12: Visão detalhada de um fio da membrana ................................................................ 39 Figura 13: Deposição de contaminantes na parede externa da membrana em operação .......... 40 Figura 14: Fluxo do permeado ao longo do ensaio de ultrafiltração ........................................ 42
Figura 15: Efluente bruto e tratado da ETE e permeado obtido através do processo de filtração
.................................................................................................................................................. 44

8
LISTA DE TABELAS
Tabela 1: Características do efluente final de cervejarias ........................................................ 16 Tabela 2: Valores preliminares do efluente tratado na ETE ..................................................... 41 Tabela 3: Parâmetros característicos do efluente bruto e tratado da ETE, do permeado e as
concentrações especificas para água de reúso .......................................................................... 45
Tabela 4: Parâmetros do permeado em comparação com a CONSEMA 128/06 ..................... 46
9
LISTA DE QUADROS
Quadro 1: Composição qualitativa dos principais efluentes de cervejaria ............................... 15 Quadro 2: PSM que utilizam pressão como força motriz ......................................................... 18 Quadro 3: Principais materiais utilizados no preparo das membranas ..................................... 22 Quadro 4: Principais características das membranas utilizadas ............................................... 39
Quadro 5: Características da membrana para UF de acordo com o fabricante ........................ 40
10
SUMÁRIO
1 INTRODUÇÃO ................................................................................................................. 11 2 DESENVOLVIMENTO .................................................................................................... 13
2.1 Revisão Bibliográfica ................................................................................................ 13 2.1.1 Microcervejarias ................................................................................................. 13
2.1.2 Produção da cerveja e geração dos efluentes ao longo do processo produtivo .. 13 2.1.3 Parâmetros de caracterização do efluente ........................................................... 16 2.1.4 O processo de separação por membranas ........................................................... 17 2.1.5 Ultrafiltração ....................................................................................................... 20 2.1.6 Materiais para membranas .................................................................................. 21
2.1.7 Seletividade do sistema de filtração ................................................................... 23 2.1.8 Mecanismos de rejeição de solutos por membranas ........................................... 24 2.1.9 Colmatação das membranas ............................................................................... 24
2.1.10 Polarização de concentração, colmatação e incrustação da membrana .............. 25 2.1.11 Limpeza da membrana........................................................................................ 26 2.1.12 Processos de separação por membranas aplicados no reúso de efluentes .......... 26 2.1.13 Vantagens e desvantagens dos processos de separação por membranas ............ 27
2.1.14 O reúso da água .................................................................................................. 28 2.1.15 Padrões para reúso de água ................................................................................. 29
2.2 Material e métodos ..................................................................................................... 31 2.2.1 Caracterização da empresa ................................................................................. 31
2.3 Métodos e técnicas ..................................................................................................... 33
2.3.1 Coleta e preparo das amostras ............................................................................ 33
2.3.2 Caracterização das amostras ............................................................................... 34 2.3.3 Processo de ultrafiltração.................................................................................... 36 2.3.4 Caracterização da membrana .............................................................................. 39
2.3.5 Aplicação da água de reúso ................................................................................ 41 2.4 Resultados e discussões ............................................................................................. 41
2.4.1 Caracterização do efluente.................................................................................. 41 2.4.2 Ensaios de permeação da membrana de UF ....................................................... 42
2.4.3 Ensaios físico-químicos ...................................................................................... 44 2.4.4 Avaliação da qualidade do permeado ................................................................. 47
3 CONCLUSÃO ................................................................................................................... 48
REFERÊNCIAS BIBLIOGRÁFICAS ..................................................................................... 49
11
1 INTRODUÇÃO
A cerveja é uma das bebidas alcoólicas mais consumidas no mundo, tendo grande
participação na economia de vários países. O Brasil encontra-se entre os quatro maiores
fabricantes de cerveja do mundo superando 10 bilhões de litros por ano. Segundo o site
“Brasil Econômico” no ano de 2011 o faturamento do seguimento chegou a R$ 20 bilhões. O
setor cervejeiro emprega direta e indiretamente mais de 150 mil pessoas. A cerveja tem a
maior arrecadação de tributos indiretos entre todos os setores da economia com dedicação a
bens de consumo, participando com 5,1% de toda a arrecadação deste tipo de tributo
(ABRALATAS, 2012).
A água é a matéria-prima, importante para a fabricação de cerveja, pois a cerveja é
constituída basicamente de água, assim sendo as suas características físicas e químicas serão
de fundamental importância para se obter uma cerveja de boa qualidade. Em média, uma
indústria cervejeira ocupa até 10 litros de água, para cada litro de cerveja produzido.
Sendo a água um fator essencial para o desenvolvimento socioeconômico de uma
região, deve ser considerado um recurso estratégico e estruturante, tendo necessariamente que
se garantir uma eficiência do seu uso. Além da legislação que se torna cada vez mais rígida,
em relação à proteção ambiental dos recursos hídricos, o custo a ser pago pela disponibilidade
deste recurso e a constante escassez da água natural, são motivos de preocupação para as
indústrias e a sociedade de modo geral. O desenvolvimento de processos eficientes de
tratamento que conduzam ao reúso e ao reciclo das águas residuárias se torna cada vez mais
necessário. Técnicas que conduzam a abordagem da prevenção da poluição devem ser
consideradas.
A produção de cervejas em microcervejarias gera um efluente com carga orgânica
elevada e com presença de sólidos em suspensão. Sendo assim necessária a busca por
soluções que visem à otimização do processo de tratamento de efluentes, e que ao final do
processo atinja os limites impostos pela legislação. Dentre as técnicas emergentes utilizadas
para tratamento de efluentes, destacam- se os processos de separação por membranas.
Comparado a outros processos de tratamento de águas residuárias industriais, sistemas
de filtração por membrana são considerados de fácil operação. São processos práticos e
confiáveis e o tratamento produz efluentes de boa qualidade para reutilização em indústrias
(TAY; JEYASEELAN, 1995).
O termo ultrafiltração é utilizado quando o tamanho dos poros da membrana situa-se
entre 0,001 µm e 0,05 µm. A ultrafiltração obstrui a passagem da grande maioria das
12
macromoléculas, mas permite a permeação através da membrana de outras substâncias
orgânicas e inorgânicas. Sendo assim, apresenta potencial para a separação e purificação de
águas, aplicados ao pós-tratamento de efluentes.
A ultrafiltração se apresenta como uma possibilidade técnica para o pós-tratamento de
efluentes provindos de ETEs, devido a mesma possuir uma rejeição a substâncias de menor
peso molecular, e assim é possível obter-se uma eficiência de remoção para o pós-tratamento
de efluentes. Complementar a isto, uma alternativa de reúso deste efluente polido seria em
lavagens dos equipamentos, uma vez que estas consomem uma grande parcela no uso de
água, respeitando o ajuste de parâmetros técnicos claramente definidos pelas normas técnicas.
Com isso, o trabalho segue esta perspectiva de propor uma alternativa de preparação do
efluente do pós-tratamento realizado na ETE, atingindo o seu reúso dentro do processo
produtivo.
13
2 DESENVOLVIMENTO
2.1 Revisão Bibliográfica
2.1.1 Microcervejarias
Segundo estimativa da Associação dos Cervejeiros Artesanais Paulistas, nos últimos
três anos, o número só de microcervejarias profissionais no Brasil foi de 70 para 250. Como
em outros países, a distribuição é limitada e regionalizada atendendo desde um único bar ou
restaurante até alguns estados. O crescimento das microcervejarias não é um fenômeno só
brasileiro, aliás chegamos atrasados nesse negócio. Nos Estados Unidos já existem mais de
1500 microcervejarias espalhadas por todo o continente, respondendo por uma rentável fatia
de mercado. A Alemanha, o país com a maior tradição cervejeira do mundo, possui pelo
menos uma microcervejaria em cada cidade.
As microcervejarias apresentam-se como alternativa para explorar um mercado que
não interessa às grandes marcas, ou seja, aquele consumidor que procura produtos
diferenciados, de alto valor agregado e sempre inovador.
2.1.2 Produção da cerveja e geração dos efluentes ao longo do processo produtivo
A cerveja é obtida pela fermentação da cevada, que consiste na conversão em álcool
dos açúcares presentes nos grãos de cevada. A fermentação é a principal etapa do processo
cervejeiro e sua efetividade depende de várias operações anteriores, incluindo o preparo das
matérias-primas. Após a fermentação são realizadas etapas de tratamento da cerveja, para
conferir as características organolépticas (sabor, odor, textura) desejadas no produto final.
A Figura 1 apresenta as etapas gerais da produção de cerveja.
14
Para a produção de cerveja são necessários diversos insumos, tais como: vapor,
energia elétrica, amônia nem todas utilizam este composto para resfriamento, gás carbônico,
ar comprimido e água, produtos químicos para limpeza de equipamentos.
A indústria cervejeira gera quantidades significativas de efluentes, principalmente por
conta da necessidade de frequentes operações de limpeza, seja de equipamentos, pisos ou
garrafas. A composição destes efluentes é fortemente influenciada pelo tipo de cerveja
fabricado, tipo de levedura utilizada, qualidade dos processos de filtração, tipo de aditivos
eventualmente acrescentados e eficiência dos processos de limpeza de equipamentos.
Por conta destes fatores e da já citada variabilidade de condições operacionais do
processo cervejeiro, tanto a composição como a taxa de geração dos rejeitos deste setor
produtivo é muito variável.
Os efluentes líquidos são gerados principalmente nas etapas de lavagem de garrafas,
linhas e equipamentos. Os principais pontos de geração são relacionados a seguir:
a) Operações de limpeza de:
i. Caldeiras de caldas, mostura e lúpulo;
ii. Tubulações;
iii. Filtros;
Obtenção do
malte
Preparo do mosto
Fermentação
Processamento da cerveja
Envase
Figura 1: Etapas genéricas da produção de cerveja
15
iv. Trocadores de calor;
v. Tanque de leveduras;
vi. Garrafas de vidro, barris de aço ou madeira e latas de alumínio;
vii. Caixas plásticas, e pisos.
b) Envase:
viii. Extravasamento e quebras no envase;
c) Domésticos:
ix. Refeitório, vestiários, sanitários, etc.;
A divisão da geração de efluentes em cada etapa do processo varia intensamente em
volume e características. Por exemplo, a lavagem de garrafas gera grandes volumes de
efluente, mas com reduzida carga orgânica. No entanto, a fermentação e filtragem geram
apenas 3% do volume de efluentes, mas são responsáveis por 97% da carga orgânica total.
No que diz respeito à composição, os efluentes da indústria cervejeira apresentam,
usualmente, alto potencial de poluição pela sua carga orgânica, teor de sólidos em suspensão e
presença de fósforo e nitrogênio.
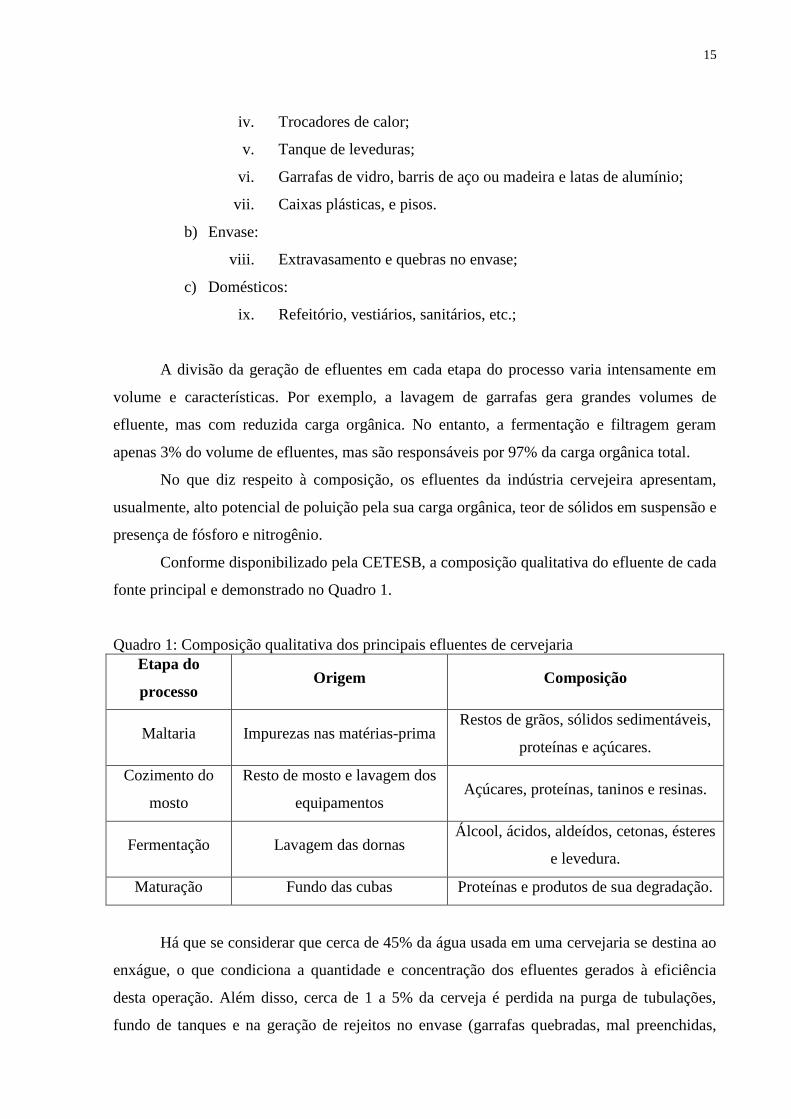
Conforme disponibilizado pela CETESB, a composição qualitativa do efluente de cada
fonte principal e demonstrado no Quadro 1.
Quadro 1: Composição qualitativa dos principais efluentes de cervejaria
Etapa do
processo Origem Composição
Maltaria Impurezas nas matérias-prima Restos de grãos, sólidos sedimentáveis,
proteínas e açúcares.
Cozimento do
mosto
Resto de mosto e lavagem dos
equipamentos Açúcares, proteínas, taninos e resinas.
Fermentação Lavagem das dornas Álcool, ácidos, aldeídos, cetonas, ésteres
e levedura.
Maturação Fundo das cubas Proteínas e produtos de sua degradação.
Há que se considerar que cerca de 45% da água usada em uma cervejaria se destina ao
enxágue, o que condiciona a quantidade e concentração dos efluentes gerados à eficiência
desta operação. Além disso, cerca de 1 a 5% da cerveja é perdida na purga de tubulações,
fundo de tanques e na geração de rejeitos no envase (garrafas quebradas, mal preenchidas,
16
etc), o que agrega muitas vezes importantes cargas orgânicas ao efluente. Estes motivos, entre
a diversidade de condições operacionais já citadas, provoca grande variabilidade nas
características do efluente das cervejarias.
