i
CENTRO DE TECNOLOGIA E URBANISMO DEPARTAMENTO DE ENGENHARIA ELÉTRICA
THIAGO RODRIGO BRUNASSI
APLICAÇÃO DO MÉTODO DE CUSTEIO ABC
PARA BOMBAS DE INFUSÃO
LONDRINA
2010

ii
UNIVERSIDADE ESTADUAL DE LONDRINAUNIVERSIDADE ESTADUAL DE LONDRINAUNIVERSIDADE ESTADUAL DE LONDRINAUNIVERSIDADE ESTADUAL DE LONDRINA CENTRO DE TECNOLOGIACENTRO DE TECNOLOGIACENTRO DE TECNOLOGIACENTRO DE TECNOLOGIA E URBANISMOE URBANISMOE URBANISMOE URBANISMO
DEPARTAMENTO DE ENGENHARIA ELÉTRICADEPARTAMENTO DE ENGENHARIA ELÉTRICADEPARTAMENTO DE ENGENHARIA ELÉTRICADEPARTAMENTO DE ENGENHARIA ELÉTRICA
THIAGO RODRIGO BRUNASSITHIAGO RODRIGO BRUNASSITHIAGO RODRIGO BRUNASSITHIAGO RODRIGO BRUNASSI
APLICAÇÃO DO MÉTODO DE CUSTEIO ABC PARA APLICAÇÃO DO MÉTODO DE CUSTEIO ABC PARA APLICAÇÃO DO MÉTODO DE CUSTEIO ABC PARA APLICAÇÃO DO MÉTODO DE CUSTEIO ABC PARA
BOMBAS DE INFUSÃOBOMBAS DE INFUSÃOBOMBAS DE INFUSÃOBOMBAS DE INFUSÃO
Monografia apresentada ao Curso de Engenharia Elétrica, da Universidade Estadual de Londrina, como requisito parcial à obtenção do título de Engenheiro Eletricista. Orientador: Prof. Dr. Ernesto Fernando Ferreyra Ramírez
Londrina 2010

iii
APLICAÇÃO DO MÉTODO DE CUSTEIO ABC APLICAÇÃO DO MÉTODO DE CUSTEIO ABC APLICAÇÃO DO MÉTODO DE CUSTEIO ABC APLICAÇÃO DO MÉTODO DE CUSTEIO ABC PARA PARA PARA PARA BOMBAS DE INFUSÃOBOMBAS DE INFUSÃOBOMBAS DE INFUSÃOBOMBAS DE INFUSÃO
THIAGO RODRIGO BRUNASSITHIAGO RODRIGO BRUNASSITHIAGO RODRIGO BRUNASSITHIAGO RODRIGO BRUNASSI
Monografia apresentada ao Curso de Engenharia Elétrica, da Universidade Estadual de Londrina, como requisito parcial à obtenção do título de Engenheiro Eletricista.
COMISSÃO EXAMINADORA ______________________________________________________
Orientador: Prof. Dr.Ernesto Fernando Ferreyra Ramírez Universidade Estadual de Londrina
______________________________________________________
Prof. Dr. Ruberlei Gaino Universidade Estadual de Londrina
______________________________________________________
Prof. Dr. Walter Germanovix Universidade Estadual de Londrina
Londrina, ___ de novembro de 2010.

iv
Aos meus pais,
meus grandes amigos
e minhas irmãs.

v
AGRADECIMENTOS À minha mãe, que sempre esteve por perto demonstrando o seu amor nas mais diversas formas. Ao meu pai que sempre me incentivou a batalhar por minhas escolhas. Aos meus amigos Agostinho P. Alves Jr, Rodrigo L. de Souza, Maria Elisabete L. Melchiades, Aline Napoli, Nayra Borges, Cary Cristina, Mariana Serpeloni, Rafaela Germanovix, tão especiais e sempre presentes. Às minhas primas e amigas Kássia Vitorazzo Smak e Fernanda Cordoba de Lima. Ao professor e amigo Ernesto que significou um exemplo de profissional. Aos professores e colegas do departamento de engenharia elétrica.

vi
“Nunca é alto o preço a pagar pelo privilégio
de pertencer a si mesmo”
Friedrich Wilhelm Nietzsche

vii
BRUNASSI, Thiago Rodrigo. Aplicação do Método de Custeio ABC para Bombas de
Infusão. 2010. Monografia (Graduação em Engenharia Elétrica) – Universidade
Estadual de Londrina. 56p.
RESUMO
No ambiente hospitalar, além do já conhecido objetivo de recuperação e
tratamento de enfermos, também deve haver uma gestão eficiente dos recursos
financeiros disponíveis, pois suas fontes (Sistema Único de Saúde – SUS e convênios
privados) são escassas e muitas vezes insuficientes para cobrir os gastos. Assim, neste
trabalho, foi aplicado o método de Custeio Baseado em Atividades (ABC), que consiste
em rastrear na cadeia produtiva os custos envolvidos durante a utilização de algum
serviço ou produto no hospital para monitorar as diversas fases envolvidas (aquisição,
operação e manutenção) durante a vida útil de uma bomba de infusão. A metodologia
foi aplicada na Divisão de Manutenção Predial e Equipamentos (DMPE) do Hospital
Universitário Regional do Norte do Paraná (HURNP) que pertence a Universiadade
Estadual de Londrina (UEL). Com o valor da hora técnica do profissional responsável
pela manutenção dos equipamentos e com os fluxogramas construídos contendo todos
os processos das atividades do setor de manutenção, é possível identificar o custo anual
com as manutenções corretivas e, de forma semelhante, prever o custo de um programa
de manutenção preventiva. Assim, foi identificado um razoável custo na manutenção
corretiva, e um elevado custo na manutenção preventiva que pode ser atenuado se o
Tempo Médio Entre Falhas (TMEF) for otimizado.
Palavras-chave: 1. Engenharia Clínica. 2. Manutenção corretiva. 3. Manutenção
preventiva. 4. Custeio Baseado em atividades.

viii
BRUNASSI, Thiago Rodrigo. Application of ABC Costing Method in Infusion pumps.
2010. Course Conclusion Work (Graduation in Electrical Engineering) – State
University of Londrina. 56p.
ABSTRACT
In the hospital environment, besides the well-known purpose of recovering and
treating ill people, there also has to be an efficient management of the financial
resources available, since its sources (National Health System – SUS and private
covenants) are scarce and often insufficient to cover the expenses. Thus, in this paper,
the Activity Based Costing method (ABC) was applied, which consists in tracing in the
production chain the costs involved when using any service or product in the hospital
with the purpose of monitoring the various phases involved (acquisition, operation and
maintenance) during the life of an infusion pump. This methodology was applied in the
Building Maintenance and Equipments Division of the University Hospital of Northern
Paraná (HURNP) that belongs to the Londrina State University (UEL). With the time
cost of the professional responsible for the equipment maintenance and with the
flowcharts made which contain all the procedures of the activities of the maintenance
sector, it´s possible to identify the annual cost of the corrective maintenance and,
similarly, predict the cost of a preventive maintenance program. So, a reasonable cost
was identified in the corrective maintenance, and also a high cost for preventive
maintenance, which can be reduced if the Mean Time Between Failures (TMEF) is
optimized.
Key-words: 1. Clinical Engineering. 2. Corrective Maintenance. 3. Preventive
Maintenance. 4. Activiy Based Costing.

ix
LISTA DE QUADROS E TABELAS
Quadro 1 – Diferenças entre os Métodos de Custeio ABC e VBC 11
Tabela 1 – Caracterização das Bombas Infusoras estudadas do HURNP/UEL 27
Tabela 2 – Valor da hora técnica dos funcionários da DMPE 28
Tabela 3 – Tempos gastos com cada atividade de uma solicitação de serviço de
uma bomba de infusão
33
Tabela 4 – Custo médio de conserto de uma bomba de infusão 35
Tabela 5 – Frequência de manutenção corretiva nas BIs da DMPE 36
Tabela 6 – Custos na rotina de manutenção preventiva 38
Tabela 7 – Custos de cada teste de uma bomba infusora 40
Tabela 8 – Custos com a manutenção preventiva de bombas infusoras 41
Tabela 9 – Custos médios com a manutenção corretiva e preventiva de uma BI 41
Tabela 10 – Custo total de manutenções 44

x
LISTA DE FIGURAS
Figura 1 – A Representatividade do SRE através do SRN 12
Figura 2 – Sistema de Infusão manual 15
Figura 3 – Sistema de infusão semi-automático e Bomba de infusão 17
Figura 4 – Fluxograma das atividades da área técnica da DMPE 25
Figura 5 – Mapa de atividades da DMPE 26
Figura 6 – Fluxograma da sub-rotina de garantia da DMPE 27
Figura 7 – Fluxograma de Manutenção Preventiva de uma Bomba de Infusão 30
Figura 8 – Gráfico com a frequência do número de consertos das BI 37
Figura 9 - Gráfico da variação dos custos da MP em um ano 43
Figura 10 - Gráfico da variação do CTM em um ano 45

xi
LISTA DE ABREVIATURAS E SIGLAS
ABC Activity Based Costing
ABM Activity Based Management
ACCE American College of Clinical Engineers
BI Bombas de Infusão
CIF Custo Indireto de Fabricação
CMP Custo da Manutenção Preventiva
CMT Custo Médio de cada Teste
DMPE Divisão de Manutenção Predial e Equipamentos
EAS Estabelecimento de Assistência à Saúde
EMH Equipamentos Médico-Hospitalares
FDA Food and Drug Administration
FUEL Fundação Universidade Estadual de Londrina
HURNP Hospital Universitário Regional do Norte do Paraná
KVO Keep Vein Open
LCC Life Cicle Costs
MBC Manutenção Baseada em Confiabilidade
MBN Menagement By Numbers
MC Manutenção Corretiva
MP Manutenção Preventiva
MPA Manutenção Proativa
RAF Força Aérea Real Britânica
SRE Sistema Relacional Empírico
SRN Sistema Relacional Numérico
SUS Sistema Único de Saúde
TMEF Tempo Médio Entre Falhas
UEL Universidade Estadual de Londrina
UERJ Universidade Estadual do Rio de Janeiro
UTI Unidade de Terapia Intensiva
VBC Volume Based Costing
VBTI Taxas de Fluxo Volume a ser Infundido

xii
SUMÁRIO
1. INTRODUÇÃO 01 2. REVISÃO DE LITERATURA 03 2.1 ENGENHARIA CLÍNICA 03 2.1.1 Histórico nos Estados Unidos 03 2.2 MÉTODO ABC 04 2.2.1 Implementação do método 06 2.2.2 Direcionadores de custo 06 2.2.3 Teoria da Mensuração 08 2.3 SISTEMA DE INFUSÃO 15 2.3.1 A Bomba de Infusão 17 2.3.2 Manutenção 18 2.4 MANUTENÇÃO PREVENTIVA 19 2.4.1 Histórico 19 2.4.2 Manutenção preventiva em hospitais 21 2.4.3 Implantando a manutenção preventiva 22 3. METODOLOGIA 24 3.1 ESTUDO DE CASO 26 3.1.1 Manutenção corretiva de Bombas de Infusão 28 3.1.2 Manutenção preventiva de Bombas de Infusão 29 4. RESULTADOS E DISCUSSÃO 33 4.1 MANUTENÇÃO CORRETIVA 33 4.2 MANUTENÇÃO PREVENTIVA 38 4.3 CUSTO TOTAL DE MANUTENÇÕES 44 5. CONCLUSÃO E SUGESTÕES PARA TRABALHOS FUTUROS 46 REFERÊNCIAS BIBLIOGRÁFICAS 48 APÊNDICE 50

