TechnologiaiAutomatyzacjaMontażu3/2014
39
PROPOZYCJA METODY POMIARU DOKŁADNOŚCI I POWTARZALNOŚCI POZYCJONOWANIA ROBOTÓW PRZEMYSŁOWYCH
W WARUNKACH PRZEMYSŁOWYCH
Marcin WIŚNIEWSKI
S t r e s z c z e n i eWpracyomówionoczynnikiwpływającenadokładnośćipowtarzalnośćpozycjonowaniarobotówprzemysłowychwzautoma-tyzowanychsystemachprodukcyjnych.NaprzykładzierobotaprzemysłowegoFanucM16iBopisanoautorskąmetodępomia-ru tychparametrówzzastosowaniemurządzeniapomiarowegoLaserTracker firmyFaro.Zaprojektowanametodazawieranastępująceetapypomiaru:definiowaniewytycznychpomiaru;określanieobciążenianominalnego iustaleniapunktuTCP;opracowanieprogramupomiarowegoorazsposobuustawieniaurządzeniapomiarowego;rejestracjępołożeniapunktówpo-miarowych, a także obliczanie dokładności i powtarzalności pozycjonowania.Wpracy opisano ponadto zalety iwady sto-sowania opracowanejmetody pomiaru dokładności i powtarzalności pozycjonowania robota przemysłowegowwarunkachprzemysłowych.
S ł o w a k l u c z o w ebadanierobotówprzemysłowych,dokładnośćipowtarzalnośćpozycjonowaniarobotaprzemysłowego,wytycznepomiaru
1. Wprowadzenie
Producenci robotów przemysłowych podają najczę-ściejwartościpowtarzalnościpozycjonowania,pomijającinformację o ich dokładności. Za najważniejsze uznająto, aby końcówka interfejsu mechanicznego osiągała wpewnymprzedzialezadanąpozycjęinieprzekraczaławyznaczonego jej zakresupodczaswykonywanegocy-klupracy.Ponadtowliteraturzeprzedmiotubrakopisówmetod pomiaru dokładności i powtarzalności pozycjo-nowania robotów przemysłowych, dlatego autor podjąłpróbę opracowania autorskiejmetody pomiaru zgodnej zwytycznymizawartymiwnormieeuropejskiej[1].
2. Czynniki wpływające na dokładność i powtarzalność po-zycjonowania robotów przemysłowych
Manipulatory robotów przemysłowych są złożonymimechanicznymisystemamimanipulacyjnymi.Sątoukła-dydynamiczne,nieliniowe,wielowymiarowe[3].
Z analizy literatury [2] wynika, że dokładność mani-pulatora(częśćmechanicznarobotaprzemysłowego)toróżnicaodległościmiędzypunktemzadanymarzeczywi-stym, natomiastpowtarzalność to ciągłośćuzyskiwaniatejdokładności.
Współczesne manipulatory robotów przemysłowych,wwiększościcharakteryzująsiębardzodobrąpowtarzal-nością,aleniezbytdobrądokładnością.Podstawowame-todapomiaru położenia polegana zastosowaniu enko-derówpozycjiumieszczonychwkażdymprzegubie–nawalesilnikanapędzającymtenprzegublubbezpośredniow samymprzegubie, przy czymnie stosuje się bezpo-
średniegopomiarupozycjinarzędziaanijegoorientacji.Najczęściejpozycjęnarzędziaobliczasięnapodstawiepomiarukątówlubprzesunięćwprzegubach,zakładającprzytymgeometrięmanipulatoraijegosztywność.
Na dokładność pozycjonowania mają wpływ: luzy wpołączeniachprzegubów,błędyprzełożeńprzekładni,tarcie, rozrzut wymiarów elementów składowych, błędyobliczeniowe,efektyelastyczne,takiejakugięciaczłonówpodwpływemgrawitacji lub innychobciążeń,orazwieleinnychefektówstatycznychidynamicznych[2–13].