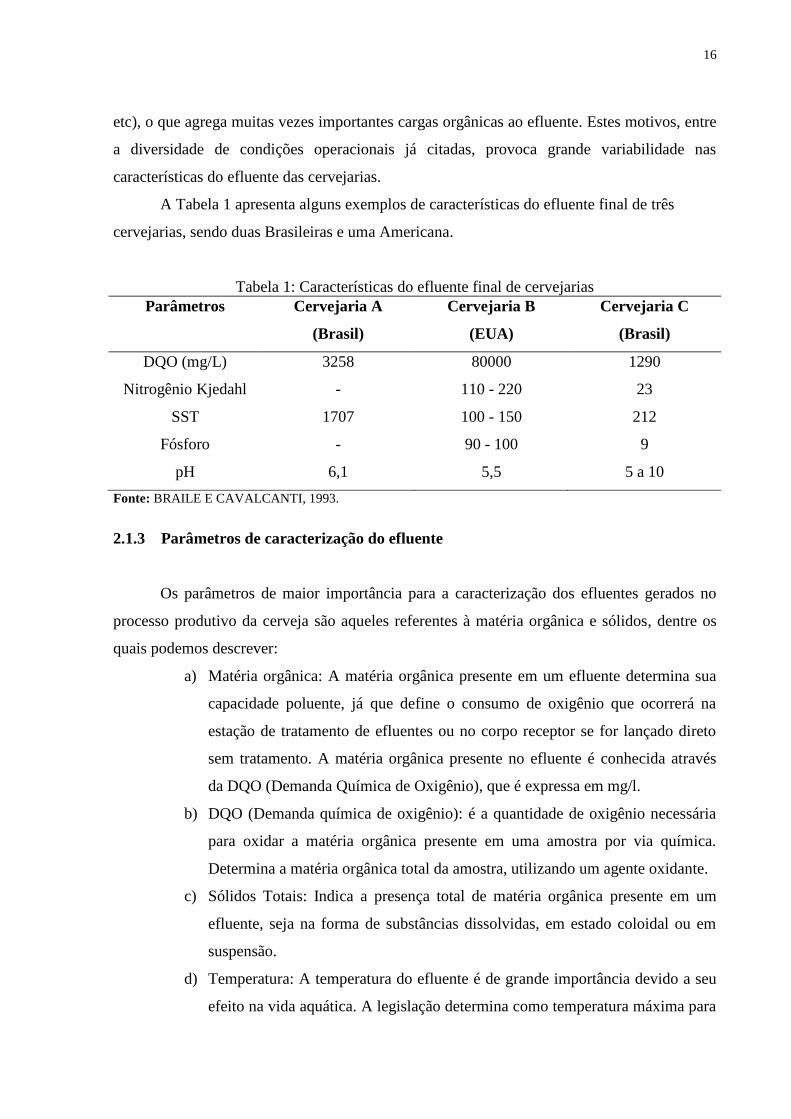
A Tabela 1 apresenta alguns exemplos de características do efluente final de três
cervejarias, sendo duas Brasileiras e uma Americana.
Tabela 1: Características do efluente final de cervejarias
Parâmetros Cervejaria A
(Brasil)
Cervejaria B
(EUA)
Cervejaria C
(Brasil)
DQO (mg/L) 3258 80000 1290
Nitrogênio Kjedahl - 110 - 220 23
SST 1707 100 - 150 212
Fósforo - 90 - 100 9
pH 6,1 5,5 5 a 10
Fonte: BRAILE E CAVALCANTI, 1993.
2.1.3 Parâmetros de caracterização do efluente
Os parâmetros de maior importância para a caracterização dos efluentes gerados no
processo produtivo da cerveja são aqueles referentes à matéria orgânica e sólidos, dentre os
quais podemos descrever:
a) Matéria orgânica: A matéria orgânica presente em um efluente determina sua
capacidade poluente, já que define o consumo de oxigênio que ocorrerá na
estação de tratamento de efluentes ou no corpo receptor se for lançado direto
sem tratamento. A matéria orgânica presente no efluente é conhecida através
da DQO (Demanda Química de Oxigênio), que é expressa em mg/l.
b) DQO (Demanda química de oxigênio): é a quantidade de oxigênio necessária
para oxidar a matéria orgânica presente em uma amostra por via química.
Determina a matéria orgânica total da amostra, utilizando um agente oxidante.
c) Sólidos Totais: Indica a presença total de matéria orgânica presente em um
efluente, seja na forma de substâncias dissolvidas, em estado coloidal ou em
suspensão.
d) Temperatura: A temperatura do efluente é de grande importância devido a seu
efeito na vida aquática. A legislação determina como temperatura máxima para
17
lançamento no curso de água 40° C, sendo que a elevação da temperatura do
corpo receptor não deverá exceder 3° C.
e) pH: O pH é um parâmetro importante dos efluentes industriais para a
manutenção da qualidade dos cursos de água. Este parâmetro indica se o meio
está ácido, alcalino ou neutro. O pH do efluente nas indústrias de cerveja é na
sua grande maioria alcalino devido a descarga das lavadoras onde é utilizado
soda caustica.
f) Nitrogênio e Fósforo: São considerados nutrientes para os processos
biológicos. Se não estiverem presentes em quantidade suficiente no efluente é
necessário complementar através da dosagem de produtos químicos até valores
ótimos que variam de acordo com o tipo do processo aeróbio ou anaeróbio
(VON SPERLING, 1995). Os produtos químicos mais utilizados são uréia e
ácido fosfórico. A presença destes nutrientes em quantidades suficientes no
processo de tratamento garante a maior eficiência do processo.
2.1.4 O processo de separação por membranas
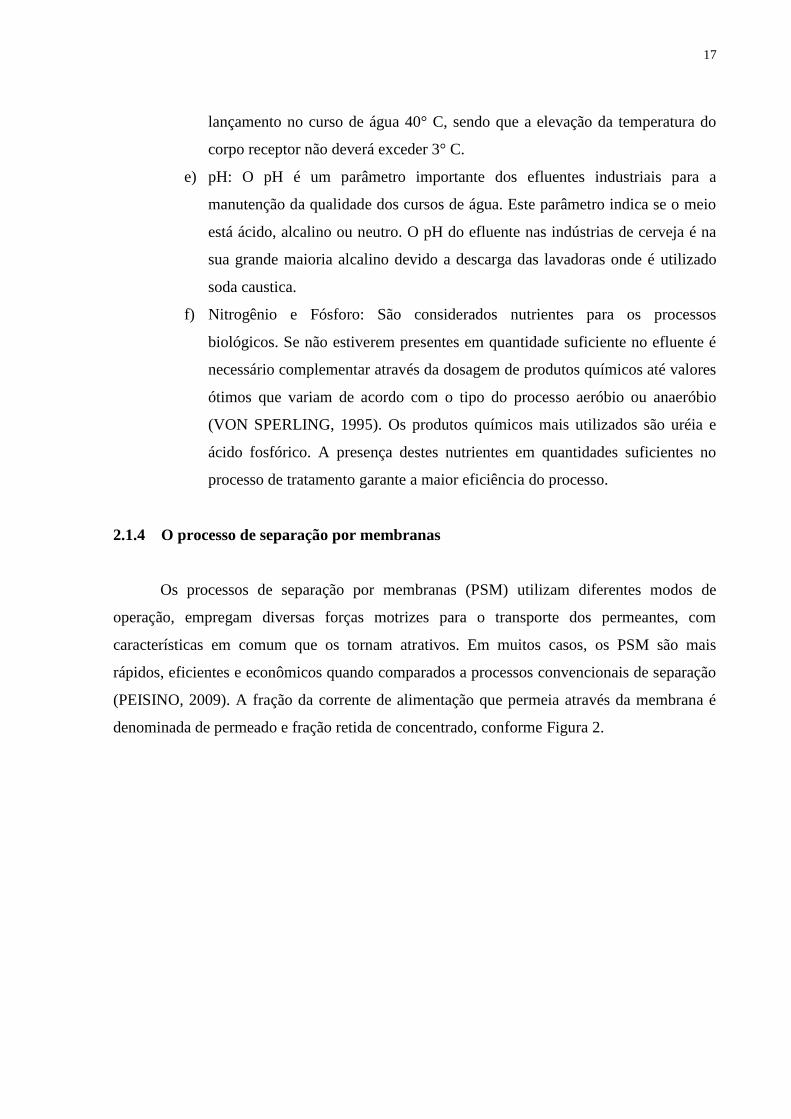
Os processos de separação por membranas (PSM) utilizam diferentes modos de
operação, empregam diversas forças motrizes para o transporte dos permeantes, com
características em comum que os tornam atrativos. Em muitos casos, os PSM são mais
rápidos, eficientes e econômicos quando comparados a processos convencionais de separação
(PEISINO, 2009). A fração da corrente de alimentação que permeia através da membrana é
denominada de permeado e fração retida de concentrado, conforme Figura 2.
18
Fonte:Adaptado de MULDER (1996).
Para que ocorra o transporte de uma espécie através de uma membrana é necessária a
existência de uma força motriz agindo sobre a mesma. Os PSM utilizam como força motriz o
gradiente de potencial químico, associado ou não com o gradiente de potencial elétrico. Em
geral, o gradiente de potencial químico pode ser expresso em termos de gradiente de pressão e
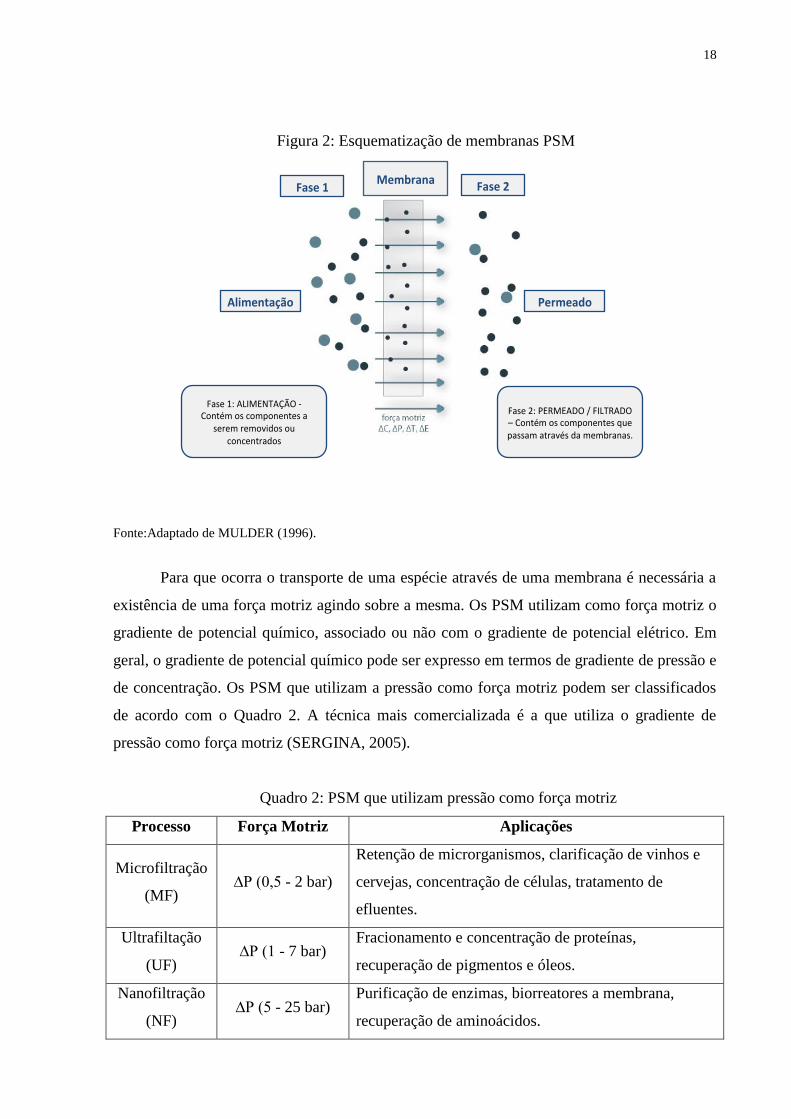
de concentração. Os PSM que utilizam a pressão como força motriz podem ser classificados
de acordo com o Quadro 2. A técnica mais comercializada é a que utiliza o gradiente de
pressão como força motriz (SERGINA, 2005).
Quadro 2: PSM que utilizam pressão como força motriz
Processo Força Motriz Aplicações
Microfiltração
(MF) ∆P (0,5 - 2 bar)
Retenção de microrganismos, clarificação de vinhos e
cervejas, concentração de células, tratamento de
efluentes.
Ultrafiltação
(UF) ∆P (1 - 7 bar)
Fracionamento e concentração de proteínas,
recuperação de pigmentos e óleos.
Nanofiltração
(NF) ∆P (5 - 25 bar)
Purificação de enzimas, biorreatores a membrana,
recuperação de aminoácidos.
Fase1:ALIMENTAÇÃO-Contémoscomponentesa
seremremovidosouconcentrados
Fase2:PERMEADO/FILTRADO–Contémoscomponentesquepassamatravésdamembranas.
Fase1 Fase2Membrana
Alimentação Permeado
Figura 2: Esquematização de membranas PSM

19
Osmose
Inversa (OI) ∆P (15 - 80 bar)
Dessalinização de águas, concentração de sucos de
frutas, tratamentos de efluentes.
Fonte: Adaptado de SERGINA (2005).
Em função da morfologia da membrana e o tipo de força motriz empregada, o
transporte das diferentes espécies através da membrana pode ocorrer tanto pelo mecanismo de
convecção, como pelo mecanismo de difusão. A morfologia da membrana define, também, os
princípios em que se baseiam a sua capacidade seletiva (HABERT et. al., 2006).
Parâmetros de natureza morfológica e parâmetros relativos às suas propriedades de
transporte são normalmente empregados para caracterizar as membranas. Para membranas
porosas, características como distribuição de tamanho de poros, porosidade superficial e
espessura, são parâmetros importantes. Para membranas densas, as características físico-
químicas envolvendo o polímero utilizado e as substancias a serem separadas e a espessura do
filme polimérico são os parâmetros mais importantes.