1
1. INTRODUÇÃO
A importância dos equipamentos médico-hospitalares é inquestionável no que se
refere a instrumentos que possibilitem um correto diagnóstico. A dependência que os
profissionais da área da saúde têm de tais equipamentos diz sobre a necessidade de
mantê-los sempre funcionando, uma vez que, em se tratando de vidas, erros podem
gerar danos graves. Dada a evolução da eletrônica, o ambiente hospitalar tem se tornado
equipado com os mais diversos equipamentos, e essa quantia, que não é pequena,
necessita de uma gerência mais elaborada. O que está sendo discutido aqui é a
necessidade, de um profissional que cuide dessa área relativamente nova no hospital, ou
seja, o Engenheiro Clínico, que é o responsável por cuidar dessa demanda.
Diante desse panorama, e dada a situação em que se encontram os investimentos
direcionados aos setores da saúde dos sistemas de saúde que são escassos, o cuidado
com o patrimônio e, mais especificamente, com os aparelhos médico-hospitalares, se
torna necessário. A fonte dos recursos financeiros é o Sistema Único de Saúde (SUS),
que juntamente com convênios privados, não atendem totalmente a demanda e por isso,
a eficiência na gestão é desejada. O engenheiro clínico buscará a manutenção do
funcionamento dos equipamentos, pois entre as suas qualificações está esse objetivo,
que faz parte de um programa de manutenção corretiva ou, se de forma mais eficiente,
um programa de manutenção preventiva. Esse último, a longo prazo tende a diminuir os
gastos do hospital e também mantém a produtividade constante, pois diferente seria se
algum equipamento tivesse de ficar inoperante em função de alguma falha.
A viabilidade de um programa de manutenção preventiva (MP) é uma das
questões do presente trabalho. A metodologia começa com o rastreamento de toda a
cadeia de atividades de uma manutenção corretiva, listando os gastos em cada uma
delas, depois é feito o uso de uma ferramenta que permite uma análise mais apurada, ou
seja, o método de custeio baseado em atividades (ABC) visto no capítulo 2.
Então, será feita uma busca de indicadores na Divisão de Manutenção Predial e
Equipamentos (DMPE) do Hospital Universitário Regional do Norte do Paraná
(HURNP) que pertence a Universidade Estadual de Londrina (UEL). Para isso, foi
estudado como a manutenção corretiva dentro do hospital acontece, de modo que,
fluxogramas foram analisados no início do capítulo 3, pois continham todos os
processos das atividades desenvolvidas pelo setor de manutenção. Assim, os tempos de

2
cada uma dessas atividades foram estimados no capítulo 4, e ainda nesse mesmo
capítulo, com o valor da hora técnica do profissional responsável pela manutenção, será
obtido o custo anual referente às manutenções corretivas e previsto o valor de um
programa de manutenção preventiva de forma análoga.
Lembrando que o hospital também é uma empresa, uma das propostas é a
eficiência administrativa e a redução de custos nos processos que envolvem aquisição,
manutenção e desativação de equipamentos médico-hospitalares. Esse estudo detalha o
processo de manutenção corretiva, de modo a significar uma importante ferramenta
gerencial para um administrador hospitalar. Finalmente, um estudo comparativo
mostrado em tabelas no final do trabalho, foi feito para verificar a viabilidade da
implantação de um programa de manutenção preventiva hospitalar.

3
2. REVISÃO DE LITERATURA
2.1 ENGENHARIA CLÍNICA
2.1.1 HISTÓRICO NOS ESTADOS UNIDOS
A semente que deu início à engenharia clínica foi plantada em 10 de Janeiro de
1942, na cidade de St. Louis, com a criação de um curso de manutenção de
equipamentos médicos, com duração de 12 semanas, oferecido pelas forças armadas dos
Estados Unidos (GORDON, 1990, apud RAMIREZ; CALIL, 2000).
Nas décadas de 60 e 70, com a evolução, houve uma participação cada vez
maior da tecnologia nos hospitais. Nesse período, os equipamentos adquiridos pelos
hospitais não traziam instruções sobre como utilizá-los ou como consertá-los. Com isto,
a engenharia de manutenção começou a representar uma alternativa para fazer a redução
de custos com a tecnologia nos hospitais.
Podia-se projetar, fabricar e colocar à venda um marca-passo sem autorização
prévia do governo ou qualquer outra entidade de fiscalização. Então, a normalização,
via legislação se fez necessário e o FDA (Food and Drug Administration) trouxe a
solução que consistia em classificar os equipamentos médicos como medicamentos.
Mas esta medida revelou-se ineficaz, pois o processo de certificação exigia muito tempo
e dinheiro dos fabricantes, o que inviabilizaria as pesquisas e comercialização dos seus
produtos (JURGEN, 1973, apud RAMIREZ; CALIL, 2000).
Havia a necessidade de uma legislação governamental sobre o caso. Depois de
muitas discussões e debates nacionais, além de vários tentativas de que o assunto fosse
colocado em pauta no senado e no congresso, em 28 de maio de 1976 foi aprovada pelo
presidente Ford uma legislação (PL 94-295) sobre equipamentos médicos requisitando
que os 2000 diferentes fabricantes de equipamentos médicos nos Estados Unidos
estabelecessem a segurança e eficácia dos seus produtos submetendo-os à aprovação do
FDA, antes que estes fossem postos no mercado (JURGEN, 1977, apud RAMIREZ;
CALIL, 2000).
Na mesma década de 70, Thomas Hargest, o primeiro engenheiro clínico
certificado da historia, e Cesar Cáceres criaram o termo engenheiro clínico, para
denominar o engenheiro responsável pelo gerenciamento de equipamentos de um

4
hospital, através de consertos, treinamentos de usuários, verificação da segurança e
desempenho e especificações técnicas para aquisição (GORDON, 1990, apud
RAMIREZ; CALIL, 2000).
A partir da década de 80 começou a se pensar no engenheiro clínico não apenas
como o responsável pelos equipamentos dos hospitais, mas sim como um elemento que
poderia ter participação ativa nas áreas de transferência de tecnologia, avaliação
tecnológica e gerenciamento tecnológico, avaliação tecnológica e gerenciamento
tecnológico. Já, em 1991, o Colégio Americano de Engenheiros (American College of
Clinical Engineers – ACCE) criou outra definição para servir de opção mais realista
para os engenheiros clínicos. Esta definição da ênfase à parte administrativa e de
gerenciamento e avaliação de tecnologias (BAULD, 1991, apud RAMIREZ; CALIL,
2000).
A ênfase dada à segurança nas décadas de 60 e 70, passou a ser dada para o
custo e eficácia nas décadas de 80 e 90. Foi dessa forma que se estabeleceu a profissão
de engenheiro clínico nos Estados Unidos, que foi o país berço da engenharia clínica
mundial, onde a profissional através da avaliação e gerenciamento tecnológicos, tem a
habilidade e competência necessária para ajudar o corpo clínico dos hospitais a escolher
a melhor tecnologia e a ajudar a implementá-la e utilizá-la de maneira segura e
produtiva (PACELA, 1988, apud RAMIREZ; CALIL, 2000).
2.2 MÉTODO ABC
Segundo Mafei Fiho (2003), os primeiros sistemas de custeio surgiram na época
do Mercantilismo com a Contabilidade Financeira, que foi estruturada para as empresas
comerciais. Para estas empresas que somente revendiam produtos, os sistemas eram
muito simples e basicamente somente serviam para a apuração dos resultados. Com o
surgimento das indústrias, estes sistemas foram adaptados e passaram a compor o custo
do produto os valores dos fatores de produção utilizados para sua obtenção. Criou-se
então o que chamamos hoje de Custeio Tradicional.
No contexto histórico da década de 1920, na qual o Custeio Tradicional se
consolidou, o produto que simbolizava o capitalismo era o Ford T, pois a grande
maioria das empresas se baseava da produção em massa de produtos pouco
diversificados que utilizavam mão-de-obra intensiva para produzi-los. O Custeio
Tradicional atendia bem a este tipo de indústria para a qual os custos diretos eram

5
fortemente preponderantes na composição dos custos e foi adotado quase que
universalmente.
Porém, mudanças significativas em duas variáveis fundamentais para a
acuracidade do cálculo do custo no sistema tradicional ocorreram desde então: o
aumento da participação dos custos indiretos na composição dos custos totais e o
aumento da diversificação dos produtos e processos.
Isto resultou na obsolescência do Custeio Tradicional para fins gerenciais e no
surgimento de técnicas inovadoras como o Custeio Baseado em Atividades (Custeio
ABC).
Este método almeja atribuir aos produtos individuais a parcela de gastos
indiretos consumidos por cada um deles. Isto é feito definindo-se as atividades
relevantes da empresa, calculando-se o custo de cada uma delas, e então atribuindo este
custo aos produtos com base no consumo de cada atividade por parte de cada produto.
O Custeio ABC possibilita um cálculo mais acurado do custo dos produtos individuais,
mas sua principal vantagem é o fato dele poder ser utilizado como uma verdadeira
ferramenta gerencial que estimula e suporta a melhoria contínua dos processos, da
qualidade, dos parâmetros de desempenho da empresa e das próprias pessoas. O ABC
surgiu para melhorar a qualidade das informações de custos (MAFFEI FILHO, 2003
apud CICCARELLI NETO, 2003)
Segundo Cohen et al. (2000) no método ABC de custeio, o custo atribuído a uma
função, serviço ou produto, é resultado de uma análise de todas as atividades exigidas
para tal fim. Os recursos usados em cada atividade são identificados para atribuir custos
para as mesmas, dessa forma se tem uma gerência com custos precisos estimados para
as atividades diretas, indiretas e administrativas.
Em duas situações costuma-se aplicar esse método:
a) Quando há grandes despesas com atividades indiretas e recursos de apoio;
b) Quando há uma grande variedade de produtos, de clientes e de processos.

6
2.2.1 A IMPLEMENTAÇÃO DO MÉTODO
A implementação do método tem início definindo-se as atividades realizadas em
cada departamento. A classificação de cada atividade deve dar relevância às atividades
críticas de cada departamento. Isso irá configurar as atividades, ou grupos de atividades,
em um caminho que demonstrará a possibilidade de uma análise lógica e significativa.
O conjunto de atividades deve ser de fácil compreensão, e as definições de cada uma
delas devem ser bem consistentes.
O custo de cada subgrupo, a graduação dos valores atribuídos, os produtos e os
serviços devem ser descritos com precisão de acordo com as atividades que os tornaram
possíveis. Cada valor gasto é colocado em tabelas. Alguns custos são determinados
levando-se em conta o tempo gasto pelos funcionários na atividade.
2.2.2 DIRECIONADORES DE CUSTO
“Direcionador de custos é o fator que determina o custo de uma atividade.
Como as atividades exigem recursos para serem realizadas, deduz-se que o direcionador
é a verdadeira causa de seus custos” (MARTINS, 2003, apud MACHADO et al., 2004).
O Custeio Baseado em Atividades apresenta dois tipos de direcionadores de custos:
a) Direcionadores de custos de recursos;
b) Direcionadores de custos de atividades.
Os direcionadores de custos de recursos identificam a maneira como as
atividades consomem recursos e servem para custear as atividades, ou seja, demonstram
a relação entre os recursos gastos e as atividades (MARTINS, 2003, apud MACHADO
et al., 2004).
Os direcionadores de custos de atividades identificam a maneira como os
produtos “consomem” atividades e servem para custear produtos (ou outros
custeamentos), ou seja, indicam a relação entre as atividades e os produtos (MARTINS,
2003, apud MACHADO et al., 2004).
Nem sempre é fácil a identificação dos recursos que as atividades consomem.
Temos abaixo um exemplo dos recursos identificados na aquisição de aparelhos
médicos. Primeiramente é feito a definição das etapas do ciclo de vida dos EMHs
(Equipamentos Médico-Hospitalares), dessa forma os recursos poderão ser analisados

7
separadamente. As etapas são: pré-aquisição, incorporação, operação e desativação
(NASCIMENTO et al., 2006).
Pré-aquisição - O custo dessa etapa está relacionado aos gastos no planejamento
de sua aquisição, como as horas técnicas dos funcionários do Estabelecimento de
Assistência à Saúde (EAS) em reuniões para a discussão do projeto e em atividades
relacionadas ao mesmo (reuniões com fornecedores, pesquisa de mercado, etc);
Incorporação - Entre os custos vinculados à incorporação do EMH, destacam-
se: despesas relacionadas diretamente ao equipamento (financiamento, frete, seguros,
testes de aceite, calibração inicial, garantia, taxas e impostos, laudos técnicos,
paralisação do serviço, entre outros); despesas com reformas e construções prediais
(projetistas, material de construção, mão-de-obra, instalações elétricas, hidráulicas e de
gases, aterramento, etc.); despesas com mobiliário de apoio (como mesas, poltronas,
suportes para equipamentos e armários); despesas com equipamentos de apoio
(monitores, impressoras, etc.); e despesas relacionadas ao recrutamento, seleção e
treinamento de recursos humanos para a operação e manutenção doEMH.
Operação – As despesas dessa etapa estão relacionadas aos recursos humanos e
materiais necessários ao bom funcionamento do EMH e seu sistema de suporte. Podem-
se separar esses gastos em duas categorias: Despesas com a Equipe de Operação; e
Despesas com Manutenção e Operação. Na primeira categoria, destacam-se salários,
encargos, benefícios e treinamento (educação continuada) da equipe de operação do
equipamento. Na segunda, destacam-se: despesas com manutenção (horas técnicas,
peças de reposição, insumos para a manutenção, etc.); e despesas com a operação do
equipamento, desde insumos e materiais de consumo (água, gases, energia, equipos,
etc.), até aluguel de salas e tratamento contínuo de rejeitos hospitalares. Algumas dessas
despesas são proporcionais ao volume de procedimentos realizados com o equipamento
(custos variáveis) e outras independem dos procedimentos (custos fixos).
Desativação - O custo dessa etapa está relacionado à remoção do EMH do local
onde foi instalado e ao seu posterior armazenamento. Alguns equipamentos (como
bombas de infusão) podem demandar apenas algumas frações de horas técnicas das

