
PTS-FORSCHUNGSBERICHT IGF CORNET 63 ENGEWINNUNG VON PROZESSWÄRME AUS ABWÄRME
www.ptspaper.de
» VERPACKUNGEN » PRINTPRODUKTE » RESSOURCENEFFIZIENZ» NEUE WERKSTOFFE

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 1 (57)
www.ptspaper.de FB PTS-PFI 36/13
GEWINNUNG VON PROZESSWÄRME AUS ABWÄRME Ch. Bienert, H. Jung, M. Müller, B. Pacan Inhaltsverzeichnis Seite
1 Zusammenfassung.......................................................................................................... 3
2 Abstract ............................................................................................................................ 5
3 Einleitung ......................................................................................................................... 7 3.1 Energiebedarf und Kostensituation ............................................................................................. 7 3.2 Einsatz von Wärmepumpen ....................................................................................................... 12 3.3 Stand der Technik ...................................................................................................................... 12 3.4 Forschungsbedarf ...................................................................................................................... 15
4 Forschungsziel .............................................................................................................. 15
5 Material und Methoden ................................................................................................. 16 5.1 Prozessanalysen ........................................................................................................................ 16
5.1.1 Vorgehen ....................................................................................................................... 16 5.1.2 Messverfahren ............................................................................................................... 17 5.1.3 Pinch-Analyse ................................................................................................................ 18 5.1.4 Prozesssimulation ......................................................................................................... 19
5.2 Stoffaufbereitung bei höheren Temperaturen ........................................................................... 20
6 Prozessanalysen ........................................................................................................... 22 6.1 Untersuchte Werke ..................................................................................................................... 22 6.2 Bewertung des Ist-Zustands der untersuchten Papierfabriken ................................................ 24 6.3 Bewertung des Ist-Zustands in der Brauerei ............................................................................. 26 6.4 Prozessanalysen in BHKW-Anlagen ......................................................................................... 27 6.5 Konzepte zur Wärmeintegration in der Papierindustrie ............................................................ 28
7 Stoffauflösung bei höheren Temperaturen in der Papierindustrie ........................... 33 7.1 Mischung aus leicht zerfaserbarem Altpapier und schwer zerfaserbarem Krafttragekarton .. 33
7.1.1 4 % Stoffdichte ............................................................................................................... 33 7.1.2 15 % Stoffdichte ............................................................................................................. 35
7.2 Schwer zerfaserbare Altpapiersorten ........................................................................................ 36 7.2.1 Krafttragekarton ............................................................................................................. 36 7.2.2 Papiersorten im Vergleich ............................................................................................. 37
7.3 Nassfestes Papier ...................................................................................................................... 39
8 Einsatz von Wärmepumpen in Biogasanlagen........................................................... 40 8.1 Optimierung des Biogasprozesses ............................................................................................ 40 8.2 Entwicklung der Steuerung ........................................................................................................ 42
9 Prozessintegration ........................................................................................................ 45 9.1 Wärmepumpen in der Papierindustrie ....................................................................................... 45 9.2 Erzeugung von Niederdruckdampf ............................................................................................ 45 9.3 Hochtemperaturstoffauflösung ................................................................................................... 47

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 2 (57)
www.ptspaper.de FB PTS-PFI 36/13
9.4 Vorwärmung der Haubenzuluft .................................................................................................. 49 9.5 Wärmerückgewinnung im Wasserkreislauf ............................................................................... 50 9.6 Einsatz einer HTWP bei TDH .................................................................................................... 51 9.7 Praxisuntersuchung zur HTWP am Energiepark ...................................................................... 52
10 Schlussfolgerungen ...................................................................................................... 56
Literaturverzeichnis ................................................................................................................ 56

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 3 (57)
www.ptspaper.de FB PTS-PFI 36/13
1 Zus ammenfas s ung
Zielstellung Das Ziel des Gesamtprojektes war es, einen wirtschaftlichen Einsatz von Wär-mepumpen in der Industrie aufzuzeigen. Dazu wurden Prozessanalysen sowie Untersuchungen zu industriellen Anwendungen von Wärmepumpen und zur Papiererzeugung bei hohen Prozesstemperaturen durchgeführt. Darüber hin-aus wurde eine Hochtemperatur-Wärmepumpe für den industriellen Einsatz entwickelt, um aus Abwärme Prozesswärme zu gewinnen.
Prozessanalysen Es wurden drei Papierfabriken sowie eine Brauerei untersucht und hinsichtlich ihres Wärmeeinsatzes bewertet. Auf dieser Basis wurden Maßnahmen zur Wärmeintegration und Einsatzmöglichkeiten für Wärmepumpen erarbeitet. Alle drei Papierfabriken setzten Wärme nur in Form von Dampf ein, der Wärmebe-darf ist typisch für den jeweiligen Sortenbereich. In allen Werken konnten den-noch Potenziale für weitere Wärmeintegrationsmaßnahmen identifiziert werden. Dies gilt auch für die untersuchte Brauerei. Im Rahmen dieses Projektes wurden Wasser–Wasser, Luft–Wasser und Luft–Luft-Wärmetausch zur Wärmerückgewinnung berücksichtigt: Die Ergebnisse zeigen, dass sich durch Wärmeintegrationsmaßnahmen der spezifische Ener-giebedarf wirtschaftlich sinnvoll reduzieren lässt. Ökonomisch attraktive Ener-gieeinsparungen sind insbesondere dann möglich, wenn Frischdampf ersetzt werden kann. Eine hohe Wirtschaftlichkeit ist außerdem meist dann gegeben, wenn Wärmequellen und –senken möglichst lokal gekoppelt werden. Die wirt-schaftliche Bewertung von Maßnahmen zur Wärmeintegration hängt somit stark von lokalen Gegebenheiten ab und ist von Fall zu Fall zu prüfen.
Stoffauflösung in der Papierindust-rie
Die Ergebnisse haben gezeigt, dass schwer zerfaserbare Altpapiersorten bei geringen Stoffdichten entsprechend der Viskosität des Wassers mit steigender Temperatur besser aufgelöst werden. Aus wirtschaftlichen und technologischen Gründen sollte allerdings die Temperatur nicht größer als 50 °C sein. Bei höheren Stoffdichten überwiegen jedoch die Scher- und Reibkräfte bei der Stoffauflösung, so dass dadurch eine bessere Zerfaserung erreicht werden kann, die durch eine Temperaturerhöhung nur in geringem Maße verbessert werden kann.
Biogasanlagen Durch den Einsatz einer Hochtemperaturwärmepumpe (HTWP) kann der Be-trieb von Biogasanlagen zukünftig wärmeenergieautark erfolgen. Damit kann das Biogas dort verstromt werden, wo die Wärmeenergie effizient genutzt werden kann (z.B. Industrieanlagen). Biogasanlagen können in Verbindung mit einer HTWP auch zur Speicherung von Wärmeenergie genutzt werden, die bedarfsweise in ein Nahwärmenetz eingespeist werden kann. Durch den Ein-satz von HTWP können zukünftig Bioraffineriekonzepte realisiert werden, die energieautark eine stofflich-energetische Nutzung von Restbiomassen ermögli-chen. Hochtemperaturwärmepumpen können auch zur Prozessstabilisierung der Wärmebehandlung von flüssigen Medien (z. B. Thermodruckhydrolyse von Klärschlamm) eingesetzt werden, sofern die benötigte Wärmeleistung über

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 4 (57)
www.ptspaper.de FB PTS-PFI 36/13
50 kW liegt. Die Abhängigkeit von fossilen Energieträgern kann reduziert wer-den.
Einsatz in der Industrie
Wärmepumpen sind in der Papierindustrie bislang noch kaum anzutreffen. Bisherige Einsatzstellen von Wärmepumpen in der Papierindustrie beschränken sich in der Regel auf den Einsatz von Thermokompressoren. Neue Entwicklun-gen, wie sie im Rahmen dieses Projektes untersucht wurden versuchen die bestehenden Limitierungen zu beseitigen und damit neue Einsatzmöglichkeiten für Wärmepumpen in der Papierindustrie zu erschließen. Die Einbindungsmöglichkeiten sind dabei vielseitig. Basierend auf den Ergeb-nissen der Systemanalysen wurden im Rahmen dieses Projektes folgende Optionen untersucht: Erzeugung von Niederdruckdampf, Hochtemperaturstoff-auflösung, Vorwärmung der Haubenzuluft und Wärmerückgewinnung im Was-serkreislauf. Die Berechnungen wurden anhand einer Modellpapierfabrik mit Branchen typischen Daten durchgeführt. Die Ergebnisse zeigen, dass sich in einigen Fällen wirtschaftlich interessante Einsatzmöglichkeiten ergeben, aber auch weitere Entwicklungen im Bereich Wärmepumpentechnologie notwendig sind.
Schluss-folgerung
Die Ergebnisse haben gezeigt, dass Wärmepumpen insbesondere Hochtempe-raturwärmepumpen zahlreiche Einsatzmöglichkeiten in der Papierindustrie und bei Biogasanlagen haben können. Dabei sind lokale und monetäre Rahmenbe-dingungen zu berücksichtigen, damit auch eine Wirtschaftlichkeit gegeben ist.
Danksagung für Forschungsvor-haben mit koope-rierender For-schungsvereini-gung
Das Forschungsvorhaben IGF CORNET 63 EN der kooperierenden AiF-Forschungsvereinigungen PTS und PFI wurde über die AiF im Rahmen des Programms zur Förderung der Industriellen Gemeinschaftsforschung (IGF) vom Bundesministerium für Wirtschaft und Energie aufgrund eines Beschlusses des Deutschen Bundestages gefördert. Dafür sei an dieser Stelle herzlich gedankt.
Unser Dank gilt außerdem den beteiligten Firmen der Papier- und Zulieferin-dustrie, den Biogasanlagen und den Beratungsunternehmen sowie vor allem unseren Belgischen Projektpartnern HOWEST, UGent und Flemish User Group für die Unterstützung der Arbeiten.

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 5 (57)
www.ptspaper.de FB PTS-PFI 36/13
2 Abs tract
Objective The overall goal of the project was to show the economical use of heat pumps in industrial environment. A new technology (high temperature heat pump – HT HP) was developed, aiming at upgrading process heat by the use of unavoida-ble waste heat. This solution can be a key-technology to decrease the excess of waste heat into the environment and to reduce the energy demand for energy-intensive indus-tries like pulp and paper, food, brick, chemical and textile.
Process analysis Three paper mills and a brewery were examined and concerning their thermal input evaluated. On this basis measures for heat integration and application possibilities for heat pumps were prepared. All three paper mills apply heat only in form of steam. The heat demand is typical for the corresponding grade. Potentials for heat integration measures could be identified in all investigated mills and in the brewery. Within the framework of the project water-water, air-water and air-air heat ex-change were considered for waste heat recovery. The results show that the specific heat demand can be reduced by heat integration measures in an eco-nomical meaningful way. Economic attractive savings of energy is particularly possible if fresh steam can be replaced. A good and high economy is given if heat sources and heat sinks can be interconnected locally. The economic assessment of heat integration measures depends largely upon the local condi-tions and is to be proved in each case.
High temperature pulping
The results show that poorly degradable paper grades can be disintegrated better with low consistencies and increasing temperatures respectively to viscosity of water. Economic and technological reasons restrict the temperature up to 50°. With higher consistencies the shear and friction forces predominate so that there-fore a better defibration can be achieved. In this case, an increase of the tem-perature improves in the defibration only to a minor degree.
Biogas plants Through the application of high temperature heat pumps (HTHP) a thermal energy self-sufficient operation of biogas plants will be possible in the future. Thereby, the biogas can be converted to electricity at a location where the heat can be used for processes (industrial sites, etc.). Biogas plants in combination with HTHPs can also be used to store thermal energy, which can be fed into a district heating grid when needed. With the application of HTHPs, bio refinery concepts can be realised in the future that enable an energy self-sufficient utilization and valorisation of waste biomass. HTHPs can also be used to sup-port the process stability of thermal treatment of liquid media (e.g. thermal pressure hydrolysis of sewage sludge), as long as the required heat load is above 50 kW. The dependency of fossil energy sources can be reduced.
Industry applica-tion
Current applications of heat pumps in paper industry are seldom and mostly thermo-compressors can be found to reuse flash steam in the drying section. New constructions investigated in the current project try to remove the existing limitations in order to enter new applications for heat pumps in the industry.

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 6 (57)
www.ptspaper.de FB PTS-PFI 36/13
The possibilities are miscellaneous. Based on the system analysis results the following options were examined: Make-up of low-pressure steam, high temper-ature pulping, pre-heating of supply air, upgrading of process water tempera-ture. Calculations based on a model mill using industrial sector typical data were done. The results show economic interesting applications in some cases, but also a need in further constructions of heat pumps-
Conclusions The project results show a lot of applications for heat pumps and especially for high temperature heat pumps in the paper, textile, food, construction industry and in biogas plants. Local and monetary basic conditions should be considered to get a good economy.
Acknowledgement
The research project CORNET 63 EN of the co-operating research associations PTS and PFI was funded by the German Federal Ministry of Economic Affairs and Energy within the programme of “promoting pre-competitive joint research” and carried out under the umbrella of the German Federation of Industrial Co-operative Research Associations (AiF). We would like to express our sincere thanks for this support.
We would also like to thank the companies of the paper, textile and food pro-cessing sectors, the biogas plants and the consulting firms as well as the Bel-gian project partners HOWEST, UGent and the Flemish User Group for sup-porting the project works.

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 7 (57)
www.ptspaper.de FB PTS-PFI 36/13
3 E inleitung
3.1 E nergiebedarf und K os tens ituation
Energiebedarf Papierindustrie
Die Papierindustrie gehört neben den Branchen Baustoffe, Chemie, Glas, Nichteisen-Metalle und Stahl zu den energieintensiven Industrien in Deutsch-land, obwohl der spezifische Energiebedarf in den letzten Jahrzehnten deutlich reduziert werden konnte (Abbildung 1). Mit im Jahr 2010 durchschnittlich 3.139 kWh/t [1] liegt die deutsche Papierindustrie dabei deutlich unter dem europäi-schen Mittelwert (3.850 kWh/t [2]). Mit Veröffentlichung der "Roadmap to a low-carbon bio-economy" hat sich die CEPI zum Ziel gesetzt die CO2-Emissionen in der "holzfaserbasierten Industrie" bis 2050 um 80 % im Vergleich zu 1990 zu reduzieren [3] und damit den Weg zu einer weiteren Reduzierung des Energie-bedarfs weiter voranzutreiben.
Abbildung 1 Energiebedarf in der deutschen Papierindustrie [1]
Energiekosten deutsche Papier-industrie
Die Energiekosten stellen für die deutsche Papierindustrie einen wesentlichen Kostenfaktor dar. Neben den Rohstoffkosten sind sie in den letzten Jahren am stärksten angestiegen. So betrug der Anteil der Energiekosten, bezogen auf den Umsatz, in den letzten Jahren stets mehr als 10 %. Der effiziente Umgang mit Energie entscheidet somit über die Produktivität eines gesamten Standor-tes.
Abbildung 2 Energiekosten in Prozent des Umsatzes [1]

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 8 (57)
www.ptspaper.de FB PTS-PFI 36/13
Bestandteile Strom- /Gaspreis
Der Gas- bzw. Strompreis setzt sich aus drei Hauptbestandteilen zusammen [4]. Diese sind: • Energiepreis inkl. Beschaffung und Lieferung • Preis für die Netznutzung (Netznutzungsentgelt) • Diverse Abgaben, Umlagen und Steuern Ein Teil dieser Steuern und Abgaben wird der energieintensiven Industrie unter bestimmten Voraussetzungen erlassen, so dass sich deren Anteil am Strom-preis reduziert.
Abbildung 3 Anteil der Steuern, Abgaben und Netzentgelte am Strom-
preis in Abhängigkeit vom Strombezug [5]
Strompreis im europäischen Vergleich
Die einzelnen Elemente des Strompreises tragen, wie nachfolgende Abbildung illustriert, in den einzelnen europäischen Ländern unterschiedlich zum Strom-preis bei.
Abbildung 4 Vergleich europäischer Strompreise [6]
0
50
100
150
200
250
BU TR EL FR SE HR EE FI PT RO NL ES SI PL LV BE UK HU IT CZ SK DE CY DK
Without taxes, levies, vat taxes, levies and vat
€/M
Wh

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 9 (57)
www.ptspaper.de FB PTS-PFI 36/13
Gaspreis im europäischen Vergleich
Auch die einzelnen Elemente des Gaspreises tragen in den einzelnen europäi-schen Ländern unterschiedlich zum Gaspreis bei.
Abbildung 5 Vergleich europäischer Gaspreise [6]
Verfügbarkeit Energieträger
Der weltweite Energiebedarf wird nach einer Prognose bis zum Jahr 2030 um etwa 55 % im Vergleich zum Jahr 2004 steigen [7]. Auf der anderen Seite ist die zeitliche Reichweite fossiler Brennstoffe begrenzt (Abbildung 6). Bis 2030 werden jedoch keine Engpässe erwartet, da technische Fortschritte dem Trend einer Verschlechterung der Lagerstättenbedingungen entgegenwirken [8, 9]. Das Überschreiten des Produktionsmaximums bei Öl und später bei Erdgas wird dennoch eine spürbare Lücke in der Weltenergieversorgung hinterlassen. In dieser Phase wird der Einsparung von Energie eine herausragende Bedeu-tung zukommen [10].
Abbildung 6 Prognose der Verfügbarkeit von Energieträgern [10]
0
20
40
60
80
100
RO NL PL UK SK BE ES EE BG FR CZ LV PT IT DE HU FI BA SE
Without taxes and levies taxes, levies and vat
€/M
Wh

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 10 (57)
www.ptspaper.de FB PTS-PFI 36/13
Erneuerbare Energie
Durch den steigenden Anteil an erneuerbaren Energien (insbesondere Photo-voltaik und Windenergie) und die gleichzeitige Stilllegung von Grundlastkraft-werken kommt es aufgrund der Umsetzung der Energiewende in Deutschland zu einem immer größer werdenden Anteil an volatilen Stromquellen, die pha-senweise zu einer Unter- oder Überversorgung mit Strom führen [11, 12].
Abbildung 7 Volatilität der Stromversorgung [12]
Prognose Strompreis
Der industrielle Strompreis ist in Deutschland im Zuge der Liberalisierung des Strommarktes zwischen 1995 und 2000 zunächst gefallen, seither jedoch wieder angestiegen [13]. In den letzten Jahren ist an der Strombörse EEX aufgrund der seit Jahren niedrigen CO2-Zertifikatepreise und des verstärkten Ausbaus der Erneuerbaren Energien ein Sinken des Strompreises zu beobach-ten [14]. Aber nicht nur der Spotmarkt, auch die Preisentwicklung auf den Terminmärkten der EEX zeigt den Einfluss der weiter wachsenden Einspeisung von erneuerbarem Strom und führt für die nächsten Jahre zu deutlich fallenden Großhandelspreisen (Abbildung 8).
Abbildung 8 Preisentwicklung Terminmarkt EEX [14]
Dennoch werden von verschiedenen Instituten steigende Strompreise auch für die Industrie prognostiziert (Abbildung 9).