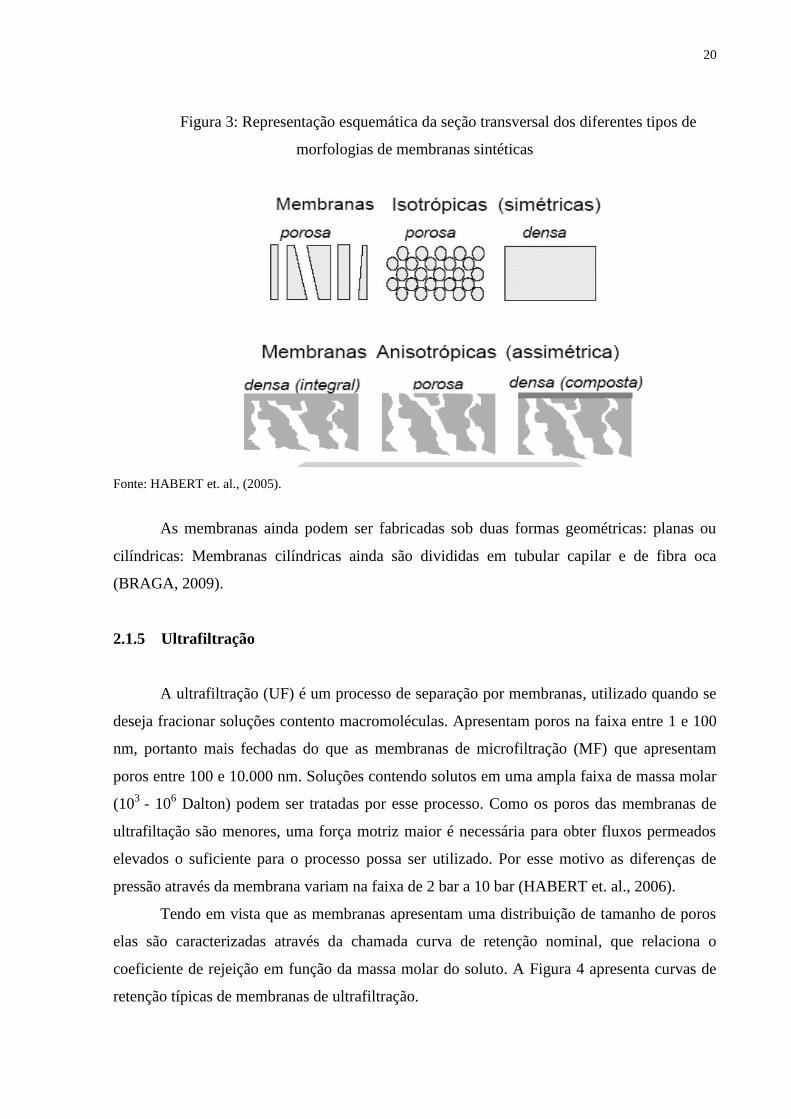
Em relação à morfologia, as membranas podem ser isotrópicas (simétricas) ou
anisotrópicas (assimétricas). Membranas isotrópicas possuem estrutura unicamente densa ou
porosa com poros de diâmetros regulares ao longo da espessura da membrana. As membranas
anisotrópicas ainda podem ser classificadas em integrais, quando essas duas regiões são
compostas pelo mesmo material, ou compostas quando um material diferente da matriz
polimérica é usado para a formação da pela (PEISINO, 2009). A Figura 3 mostra a morfologia
da seção transversal dos diferentes tipos de membranas.
20
Figura 3: Representação esquemática da seção transversal dos diferentes tipos de
morfologias de membranas sintéticas
Fonte: HABERT et. al., (2005).
As membranas ainda podem ser fabricadas sob duas formas geométricas: planas ou
cilíndricas: Membranas cilíndricas ainda são divididas em tubular capilar e de fibra oca
(BRAGA, 2009).
2.1.5 Ultrafiltração
A ultrafiltração (UF) é um processo de separação por membranas, utilizado quando se
deseja fracionar soluções contento macromoléculas. Apresentam poros na faixa entre 1 e 100
nm, portanto mais fechadas do que as membranas de microfiltração (MF) que apresentam
poros entre 100 e 10.000 nm. Soluções contendo solutos em uma ampla faixa de massa molar
(103
- 106 Dalton) podem ser tratadas por esse processo. Como os poros das membranas de
ultrafiltação são menores, uma força motriz maior é necessária para obter fluxos permeados
elevados o suficiente para o processo possa ser utilizado. Por esse motivo as diferenças de
pressão através da membrana variam na faixa de 2 bar a 10 bar (HABERT et. al., 2006).
Tendo em vista que as membranas apresentam uma distribuição de tamanho de poros
elas são caracterizadas através da chamada curva de retenção nominal, que relaciona o
coeficiente de rejeição em função da massa molar do soluto. A Figura 4 apresenta curvas de
retenção típicas de membranas de ultrafiltração.
21
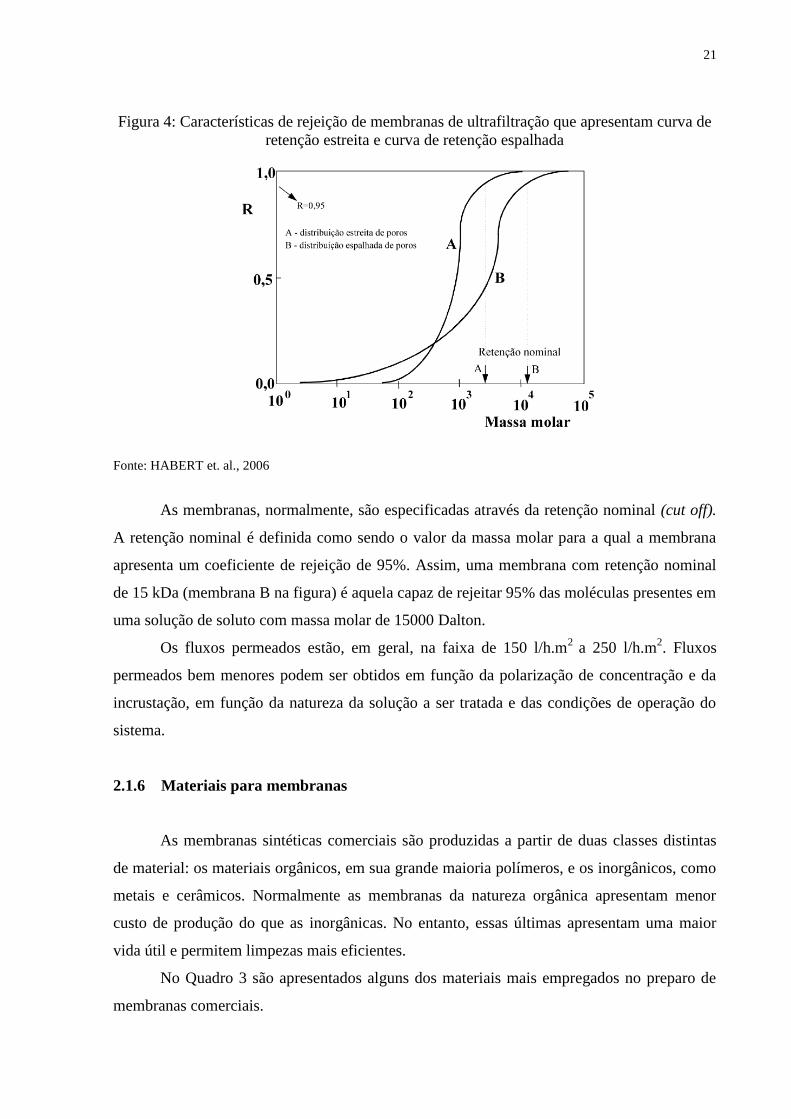
Figura 4: Características de rejeição de membranas de ultrafiltração que apresentam curva de
retenção estreita e curva de retenção espalhada
Fonte: HABERT et. al., 2006
As membranas, normalmente, são especificadas através da retenção nominal (cut off).
A retenção nominal é definida como sendo o valor da massa molar para a qual a membrana
apresenta um coeficiente de rejeição de 95%. Assim, uma membrana com retenção nominal
de 15 kDa (membrana B na figura) é aquela capaz de rejeitar 95% das moléculas presentes em
uma solução de soluto com massa molar de 15000 Dalton.
Os fluxos permeados estão, em geral, na faixa de 150 l/h.m2
a 250 l/h.m2. Fluxos
permeados bem menores podem ser obtidos em função da polarização de concentração e da
incrustação, em função da natureza da solução a ser tratada e das condições de operação do
sistema.
2.1.6 Materiais para membranas
As membranas sintéticas comerciais são produzidas a partir de duas classes distintas
de material: os materiais orgânicos, em sua grande maioria polímeros, e os inorgânicos, como
metais e cerâmicos. Normalmente as membranas da natureza orgânica apresentam menor
custo de produção do que as inorgânicas. No entanto, essas últimas apresentam uma maior
vida útil e permitem limpezas mais eficientes.
No Quadro 3 são apresentados alguns dos materiais mais empregados no preparo de
membranas comerciais.
22
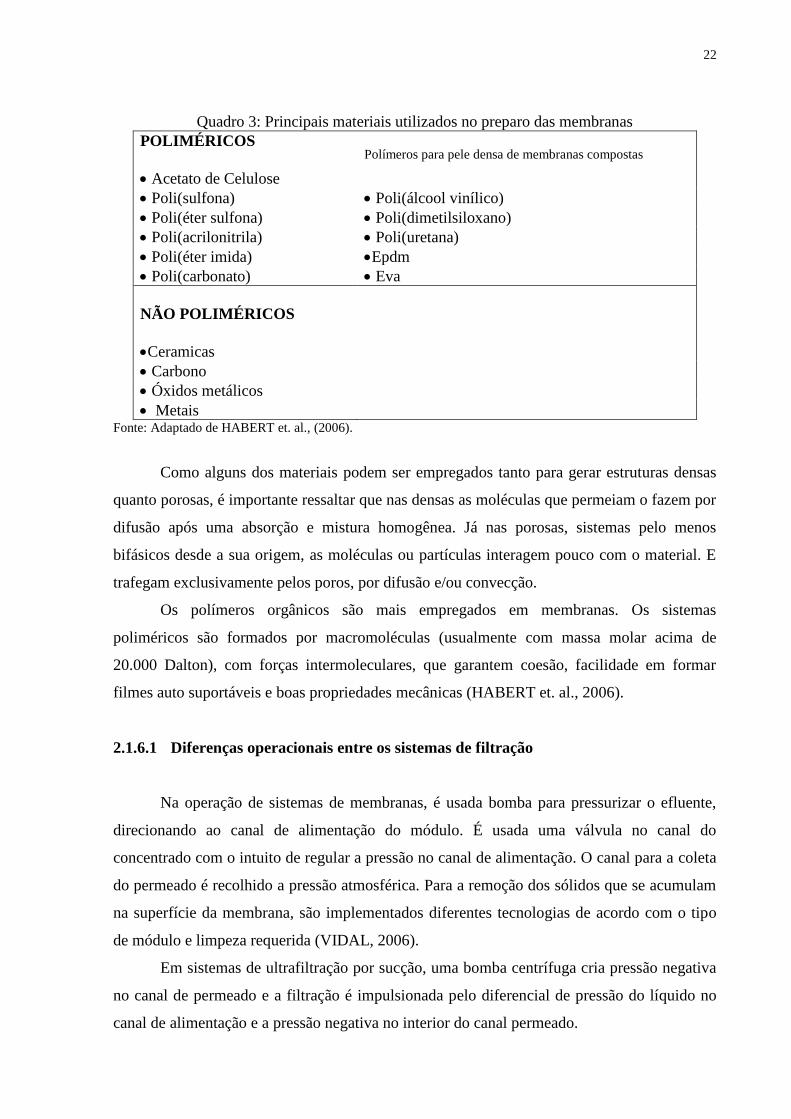
Quadro 3: Principais materiais utilizados no preparo das membranas
POLIMÉRICOS
Polímeros para pele densa de membranas compostas
Acetato de Celulose
Poli(sulfona) Poli(álcool vinílico)
Poli(éter sulfona) Poli(dimetilsiloxano)
Poli(acrilonitrila) Poli(uretana)
Poli(éter imida) Epdm
Poli(carbonato) Eva
NÃO POLIMÉRICOS
Ceramicas
Carbono
Óxidos metálicos
Metais Fonte: Adaptado de HABERT et. al., (2006).
Como alguns dos materiais podem ser empregados tanto para gerar estruturas densas
quanto porosas, é importante ressaltar que nas densas as moléculas que permeiam o fazem por
difusão após uma absorção e mistura homogênea. Já nas porosas, sistemas pelo menos
bifásicos desde a sua origem, as moléculas ou partículas interagem pouco com o material. E
trafegam exclusivamente pelos poros, por difusão e/ou convecção.
Os polímeros orgânicos são mais empregados em membranas. Os sistemas
poliméricos são formados por macromoléculas (usualmente com massa molar acima de
20.000 Dalton), com forças intermoleculares, que garantem coesão, facilidade em formar
filmes auto suportáveis e boas propriedades mecânicas (HABERT et. al., 2006).
2.1.6.1 Diferenças operacionais entre os sistemas de filtração
Na operação de sistemas de membranas, é usada bomba para pressurizar o efluente,
direcionando ao canal de alimentação do módulo. É usada uma válvula no canal do
concentrado com o intuito de regular a pressão no canal de alimentação. O canal para a coleta
do permeado é recolhido a pressão atmosférica. Para a remoção dos sólidos que se acumulam
na superfície da membrana, são implementados diferentes tecnologias de acordo com o tipo
de módulo e limpeza requerida (VIDAL, 2006).
Em sistemas de ultrafiltração por sucção, uma bomba centrífuga cria pressão negativa
no canal de permeado e a filtração é impulsionada pelo diferencial de pressão do líquido no
canal de alimentação e a pressão negativa no interior do canal permeado.
23
O efluente pode ser bombeado através do módulo em direção paralela (filtração
tangencial) ou perpendicular (filtração frontal) a superfície da membrana. Quando o sistema
de filtração é operado em escoamento tangencial, a formatação do fouling é limitada, ou
quase completamente suprimida devido ao efeito de arraste gerado pela velocidade tangencial.
Isto confere vantagem e comparação a sistema de filtração convencional (filtração frontal),
cuja colmatação ocorre em curto período de tempo.
De acordo com Metcalf e Eddy (2003) os sistemas de membranas filtrantes podem ser
operados de três formas distintas, de acordo com o fluxo de permeado e pressão da
transmembrana aplicada. Os sistemas podem ser operados a fluxo constante e pressão variável
(aumento durante o período de operação). No segundo modo, a pressão é mantida constante,
sendo permitida a variação do fluxo (diminuição ao longo do período de operação). A última
alternativa é permitir a variação tanto no fluxo, como da pressão.
Em geral, o fluxo do permeado se eleva com o aumento da velocidade tangencial e da
frequência de retrolavagem, devido ao efeito de controle da formação do depósito (fouling) na
superfície da membrana. Maiores pressões de operação costumam aumentar a vazão
produzida do permeado, no entanto, é sempre importante a investigação dessa variável
operacional para o tipo de efluente que deseja tratar, pois o aumento de pressão pode
ocasionar a compactação do fouling levando a diminuição da permeabilidade da membrana.
2.1.7 Seletividade do sistema de filtração
A seletividade pode ser expressa pela retenção (R) ou pelo fator de separação (a).
Geralmente, a seletividade é representada pela retenção para misturas líquidas aquosas em que
o soluto é retido parcialmente ou completamente pela membrana. O fator de separação é
usualmente utilizado para misturas gasosas e de líquidos orgânicos, onde o soluto passa
preferencialmente pela membrana (BARBOSA, 2009). A retenção é dada pela Equação 1.
(1)
Na equação 1, Ca é a concentração de soluto na alimentação e Cp é a concentração de
soluto no permeado.

