
PROPRIEDADES MECANICAS RELACIONADAS COM A
MICROESTRUTURA DE AÇOS AVANÇADOS DESTINADOS À INDÚSTRIA
AUTOMOBILISTICA
A.R.Faria Neto, A.Harada, M.S.Pereira
Av. Dr. Ariberto Pereira da Cunha, 333.
CEP: 12516-410 – Guaratinguetá/SP
Universidade Estadual Paulista
Faculdade de Engenharia – Campus Guaratinguetá
Departamento de Materiais e Tecnologia
RESUMO
Este artigo tem por objetivo apresentar a caracterização microestrutural de
aços avançado utilizados em juntas soldadas a laser de diferentes espessuras, ou
seja, Tailored Blanks. Os aços utilizados foram os aços TRIP, LC, BH e IF em forma
de placas soldadas. Além de analisar os aços antes do processo de soldagem a
laser, o trabalho também mostra as microestruturas dos aços utilizados após este
processo. O estudo microscópico dos materiais soldados em espessuras diferentes
é de suma importância, pois através dela podemos caracterizar os materiais
soldados e analisar o seu comportamento em um processo que gera tensões e
defeitos microestruturais, que podem ser fatais quando o material é solicitado em
sua aplicação.
Palavras-chave: Blanks, Aços Avançados, Caracterização microestrutural.
TTT 2012 - VI Conferência Brasileira sobre Temas de Tratamento Térmico17 a 20 de Junho de 2012, Atibaia, SP, Brasil
403
INTRODUÇÃO
O projeto ULSAB (Ultralight Steel AutoBody) foi um esforço da comunidade
siderúrgica mundial, através de um consórcio que englobou 35 produtores de aços,
de 18 diferentes países, dos cinco continentes, no sentido de buscar soluções
globais para a indústria automobilística, tendo o aço como a principal opção de
material a ser aplicado na fabricação de automóveis.
O projeto ULSAB também pode ser identificado como uma reação tecnológica
dos produtores de aços, em resposta ao crescimento percentual de aplicação de
diferentes materiais na indústria automobilística, em especial do alumínio e do
plástico.
Anteriormente a esta reação tecnológica propiciada pelo projeto ULSAB, a
indústria do aço realizou apenas algumas ações isoladas através das montadoras ou
das indústrias fornecedoras de autopeças. Algo como redefinição de projetos de
componentes ou de conjuntos de peças manufaturadas a partir de peças brutas de
aços, com pequenos ganhos na redução de peso e na diminuição de custos dos
veículos, mas certamente insuficientes para enfrentar, por exemplo, o projeto do
veículo Audi A8, produzido quase integralmente de alumínio.
O projeto ULSAB pode ser dividido em duas etapas. A primeira fase,
denominada de conceitual, tratou de um estudo aprofundado para criação de um
projeto revolucionário de uma estrutura principal da carroceria de um veículo, a
segunda fase pode ser definida como a etapa da validação. A estrutura, inicialmente
desenvolvida, foi manufaturada, pesada e testada, validando os resultados da fase
conceitual e atingindo, ou superando, os objetivos propostos na primeira fase do
projeto. A estrutura se mostrou leve, segura, executável e viável economicamente.
Ao final, foi realizada uma etapa suplementar, denominada de desenvolvimento
do veículo, para que fossem construídos e analisados automóveis completos,
produzidos dentro da filosofia, ULSAB, com a aplicação de componentes de veículos
já existentes, tais como motores, suspensões, interiores, etc.
Os materiais AHSS são aços multifásicos, os quais contêm martensita, bainita
e/ou austenita retida, apresentando como característica principal alta capacidade de
encruamento devido à baixa, relação entre o limite de escoamento (LE) e o limite de
resistência (LR).
Os aços multifásicos incluem os de dupla fase (DP), de plasticidade induzida
TTT 2012 - VI Conferência Brasileira sobre Temas de Tratamento Térmico17 a 20 de Junho de 2012, Atibaia, SP, Brasil
404
por transformação (TRIP) e de fases complexas (CP). Os bainíticos (SF), usados em
componentes da suspensão, são uma sub-série dos produtos de dupla fase (DP),
onde a martensita é substituída pela bainita. Também fazem parte dos multifásicos
os aços martensíticos (MART), que oferecem a maior resistência mecânica do
grupo, atingindo até 1.500 MPa. Outro aspecto importante está relacionado ao
aumento da resistência após conformação e pintura - Bake Hardenahility.
Os aços AHSS exibem maiores taxas de encruamento que os aços
convencionais HSLA e, dessa forma, têm grande potencial para absorção de energia
em combinação com uma boa capacidade de conformação.
Os veículos do projeto ULSAB-AVC incorporam inovações únicas para atingir,
em testes de impacto, a classificação cinco estrelas. A combinação de AHSS e alta
tecnologia de fabricação resultaram em uma carroceria que contém exatos 81
conjuntos principais, contribuindo para a eficiência estrutural e para o baixo custo.