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 11 (57)
www.ptspaper.de FB PTS-PFI 36/13
Abbildung 9 Prognose Strompreisentwicklung [15]
Prognose Gaspreis
Die inländischen Energiepreise werden insbesondere bei fossilen Energieträ-gern, wie Öl und Gas, durch die Weltmarktpreisentwicklung unmittelbar beein-flusst. Im Industriebereich sind die Preise für Erdgas beispielsweise zwischen 1995 und 2005 um 84 % gestiegen [13]. Die Preisrisiken bei Öl und Gas erhö-hen sich, da die Abhängigkeit der Versorgung von politisch instabilen Förder- und Transitregionen zunimmt. Insbesondere die aktuell politisch instabile Situa-tion in der Ukraine lässt hier weitere Risiken erwarten. Wie in Abbildung 10 dargestellt ist auch für die nächsten Jahre mit einem weite-ren Anstieg der Verbraucherpreise zu rechnen. Die Steigerung wird hierbei maßgeblich durch die Entwicklungen am Beschaffungsmarkt sowie bei den Netzentgelten beeinflusst [16].
Abbildung 10 Prognose Gaspreisentwicklung [16]
0
10
20
30
40
50
60
2010 2012 2014 2016 2018 2020 2022
Gas
prei
s / €
/Mw
h
Börsenpreis
Grenzübergangspreis
Verbraucherpreis Industrie

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 12 (57)
www.ptspaper.de FB PTS-PFI 36/13
3.2 E ins atz von Wärmepumpen
Nutzung von Abwärme
Der hohe Energieverbrauch führt zu industrieller Abwärme, die zum großen Teil vollständig oder teilweise an die Umwelt abgegeben wird, obwohl ein großer Bedarf an Prozesswärme in Form von Warm- oder Heißwasser, Dampf oder warmer Luft besteht. Eine mögliche Lösung dieses Problems könnte der Ein-satz von Wärmepumpen sein, bei dem die Energie der Abwärme auf ein höhe-res Temperaturniveau gebracht wird, um somit die Energie der Abwärme wie-der als Prozesswärme einzusetzen.
Derzeitiger Ein-satz
Auch wenn Wärmepumpen längst bekannt sind, werden sie nur selten im in-dustriellen Umfeld eingesetzt. Aufgrund der hohen Stromkosten und des un-günstigen Preisverhältnisses zwischen Strom und Brennstoffen können indust-rielle Wärmepumpen häufig nicht wirtschaftlich betrieben werden. Darüber hinaus gibt es nur wenige Studien über einen wirtschaftlichen Einsatz von Wärmepumpen in unterschiedlichen Industrieanlagen.
Prozess-integration
Die Anschaffung einer Wärmepumpe ist allerdings oft noch nicht genug. Ab-wärme und benötigte Prozesswärme muss auch in geeigneter Weise in Verbin-dung gebracht werden. Die Prozesswärme, die durch eine Wärmepumpe gene-riert werden kann, muss auch ein Temperaturniveau aufweisen, das für den Prozess geeignet ist. Derzeitig verfügbare Wärmepumpen sind noch nicht in der Lage, höhere Temperaturen als 100°C zu generieren, die allerdings in ver-schiedenen Industriebranchen benötigt werden (z.B. Dampf in der Papierindust-rie, in der chemischen Industrie oder in Brauereien). Verfügbare Wärmepumpen weisen eine maximale Ausgangstemperatur von 80°C bis 90°C auf.
Papierindustrie Durch die Verwendung von höheren Temperaturen bei der Stoffauflösung könnten grundsätzlich die Viskosität des eingesetzten Wassers verringert und dadurch der Auflöseprozess verbessert bzw. beschleunigt werden. Durch die Entwicklung neuer Wärmepumpen und geeigneter Wärmeintegrationskonzep-ten könnte ein größerer Teil der bei der Papiererzeugung anfallenden Abwärme für die Stoffauflösung bei höheren Temperaturen genutzt werden.
Biogasanlagen Die Erzeugung von elektrischer Energie in Biogasanlagen ist umstritten, weil die Stromgestehungskosten im Vergleich zu anderen regenerativen Energiequellen (z. B. Wind) höher liegen, die Abwärmenutzung des BHKWs in den meisten Fällen sehr ineffizient ist und der Anbau von Mais und anderen landwirtschaftli-chen Biomassen für die Energieproduktion ernährungspolitisch als fragwürdig betrachtet wird. Auf der anderen Seite ist Biomethan klimaneutral und kann im Erdgasnetz in großen Mengen zwischengespeichert und bedarfsweise in effi-zienten Gaskraftwerken verstromt werden. Es müssen also Anstrengungen unternommen werden, durch eine Wärmeopti-mierung (z.B. Wärmepumpen) von Biogasanlagen und durch eine Nutzung von Reststoffen Akzeptanz und Wirtschaftlichkeit von Biogasanlagen zu verbessern.
3.3 S tand der Technik
Einleitung Gemäß einer Deutschen Studie, die 2008 von IER abgeschlossen wurde, könnten theoretisch jährlich 390 PJ Energie aus industrieller Abwärme wieder genutzt werden, wenn Wärmepumpen eine Ausgangstemperatur von 100°C liefern würden. Dies entspricht ca. 16 % des gesamten Deutschen Energiebe-darfs durch die Industrie.
Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 13 (57)
www.ptspaper.de FB PTS-PFI 36/13
Verfügbare Wärmepumpen
Bis heute ist es nicht möglich, Abwärme mit den verfügbaren Wärmepumpen auf eine ausreichende Ausgangtemperatur zu bringen, um damit die Energie in der Abwärme in industriellen Prozessen nutzen zu können.
Aktuelle Entwicklungen
Obwohl Wärmepumpen mit einer Ausgangstemperatur >90°C noch nicht ver-fügbar sind, werden seit 1980 in diesem Gebiet Forschungsarbeiten in der Literatur beschrieben. Dazu gibt es Tests in Japan mit Ausgangstemperaturen von 120°C – 200°C. Thermea kündigt eine Wärmepumpe an, die unter Ver-wendung von superkritischem CO2 als Arbeitsmedium 130°C erreichen soll. Hybrid Energy (Norwegen) entwickelt einen “Hybrid-Absorption-Compressor”, bei dem ein Ammonium-Wasser-Gemisch als Arbeitsmittel verwendet wird. Eine Ausgangs-Temperatur von 95°C – 100°C wird angestrebt.
Wärme-Integration
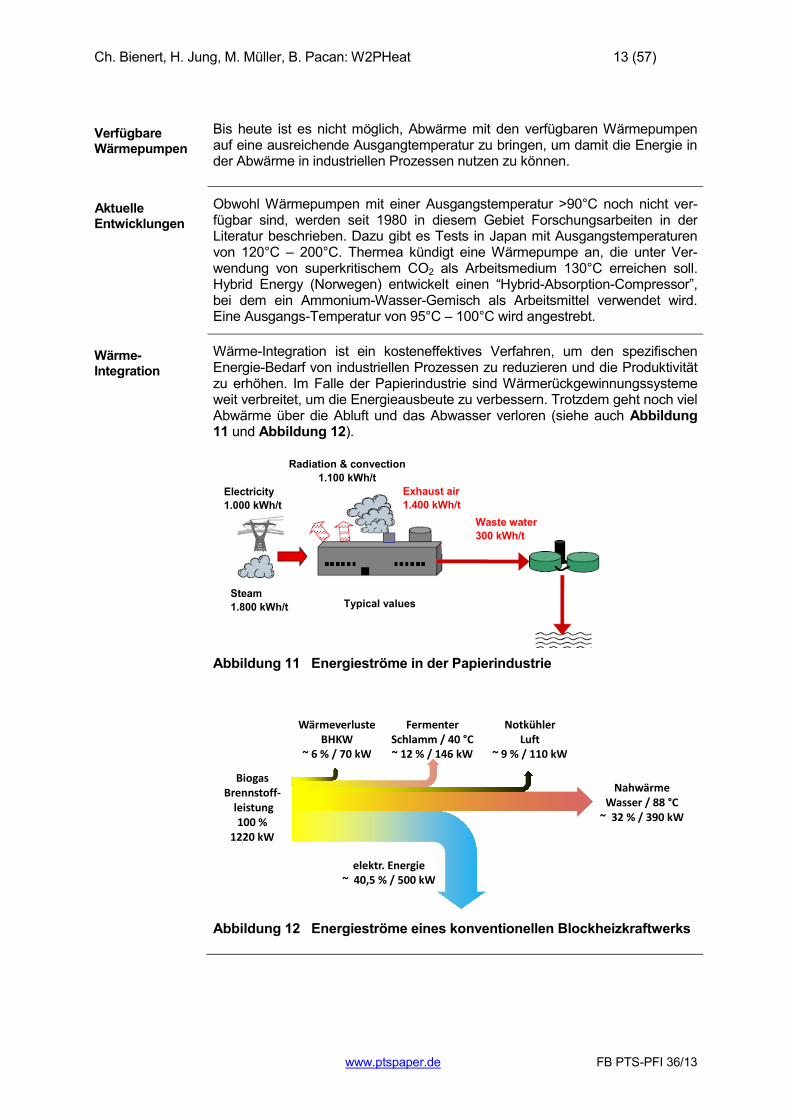
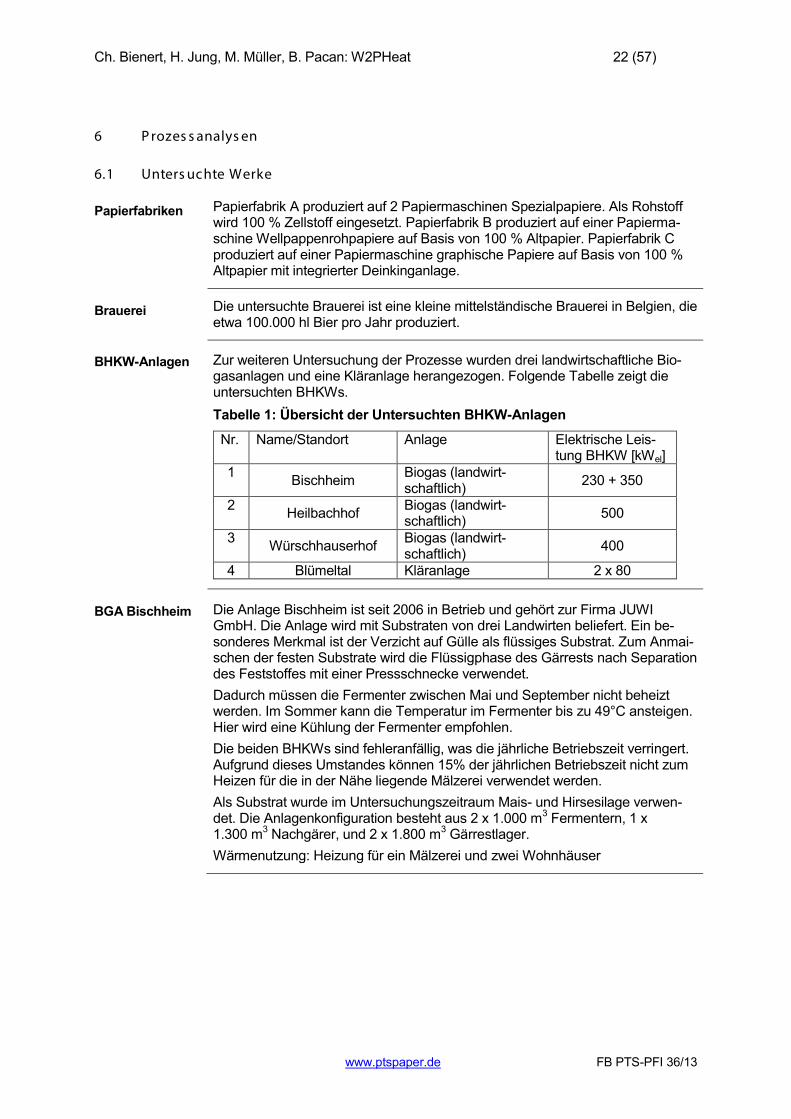
Wärme-Integration ist ein kosteneffektives Verfahren, um den spezifischen Energie-Bedarf von industriellen Prozessen zu reduzieren und die Produktivität zu erhöhen. Im Falle der Papierindustrie sind Wärmerückgewinnungssysteme weit verbreitet, um die Energieausbeute zu verbessern. Trotzdem geht noch viel Abwärme über die Abluft und das Abwasser verloren (siehe auch Abbildung 11 und Abbildung 12).
Abbildung 11 Energieströme in der Papierindustrie
Abbildung 12 Energieströme eines konventionellen Blockheizkraftwerks
Waste water300 kWh/t
Radiation & convection1.100 kWh/t
Exhaust air1.400 kWh/t
Steam1.800 kWh/t
Electricity1.000 kWh/t
Typical values
Waste water300 kWh/t
Radiation & convection1.100 kWh/t
Exhaust air1.400 kWh/t
Steam1.800 kWh/t
Electricity1.000 kWh/t
Typical values
Fermenter
Schlamm / 40 °C
~ 12 % / 146 kW
Wärmeverluste BHKW
~ 6 % / 70 kW
elektr. Energie
~ 40,5 % / 500 kW
Nahwärme
Wasser / 88 °C
~ 32 % / 390 kW
Biogas
Brennstoff- leistung
100 %
1220 kW
Notkühler
Luft ~ 9 % / 110 kW

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 14 (57)
www.ptspaper.de FB PTS-PFI 36/13
Papierindustrie Bei der Papiererzeugung wird eine Faserstoffsuspension mit ca. 1 % Stoffdichte durch eine Head-Box gepumpt und auf einem Sieb bei einer Temperatur von 50°C zu einer kontinuierlichen Papierbahn entwässert. Die Papierbahn wird anschließend in einer Pressenpartie und in einer Trockenpartie mit heißen Zylindern (ca. 100 – 120°C) entwässert und getrocknet.
Die Papiererzeugung bei hohen Temperaturen hat klare Vorteile und kann zu einer verbesserten Energiewirtschaftlichkeit führen. Höhere Temperaturen verbessern die Viskosität und die Oberflächenspannung des Wassers, so dass das Altpapier besser aufgelöst und eine Entwässerung in der Sieb- und Pres-senpartie erhöht werden kann.
Nutzung der Wärmeenergie in Biogasanlagen
Gemäß der Umfrage der Fachagentur für Nachwachsende Rohstoffe (FNR) wurden 2012 bei der Stromerzeugung aus Biogas ca. 20 TWh an nutzbarer Wärmeenergie erzeugt. Wie aus der Grafik (Abbildung 13) zu ersehen ist, werden jedoch nur etwas mehr als die Hälfte der anfallenden Wärmeenergie auch genutzt. Etwa 4 TWh werden für die Beheizung/Warmwasserversorgung von ca. 8.000 anlagennahen Gebäuden verwendet, was einen Verbrauch von ca. 40.000 Liter Heizöl/Jahr je Biogasanlage entspricht. Auch diese Nutzung kann als nicht besonders effizient betrachtet werden. Gemäß Umfragen bei Biogasanlagenbetreibern wird für das Beheizen der Biogasfermenter zwischen 10 – 25 % der Abwärme des BHKW benötigt. Somit besteht noch ein erhebliches Optimierungspotential zur Senkung des Eigen-energiebedarfs von Biogasanlagen.
Abbildung 13 Verteilung der genutzten Abwärme von Blockheizkraftwer-
ken (BHKWs) auf Biogasanlagen

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 15 (57)
www.ptspaper.de FB PTS-PFI 36/13
3.4 F ors chungs bedarf
Wärmepumpen Aufgrund der Ausgangssituation und des Stands der Technik besteht deshalb der Bedarf, eine Hochtemperaturwärmepumpe zu entwickeln, die auch Aus-gangstemperaturen von mehr als 100°C ermöglicht.
Papierindustrie Um diese Wärmepumpe effektiv in unterschiedlichen Industriebranchen einset-zen zu können, sind einerseits die entsprechenden Prozesse anzupassen und andererseits Konzepte zur Integration zu entwickeln.
Für die Papierindustrie sind dazu Untersuchungen notwendig, wie höhere Temperaturen die Stoffauflösung verbessern können. Insbesondere die dazu notwendigen Rahmenbedingungen, wie z.B. Stoffdichte, geeigneter Tempera-turbereich und geeignete Altpapiersorten sind zu ermitteln.
Bioraffinerie Während der letzten Jahre hat das PFI eine Aufschlusstechnologie (Thermo-Druck-Hydrolyse – TDH) für die Nutzung von lignocellulosehaltiger Biomasse (Stroh, landwirtschaftliche Reststoffe, etc.) entwickelt. Die Biomasse kann somit als Substrat für die Fermentation zu industriellen Rohstoffen genutzt werden. Die Reststoffe dieses Prozesses können in einer Biogasanlage verwertet wer-den. Da nicht genügend Prozesswärme auf hohem Temperaturniveau für den hydrothermalen Aufschluss und die Aufkonzentrierung des fermentierbaren Hydrolysates zur Verfügung steht, ist die Nutzung von Lignocellulose im Ge-samt-Materialinput beschränkt. Die benötigte Wärme für den Aufschluss und die Verdampfung sollte mittels Hoch-Temperatur-Wärmepumpe vom Kühlwasser des BHKWs geschöpft werden. Die Hoch-Temperatur-Wärmepumpe könnte das fehlende Element für eine energieautarke Nutzung von Lignocellulose für Fermentationsprozesse sein.
4 F ors chungs ziel
Ziel Das Ziel des Gesamtprojektes war es deshalb, einen wirtschaftlichen Einsatz von Wärmepumpen in der Industrie aufzuzeigen. Dazu wurden Prozessanaly-sen sowie Untersuchungen zu industriellen Anwendungen von Wärmepumpen und zur Papiererzeugung bei hohen Prozesstemperaturen durchgeführt. Dar-über hinaus wurde eine Hochtemperatur-Wärmepumpe für den industriellen Einsatz entwickelt, um aus Abwärme Prozesswärme zu gewinnen.