8
equipes responsáveis por sua desativação, enquanto outros (como alguns tomógrafos)
podem requerer até mesmo a demolição de paredes para serem removidos do EAS. Pode
ser necessário incluir, também, custos com transporte e carregamento do EMH e
tratamento de seus rejeitos finais.
2.2.3 TEORIA DA MENSURAÇÃO
A validade e o poder de representação das informações contábeis dependem da
forma como se processa a mensuração contábil.
Para Kerlinger (1986) “o objetivo básico da ciência é a teoria”. A teoria é um
conjunto inter-relacionado de constructos (conceitos), definições e proposições, que
apresenta uma visão sistemática de um fenômeno pela especificação das relações entre
variáveis, com o propósito de explicar e prever o fenômeno (KERLINGER, 1986, apud
RELVAS, 2008).
Nesse contexto, a mensuração representa a ligação entre o mundo empírico e o
mundo teórico, tornando possível, por exemplo, o uso da matemática e da estatística no
desenvolvimento de explicações e previsões (MASON E SWANSON, 1981, apud
RELVAS, 2008). A mensuração é um tema de grande relevância por ter uma íntima
ligação com as decisões empresariais e, freqüentemente, a qualidade de uma decisão
depende da qualidade da mensuração realizada para gerar as informações que
suportaram a decisão.
Para Selltiz et al. (1974), “a mensuração só é possível porque existe certa
correspondência entre as relações empíricas de objetos e acontecimentos, de um lado, e
as regras da matemática, de outro” (SELLTIZ, 1974, apud RELVAS, 2008). Segundo
Stevens (1968) “mensuração é a atribuição de números a objetos ou eventos de acordo
com as regras” (STEVENS, 1986, apud RELVAS, 2008).
Outro ponto destacado por Kerlinger (1986) é que não se mensuram “objetos”,
mas suas propriedades (características ou atributos). Algumas são facilmente
observáveis, como o sexo de um animal, por exemplo. Mas, tão logo as propriedades
físicas, relativamente simples são substituídas por outras, mais complexas e de difícil
entendimento, como é o caso das ciências sociais, torna-se impossível o emprego da
observação direta. Há casos em que a inferência sobre as propriedades é possível

9
somente pela observação de indicadores de propriedade (KERLINGER, 1986), descritos
por meio de definições operacionais.
A falta de precisão da mensuração reduz ou elimina a sua validade, pois limita a
capacidade de se demonstrar relações entre variáveis ou impede as distinções entre os
objetos que são semelhantes nas características que se procura medir. A precisão
consiste em verificar quanto da variação entre os resultados obtidos se deve às
inconsistências na mensuração (SELLTZ et al., 1974, apud RELVAS, 2008). A
precisão decorre da estabilidade do poder de representação da medida e, uma forma de
medir a precisão de um instrumento de medida é efetuar repetidas vezes a mensuração
do mesmo objeto sob as mesmas condições e avaliar a consistência dos resultados (os
erros casuais de mensuração e suas origens). As flutuações no resultado da medida
devem representar variações reais nas características do objeto medido e não erros
casuais por fatores passageiros ou por condições que mudam de uma aplicação para
outra.
Uma característica essencial de qualquer mensuração é a atribuição de signos
quantitativos para a representação de alguma propriedade de um objeto ou evento. Os
autores concluem existir uma estreita relação entre a mensuração e a semiótica e
partindo desse entendimento comentam (MASON & SWANSON, 1981, apud
RELVAS, 2008):
“Em nossa visão, a mensuração científica tradicional é
voltada primeiramente ao nível semântico. Ela lida com a
questão, ‘Quão bem o signo numérico reflete a real natureza do
objeto ou evento a que se refere?’ Por outro lado, a mensuração
para as decisões gerenciais dirige-se ao nível pragmático. Ela
lida com a questão, ‘Quão bem o signo numérico diz respeito aos
usuários e seus objetivos?’Assim, a mensuração para decisões
gerenciais se amplia sobre, mas também depende, dos conceitos
de mensuração científica.”
Esse entendimento está diretamente relacionado ao principal foco da gestão que
é alcançar os objetivos da organização. O alcance desses objetivos depende das decisões
tomadas e estas, por sua vez, requerem a mensuração de dados para efeito de
direcionamento da atenção, solução de problemas e assegurar o alcance dos objetivos
por meio de indicadores. Dessa forma, atribuem à mensuração a propriedade de

10
influenciar a atenção e a atitude das pessoas e essa propriedade pode ser utilizada para
influenciar as ações das pessoas em direção às metas e objetivos da organização.
A gestão por atividades tem sido uma das contribuições mais significativas para
o campo da gerência da produção, advinda da implantação de tecnologias avançadas de
produção (NAKAGAWA, 1994).
A possibilidade de combinar custos com medidas de desempenho abre novas
perspectivas, tanto para engenheiros como contabilistas, interessados em medidas mais
acuradas do uso da eficiência no consumo de recursos.
O método de Custeio por Atividades, ABC, um elemento-chave na gestão por
atividades, tem chamado a atenção de profissionais nos Estados Unidos e na Europa e,
de forma mais intensa, agora no Brasil, por sua capacidade de medir o consumo de
atividades por produtos em nível de unidades, lotes grandes ou pequenos, projeto do
produto e utilização dos recursos gerais da fábrica. O conceito de atividades
consumindo recursos e de produtos consumindo atividades é fundamental para uma
visualização de como o sistema de operações se desenvolve e o que e como adiciona
valor no sistema produtivo, o que acaba por tornar as operações mais eficientes e a
empresa mais competitiva a longo prazo.
Como espinha dorsal da ABM (Activity Based Management), o ABC vem sendo
reconhecido como elemento indispensável à implantação com sucesso da Reengenharia
de Processos, Gestão de Processo da Qualidade Total, decisões de investimentos em
Tecnologias Avançadas de Produção, avaliação de desempenhos operacionais e
econômicos que tornem a empresa de classe mundial.
Segundo Nakagawa (1994), mesmo sendo conhecido e praticado já há muitos anos,
o ABC tem se tornado popular apenas recentemente. Não é, entretanto, mais um sistema
de acumulação de custos para fins contábeis. Os métodos tradicionais de custeio VBC
(Volume Based Costing), já proporcionam tal sistema de acumulação de custos, e têm
suas áreas próprias e específicas de eficácia e são absolutamente insubstituíveis. Dessa
forma, para ficar mais claro a diferença entre os métodos, no Quadro 1 é mostrado
algumas mudanças fundamentais.

11
ABC VBC
- Escopo Eficácia dos custos Custos para controle
- Objetivos Competitividade da
empresas
Elaboração de relatórios
financeiros
- Gestão Visão ex-ante Visão ex-post
- Análise Visão tridimensional Visão bidimensional
- Mensuração Acurácia Exatidão
Quadro 1 – Diferenças entre os Métodos de Custeio ABC e VBC (NAKAGAWA,
1994)
A gestão, cuja visão é ex-ante, significa ações particulares ou uma série de ações
desencadeadas em antecipação. O oposto dessa visão é a ex-post.
Para o entendimento desse método de custeio é importante o domínio de alguns
conceitos básicos como: contabilidade, mensuração, exatidão, acurácia e rateio.
Contabilidade
Para Iudícibus, “a Contabilidade pode ser conceituada como o método de
identificar, mensurar e comunicar informação econômica, a fim de permitir decisões e
julgamentos adequados por parte dos usuários da informação (...)”. A abordagem da
Teoria da Comunicação parece ter uma base mais profícua, ou seja, eficiente pois
procura direcionar os resultados para um fim bem determinado. Este processo de
comunicação implica o reconhecimento dos tipos de informação necessária para cada
tipo principal de usuário da informação contábil e a avaliação da habilidade dos
usuários em interpretarem a informação adequadamente (NAKAGAWA, 1994).
Hendriksen e Breda, por sua vez, definem a Contabilidade como “um processo
de registrar, classificar e sumarizar as transações de uma empresa” e complementam
dizendo que “uma primeira classificação (das Teorias de Contabilidade) fixa-se na
noção de que a Contabilidade é uma forma de linguagem” (NAKAGAWA, 1994).
Essas citações tem como objetivo mostrar a importância que tem a
Contabilidade, no contexto da gestão estratégica de custos. Assim espera-se que
gestores sejam capazes de tomarem decisões que privilegiem as atividades cujos
desempenhos tenham como objetivo criar valor para os clientes e otimizar lucro para os
investidores.

12
- Com a mensuração se tem a Informação;
- com a informação aplica-se uma decisão e dessa forma tem-se uma Ação;
- a Eficiência ou desempenho da ação irá gerar valor para o cliente e lucro para
os investidores.
Mensuração
Mason e Swanson enfatizam a importância que se deve dar à questão da
representatividade, mostrado na figura 1, quando se desenha um Sistema Relacional
Numérico (SRN) que, em nosso caso, corresponde à Contabilidade para mensurar
eventos, objetos e transações observados em um Sistema Relacional Empírico (SRE),
ou seja, aqueles que estão diretamente relacionados com as atividades de um empresa
(NAKAGAWA, 1994).
O SRN será visto como um construct, que integra conceitos de diversas áreas do
conhecimento humano, como engenharia, metrologia, economia, psicologia,
contabilidade etc. Todos esses conhecimentos permitirão a tradução da maneira mais
fiel possível das características e propriedades físicas, em termos econômicos.
Exatidão e Acurácia
Na SRN obtém-se a exatidão (teoria da Mensuração) dos números e a
conseqüente eficiência do processo decisório, e na acurácia (teoria da Comunicação) a
eficácia do processo decisório.
Figura 1 – A Representatividade do SRE através do SRN (NAKAGAWA, 1994).

13
Assim, evidencia-se que há duas formas de se interpretar os mesmo números
gerados pela SRN. E, dessa forma, poderá o gestor atuar de formas diferentes.
Historicamente, dos modelos de gestão predominantes no final da década de 70, está o
modelo Ford, onde se privilegiava a exatidão dos números, prática ainda hoje muito
difundida e conhecida como MBN (Management By Numbers) ou gestão baseada em
números. Modelo esse que nem sempre representa adequadamente os esforços que a
diversidade de produtos e complexidade de processos demandavam da empresa. Foi
então que com a divulgação do chamado modelo Toyota é que se tornou possível o
aperfeiçoamento do tradicional MBN. Temos então o ABM (Activity Based
Management) ou gestão baseada em atividades, que utiliza o método ABC como
elemento-chave para que possa ser realizado.
Assim, o termo “acurácia” passa a ter mais sentido com o ABM, pois explica
através dos relatórios financeiros, como os recursos da empresa são consumidos no
processo de produção. Lembrando que pelo MBN, consegue-se ter explicações sobre a
eficiência e dos gastos no processo de produção quando tem-se padrões de desempenho
e resultados predeterminados como base. De forma diferente está o ABM, que permite
interpretações baseadas nas atitudes das pessoas, permitindo práticas como o kaizen
(contínuo aperfeiçoamento) e eliminação de desperdícios, fundamentos da filosofia de
excelência de uma empresa de classe mundial contemporânea.
Segundo Bento, A. (2008) no sentido literal da palavra, Kaizen significa uma
filosofia japonesa com o objetivo de uma melhoria contínua no que diz respeito à
redução de custos.
Se a filosofia Kaizen é controlar a execução de todos os serviços e tarefas da
Organização onde quer que se esteja, a globalização proporcionou que este modelo se
viabilizasse muito mais que antes e de forma mais perfeita.
Esse método permite a criação, controle e gestão dos serviços de todos os elos da
cadeia produtiva. Viabiliza a mensuração da produtividade e pontualidade dos
funcionários e disponibiliza meios rápidos e integrados de comunicação interna. O
método kaizen se resume em tecnologia facilitadora das tarefas do dia-dia. Melhor
dizendo: o computador e a Internet.