24
2.1.8 Mecanismos de rejeição de solutos por membranas
De acordo com Schneider e Tsutiya (2001) a remoção de solutos por membranas é
influenciada por diversos fatores, dentre eles:
a) Dimensão e morfologia dos solutos
b) Tamanho dos poros da membrana
c) Carga elétrica da membrana e do soluto
d) Rugosidade e propriedades químicas da superfície da membrana;
e) Propriedades químicas da água de alimentação;
f) Fatores hidrodinâmicos (tensão de arraste e forças de cisalhamento na superfície da
membrana);
g) Grau da compactação do filtro (fouling).
A retenção física de material particulado é o principal mecanismo de rejeição em
membranas de ultrafiltração. Tal fato é explicado pela deposição de materiais na superfície e
no interior das membranas, ou mesmo devido ao efeito de compactação ou degradação
química de constituintes químicos que compõem a estrutura da membrana.
O mais comum é a diminuição do tamanho dos poros causada pela deposição de
partículas em sua superfície ou em suas paredes laterais, diminuindo o seu tamanho efetivo,
de modo a contribuir em geral pra maior rejeição de componentes da água de alimentação.
2.1.9 Colmatação das membranas
O termo colmatação é utilizado para descrever o potencial de deposição de
constituintes nas membranas provenientes dos efluentes. A colmatação interfere em diversos
aspectos relativos ao desempenho do sistema, como: permeabilidade da membrana (taxa de
aplicação), vida útil das membranas, necessidade de pré-tratamento, métodos de limpeza,
dentre outros.
As partículas se depositam nas membranas segundo três mecanismos principais:
a) Estreitamento dos poros;
b) Obstrução dos poros;
c) Formatação do depósito (fouling)
25
No mecanismo de estreitamento de poros, os sólidos se acumulam na parede interna
dos poros (adsorção). Quando as partículas se alojam ao longo de toda área do poro, o
mecanismo é denominado de obstrução. Já a formatação do depósito é caracterizada pelo
acumulo de sólidos na superfície da membrana. Esse último mecanismo ocorre quando as
partículas do efluente apresentam tamanho superior aos poros da membrana (VIDAL, 2006).
2.1.10 Polarização de concentração, colmatação e incrustação da membrana
Um fator chave na determinação do desempenho das membranas de ultrafiltração é a
polarização de concentração, o que provoca incrustações de membrana, devido à deposição de
material coloidal na superfície da membrana.
Quando as membranas são utilizadas para separar macromoléculas ou soluções
coloidais, o fluxo cai dentro de segundos, tipicamente a 0,1 cm3/cm
2.min. Esta queda imediata
no fluxo é causada pela formação de uma camada de gel de solutos retidos sobre a superfície
da membrana, devido a polarização de concentração (BAKER, 2004).
Esta camada de gel forma uma barreira secundária para o fluxo através da membrana,
esta primeira queda no fluxo é determinada pela composição da solução de alimentação e seus
fluidos hidrodinâmicos. A maior parte desta segunda diminuição no fluxo é causada pela lenta
consolidação da camada secundária formado por polarização de concentração na superfície da
membrana.
Outro fator importante é a colmatação, o termo indica particularmente, a obstrução
progressiva dos poros da membrana como resultado da penetração de solutos presentes em
soluções macromoleculares ou em suspensão coloidal.
As técnicas de controle incluem a limpeza da membrana, retrolavagem, ou utilização
de membranas com características superficiais que minimizem a aderência.
O efeito da camada de gel sobre o fluxo através de uma membrana de ultrafiltração com
pressões de alimentação diferentes sugerem.
A uma pressão muito baixa, o fluxo é baixo, de modo que o efeito de polarização da
concentração é pequeno, e uma camada de gel não se forma sobre a superfície da membrana.
À medida que a pressão aplicada é aumentada a pressão, o maior fluxo faz com que a
polarização de concentração aumente, e a concentração do material de superfície da
membrana também aumente. Se a pressão for aumentada ainda mais, a polarização de
26
concentração se torna suficiente para os solutos retidos na superfície da membrana formem
uma camada de barreira secundária (BAKER, 2004).
2.1.11 Limpeza da membrana
Vários métodos de limpeza são utilizados para remover a camada de gel compactada
de material retido a partir da superfície da membrana. A maneira mais fácil é fazer circular
uma solução de limpeza adequada através dos módulos de membrana por 1 ou 2 horas. A
limpeza regular é necessária para manter o desempenho de todas as membranas de
ultrafiltração, podendo variar de 1 dia ou uma vez a cada 30 dias.
Além de uma limpeza regular, com as soluções químicas, a limpeza mecânica da
membrana pode ser usado, particularmente se a limpeza química não restaurar o fluxo de
membrana.
Por causa do ambiente difícil em que as membranas de ultrafiltração são operadas e os
ciclos de limpeza periódica, o tempo de vida da membrana é significativamente mais curta,
em torno de 2 a 3 anos (BAKER, 2004).
2.1.12 Processos de separação por membranas aplicados no reúso de efluentes
Arévalo (2012) analisou a eficiência de sistemas de PSM no reúso de efluentes, e
constatou que o permeado obtido foi adequado para ser reutilizado sem restrições (de acordo
com normas espanholas e da OMS), independentemente dos tipos de membranas utilizadas.
No entanto, o efluente a partir do processo de ultrafiltração é mais seguro, tendo em conta a
sua qualidade físico-química e microbiológica.
Um dos principais problemas relacionados com a reutilização do permeado a partir
dos sistemas de ultrafiltração é a sua estética (cor aparente), devido a cor amarelo-castanho
desta água, poder levar à rejeição por parte dos consumidores que reutilizarão a água.
Beal e Monteggia (2003) apud Barbosa (2009) descrevem em escala piloto, o
tratamento anaeróbio de efluente de curtume de acabamento auxiliado com membranas de
ultrafiltração. As eficiências médias relativas de a remoção de DQO variaram de 68% a 82%.
Verificou-se que o processo de tratamento apresentou uma eficiência acima do esperado para
diversos parâmetros, possibilitando a utilização do efluente tratado em alguns banhos no
processo de curtimento e outras finalidades como limpeza de pisos e pátios.

27
O primeiro passo para a definição de um processo terciário de tratamento de efluente
visando ao reúso, é conhecer as características qualitativas almejadas pelo usuário para o fim
específico. Uma vez estabelecidos esses padrões, e conhecendo-se as características
qualitativas do efluente tratado da Estação de Tratamento de Efluentes (ETE), é possível
definir o processo de tratamento mais adequado (BARBOSA, 2009).
2.1.13 Vantagens e desvantagens dos processos de separação por membranas
Os PSM atingiram o status de processos comerciais devido a uma série de vantagens
inerentes a esta tecnologia. Algumas dessas vantagens, segundo Habert et. al.; (2006) são
comentadas a seguir:
a) Economia de Energia - Os PSM, em sua grande maioria, promovem a
separação sem que ocorra mudança de fase. Neste sentido são processos
energeticamente favoráveis. Esta é uma das razões pela qual seu
desenvolvimento coincide com a crise energética dos anos 70, devido ao
grande aumento do preço do petróleo.
b) Seletividade - A seletividade é outra característica importante dos PSM. Em
algumas aplicações estes processos se apresentam como a única alternativa
técnica de separação.
c) Separação de Compostos Termolábeis - Como via de regra, os PSM são
operados à temperatura ambiente, podendo ser aplicados no fracionamento de
misturas envolvendo substâncias termossensíveis. Por este motivo eles tem
sido amplamente empregados na indústria farmacêutica e de alimentos e, mais
recentemente, como uma alternativa na purificação de produtos ou recuperação
de células em biotecnologia.
d) Simplicidade de Operação e Escalonamento - Ao contrário da maioria dos
processos de separação, os PSM apresentam, ainda, a vantagem de serem
extremamente simples do ponto de vista operacional e em termos de
escalonamento ("scale up"). Os sistemas são modulares e os dados para o
dimensionamento de uma planta podem ser obtidos a partir de equipamentos
28
pilotos operando com módulos de membrana de mesma dimensão daqueles
utilizados industrialmente. Além disso, a operação dos equipamentos com
membranas é simples e não intensiva em mão de obra.
Além das inerentes vantagens destes processos, o aumento da rigidez imposta pelas
regulamentações ambientais nas últimas décadas também contribuiu decisivamente para o
crescente emprego da tecnologia de separação por membranas.
As desvantagens dos PSM segundo Viana (2004) apud Barbosa (2009):
a) Custo elevado: É uma tecnologia com custo elevado. Porém, os custos
associados à aplicação desta tecnologia vêm sendo consideravelmente
reduzidos, uma vez que as membranas estão sendo produzidas em maior
escala, mais empresas estão entrando no mercado e, se bem operadas, as
membranas vêm apresentando maior vida útil e fluxo permeado mais estável e
elevado.
b) A necessidade de troca periódica dos módulos. Porém, com as pesquisas na
área de desenvolvimento de membranas, a frequência de substituição dos
módulos vem diminuindo.
2.1.14 O reúso da água
O reúso de efluentes tratados, para fins não potáveis tem sido cada vez mais aceito. A
viabilidade desta alternativa tem sido comprovada. Enquanto o tratamento de efluente
convencional tem como objetivo natural atender aos padrões de lançamento a motivação para
o reuso é a redução de custos e muitas vezes a asseguração do abastecimento de água.
( 005 ,
causados pelo lançamento de esgotos sem tratamento no
poluentes a níveis aceitáveis, tornando a água apropriada para usos específicos através de
operações e processos de tratamento.
A primeira etapa a ser definida é a especificação da qualidade da água requerida. Deve
ser compatibilizada a vazão a ser reutilizada com a vazão do efluente tratado. Para implantar
29
um sistema de reúso, deve-se complementar o sistema de tratamento de efluentes existente. A
complementação do tratamento tem como objetivo garantir a qualidade do efluente tratado
com a do uso a que estiver destinado.
2.1.15 Padrões para reúso de água
Segundo Hespanhol (2003), os sistemas de reúso, quando são planejados,
implementados e operados adequadamente, trazem uma série de melhorias ambientais e das
condições de saúde. Pode-se citar:
a) Minimização da descarga de efluentes nos corpos hídricos;
b) P ,
grandes índices de utilização de aquíferos;
c) P , ,
erosão.
Cabe ainda ressaltar que a implementação de práticas de reúso de forma negligente
traz inúmeros riscos a saúde e ao meio ambiente, o que pode colocar também em risco a
credibilidade e a viabilidade de sua implantação.
Os riscos associados às práticas de reúso têm relação com os contaminantes presentes
na água recuperada, uma vez que o efluente sanitário possui produtos químicos tóxicos e
microrganismos patogênicos em níveis muito acima dos suportados pelo homem
(FERNANDES, 2012).
Os padrões ambientais ou os padrões microbiológicos para o lançamento de efluentes
’ B , à , inidos pela
Resolução CONAMA 430/2011.
No Rio Grande do Sul, a FEPAM autoriza o lançamento de efluentes de acordo com a
Resolução CONSEMA 128/2006, que estabelece os critérios e padrões de emissão de
efluentes líquidos a serem observados por todas as fontes poluidoras, existentes ou a serem
, ’
N x NBR 13 969/97 BNT, “T
- Unidades de tratamento complementar e disposição final dos efluentes líqui - P ,
”, ,
30
e racional para minimizar o custo de implantação e de operação. Para tanto, devem ser
definidos:
a) Os usos previstos para esgoto tratado;
b) Volume de esgoto a ser reutilizado;
c) Grau de tratamento necessário;
d)
e) Manual de operação e treinamento dos responsáveis.
Os usos previstos para o esgoto tratado são os de lavagens de pisos, calçadas, irrigação
de jardins e pomares, manutenção das águas nos canais e lagos dos jardins, nas descargas das
bacias sanitárias, entre outros.
O volume de esgoto a ser reutilizado, deve ser quantificado de acordo com os usos
definidos para todas as áreas. Para tanto, devem ser estimados os volumes para cada tipo de
reúso, considerando as condições locais tais como: clima, frequência de lavagem e de
irrigação, volume de água para descarga das bacias sanitárias, sazonalidade de reúso
(FERNADES, 2012).
Nos casos simples de reúso menos exigentes (por exemplo, descarga de bacias
sanitárias) pode-se prever o uso da água de enxague das máquinas de lavar, apenas
desinfetando, reservando aquelas águas e recirculando para as bacias sanitárias, em vez de
envia-las para o sistema de esgoto para posterior tratamento. Em termos gerais, podem ser
definidos as seguintes classificações e respectivos valores de parâmetros para esgotos,
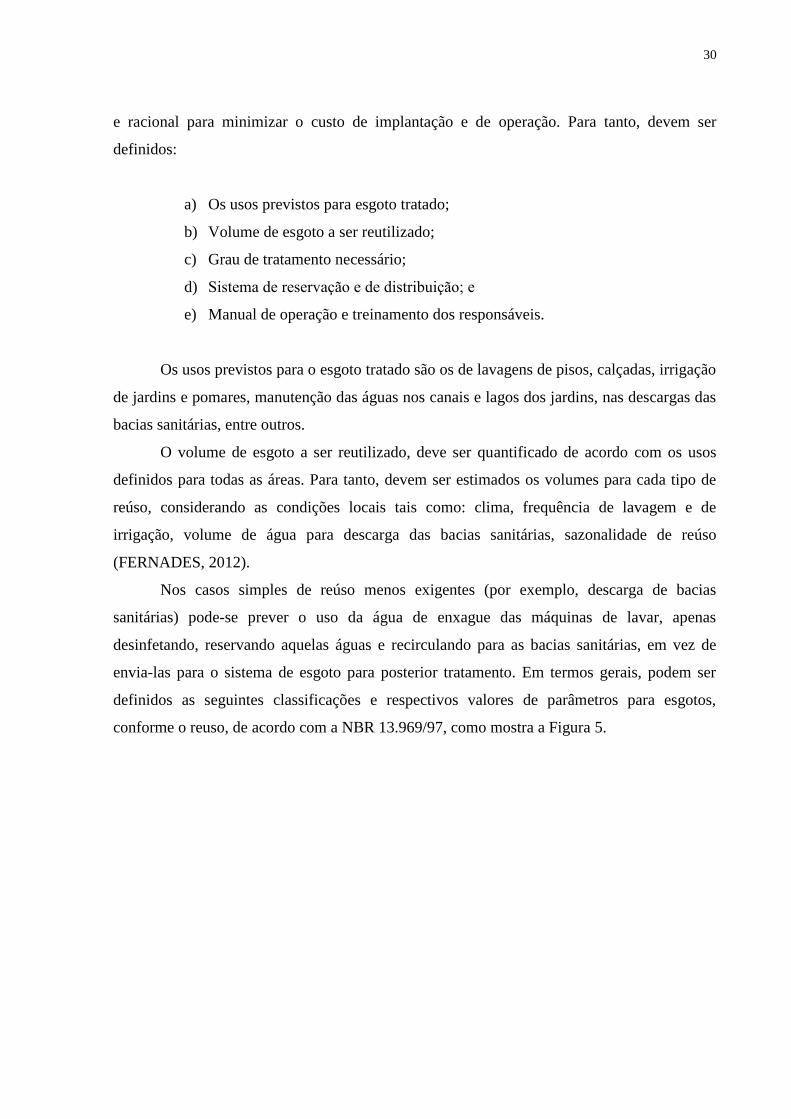
conforme o reuso, de acordo com a NBR 13.969/97, como mostra a Figura 5.