A estampagem ainda é o processo dominante (70%), embora a
hidroconformação tenha crescido em importância. Taylored blanks e tailored tubes
foram outros processos bastante utilizados.
O conceito básico do tailored blank é unir ou costurar uma ou mais espessuras
com blanks diferentes, onde essa união é feita através de brasagem laser. Podemos
ter diversas configurações de espessuras, porém a relação de espessuras de 2:1
raramente é ultrapassada. A ideia é utilizar espessuras menores onde ocorra uma
menor solicitação de esforços, e espessuras e/ou um aço de maior resistência em
regiões que sofrem maiores esforços e solicitações.
MATERIAIS E MÉTODOS
Materiais
O Departamento de Materiais e Tecnologia da Universidade Estadual Paulista
“Júlio de Mesquita Filho“ – UNESP recebeu o material utilizado, em forma de chapas
já soldadas a laser em diferentes espessuras. Cada placa de aço foi soldada a outra
placa de aço TRIP. A composição química dos aços estudados neste trabalho está
representada pelas porcentagens dos elementos de liga (% em peso) na Tabela I.
TTT 2012 - VI Conferência Brasileira sobre Temas de Tratamento Térmico17 a 20 de Junho de 2012, Atibaia, SP, Brasil
405
Tabela I – Composição química dos aços.
C Si Mn Ni Mo Ti V Nb
BH 0,0 0,1 0,3 0,0 0,0 0,0 0,0 0,0
IF 0,0 0,0 0,2 0,0 0,0 0,0 0,0 0,0
LC 0,0 0,0 0,6 0,0 0,0 0,0 0,0 0,0
TRIP 0,2 0,9 0,3 <0,001 0,0 <0,001 <0,001 <0,001
Metalografia
Após recebimento das chapas, foram cortadas amostras em menores
dimensões. As amostras confeccionadas para o embutimento foram cortadas
evitando-se o aquecimento do material, poupando assim possíveis mudanças nas
suas características microestruturais e, consequentemente, nas suas propriedades
mecânicas.
Posteriormente embutiram-se as amostras. Neste trabalho utilizou-se o
embutimento a quente, devido à rapidez e reprodutibilidade neste tipo de processo.
O embutimento a quente consiste em aquecer uma resina em pó (para estes ensaios
utilizou-se a baquelite) em altas temperaturas e com elevada pressão, para que a
resina se solidifique, embutindo a amostra. A realização do embutimento é muito
importante, permitindo melhor manuseabilidade com a amostra nas etapas
posteriores de preparação.
Após o embutimento das amostras iniciou-se o processo de lixamento. As
amostras foram lixadas com lixas d’ água, com a seguinte sequência granulométrica:
220, 320, 400, 600, 1000, 1200 e 1500 mesh. A cada troca de lixa rotacionou-se a
face do corpo-de-prova a ser lixado num ângulo de 90°, até que os riscos fiquem
paralelos uns aos outros. Após o lixamento, foi realizado o processo de polimento
nas amostras. Com o polimento foram retiradas todas as impurezas e riscos que o
processo de lixamento não consegue atingir. Para o polimento utilizou-se um pano
para polimento e um abrasivo. O abrasivo utilizado neste trabalho foi o OPU. A
próxima etapa foi a da preparação do ataque químico, sendo utilizado Nital 2% e
LePera 1:1. A visualização da microestrutura foi feita no microscópio óptico Ephiphot
100 – Nikon.