Większośćztychczynnikówjestniemierzalnychipod-legaciągłym,nieprzewidzianymzmianom,prowadzącdopojawieniasię różnicmiędzy rzeczywistymi charaktery-stykamiamodelamimatematycznymi.Różnicetemożnapróbowaćzmieniaćprzezkalibracjemodelimatematycz-nych[3]przyzałożeniudużejsztywnościkonstrukcjiro-botaprzemysłowego.
Winnymprzypadkudokładnośćmogłabybyćpopra-wianajedynieprzezzastosowaniebezpośrednichczujni-kówpozycjikońcówkiroboczej,np.czujnikówwizyjnychlubsystemówwizyjnych.
Na powtarzalność pozycjonowania robotów przemy-słowych wpływa w pierwszej kolejności rozdzielczośćukładusterowania,czylinajmniejszyprzyrostruchu,któ-ryukładmoże rozpoznać. Jest onaobliczana jako cał-kowitadroga,którąprzebywakońcówkadanegoczłonu,podzielonaprzez2n,gdzienjestliczbąbitówokreślającąrozdzielczość enkodera.Osie liniowe, awięc przegubypryzmatyczne, charakteryzują się przeważnie lepsząrozdzielczościąniżosieobrotowe,ponieważliniaprostapoprowadzonamiędzydwiemapozycjamikońcówkiczło-nu liniowego jestkrótszaniżodpowiadający jej łuk,za-
TiAM_3_2014.indd 39 2014-09-02 08:59:49
3/2014TechnologiaiAutomatyzacjaMontażu
40
kreślanyprzezkońcówkęczłonuobrotowego[2].Autorzy[2]wswoimopracowaniuudowodnili,żewprzypadkuosiobrotowychmiędzy członamiwystępują silniejszewza-jemne sprzężenia kinematyczne i dynamiczne, co pro-wadzidokumulowaniabłędóworazdocorazwiększychproblemówzesterowaniem.
3. Autorska metoda pomiaru dokładności
Urządzenie pomiaroweDopomiarudokładności ipowtarzalnościpozycjono-
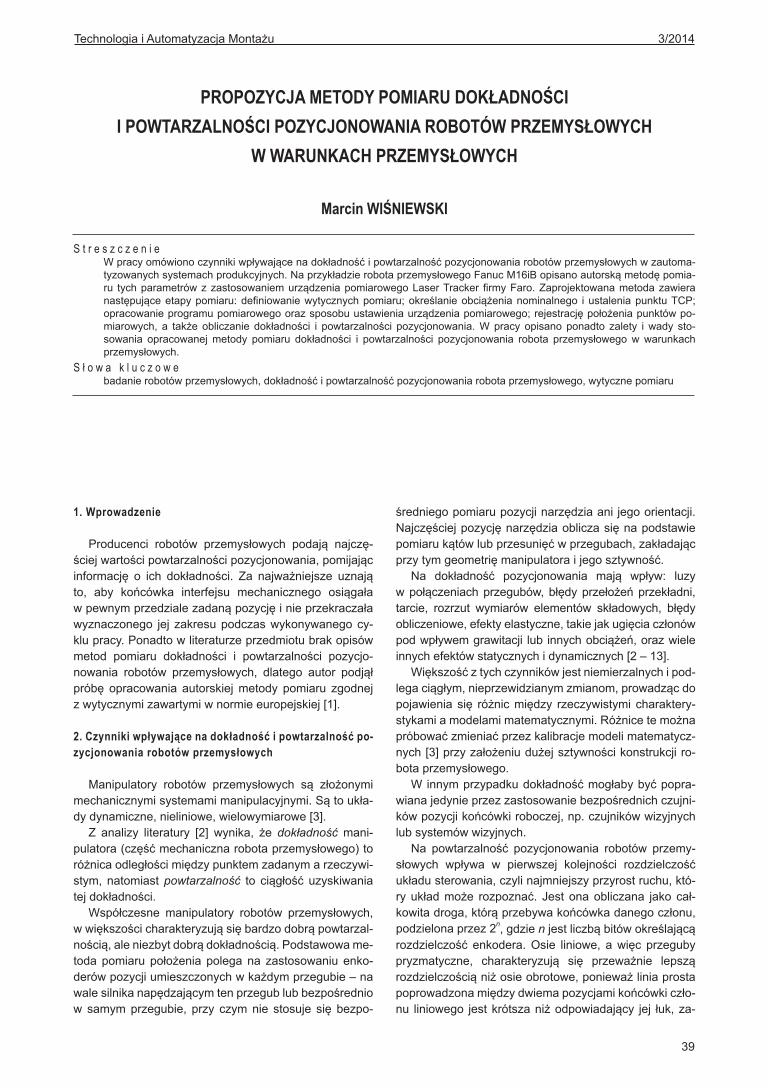