31
Figura 5: Classificação e parâmetros do efluente conforme o tipo de reúso
Fonte: ABNT – NBR 13.969/97.
NBR 13 969/97
reú
, uição para reuso deve
ser identificado de modo claro e inconfundível para não ocorrer uso errôneo ou mistura com o
sistema de água potável ou outros fins.
2.2 Material e métodos
2.2.1 Caracterização da empresa
A microcervejaria em estudo produz em média 40 m³/mês de cerveja, gerando em
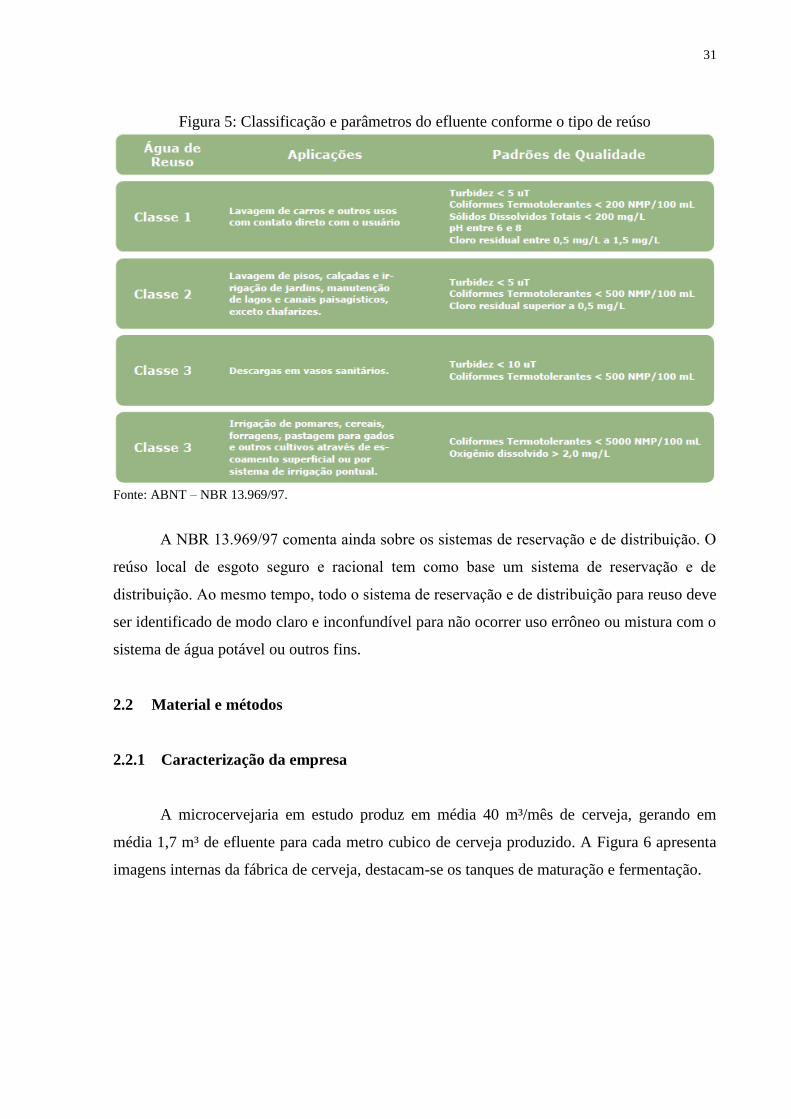
média 1,7 m³ de efluente para cada metro cubico de cerveja produzido. A Figura 6 apresenta
imagens internas da fábrica de cerveja, destacam-se os tanques de maturação e fermentação.
32
Figura 6: Imagens internas da cervejaria em estudo
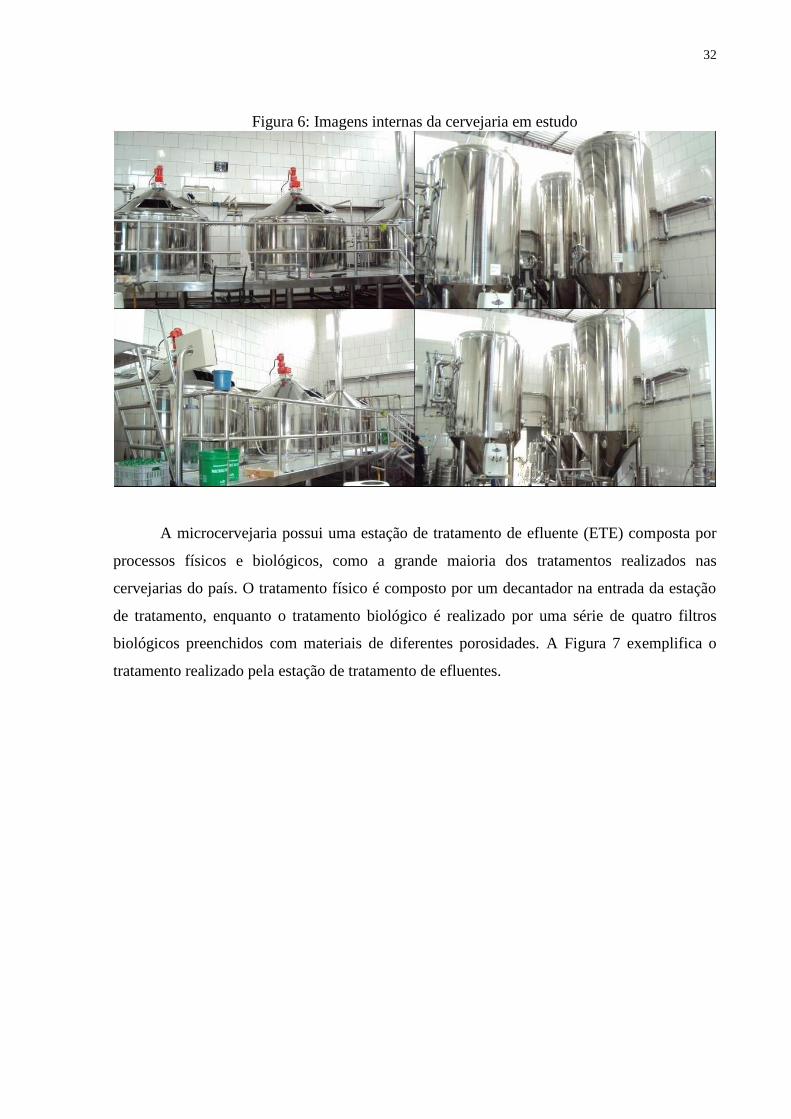
A microcervejaria possui uma estação de tratamento de efluente (ETE) composta por
processos físicos e biológicos, como a grande maioria dos tratamentos realizados nas
cervejarias do país. O tratamento físico é composto por um decantador na entrada da estação
de tratamento, enquanto o tratamento biológico é realizado por uma série de quatro filtros
biológicos preenchidos com materiais de diferentes porosidades. A Figura 7 exemplifica o
tratamento realizado pela estação de tratamento de efluentes.
33
2.3 Métodos e técnicas
2.3.1 Coleta e preparo das amostras
Para os ensaios de ultrafiltração o efluente é coletado na saída da estação de tratamento
de efluentes de uma microcervejaria, localizada no estado do Rio Grande do Sul, a coleta
seguiu as instruções da NBR 9898/87, da ABNT. A coleta da amostra se deu na forma
composta, realizada em um intervalo de 11 horas durante o processo produtivo da fábrica.
Foram coletados 1 litro de amostra para cada intervalo de uma hora, totalizando uma amostra
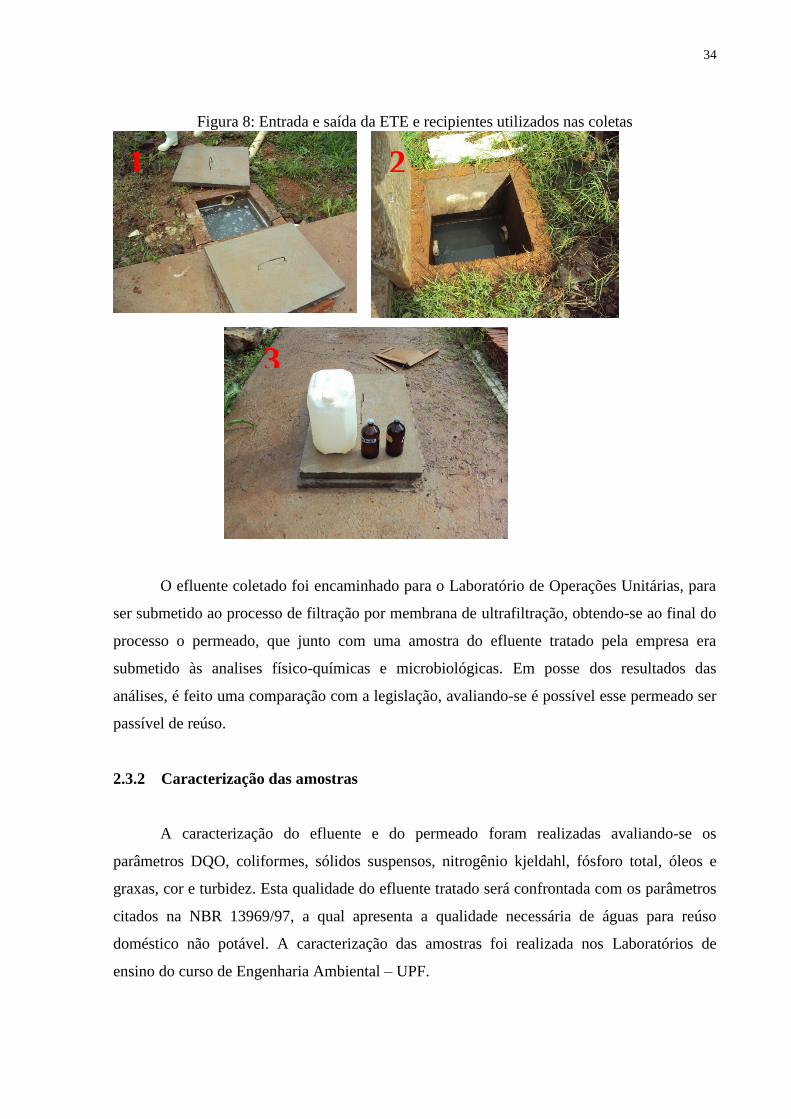
de 11 litros de efluente tratado. A Figura 8 apresenta (1) a entrada do efluente na estação de
tratamento de efluentes, (2) a saída da estação de tratamento de efluentes e (3) os recipientes
utilizados para a coleta.
Entrada Decantador
Filtro Biológico
Brita #4
Filtro Biológico
Brita #2
Filtro Biológico
Brita #1
Filtro de Areia Saída
Corpo Hídrico
Receptor
Figura 7: Etapas do tratamento realizado pela ETE
34
Figura 8: Entrada e saída da ETE e recipientes utilizados nas coletas
O efluente coletado foi encaminhado para o Laboratório de Operações Unitárias, para
ser submetido ao processo de filtração por membrana de ultrafiltração, obtendo-se ao final do
processo o permeado, que junto com uma amostra do efluente tratado pela empresa era
submetido às analises físico-químicas e microbiológicas. Em posse dos resultados das
análises, é feito uma comparação com a legislação, avaliando-se é possível esse permeado ser
passível de reúso.
2.3.2 Caracterização das amostras
A caracterização do efluente e do permeado foram realizadas avaliando-se os
parâmetros DQO, coliformes, sólidos suspensos, nitrogênio kjeldahl, fósforo total, óleos e
graxas, cor e turbidez. Esta qualidade do efluente tratado será confrontada com os parâmetros
citados na NBR 13969/97, a qual apresenta a qualidade necessária de águas para reúso
doméstico não potável. A caracterização das amostras foi realizada nos Laboratórios de
ensino do curso de Engenharia Ambiental – UPF.
1 2
1
3

35
2.3.2.1 DQO
A DQO foi quantificada pelo método micrométrico segundo American Public Health
Association (APHA, 2005), através do método colorimétrico.
2.3.2.2 Coliformes
Os coliformes totais e coliformes termotolerantes foram quantificados seguindo a
metodologia da American Public Health Association (APHA, 2005) pelo método dos tubos
múltiplos.
2.3.2.3 Sólidos Suspensos Totais
A quantificação de sólidos suspensos foi realizada pelo método gravimétrico descrito
por APHA (2005), filtrando-se a amostra através de papel filtro de fibra de vidro.
2.3.2.4 Nitrogênio Kjeldahl
Foi quantificado através da digestão ácida da amostra, destilação e titulação, de acordo
com APHA (2005).
2.3.2.5 Fósforo Total
A amostra foi acidificada pela adição de ácido nítrico e ácido sulfúrico e digerida para
a conversão do fósforo para a forma de fosfato.
2.3.2.6 Óleos e Graxas
A concentração de óleos e graxas foi realizada pela acidificação da amostra, extraindo-
se as gorduras pela adição de éter de petróleo e determinação gravimétrica, segundo
procedimento descrito em APHA (2005).
36
2.3.2.7 Cor
Descrita conforme APHA (2005), através dos padrões de cor Hazen.
2.3.2.8 Turbidez
A turbidez foi quantificada pelo método Espectrofotométrico, segundo a American
Public Health Association (APHA, 2005).
2.3.2.9 Condutividade elétrica
Descrita conforme APHA (2005), através do método 2510B.
2.3.3 Processo de ultrafiltração
O efluente coletado foi submetido ao processo de ultrafiltração durante uma hora, em
um equipamento piloto de filtração submersa utilizando-se membranas de fibra oca. Para o
ensaio de ultrafiltração foram utilizados cerca de 10 litros de efluente.
Inicialmente a membrana de ultrafiltração foi colocada no tanque de efluente, o qual
foi preenchido até que a membrana estivesse totalmente submersa. Em seguida, o vácuo foi
ajustado para 0,2 bar com o auxílio de uma bomba de vácuo e uma válvula de agulha. Com o
vácuo ajustado, haverá sucção na parte interna das membranas, promovendo a passagem do
permeado para o tanque de vácuo e retendo material particulado e coloidal no tanque de
efluente.