TTT 2012 - VI Conferência Brasileira sobre Temas de Tratamento Térmico17 a 20 de Junho de 2012, Atibaia, SP, Brasil
406
Microestrutura
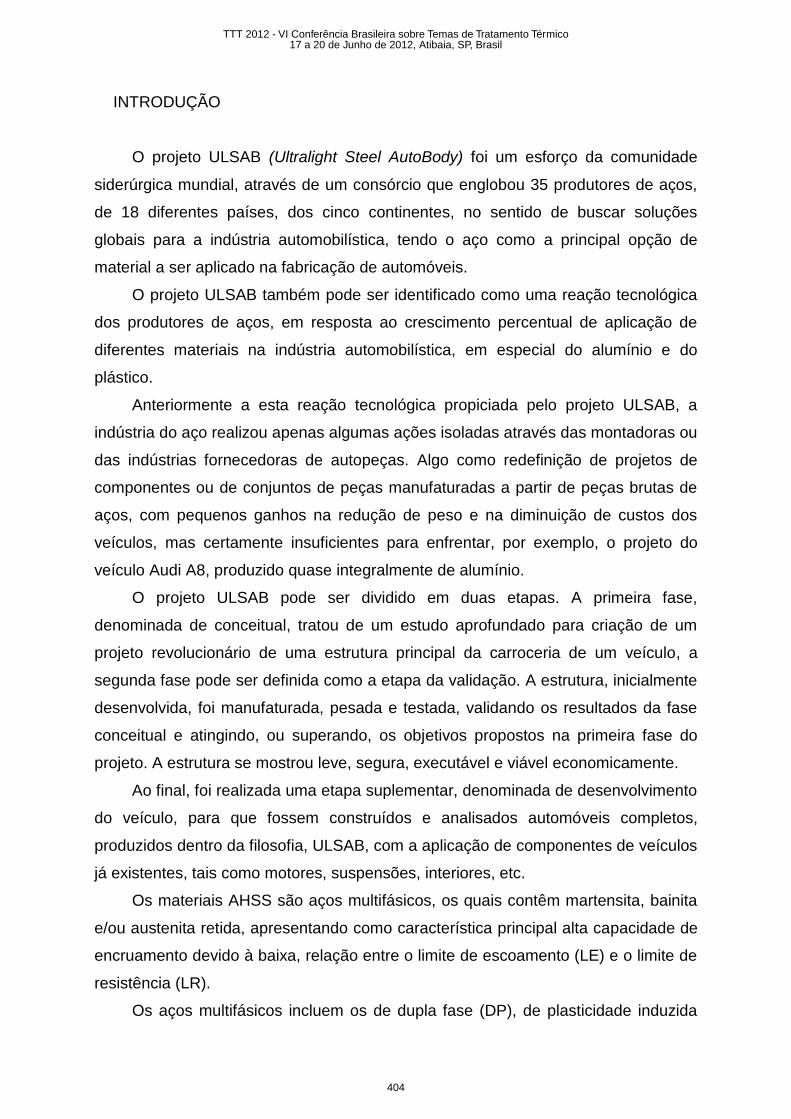
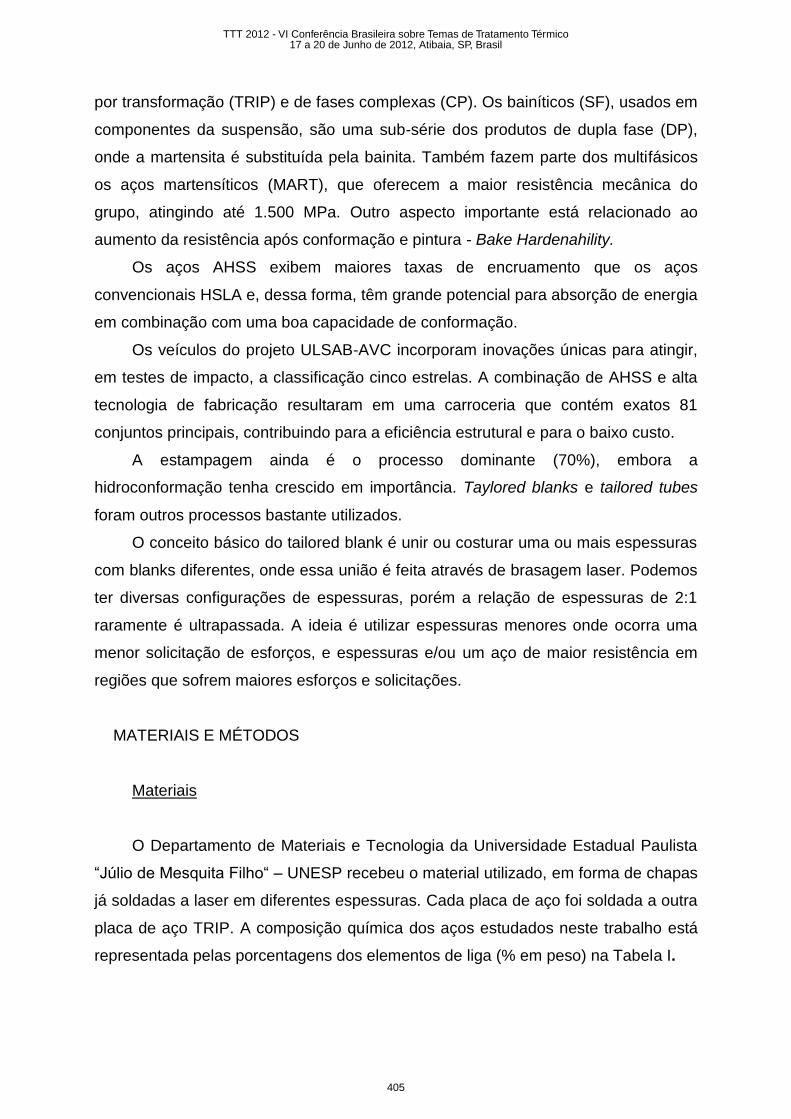
A análise microestrutural dos aços avançados tem como objetivo apresentar e
discutir as diferentes fases encontradas nos materiais através da aplicação do
reagente químico Nital 2%. O ataque químico com Nital 2% revelou claramente os
contornos de grãos das fases presentes nos aços. Apenas com esse ataque pode-se
identificar a fase ferrítica em tom mais claro e as outras fases que constituem o
material em tom escuro. Os ataques químicos foram feitos com tempos entre 10 e 15
segundos dependendo do material a ser atacado. Todas as amostras atacadas são
longitudinais em relação ao sentido de laminação. As Figuras de 01 a 04 ilustram a
micrografia dos aços avançados com o reagente Nital 2% e aumento de.