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 16 (57)
www.ptspaper.de FB PTS-PFI 36/13
5 Material und Methoden
5.1 P rozes s analys en
5.1.1 Vorgehen
Vorgehen Ziel der Vor-Ort-Untersuchungen ist es die in den untersuchten Werken vor-handenen Wärmequellen und –senken zu identifizieren und damit den Ist-Zustand hinsichtlich Wärmebedarf und Wärmeintegration zu analysieren und zu bewerten. Im Rahmen des Forschungsprojektes wurde eine standardisierte Methode in den untersuchten Werken angewendet. Das Vorgehen ist in nach-folgendem Ablaufplan schematisch dargestellt.
Abbildung 14 Ablaufplan Prozessanalyse
Vorbereitung der Prozessanalyse
Vor Durchführung der Prozessanalysen wurde ein Fragebogen erstellt und an die zu untersuchenden Werke versendet. Darin wurden die in den Werken verfügbaren und für die Bearbeitung notwendigen Informationen (Fließbilder, Produktionsdaten, Energiebedarf …) zu Produktion, Energieerzeugung und Energienutzung abgefragt. Die dadurch erfassten Daten wurden ausgewertet und die Vor-Ort-Analyse vorbereitet. Hierzu wurde ein Zeitplan erstellt und mit den Werken abgestimmt, die notwendigen Messungen vorbereitet und notwendige Besprechungen mit den Verantwortlichen vor Ort arrangiert. In einem vorbereitenden Gespräch werden die vorbereiteten Unterlagen mit den Verantwortlichen der Papierfabrik diskutiert und auf Vollständigkeit überprüft. Ferner werden grundlegende Betriebsabläufe erfragt.
Auswertung der zur Verfügung gestellten Daten
Vor-Ort-Analyse(Vor-Ort-Messungen, Erfassung von Produktions- und Prozessdaten, Diskussion der
Betriebsweisen mit den Verantwortlichen vor Ort …)
Datenauswertung(Bewertung des Ist-Zustands, Identifikation von Potenzialen zur Wärmeintegration)
Simulationsrechnungen(zur Bewertung von Maßnahmen zur Wärmeintegration)
Task 3.1
Versand Fragebogen an untersuchtes Werk(zur Erfassung von Daten und Informationen zu Produktion und Energiebedarf)
Vorbereitung der Vor-Ort-Analyse(Zeitplan, notwendige Messungen …)
Task 3.2
Task 3.3
Task 3.4

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 17 (57)
www.ptspaper.de FB PTS-PFI 36/13
Prozessanalyse Die Prozessanalysen wurden in Papierfabriken sowie zur Unterstützung der belgischen Projektpartner einer Brauerei durchgeführt. In den Prozessanalysen, die in untersuchten Werken durchgeführt wurden, wurden systematisch die notwendigen Daten zum Thema Wärmebedarf und Wärmeintegration aufge-nommen. Hierzu wurden verfügbare Daten aus dem Prozessleitsystem erfasst, soweit notwendig eigene Messungen durchgeführt (Volumenströme, Tempera-turen, relative Feuchte) und die Betriebsabläufe mit den Verantwortlichen vor Ort diskutiert. Schwerpunkte der Untersuchungen waren Energiebedarf, Wärmequellen- und Wärmesenken in folgenden Bereichen: • Hallen- und Haubenbelüftung • Dampf- und Kondensatsystem • Vakuumsystem • Drucklufterzeugung • Energieerzeugung • Wasserkreislauf
Bewertung des Ist-Zustands (Task 3.3)
Die erfassten Daten wurden ausgewertet und der Ist-Zustand hinsichtlich Wär-meintegration bewertet. Weiterhin wurden Ansatzpunkte zur direkten Wärmein-tegration diskutiert und bewertet sowie mögliche Einsatzstellen für Wärmepum-pen mit den Projektpartnern diskutiert.
Simulations-rechnungen (Task 3.4)
Zur Bewertung des Einflusses auf den Energiebedarf der betrachteten Wär-meintegrationsmaßnahmen in den Wasserkreislauf wurden im Rahmen des Projektes statische Simulationsrechnungen durchgeführt.
5.1.2 Messverfahren
Messverfahren Zur Ermittlung des Wärmebedarfs und der verfügbaren Wärmequellen wurden im Luftsystem und im Wasserkreislauf Messungen durchgeführt. Dazu wurden folgende Messverfahren eingesetzt.
Parameter Messverfahren
Volumenstrom Wasser Ultraschall-Laufzeitverfahren (Ultraflux)
Volumenstrom Luft Flügelradsonden, Staurohr (Testo)
Temperatur Wasser Testo Temperaturlogger
Temperatur & relative Feuchte Luft Testo Hochtemperaturfeuchtefühler

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 18 (57)
www.ptspaper.de FB PTS-PFI 36/13
5.1.3 Pinch-Analyse
Pinch-Analyse Ein wesentlicher Anteil des Energiebedarfs wird in der Papierindustrie für das Aufheizen von Prozessströmen verwendet. Auf der anderen Seite verlassen eine Vielzahl von Abwärmeströmen über die Abluft bzw. das Abwasser die Papierfabrik. Durch Integration von Abwärmeströmen und Wärmerückgewin-nung kann der Energiebedarf einer Anlage reduziert werden. Ein geeignetes Hilfsmittel für eine systematische Lösung von Wärmeintegrati-onsproblemen ist die Pinch-Analyse. Sie gehört heute zu den wichtigsten Werk-zeugen der Prozessintegration in allen Bereichen der verfahrenstechnischen Industrie. Eine Reihe von Veröffentlichungen zeigen die Möglichkeiten, die die Pinch-Technologie für die Papierindustrie bietet [siehe z. B. 17, 18, 19, 20, 21, 22]. Das grundlegende Ziel der Pinch-Analyse ist es, den Wärmebedarf eines Pro-zesses durch nutzbare Abwärme möglichst gut zu bedienen. Die Eignung der einzelnen Abwärmeströme ist dabei bedingt durch die jeweilige Temperatur. Mit einer Pinch-Analyse können somit Ansatzpunkte für eine Optimierung des Wärmehaushalts von Papierfabriken identifiziert werden. Die Theorie der Pinch-Analyse geht jedoch davon aus, dass alle heißen und kalten Ströme miteinan-der kombiniert werden können. Dies ist jedoch technologisch und wirtschaftlich nicht immer sinnvoll. Somit lässt sich dieses Potenzial in der Regel nicht voll ausschöpfen.
Composite Curves
Ein wesentlicher Schritt bei der Pinch-Analyse ist die Erstellung von Composite Curves im Temperatur-Enthalpie-Diagramm. Diese stellen Summenkurven der kalten und warmen Ströme dar. Der Überlappungsbereich der Composite Curves entspricht der maximalen Wärmemenge, die bei optimaler Auslegung wieder gewonnen werden kann. Die darunter bzw. darüber liegenden Bereiche zeigen den unter optimalen Bedingungen minimal erforderlichen Heizmittel- und Kühlmittelbedarf.
Abbildung 15 Composite Curves [23]

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 19 (57)
www.ptspaper.de FB PTS-PFI 36/13
Pinch-Punkt Der Pinch-Punkt ist der Punkt an dem sich die beiden Composite Curves im Diagramm am nächsten kommen. Dort liegt die kleinste mögliche Temperatur-differenz ∆Tmin der Wärmetauscher vor, die technisch sinnvoll ist. Am Pinch-Punkt wird das System in zwei Bereiche geteilt. Oberhalb des Pinch-Punktes existiert ein Wärmedefizit und somit liegen Wärmesenken vor. Unter-halb liegt ein Wärmeüberschuss vor und die betroffenen Teilströme bilden somit Wärmequellen.
Minimale Temperatur-differenz
Die minimal zulässige Temperaturdifferenz ∆Tmin zwischen kalten und warmen Strömen bestimmt das für die Wärmeübertragung maßgebliche Temperaturgefälle. Bei der Festle-gung von ∆Tmin muss ein Opti-mum zwischen den notwendigen Investitionskosten und einer Redu-zierung der Energiekosten gefun-den werden. Je größer ∆Tmin desto weniger Wärmeübertra-gungsfläche wird benötigt. Dadurch sinken der apparative Aufwand und damit auch die Investitionskosten. Auf der ande-ren Seite kann weniger Abwärme zurück gewonnen werden, wodurch sich ein höherer Energie-bedarf ergibt.
Abbildung 16 Kostenminimum für die minimal zulässige Temperaturdifferenz ∆Tmin [20]
Pinch-Regeln Folgende Regeln sollten aus thermodynamischer Sicht beachtet werden: • Kein Wärmeaustausch über den Pinch-Punkt hinweg • Keine externe Wärmeabfuhr (Kühlung) oberhalb des Pinch-Punktes • Keine externe Wärmezufuhr (Heizung) unterhalb des Pinch-Punktes Bzgl. des Einsatzes von Wärmepumpen gilt damit, dass diese insbesondere für den Wärmetransfer über den Pinch-Punkt eingesetzt werden sollten.
5.1.4 Prozesssimulation
Prozess-simulation
Simulationsrechnungen werden eingesetzt, um die Auswirkungen von Wär-meintegrationsmaßnahmen hinsichtlich Temperaturführung und Wärmehaus-halt zu quantifizieren. Für die Simulationen wurde das Programm IDEAS der Firma Andritz Automation verwendet. IDEAS ist eine papierspezifische Weiter-entwicklung des objektorientierten Simulationsprogramms Extend. Weitere Informationen zu den vielfältigen Einsatzmöglichkeiten von IDEAS können der Homepage von Andritz Automation entnommen werden [24].
Minimum admissible temperature difference ∆Tmin
Cos
ts
Investment costsEnergy costsTotal costs

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 20 (57)
www.ptspaper.de FB PTS-PFI 36/13
Modellaufbau Für die betrachteten Papierfabriken wurde ein statisches Simulationsmodell aufgebaut. Die Modelle bilden den gesamten Wasserkreislauf bis einschließlich Pressenpartie bzw. Ablauf in den Vorfluter ab. Der Bereich Trockenpartie bis Poperoller sowie Abluftströme werden als separate Quellen und Senken be-rücksichtigt. Abgebildet wurde der stationäre Betriebszustand bei stabiler Pro-duktion. Die Struktur eines Simulationsmodells wird durch das Zusammenfügen von funktionalen Objekten aus verschiedenen Bibliotheken erstellt. Rechnerisches Grundprinzip jedes Elements ist die Massen- und Energiebilanz. Die Modelle wurden mit den aufgenommenen Daten (Frischwassermenge, Produktionsmenge, Wärmeeinträge, Frischwassertemperatur, …) parametriert und auf den Ist-Zustand während der Vor-Ort-Untersuchung hinsichtlich der Temperatur kalibriert.
Loop-Ansatz Jedes Modell wurde dazu in Bilanzelemente unterteilt, die die Loops (Teilkreis-läufe) der Stoffaufbereitungen und die Papiermaschinen repräsentieren. Es sind somit keine einzelnen Apparate abgebildet.
PTS Mass Balance Block
Der PTS Mass Balance Block stellt ein an der PTS entwickeltes Objekt für die statische Massenbilanzierung dar. Gleichzeitig führt der Block eine Energiebi-lanz durch, d.h. dass Temperaturen der Stoffströme mit berücksichtigt werden. PTS Mass Balance Blöcke bilden im Simulationsmodell die Loops der unter-suchten Anlagen ab.
5.2 S toffaufbereitung bei höheren Temperaturen
Einleitung Das Ziel der praktischen Untersuchung in einem weiteren Arbeitspaket waren Untersuchungen zur Stoffaufbereitung bei höheren Temperaturen. Dabei sollte insbesondere ermittelt werden, inwiefern bestimmte Parameter den Auflösevor-gang und die Eigenschaften des Endproduktes beeinflussen, um aus diesen Erkenntnissen Optimierungsmöglichkeiten für die Suspendierung in der Praxis abzuleiten, beispielsweise um die Zerfaserung zu beschleunigen, Energie einzusparen oder den Faserstoff zu schonen.
Altpapier Für die Untersuchungen wurden folgende möglichst repräsentative Altpapier-sorten gewählt.
Abbildung 17 Eingesetzte Altpapiersorten

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 21 (57)
www.ptspaper.de FB PTS-PFI 36/13
Versuchs-einstellungen
Da die Zerfaserung von Faserstoffen von einer Vielzahl von Parametern ab-hängt, wurden bei den Versuchen folgende Einstellungen gewählt.
Abbildung 18 Versuchseinstellungen
Desintegrieren Zum Auflösen des Altpapiers standen zwei Laborgeräte zur Verfügung. Der Standard-Desintegrator diente zur Nachstellung der Auflösung in einem LC-Pulper und ein Knetrührer sollte die Auflösung in einem MC-Pulper simulieren. Der Standard-Desintegrator diente zur Zerfaserung bei niedriger Stoffdichte von 4 %. Die Zerfaserung erfolgt dabei durch einen Rotor und ist vergleichbar mit der Auflösung in einem LC-Pulper. Die Prozesstemperatur konnte mittels eines speziellen, beheizbaren Behälters konstant gehalten werden. Die Zerfaserung im MC-Bereich wurde mit einem Knetrührer „Kenwood - Coo-king Chef KM 070“ nachgestellt. Die Stoffdichte betrug 10 bzw. 15 %. Der Energieeintrag erfolgt dabei durch ein knetendes Rührelement, das durch ein Planetengetriebe angetrieben wird. Die Geschwindigkeit des Rührelementes und somit der Energieeintrag konnte variiert werden. Die Antriebsleistung des Gerätes betrug 1.500 Watt, wovon bei der Zerfaserung von Krafttragekarton 50 % und bei der Zerfaserung des nassfesten Papieres 85 bzw. 100 % genutzt wurden. Durch eine Induktionskochplatte am Boden der Rührschüssel konnte die Temperatur eingestellt werden.
Bestimmung des Stippengehalts
Für die durchgeführten Untersuchungen wurde die Stippenbestimmung mit dem Verfahren nach Brecht-Holl angewandt. Als Trennelement kam eine Lochplatte mit einem Durchmesser der Bohrungen von 0,7 mm zum Einsatz.
Laborblatt-bildung
Die Bestimmung von Dicke und Festigkeiten erfolgte an Prüfblättern, die im Labormaßstab nach dem Rapid-Köthen-Verfahren unter definierten Bedingun-gen (DIN EN ISO 5269-2) gebildet wurden.
Bestimmungen an Prüfblättern
Neben dem Stippengehalt wurden folgende Parameter an den Prüfblättern bei Normklimabedingen (23°C ± 1°C, 50% ± 2% relative Feuchte) ermittelt, um die Auswirkungen einer Zerfaserung bei höheren Temperaturen bewerten zu kön-nen: Dicke, Grammatur, Biegesteifigkeit, Bruchkraft, Bruchdehnung, Reißlänge, Arbeitsaufnahme, Elastizitätsmodul.
Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 22 (57)
www.ptspaper.de FB PTS-PFI 36/13
6 P rozes s analys en
6.1 Unters uchte Werke
Papierfabriken Papierfabrik A produziert auf 2 Papiermaschinen Spezialpapiere. Als Rohstoff wird 100 % Zellstoff eingesetzt. Papierfabrik B produziert auf einer Papierma-schine Wellpappenrohpapiere auf Basis von 100 % Altpapier. Papierfabrik C produziert auf einer Papiermaschine graphische Papiere auf Basis von 100 % Altpapier mit integrierter Deinkinganlage.
Brauerei Die untersuchte Brauerei ist eine kleine mittelständische Brauerei in Belgien, die etwa 100.000 hl Bier pro Jahr produziert.
BHKW-Anlagen Zur weiteren Untersuchung der Prozesse wurden drei landwirtschaftliche Bio-gasanlagen und eine Kläranlage herangezogen. Folgende Tabelle zeigt die untersuchten BHKWs. Tabelle 1: Übersicht der Untersuchten BHKW-Anlagen
Nr. Name/Standort Anlage Elektrische Leis-tung BHKW [kWel]
1 Bischheim Biogas (landwirt-schaftlich) 230 + 350
2 Heilbachhof Biogas (landwirt-schaftlich) 500
3 Würschhauserhof Biogas (landwirt-schaftlich) 400
4 Blümeltal Kläranlage 2 x 80
BGA Bischheim Die Anlage Bischheim ist seit 2006 in Betrieb und gehört zur Firma JUWI GmbH. Die Anlage wird mit Substraten von drei Landwirten beliefert. Ein be-sonderes Merkmal ist der Verzicht auf Gülle als flüssiges Substrat. Zum Anmai-schen der festen Substrate wird die Flüssigphase des Gärrests nach Separation des Feststoffes mit einer Pressschnecke verwendet. Dadurch müssen die Fermenter zwischen Mai und September nicht beheizt werden. Im Sommer kann die Temperatur im Fermenter bis zu 49°C ansteigen. Hier wird eine Kühlung der Fermenter empfohlen. Die beiden BHKWs sind fehleranfällig, was die jährliche Betriebszeit verringert. Aufgrund dieses Umstandes können 15% der jährlichen Betriebszeit nicht zum Heizen für die in der Nähe liegende Mälzerei verwendet werden. Als Substrat wurde im Untersuchungszeitraum Mais- und Hirsesilage verwen-det. Die Anlagenkonfiguration besteht aus 2 x 1.000 m3 Fermentern, 1 x 1.300 m3 Nachgärer, und 2 x 1.800 m3 Gärrestlager. Wärmenutzung: Heizung für ein Mälzerei und zwei Wohnhäuser

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 23 (57)
www.ptspaper.de FB PTS-PFI 36/13
BGA Heilbachhof Die Anlage Heilbachhof ist seit 2008 in Betrieb. Die Anlage wird mit Schweine-gülle und nachwachsenden Rohstoffen betrieben. Um den Güllebonus des EEG voll auszunutzen zu können, ist die Aufnahme von Gülle aus benachbarten Höfen erforderlich. Dafür ist es notwendig, die externe Gülle zu hygienisieren. Als Substrat wird Maissilage, Ganzpflanzensilage (GPS) und Schweinegülle genutzt. Die Anlagenkonfiguration besteht aus 2 x 1.300 m3 Fermenter und 1 x 1.500 m3 Nachgärer mit 2 x 2.300 m3 Gärrestlager. Die Überschusswärme wird zum Heizen des Nachgärers (T = 53 °C) verwendet.
BGA Würsch-hauserhof
Die Anlage Würschhauserhof am Ortsrand von Wallhalben nutzt Rindergülle zum Anmaischen der Substrate. Besonderes Merkmal der Anlage ist eine Vorhydrolyse, die im PFI entwickelt wurde. Die Vorhydrolyse verbessert die Desintegration der festen Bestandteile im Substrat und verkürzt somit die Ver-weilzeit. In 2012 wurde die Anlagenleistung von 190 kWel auf 400 kWel erhöht. Infolgedessen werden seit April 2012 die öffentlichen Gebäude in Wallhalben über ein Nahwärmenetz mit Wärme versorgt. Als Substrat wird Maissilage, Ganzpflanzensilage (GPS) und Rindergülle ge-nutzt. Die Anlagenkonfiguration besteht aus 1 x 1.000 m3 Fermenter mit einer 500 m3 Vorhydrolyse, sowie 1 x 2.300 m3 Gärrestlager. Die Wärme des BHKW wird für das Wohngebäude, die Brennerei, Holztrock-nung und öffentliche Gebäude in Wallhalben genutzt.
Kläranlage Blü-meltal
Die Kläranlage Blümeltal ist die größere von zwei Kläranlagen in Pirmasens. Der Abwasservolumenstrom schwankt abhängig vom Wetter zwischen 8.000 und 35.000 m3/d. Die Kläranlage produziert jährlich zwischen 11.000 m3 (500 t) und 7.000 m3 (400 t) Überschuss- bzw. Primärschlamm. Die Kläranlage besitzt einen Faulturm mit einem Volumen von 3.600 m3, der jährlich ca. 400.000 m3 Biogas aus dem Klärschlamm produziert. Das Biogas wird in einem BHKW zur Bereitstellung von elektrischer Energie und Wärme verwendet. Im Zuge eines Projektes, in Kooperation mit PFI und der Stadt Pirmasens, wurde eine Thermodruckhydrolyse (TDH) zur Schlammbehandlung entwickelt und installiert. Die TDH kann in zwei Konfigurationen verwendet werden. In Konfiguration 1 wird sie vor den Faulturm geschaltet und behandelt den Schlamm bei 130°C – 160°C. Dadurch wird die Zellbiomasse aus dem Be-lebtschlamm vollständig desintegriert, und der Biogasertrag im Faulturm ver-bessert. In Konfiguration 2 kann die TDH den Faulschlamm aus dem Faulturm bei bis zu 140°C erhitzen, um in einem folgenden Prozess die Rückgewinnung von Phosphor zu ermöglichen. Die TDH ist als Rohreaktor konzipiert, in dem der Schlamm nach dem Faulturm sukzessiv von 35°C auf 140°C über Wärmetauscher (HE1) und Thermalöl (HE2) erwärmt wird (siehe auch folgende Abbildung). Danach wird der Schlamm über Wärmetauscher (HE3 und HE4) auf 60°C abgekühlt. HE1, HE3 und HE4 sind über ein Kreislaufsystem verbunden. HE3 und HE4 entnehmen dem Schlamm Wärme und geben es in HE1 wieder an den frischen Schlamm ab. Das Thermalöl wird über die Abwärme vom BHKW geheizt.