waniarobotaprzemysłowegoFanucM16iBzastosowanourządzenie pomiarowe Laser Tracker firmy Faro – La-serTrackerVentage,w którymdo rejestracji położenia SMR-a(lustrzanasondapomiarowa)zastosowanozjawi-sko interferometriiświetlnej.Wysyłanawiązka laserowaodbijasięodlusterSMR-aiwracadourządzenia,dziękiczemumożnaprecyzyjnieokreślićodległośćmiędzynimi(rys.1).
Dwa enkodery rejestrują położenie kątowe w ukła-dziewspółrzędnychhoryzontalnych(elewacjiiazymutu)głowicywysyłającejwiązkęlasera.Zarejestrowanaodle-głośćmiędzysondąaurządzeniempozwalaokreślićpo-zycjęśrodkaSMR-a(rys.1),którawprogramieopisanajestwartościamiX,Y i Z(wokreślonymprzezoperatora
układziewspółrzędnych).Dzięki ciągłejanalizie różnicydługościwiązki laserowej(wysłanej iodbitejzczęstotli-wościątysiącarazynasekundę[14])możliwejestdyna-miczneśledzeniepołożeniasondypomiarowej.
Ustalenie położenia punktu TCP przy obciążeniu nominal-nym
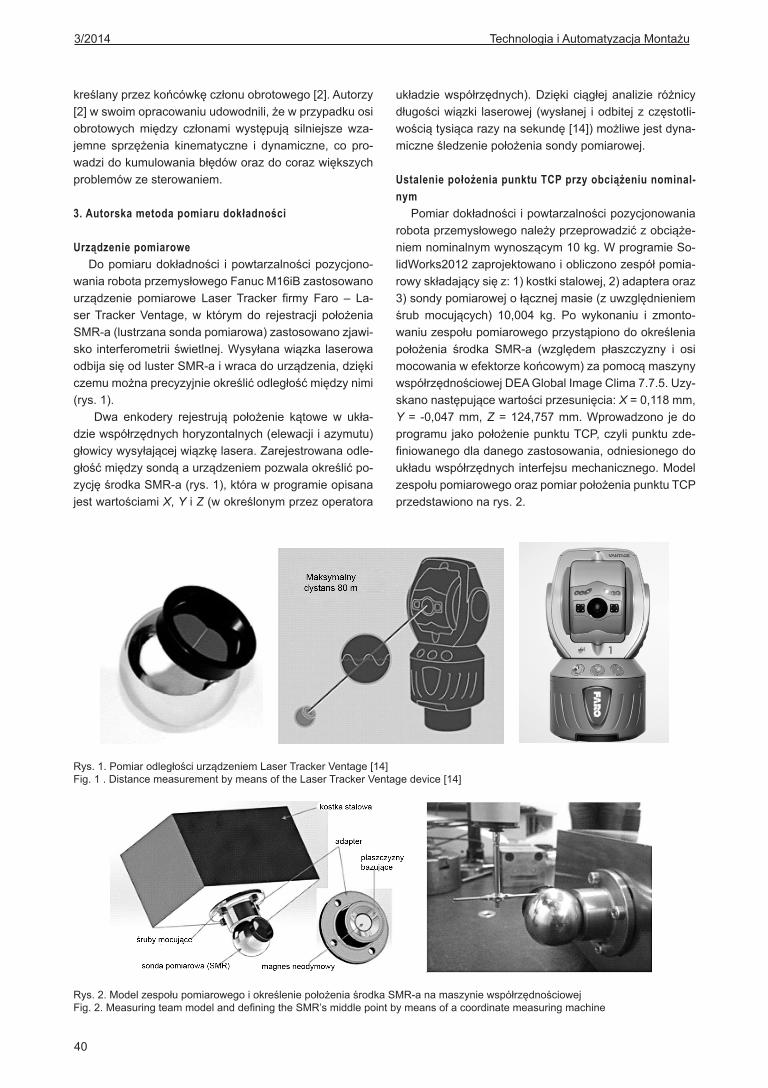
Pomiardokładnościipowtarzalnościpozycjonowaniarobotaprzemysłowegonależyprzeprowadzićzobciąże-niemnominalnymwynoszącym10kg.WprogramieSo-lidWorks2012zaprojektowanoiobliczonozespółpomia-rowyskładającysięz:1)kostkistalowej,2)adapteraoraz3)sondypomiarowejołącznejmasie(zuwzględnieniemśrub mocujących) 10,004 kg. Po wykonaniu i zmonto-waniuzespołupomiarowegoprzystąpionodookreśleniapołożenia środka SMR-a (względem płaszczyzny i osimocowaniawefektorzekońcowym)zapomocąmaszynywspółrzędnościowejDEAGlobalImageClima7.7.5.Uzy-skanonastępującewartościprzesunięcia:X=0,118mm,Y= -0,047mm,Z=124,757mm.Wprowadzono jedoprogramujakopołożeniepunktuTCP,czylipunktuzde-finiowanegodladanegozastosowania,odniesionegodoukładuwspółrzędnychinterfejsumechanicznego.ModelzespołupomiarowegoorazpomiarpołożeniapunktuTCPprzedstawiononarys.2.