Figura 01 – Aço LC 200x.
Figura 02 – Aço BH 200x.
TTT 2012 - VI Conferência Brasileira sobre Temas de Tratamento Térmico17 a 20 de Junho de 2012, Atibaia, SP, Brasil
407
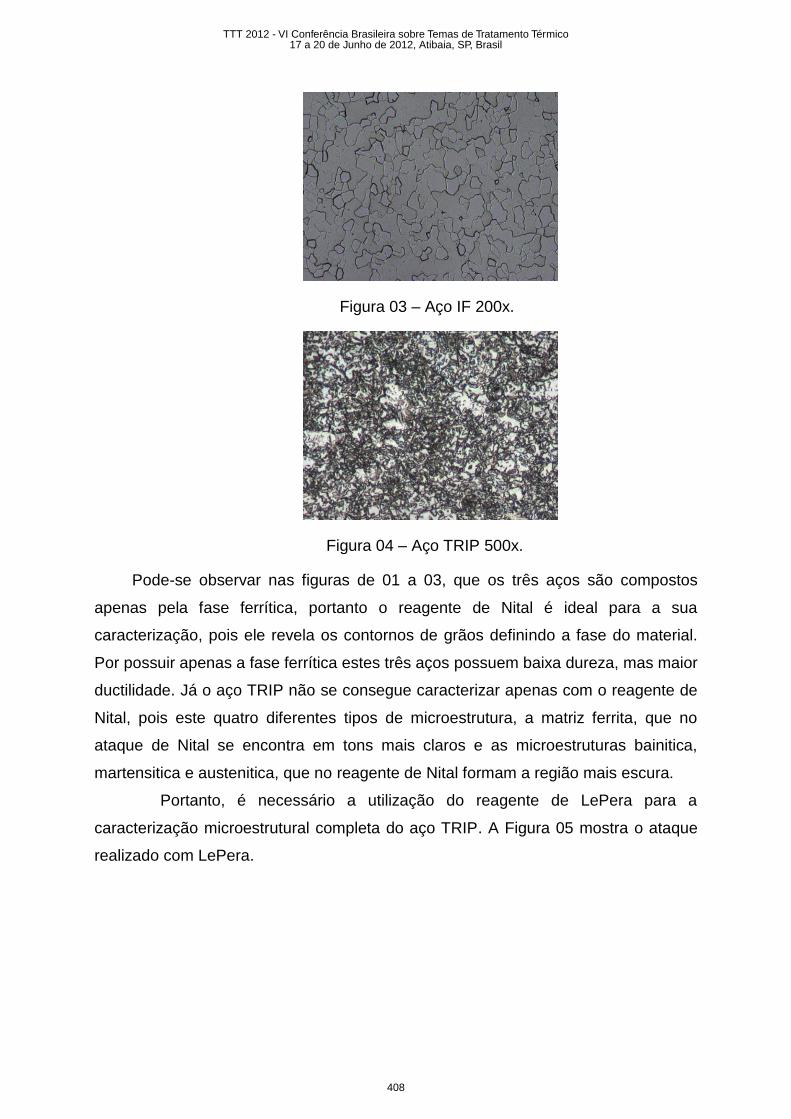
Figura 03 – Aço IF 200x.
Figura 04 – Aço TRIP 500x.
Pode-se observar nas figuras de 01 a 03, que os três aços são compostos
apenas pela fase ferrítica, portanto o reagente de Nital é ideal para a sua
caracterização, pois ele revela os contornos de grãos definindo a fase do material.
Por possuir apenas a fase ferrítica estes três aços possuem baixa dureza, mas maior
ductilidade. Já o aço TRIP não se consegue caracterizar apenas com o reagente de
Nital, pois este quatro diferentes tipos de microestrutura, a matriz ferrita, que no
ataque de Nital se encontra em tons mais claros e as microestruturas bainitica,
martensitica e austenitica, que no reagente de Nital formam a região mais escura.
Portanto, é necessário a utilização do reagente de LePera para a
caracterização microestrutural completa do aço TRIP. A Figura 05 mostra o ataque
realizado com LePera.