Foi estimado um intervalo de uma hora para que o processo de ultrafiltração ocorresse,
após os 30 (trinta) minutos iniciais foi realizada a retrolavagem. Desligou-se a bomba de
vácuo, e com a abertura das válvulas esfera na linha de retrolavagem, a bomba centrífuga foi
acionada, invertendo o fluxo e retornando parte do permeado em contracorrente, fazendo a
remoção do material suspenso que porventura tenha colmatado à membrana. Ao final do
experimento, coletou-se o permeado para realização das análises físico-química e
microbiológica, assim como o efluente de entrada e saída da estação de tratamento de
efluentes.
37
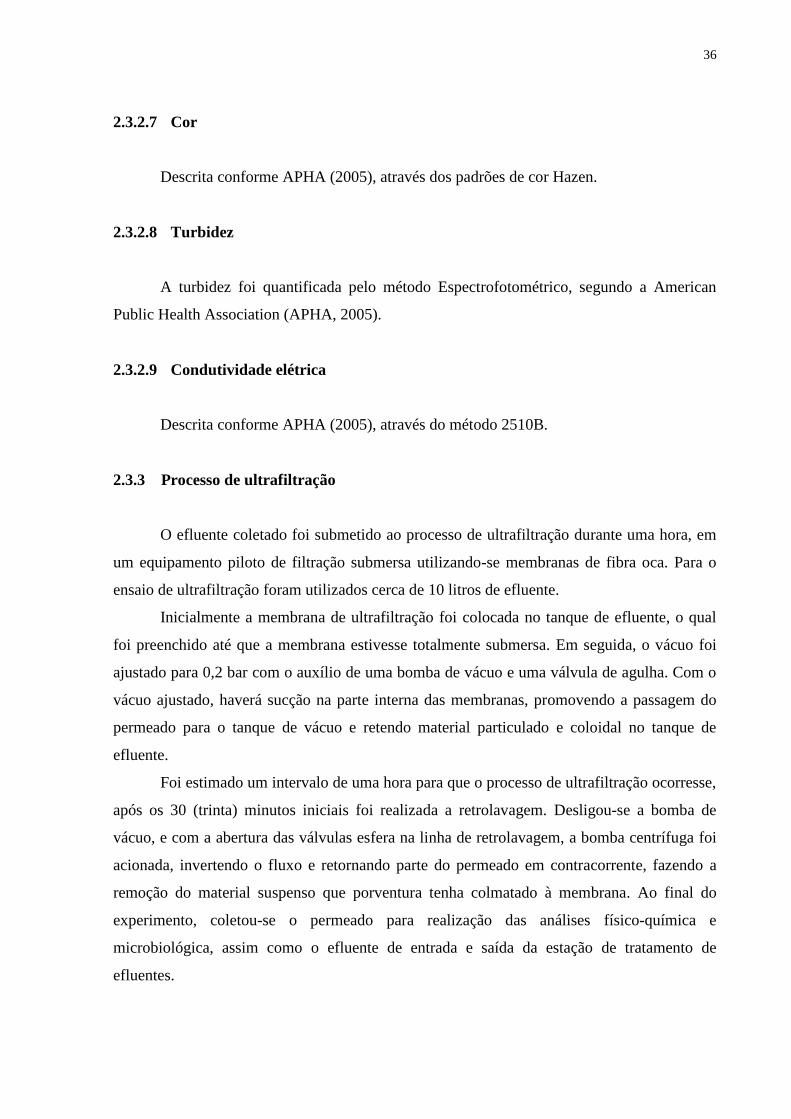
A Figura 9 mostra um diagrama esquemático do funcionamento do equipamento, a
Figura 10 apresenta o equipamento de filtração submersa e enquanto a Figura 11 demonstra o
painel de operação.
Figura 9: Diagrama esquemático do sistema piloto de filtração
bomba
de vácuo
válvula
agulha
vacuômetro
bomba
centrífuga
Tanque
de
vácuo
válvula esfera
rotâmetro
Alimentação
linha de retrolavagem
linha de
permeado
Tanque para
efluente
Membrana
submersa
linha de vácuo

38
Figura 10: Equipamento de filtração por membranas submersas
Figura 11: Painel de controle do equipamento de filtração submersa
O painel de controle é composto por um sistema onde direcionando-se a esquerda
ocorre o processo de filtração e a direita a retrolavagem, seguido de um controlador de vazão.
39
2.3.4 Caracterização da membrana
A membrana foi adquirida juntamente com o equipamento de bancada de ultrafiltração
submersa, através da empresa PAM – Membranas Seletivas Ltda.
A membrana é constituída na configuração de fibra oca para trabalhar submersa. O
Quadro 4 apresenta informações das membranas utilizadas.
Quadro 4: Principais características das membranas utilizadas
Membrana Configuração Poros Área de Filtração
(m²)
UF Polietersulfona Fibra Oca –
outside/inside
50 kDa de cut-
off 0,12
Fonte: PAM – Membranas Seletivas Ltda
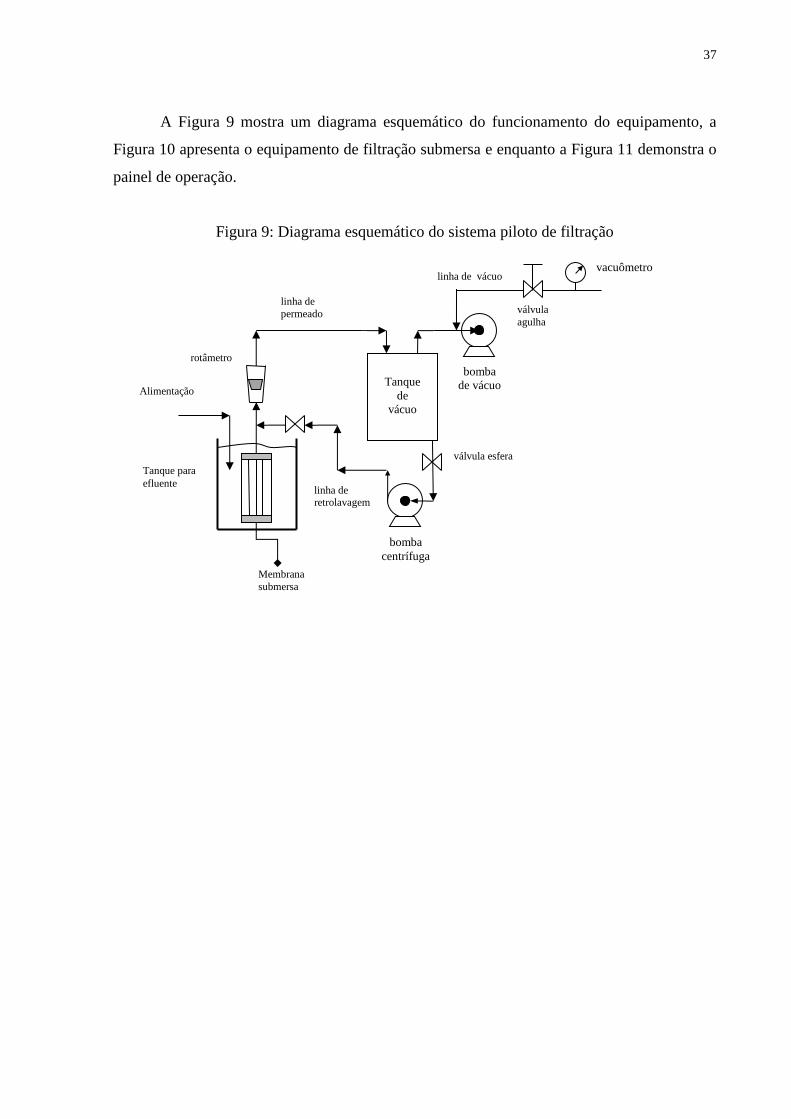
A Figura 12 apresenta uma visão detalhada do fio de uma membrana, enquanto a
Figura 13 ilustra uma membrana em operação com a deposição de contaminantes na parte
externa da membrana.
Figura 12: Visão detalhada de um fio da membrana
Fonte: PAM – Membranas Seletivas Ltda
40
Figura 13: Deposição de contaminantes na parede externa da membrana em operação
Fonte: PAM – Membranas Seletivas Ltda
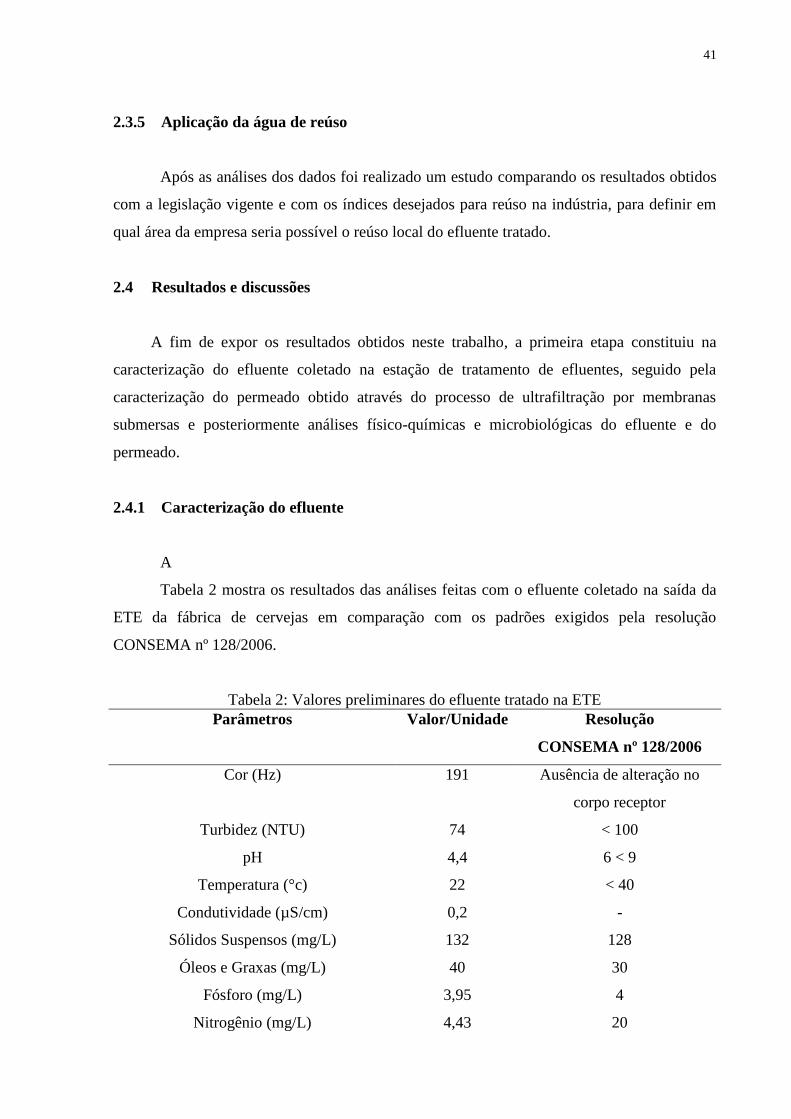
O Quadro 5 mostra as características das membranas fornecidas pela fabricante PAM
– Membranas Seletivas Ltda.
Quadro 5: Características da membrana para UF de acordo com o fabricante
Processo Ultrafiltração
Configuração Submersa
Comprimento total (m) 0,25
Diâmetro externo do módulo (m) 0,075
Empacotamento (m²/m³) 919
Área de filtração (m²) 0,22
Decaimento de pressão (0,5 bar à 5 min.) 0,5
Permeabilidade hidráulica (l/hm²bar) 67
Rejeição 99,99
pH 2 – 13
Temperatura ≤ 55°
Fonte: PAM – Membranas Seletivas Ltda
41
2.3.5 Aplicação da água de reúso
Após as análises dos dados foi realizado um estudo comparando os resultados obtidos
com a legislação vigente e com os índices desejados para reúso na indústria, para definir em
qual área da empresa seria possível o reúso local do efluente tratado.
2.4 Resultados e discussões
A fim de expor os resultados obtidos neste trabalho, a primeira etapa constituiu na
caracterização do efluente coletado na estação de tratamento de efluentes, seguido pela
caracterização do permeado obtido através do processo de ultrafiltração por membranas
submersas e posteriormente análises físico-químicas e microbiológicas do efluente e do
permeado.
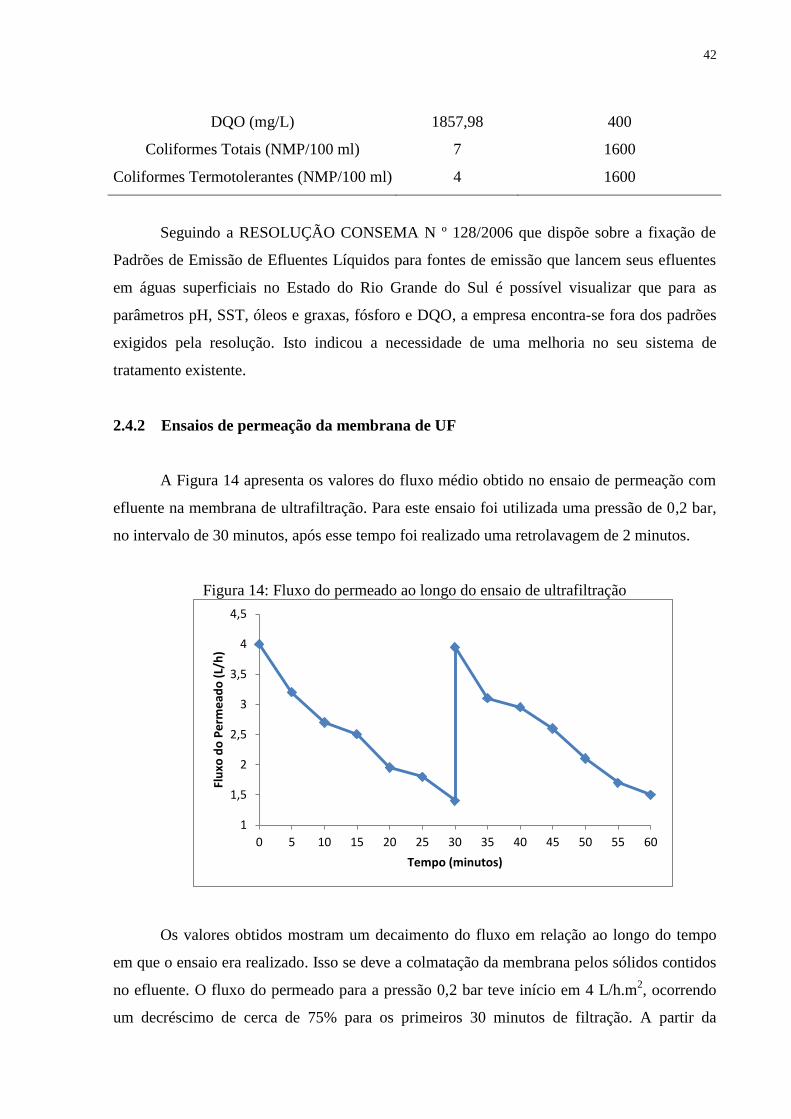
2.4.1 Caracterização do efluente
A
Tabela 2 mostra os resultados das análises feitas com o efluente coletado na saída da
ETE da fábrica de cervejas em comparação com os padrões exigidos pela resolução
CONSEMA nº 128/2006.