14
Rateio e Rastreamento
Rateio é uma forma tradicionalmente utilizada para se fazer a alocação dos
custos indiretos de fabricação (CIF) aos produtos (NAKAGAWA, 1994).
Alega-se que os “rateios” são as principais causas das distorções nos custos dos
produtos, e que estas têm provocado inúmeros erros de decisões.
Tais distorções têm como uma das razões o fato de os “rateios” serem praticados
com grande dose de arbitrariedade pessoal de quem os utiliza, prejudicando a acurácia
dos números relacionados com os custos finais dos produtos.
Essa arbitrariedade pessoal, em outras palavras é conhecida como subjetividade.
Importante seria uma forma de se ter dados que permitissem a acurácia dos números que
compõem os custos finais dos produtos. O que aqui é proposto, é o estudo da linguagem
que traz do SRE para o SRN, ou seja, na mensuração de eventos (vide Figura 1), onde
questões relacionadas a arbitrariedade subjetiva seria amenizada uma vez que o estudo
buscaria um método objetivo baseado em resultados ótimos pois os mesmos permitiriam
a previsibilidade ou a repetitibilidade.
Isto tudo demonstra a importância do gestor na análise do SRE com o objetivo
da mensuração. Esse gestor, precisa ter um conhecimento aprofundado dos fatos que
observa e o que eles significam em termos bem definidos. Isso é um processo de
“tradução” onde a subjetividade é a perspectiva do profissional, mas que se bem
explorado o assunto, os desvios dos números relacionados aos custos finais serão
menores.
Até mesmo o ABC pode fazer uso de “rateio”, mas o que ele faz essencialmente
é o rastreamento do consumo de recursos, pois diferentemente do VBC, não apura o
custo de produtos e serviços para a elaboração de balanços e demonstração de
resultados. Ele busca “rastrear” os gastos de uma empresa para analisar e monitorar as
diversas rotas de consumo dos recursos “diretamente identificáveis” com suas
atividades mais relevantes, e destas os produtos e serviços. O “rastreamento” tem o
significado de identificar, classificar e mensurar, numa primeira etapa, a maneira como
as atividades consomem recursos e, numa segunda etapa, como os produtos consomem
as atividades de uma empresa (NAKAGAWA, 1994).
Dada a evolução dos processos industriais, cada vez mais produtos são
desenvolvidos por meio de várias etapas que indiretamente contribuem para que eles

15
sejam produzidos. Etapas que tornam todo o processo menos “Fordista” e demonstram a
necessidade uma nova visão e forma de gestão de negócios mais humana.
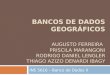
2.3 SISTEMA DE INFUSÃO Na figura 2, temos o esquema de aplicação gravimétrica de soro.
Figura 2 – Sistema de infusão manual (GEMA, 2002). Aos pacientes hospitalizados, existe a necessidade de aplicação por via
intravenosa, epidural e, mais raramente, intra-arterial, de fluidos e drogas.
As bombas de infusão, que fazem parte de um sistema de infusão, auxiliam a
administração de tais medicamentos pois permitem:
a) manutenção dos níveis adequados de fluidos em pacientes durante e após
cirurugias;
b) nutrição parenteral;
c) manter a veia aberta (função KVO, ou “Keep Vein Open”) e facilitar a
administração de medicamentos em emergências;
d) infusão contínua (ex. hormônio do crescimento) ou intermitente (ex.
antibióticos) em quantidades adequadas e não tóxicas.

16
A bomba de infusão permite uma importante função na administração contínua de
drogas, pois as injeções e as pílulas, que são os métodos tradicionais, ocasionam
flutuações da concentração das drogas ao longo do tempo no organismo.
Infusão quer dizer a introdução de um líquido - que não seja o sangue - em um
vaso sangüíneo. Dos pacientes hospitalizados, cerca de 80% recebem terapia por
infusão (GEMA, 2002).
Com o avanço da biomedicina, medicamentos mais potentes e perigosos são
desenvolvidos a fim de agirem com maior eficácia. A infusão de soluções intravenosas
contendo esses medicamentos, ou mesmo o fornecimento de nutrição enteral, vêm
sendo atividades rotineiras em hospitais, tornando o volume infundido dessas
substâncias fator importante para o sucesso do tratamento. Para isto, utilizam-se
infusões por gravidade, que consistem em frascos flexíveis suspensos por hastes onde a
pressão é controlada manualmente por pinças. Este método acarreta erros no volume
infundido principalmente quando são necessárias baixas vazões (menores que 50 ml/h),
devido ao volume infundido ser controlado visualmente e a pressão no equipo ser menor
à medida que a coluna da solução do frasco diminui. Assim, as bombas infusoras
surgiram para facilitar a infusão venosa precisa e consistente de drogas cardiovasculares
potentes e de ação rápida, além de outras drogas ou soluções (HIRAMA et al., 2002).
Uma bomba de infusão é um dispositivo eletromecânico capaz de gerar fluxo de
um fluido a pressões maiores que a pressão do sangue no local da infusão - cerca de 10
mmHg para pressão venosa e 80 mmHg e 120 mmHg para pressão arterial diastólica e
sistólica, respectivamente. As bombas de infusão possuem alarmes e controles que
possibilitam a infusão precisa e segura mesmo em baixas velocidades e longos períodos
(GEMA, 2002).
As bombas de infusão fazem parte de sistemas de infusão, os quais são formados
por três componentes:
a) um reservatório de fluido;
b) um equipo que leva o fluido do reservatório ao paciente e
c) um dispositivo para gerar e regular o fluxo.

17
2.3.1 A BOMBA DE INFUSÃO
Existem, basicamente, três tipos de sistemas de infusão, um deles é a Bomba de
Infusão. As diferenças entre esses tipos estão no modo como o controle de fluxo de
infusão ocorre. A Bomba de infusão é um sistema de infusão que controla
automaticamente o fluxo do fluido.
São elas:
a) sistema de infusão manual (vide Figura 2);
b) sistema de infusão com controle semi-automático de fluxo de infusão, onde esse
fluxo e determinado pelo operador (vide Figura 3 a);
c) bomba de infusão que gera, monitora e controla o fluxo (vide Figura 3 b).
a) b)
Figura 3 – Sistema de infusão semi-automático e Bomba de infusão.

18
2.3.2 MANUTENÇÃO
Uma ou duas vezes ao ano, é a frequência recomendada pelo fabricante para
fazer as rotinas de manutenção preventiva da BI. Normalmente, quando os componentes
destes sistemas falham, são acionados alarmes sonoros e visuais e a infusão é
bloqueada. Na inspeção de rotina (que é feita antes de utilizar os equipamentos),
raramente se detectam as falhas nos alarmes e sensores, sendo a maior parte dos
acidentes atribuídos ao mau uso do operador e não a defeitos do equipamento. O ciclo
de vida varia entre cinco e dez anos.
A rotina de manutenção preventiva contém os seguintes testes (GEMA, 2002):
1. verificação das taxas de fluxo e do volume a ser infundido (VBTI). Em geral, uma
bomba é capaz de fazer infusões primárias a fluxos entre 1 ml/h e 99 ml/h e infusões
secundárias a fluxos entre 1 ml/h e 200 ml/h. A programação do fluxo primário deve se
limitar a valores coerentes. Por exemplo, bombas que permitem infusão de
microvolumes entre 0,1 ml/h e 99,0 ml/h não podem permitir programação de fluxos
maiores que 99,9 ml/h.
2. Funções de memória. Depois de desligada a bomba retém os ajustes de fluxo e VBTI
e dados sobre alarmes por até quatro horas. Idealmente a bomba deve permitir a revisão
de períodos pré e pós-alarme, além de permitir a impressão dos dados.
3. A descontinuidade de fluxo baixo (1 ml/h ou menos) deve ser mínima. Para drogas
de ação rápida a continuidade do fluxo é especialmente importante. Erros de fluxo de
até 5% por menos de 30s podem ser tolerados.
4. Precisão do fluxo: o fluxo não deve variar mais que 5% do valor programado.
5. Todos os alarmes devem estar funcionando.
6. Não deve ser possível desativar alarmes por tempo indeterminado. Se silenciados,
devem ser reativados automaticamente depois de dois minutos ou menos.
7. Se houver controle do volume sonoro do alarme, certificar-se que o alarme é audível.
8. A bomba deve detectar oclusão antes do paciente, sem precisar de sensor de gotas ou
outro dispositivo.
9. O limite de pressão do fluxo deve ser menor que 20 psi (1.034 mmHg) para evitar
que o equipo se desprenda. Na maioria das aplicações venosas, pressões de infusão
abaixo de 4 psi (207 mmHg) são suficientes. Para linhas epidurais, pressões em torno de

19
10 psi (517 mmHg) são necessárias. Para aplicação neonatal, deve ser possível ajustar a
pressão máxima a valores abaixo de 2 psi (103 mmHg).
10. Gráficos de tendência de pressão disponíveis em alguns modelos auxiliam o
operador a detectar oclusões incipientes.
11. Em caso de oclusão a bomba deve interromper o fluxo e soar o alarme o mais rápido
possível.
12. O controlador de infusão deve ser resistente a programações incompletas e a
alterações feitas pelo paciente ou visitante. Os ajustes são feitos em duas etapas, sendo
que a segunda é a confirmação da primeira.
13. Quando desconectado da bomba o equipo não deve permitir fluxo livre, apenas
fluxo gravitacional.
2.4 MANUTENÇÃO PREVENTIVA
2.4.1 HISTÓRICO
Na revolução industrial, através do uso de ferramentas e máquinas automáticas,
que o ser humano experimentou o aumento da eficiência e eficácia dos processos
produtivos. Máquinas complexas surgiram e o uso freqüente delas fez a necessidade de
mantê-las sempre em funcionamento, pois qualquer paralisação acarretaria em quedas
de produtividade. Foi então que surgiu o conceito de manutenção corretiva e preventiva
(MIRSHAWKA & OLMEDO, 1993, apud, FERREYRA RAMÍREZ, 1996).
A manutenção corretiva (Corrective Maintenance ou Repair) para equipamentos
é o “conjunto de ações aplicadas para adequar o equipamento a desempenhar as suas
funções”. Já a manutenção preventiva (Preventive Maintenance) para equipamentos
representa “todas as ações necessárias para manter o equipamento em boas condições de
operação e reduzir falhas”.
Vejamos algumas subdivisões da manutenção preventiva
(MIRSHAWKA & OLMEDO, 1993, apud, FERREYRA RAMÍREZ, 1996):
- Manutenção Sistemática ou Programada (Scheduled Maintenance): É a manutenção
feita em intervalos fixos pré-estabelecidos de uma unidade de medição, por exemplo
horas ou Quilometragem;
- Manutenção Condicional (On-condition Maintenance): Essa é realizada quando o
equipamento está na eminência de apresentar alguma falha. Essa detecção se dá pelos

20
sentidos humanos ou por aparelhos eletrônicos que monitoram algum parâmetro de
desempenho do equipamento;
- Manutenção Preditiva (Predictive Maintenance): É a manutenção feita pela
substituição de peças ou componentes quando apresentam um determinado perfil
estatístico. Perfil este obtido através de análises estatísticas feitas nos históricos de
falhas dos equipamentos. Essa manutenção é muito comum na indústria aeronáutica.
Temos ainda dois outros tipos de manutenção:
- Manutenção de Melhorias (Improvement Maintenance): É a manutenção que leva em
conta os fatores confiabilidade e facilidade de manutenção ao fazer o projeto dos
equipamentos. Dessa forma reduzirá a necessidade de manutenção preventiva e
corretiva.
- Manutenção Proativa (MPA): Diferentemente da manutenção de melhorias que se
realiza em fase de projeto, essa se realiza em campo. Ela não analisa os sintomas, mas
sim as causas das falhas.
Tendências
Os estudos da manutenção cresceram muito durante a Segunda Guerra Mundial
(1939-1945), quando os alemães se preocuparam muito com confiabilidade e
probabilidade de falha ao fazer projeto dos seus foguetes (MIRSHAWKA &
OLMEDO,1993, apud, FERREYRA RAMÍREZ, 1996).
A engenharia da Força Aérea Real Britânica (RAF) cuja filosofia era totalmente
voltada para a manutenção preventiva continha princípios dentro dos quais o que devia-
se registrar tudo sobre o histórico de trocas/consertos dos equipamentos. Assim o
método de pesquisa consistia em obter descrições qualitativas e quantitativas da
situação dos equipamentos através do exame dos históricos registrados. Isso fez com
que tivessem a redução da freqüência de inspeção sem aumentar a taxa de falhas dos
equipamentos (COLLCUTT, 1992, apud, FERREYRA RAMÍREZ, 1996).
Nas décadas de 50 e 60 a teoria e a aplicação de confiabilidade ganhou força
com os avanços tecnológicos que levaram à formação de grandes estruturas de
engenharia, onde uma pequena falha poderia causar catástrofes.
Em 1970, o Ministério de Tecnologia da Grã-Bretanha criou o conceito de
Terotecnologia que está relacionado com a facilidade de manutenção das máquinas. E
nos anos 80, a tecnologia da microchips e softwares possibilitaram avanços