TTT 2012 - VI Conferência Brasileira sobre Temas de Tratamento Térmico17 a 20 de Junho de 2012, Atibaia, SP, Brasil
408
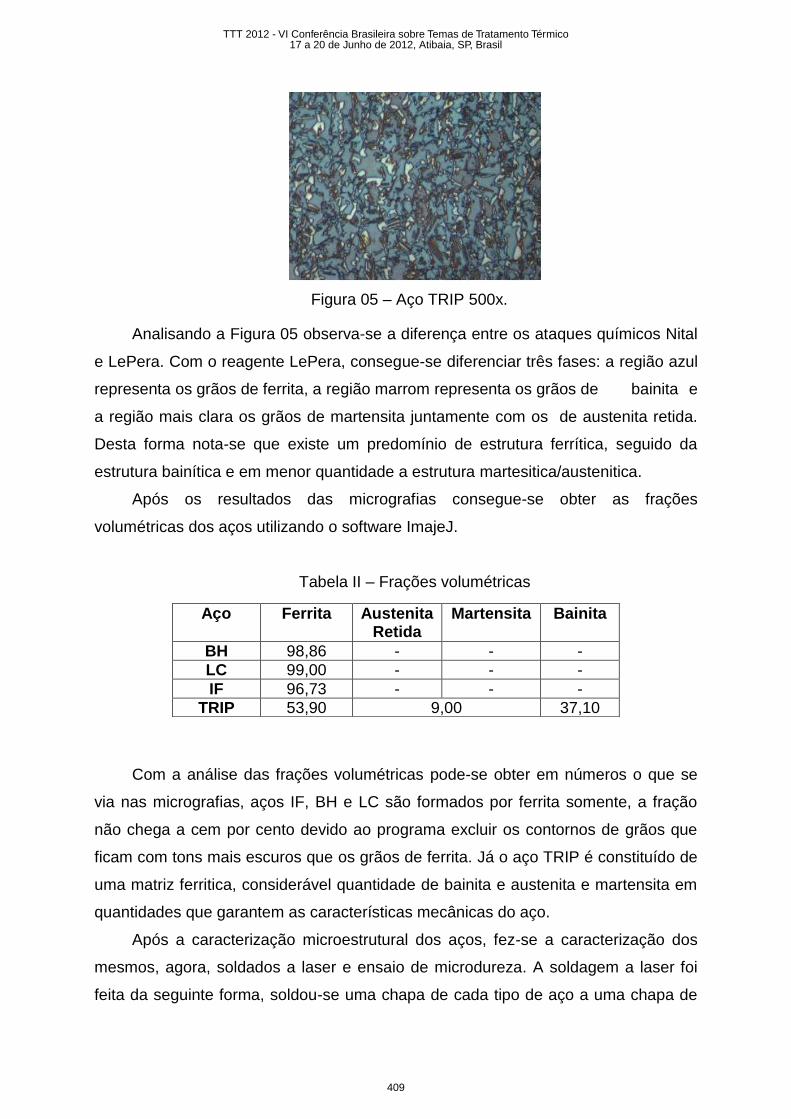
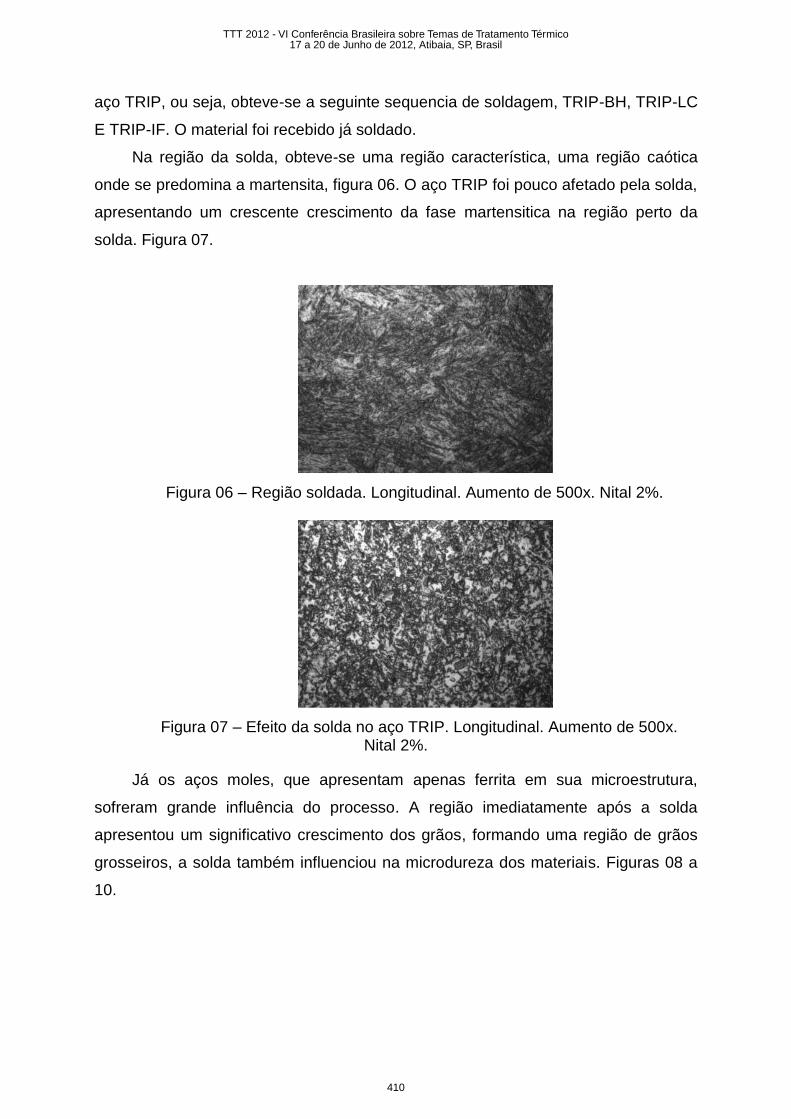
Figura 05 – Aço TRIP 500x.