Tabela 2: Valores preliminares do efluente tratado na ETE
Parâmetros Valor/Unidade Resolução
CONSEMA nº 128/2006
Cor (Hz) 191 Ausência de alteração no
corpo receptor
Turbidez (NTU) 74 < 100
pH 4,4 6 < 9
Temperatura (°c) 22 < 40
Condutividade (µS/cm) 0,2 -
Sólidos Suspensos (mg/L) 132 128
Óleos e Graxas (mg/L) 40 30
Fósforo (mg/L) 3,95 4
Nitrogênio (mg/L) 4,43 20
42
DQO (mg/L) 1857,98 400
Coliformes Totais (NMP/100 ml) 7 1600
Coliformes Termotolerantes (NMP/100 ml) 4 1600
Seguindo a RESOLUÇÃO CONSEMA N º 128/2006 que dispõe sobre a fixação de
Padrões de Emissão de Efluentes Líquidos para fontes de emissão que lancem seus efluentes
em águas superficiais no Estado do Rio Grande do Sul é possível visualizar que para as
parâmetros pH, SST, óleos e graxas, fósforo e DQO, a empresa encontra-se fora dos padrões
exigidos pela resolução. Isto indicou a necessidade de uma melhoria no seu sistema de
tratamento existente.
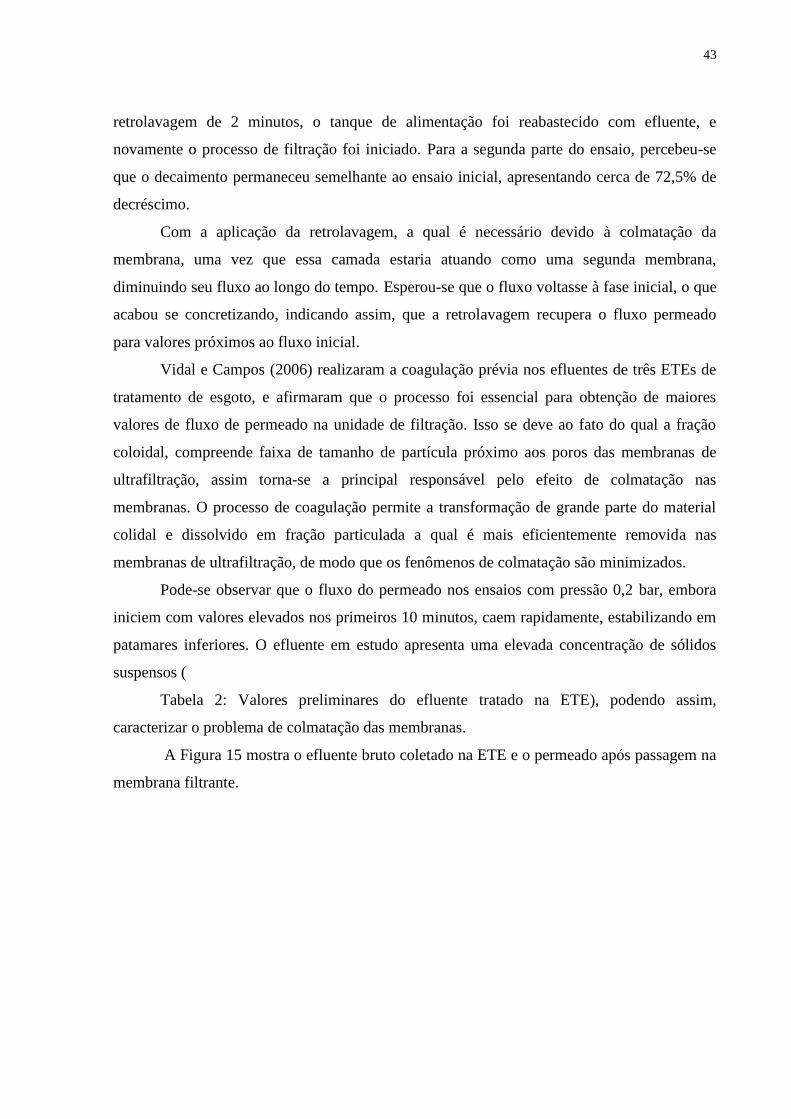
2.4.2 Ensaios de permeação da membrana de UF
A Figura 14 apresenta os valores do fluxo médio obtido no ensaio de permeação com
efluente na membrana de ultrafiltração. Para este ensaio foi utilizada uma pressão de 0,2 bar,
no intervalo de 30 minutos, após esse tempo foi realizado uma retrolavagem de 2 minutos.
Figura 14: Fluxo do permeado ao longo do ensaio de ultrafiltração
Os valores obtidos mostram um decaimento do fluxo em relação ao longo do tempo
em que o ensaio era realizado. Isso se deve a colmatação da membrana pelos sólidos contidos
no efluente. O fluxo do permeado para a pressão 0,2 bar teve início em 4 L/h.m2, ocorrendo
um decréscimo de cerca de 75% para os primeiros 30 minutos de filtração. A partir da
1
1,5
2
2,5
3
3,5
4
4,5
0 5 10 15 20 25 30 35 40 45 50 55 60
Flu
xo d
o P
erm
ead
o (
L/h
)
Tempo (minutos)
43
retrolavagem de 2 minutos, o tanque de alimentação foi reabastecido com efluente, e
novamente o processo de filtração foi iniciado. Para a segunda parte do ensaio, percebeu-se
que o decaimento permaneceu semelhante ao ensaio inicial, apresentando cerca de 72,5% de
decréscimo.
Com a aplicação da retrolavagem, a qual é necessário devido à colmatação da
membrana, uma vez que essa camada estaria atuando como uma segunda membrana,
diminuindo seu fluxo ao longo do tempo. Esperou-se que o fluxo voltasse à fase inicial, o que
acabou se concretizando, indicando assim, que a retrolavagem recupera o fluxo permeado
para valores próximos ao fluxo inicial.
Vidal e Campos (2006) realizaram a coagulação prévia nos efluentes de três ETEs de
tratamento de esgoto, e afirmaram que o processo foi essencial para obtenção de maiores
valores de fluxo de permeado na unidade de filtração. Isso se deve ao fato do qual a fração
coloidal, compreende faixa de tamanho de partícula próximo aos poros das membranas de
ultrafiltração, assim torna-se a principal responsável pelo efeito de colmatação nas
membranas. O processo de coagulação permite a transformação de grande parte do material
colidal e dissolvido em fração particulada a qual é mais eficientemente removida nas
membranas de ultrafiltração, de modo que os fenômenos de colmatação são minimizados.
Pode-se observar que o fluxo do permeado nos ensaios com pressão 0,2 bar, embora
iniciem com valores elevados nos primeiros 10 minutos, caem rapidamente, estabilizando em
patamares inferiores. O efluente em estudo apresenta uma elevada concentração de sólidos
suspensos (
Tabela 2: Valores preliminares do efluente tratado na ETE), podendo assim,
caracterizar o problema de colmatação das membranas.
A Figura 15 mostra o efluente bruto coletado na ETE e o permeado após passagem na
membrana filtrante.
44
Figura 15: Efluente bruto e tratado da ETE e permeado obtido através do processo de filtração
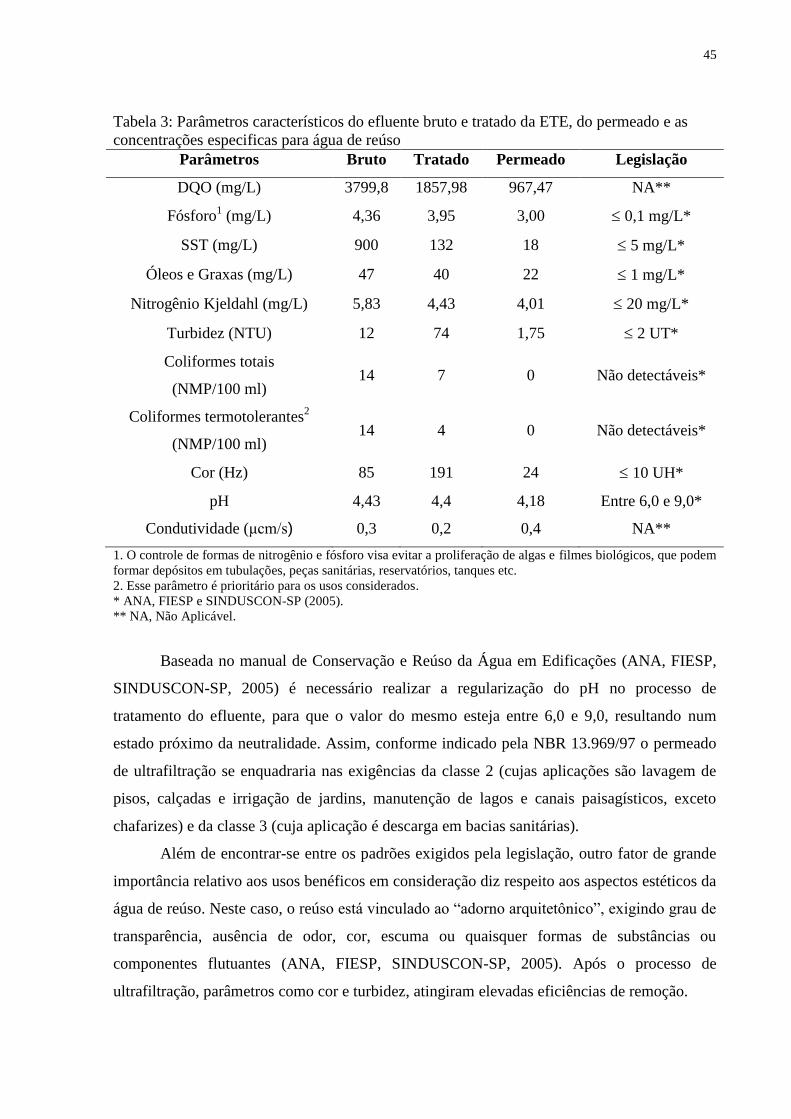
2.4.3 Ensaios físico-químicos
Os parâmetros analisados como a concentração de sólidos, temperatura e pH, bem
como as concentrações de DQO, nitrogênio, fósforo, podem fornecer indicativos quanto a
natureza e característica do efluente a ser lançado no corpo hídrico. Os resultados das análises
efetuadas podem fornecer elementos seguros para se verificar essa condição, e também são
analisados os parâmetros para o permeado, importante indicativo para o reúso do mesmo. A
Tabela 3 apresenta os valores encontrados para o efluente bruto, para o efluente pós-
tratamento da ETE e para o permeado pós-filtração, os mesmos são confrontados com os
padrões exigidos para águas passíveis de reúso.
45
Tabela 3: Parâmetros característicos do efluente bruto e tratado da ETE, do permeado e as
concentrações especificas para água de reúso
Parâmetros Bruto Tratado Permeado Legislação
DQO (mg/L) 3799,8 1857,98 967,47 NA**
Fósforo1 (mg/L) 4,36 3,95 3,00 0,1 mg/L*
SST (mg/L) 900 132 18 5 mg/L*
Óleos e Graxas (mg/L) 47 40 22 1 mg/L*
Nitrogênio Kjeldahl (mg/L) 5,83 4,43 4,01 20 mg/L*
Turbidez (NTU) 12 74 1,75 2 UT*
Coliformes totais
(NMP/100 ml) 14 7 0 Não detectáveis*
Coliformes termotolerantes2
(NMP/100 ml) 14 4 0 Não detectáveis*
Cor (Hz) 85 191 24 10 UH*
pH 4,43 4,4 4,18 Entre 6,0 e 9,0*
Condutividade (μ / ) 0,3 0,2 0,4 NA**
1. O controle de formas de nitrogênio e fósforo visa evitar a proliferação de algas e filmes biológicos, que podem
formar depósitos em tubulações, peças sanitárias, reservatórios, tanques etc.
2. Esse parâmetro é prioritário para os usos considerados.
* ANA, FIESP e SINDUSCON-SP (2005).
** NA, Não Aplicável.
Baseada no manual de Conservação e Reúso da Água em Edificações (ANA, FIESP,
SINDUSCON-SP, 2005) é necessário realizar a regularização do pH no processo de
tratamento do efluente, para que o valor do mesmo esteja entre 6,0 e 9,0, resultando num
estado próximo da neutralidade. Assim, conforme indicado pela NBR 13.969/97 o permeado
de ultrafiltração se enquadraria nas exigências da classe 2 (cujas aplicações são lavagem de
pisos, calçadas e irrigação de jardins, manutenção de lagos e canais paisagísticos, exceto
chafarizes) e da classe 3 (cuja aplicação é descarga em bacias sanitárias).
Além de encontrar-se entre os padrões exigidos pela legislação, outro fator de grande
importância relativo aos usos benéficos em consideração diz respeito aos aspectos estéticos da
água de reúso. Neste caso, o reú “ ô ”, x
transparência, ausência de odor, cor, escuma ou quaisquer formas de substâncias ou
componentes flutuantes (ANA, FIESP, SINDUSCON-SP, 2005). Após o processo de
ultrafiltração, parâmetros como cor e turbidez, atingiram elevadas eficiências de remoção.
46
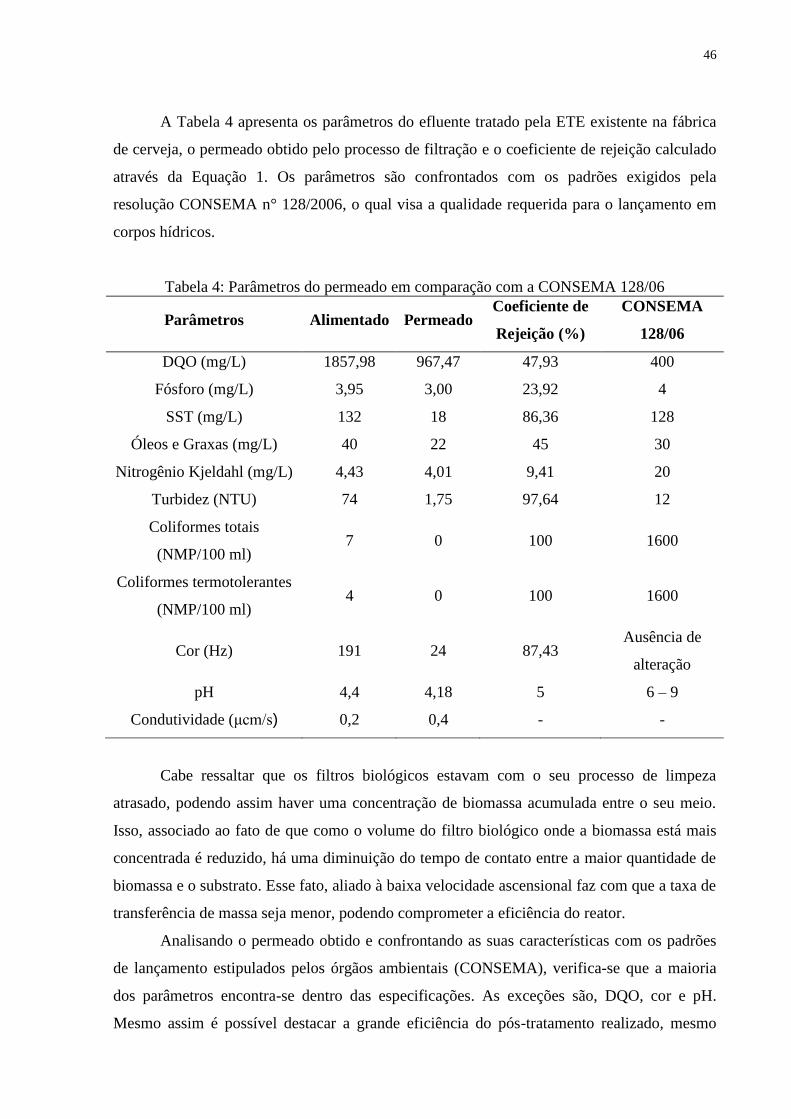
A Tabela 4 apresenta os parâmetros do efluente tratado pela ETE existente na fábrica
de cerveja, o permeado obtido pelo processo de filtração e o coeficiente de rejeição calculado
através da Equação 1. Os parâmetros são confrontados com os padrões exigidos pela
resolução CONSEMA n° 128/2006, o qual visa a qualidade requerida para o lançamento em
corpos hídricos.