21
significativos na confiabilidade de projetos e os japoneses com instrumentos
microprocessados permitiram preços mais baixos e melhoria dos produtos.
Atualmente temos sistemas especialistas que prevêem situações, e mesmo assim,
ainda ficam algumas questões sobre como determinar os custos de ciclo-de-vida (Life-
Cicle Costs ou LCC) de sistemas ou equipamentos.
A manutenção corretiva tem sido substituída pela manutenção preventiva. A
tendência é levar-se em conta a confiabilidade e a facilidade de manutenção
(Terotecnologia), ou seja, uma nova filosofia de gerenciamento e manutenção chamada
de Manutenção Baseada em Confiabilidade (MBC), que é um balanço otimizado em
que se utiliza Manutenção preventiva e Manutenção Proativa, e que tem como resultado
o aumento da vida útil dos equipamentos, a redução na quantidade de peças
sobressalentes, em cargas de trabalho na manutenção programada e nos custos de
manutenção.
2.4.2 MANUTENÇÃO PREVENTIVA EM HOSPITAIS
A divisão de manutenção no ambiente hospitalar é responsável pelo
funcionamento dos equipamentos médicos, onde não se toleram falhas e mau
funcionamento (RAMIREZ et al., 2002).
Em 1995 o laboratório de Ciências Radiológicas da Universidade Estadual do
Rio de Janeiro (UERJ), constatou que 11,3% dos aparelhos de raios X de laboratórios
da cidade funcionavam com radiação exagerada oferecendo grande risco a pacientes e
operadores. Aparelhos de respiração artificial se em mau funcionamento pode levar o
paciente a óbito, por isso sistemas de alarmes devem sempre estar em perfeito estado,
portanto nos hospitais a manutenção preventiva periódica deve ser uma prática
constante (COSTA et al., 1995, apud, FERREYRA RAMÍREZ, 1996). Além dos
benefícios diretos também temos outros indiretos, como é o caso das vantagens
econômicas. No período de 1991 a 1996 e um hospital de El Salvador, um estudo
prático mostrou essas vantagens ao constatarem que o número de horas de serviço gasto
com manutenção corretiva e o número de consertos diminuíram em 71,6% e 78,5%,
respectivamente. Sem contar a queda de tempo de inatividade (Downtime) devido a
falhas dos equipamentos de 62,9% para 10,6% (MIETHE, 1996, apud, FERREYRA
RAMÍREZ, 1996).

22
O revés de tal programa de manutenção preventiva é o investimento financeiro
inicial alto para resultados visíveis em 1 a 2 anos. Os equipamentos submetidos a
manutenção deve ficar fora de operação e isso representa um problema, principalmente
nos de áreas de cuidados críticos como a UTI e centro cirúrgico.
O corpo técnico de um hospital é cada vez mais responsável pos sistemas de
sofisticação e capacidade crescente. Onde o corte de custos é uma realidade, a
manutenção preventiva feita por esse corpo técnico garante a segurança e eficácia dos
equipamentos e vantagens econômicas.
2.4.3 IMPLANTANDO A MANUTENÇÃO PREVENTIVA
Para implantar a manutenção preventiva será necessário um conjunto de
procedimentos dos quais alguns estão aqui listados (HUGHES JR, 1993, apud,
FERREYRA RAMÍREZ, 1996):
- Fazer um levantamento inicial da situação dos equipamentos.
- Estabelecer preços, termos e condições para fazer a MP.
- Identificar e conquistar os operadores chave e o pessoal que toma as decisões.
- Identificar e divulgar as reduções de custos e/ ou outros benefícios.
- Assumir a responsabilidade pelo gerenciamento da tecnologia.
Colaboração Inicial
Primeiramente deve-se contar com o apoio administrativo para obter os recursos
financeiros. Depois, o apoio dos responsáveis pelas unidades para ter-se a liberdade de
ação dos técnicos, e finalmente, o apoio dos funcionários das unidades para tê-los como
parceiros e pelas informações que estes darão para a boa execução da MP.
Para o sucesso dessa colaboração devem ser fornecidos treinamentos. O
treinamento se dá pela estimulação dos colaboradores do hospital, dos médicos,
enfermeiras e engenheiros de manutenção, de modo que a escolha dos equipamentos a
serem inseridos no treinamento deve ser feita em conjunto com eles. Também é
importante existir um instrutor de treinamento efetivo.
Seguem abaixo algumas estratégias de treinamento:
- Treinamento contínuo: para orientar novos funcionários, e reciclar as idéias dos
antigos;

23
- Treinamento do instrutor: pessoas que recebem treinamento e passam adiante o
conhecimento;
- Treinamento em serviço: de acordo com a demanda, complementando o treinamento
inicial.
Ao se pedir o retorno para os operadores, por meio de reuniões por exemplo,
sobre as necessidades de treinamento, farão eles se sentirem mais valorizados e este
procedimento constituirá a monitoração da efetividade do treinamento.

24
3. METODOLOGIA
O trabalho tem como objetivo analisar o processo de manutenção corretiva,
simular um processo de manutenção preventiva e fazer um estudo comparativo de
ambos, usando para isso, o método de custeio ABC.
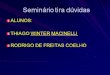
Dessa forma, foi analisado o funcionamento do setor de manutenção hospitalar.
O fluxograma apresentado na Figura 4 (CICCARELLI NETO, 2003) indica
como as atividades são desenvolvidas na rotina de manutenção preventiva. Esse
fluxograma foi apresentado ao Sr. Diógenes Vivan, chefe da DMPE (Divisão de
Manutenção Predial e Equipamentos) do HURNP (Hospital Universitário da Região
Norte do Paraná), que disse estar o fluxograma de acordo com a rotina que
desenvolvem.

25
Figura 4 – Fluxograma das atividades da área técnica da DMPE (CICARELLI NETO,
2003).

26
3.1 ESTUDO DE CASO
Pela divisão de manutenção existem várias atividades que são praticadas. Dessa
forma, tendo em foco o estudo do custeio ABC, algumas atividades se tornam mais
importantes, sendo por isso denominadas atividades-chaves
Figura 5 – Mapa de atividades da DMPE (CICARELLI NETO, 2003).
A DMPE foi dividida em duas áreas de gerenciamento, que compreende a parte
administrativa, e a técnica, que abrange todos os serviços de manutenção, como
mostrado na figura 5.
O fluxograma da figura 4 mostra todos os processos de uma atividade, partindo
da abertura da solicitação de serviço, passando pelo recebimento dela na divisão de
manutenção, às etapas que ela tramita até chegar ao técnico responsável. Essas etapas
intermediárias dependem de diversos fatores, a saber: se o material pedido é
padronizado ou não; se é necessário fazer pedido de urgência ou não. Como o HURNP é
uma instituição de saúde, a grande maioria das solicitações são pedidos de urgência, e
cabe a divisão verificar tal urgência, até chegar na execução do serviço e
conseqüentemente na conclusão da solicitação.
Caso o equipamento esteja em garantia, a atividade é mostrada na sub-rotina de

27
garantia da figura 6.
Figura 6 – Fluxograma da sub-rotina de garantia da DMPE (CICARELLI NETO, 2003).
A importância do fluxograma da Figura 4 está na necessidade de se calcular o
tempo gasto em cada etapa do processo de manutenção de uma bomba de infusão. Com
o valor da hora técnica dos funcionários responsáveis pelo serviço, o custo de
determinado serviço será o tempo gasto multiplicado pelo valor da hora técnica. As
bombas de infusão em que a manutenção foi realizada estão descritas na tabela 1.
Tabela 1 – Caracterização das Bombas Infusoras estudadas do HURNP/UEL
Marca Modelo Quantidade
B. Braun Nutrimat 8
B. Braun Nutrimat II 39
Samtronic UVP 5005 8
Total 55

28
3.1.1 MANUTENÇÃO CORRETIVA DE BOMBAS DE INFUSÃO
O anexo 1 contém uma tabela que foi construída a partir dos dados coletados nas
na DMPE, mais especificamente no Patrimônio. Os documentos cujos dados foram
coletados são solicitações de serviços de todas as bombas de infusão que sofreram
alguma manutenção em um período de um ano.
Esse documento contém os seguintes dados: a indentificação da solicitação de
serviço, o número do patrimônio, o modelo da bomba de infusão, os serviços
executados e data de entrada do aparelho na divisão de manutenção.
A tabela 2 foi elaborada com base na informação obtida da DMPE sobre o
salário bruto (estão incluídos férias, décimo terceiro salário, gratificação hospitalar e
adicional por periculosidade e/ou insalubridade) e a média de horas trabalhadas no mês,
que no caso é 220 horas. Então, essa tabela apresenta o valor da hora técnica dos
funcionários da divisão de manutenção. O cálculo para se obter tal informação é
simples, pois é apenas a divisão do salário bruto pela média de horas trabalhadas no
mês, como está descrito na equação (1).
HtrabSbHtec /= (1)
Onde Htec é o valor da hora técnica, Sb é o valor do salário bruto e Htrab é a
média de horas trabalhadas no mês.
Tabela 2 – Valor da hora técnica dos funcionários da DMPE
Funcionário Valor da hora técnica (R$)
Oficial de Manutenção 4,12
Técnico de Manutenção 4,12
Marceneiro 4,12
Ajudante Geral 3,13
Técnico Administrativo 4,12

29
3.1.2 MANUTENÇÃO PREVENTIVA DE BOMBAS DE INFUSÃO
O processo de manutenção preventiva para que se possa fazer um estudo
comparativo está bem descrito em um trabalho sobre Inspeção de Bombas de Infusão no
HURNP (HIRAMA et al., 2002). Dele é possível obter um fluxograma mostrado na
figura 7 (CICCARELLI NETO, 2003) que relaciona as atividades necessárias à
manutenção preventiva. Da mesma forma que o fluxograma da manutenção corretiva
permite o cálculo dos custos de cada etapa do processo, o mesmo acontece com esse
último fluxograma, pois dele conseguimos estimar os tempos gastos de cada etapa.
Esse fluxograma mostra o processo para realização de uma manutenção
preventiva. Logo no início dele, está a Pesquisa no Patrimônio, pois dessa pesquisa a
quantidade de equipamentos utilizados pelo hospital será obtida. Em seguida, é feito o
pedido das bombas de infusão aos setores que a utilizam, depois a localização e espera
da liberação da bomba pelo setor responsável, envio para a divisão de manutenção,
envio para o técnico responsável, realização de todos os procedimentos e testes de
prevenção e retorno da bomba de infusão ao setor ou sua possível desativação. Os testes
abrangeram a inspeção visual, que consistiu na verificação de avarias na carcaça, painel,
cabo e sensor, verificação do funcionamento da bateria, limpeza e lubrificação dos
roletes e do rotor e verificação do funcionamento, através de testes de fluxo e oclusão.