Analisando a Figura 05 observa-se a diferença entre os ataques químicos Nital
e LePera. Com o reagente LePera, consegue-se diferenciar três fases: a região azul
representa os grãos de ferrita, a região marrom representa os grãos de bainita e
a região mais clara os grãos de martensita juntamente com os de austenita retida.
Desta forma nota-se que existe um predomínio de estrutura ferrítica, seguido da
estrutura bainítica e em menor quantidade a estrutura martesitica/austenitica.
Após os resultados das micrografias consegue-se obter as frações
volumétricas dos aços utilizando o software ImajeJ.
Tabela II – Frações volumétricas
Com a análise das frações volumétricas pode-se obter em números o que se
via nas micrografias, aços IF, BH e LC são formados por ferrita somente, a fração
não chega a cem por cento devido ao programa excluir os contornos de grãos que
ficam com tons mais escuros que os grãos de ferrita. Já o aço TRIP é constituído de
uma matriz ferritica, considerável quantidade de bainita e austenita e martensita em
quantidades que garantem as características mecânicas do aço.
Após a caracterização microestrutural dos aços, fez-se a caracterização dos
mesmos, agora, soldados a laser e ensaio de microdureza. A soldagem a laser foi
feita da seguinte forma, soldou-se uma chapa de cada tipo de aço a uma chapa de
Aço Ferrita Austenita Retida
Martensita Bainita
BH 98,86 - - -
LC 99,00 - - -
IF 96,73 - - -
TRIP 53,90 9,00 37,10
TTT 2012 - VI Conferência Brasileira sobre Temas de Tratamento Térmico17 a 20 de Junho de 2012, Atibaia, SP, Brasil
409
aço TRIP, ou seja, obteve-se a seguinte sequencia de soldagem, TRIP-BH, TRIP-LC
E TRIP-IF. O material foi recebido já soldado.
Na região da solda, obteve-se uma região característica, uma região caótica
onde se predomina a martensita, figura 06. O aço TRIP foi pouco afetado pela solda,