Rys.1.PomiarodległościurządzeniemLaserTrackerVentage[14]Fig.1.DistancemeasurementbymeansoftheLaserTrackerVentagedevice[14]
Rys.2.ModelzespołupomiarowegoiokreśleniepołożeniaśrodkaSMR-anamaszyniewspółrzędnościowejFig.2.MeasuringteammodelanddefiningtheSMR’smiddlepointbymeansofacoordinatemeasuringmachine
TiAM_3_2014.indd 40 2014-09-02 08:59:49
TechnologiaiAutomatyzacjaMontażu3/2014
41
Program pomiarowy i ustawienie urządzenia pomiarowego Przedwykonaniempomiarównależyopracowaćpro-
gramstabilizujący robota, z określeniem ruchuwszyst-kichosiwmożliwienajwiększymzakresie,wynikającym zwielkościprzestrzeniroboczej.Dziękitemutemperatu-rawszystkichprzegubówrobotazostanieustabilizowana.
Kolejną czynnością jest zamontowanie obciążenianominalnego 10 kg i uruchomienie programu w trybieautomatycznym trwającym 30 min. Po ustabilizowaniutemperaturynależyopracowaćprogrampomiarowy:ruchpomiędzy5punktamipołożonyminawcześniejwybranejpłaszczyźniepomiarowej,powtórzony30razy.
Układ współrzędnych użytkownika, w którym defi-niowane będą punkty pomiarowe, należy umocować wpunkcie P1 z zachowaniem równoległości osi wzglę-dem głównego układu współrzędnych robota przemy-słowego.Położenie układuwspółrzędnych użytkownikaprzedstawiononarys.3.
Rys.3.PłaszczyznapomiarowaC1–C2–C7–C8zpołożeniamipunktówP1–P2–P3–P4–P5 i zaznaczonym torem pomiaro-wymFig.3.TheC1–C2–C7–C8measuringplane,withtheP1–P2 –P3–P4–P5points’positionsandthemeasurementtrajectorymarked
Podczaswykonywaniaprogramupołożenieosiukładuwspółrzędnychsondypomiarowej(układwspółrzędnychnarzędzia)wkolejnychpunktachpomiarumożebyć:1) stałe(osierównoległedoosiukładuwspółrzędnych
użytkownika)lub
2) obrócone(względemosiX,Y,Zukładuwspółrzęd-nychużytkownika).