30
Figura 7 – Fluxograma de Manutenção Preventiva de uma Bomba de Infusão
(CICARELLI NETO, 2003).

31
O serviço realizado em cada bomba nesse trabalho (HIRAMA et al., 2002) pode
ser dividido em 4 etapas:
1- Inspeção visual, que consistiu na verificação de avarias na carcaça, painel, cabo e
sensor;
2- Verificação do funcionamento da bateria;
3- Limpeza e lubrificação dos roletes e do rotor;
4- Verificação do funcionamento, através de testes de fluxo e oclusão.
Para as bombas peristálticas (rotativas ou lineares) os testes realizados foram os
seguintes:
1º teste de fluxo: com fluxo médio de 5 ml/h para um volume de 10 ml, inicialmente
com duração de 2 horas, foi reduzido a aproximadamente meia hora. As bombas com
erro inferior a 7% foram consideradas aprovadas neste teste.
2º teste de fluxo: com fluxo médio de 20 ml/h para um volume de 20 ml, inicialmente
com duração de 1 hora, foi reduzido a aproximadamente 15 minutos. As bombas com
erro inferior a 6% foram consideradas aprovadas neste teste.
3º teste de fluxo: com fluxo médio de 50 ml/h para um volume de 20 ml, inicialmente
com duração de 24 minutos, foi reduzido a aproximadamente 15 minutos. As bombas
com erro inferior a 6% foram consideradas aprovadas neste teste.
Teste de oclusão: Com duração entre 1 e 3 minutos, este teste verifica qual a pressão
necessária para obstruir a passagem do líquido infundido e quanto tempo a bomba
demora a responder a esta pressão, disparando o alarme. Para as bombas de seringa, os
testes realizados foram os seguintes:
1º teste de fluxo: com fluxo médio de 1,2 ml/h para um volume de 2,4 ml, com duração
de 2 horas. As bombas com erro inferior a 4% foram consideradas aprovadas neste teste.

32
2º teste de fluxo: com fluxo médio de 12 ml/h para um volume de 10 ml, com duração
de 50 minutos. As bombas com erro inferior a 3% foram consideradas aprovadas neste
teste.
O teste realizado com bombas de microinfusão foi feito com fluxo de 1,667 ml/h
com volume de 2,3 ml/h realizado em 1,5 horas aproximadamente. O erro encontrado
foi menor que 1 % e a bomba considerada aprovada.

33
4. RESULTADOS E DISCUSSÃO
4.1 MANUTENÇÃO CORRETIVA
O fluxograma da figura 4 permite a construção da tabela 3 (CICCARELLI
NETO, 2003). Segundo o técnico responsável pela manutenção das bombas de infusão
do HURNP, Marcelo Ribeiro, os tempos gastos continuam sendo os mesmos. Já era
esperada tal afirmação uma vez que as marcas e modelos dos equipamentos, em sua
maioria, não são diferentes dos que constavam no estudo anterior.
Tabela 3 – Tempos gastos com cada atividade de uma solicitação de serviço de uma
bomba de infusão (CICARELLI NETO, 2003).
Atividades Tempo
Recepção (técnico administrativo) 5 min
Seção responsável – MEMH (técnico administrativo) 5 min
Recebimento pelo técnico responsável 5 min
1ª Avaliação 10 min
Preenchimento da requisição de material (técnico responsável) 5 min
Pegar o material no almoxarifado (técnico responsável) 5 min
Preenchimento da SS com os dados do serviço (técnico) 5 min
Conclusão (técnico) 5 min
Soma Parcial 45 min
Execução do serviço (técnico) 3,86 h (em média)
Soma Total 4h e 36 min
O responsável pela parte administrativa da manutenção corretiva é o técnico
administrativo. O conserto, propriamente dito, é de responsabilidade do técnico da
manutenção. Ambos os técnicos, com os seus respectivos valores de horas técnicas,
farão parte do cálculo dos custos da manutenção corretiva.
Basicamente, as atividades realizados na maioria das bombas de infusão foram:
- Limpeza do sensor de gotas;
- lubrificação do rotor;

34
- teste no teclado;
- teste na bateria;
- teste no alarme;
- teste de infusão;
- teste na programação;
- verificação portinhola;
- reparo;
- teste comparativo de vazão;
- verificação do sensor de bolhas;
- troca do cabo;
- troca do teclado;
- troca do motor;
- reforma do equipamento;
- troca de supressores;
- troca do fusível;
- troca do sensor de gotas;
- troca da bateria;
- troca do sensor invertido.
Dados referentes ao equipamento como o número do patrimônio FUEL
(Fundação Universidade Estadual de Londrina), número da solicitação de serviço são
encontrados no anexo 1. Esse anexo foi construído com base nos dados obtidos no
patrimônio do HURNP mais especificamente na DMPE. Por esse anexo, é possível
fazer o cálculo do custo médio de conserto de uma bomba de infusão, cujo valor está na
tabela 4. O cálculo é descrito na equação (2).
NBSCCM /= (2)
Onde CM é o custo médio de conserto da uma bomba de infusão, SC é a soma
dos custos de conserto de todas as bombas e NB é número de bombas em que foi feito
algum tipo de manutenção.

35
Tabela 4 – custo médio de conserto de uma bomba de infusão
(CICARELLI NETO, 2003).
Custos Valor (R$)
Material e hora técnica 23,73
É possível também, obter o dado referente a freqüência em que uma mesma
bomba de infusão retorna a manutenção corretiva ao longo do período em que foi feito e
estudo. Para obter tal dado, do anexo 1, foi identificado através do número do
patrimônio, a freqüência em que o mesmo equipamento constava nas solicitações de
serviço, e dessa forma construí-se a tabela 5.

36
Tabela 5 – Frequência de manutenção corretiva nas BIs da DMPE
Fuel Média de tempo dos
conseros (h)
Número de consertos
Fuel Média de tempo dos
conseros (h)
Número de consertos
87671 1,18 5 87678 0,33 2
87679 2,03 1 133490 0,85 2
95588 0,33 1 133493 0,03 1
81864 1,97 5 81828 0,90 3
95592 2,03 3 133488 3,75 1
87674 2,14 2 95514 1,41 2
99778 1,02 2 133485 3,75 1
133490 1,77 2 99776 3,45 1
81863 1,42 2 103170 0,83 2
76043 1,89 2 104626 0,03 1
14944 2,85 2 103177 0,03 1
81857 3,75 1 81877 1,50 1
95586 1,13 2 81865 3,75 1
97761 4,75 1 103169 1,50 1
81827 2,04 2 104882 0,03 1
81884 1,94 2 81862 0,82 3
95513 2,67 1 87676 2,87 5
87681 2,90 4 87680 3,05 5
95510 0,42 2 81879 1,11 4
81880 1,08 1 81858 1,50 1
81881 3,75 2 81876 3,75 1
133489 3,75 1 81860 2,00 1
133491 3,17 2 81883 3,75 1
89990 3,75 1 103174 2,42 2
99777 2,42 2 87675 0,07 1
133486 0,35 2 87682 3,75 1
133492 0,33 1 87673 2,29 9
87677 2,87 3
TOTAL 109,15 112
MÉDIA 1,98

37
A partir desses dados referentes a freqüência de manutenção corretiva de um
mesmo equipamento ao longo de um ano, foi construído o gráfico da figura 8.
Figura 8 – Gráfico com a frequência do número de consertos das BI.
A partir desse gráfico, e com o objetivo de poupar gastos, é importante destacar
que o número de BI que retornam 1 vez , ou seja, que são consertadas 2 vezes ao longo
de um ano é significativo, pois de um total de 55 bombas que sofreram a manutenção
corretiva, essas 19 bombas significaram aproximadamente 35% das manutenções. Dado
esse panorama, uma maior atenção deve ser dada ao processo de manutenção corretiva,
ou seja, buscando diminuir as rechamadas e conseqüentemente diminuir gastos, é
necessário aumentar a qualidade da manutenção corretiva.
É sabido que as rechamadas também podem ocorrer pela falta de conhecimento
dos operadores no manuseio do equipamento. O aparelho que fica inativo na divisão de
manutenção representa uma perda na eficiência do setor que o enviou
desnecessariamente. Assim, um programa de treinamento de tais operadores seria uma
alternativa no objetivo de diminuir essas rechamadas.
O tempo médio entre falhas (TMEF), como mostrado na equação (3), fornece a
probabilidade de tempo entre uma falha e outra do equipamento.

38
mesesdiasNB
diTMEF
n
i
8,49,1421
===∑=
(3)
Onde, d com índice i seria o número de dias entre uma falha e outra dos
equipamentos ao longo de um ano. Esse valor é somado e dividido pelo número de
equipamentos que retornaram pelo menos uma vez a manutenção. Se um mesmo
equipamento retornou mais de 2 vezes, então é feita uma média do número de dias entre
falhas de cada vez que esse equipamento retornou a manutenção.
É necessário o cálculo do TMEF para quando se deseja implantar um programa
de manutenção preventiva. Com esse dado é possível fazer um cronograma em que os
testes deverão ser feitos. Com um TMEF de 4,8 meses, é possível fazer a rotina de
manutenção preventiva das bombas de infusão em um período inferior a este, a cada 4
meses e meio, por exemplo. Se adotarmos um período superior ao TMEF a BI
provavelmente apresentará algum defeito antes da execução da manutenção preventiva.
Após algum tempo da implantação da manutenção preventiva, este período, de
4,5 meses, poderá ser ajustado para um período ainda mais próximo do TMEF, pois
dessa forma haveria uma redução dos custos. Lembrando que essa aproximação não
poderá aumentar o número de manutenções corretivas. Ao longo do tempo, deve-se
chegar a uma relação custo/benefício que seja a mais vantajosa possível.
4.2 MANUTENÇÃO PREVENTIVA
É possível fazer o cálculo do tempo gasto em cada processo de manutenção
preventiva a partir do fluxograma da figura 7, feito por Hirama et al. (2002). Esse tempo
gasto é mostrado na tabela 6.
Tabela 6 – Custos na rotina de manutenção preventiva (CICARELLI NETO, 2003).
Etapas Horas gastas (cada BI) Custo com mão de obra (R$)
1 a 5 0,5 h 1,57
6 a 9 1,67 h 6,88
Total 2,17 h 8,45

39
O cálculo do custo com mão de obra para as etapas de 1 a 5 foi feito com base
no valor da hora técnica do Ajudante Geral, pois assim, o gasto nessa etapa reduz. Para
as etapas seguintes foi calculado com o valor da hora técnica do técnico de manutenção
como esperado.
Para ser feito o cálculo do custo médio de cada teste (CMT) será necessário os
seguintes dados:
-custo de implantação (CI);
-custo com a operação anual (CA);
-vida útil da bancada (VU);
-periodicidade (f).
A equação (4) descreve o CMT (HIRAMA et al., 2002):
f
VU
CICA
CMT∗
+
=55
(4)
Os dados foram extraídos de Hirama et al. (2002), ou seja, o custo de
implantação (CI) é a soma do valor da compra do equipamento de teste (R$15.700) com
o valor para adquirir uma bancada (R$1.000), totalizando (R$16.700). O custo de
operação anual (CA) se divide em calibração e manutenção (R$ 2.000), e com materiais
(R$300), somando (R$2.300). A vida útil (VU) suposta é de 10 anos. Dessa forma,
temos o resultado do CMTN , onde N é a periodicidade de MP. Nas equações (5), (6) e
(7) são mostrados os valores do CMT para N=1, N= 2,5 e N=3 vezes ao ano (HIRAMA
et al., 2002).
18,7215510
167002300
5510
1 =∗
+
=∗
+
=f
CICA
CMT
(5)
87,285,25510
167002300
5510
5,2 =∗
+
=∗
+
=f
CICA
CMT
(6)

40
06,2435510
167002300
5510
3 =∗
+
=∗
+
=f
CICA
CMT
(7)
A implantação e a operação de cada teste de uma bomba de infusão têm os
custos detalhados na tabela 7. Uma das periodicidades proposta tem como base o
TMEF.
Tabela 7 – Custos de cada teste de uma bomba infusora
Custos 1vez/ano (R$) 2,5 vezes/ano (R$) 3 vezes/ano (R$)
Implantação 16.700 16.700 16.700
Operação anual 2.300 2.300 2.300
Valor médio de cada teste 72,18 28,87 24,06
Funcionários para cada teste 8,45 8,45 8,45
Total por teste 80,63 37,32 32,51
Segundo Hirama et al. (2002), apenas 37% das bombas de infusão foram
aprovadas nos testes de manutenção preventiva e a maioria delas, 63%, foram
reprovadas nos testes, e devem passar pela sub-rotina de manutenção corretiva, gerando
mais custos, como está mostrado nas equações (8), (9) e (10), que detalham o CMPN
supondo periodicidade N=1, N= 2,5 e N=3 vezes ao ano.
58,9573,2363,063,8063,0)(63,037,01 =∗+=∗+=++∗= CMCCTCMCCTCTCMP
(8)
27,5273,2363,032,3763,0)(63,037,05,2 =∗+=∗+=++∗= CMCCTCMCCTCTCMP
(9)
46,4773,2363,051,3263,0)(63,037,03 =∗+=∗+=++∗= CMCCTCMCCTCTCMP
(10)
O custo com a manutenção preventiva (CMP) deve ser considerar a porcentagem
que passou nos testes e multiplicá-los pelo custo de cada teste (CT), e somar com a