apresentando um crescente crescimento da fase martensitica na região perto da
solda. Figura 07.
Figura 06 – Região soldada. Longitudinal. Aumento de 500x. Nital 2%.
Figura 07 – Efeito da solda no aço TRIP. Longitudinal. Aumento de 500x. Nital 2%.
Já os aços moles, que apresentam apenas ferrita em sua microestrutura,
sofreram grande influência do processo. A região imediatamente após a solda
apresentou um significativo crescimento dos grãos, formando uma região de grãos
grosseiros, a solda também influenciou na microdureza dos materiais. Figuras 08 a
10.
TTT 2012 - VI Conferência Brasileira sobre Temas de Tratamento Térmico17 a 20 de Junho de 2012, Atibaia, SP, Brasil
410
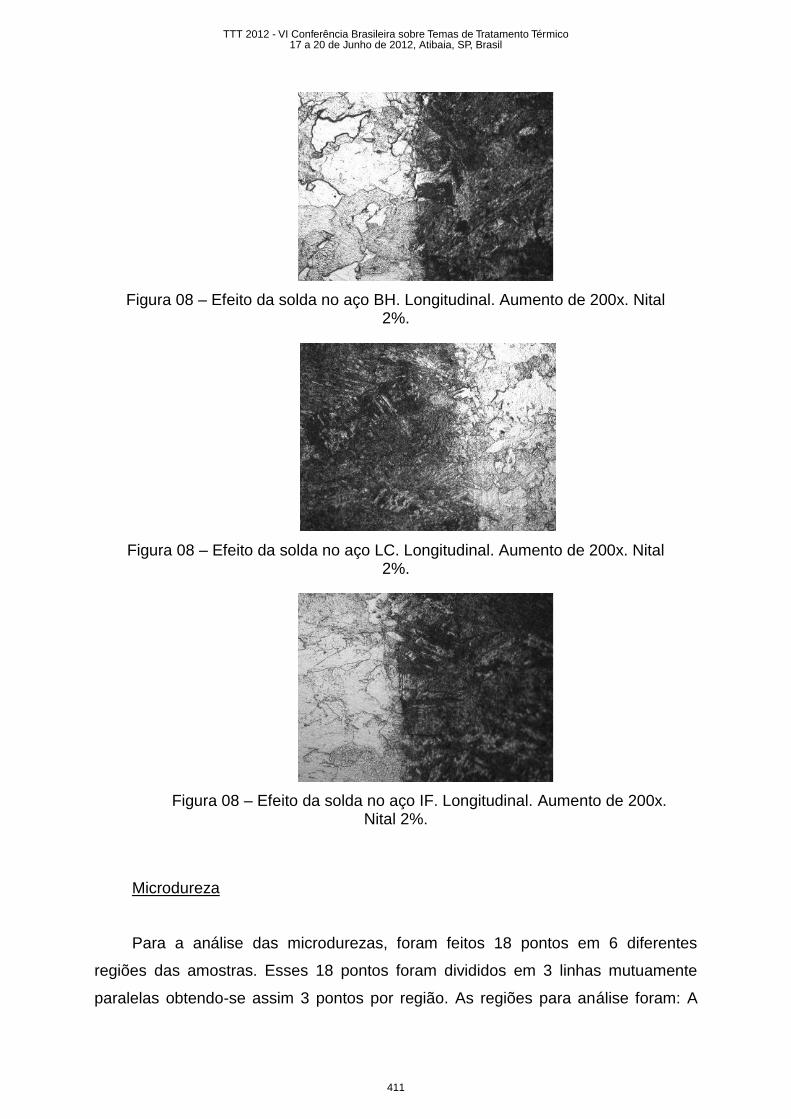
Figura 08 – Efeito da solda no aço BH. Longitudinal. Aumento de 200x. Nital 2%.
Figura 08 – Efeito da solda no aço LC. Longitudinal. Aumento de 200x. Nital 2%.
Figura 08 – Efeito da solda no aço IF. Longitudinal. Aumento de 200x. Nital 2%.
Microdureza
Para a análise das microdurezas, foram feitos 18 pontos em 6 diferentes
regiões das amostras. Esses 18 pontos foram divididos em 3 linhas mutuamente
paralelas obtendo-se assim 3 pontos por região. As regiões para análise foram: A
TTT 2012 - VI Conferência Brasileira sobre Temas de Tratamento Térmico17 a 20 de Junho de 2012, Atibaia, SP, Brasil
411
região do Aço TRIP800 longe da solda, a região do Aço TRIP800 afetada pela solda,
duas regiões da solda, uma no início e outra no fim do cordão de solda, a região
imediatamente após a solda e a região do outro aço longe da solda.
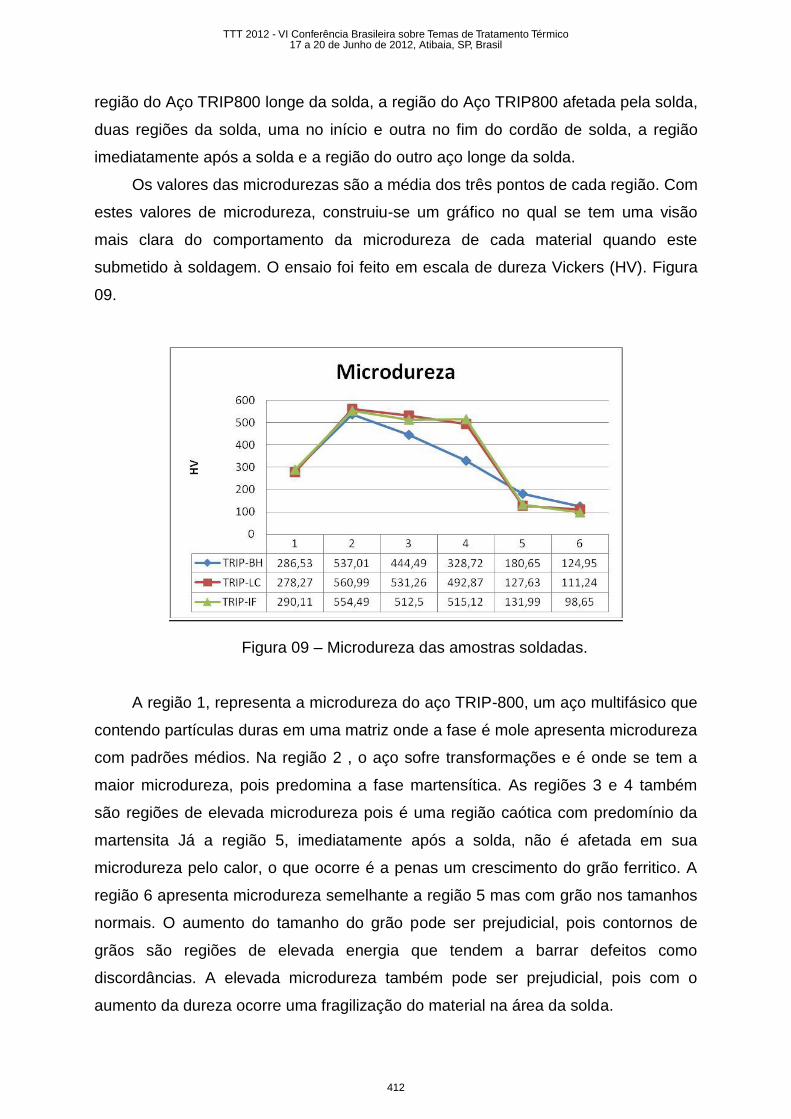
Os valores das microdurezas são a média dos três pontos de cada região. Com
estes valores de microdureza, construiu-se um gráfico no qual se tem uma visão
mais clara do comportamento da microdureza de cada material quando este
submetido à soldagem. O ensaio foi feito em escala de dureza Vickers (HV). Figura
09.