Tabela 4: Parâmetros do permeado em comparação com a CONSEMA 128/06
Parâmetros Alimentado Permeado Coeficiente de
Rejeição (%)
CONSEMA
128/06
DQO (mg/L) 1857,98 967,47 47,93 400
Fósforo (mg/L) 3,95 3,00 23,92 4
SST (mg/L) 132 18 86,36 128
Óleos e Graxas (mg/L) 40 22 45 30
Nitrogênio Kjeldahl (mg/L) 4,43 4,01 9,41 20
Turbidez (NTU) 74 1,75 97,64 12
Coliformes totais
(NMP/100 ml) 7 0 100 1600
Coliformes termotolerantes
(NMP/100 ml) 4 0 100 1600
Cor (Hz) 191 24 87,43 Ausência de
alteração
pH 4,4 4,18 5 6 – 9
Condutividade (μ / ) 0,2 0,4 - -
Cabe ressaltar que os filtros biológicos estavam com o seu processo de limpeza
atrasado, podendo assim haver uma concentração de biomassa acumulada entre o seu meio.
Isso, associado ao fato de que como o volume do filtro biológico onde a biomassa está mais
concentrada é reduzido, há uma diminuição do tempo de contato entre a maior quantidade de
biomassa e o substrato. Esse fato, aliado à baixa velocidade ascensional faz com que a taxa de
transferência de massa seja menor, podendo comprometer a eficiência do reator.
Analisando o permeado obtido e confrontando as suas características com os padrões
de lançamento estipulados pelos órgãos ambientais (CONSEMA), verifica-se que a maioria
dos parâmetros encontra-se dentro das especificações. As exceções são, DQO, cor e pH.
Mesmo assim é possível destacar a grande eficiência do pós-tratamento realizado, mesmo
47
para parâmetros como a DQO em que não se conseguiu atingir o padrão ideal para
lançamentos em corpos hídricos, observou-se uma eficiência de remoção próxima aos 50%.
2.4.4 Avaliação da qualidade do permeado
O bom desempenho da membrana de utrafiltração na remoção de turbidez e SST, está
ligado à grande capacidade de rejeição de sólidos em suspensão e do material coloidal
presente no efluente e a unidade de UF.
Os parâmetros pH, nitrogênio, fósforo e condutividade não apresentaram mudanças
significativas. Este fato já era esperado, já que esses parâmetros estão relacionados ao fato dos
íons serem permeáveis pela membrana de UF. Vidal e Campos (2006) propuseram a
coagulação como uma alternativa preliminar de tratamento de efluente ao processo de
ultrafiltralção, e de acordo com os experimentos realizados, a remoção de fósforo atingiu uma
eficiência maior que 90% nas amostras coaguladas em comparação com os demais ensaios,
evidenciando-se a necessidade do processo de coagulação associado à ultraflitração na
remoção de fósforo.
No mesmo principio, Kochenborger (2012) propôs a utilização de 0,14 mg/L de
cloreto férrico no processo de coagulação para o tratamento de efluente de uma
microcervejaria, obtendo uma remoção de 68% para DQO, 75% para Fósforo e 84% para
Nitrogênio. O tratamento proposto por Kochenborger (2012) apresentou boa eficiência de
remoção em praticamente todos os parâmetros, evidenciando assim que é viável a utilização
da coagulação como tratamento preliminar de efluentes de microcervejarias.
De acordo com Fane (1996), quando unidades de filtração são implantadas no
tratamento avançado de efluentes, o efluente produzido é ausente de particulados e
parcialmente desinfetado, com eficiência de remoção de coliformes usualmente superiores a
99,99%. As análises bacteriológicas promoveram uma redução de 100% confirmando que o
processo de ultrafiltração é eficaz na desinfecção de águas residuais.
48
3 CONCLUSÃO
A caracterização do efluente tratado da ETE mostra a necessidade de um pós-
tratamento, devido a alguns parâmetros se encontrarem fora dos padrões exigidos legalmente.
O fluxo do permeado demonstra um decréscimo ao longo do tempo, atingindo valores
entre 75 e 72,5% em comparação com o fluxo inicial. Mesmo se tratando de um efluente com
boas características, os valores obtidos são relativamente baixos, caracterizando o problema
de colmatação das membranas. O procedimento de limpeza (retrolavagem) recuperou a
permeabilidade, confirmando que havia obstrução dos poros.
O permeado obtido do ensaio de UF, poderá ser enquadrado nas exigências da classe 2
(cujas aplicações são lavagem de pisos, calçadas e irrigação de jardins, manutenção de lagos e
canais paisagísticos, exceto chafarizes) e da classe 3 (cuja aplicação é descarga em vasos
sanitários), necessitando de uma regulação no seu pH.
Os resultados obtidos neste trabalho permitem concluir que a associação de uma
unidade de ultrafiltração aumenta consideravelmente a eficiência em processos de tratamento
de efluentes, e com o aporte de um tratamento de efluentes preliminar pode-se obter um
permeado com qualidade considerável e plausível de reaproveitamento do mesmo.
Para estudos futuros, pode-se estudar mais a fundo a utilização do processo de
coagulação em conjunto com o processo de ultrafiltração, objetivando avaliar a melhora no
fluxo de permeado e a remoção de nutrientes.
49
REFERÊNCIAS BIBLIOGRÁFICAS
ABRALATAS. A indústria de bebidas em cheque. Disponível em:
<http://www.abralatas.org.br/common/html.php>. Acesso em 08 de ago. 2013.
AMERICAN PUBLIC HEALTH ASSOCIATION - APHA. Standard Methods for the
Examination of Waterand Wastewater, 21. ed. Washington: IWWA, 2005.
ARÉVALO, J. RUIZ, J. A. PARADA-ALBARRACÍN, D. M. GONZÁLEZ-PEREZ, L.
PÉREZ, B. MORENO, M. A. Wastewater reuse after treatment by MBR.
Microfiltration or ultrafiltration? Desalination n 299, p. 22–27. 2012
Associação Brasileira de Normas Técnicas – ABNT. NBR 9898/87: Preservação e técnicas
de amostragem de efluentes líquidos e corpos receptores. Rio de Janeiro: ABNT, 1987.
Associação Brasileira de Normas Técnicas – ABNT. NBR 13.969/97: Tanques sépticos –
Unidades de tratamento complementar e disposição final de efluentes líquidos – Projeto,
construção e operação. Rio de Janeiro: ABNT, 1997.
BAKER, R. W., Membrane Technology and Applications, 2 ed., John Wiley& Sons, 2004.
BARBOSA, Y. L. Avaliação dos Processos de Separação por membranas para Geração
de Águas de Reúso em um Centro Comercial. 2009. Dissertação. Universidade Federal do
Rio de Janeiro – UFRJ. Programa em Tecnologia de processos Químicos e Bioquímicos. Rio
de Janeiro, 2009.
BOLTON, R. L. e KLEIN, L. – Sewage Treatmente, Basic Principles and Trends, Ann
Arbor Science, Michigan, EUA (1973).
BRAGA, J. W. Desenvolvimento de Membranas para Recuperação de Hidrocarbonetos
Voláteis. Tese. COPPE/UFRJ, Rio de Janeiro, 2009.
BRAILE, P. M.; CAVALCANTI, J. E. W. A. Manual de tratamento de águas residuárias
industriais. CETESB: São Paulo, p. 219-231, 1993.
Brasil Econômico. Disponível em: www.brasileconomico.com.br acesso em: 15 de ago. 2013.
CAVALCANTI, J. E. W. de A. Manual de Tratamento de Efluentes Industriais. 2 ed. São
Paulo, SP: Engenho Editora Técnica Ltda., 2012. 500 p.
CETESB – COMPANHIA DE TECNOLOGIA DE SANEAMENTO AMBIENTAL, Nota
técnica sobre tecnologia de controle: Fabricação de cervejas e refrigerantes, NT- 24,
CETESB, São Paulo, 1992.- 27p.
CNRH - Conselho Nacional De Recursos Hídricos: Resolução nº. 54, de 28 de novembro de
2005 – Estabelece critérios gerais para reuso de água potável.
50
Conselho Nacional do Meio Ambiente - CONAMA. Resolução n 430, de 2011. Dispõe
sobre a classificação dos corpos de água e diretrizes ambientais para o seu enquadramento,
bem como estabelece as condições e padrões de lançamento, e dá outras providencias.
CONAMA, mai. 2011.
Conselho Estadual do Meio Ambiente – CONSEMA. Resolução nº 128, de 2006. Dispõe
sobre a fixação de Padrões de Emissão de Efluentes Líquidos para fontes de emissão que
lancem seus efluentes em águas superficiais no Estado do Rio Grande do Sul. CONSEMA,
dez. 2006.
FANE, A. G. Membranes for water production and wastewater reuse. Desalination,
n.106, p. 1-9. 1996.
FERNADES. V. M. C. Padrões para Reuso de Água Residuária sem Ambientes Urbanos.
Disponível em: http://www.upf.br/coaju/download/padroesreusoaguaII.pdf. Acesso em: 16
set. 2012.
FIESP/SESI/SENAI/IRS. Conservação e reúso da água em edificações. São Paulo: Prol
Editora Gráfica, 2005.
FIORI, S.
005 1 6 (
Universidade de Passo Fundo, Passo Fundo, 2005.
HABERT, A.C.; BORGES, P N BR , R P
Processos de Separação por Membranas. P
e Pesquisa de Engenharia (COPPE) – Universidade Federal do Rio de Janeiro - UFRJ, 2006.
HESPANHOL, I. Potencial de reúso de água no Brasil: agricultura, indústria,
municípios, recarga de aquíferos. Revista Bahia Análise & Dados, Salvador, v. 13. 2003.
KOCHENBORGER, Guilherme. Tratamento Físico-Químico para Efluente de
Cervejaria. Trabalho de Conclusão de Curso (Graduação em Engenharia Ambiental).
Universidade de Passo Fundo, Passo Fundo, 2012.
KRISTIANSEN, R. Sand-Filter trenches for purification of septic tank effluent: III. The
micro flora. Journal of Environmental Quality, n. 10, p. 361–364, 1981.
MANCUSO, P, C. S.; SANTOS, H. F. A escassez e o reúso de água em âmbito mundial.
São Paulo: Manole, 2003.
MANCUSO, P. C. S.; SANTOS, H. F. Reúso de água. Barueri, SP: Manole, 2003. 588p.
METCALF; EDDY. Wastewater Engineering – Treatment, Disposal and Reuse.
Singapura: McGraw Hill, 2003.
MICHELS, C. J. System suited for small communities. Water Environmental &
Technology, v. 7, n. 8, p. 45–48, 1996.
51
MIERZWA, J.
: Estudo de caso da Kodak Brasileira. 2002. 367 f.. Tese
(Doutorado em E - ,
P P P 00
MULDER, M. Basic Principles of Membrane Technology. Netherlands: Kluwer Academic
Publishers. 1996.
PAM – Membranas Seletivas – Soluções Tecnológicas para microfiltração e ultrafiltração:
purificação de água; purificação de ar em centros cirúrgicos e UTIs; tratamento de efluentes
industriais; biotecnologia e farmácia; reuso de efluentes; tratamento de águas oleosas com
reuso da água etc. Disponível em: www.pam-membranas.com.br acesso em: 19 de set. 2013.
PEISINO A. L. CO2 e H2
Natural. 2009. 120 f. Dissertação. Universidade federal do Rio de Janeiro UFRJ/COPPE, Rio
de Janeiro. 2009.
SANTOS, M. S. Cervejas e refrigerantes (Série P + L). São Paulo, CETESB, 2005.
SCHNEIDER, R. P.; TSUTIYA, M. T. Membra
, B , P , 001
SERGINA, L.,
. Tese de M.Sc., COPPE/UFRJ, Rio de Janeiro, RJ, Brasil, 2005.
SILVA, Ana Karla Pessôa da; FLORES Liliane Cristina; GALDEANO Marcos Manzano;
VAL Patrícia Trindade do. Reúso de água e implicações jurídicas. São Paulo, SP: Navegar
Editora, 2003. 111p.
SINDICATO NACIONAL DA INDÚSTRIA DA CERVEJA – SINDICERV. Disponível em:
www.sindicerv.com.br acesso em: 20 de ago. 2013.
STRATHMANN, H. Membrane Separation Process. Journal of Membrane Science, v. 9, p.
121 – 189, 1981.
TAY, Joo-Hwa; JEYASEELAN, S. Membrane filtration for reuse of wastewater from
beverage industry. Elsevier: Resources Conservation and Recycling. v. 15, 1995, p. 33-
40.
VIANA, P. Z.
. 2004. Tese.
P P ( PP ,
Universidade Federal do Rio de Janeiro. Rio de Janeiro. 2004.
VIDAL, C. M. S. Avaliação do Microfiltração Tangencial como Alternativa de
Tratamento Avançando de efluentes gerado em Sistema de Tratamento de Esgoto
Sanitário Constituído de Reator UASB (Upflow Anaerobic Sludge Blanket) Seguido de
Tanque de Aeração. Tese. Escola de Engenharia de São Carlos. Universidade de São Paulo.
São Carlos. 2006.
52
VON SPERLING, M. Introdução à qualidade das águas e ao tratamento de esgotos. Belo
Horizonte: Departamento de Engenharia Sanitária e Ambiental, UFMG, 1995. 240 p.
(Princípios do tratamento biológico de águas residuárias, v. 1).
Recommended

