41
porcentagem que foi reprovada nos testes, multiplicando-se pelo valor de cada teste e
pelo custo da manutenção corretiva como está descrito nas equações (8), (9) e (10).
Dessa forma, os custos com a manutenção preventiva estão apresentados na tabela 8,
supondo periodicidade 1 vez ao ano, 2,5 vezes ao ano e 3 vezes ao ano.
Tabela 8 – Custos com a manutenção preventiva de bombas infusoras
Custos 1 vez/ano (R$) 2,5 vezes/ano (R$) 3 vezes/ano (R$)
Cada teste 80,63 37,32 32,51
MC reprovados (63%) 14,95 14,95 14,95
Total de cada MP 95,58 52,27 47,46
Assim, o valor médio do custo da manutenção corretiva e da preventiva e seus
custos anuais, calculados a partir do número de solicitações estão mostrados na tabela 9.
Tabela 9 – Custos médios com a manutenção corretiva e preventiva de uma BI
Manutenção Quantidade anual Valor unitário (R$) Custo anual (R$)
Corretiva 112 23,73 2.657,76
Preventiva (1 vez) 112 95,98 10.749,76
Preventiva (2,5 vezes) 112*2,5=280 52,27 14.635,60
Preventiva (3 vezes) 336 47,46 15.946,56
Existem outros fatores importantes que devem ser levados em consideração
quando se deseja fazer um programa de manutenção preventiva. O fato de equipamentos
médico-hospitalares auxiliarem médicos no tratamento de enfermos, é desejado
segurança, o que é conseguido com o programa proposto. Inicialmente com a
periodicidade de 1 vez ao ano, além dos custo ser viável e existir a segurança desejada
para a equipe médica do hospital, o equipamento gastaria menos com trocas de peças.
Considerando que o tempo médio entre falhas (TMEF), calculado anteriormente,
é de 4,8 meses, a rotina de manutenção preventiva deveria ser realizada 2,5 vezes ao
ano, aproximadamente. Essa periodicidade poderá ser diminuida ao longo do tempo em
que se aplica o programa e percebe-se a real necessidade de tal periodicidade, chegando
a um valor ideal.

42
Quando a periodicidade da manutenção preventiva é de 3 vezes ao ano, a
confiabilidade dos equipamentos seria ainda maior, e o custo para isso também seria
ainda maior como pode ser visto na tabela 9.
Ainda não é possível fazer uma avaliação da efetividade do programa de
manutenção preventiva, pois seria necessário dados de um programa que já estivesse
sido desenvolvido o que não é a realidade do HURNP.
O que é possível afirmar, com base nos dados obtidos na tabela 10, é que os
custos unitários tendem a cair quando se aumenta a quantidade dos testes de
manutenção preventiva, pois os custos fixos são os mesmos, não dependendo do
número de testes anuais. Esta redução poderia ser ainda maior vendendo-se o serviço a
outras empresas ou instituições.
A equação (11) mostra que o valor de cada teste (CT) é a soma do custo médio
de cada teste (CMT) com o valor da mão-de-obra (MO). A equação (12) mostra que o
valor da manutenção preventiva (CMP) é a soma de cada teste (CT) com a
multiplicação da porcentagem de testes reprovados com o custo da manutenção
corretiva. A equação (13), anteriormente exposta, mostra o custo médio de cada teste
(CMT).
MOCMTCT +=
(11)
CMCCTCMP ∗+= 63,0
(12)
f
CICA
CMT∗
+
=55
10
(13)
As equações (11), (12) e (13) são utilizadas para o cálculo do custo anual da
manutenção preventiva (CAnual (MP)), desenvolvidas através das equações (14), (15) e
(16).
fCMPMPCAnual *55)( +=
(14)

43
fCMCMOf
CICA
MPCAnual ∗∗
∗++∗
+
= 5563,055
10)(
(15)
fCMCMOCI
CAMPCAnual ∗∗∗+++= 55)63,0(10
)( (16)
Analisando a equação (16) observa-se que ela se comporta como uma função de
primeiro grau, em que CA e CI se comportam como custos fixos, onde os custos anuais
da manutenção preventiva variam linearmente através da frequência de manutenção
preventivas (f), como mostrado na figura 9.
10.749,76
14.635,60
15.946,56
0,00
2.000,00
4.000,00
6.000,00
8.000,00
10.000,00
12.000,00
14.000,00
16.000,00
18.000,00
1 2,5 3
F requênc ia ou periodic idade (f)
Cu
sto
an
ua
l d
a M
P (
R$
)
Figura 9 - Gráfico da variação dos custos da MP em um ano

44
4.3 CUSTO TOTAL DE MANUTENÇÕES
Dadas as equações (17) e (18), foi feita a tabela 10. Nela são apresentados dados
como o custo total de manutenções preventivas e corretivas para a periodicidade de MP
em um ano igual a N.
Para o cálculo da porcentagem de BI que apresentariam defeito, pois a
peridicidade N de MP não seria o suficiente para a demanda de problemas é usada a
equação (17).
defeitocomBIEMP
%100)55
1( =∗− (17)
Onde EMP é o número equipamentos que sofreriam a Manutenção Preventiva
(MP).
Através da equação (18), podemos calcular o Custo Total de Manutenções
Preventivas na periodicidade indicada por N (CTMP).
( ) CTMPCMOCMTN N =+∗∗55 (18)
Onde o índice N é a periodicidade de MP e CMO é o custo de mão-de-obra.
Para se obter o Custo Total de Manutenções Corretivas (CTMC), é feita a
multiplicação das BI que apresentariam defeito pelo número de MC e ainda pelo CM.
O Custo Total de Manutenções (CTM) é a soma de CTMP e CTMC para cada
N.
Tabela 10 – Custo total de manutenções.
N=Nº de MP/Ano % BI com defeito CTMP (R$) CTMC (R$) CTM (R$)
1 54,5 % 4.434,75 2.064,51 6.499,26
2 20,0 % 4.899,50 1.162,77 6.062,27
3 12,7 % 5.364,25 878,01 6.242,26
4 9,1 % 5.829,00 688,17 6.517,17
5 1,8 % 6.293,75 213,57 6.507,32
9 0,0 % 8.152,75 0,00 8.152,75

45
O CTM, como pode ser observado na figura 10, apresenta o menor valor para N
igual a 2 e 34,5% a menos de BI com defeito.
É importante observar que na figura 10, os valores são relativos apenas ao
número de bombas que sofreram alguma manutenção corretiva no período de um ano.
Valores diferentes foram encontrados na tabela 9, porque são considerados valores
médios de manutenções relativos às solicitações de serviço.
6.499,26
6.062,27
6.242,26 6.517,17
6.507,32
8.152,75
0,00
1.000,00
2.000,00
3.000,00
4.000,00
5.000,00
6.000,00
7.000,00
8.000,00
9.000,00
1 2 3 4 5 9
P eriodic idade de MP em 1 ano (N)
Cu
sto
to
tal
de
Ma
nu
ten
çõ
es
(R
$)
Figura 10 - Gráfico da variação do CTM em um ano

46
5. CONCLUSÃO E SUGESTÕES PARA TRABALHOS FUTUROS
A metodologia vista nesse trabalho, que consistiu na análise de fluxogramas que
identificavam os processos das atividades desenvolvidas pelo setor de manutenção do
hospital, se mostrou objetiva, de fácil entendimento e aplicação, uma vez que a maior
parte do que é exigido para realizá-la são dados obtidos de documentos que os hospitais
normalmente têm em seus arquivos, uma contabilidade simples e uma estatística que
envolve basicamente o cálculo da média.
No estudo de caso, o uso do método de custeio ABC significou uma poderosa
ferramenta quando se deseja obter dados mais claros de todo o processo de manutenção
que acontece na Divisão de Manutenção Predial e Equipamentos (DMPE). Ou seja,
esses dados permitem um maior controle, pois estão detalhados em fluxogramas cada
etapa de uma manutenção corretiva e seus respectivos tempos de realização. Dessa
forma foi observado que a produtividade da divisão de manutenção pode ser melhorada
porque existe a possiblidade de se aumentar o Tempo Médio Entre Falhas (TMEF), pois
um dos fatores que se mostraram relevantes foi o retorno de aparelhos supostamente
danificados, mas que apenas era a falta de prática no manuseio dos mesmos. Este estudo
também permitiu verificar todos os gastos possíveis com a manutenção corretiva das
bombas.
Uma das principais partes do trabalho foi a comparação dos custos da
manutenção corretiva com a preventiva para determinada periodicidade de manutenções
preventivas. Ela fornece dados sobre a viabilidade de implantação de um programa de
manutenção preventiva quando compara os custos dos dois tipos de manutenção. A
comparação tende a ficar mais precisa quando um primeiro programa de manutenção
preventiva for implantado e os dados forem periodicamente revisados e atualizados,
como, por exemplo, o TMEF. Este, ao longo do tempo, tende a ficar otimizado porque o
histórico de manutenções corretivas tende a mudar quando o programa sugerido estiver
efetivamente implantado.
Então, os custos da implantação do programa de manutenção preventiva, foram
detalhados. O programa proposto se apresenta com custos elevados, mas vale salientar
que a porcentagem de Bombas de Infusão que apresentam defeito cai
significativamente.

47
É importante lembrar que, em se tratando de vidas, busca-se segurança, a qual
eleva os custos no orçamento de um hospital que implementa um programa diferencial
manutenções, ou seja, um programa de manutenção preventiva. Existe a demanda para
tais exigências, então compete ao administrador, verificar a viabilidade do programa a
ser implantado, dado a política ou a filosofia que o hospital adota.
Tratando-se de aquisições de dados para a análise de custos, o que se busca é a
exatidão. Sabendo-se da influência do responsável nestas aquisições e da importância
que representam na conclusão da análise, um método objetivo deve ser estudado para
que critérios sejam adotados para diminuir a influência da má interpretação do processo
em que se deseja estudar e mensurar. Sugere-se assim, o estudo da Teoria da
Mensuração, que foi brevemente comentado nesse trabalho, e que se mostra como uma
ferramenta teórica muito interessante para se discutir em trabalhos futuros.

48
REFERÊNCIAS BIBLIOGRÁFICAS BENTO, A. A importância da gestão de estoques: Estudo de caso em uma indústria
automobilística. Dissertação de mestrado em transportes, Universidade Federal de Santa
Catarina, 2008.
CICCARELLI NETO, M. Aplicação do Método ABC para manutenção de
equipamentos médico-hospitalares. Monografia de Conclusão de Curso, Departamento
de Engenharia Elétrica, Universidade Estadual de Londrina, 2003.
COHEN, M.D. Activity-based Cost Analysis: A Method of Analyzin the Financial and
Operating Performance of Academic Radiology Departaments. Helth Policy and
Practice: Radiology. V2.15, p. 708-716, 2000.
GEMA. Gerenciamento da Manutenção de Equipamentos Médico-Hospitalares. Centro
de Engenharia Biomédica, Unicamp, 2002. CD-ROM.
HIRAMA, R.T. et al. Método para Inspeção de Bombas Infusoras. Congresso
Brasileiro de Engenharia Biomédica, XVIII, 2002, São José dos Campos. Método para
Inspeção de Bombas Infusoras. Anais de trabalhos completos. São José dos Campos:
Univap, vol. 2/5, p.35-40, 2002.
MARTINS, E. Contabilidade de Custos. 9.ed. São Paulo: Atlas, 2003.
NAKAGAWA, M. ABC: Custeio baseado em atividades. São Paulo: Atlas, 1994.
RAMÍREZ, E.F.F.; CALDAS, E.C.; SANTOS JR, P. Manual Hospitalar de Manutenção
Preventiva. Londrina: EDUEL, 2002. 180p.
RAMÍREZ, E.F.F.; CALIL, S.J. Engenharia Clínica: Parte I – Origens (1942-1996)
Semina: Ci. Exatas Tecnol. Vol. 21 n. 4, p. 27-33, 2000.
RAMÍREZ, E.F.F. Metodologia de Priorização de Equipamentos Médicos para
Programas de Manutenção Preventiva em Hospitais. 1996. Dissertação (Mestrado em

49
engenharia elétrica) – Faculdade de Engenharia e de Computação da Unicamp,
Campinas, dez. 1996.
RELVAS, T.R.S. Relação entre mensuração contábil e a mensuração científica.
Congresso Brasileiro de Contabilidade, XVIII, 2008, Gramado: USP, 2008.