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 24 (57)
www.ptspaper.de FB PTS-PFI 36/13
Abbildung 19 Wärmetauscherkonfiguration der TDH an der Kläranlage
Blümeltal
6.2 B ewertung des Is t-Zus tands der unters uchten P apierfabriken
Wärmebedarf in der Papier-industrie
In der Papierindustrie wird Wärme in Form von Dampf, gasbeheizten Brennern oder elektrischen Heizun-gen/Strahlern eingesetzt. Während der Wärmeeinsatz zur Trocknung der Papierbahn allgegenwärtig ist, gibt es Wärmeverbraucher, die abhängig von der produzierten Sorte sowie den eingesetzten Rohstoffen sind. Der weitaus größte Wärmebedarf besteht bei der thermischen Trocknung der Papierbahn.
Abbildung 20 Beispielhafte Verteilung des Wärmebedarfs [25]
Wärmebedarf in den untersuchten Papierfabriken
Alle drei Werke setzten Wärme in der Produktion nur in Form von Dampf ein. Der Wärmebedarf aller betrachteten Werke liegt im typischen Bereich des jeweiligen Sortenbereichs. Wie üblich besteht auch in den untersuchten Werken der größte Wärmebedarf bei der thermischen Trocknung der Papierbahn
Abbildung 21 Wärmebedarf der untersuchten Werke (links) bzw. typi-
scher Wärmebedarf im jeweiligen Sortenbereich [26] (rechts)
0
500
1.000
1.500
2.000
2.500
3.000
Werk A Werk B Werk C
Wär
meb
edar
f / k
Wh/
t
0
1000
2000
3000
4000
5000
6000
7000
Wood-freespeciality paper
RCF withoutdeinking
(packagingpaper)
RCF withdeinking
(graphic) paper
Bere
iche
typi
sche
r Wär
meb
edar
f / k
Wh/
tTrockenpartieWassererwärmungKalanderPressenpartieLuftsystem

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 25 (57)
www.ptspaper.de FB PTS-PFI 36/13
Abwärmeströme in den unter-suchten Papier-fabriken
Nachfolgendes Sankey-Diagramm zeigt beispielhaft anhand eines der unter-suchten Werke die wesentlichen Energieströme im Werk.
Abbildung 22 Sankey-Diagramm Energieflüsse
Pinch-Analyse Papierproduktion
Mit einer Pinch-Analyse kön-nen Ansatzpunkte für eine Optimierung des Wärmehaus-halts von Papierfabriken identifiziert werden. Die Er-gebnisse zeigen, dass obwohl die Werke bereits mit einer Wärmerückgewinnung in der Abluft ausgerüstet sind, noch Potenziale für eine direkte Wärmerückgewinnung beste-hen. Abbildung 23 Composite Curves Wärmequellen und -senken Papierpro-
duktion des Werks C
Heat radiation
compressed air
Heat radiation PM6
leackage air
Kalander
Make-up water
Eco & Superheater
Steam distribution
Exhaust air PM4
Fibre PM6
PM6 Stock preparation
Waste water PM6
Heat radiation
Steam generation
Exhaust air power plant
PM4 Drying
Exhaust air Post D.
inlet air hood PM4
Exhaust air Pred PM6
Paper PM6
condensate tank
combustion air
pulverised brown coal
electricity
Fibre PM4
PM4 Stock preparation
Inlet air hood PM6
Heat radiation PM4
Waste water PM4
Fresh water
Leackage air
PM6 Drying
Paper PM4
0
20
40
60
80
100
120
0 5.000 10.000 15.000 20.000 25.000 30.000
Tem
pera
ture
/ °C
Enthalpie / kW
Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 26 (57)
www.ptspaper.de FB PTS-PFI 36/13
6.3 B ewertung des Is t-Zus tands in der B rauerei
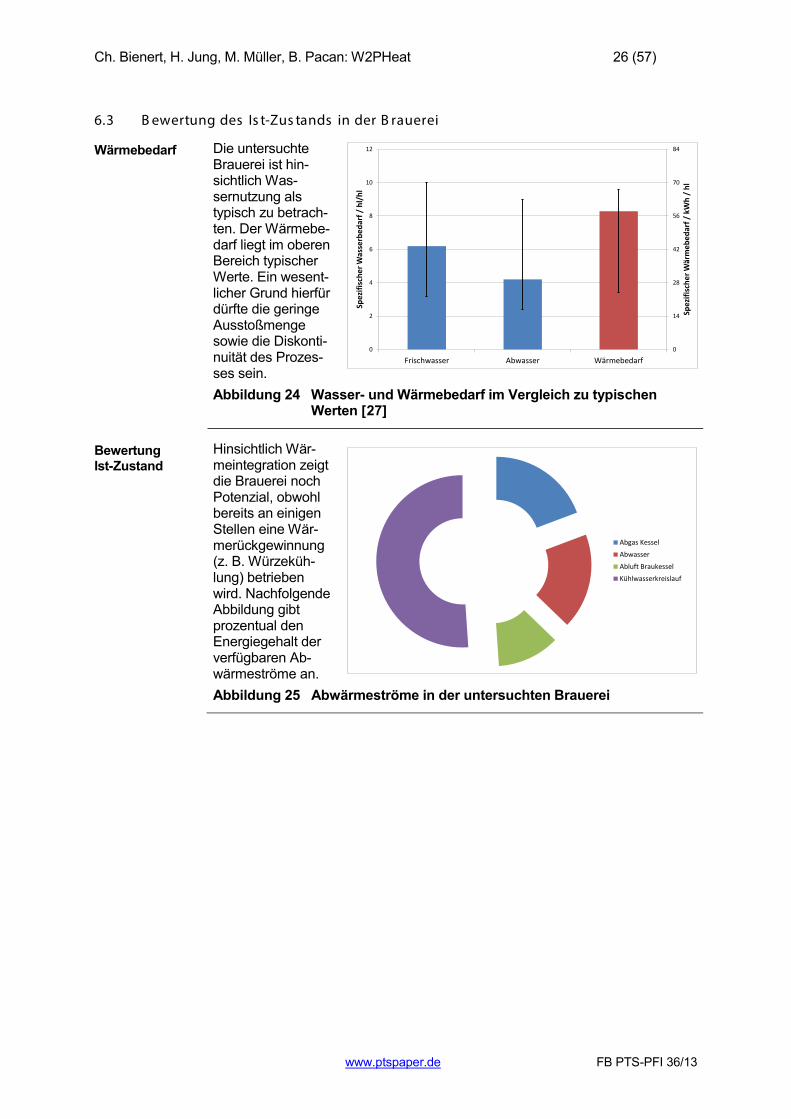
Wärmebedarf Die untersuchte Brauerei ist hin-sichtlich Was-sernutzung als typisch zu betrach-ten. Der Wärmebe-darf liegt im oberen Bereich typischer Werte. Ein wesent-licher Grund hierfür dürfte die geringe Ausstoßmenge sowie die Diskonti-nuität des Prozes-ses sein. Abbildung 24 Wasser- und Wärmebedarf im Vergleich zu typischen
Werten [27]
Bewertung Ist-Zustand
Hinsichtlich Wär-meintegration zeigt die Brauerei noch Potenzial, obwohl bereits an einigen Stellen eine Wär-merückgewinnung (z. B. Würzeküh-lung) betrieben wird. Nachfolgende Abbildung gibt prozentual den Energiegehalt der verfügbaren Ab-wärmeströme an. Abbildung 25 Abwärmeströme in der untersuchten Brauerei
0
14
28
42
56
70
84
0
2
4
6
8
10
12
Frischwasser Abwasser Wärmebedarf
Spez
ifisc
her W
ärm
ebed
arf /
kW
h /
hl
Spez
ifisc
her W
asse
rbed
arf /
hl/
hl
Abgas Kessel
Abwasser
Abluft Braukessel
Kühlwasserkreislauf

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 27 (57)
www.ptspaper.de FB PTS-PFI 36/13
6.4 P rozes s analys en in B HK W-Anlagen
Ergebnisse der Untersuchungen
Von den betrachteten BHKWs wurden die einzelnen Daten wie Leistung und Temperaturniveaus aufgenommen. Tabelle 2 zeigt die Daten der BHKWs der jeweiligen Anlagen. Die Nummerierung korrespondiert mit Tabelle 1. Tabelle 2: Übersicht der Datenerhebung der untersuchten BHKWs
BHKW Daten 1.1 1.2 2 3 4 Elektrische Leistung [kW] 230 350 500 400 125 Elektrische Effizienz [%] 34 35 40,5 42,5 36,3 Thermische Leistung [kW] 263 371 650 418 181 Gesamt Leistung [kW] 676 1.000 1.220 941 344 Abgastemperatur [°C] 180 120 180 180 150 Abgasvolumenstrom [m3/h] 897 1.392 --- --- --- Abgasstrom, feucht [Nm3/h] --- --- 1.926 1.470 692 Abgasmassenstrom, feucht [kg/h] --- --- 2.524 1.908 592 Abgasmassenstrom, trocken [kg/h] --- --- 2.350 1.760 599 Betriebsstunden [h/a] 7.441 7.843 8.400 8.690 8.690 Stromproduktion [MWh] 1.524 2.662 4.200 3.476 1.086 Behälterheizung [MWh] 434 788 1.230 469 207 BHKW Wärmeverlust [MWh] 1.362 2.188 1.362 725 725 Wärmenutzung [kW] 1.126 1.968 3.276 2.582 185
Aus den oben gewonnen Daten können die Energieflüsse der BHKWs aufge-schlüsselt werden. Aufgrund der elektrischen Effizienz von <50% wird mehr thermische Leistung generiert wie elektrische. Folgende Tabelle zeigt die ge-nutzten oder ungenutzten Wärmeenergieströme der Anlagen mit dem prozen-tualen Anteil. Tabelle 3: Wärmeströme der untersuchten BHKWs
1 2 3 4 kW % kW % kW % kW % Gesamtleistung 1.676 100 1.220 100 941 100 344 100 Elektrische Leis-tung
570 34 500 40,5 400 42 125 36
Fermenterheizung 67 4 146 12 54 6 Eigennutzung / Nahwärme
436 26 390 32 346 37
Luftkühler 101 6 114 9 57 6 Wärmeverlust 502 30 70 6 84 17
Schlussfolgerungen
Die BGA Bischheim hat hohe Wärmeverluste sowie eine unzureichende Effizi-enz bei der Stromproduktion. Daher sollten die bestehenden BHKWs durch leistungsfähigere ersetzt werden. Zudem könnte auch ein Pufferspeicher zur effektiveren Wärmenutzung in der Mälzerei eingesetzt werden. Eine Hochtem-peraturwärmepumpe könnte zum Kühlen des Fermenters im Sommer genutzt werden und zusätzliche Wärmeenergie für die Mälzerei zur Verfügung stellen. Eine Evaluierung sollte durchgeführt werden, wenn die BHKWs ausgetauscht worden sind. Bei der BGA Heilbachhof kann die lokale Überschusswärme zur Hygienisierung (70°C, 1 h) des Gärrestes verwendet werden. Dafür ist derzeit der Einsatz einer Hochtemperaturwärmepumpe nicht erforderlich. Die BGA Würschhauserhof in Wallhalben nutzt 37% der Wärme auf einem Niveau von 81°C für die Heizung der öffentlichen Gebäude im Ort Wallhalben. Da diese Wärmeenergie im Sommer nicht benötigt wird, wird sie über einen

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 28 (57)
www.ptspaper.de FB PTS-PFI 36/13
Tischkühler in die Umgebungsluft abgeführt. Diese Wärme könnte sinnvoller für andere Zwecke, wie z.B. zum Trocknen von Gärrest, verwendet werden. Bei der Kläranlage Blümeltal in Pirmasens kann die TDH-Anlage die Betriebs-temperatur nicht halten. Hier könnte eine Hochtemperaturwärmepumpe Abhilfe schaffen, indem sie die Wassertemperatur zwischen HE3 und HE1 auf 120°C anhebt und konstant hält. Das Kühlwasser des BHKWs mit einer Temperatur von 90°C könnte hier als Wärmequelle für die Hochtemperaturwärmepumpe genutzt werden.
6.5 K onzepte zur Wärmeintegration in der P apierindus trie
Vorgehen Vor dem Einsatz von Wärmepumpen sollte ein System hinsichtlich Wärmein-tegration optimiert sein. D.h. mögliche direkte Wärmetauschmaßnahmen sollten durchgeführt sein. Aus diesem Grund wurden für die untersuchten Werke Optionen zur Optimierung des Wärmehaushaltes durch Wärmeintegration untersucht. Grundsätzliches Ziel der Maßnahmen war die Reduzierung des Wärmebedarfs, sei es durch direkte Einsparungen von Dampf bzw. Gas oder durch indirekte Einsparungen durch eine Erhöhung der Prozesstemperatur.
Optionen zur Wärme-integration
Im Rahmen dieses Projektes wurden folgende Möglichkei-ten der Wärmerück-gewinnung zwischen den eingesetzten Prozessmedien berücksichtigt: Wärmetausch Was-ser – Wasser, Wär-metausch Luft – Wasser und Wärme-tausch Luft - Luft.
Abbildung 26 Schematische Darstellung von Optionen zur Wärmein-tegration
Einsparungen Dabei werden sowohl direkte als auch indirekte Einsparungen berücksichtigt: • Direkte Einsparungen ergeben sich durch den Ersatz von Frischdampf bzw.
gasbefeuerten Aggregaten durch eine Wärmerückgewinnung, in der Ab-wärme als Heizmedium genutzt wird.
• Indirekte Einsparungen ergeben sich wenn bei einer Wärmeintegrations-maßnahme die Prozesstemperatur steigt und damit eine Reduzierung des Dampfbedarfs z. B. in der Trockenpartie erreicht werden kann.
Stoff-aufbereitung
Papiermaschine
Frischwasser
ARA
AbluftAbluft Vakuumsystem
Prozesswasser
Zuluft