Odpowiednieustawieniepołożeniaosiukładuwspół-rzędnychsondypomiarowejspowoduje,żewiązkalase-rabędzieprostopadładoosiukładunarzędzia.
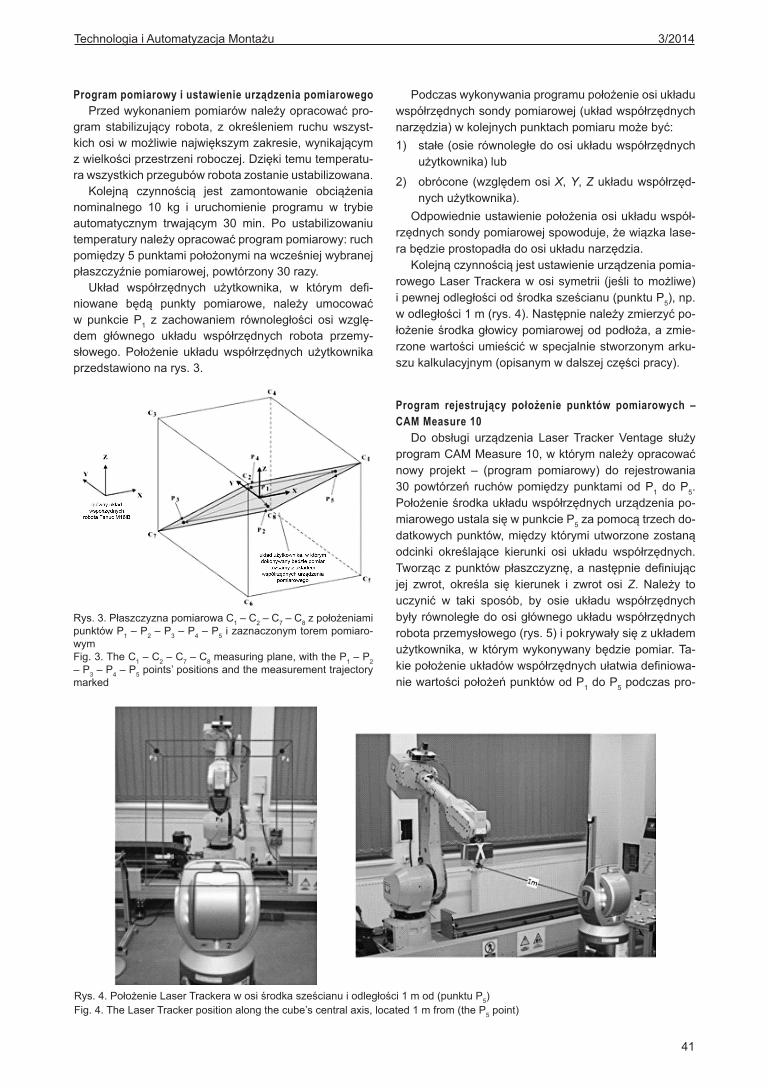
Kolejnączynnościąjestustawienieurządzeniapomia-rowegoLaserTrackerawosisymetrii (jeśli tomożliwe) ipewnejodległościodśrodkasześcianu(punktuP5),np.wodległości1m(rys.4).Następnienależyzmierzyćpo-łożenieśrodkagłowicypomiarowejodpodłoża,azmie-rzonewartościumieścićwspecjalniestworzonymarku-szukalkulacyjnym(opisanymwdalszejczęścipracy).