50
APÊNDICE – Solicitações de serviço das Bombas de Infusão no período de um ano.
SS FUEL HT
(h)
BI Serviços executados Custos:
Materiais
(R$)
Custos:
HT
(R$)
Custos
totais
Datas
1. 127689 87671 0,42 NII LS, TT 1,73 1,73 06/01/09
2. 130117 87671 1,08 NII LS, LR 4,45 4,45 10/03/09
3. 132058 87671 3,75 NII LS, LR, TT, TB, TA, TI 15,45 15,45 02/04/09
4. 136595 87671 0,33 NII LS 1,36 1,36 20/07/09
5. 140753 87671 0,33 NII LS 1,36 1,36 30/10/09
6. 128577 87679 2,03 NII LS e recuperação (reparo) 8,36 8,36 06/01/09
7. 128620 95588 0,33 NII LS 1,36 1,36 06/01/09
8. 128790 81864 2 NII Conserto (reparo) 8,24 8,24 09/01/09
9. 130805 81864 3,75 NII LS, LR, TT, TB, TA, TI 15,45 15,45 03/03/09
10. 135644 81864 0,33 NII LS 1,36 1,36 16/07/09
11. 139630 81864 3,75 NII LS, LR, TT, TB, TA, TI 15,45 15,45 28/09/09
12. 142646 81864 0,03 NII Troca sensor gotas 63,00 0,12 63,12 30/11/09
13. 128758 95592 0,33 NII LS 1,36 1,36 12/01/09
14. 130806 95592 2 NII Recuperação sensor gotas (reparo) 8,24 8,24 05/05/09

51
15. 135645 95592 3,75 NII LS, LR, TT, TB, TA, TI 15,45 15,45 08/12/09
16. 128991 87674 0,03 NII SI 0,12 0,12 19/01/09
17. 139805 87674 4,25 NII Teste comparativo de vazão,
LS, LR, TT, TB, TA, TI
17,51 17,51 27/10/09
18. 128989 99778 0,03 NII SI 0,12 0,12 19/01/09
19. 137269 99778 2 NII Reparo 8,24 8,24 29/07/09
20. 126389 133490 2 S Verif portinhola, sensor bolha, TI 8,24 8,24 21/01/09
21. 130521 133490 1,53 S Troca cabo, TI 14,40 6,30 20,70 12/03/09
22. 135571 81863 2 N reparo 8,24 8,24 09/12/09
23. 127628 81863 0,83 N LR, TT 3,42 3,42 23/01/09
24. 137282 76043 0,03 NII Troca cabo 14,40 0,12 14,52 16/07/09
25. 129662 76043 3,75 NII Revisão geral (LS, LR, TT, TB, TA, TI) 15,45 15,45 28/01/09
26. 133205 14944 2 N reparo 8,24 8,24 27/04/09
27. 123344 14944 3,70 N Troca bateria e três pés, LS, LR, TI, TB 64,96 15,24 80,20 04/02/09
28. 146607 81857 3,75 N Reparo sensor gotas (LS), LR, TT, TB, TA,
TI
15,45 15,45 10/02/09
29. 134406 95586 0,33 NII LS 1,36 1,36 13/07/09
30. 130114 95586 1,92 NII Troca teclado, LS, TB, TA 43,32 7,91 51,23 10/02/09
31. 129485 97761 4,75 NII Troca motor, LS, LR, TT, TB, TA, TI 167,50 19,57 187,07 10/02/09
32. 135086 81827 0,33 NII LS 1,36 1,36 04/08/09

52
33. 130271 81827 3,75 NII LS, LR, TT, TB, TA, TI 15,45 15,45 16/02/09
34. 134272 81884 0,12 NII Troca teclado e bateria 108,28 0,49 108,77 29/12/09
35. 130242 81884 3,75 NII LS, LR, TT, TB, TA, TI 15,45 15,45 16/02/09
36. 130544 95513 2,67 NII LR, LS, TA, TI 11,00 11,00 19/02/09
37. 139172 87681 3,75 NII LS, LR, TT, TB, TA, TI 15,45 15,45 09/10/09
38. 136703 87681 0,33 NII LS 1,36 1,36 15/07/09
39. 132636 87681 3,75 NII LS, LR, TT, TB, TA, TI 15,45 15,45 13/04/09
40. 130944 87681 3,75 NII LS, LR, TT, TB, TA, TI 15,45 15,45 05/03/09
41. 132638 95510 0,5 NII Substituição do teclado 43,32 2,06 45,38 03/12/09
42. 130174 95510 0,33 NII LS 1,36 1,36 05/03/09
43. 130155 81880 1,08 NII LS, LR 4,45 4,45 06/03/09
44. 132287 81881 3,75 NII LS, LR, TT, TB, TA, TI, TP 15,45 15,45 09/12/09
45. 130079 81881 3,75 NII LS, LR, TT, TB, TA TI 15,45 15,45 06/03/09
46. 128576 133489 3,75 NII LS, TT, TB, TA, TI, TP 15,45 15,45 13/03/09
47. 138031 133491 2,58 S LS, LR, TI 10,63 10,63 29/10/09
48. 130702 133491 3,75 S LS, LR, TT, TB, TA, TI 15,45 15,45 10/03/09
49. 131502 89990 3,75 NII LS, LR, TT, TB, TA, TI 15,45 15,45 13/04/09
50. 142305 99777 1,08 NII LS, LR 4,45 4,45 19/11/09
51. 132401 99777 3,75 NII LS, LR, TT, TB, TA, TI 15,45 15,45 22/04/09
52. 137617 133486 0,37 S Troca cabo, LS 14,40 1,52 15,92 28/07/09

53
53. 130668 133486 0,33 S LS 1,36 1,36 04/05/09
54. 131388 133492 0,33 S LS 1,36 1,36 05/05/09
55. 138024 87678 0,33 NII LS 1,36 1,36 05/08/09
56. 130441 87678 0,33 NII LS 1,36 1,36 05/05/09
57. 130521 133490 1,53 S Troca cabo, TI 14,40 6,30 20,70 12/03/09
58. 126389 133490 0,17 S Verif portinhola, sensor bolha, TI 0,70 0,70 21/01/09
59. 130534 133493 0,03 S Troca cabo 14,40 0,12 14,52 07/05/09
60. 142064 81828 2,03 N Reparo (Subst painel ), troca sensor gotas 191,44 8,36 199,80 13/11/09
61. 139061 81828 0,33 N LS 1,36 1,36 30/10/09
62. 136396 81828 0,33 N LS 1,36 1,36 14/07/09
63. 131389 133488 3,75 S LS, LR, TT, TB, TA, TI 15,45 15,45 14/07/09
64. 142165 95514 2,48 NII Troca sensor B e baterias, LR, TT, TA, TI 127,96 10,22 138,18 18/11/09
65. 135883 95514 0,33 NII LS 1,36 1,36 22/07/09
66. 138130 133485 3,75 S LS, LR, TT, TB, TA, TI 15,45 15,45 07/08/09
67. 139493 99776 3,45 NII Troca sensor gotas, LR, TT, TB, TA, TI 63,00 14,21 77,21 09/10/09
68. 143618 103170 0,53 NII Troca teclado e baterias 108,28 2,18 110,46 28/12/09
69. 136460 103170 1,12 NII Troca baterias, LS, LR 64,96 4,61 69,57 03/11/09
70. 138613 104626 0,03 NII Troca bateria 64,96 0,12 65,08 06/11/09
71. 126525 103177 0,03 NII Troca baterias 64,96 0,12 65,08 10/11/09
72. 129777 81877 1,5 NII Reforma equipamento 6,18 6,18 07/12/09

54
73. 125754 81865 3,75 NII LS, LR, TT, TB, TA, TI 15,45 15,45 09/12/09
74. 128307 103169 1,5 NII Reforma equipamento 6,18 6,18 15/12/09
75. 143276 104882 0,03 NII Troca sensor 63,00 0,12 63,12 17/12/09
76. 142883 81862 2 N Reparo 8,24 8,24 07/12/09
77. 129995 81862 0,03 N Troca baterias 64,96 0,12 65,08 09/11/09
78. 128495 81862 0,42 N LS, TT 1,73 1,73 06/01/09
79. 140792 87676 3,75 NII LS, LR, TT, TB, TA, TI 15,45 15,45 26/10/09
80. 139129 87676 3,75 NII LS, LR, TT, TB, TA, TI 15,45 15,45 28/09/09
81. 138426 87676 2 NII Reparo 8,24 8,24 14/08/09
82. 137418 87676 3,75 NII LS, LR, TT, TB, TA, TI 15,45 15,45 07/08/09
83. 136029 87676 1,08 NII LS, LR 4,45 4,45 13/07/09
84. 141632 87680 2 NII Reparo 8,24 8,24 03/11/09
85. 139494 87680 3,75 NII LS, LR, TT, TB, TA, TI 15,45 15,45 09/10/09
86. 138030 87680 2 NII Reparo 8,24 8,24 05/08/09
87. 130533 87680 3,75 NII LS, LR, TT, TB, TA, TI 15,45 15,45 22/04/09
88. 129943 87680 3,75 NII LS, LR, TT, TB, TA, TI 15,45 15,45 10/02/09
89. 143211 81879 3,75 NII LS, LR, TT, TB, TA, TI 15,45 15,45 17/12/09
90. 142648 81879 0,03 NII Troca sensor A 63,00 0,12 63,12 30/11/09
91. 139010 81879 0,33 NII LS 1,36 1,36 30/10/09
92. 134831 81879 0,33 NII LS 1,36 1,36 13/07/09

55
93. 128386 81858 1,5 N Reforma equipamento 6,18 6,18 07/12/09
94. 128380 81876 3,75 NII LS, LR, TT, TB, TA, TI 15,45 15,45 09/12/09
95. 128666 81860 2 N Reparo 8,24 8,24 07/01/09
96. 128990 81883 3,75 NII LS, LR, TT, TB, TA, TI 15,45 15,45 09/12/09
97. 140294 103174 3,75 NII LS, LR, TT, TB, TA, TI 15,45 15,45 28/09/09
98. 128583 103174 1,08 NII LS, LR 4,45 4,45 07/01/09
99. 130096 87675 0,07 NII Troca sensor e bateria 127,96 0,29 128,25 04/12/09
100. 129726 87682 3,75 NII LS, LR, TT, TB, TA, TI 15,45 15,45 10/02/09
101. 142647 87673 0,5 NII Troca teclado 43,32 2,06 45,38 30/11/09
102. 137588 87673 4,78 NII Troca baterias e supressores, LS, LR, TT, TB,
TA, TI
78,66 19,69
98,35 03/11/09
103. 135882 87673 0,33 NII LS 1,36 1,36 13/07/09
104. 133301 87673 3,75 NII LS, LR, TT, TB, TA, TI 15,45 15,45 27/07/09
105. 132637 87673 3,75 NII LS, LR, TT, TB, TA, TI 15,45 15,45 13/04/09
106. 130132 87673 3,75 NII LS, LR, TT, TB, TA, TI 15,45 15,45 13/03/09
107. 129851 87673 0,33 NII LS 1,36 1,36 04/02/09
108. 128988 87673 1,1 NII Troca fusível, LS, LR 0,16 4,53 4,69 19/01/09
109. 128273 87673 1,08 NII LS, LR 4,45 4,45 06/01/09
110. 142199 87677 1,08 NII LS, LR 4,45 4,45 19/11/09
111. 131505 87677 3,75 NII LS, LR, TT, TB, TA, TI 15,45 15,45 13/04/09

56
112. 129848 87677 3,78 NII Troca sensor, LS, LR, TT, TB, TA, TI 63,00 15,57 78,57 04/02/09
(Notas: SS=Solicitações de Serviço; FUEL=Fundação Universidade Estadual de Londrina (número do patrimônio); HT=Hora Técnica;
BI=Bomba de Infusão; NII=Bomba de Infusão da marca B.Braun modelo Nutrimat II; N=Bomba de Infusão da marca B.Braun modelo
Nutrimat EP20; S= Bomba de Infusão da marca Samtronic modelo UVP5005; LS=Limpeza do sensor de gotas; LR=Lubrificação do rotor;
TT=Teste no teclado; TB=Teste na bateria: TA=Teste no alarme; TI=Teste de infusão.)
Recommended