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 29 (57)
www.ptspaper.de FB PTS-PFI 36/13
Wirtschaftliche Bewertung
Für die Abschätzung der Investitionskosten wurden folgende Punkte berück-sichtigt: • Maschinentechnik (Wärmetauscher, Kühltürme, Pumpen, Behälter) • Rohrleitungen und Armaturen (pauschal) • EMSR-Technik (pauschal) Nicht kalkuliert wurden: • Engineering- und Bauleistungen • Erweiterungen von Schalträumen und Anschluss an Prozessleitsysteme Zur Bewertung der Amortisation wurde die Payback-Methode verwendet. Diese Amortisationsrechnung ist eine statische Methode der Investitionsrechnung und gibt die Wiedergewinnungszeit einer Investitionsausgabe (Payback-Dauer) im Vergleich zu den erzielbaren Einsparungen an. Nachfolgend werden anhand von Beispielen aus den untersuchten Werken typische, wirtschaftlich darstellbare Optionen zur Wärmeintegration dargestellt und bewertet.
Wärmerück-gewinnung Abluft
Wärmerückgewinnung aus der Abluft ist heute Stand der Technik in der Papier-industrie. Von Seiten des Anlagenbaus werden bereits 3- bzw. 4-stufige Wär-merückgewinnungsanlagen angeboten [28]. Dennoch sind immer noch in zahlreichen, vor allem älteren Anlagen Papiermaschinen ohne Wärmerückge-winnung zu finden. Oft sind Papiermaschinen nur mit 1-stufigen Anlagen zur Vorwärmung der Zuluft ausgerüstet. Weitere Wärmerückgewinnungsmöglich-keiten bestehen durch: Erwärmung von Frischwasser, Erwärmung von Pro-zesswasser oder für die Hallenheizung (Abbildung 27). Für diese Anwen-dungsfälle wird häufig Frischdampf eingesetzt.
Abbildung 27 Potenziale durch Erweiterung der Wärmerückgewinnung
[28] Weitere Potenziale ergeben sich durch Nutzung von Brüden bzw. Kondensat zur Vorheizung der Zuluft.
Heizwasser11550 kW (27 %)
Prozesswasser7820 kW (19 %)Siebwasser 14780 kW (11 %)
Frischluft5280 kW (+28°C)
Abluft15530 kW
(37 %)
sonst. Verluste800 kW
Dampf37440 kW
(+150°C), 50 t/h
Kondensat5130 kW
(+90°C)
Leckluft1180 kW (+20°C)
Papierbahn3360 kW (+50°C)
44,5 % TG
9950 kW+95°C
Papierbahn1650 kW (+90°C, 91 % TG)
Zuluft2580 kW (6 %)
2090
kW
35350 kW
Trockenpartie41,8 t H2O/h
+82°Cx = 160 g/kgTr. Luft
42260 kW (100%)
27080 kW (64%)
POTENTIAL
IST
Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 30 (57)
www.ptspaper.de FB PTS-PFI 36/13
Praxisbeispiel: Optimierung Zulufterwärmung
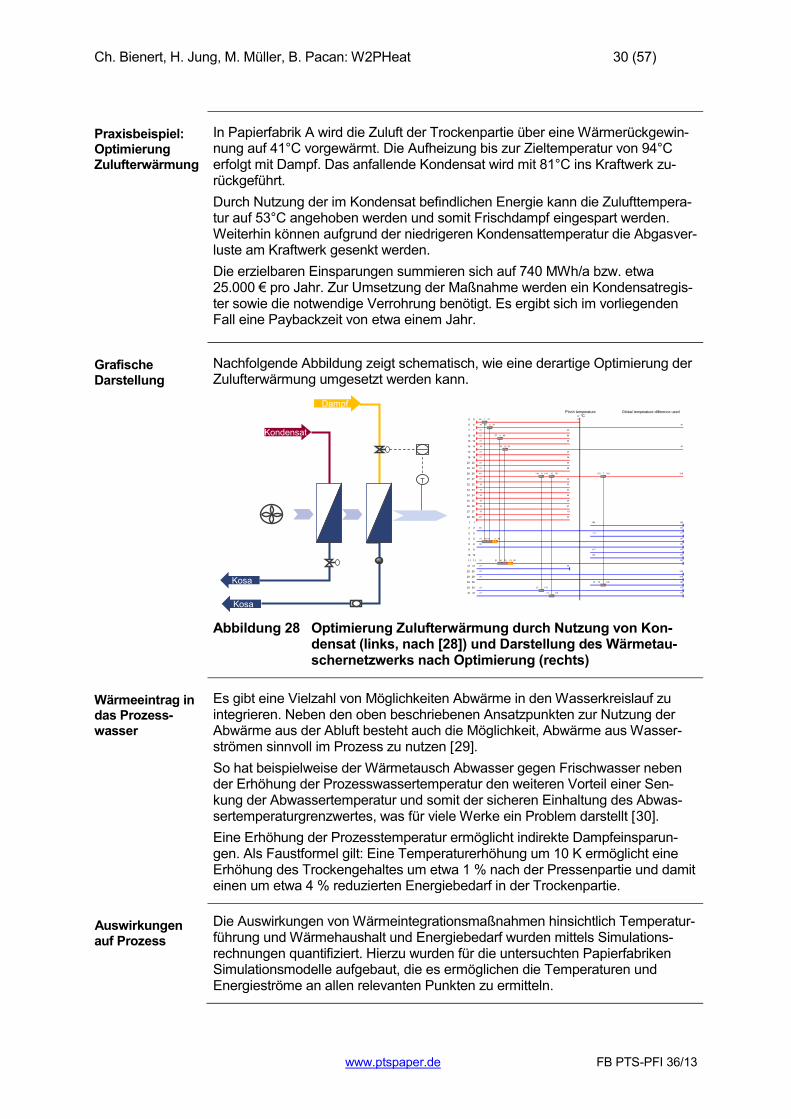
In Papierfabrik A wird die Zuluft der Trockenpartie über eine Wärmerückgewin-nung auf 41°C vorgewärmt. Die Aufheizung bis zur Zieltemperatur von 94°C erfolgt mit Dampf. Das anfallende Kondensat wird mit 81°C ins Kraftwerk zu-rückgeführt. Durch Nutzung der im Kondensat befindlichen Energie kann die Zulufttempera-tur auf 53°C angehoben werden und somit Frischdampf eingespart werden. Weiterhin können aufgrund der niedrigeren Kondensattemperatur die Abgasver-luste am Kraftwerk gesenkt werden. Die erzielbaren Einsparungen summieren sich auf 740 MWh/a bzw. etwa 25.000 € pro Jahr. Zur Umsetzung der Maßnahme werden ein Kondensatregis-ter sowie die notwendige Verrohrung benötigt. Es ergibt sich im vorliegenden Fall eine Paybackzeit von etwa einem Jahr.
Grafische Darstellung
Nachfolgende Abbildung zeigt schematisch, wie eine derartige Optimierung der Zulufterwärmung umgesetzt werden kann.
Abbildung 28 Optimierung Zulufterwärmung durch Nutzung von Kon-densat (links, nach [28]) und Darstellung des Wärmetau-schernetzwerks nach Optimierung (rechts)
Wärmeeintrag in das Prozess-wasser
Es gibt eine Vielzahl von Möglichkeiten Abwärme in den Wasserkreislauf zu integrieren. Neben den oben beschriebenen Ansatzpunkten zur Nutzung der Abwärme aus der Abluft besteht auch die Möglichkeit, Abwärme aus Wasser-strömen sinnvoll im Prozess zu nutzen [29]. So hat beispielweise der Wärmetausch Abwasser gegen Frischwasser neben der Erhöhung der Prozesswassertemperatur den weiteren Vorteil einer Sen-kung der Abwassertemperatur und somit der sicheren Einhaltung des Abwas-sertemperaturgrenzwertes, was für viele Werke ein Problem darstellt [30]. Eine Erhöhung der Prozesstemperatur ermöglicht indirekte Dampfeinsparun-gen. Als Faustformel gilt: Eine Temperaturerhöhung um 10 K ermöglicht eine Erhöhung des Trockengehaltes um etwa 1 % nach der Pressenpartie und damit einen um etwa 4 % reduzierten Energiebedarf in der Trockenpartie.
Auswirkungen auf Prozess
Die Auswirkungen von Wärmeintegrationsmaßnahmen hinsichtlich Temperatur-führung und Wärmehaushalt und Energiebedarf wurden mittels Simulations-rechnungen quantifiziert. Hierzu wurden für die untersuchten Papierfabriken Simulationsmodelle aufgebaut, die es ermöglichen die Temperaturen und Energieströme an allen relevanten Punkten zu ermitteln.
Kosa
Kondensat
Kosa
Dampf
T
Pinch temperature Global temperature difference used67 °C
5 5 65 1 72 72
6 6 18 67 2 81 81
7 7 21 35
12 12 21 57 4 66 66
13 13 21 59
14 14 18 51 12 81 81
15 15 21 35
16 16 21 36
22 22 21 35
24 24 21 48
26 26 40 116 11 116 10 151 151 7 318 3180
27 27 21 40
32 32 19 33
33 33 18 33
34 34 18 30
35 35 18 36
36 36 18 42
37 37 18 19
38 38 20 33
1 1 192 192
2 2 48 80
3 3 111 111
4 4 21 44 51 3 87 873
8 8 36 80
9 9 117 117
10 10 122 122
11 11 21 21 41 53 13 95 95
21 21 21 35
25 25 21 318
28 28 21 318
29 29 70 70 140 140
30 30 21 21 115 115
31 31 21 21 115 1150

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 31 (57)
www.ptspaper.de FB PTS-PFI 36/13
Praxisbeispiel: Wärmetausch Abwasser - Frischwasser
Abbildung 29 Auswirkungen auf Temperatur und Dampfbedarf Durch Wärmetausch Abwasser gegen Frischwasser kann sowohl die Prozess-wassertemperatur gesteigert als auch die Abwassertempe-ratur gesenkt und somit der Einleite-grenzwert sicher eingehalten werden. Nebeneffekt dieser Wärmeintegrationsmaßnahme ist eine Reduzierung des Energiebedarfs aufgrund der gestiegenen Prozesstemperatur. Die erzielbaren Einsparungen belaufen sich auf ca. 60.000 €/a, so dass sich diese Maßnahme mit einer Payback-Dauer von weniger als 2 Jahren realisieren lässt.
Innovative Wär-metauschertech-nologie
Neben den in der Papierindustrie bereits erfolgreich eingesetzten Freistrom- oder Spiralwärmetauschern, die aufgrund ihrer Bauweise einen stabilen Betrieb auch bei faser- und feststoffhaltigen Medien ermöglichen [31, 32, 33], gibt es seit kurzem eine neue Technologie, die es ermöglicht, Abwasser im freien Gefälle abzuleiten und durch ein einfaches Reinigungssystem ständig sauber zu halten [34]. Diese Entwicklungen helfen, Potenziale wie oben beschrieben, in Zukunft verstärkt nutzen zu können.
Abbildung 30 Neue Wärmeüberträger für verschmutztes Wasser [34]
Optimierungs-ansätze Energie-erzeugung
In kleineren und mittelständischen Papierfabriken erfolgt die Dampferzeugung häufig in einfachen Dampfkesseln, während der Strom komplett vom Netz bezogen wird. Bei einer Optimierung des Wärmebedarfs sollte deshalb auch das Kesselhaus berücksichtigt werden. Insbesondere eine Reduzierung der Abgasverluste kann die Energieeffizienz erhöhen. Ansatzpunkte sind zum Beispiel: • Einsatz einer O2/CO Regelung • Abgaswärmerückgewinnungssysteme (Economizer) • Luftvorwärmung Die jeweiligen Einsparpotenziale sind anlagenabhängig, häufig aber mit relativ kurzen Amortisationszeiten umsetzbar.
0
50
100
150
200
250
300
350
400
450
0
5
10
15
20
25
30
35
40
45
Ist-Zustand WT FW-ABW
Dam
pfei
nspa
rung
en /
kW
Tem
pera
tur /
°C
Prozesstemperatur
Dampfeinsparungen

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 32 (57)
www.ptspaper.de FB PTS-PFI 36/13
Abbildung 31 Economizer zur Reduzierung der Abgasverluste am Bei-
spiel der untersuchten Brauerei
Wärme-integration in Brauereien
Auch im Brauereisektor gibt es diverse Optionen zur Wärmerückgewinnung. Stand der Technik, aber insbesondere in älteren, kleineren Brauereien noch nicht in jedem Fall umgesetzt, ist beispielsweise Wärmerückgewinnung beim Würzekühler oder der Würzekochung.
Abbildung 32 Möglichkeiten zur Wärmeintegration in Brauereien
Fazit Durch Wärmeintegrationsmaßnahmen lässt sich der spezifische Energiebedarf in der Regel wirtschaftlich sinnvoll reduzieren und damit die Produktivität stei-gern. Die Forschungsergebnisse zeigen, dass ökonomisch attraktive Energie-einsparungen insbesondere dann möglich sind, wenn Frischdampf ersetzt werden kann. Eine hohe Wirtschaftlichkeit ist außerdem meist dann gegeben, wenn Wärmequellen und –senken möglichst lokal gekoppelt werden. Bedarf es eines großen Aufwandes an Rohrleitungen, Pumpen usw. zur Überwindung großer Distanzen leidet die Wirtschaftlichkeit einer Maßnahme. Die wirtschaftli-che Bewertung von Maßnahmen zur Wärmeintegration hängt somit stark von lokalen Gegebenheiten ab und ist von Fall zu Fall zu prüfen. Bei einer Reduzierung des Dampfbedarfs, wie sie durch die im Rahmen des Projektes betrachteten Maßnahmen zur Wärmeintegration ermöglicht wird, sollten immer die Auswirkungen auf das Kraftwerk mit berücksichtigt werden. In der Regel sind Kraftwerke in der Papierindustrie wärmegeführt. Reduziert sich die Abnahme von Dampf, hat dies bei einer Kraft-Wärme-Kopplung u. U. Aus-wirkungen auf die Kapazität der Eigenstromerzeugung. Parallel sollte also auch versucht werden, den Bedarf an elektrischer Energie zu reduzieren, damit eine „Verträglichkeit“ mit dem vorhandenen Kraftwerk sichergestellt werden kann.
Dampfkessel
Abgas
EcoGas
Speisewasser
Verbrennungsluft
225 ˚C
Dampf
97 ˚C
120 ˚C
150 ˚C
179 m³/h
4,5 m³/h
4.800 m³/h

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 33 (57)
www.ptspaper.de FB PTS-PFI 36/13
7 S toffauflös ung bei höheren Temperaturen in der P apierindus trie
7.1 Mis chung aus leicht zerfas erbarem Altpapier und s chwer zerfas erbarem K rafttragekarton
Versuchsdurchführung
Im ersten Schritt wurden unterschiedliche Mengen an schwer zerfaserbarem Krafttragekarton einer Standardaltpapiersorte zugegeben, die leicht zu zerfa-sern ist. Durch Interpolation sollte daraus das Verhalten von 100 % Krafttrage-karton berechnet werden. Als Standardaltpapier sollte bei diesem Schritt Altpa-pier der Sorte 1.11 verwendet werden. Aufgrund des zu hohen Anteils an Ver-unreinigungen wurde bei den dargestellten Versuchsergebnissen Zeitungs-druckpapier verwendet.
7.1.1 4 % Stoffdichte
Messdaten Bei einer Zerfaserungsdauer von 10 Minuten und 4 % Stoffdichte konnten folgende Ergebnisse erzielt werden: Tabelle 4 Stippengehalt nach Zerfaserung bei 4 % Stoffdichte
Modellierung Da die Messdaten für jede Temperatur auf einer Gerade liegen, können folgen-de lineare Modelle abgeleitet werden: 20 ºC: cStippen = 0,2354 * cKTK mit R² = 0,9976 50 ºC: cStippen = 0,0780 * cKTK mit R² = 0,9965 80 ºC: cStippen = 0,0347 * cKTK mit R² = 0,8556 Abbildung 33 Steigung der Trendge-raden in Abhängigkeit von der Temperatur Die 3 ermittelten Stei-gungsgeraden liegen ebenfalls auf einer Trendkurve, aus der folgendes Modell für die Berechnung des Stip-pengehalts abgeleitet werden kann: cStippen = (0,4246 * e-0,032*T) * cKTK
Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 34 (57)
www.ptspaper.de FB PTS-PFI 36/13
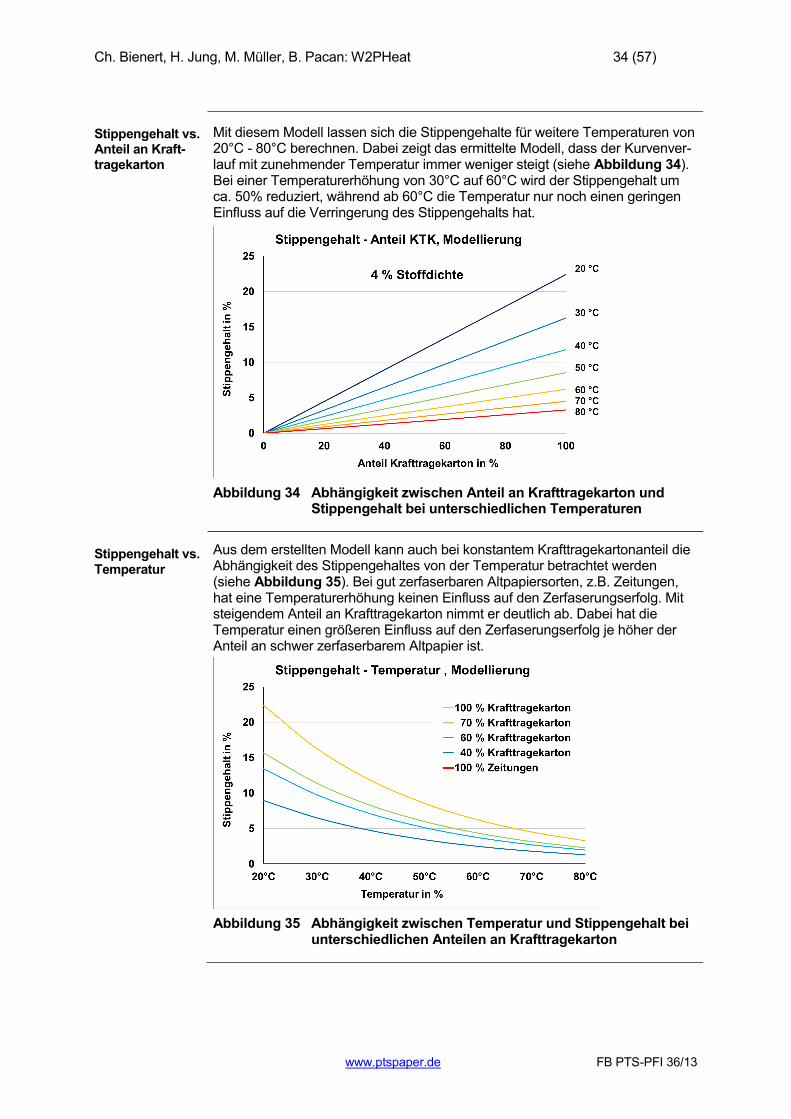
Stippengehalt vs. Anteil an Kraft-tragekarton
Mit diesem Modell lassen sich die Stippengehalte für weitere Temperaturen von 20°C - 80°C berechnen. Dabei zeigt das ermittelte Modell, dass der Kurvenver-lauf mit zunehmender Temperatur immer weniger steigt (siehe Abbildung 34). Bei einer Temperaturerhöhung von 30°C auf 60°C wird der Stippengehalt um ca. 50% reduziert, während ab 60°C die Temperatur nur noch einen geringen Einfluss auf die Verringerung des Stippengehalts hat.
Abbildung 34 Abhängigkeit zwischen Anteil an Krafttragekarton und
Stippengehalt bei unterschiedlichen Temperaturen
Stippengehalt vs. Temperatur
Aus dem erstellten Modell kann auch bei konstantem Krafttragekartonanteil die Abhängigkeit des Stippengehaltes von der Temperatur betrachtet werden (siehe Abbildung 35). Bei gut zerfaserbaren Altpapiersorten, z.B. Zeitungen, hat eine Temperaturerhöhung keinen Einfluss auf den Zerfaserungserfolg. Mit steigendem Anteil an Krafttragekarton nimmt er deutlich ab. Dabei hat die Temperatur einen größeren Einfluss auf den Zerfaserungserfolg je höher der Anteil an schwer zerfaserbarem Altpapier ist.
Abbildung 35 Abhängigkeit zwischen Temperatur und Stippengehalt bei
unterschiedlichen Anteilen an Krafttragekarton

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 35 (57)
www.ptspaper.de FB PTS-PFI 36/13
7.1.2 15 % Stoffdichte
Messdaten Bei einer Zerfaserungsdauer von 20 Minuten und 15 % Stoffdichte konnten folgende Ergebnisse erzielt werden. Da bei der höheren Stoffdichte die Zerfase-rung mehr durch Scher- & Reibkräfte und weniger durch Zerreiß- & Prallkräfte verursacht wird, hat die Temperatur keinen Einfluss auf den Zerfaserungserfolg.
Abbildung 36 Abhängigkeit zwischen Anteil an Krafttragekarton und
Stippengehalt bei unterschiedlichen Temperaturen
Stippengehalt vs. Anteil an Kraft-tragekarton
Da hier kein signifikanter Unterschied zwischen den einzelnen untersuchten Temperaturen beobachtet werden kann und die Unterschiede auf Messwert-schwankungen zurückzuführen sind, können die Ergebnisse gemittelt und folgende Modellgleichung für den Temperaturbereich zwischen 50 °C und 80 °C entwickelt werden: cStippen = 0,4986 + 0,0041 * T + 0,008 * T²
Abbildung 37 Abhängigkeit zwischen Anteil an Krafttragekarton und
Stippengehalt bei unterschiedlichen Temperaturen (Mo-dellbildung)
Die Modellbildung zeigt, dass der mengenmäßig größere Anteil an Altpapier die Zerfaserungscharakteristik bestimmt. Da Altpapier schnell durchfeuchtet wird, ist der Stippengehalt gering. Aufgrund der deutlich größeren Zerfaserungsresis-tenz nimmt der Stippengehalt mit steigendem Krafttragekartonanteil deutlich zu.