Program rejestrujący położenie punktów pomiarowych – CAM Measure 10
Do obsługi urządzenia Laser Tracker Ventage służyprogramCAMMeasure10,wktórymnależyopracowaćnowy projekt – (program pomiarowy) do rejestrowania30powtórzeń ruchówpomiędzypunktamiodP1 doP5. Położenieśrodkaukładuwspółrzędnychurządzeniapo-miarowegoustalasięwpunkcieP5zapomocątrzechdo-datkowychpunktów,międzyktórymiutworzonezostanąodcinki określające kierunki osi układu współrzędnych.Tworzączpunktówpłaszczyznę,anastępniedefiniującjej zwrot, określa się kierunek i zwrot osiZ. Należy touczynić w taki sposób, by osie układu współrzędnychbyłyrównoległedoosigłównegoukładuwspółrzędnychrobotaprzemysłowego(rys.5)ipokrywałysięzukłademużytkownika,wktórymwykonywanybędziepomiar.Ta-kiepołożenieukładówwspółrzędnychułatwiadefiniowa-niewartościpołożeńpunktówodP1doP5podczaspro-
Rys.4.PołożenieLaserTrackerawosiśrodkasześcianuiodległości1mod(punktuP5)Fig.4.TheLaserTrackerpositionalongthecube’scentralaxis,located1mfrom(theP5point)
TiAM_3_2014.indd 41 2014-09-02 08:59:49

3/2014TechnologiaiAutomatyzacjaMontażu
42
gramowania robota oraz interpretację/analizę odczytów wprogramieCAMMeasure10.
Następnienależyutworzyć150punktów(30cyklipo-miarowychpo5punktów),wktórychbędądokonywaneodczyty położenia względem wcześniej utworzonegoukładu współrzędnych. Na podstawie dokonanych od-czytówpunktówpomiarowychmożnawprogramietwo-rzyćmiędzyinnymiodcinkiipłaszczyzny.Pozwolitonadodatkową analizę wyników, np. odchylenia kątowegopomiędzy utworzonymi płaszczyznami poszczególnychcykli pomiarowych.
Rys.5.UkładwspółrzędnychurządzeniapomiarowegoFaroLa-serTrackerVentageFig.5.TheFaroLaserTrackerVentagemeasuringdevice’sco-ordinatesystem
Program do obliczeń dokładności i powtarzalności pozy-cjonowania – Microsoft Excel
Dowyznaczenia dokładności i powtarzalności pozy-cjonowania robota przemysłowego posłużono się arku-szemkalkulacyjnymExcel2007.Dowybranychkomórekarkuszawprowadzonozależnościmatematyczne(wyni-kającem.in.znormyPN-ISO9283)pozwalająceobliczyćdokładnośćipowtarzalnośćpozycjonowaniarobotaprze-mysłowego.Doarkuszawprowadzonoponadtodanedo-tyczące:1. położeniapunktuTCP(względemukładuwspółrzęd-
nychinterfejsumechanicznego),
2. położenia punktuTCPwzględem głównego układuwspółrzędnychrobotaprzemysłowego,
3. odległości punktu TCP od podłoża (płaszczyznyustawieniaTrackera),
4. długościbokupomiarowegoipołożeniaTrackera.Powprowadzeniupowyższychdanychobliczanejest
położenie wierzchołków sześcianu, w którym dokony-wany będzie pomiar orazwyznaczane sąwspółrzędnepunktówpomiarowychP1–P5,którenależywprowadzićdoprogramurobotaprzemysłowego.
Powstawieniudoarkuszaodczytówpomiaru,obliczasięwartościdokładności ipowtarzalnościpozycjonowa-niarobotaprzemysłowego(rys.6i7).
Rys.6.Wynikidokładnościpozycjonowaniarobotaprzemysło-wegoFig.6.Industrialrobot’spositioningaccuracymeasurementre-sults
Rys.7.Wynikpowtarzalnościpozycjonowania robotaprzemy-słowegoFig.7.Industrialrobot’spositioningreproducibilitymeasurementresults
Podsumowującpowyższerozważania,należystwier-dzić,żeabyprawidłowoprzeprowadzićpomiardokładno-ściipowtarzalnościpozycjonowaniarobotówprzemysło-wych,należywykonaćczynnościopisanewpodpunkcie 3, tj.: 1) stworzyć dla każdego pomiaru osobny plik wprogramieCAMMeasure10iMicrosoftExcel,2)wy-generowaćraportwprogramieCAMMeasure10(wfor-macieExcela),3)wkleićuzyskanewynikidoarkuszapo-miarowego,któreautomatyczniezostanąobliczonejakowartość dokładności i powtarzalności pozycjonowania, anastępniezgodnieznormą[1]należyprzygotowaćra-portkońcowy.