Figura 09 – Microdureza das amostras soldadas.
A região 1, representa a microdureza do aço TRIP-800, um aço multifásico que
contendo partículas duras em uma matriz onde a fase é mole apresenta microdureza
com padrões médios. Na região 2 , o aço sofre transformações e é onde se tem a
maior microdureza, pois predomina a fase martensítica. As regiões 3 e 4 também
são regiões de elevada microdureza pois é uma região caótica com predomínio da
martensita Já a região 5, imediatamente após a solda, não é afetada em sua
microdureza pelo calor, o que ocorre é a penas um crescimento do grão ferritico. A
região 6 apresenta microdureza semelhante a região 5 mas com grão nos tamanhos
normais. O aumento do tamanho do grão pode ser prejudicial, pois contornos de
grãos são regiões de elevada energia que tendem a barrar defeitos como
discordâncias. A elevada microdureza também pode ser prejudicial, pois com o
aumento da dureza ocorre uma fragilização do material na área da solda.
TTT 2012 - VI Conferência Brasileira sobre Temas de Tratamento Térmico17 a 20 de Junho de 2012, Atibaia, SP, Brasil
412
CONCLUSÕES
Baseado nos resultados obtidos das análises microestruturais e do ensaio de
microdureza, pode-se concluir que:
i. Aços multifásicos apresentam uma microestrutura mais complexa do que
os aços isotrópicos.
ii. A tecnologia de junção através de soldagem a laser de tailored blanks, vem
auxiliar a necessidade de aliar duas ou mais propriedades antagônicas e
reduzir peso e tamanho. Mas o seu uso incorreto pode acarretar em danos a
estrutura dos materiais.
iii. A importância na redução de peso e na obtenção de estruturas com
multipropriedades distintas está ligada não somente com a preservação do
meio ambiente, que hoje é uma questão discutida em qualquer projeto, mas
também com a melhora do desempenho dos veículos sem o comprometimento
da segurança e dirigibilidade.
REFERÊNCIAS BIBLIOGRÁFICAS
1. PEREIRA, M. S., 2009. Novos aços para a indústria automobilística. II
Simpósio de Tecnologia – FATEC
2. SOUZA, S. A. de, 1982. Ensaios mecânicos de materiais metálicos.
Editora Blucher. Primeira Edição.
3. ULTRALIGHT STEEL AUTO BODY FINAL REPORT, 1998
4. ULSAB – Advanced Vehicle Concepts, 2002. Abril. Advanced Materials
and Processes.
5. PEREIRA, M. S. Caracterização Microestrutural e Mecânica de um Aço
Multifásico, em Consonância com o Projeto ULSAB - AVC. 2004. 98f. Tese
(Livre Docência em Engenharia Mecânica – Projetos e Materiais) – Faculdade
de Engenharia do Campus de Guaratinguetá, Universidade Estadual Paulista,
Guaratinguetá, 2004.
TTT 2012 - VI Conferência Brasileira sobre Temas de Tratamento Térmico17 a 20 de Junho de 2012, Atibaia, SP, Brasil
413

MECHANICAL PROPERTIES RELATED TO THE MICROSTRUCTURE OF
ADVANCED STEELS FOR THE AUTOMOTIVE INDUSTRY
ABSTRACT
This paper aims to present the microstructural characterization of steels used in
advanced laser welded joints of different thicknesses, i.e. Tailored Blanks. The steels
used were as TRIP steel, LC, BH and IF steels in the shape of plates welded.
Besides analyzing the steels before the laser welding process, the work shows the
microstructures of steels used after this process of brazing. Microscopic study of
welded materials in different thicknesses is of paramount importance, since through
it, we can characterize the welded materials and analyze their behavior to a process
that generates tensions and hence microstructural defects that can be fatal when the
material is requested in its application.
Keywords: Blanks, Advanced Steels, Microstructural characterization.
TTT 2012 - VI Conferência Brasileira sobre Temas de Tratamento Térmico17 a 20 de Junho de 2012, Atibaia, SP, Brasil
414
Recommended

