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 36 (57)
www.ptspaper.de FB PTS-PFI 36/13
7.2 S chwer zerfas erbare Altpapiers orten
Versuchsdurchführung
Da die ersten Untersuchungsergebnisse gezeigt haben, dass durch Zugabe von 0 - 50 % an schwer zerfaserbarem Altpapier nicht auf 100 % schwer zerfa-serbarem Altpapier extrapoliert werden kann, wurden im zweiten Schritt Unter-suchungen an 100 % schwer zerfaserbarem Altpapier durchgeführt.
Abbildung 38 Extrapolation
7.2.1 Krafttragekarton
Stippengehalt vs. Temperatur
Die Zusammenstellung aller ermittelten Daten beim Einsatz von 100 % Kraft-tragekarton zeigt, dass die Temperatur bei geringen Stoffdichten einen erhebli-chen Einfluss auf den Zerfaserungserfolg hat, da durch die geringe Stoffdichte eine schnelle Durchfeuchtung erfolgt sowie eine Zerfaserung mehr durch Zer-reiß- und Prallkräfte erfolgt. Die Zerfaserung korreliert sehr gut mit der Viskosi-tät des Wassers bei unterschiedlichen Temperaturen (siehe Abbildung 40).
Abbildung 39 Abhängigkeit zwischen Temperatur und Stippengehalt bei
Krafttragekarton Bei einer höheren Stoffdichte liegt deutlich weniger Wasser vor. Dadurch haben Temperatur und Viskosität des Wassers einen wesentlich geringeren Einfluss auf die Zerfaserung. Durch die Scher- und Reibkräfte wird das Altpapier grund-sätzlich effektiver aufgelöst.

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 37 (57)
www.ptspaper.de FB PTS-PFI 36/13
Korrelation mit der Viskosität des Wassers
Abbildung 40 Abhängigkeit zwischen Temperatur und Stippengehalt bei Krafttragekarton im Vergleich zur Viskosität des Wassers
7.2.2 Papiersorten im Vergleich
Stippengehalt vs. Temperatur bei 4 % Stoffdichte
Bei allen untersuchten Altpapiersorten nimmt der Stippengehalt mit steigender Temperatur deutlich ab. Ab einer Temperatur von ca. 50 °C verringert sich dieser Effekt, zwischen den einzelnen Altpapiersorten ist nur noch ein geringer Unterschied feststellbar.
Abbildung 41 Abhängigkeit zwischen Temperatur und Stippengehalt bei
unterschiedlichen Altpapiersorten und 4 % Stoffdichte

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 38 (57)
www.ptspaper.de FB PTS-PFI 36/13
Logarithmische Darstellung zur Charakterisie-rung der Zerfase-rungsresistenz
Durch Logarithmieren können die erzielten Ergebnisse in eine lineare Funktion mit lnCst=k*T+a überführt werden (siehe Abbildung 42). Der Anstieg dieser Geraden charakterisiert dabei die Zerfaserungsresistenz der entsprechenden Altpapiersorte. Je höher diese ist, desto größer ist auch der Einfluss von Tem-peratur und Viskosität des Wassers auf den Zerfaserungserfolg bei niedrigen Stoffdichten. Bei höheren Stoffdichten wird die Steigerung kleiner, so dass die Temperatur einen geringeren Einfluss hat als die bei geringerer Stoffdichte auftretenden Scher- und Reibkräfte.
Abbildung 42 Abhängigkeit zwischen Temperatur und Stippengehalt bei
unterschiedlichen Altpapiersorten und 4 % Stoffdichte
Temperaturabhängiger Zerfase-rungswiderstand vs. Ligningehalt bei 4 % Stoffdich-te
Der temperaturabhängige Zerfaserungswiderstand kann von unterschiedlichen Einflussfaktoren abhängen. Dabei dürfte der Faserstoff selbst die größte Rolle spielen. Die folgende Tabelle zeigt den Ligningehalt der untersuchten Altpa-piersorten. Tabelle 5 Ligningehalt in den untersuchten Altpapiersorten
Da das Lignin einen entscheidenden Einfluss auf die Festigkeit des Faser-stoffgefüges hat, wird dadurch auch der temperaturabhängige Zerfaserungswi-derstand in erheblichem Maße beeinflusst. Die folgende Abbildung zeigt diesen Zusammenhang mit einer sehr guten Korrelation. Sowohl mit steigendem Lig-ningehalt als auch bei geringerer Stoffdichte wird der Wert des temperaturab-hängigen Zerfaserungswiderstandes größer.

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 39 (57)
www.ptspaper.de FB PTS-PFI 36/13
Abbildung 43 Abhängigkeit zwischen Ligningehalt und temperaturab-
hängigem Zerfaserungswiderstand bei 4 % und 15 % Stoff-dichte
7.3 Nas s fes tes P apier
Stippengehalt vs. Temperatur bei 4 % Stoffdichte
Die Ergebnisse für 100 % nassfestem Papier können wie folgt zusammenge-fasst werden. Um einen Stippengehalt von 22 % zu erhalten, ist die Stoffauflö-sung bei ca. 60 °C, 15 % Stoffdichte, 100 % Energieeinsatz und 3 % Phosphor-säure durchzuführen. Um die gleiche Zerfaserungswirkung zu erzielen, müsste bei Reduzierung der Phosphorsäure um 50 % die Zerfaserungstemperatur auf nahezu 80 °C erhöht werden.
Abbildung 44 Abhängigkeit zwischen Temperatur und Stippengehalt bei
nassfestem Papier

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 40 (57)
www.ptspaper.de FB PTS-PFI 36/13
8 E ins atz von Wärmepumpen in B iogas anlagen
8.1 Optimierung des B iogas prozes s es
Anlagenkonzept Zur Behebung von Schwachstellen in Biogasanlagen wurde ein neuer wärme-optimierter Ansatz für die technische Ausführung der geplanten PFI-Forschungsbiogasanlage gewählt und eine Umplanung der bereits genehmig-ten Anlage vorgenommen. Die Vorteile des neuen Anlagenkonzepts sind: Geringerer Flächenverbrauch (etwa 1/3) Keine Geruchsemissionen durch gasdichte Lagerung der Substrat Weniger Lärmbelastung, da täglich keine externe Substratzugabe erfolgen
muss Vollautomatische Substratdosierung über Pumpen Möglichkeit zur vollständigen Nutzung des Substratkohlenstoffs (durch
Verwendung der CO2-haltigen Hydrolysegase für die Methanisierung in Verbindung mit Elektrolysewasserstoff aus Stromüberschüssen erneuer-barer Energien)
Kein externer Wärmebedarf (vom BHKW) für die Fermenterheizung und Hygie-nisierung der Gärreste war erforderlich.
Planung
Abbildung 45 Ursprüngliche Planung der PFI-Forschungsbiogasanlage
Aufgrund der räumlichen Trennung verschiedener Anlagen und Behälter (Substratlager, Hydrolyse, Fermenter, Gärrestlager) war eine wärmetechnische Optimierung für einen wärmeenergieautarken Betrieb der Biogasanlage nicht möglich.
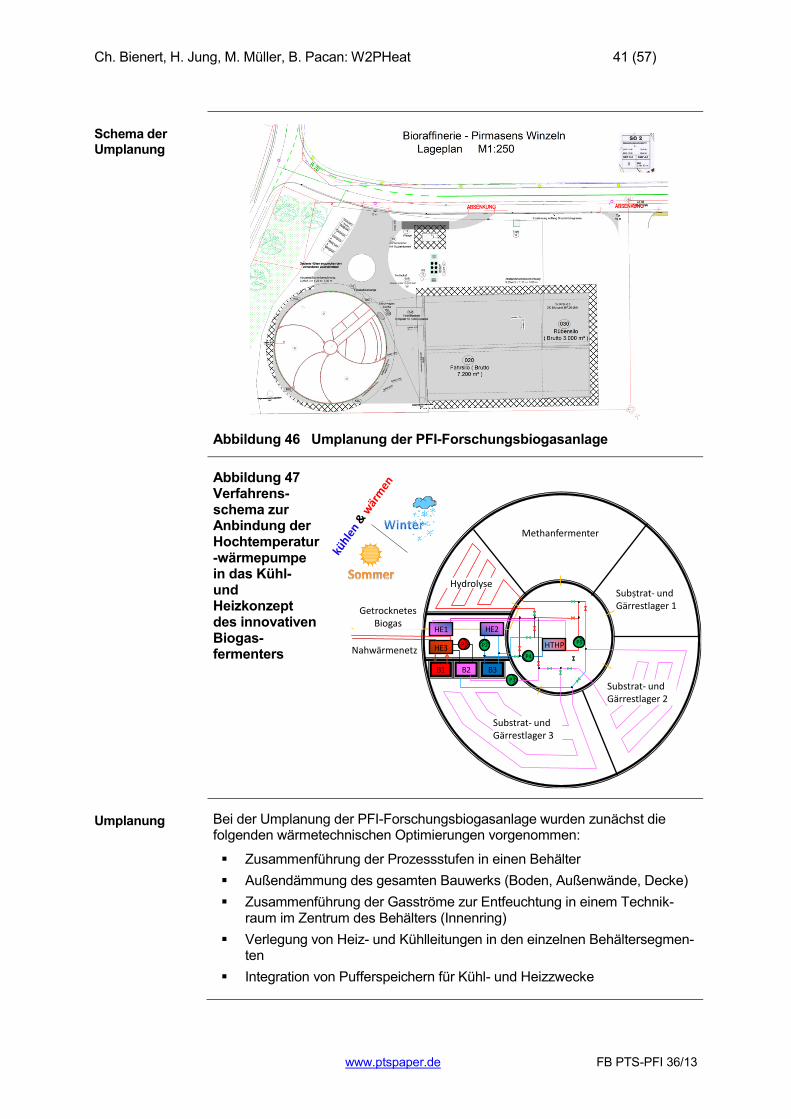
Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 41 (57)
www.ptspaper.de FB PTS-PFI 36/13
Schema der Umplanung
Abbildung 46 Umplanung der PFI-Forschungsbiogasanlage
Abbildung 47 Verfahrens-schema zur Anbindung der Hochtemperatur-wärmepumpe in das Kühl- und Heizkonzept des innovativen Biogas-fermenters
Umplanung Bei der Umplanung der PFI-Forschungsbiogasanlage wurden zunächst die folgenden wärmetechnischen Optimierungen vorgenommen:
Zusammenführung der Prozessstufen in einen Behälter Außendämmung des gesamten Bauwerks (Boden, Außenwände, Decke) Zusammenführung der Gasströme zur Entfeuchtung in einem Technik-
raum im Zentrum des Behälters (Innenring) Verlegung von Heiz- und Kühlleitungen in den einzelnen Behältersegmen-
ten Integration von Pufferspeichern für Kühl- und Heizzwecke
HTHP
B3B2B1
P4
HE1 HE2
P2 P5
P3
Methanfermenter
HydrolyseSubstrat- und Gärrestlager 1
-
HE3 P1
Substrat- und Gärrestlager 2
Substrat- und Gärrestlager 3
Nahwärmenetz
Getrocknetes Biogas

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 42 (57)
www.ptspaper.de FB PTS-PFI 36/13
Implementierung einer Hochtemperaturwärmepumpe zur Kühlung (Ent-feuchtung) der Prozessgase und weiterer Prozesse (z. B. Methanfermen-tation) bei gleichzeitiger Heizung anderer Prozessschritte (z. B. Hygieni-sierung)
Anbindung des Heizsystem an ein Nahwärmenetz zur Abführung der Überschussenergie für weitere Bioraffinerieprozesse (Verdampfung, Trocknung, Temperierung)
Aufgrund der Umplanung wurden Grundstücksflächen für weitere Anlagen-komponenten der Bioraffinerie (Strohaufschlussanlage, Fermentationsanlagen zur Biopolymerherstellung und einer Methanisierungsanlage) geschaffen. Da die Biogasfementation nun wärmeenergieautark betrieben wird, kann die Abwärme des BHKWs vollständig für die Bioraffinerieprozesse genutzt werden.
Abbildung 48 Gewünschter Einsatz von Hochtemperaturwärmepumpen
für einen energieautarken Betrieb der PFI-Bioraffinerie
8.2 E ntwicklung der S teuerung
Steuerungskonzept
Basierend auf der wärmetechnischen Optimierung der Fermentationsbehälter und der damit verknüpften Bioraffinerieprozesse wurde ein Steuerungskonzept entwickelt, das besonders für den Einsatz von Hochtemperaturwärmepumpen geeignet ist. Das Steuer- und Regelkonzept der energieoptimierten Biogasanla-ge basiert auf folgenden Anforderungen:
Flexible Architektur der Strukturen für künftige Entwicklungen und Erweite-rungen
Sicherer externer Zugang zur Regelung und Abfrage der Statusinformati-onen
Zuverlässige Umsetzung von sicherheitsrelevanten Prozessen Implementierung der Wärmepumpe in unterschiedliche Stufen der Heiz-
und Kühlprozesse der Bioraffinerie
Speicher 15 – 10°C
Speicher 220 – 30°C
Speicher 350 – 60°C
Speicher 480 – 90°C
HTHP 1 HTHP 3 (130°C)HTHP 2
Kältemaschine
ContainerkühlungLuft, 35/25 , 92 kW
GemischkühlerWasser, 45/42, 20 kWAdsorptionrückkühlungWasser, 34/29, 20 kW
BHKW-AbgasAbgas, 120/60 , 50 kW
BHKW-KühlungWasser, 90/70 , 541 kW
FermenterheizungAbgas, 55/45, 100 kW
HTHP 4 (180°C)
Trocknung GärrestLuft, 130/110, 500 kW
Verdampfer Wasser 110/95, 240 kW
Stroh-TDHWasser, 160/120, 270 kW

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 43 (57)
www.ptspaper.de FB PTS-PFI 36/13
Aufbau der Hardware
Abbildung 49 Schaltschränke & Steuer-PC mit 24 "Touch-Panel (rechts) Die Steuerung erfolgt dezentral in verschiedenen Schaltschränken der
Bioraffinerie.
Die elektrischen Einheiten sind über EtherCAT-Feldbus verbunden.
Die sicherheitsrelevanten Funktionen erfolgen durch Softwareunabhängi-ge, fest verdrahtete Sicherheitseinrichtungen (z. B Abschaltung von Pum-pen bei Überdruck oder Zündquellen nach Gasalarm).
Die implementierte Thermea CO2-Hochtemperaturwärmepumpe hat eine unabhängige selbststehende Steuereinheit. Der Anschluss an die Haupt-steuerung erfolgt über eine Profibus-Schnittstelle.
Eine unabhängige Hardware-Einheit mit ABB-Controller regelt die Rühr-werksfunktionen. Die Anbindung von diesem und der Hauptsteuereinheit erfolgt über eine Profibus-Schnittstelle.
Die Hauptsteuereinheit ist ein Beckhoff Industrie-PC.
Die Hauptbenutzerschnittstelle ist ein 24 "Touch-Panel von Beckhoff
Software-Architektur
Die Steuersoftware ist aufgeteilt in einen Echtzeitteil, der in IEC 61131-3 strukturierten Text programmiert ist, und in einen Teil, der in C-Sprache programmiert ist und auch die Bedienerschnittstelle ansteuert.
Die Funktionen werden in definierten Software-Modulen in einer objektori-entierten Art und Weise umgesetzt. Software-Module sind z. B.:
− Pumpwegsteuerung − Pumpensteuerung − Heizung / Klimatisierung − Gasflusssteuerung − Substratsteuerung − Sicherheitskontrolle
Das Mensch-Maschine-Interface und die wichtigsten Bedienfunktionen

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 44 (57)
www.ptspaper.de FB PTS-PFI 36/13
sind in CVI von National Instruments programmiert.
Die Prozessdaten, wie Temperaturen, Drücke, Volumen- / Massenströme, Energieströme, CHP-Aktivität, werden dargestellt und aufgezeichnet. Sie können mit Standardprogrammen, wie MS Excel oder anderen Tabellen-kalkulationsprogrammen oder Datenbanken, weiterverarbeitet werden.
Die Selbstoptimierungs- und Effizienzsteigerungsroutine beeinflussen die Abläufe der Wärmeprozesse der Bioraffinerie, vor allem in Verbindung mit dem wirtschaftlichen Einsatz der Hochtemperaturwärmepumpe.
Abbildung 50 Darstellung der Wärmeprozesse beim Entfeuchten von
Biogas
-
Lager 130,1
Lager 250,5
WP
Lager 3
39,522,10,9
--, ---, -0,0
6,410,18,2
40,463,50,9
82,264,10,9
Biogas EntfeuchtungErwärmung
Nahwärme
Notkühler
--, ---, -0,0
Substrat Biogas Wärme Weitere … Prozesse Sollwerte Daten
Hydrolysefermenter35,4
Nachgärer36,9
10,318,6
21,2 82,60,9
10,28,2
5.8
Aktive Wärmeprozesse Soll-Werte
P1 Biogasentfeuchtung 10 °C
P2 Gärresthygienisierung 50 °C
˚C˚Cm3/h
˚C˚Cm3/h
˚C˚Cm3/h
˚C˚Cm3/h
˚C˚Cm3/h
34,6
˚C˚Cm3/h
˚C˚C˚C
˚C12,4
˚Cm3
˚C
˚C ˚Cm3
0%
0%
--, ---, -0,0
0%0%
0%
0%
0%
˚C˚Cm3/h
7,3KS
˚C
˚C
˚C
˚C
˚CCOPH = 3,3
PE= 19,6 kW