4. Podsumowanie
Z przeprowadzonych badań wynika, że stosowanieautorskiejmetodywwarunkach przemysłowych należyrozpatrywać w dwóch wariantach: pełnego dostępu dobadanegorobotaorazograniczonegodostępu.
Wpierwszymprzypadkumożliwebędzie:zdjęciegło-wicytechnologicznejizamocowanieobciążenianominal-negowrazzsondąpomiarową;określenieprawidłowegosześcianupomiarowegozgodnegoznormą[1];ustaleniewspólnegoukładuwspółrzędnychwceluokreśleniapo-łożeniazadanychpunktówpomiarowychorazustawienieurządzeniapomiarowegowosi sześcianu.Dzięki temuprecyzyjne określenie dokładności i powtarzalności po-zycjonowania robota przemysłowego będzie spełniałowytycznezawartewnormie[1].
Warunki przemysłowewwiększości przypadków eli-minują jednak możliwości pełnego dostępu. Demontażrobotaprzemysłowegozestanowiskapracywceludoko-
TiAM_3_2014.indd 42 2014-09-02 08:59:50

TechnologiaiAutomatyzacjaMontażu3/2014
43
naniapomiaruwykluczapodstawowezałożenie,czylido-konaniebadaniawwarunkachprzemysłowychpodczasrzeczywistegocyklupracy(rzeczywistychpołożeńpunk-tów).Ponadtoprzestrzeń,wktórejonpracuje,jestczęstoograniczonaprzezkonstrukcjęstanowiskaielementy,naktórychwykonywanesąoperacjeprocesutechnologicz-nego.Niemożliwyjestzatemdemontażgłowicytechno-logicznejwceluzamontowaniaobciążenianominalnego.
Wtakimprzypadku(wariantograniczonegodostępu)przewidujesięzamocowanieadapteramocującegoson-dępomiarowądogłowicytechnologicznejwsposóbgwa-rantującyodbiciewiązki laserawewszystkichpunktachpomiarowych. Następnie urządzenie pomiarowe trzebaustawićpozastanowiskiempracyrobotawjednakowychodległościachodpunktówpomiarowych.Warunkiemko-niecznymdowykonaniapomiarówjestokreśleniewspól-nego układu współrzędnych, względem którego będązdefiniowanepunktypomiarowe.Wiążesiętozkoniecz-nością opracowania dodatkowego programu (w celuokreślenia/przekonwertowania współrzędnych punktówpomiarowych)lubwcześniejszegozaplanowaniapołoże-niawspólnegoukładuwspółrzędnychrobotaprzemysło-wego(względemktóregookreślanesąpunktypomiaro-we–zadane) iurządzeniapomiarowego (rejestrowanejestrzeczywistepołożeniepunktówpomiarowych).Speł-niającpowyższewarunki,możnaprzeprowadzićpomiardokładności, stosując program pomiarowy (utworzony wprogramieCAMMeasure10)orazarkuszkalkulacyj-ny (dowykonania obliczeń),modyfikując jedynie liczbępunktówpomiarowych.
Zalecenia zawarte w normie wymagają, by pomiarwykonywany był na jednej z płaszczyzn sześcianu po-miarowego, a punkty znajdowały się na przekątnychsześcianu.Wwarunkachprzemysłowychniemożliwejestzastosowanie tych wytycznych,możliwe jest natomiastzachowanie zgodnej z normą procedury obliczania do-kładności ipowtarzalnościpozycjonowaniarobotaprze-mysłowego.Pozwolionanadokonaniepomiarupodczasprocesu technologicznego, dzięki czemupowykonaniuobliczeńmożemyskorygowaćpołożeniegłowicytechno-logicznejinadzorowaćprawidłowośćpracyrobotaprze-mysłowego.