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 45 (57)
www.ptspaper.de FB PTS-PFI 36/13
9 P rozes s integration
9.1 Wärmepumpen in der P apierindus trie
Wärmepumpen in der Papierin-dustrie
Im Gegensatz zur Haustechnik, wo Wärmepumpen zur Substitution fossiler Brennstoffe beitragen (siehe z. B. [35, 36]) sind Wärmepumpen in der Papier-industrie bislang noch kaum anzutreffen, obwohl erste Veröffentlichungen zu diesem Thema bis in die 80er Jahre zurückreichen (siehe z. B. [37, 38]). Ein wesentlicher Hinderungsgrund ist, dass der bisherige Stand der Technik in vielen Fällen nur bedingt geeignet ist für den Einsatz in industriellen Prozessen. Wärmepumpen haben Beschränkungen, welche eine industrielle Nutzung in der Prozesstechnik schwierig machen. Zum einen sind sie bislang in der Tempera-tur beschränkt und zum anderen müssen sie oft speziell für jedes Einsatzgebiet aufwändig adaptiert werden [39]. Neue Entwicklungen, wie sie im Rahmen dieses Projektes untersucht wurden und auch an anderen Stellen in der Entwicklung sind [39, 40, 41], versuchen diese Limitierungen zu beseitigen und den Einsatzbereich von Wärmepumpen auf Temperaturbereiche von 120 bis zu 150 °C auszuweiten. Die Einbindungsmöglichkeiten sind dabei vielseitig. Theoretisch sind alle in der Papierproduktion verfügbaren Abwärmeströme sowie Wärmeverbraucher für einen Einsatz von Wärmepumpen geeignet. Aus technologischen Gründen ist der Einsatz aber auf fluide Medien (Gas, Flüssigkeiten) beschränkt, da für stark feststoffhaltige Medien derzeit keine geeigneten Wärmetauscher verfügbar sind. Insofern sind Dampfverbraucher, bei denen Dampf direkt in den Stoffkreislauf injiziert wird (z. B. Heizschnecke in der Dispergierung) nicht als direkte Abneh-mer geeignet.
Einsatzstellen von Wärme-pumpen
Bisherige Einsatzstellen von Wärmepumpen in der Papierindustrie beschränken sich in der Regel auf den Einsatz von Thermokompressoren, die im Dampf- und Kondensatsystem eingesetzt werden, um den Durchströmdampf wieder aufzu-werten und zu rezyklieren.
Einsatzmöglichkeiten von Wär-mepumpen in der Papierindustrie
Basierend auf den Ergebnissen der Systemanalysen wurden in Kooperation mit den Projektpartnern Optionen für den Einsatz von Wärmepumpen in der Pa-pierproduktion erarbeitet und diskutiert. Als Ergebnis der Arbeiten wurden folgende Optionen im Rahmen des Projektes näher betrachtet: • Erzeugung von Niederdruckdampf • Hochtemperaturstoffauflösung • Vorwärmung der Haubenzuluft • Wärmerückgewinnung im Wasserkreislauf Die Berechnungen wurden anhand einer Modellpapierfabrik mit Branchen typischen Daten durchgeführt.
9.2 E rzeugung von Niederdruckdampf
Erzeugung von Niederdruck-dampf
Die Erzeugung von Niederdruckdampf stellt nach Diskussionen innerhalb des Projektkonsortiums und mit den beteiligten SME User Committees die interes-santeste Einsatzmöglichkeit für Wärmepumpen in der Papierindustrie dar. Als geeignete Abwärmequelle bietet sich die Abluft der Papiermaschine an (Abbildung 51). Aktuelle Veröffentlichungen anderer Forschungseinrichtungen
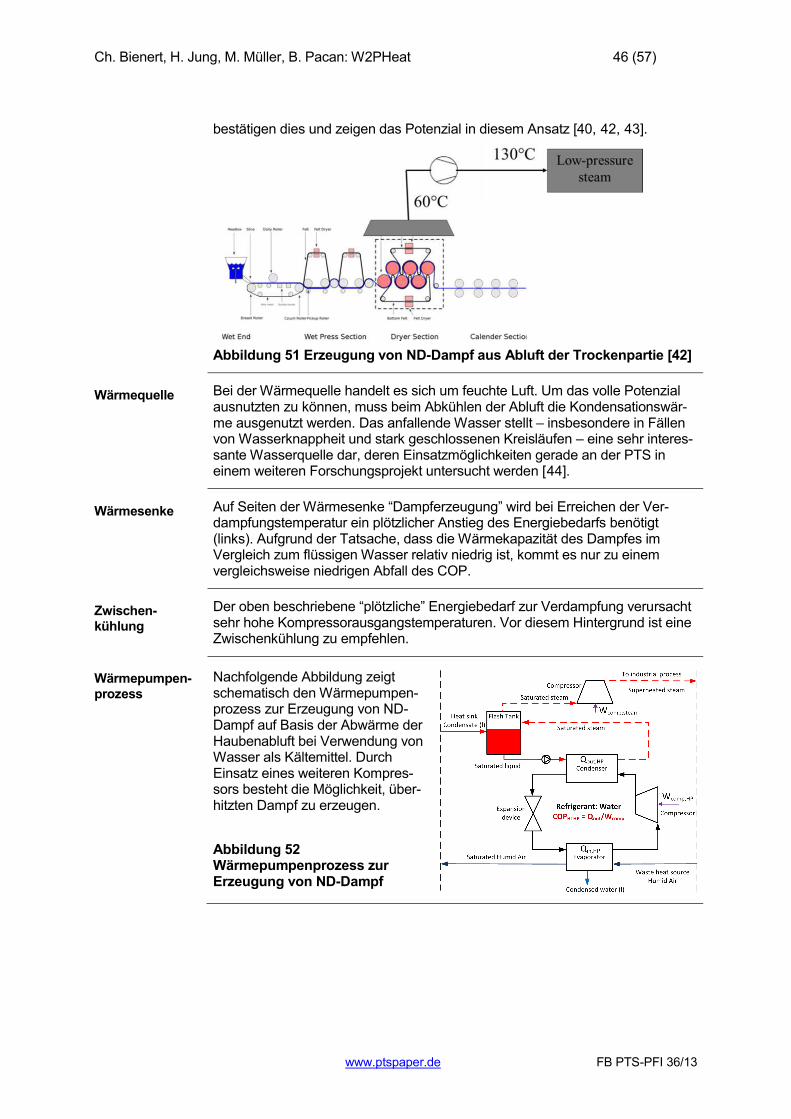
Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 46 (57)
www.ptspaper.de FB PTS-PFI 36/13
bestätigen dies und zeigen das Potenzial in diesem Ansatz [40, 42, 43].
Abbildung 51 Erzeugung von ND-Dampf aus Abluft der Trockenpartie [42]
Wärmequelle Bei der Wärmequelle handelt es sich um feuchte Luft. Um das volle Potenzial ausnutzten zu können, muss beim Abkühlen der Abluft die Kondensationswär-me ausgenutzt werden. Das anfallende Wasser stellt – insbesondere in Fällen von Wasserknappheit und stark geschlossenen Kreisläufen – eine sehr interes-sante Wasserquelle dar, deren Einsatzmöglichkeiten gerade an der PTS in einem weiteren Forschungsprojekt untersucht werden [44].
Wärmesenke Auf Seiten der Wärmesenke “Dampferzeugung” wird bei Erreichen der Ver-dampfungstemperatur ein plötzlicher Anstieg des Energiebedarfs benötigt (links). Aufgrund der Tatsache, dass die Wärmekapazität des Dampfes im Vergleich zum flüssigen Wasser relativ niedrig ist, kommt es nur zu einem vergleichsweise niedrigen Abfall des COP.
Zwischen-kühlung
Der oben beschriebene “plötzliche” Energiebedarf zur Verdampfung verursacht sehr hohe Kompressorausgangstemperaturen. Vor diesem Hintergrund ist eine Zwischenkühlung zu empfehlen.
Wärmepumpen-prozess
Nachfolgende Abbildung zeigt schematisch den Wärmepumpen-prozess zur Erzeugung von ND-Dampf auf Basis der Abwärme der Haubenabluft bei Verwendung von Wasser als Kältemittel. Durch Einsatz eines weiteren Kompres-sors besteht die Möglichkeit, über-hitzten Dampf zu erzeugen. Abbildung 52 Wärmepumpenprozess zur Erzeugung von ND-Dampf

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 47 (57)
www.ptspaper.de FB PTS-PFI 36/13
Bewertung Der Einsatz von Wärmepumpen zur Erzeugung von ND-Dampf steht in direkter Konkurrenz zu herkömmlichen Dampfkesseln. Vor dem Hintergrund stetig schwindender Reserven an fossilen Brennstoffen und des immer größer wer-denden Anteils an erneuerbaren Energien (v. A. Photovoltaik und Wind), die zu einer hohen Volatilität des Strommarktes führen, kann die Wärmeerzeugung auf Strombasis aber durchaus eine Alternative darstellen. Die Wirtschaftlichkeit derartiger Anlagen ist dabei stark vom Verhältnis Strom-
zu Gaspreis abhängig und somit von Fall zu Fall neu zu bewerten. Der COP ist dabei we-sentlich abhängig von der erzeugten Dampf-menge. Je niedriger diese ist, desto höher ist die Temperatur der Wärmesenke, bei der die Verdampfung des Käl-temittels erfolgt und desto höher der COP.
Abbildung 53 Potenzialberechnung Eine Bewertung der Investitionskosten ist derzeit nicht möglich, da sich die dafür notwendigen Wärmepumpen derzeit noch in der Entwicklung befinden. Kobe Steel bietet derartige Wärmepumpen zwar an, aber bislang mit deutlich zu geringen Dampfmengen.
9.3 Hochtemperaturs toffauflös ung
Hochtemperatur-stoffauflösung
Ein wesentlicher Aspekt des Forschungsprojektes war die Untersuchung der Hochtemperaturstoffauflösung. Die Ergebnisse zeigen, dass bei der Altpa-pierauflösung eine Temperatur von 60 °C und bei der Auflösung von nassfesten Papieren eine Temperatur von 90 °C vorteilhaft ist. Für den benötigten Wärmeeintrag kann Dampf eingesetzt werden. Als alternati-ves Konzept wurde im Rahmen dieses Projektes der Einsatz von Wärmepum-pen untersucht und bewertet.
Verfahrens-konzept
Für die Hochtemperaturstoffauflösung wurde nachfolgend abgebildetes Verfah-renskonzept entwickelt, welches es ermöglichen soll, unter möglichst gerin-gem Energieaufwand die hohen Auflösetemperaturen zu erreichen und auf der anderen Seite sicher zu stellen, dass im Bereich der Sortierung wiederum niedri-gere Temperaturen vorlie-gen. Abbildung 54 Verfahrenskonzept für die Hochtemperaturstoffauflösung
0
500
1.000
1.500
2.000
2.500
3.000
3.500
4.000
4.500
5.000
0
2
4
6
8
10
12
14
16
18
20
Energiebedarf Gaskessel EnergiebedarfWärmepumpe
Energiebedarf Kompressor
k€/a
MW Energiebedarf
Energiekosten
Pulper
5 %Stoff zur PM
30 %
Dampf
Gesamt-abwasser
Prozesswasservon PM
Wärmepumpe
weitere ABW-Teilströme (z.B. PM)

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 48 (57)
www.ptspaper.de FB PTS-PFI 36/13
Bilanzmodell und Pinchanalyse
Die Berechnungen wurden anhand einer Modellpapierfabrik mit branchen-typischen Daten durchgeführt. Um die Datenbasis für die Auslegung der Wärmepumpe ermitteln zu können, wurden die Massen- und Wärmeströme in einem IDEAS-Simulationsmodell berechnet und anschließend einer Pinchanalyse unterzogen. Die Ergebnisse zeigen, dass der als erste Stufe geplante Wärmetausch sich als nicht sinnvoll erweist. Es lässt sich nur eine sehr geringe Wärmemenge übertragen (< 10 % des Bedarfs) und dies auch nur unter der Bedingung sehr geringer mittlerer logarithmischer Temperatur-differenzen (≤ 5 K). Begründet wird dies durch die – vor allem im Fall des Altpapier – sehr geringe Temperaturdifferenzen und die niedrige Durchfluss-menge auf Seite der Wärmequelle.
Abbildung 55 Bilanzmodell und Pinchanalyse Hochtemperaturstoffauflö-
sung
Bewertung Für den Fall der Hochtemperaturstoffauflösung von Altpapier sind derzeit einige Wärmepumpen am Markt verfügbar. Mit einem COP = 5 lassen sich mit einer elektrisch betriebenen Wärmepumpe abhängig von den zusätzlichen Kosten Paybackzeiten von etwa 3 Jahren erreichen.
Abbildung 56 Hochtemperaturstoffauflösung: Wirtschaftliche Bewertung
Für den Fall der Hochtemperaturstoffauflösung sind derzeit, laut der im Rahmen dieses Projektes erstellten Datenbank, keine Wärmepumpen am Markt verfügbar. Wesentlicher Grund hierfür dürfte die sehr hohe Temperatur-anhebung sein, die notwendig ist um die 95 °C Auflösetemperatur zu erreichen. Für eine wirtschaftliche Umsetzung müsste ein COP von mindestens 3,5 erreicht werden. Realistischer sind hier allerdings Werte zwischen 2,5 und 3.
0
1
2
3
4
5
6
7
8
9
10
0
1.000
2.000
3.000
4.000
5.000
6.000
7.000
8.000
9.000
10.000
0% 10% 20% 30% 40% 50% 60%
Payb
ack
/ a
Kost
en /
k€
IRR
Additional investment Capex Payback

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 49 (57)
www.ptspaper.de FB PTS-PFI 36/13
9.4 Vorwärmung der Haubenzuluft
Stand der Technik
Stand der Technik in der Papierindustrie ist eine Vorwärmung der Haubenzuluft über einen Luft-Luft-Wärmetauscher und eine anschließende Erwärmung der Zuluft auf die Zieltemperatur von etwa 100°C - 120°C mit Hilfe von Brüden-, Kondensat- und Dampfregistern.
Abbildung 57 Vorwärmung der Haubenzuluft – Stand der Technik [28]
Einsatz von Wärmepumpen bei Trocknungs-prozesse
Neben der Papiererzeugung gibt es noch zahlreiche weitere industrielle Pro-zesse, in denen heiße Luft für Trocknungsprozesse benötigt wird. Im Rahmen des Projektes wurde neben der Papiererzeugung auch die Ziegelproduktion betrachtet. Wärmepumpen eignen sich insbesondere dann, wenn eine normale Wärmerückgewinnung nicht wirtschaftlich darstellbar ist.
Wärmepumpen-konzept
Folgende Abbildung zeigt schematisch ein mögliches Wärmepumpenkonzept mit einem Kompressor, der über einen Verbrennungsmotor angetrieben wird. Vorteil dieses Verfahrens ist, dass zusätzlich zur Wärmepumpe auch die Ab-wärme des Verbrennungsmotors als Wärmequelle genutzt werden kann.
Abbildung 58 Wärmepumpenkonzept zur Vorwärmung der Haubenzuluft

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 50 (57)
www.ptspaper.de FB PTS-PFI 36/13
Bewertung Die Wirtschaftlichkeit einer Wärmepumpe hängt stark von den Strom- und Dampf-kosten ab. Im vorlie-genden Beispiel ergibt sich für ein Kosteneinspar-potenzial abhängig vom COP zwischen 75 und 150 k€ pro Jahr und somit Pay-backzeiten (ohne zusätzliche Kosten für Infrastruktur) zwischen 3 und 6 Jahren. Abbildung 59 Potenzialberechnung für Einsatz Wärmepumpe
9.5 Wärmerückgewinnung im Was s erkreis lauf
Wärmerückgewinnung im Wasser-kreislauf
Durch den Einsatz einer Wärmepumpe zur Ausnutzung der Abwärme des Rohabwassers kann die Prozesstempe-ratur an der Papiermaschine erhöht werden. In der Textilindustrie wird als Wärmequelle beispielsweise das Dichtwasser von Vakuumpumpen eingesetzt [45]. Wärmepumpen konkurrieren dabei mit anderen, direkter zugänglichen Wärmequellen. Abbildung 60 Einsatz von Wärmepumpen im Wasserkreislauf
Bewertung Alle drei Papierfabriken betreiben keine Siebwasserheizung. Somit ist der für die Abwärmenutzung mit Hilfe der Wärmepumpe notwendige Energiebedarf nur gegen mögliche indirekte Einsparungen aufgrund erhöhter Prozesstemperatur gegen zu rechnen. Die Ergebnisse zeigen, dass sich der Einsatz von Wärme-pumpen aufgrund sehr geringer Temperatursteigerungen im Prozess und eines ungünstigen Strom-Dampf-Preisverhältnisses in den untersuchten Fällen nicht lohnt. Untersuchungen im Rahmen anderer Projekte zeigen, dass sobald Dampf betriebene Prozesswasserheizungen ersetzt werden können, sich durchaus interessantere Potentiale zum Einsatz von Wärmepumpen im Was-serkreislauf ergeben können [46].
PM
Papier
Vor-klärung
ARA
Vorfluter
Abwasser
WP
0
50
100
150
200
250
300
350
400
450
COP = 3 COP = 4 COP = 5
k€/a Dampf
Strom
Investitionskosten

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 51 (57)
www.ptspaper.de FB PTS-PFI 36/13
9.6 E ins atz einer HTWP bei TDH
Kläranlage Blü-meltal
Das bisherige Wärmemanagement der TDH an der Kläranlage Blümeltal zeigt einige Schwächen. So kann die Behandlungstemperatur des Schlammes unter bestimmten Voraussetzungen nicht konstant gehalten werden. Zur Lösung der Probleme wurde der Einsatz einer HTWP diskutiert. Diese soll wie in Abbildung 61 gezeigt, zwischen HE3 und HE1 zusätzliche Wärme ins System integrieren, um die Wassertemperatur für HE1 konstant auf 120°C zu halten. Abbildung 62 zeigt den schematischen Aufbau der HTWP mit den gegebenen Grenzwerten. Ebenso wird angezeigt, welche Parameter über die Simulationssoftware bestimmt wurden.
Schematischer Aufbau der TDH
Abbildung 61 Schematischer Aufbau der TDH an der Kläranlage Blümel-
tal mit Einsatz der HTWP zwischen HE3 und HE1.
Szenarien Die Wärmepumpe nutzt als Wärmequelle das Kühlwasser des BHKWs, welches mit einer Temperatur von 90°C anfällt. Die Temperatur des zu erwärmenden Wasserstromes auf 120°C hängt von der Situtation, bzw. den beschriebenen Szenarien ab. Für die Szenarien 1, 2 und 3 wurden Temperatuen von 108°C, 100°C bzw. 85°C angesetzt. Der Derzeitige Volumenstrom des zu heizenden Wassers beträgt 500 l/h.
Schematische Darstellung der HTWP
Abbildung 62 Schematische Darstellung der HTWP mit Grenzwerten
KompressorEntspannungsventil
Kondensator
Verdampfer
HE3 HE1
T2 = 120°C
BHKW Motorkühlung
T4 = 90°CF2 = ? l/hT3 = ? °C
BHKW Motorkühlung
Wcomp = ? kW
W = ? kWCOP = ?
T1 = Abhängig von Situation
F1 = ? l/h