LITERATURA
1. ISO9283.2. SpongM.W.:Dynamika i sterowanie robotów.:Wy-
dawnictwoNaukowo-Techniczne,Warszawa1997.3. SzkodnyT.:Dynamika robotów przemysłowych.Wy-
dawnictwoPolitechnikiŚląskiej,Gliwice2013.4. BennetD.J.:Autonomous Calibration of Single Loop
Closed Kinematic Chains Formed by Manipulators with Passive Endpoint Constrains. IEEETrans.Ro-boticsAutomat., vol. RA – 7, no. 5, pp. 597–606,1991.
5. BormJ.H.:Determination of Optimal Measurement Configuration for Robot Calibration Based on Ob-servability Measure.Int.J.RoboticsRes.,vol.10,no.1,1991,pp.51–63.
6. HollerbachJ.M.:A Review of Kinematic Calibration, The Robotics Review 1.KHATIBO.,Lozano-PerezT.,Eds.MITPress,Cambridge,MA,1989,pp.207–242.
7. KhalilW.:Modelling Identification & Control of Ro-bots.HermesPentonScience,London2002.
8. RendersJ.M.:Kinematic Calibration and Geometrial Parameter Identification for Robots.IEEETrans.Ro-boticsAutomat.,vol.RA–7,no.6,1991,pp.721–731.
9. RothZ.S.:An overview of robot calibration.IEEEJ.RoboticsAutomat.,vol.RA–3,no.5,1987,pp.377–384.
10. ShammaJ.S.:A Method for Inverse Robot Calibra-tion.ASME,J.Dyn.Syst.Maes.Contr.,vol109,no.l,1987,pp.36–43.
11. Tchoń K.: Calibration of Manipulator Kinematics. A Singularity Theory Approach.IEEETrans.Robot-icsAutomat.,vol.RA–8,no.5,1992,pp.671–678.
12. Veitschegger W.K.: Robot Calibration and Com-pensation.IEEEJ.RoboticsAutomat.,vol.4,no.6,1988,pp.643–565.
13. Whitnet D.E.: Industrial Robot Calibration Method and Results.ASME J.Dynam.Syst.Meas.Contr.,vol.108,no.1,1986,pp.1–8.
14. FAROLaserTrackerBrochure.
____________________Mgrinż.MarcinWiśniewski–ZakładProjektowaniaTech-nologiiInstytutuTechnologiiMechanicznej–PolitechnikaPoznańska,ul.Piotrowo3,61-138Poznań, tel.616652261,e-mail:[email protected].
A TENTATIVE METHOD FOR MEASURING THE ACCURACY AND REPRODUCIBILITY OF INDUSTRIAL ROBOTS’ POSITIONING IN MANUFACTURING CONDITIONS
A b s t r a c tThepaperdiscusses factors that influence theaccuracyand reproducibility of an industrial robotpositioning inautomatedproductionsystems.TheFanucM16iBindustrialrobotservedasanexampleillustratingaself-designedmethodformeasuringtheseparametersbymeansofaLaserTrackermeasuringdevicebyFaro.Themethodisbasedonthefollowingmeasurementsteps:definingthemeasurementreferences,statingthenominalloadandtheTCPpoint,definingthemeasurementprogrammeandthemeasuringdeviceposition,determiningthepositionofthemeasurementpoints,calculatingthepositionedaccuracyandreproducibility.Furthermore,thepaperdescribesthebenefitsanddrawbacksoftheusageofthepresentedmethodoftheaccuracyandreproducibilitymeasurementofindustrialrobots’positioningperformanceinmanufacturingconditions.
K e y w o r d stestingindustrialrobots,accuracyandreproducibilityofanindustrialrobot’spositioning,measurementreferences
TiAM_3_2014.indd 43 2014-09-02 08:59:50
Recommended