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 52 (57)
www.ptspaper.de FB PTS-PFI 36/13
Ergebnisse der Simulation
Tabelle 6 Ergebnisse der Simulation für die TDH
Szenario 1 Szenario 2 Szenario 3 T1 [°C] 108 100 85 T2 [°C] 120 120 120 T3 [°C] 70 / 80 80°C 70°C / 80°C T4 [°C] 90°C 90°C 90°C F1 [l/h] 500 503 1250 F2 [l/h] 117 / 246 381 1.743 / 3.648 W [kW] 3,50 5,39 51,30 Wcomp [kW] 0,77 / 0,63 0,95 10,69 / 8,75 COP 6,87 / 8,24 5,67 4,8 / 5,9
Wie in Tabelle 6 ersichtlich, ist die Heizleistung der HTWP für Szenario 1 und 2 mit W < 10 kW sehr niedrig. Die vorhandene TDH soll in 2014 an einen anderen Standort verlegt werden. An der neuen Kläranlage soll ein höheres Schlammvo-lumen behandelt werden. Bei Szenario 3 wurde der Durchsatz (F1) demen-sprechend erhöht. Hier wird eine Heizleistung von 51,3 kW benötigt.
Fazit Es hat sich gezeigt, dass nur bei einem hohen Volumenstrom F1 und einem Temperaturunterscheid von 35°C wie bei Szenario 3 der Einsatz einer Wärme-pumpe gerechtfertigt werden könnte. Zumal es keine industriellen Wärmepum-pen basierend auf den Kältemitteln Wasser oder Ammoniak mit einer Heizleis-tung <50 kW zur Verfügung stehen. Die 50 kW CO2 Wärmepumpe schafft allerdings derzeit keine 120°C. Darum besteht noch weiterer Forschungsbedarf.
9.7 P raxis unters uchung zur HTWP am E nergiepark
Integration der HTWP in Biogas-fermenter
Da die auf dem Kältemittel Wasser basierende Wärmepumpe für Versuche nicht zur Verfügung stand, wurde eine CO2-Wärmepumpe für Praxisversuche herangezogen. Die Vorteile dieser Wärmepumpe liegen in der großen Tempe-raturspreizung zwischen dem Kühl- und Heizkreislauf. Das erfüllt insbesondere die Vorgaben des Wärmemanagements für den wärmeenergieautarken Fer-mentationsbehälter. Dort werden Kühlwassertemperaturen von 6°C für die Biogasentfeuchtung und Heizwassertemperaturen von bis zu 90° C für die Hygienisierung der Gärreste benötigt. Aufgrund der be-stehenden Anforde-rungen zur Biogas-kühlung und -entfeuchtung beträgt die Kühlleis-tung 50 kW und die Heizleistung ca. 60 kW. Abbildung 63 Aufstellung der CO2-Wärmepumpe im Zentrum des Biogasfermenters

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 53 (57)
www.ptspaper.de FB PTS-PFI 36/13
Anpassungsarbeiten
Zur Implementierung der Wärmepumpe mussten die Boden- und Wandheizun-gen der einzelnen Kammern über Verteiler mit Magnetventilen zur bedarfsge-rechten Ansteuerung ausgestattet werden. Zur Erfassung der Energieflüsse wurden an jeder Kammer auch Wärmezähler eingebaut. Um Wärmeverluste und das Aufheizen des Technikraumes zu reduzieren, waren umfangreiche Isolierarbeiten an den Rohleitungssystemen erforderlich. Um Kondensationen an den Kühl- und Gasleitungen zu vermeiden, mussten diese ebenfalls mit geeigneter Wärmedämmung ausgestattet werden. Zur bedarfsgerechten Steue-rung der Wärmepumpe musste eine übergreifende Steuerung entwickelt wer-den, die flexibel auf unterschiedliche Prozessbedingungen und klimatischen Verhältnisse reagieren kann. Es musste auch entschieden werden, bei welchen Rahmenbedingungen der Einsatz der Wärmepumpe wirtschaftlich ist. Nachfol-gend werden einige Fallbeispiele für den Einsatz der Wärmepumpe erläutert.
Anwendung Biogasentfeuch-tung
Ein Anwendungsfall ist die Biogasentfeuchtung und die Vorerwärmung von Zuckerrübenmuss nach Einbringung in Lager 3. Damit es zu keinen unzulässi-
gen Spannungen im Betonkörper kommt, darf die Temperaturdifferenz in den Einzelkammern 25 K nicht überschreiten. Da die im Spätherbst einzubringenden Zuckerrüben Tem-peraturen zwischen 5°C – 10°C aufweisen und die Hygienisierung der Gärreste bei über 50°C abläuft, müssen Boden und Wände im La-ger 3 auf ca. 30°C temperiert wer-den. Diese notwendige Temperie-rung kann von der Wärmepumpe übernommen werden. Es zeigt sich jedoch, dass nach einigen Tagen die Zuckerrübensolltemperatur ansteigt. Ab einer Substrattemperatur von über 40°C kann nicht mehr genug Energie in das Substrat überführt werden. Hier müsste also die Ener-gie an einen externen Verbraucher abgeführt werden. Der COP liegt bei diesem Anwendungsfall bei einem akzeptablen Wert von 4,6.
Abbildung 64 Biogasentfeuchtung und Substraterwärmung
Anwendung Gärresthygieni-sierung
Ein weiterer Anwendungsfall ist die Gärresthygienisierung, die Aufgrund des Einsatzes von Zuckerrüben als Substrat gefordert wird. Von der Genehmi-gungsbehörde wurde im speziellen Fall eine Temperaturbehandlung von über 50°C gefordert. Dies kann mit der CO2-Wärmepumpe bei maximalen Vorlauf-temperaturen von ca. 83°C erreicht werden. Der COP ist allerdings mit 3,3 nicht mehr so gut. Eine Besonderheit der CO2-Wärmepumpe ist, dass bei hohen Vorlauftemperaturen der Rücklauf bei 20°C – 30°C liegen muss. Dies kann nur bewerkstelligt werden, wenn das entfeuchtete Biogas wieder nacherwärmt werden kann. Dazu wurde im Wartungsgang des Biogasfermenters ein zusätz-licher Wärmetauscher installiert. Eine Alternative wäre die überschüssige Wär-me über einen Tischkühler abzuführen. Dies würde jedoch den rechnerischen

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 54 (57)
www.ptspaper.de FB PTS-PFI 36/13
COP weiter verschlechtern.
Abbildung 65 Biogaskühlung und Hygienisierung
Anwendung Kühlung der Hydrolysestufe
Ein anderer Anwendungsfall für die CO2-Wärmepumpe ist die Kühlung der Hydrolysestufe. Besonders bei sehr heißen Sommertagen können die Tempe-raturen im Methanfermenter auf zu hohe Temperaturen (>45°C) ansteigen, so
dass deshalb die Vorkammer (Hydro-lyse) gekühlt werden muss. Dieser Kühlprozess funktioniert mit einem COP von 3,2. Er hat den Nachteil, dass gleichzeitig kein Biogas entfeuch-tet werden kann und auch keine Wär-mesenke zum Abkühlen des Heizkrei-ses vorhanden ist und damit eine externe Wärmenutzung erforderlich ist. Dies könnte z.B. durch einen Gärrest-trockner erfolgen der im Gegenstrom-prinzip arbeitet und deshalb niedrige Luftaustrittstemperaturen und damit auch niedrige Rücklauftemperaturen des Heizkreislaufs der Wärmepumpe (33°C) ermöglicht. Für die Umsetzung dieses Anwendungsfalls werden Vorbereitungen zur Adaption eines Gärrestrockners ins Wärmemanage-mentsystem getroffen. Dieser Anwen-dungsfall soll dann im Folgeprojekt auf Praxistauglichkeit geprüft werden. Abbildung 66 Hydrolysekühlung und Hygienisierung

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 55 (57)
www.ptspaper.de FB PTS-PFI 36/13
Fazit Aufgrund der komplexen Aufgabenstellung (Entwicklung und Bau eines innova-tiven Biogasanlagenkonzeptes) und der Ausgangssituation (Anfahren der Biogasanlage, milder Winter) konnten nicht alle geplanten Anwendungsfälle in der Projektlaufzeit belastbar getestet werden. Es sind jedoch gute Grundlagen geschaffen worden, um in den nächsten Monaten konkrete Aussagen zu Ein-satzmöglichkeiten und zur Wirtschaftlichkeit des Einsatzes von CO2-Wärme-pumpe zu treffen. Da die Investition in eine Wärmepumpe zur Biogaskühlung etwa das Doppelte (ca. 80.000 €) gegenüber dem Einsatz einer Adsorptionskältemaschine kostet, müssen bei der Wirtschaftlichkeitsbetrachtung noch andere Bewertungskrite-rien, wie Energieautarkie, Verlegung des BHKWs an andere energietechnisch günstigere Standorte, vollständige Vermarktung der BHKW-Abwärme herange-zogen werden. Diese Vorteile können dazu beitragen, dass sich zukünftig Hochtemperaturwärmepumpen in Biogasanlagen und Bioraffinerien etablieren können.

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 56 (57)
www.ptspaper.de FB PTS-PFI 36/13
10 S chlus s folgerungen
Neue Anwen-dungsfelder
Im Verlauf des Forschungsprojektes ist es gelungen, neue Anwendungsfelder für Hochtemperaturwärmepumpen in unterschiedlichen Industriebranchen, insbesondere in der Papierindustrie und in Biogas-Anlagen, zu finden. Dabei sind insbesondere die Erzeugung von Niederdruckdampf, die Vorwärmung der Haubenzuluft, die Wärmerückgewinnung im Wasserkreislauf und die Hochtem-peraturstoffauflösung zu nennen.
Biogas-Anlagen Dabei ist vor allem auf den Einsatz von Hochtemperaturwärmepumpen in Biogasanlagen (und künftig auch in Bioraffinerien) hinzuweisen. Aufgrund der Forschungsergebnisse des 1. Projektjahres konnte eine neue Konzeption für eine Biogasanlage entwickelt und im 2. Projektjahr großtechnisch umgesetzt werden. Die Implementierung der Hochtemperaturwärmepumpe in Wärmema-nagementsystem der Biogasanlage konnte erfolgreich umgesetzt werden.
Größere Unab-hängigkeit von Erdöl
Auf Basis der Forschungsergebnisse konnten Wege zum energieautarken Betrieb von Biogasanlagen und Bioraffinerien aufgezeigt werden, der in Abhän-gigkeit von den Preisen für fossile Energieträger mittel- oder langfristig eine größere Unabhängigkeit Deutschland von Erdöl und eine höhere regionale Wertschöpfung ermöglichen wird.
Vorstellung der Konzepte
Die entwickelten Konzepte wurden von der mittelständischen Wirtschaft mit großem Interesse aufgenommen und werden als Innovationen bereits auf der IFAT 2014 in München vorgestellt. Durch Folgeprojekte werden weitere Grund-lagen für eine breite Anwendung in der Praxis geschaffen.
Ansprechpartner für weitere Informationen: Dipl.-Ing. Christian Bienert Tel. 089/12146-469 [email protected]
Papiertechnische Stiftung PTS Papiertechnisches Institut PTI Heßstraße 134 80797 München Tel. (089) 1 21 46-0 Fax (089) 1 21 46-36 e-Mail: [email protected] www.ptspaper.de

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 57 (57)
www.ptspaper.de FB PTS-PFI 36/13
L iteraturverzeichnis
1 Verband Deutscher Papierfabriken e.V. (Hrsg.) Papier 2012 – Ein Leistungsbericht, Bonn, 2012
2 CEPI (Hrsg.) CEPI Key Statistics 2011, Brüssel, 2012
3 CEPI (Hrsg.) The Forest Fibre Industry – 2050 Roadmap to a low-carbon bio-economy, Brüssel, 2011
4 BDEW (Hrsg.) BDEW-Strompreisanalyse Mai 2012
5 J. Horst, U. Klann, U. Leprich; Kurzstudie zur Bedeutung des Strompreises für den Erhalt und die Entwicklung stromintensiver Industrien in Deutschland; Hans-Boeckler-Stiftung, 2009
6 http://epp.eurostat.ec.europa.eu
7 Energy Information Administration (Hrsg.); International Energy Outlook 2007; 2007 http://www.eia.doe.gov/oiaf/ieo/index.html
8 International Energy Agency (Hrsg.); World Energy Outlook 2007, IEA Publications, Paris, Frankreich, 2007; http://www.worldenergyoutlook.org/
9 Bundesministerium für Wirtschaft und Arbeit (Hrsg.); EWI/Prognos – Studie Die Entwicklung der Energiemärkte bis zum Jahr 2030; Dokumentation Nr. 545; 2005
10 M. Zerta; Energieressourcensituation AWEO 2006 – Alternative World Energy Outlook; Vorgetragen auf dem 13. Stralsunder Symposium, Nutzung regenerativer Energiequellen und Wasserstofftechnik, Fachhochschule Stralsund, 2006
11 B. Götz, A. Hesse, Energieversorgung der Papierindustrie im Zeichen der Energiewende – politische Rahmenbedingungen und Anforderungen; PTS Umwelt Symposium, 2013
12 D. Fischer; Energiewende: Vorbild für die Welt oder volkswirtschaftliches Experiment; Energie aktuell, Nürnberg, 2012
13 Bundesministerium für Wirtschaft und Technologie, Bundesministreium für Umwelt, Naturschutz und Reaktorsicherheit (Hrsg.); Energieversorgung in Deutschland – Statusbericht für den Energiegipfel am 3. April 2006, 2006
14 G. Rosenkranz, J. Quentin; Die Energiewende und die Strompreise in Deutschland - Dichtung und Wahrheit; 2013
15 B. Burger, Fraunhofer ISE, Stand 10. April 2012; http://www.energieverbraucher.de/files_db/1346226227_6399__12.jpg
16 Leipziger Institut für Energie GmbH; Entwicklung der Preise für Strom und Erdgas in Baden-Württemberg bis 2020; 2012
17 CANMET Energy Technology Centre Varennes; Pulp and paper industry – Energy recovery and effluent cooling at a TMP plant; Varennes (Quebec) Canada, 2003 http://cetc-varennes.nrcan.gc.ca
18 Morand, R.; Gesamtenergiestudie mit der Pinch-Methode bei Ziegler Papier AG, Bundesamt für Energie, Bern, 2007; Schweiz; http://www.bfe.admin.ch
19 Landesamt für Umweltschutz; Klimaschutz durch effiziente Energieverwendung in der Papierindustrie - Nutzung von Niedertemperaturabwärme; Augsburg, 2003 http://www.lfu.bayern.de
20 Jung, H.; Pinch-Analysis – A tool for reducing energy consumption in the paper industry, PTS News, 02, 2008, 16-18
Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 58 (57)
www.ptspaper.de FB PTS-PFI 36/13
21 Päch, A., Lauter, J.; Praxiserfahrungen mit optimierter Wärmerückgewinnung; Allgemeine Papier
Rundschau, 09, 2009
22 Päch, A., Lauter, J.; Energieeffizienzoptimierung durch Pinch-Analyse: Praxiserfahrungen mit optimierter Wärmerückgewinnung, Wochenblatt für papierfabrikation, 09, 2009, 381-385
23 Koninckx, F.; Heat pumps: When does it make sense… ?, Presented at PFI workshop: Waste Heat Utilization by Application of Heat Pumps in CHP Plants; Pirmasens, 2013
24 http://www.andritz.com/automation
25 A. Kuhasalo, J. Niskanen, J. Paltakari, M. Karlsson; Introduction to paper drying and principles and structure of a dryer section; In: M. Karlsson (Hrsg.) Papermaking Science and technology Book 9 - Papermaking Part 2, Drying, Fapet, 2000
26 European comission; Best Available Techniques (BAT) Reference Document for the Production of Pulp, Paper and Board; Final Draft July 2013
27 European Comission (Hrsg.); Reference Document on Best Available Techniques in the Food, Drink and Milk Industries, 2006
28 R. Wittmann, Energieoptimierung von Trockenpartiehaube und Luftsystemen; PTS-Seminar PM 1247 Energieeffizienz und Produktivität steigern bei Entwässerung, Presse und Trocknung; München, 2012
29 Jung,H.; Dietz, W.; Kamml, G.; Kappen, J.; Müller, B.; Pfaff, D.; Optimierung des Wärmehaushalts von Papierfabriken – Ein Ansatz zur Lösung des CO2-Problems; apr – Allgemeine Papier-Rundschau, 128, 21, 2004, 21-28
30 H. Jung, J. Kappen. A. Hesse, B. Götz; Wasser- und Abwassersituation in der deutschen Papier- und Zellstoffindustrie; Wochenblatt für papierfabrikation, 9, 2011, 737-739
31 N.N.; Papier – Plattenwärmetauscher à la carte; Produktinformation GEA Ecoflex GmbH
32 http://www.sondex.de; Produktinformation SONDEX Deutschland GmbH
33 N.N.; Alfa Laval – Spiral-Wärmeübertrager, Produktinformation Alfa Laval
34 B. Dzedzig, Wärmeübertrager für verschmutztes Wasser; http://www.klaerwerk.info
35 M. Kaltschmitt, W. Streicher, A. Wiese (Hrsg.) Erneuerbare Energien, Springer Verlag, 4. Auflage, 2006
36 S. Viinikainen, E. Ikonen, S. Soimakallio, I. Lind (Eds.) Energy Use – Visions and Technology Opportunities in Finland, Edita prima Ltd, Helsinki, 2007
37 W. Friedel, W. Gramatte, H.J. Hampel, R. Schneider, J. Wittekind, K. Vack. B. Rüdiger; Wärmepumpen zur Wärmerückgewinnung aus Papiertrocknungsmaschine; Erzeugung von Prozessdampf aus der Trocknerabluft, 1987
38 K. Kröll, W. Kast; Trocknungstechnik, Dritter Band: Trocknen und Trockner in der Produktion, Springer- Verlag, Berlin, 1989
39 N.N.; Wärmerecycling durch Industriewärmepumpen; Wochenblatt für Papierfabrikation, 01, 2014, 19-21
40 ECN, New heat pump saves approx. 10 % energy, Press release on http://www.ipwonline.de/Home/News/4064, 2013

Ch. Bienert, H. Jung, M. Müller, B. Pacan: W2PHeat 59 (57)
www.ptspaper.de FB PTS-PFI 36/13
41 Press release: Development and Launch of "Steam Glow Heat Pump" High Efficiency Steam
Supply Systems (Marketing World's First Heat Pump Systems Capable of Supplying Steam of 120°C - 165°C), 2001; http://www.chuden.co.jp/english/corporate/ecor_releases/erel_pressreleases/3143766_11098.html
42 S. Spoelstra; Thermal Systems, 2012
43 M. K. Azarniouch, J.M. Romagnino; Studying high-temperature heat pump applications in the pulp and paper industry, Tappi Journal, 1990, 73-80
44 IGF 17772 N Steigerung der Energie- und Wasserrückgewinnung bei der Papierherstellung durch neue Konzepte der Wärmeintegration und Kondensatnutzung aus feuchter Abluft
45 Kruska, M.; Meyer, J.; Elsasser, N.; Trautmann, A.; Weber, P.; Mac, T.; Rationelle Energienutzung in der Textilindustrie – Leitfaden für die betriebliche Praxis; Verlag Vieweg, Braunschweig/Wiesbaden, 2001
46 Bayerische Landesamt für Umweltschutz (Hrsg.) Klimaschutz durch effiziente Energieverwendung in der Papierindustrie – Nutzung von Niedertemperaturabwärme, Augsburg, 2003
www.ptspaper.de
Papiertechnische StiftungHeßstraße 134 · 80797 München · Telefon +49 (0)89-12146-0 · Telefax +49 (0)89-12146-36 · Mail [email protected] Straße 37 · 01809 Heidenau · Telefon +49 (0)3529-551-60 · Telefax +49 (0)3529-551-899 · Mail [email protected]
Recommended

















