INGENIERIA DE SEGURIDAD
1
INGENIERÍA DE SEGURIDAD
2013

INGENIERIA DE SEGURIDAD
2
UNIVERSIDAD NACIONAL DE SAN
AGUSTIN
FACULTAD DE INGENIERÍA DE
PRODUCCIÓN Y SERVICIOS.
ESCUELA PROFESIONAL DE
INGENIERÍA INDUSTRIAL
CURSO:
INGENIERIA DE SEGURIDAD
TEMA:
INSPECCIONES DE SEGURIDAD EN SERVICIOS
INDUSTRIALES UNSA
DOCENTE:
ING.OCHOA
SECCION:”A”
INTEGRANTES:
CALIZAYA MELO LEYDY
CHOQUE LLERENA, AYLEN
CHURA PUMA MIRIAM MAGALY
RAMOS HUARACHI, DIEGO
SALINAS GARCÍA, QUEENIE
INGENIERIA DE SEGURIDAD
3
1. INTRODUCCIÓN
La Seguridad Industrial es una realidad compleja, que abarca desde
problemática estrictamente técnica hasta diversos tipos de efectos
humanos y sociales. A la vez, debe ser una disciplina de estudio en la
que se han de formar los especialistas apropiados, aunque su
naturaleza no corresponde a las asignaturas académicas clásicas,
sino a un tipo de disciplina de corte profesional, aplicado y con
interrelaciones legales muy significativas.
Las empresas con una visión amplia y clara sobre la seguridad
industrial, entiende que un programa de seguridad efectivo se
consigue con el apoyo y acoplamiento del factor humano. La creación
de un ambiente seguro en el trabajo implica cumplir con las normas y
procedimientos, sin pasar por alto ninguno de los factores que
intervienen en la confirmación de la seguridad como son: en primera
instancia el factor humano (entrenamiento y motivación), las
condiciones de la empresa (infraestructura y señalización), las
condiciones ambientales (ruido y ventilación), las acciones que
conllevan riesgos, prevención de accidentes, entre otros. El
seguimiento continuo mediante las inspecciones y el control de estos
factores contribuyen a la formación de un ambiente laboral más
seguro y confortable.
De tal forma, el presente trabajo tiene como vital importancia
englobar el conocimiento y la identificación de riesgos, prevención de
accidentes y enfermedades profesionales en cada perspectiva de
trabajo de la empresa Metal-Mecánica SERVICIOS INDUSTRIALES
UNSA, porque permite garantizar a los trabajadores condiciones de
INGENIERIA DE SEGURIDAD
4
seguridad, salud y bienestar en un ambiente de trabajo adecuado y
propicio para la ejecución de sus tareas diarias.
Debemos tener en cuenta que la seguridad industrial, es una
obligación que la ley impone a patrones y trabajadores, que deben
organizarse dentro de determinados parámetros y hacer de su
funcionamiento un procedimiento eficaz.
2. OBJETIVOS:
2.1 OBJETIVO GENERAL
Estandarizar las operaciones del taller metal-mecánico de la
Universidad Nacional de San Agustín mediante una inspección de
seguridad,de manera que se obtengan condiciones de trabajo
seguras, tanto personales como ambientales y se prevengan los
accidentes laborales.
2.2 OBJETIVOS ESPECÍFICOS
1. Identificar condiciones y actos sub-estándar en el taller metal-mecánico.
2. Verificar la necesidad, las carencias de los procedimientos de trabajo.
3. Corregir de forma inmediata situaciones inseguras de riesgo grave e inminente.
4. Detectar fallos y errores en la aplicación de la normativa de prevención de riesgos laborales.
5. Recoger sugerencias del personal con vista a realizar mejoras en los métodos de trabajo.
INGENIERIA DE SEGURIDAD
5
6. Identificar condiciones y situaciones deficitarias o inseguras provocadas fundamentalmente por el medio ambiente laboral o estado de las instalaciones.
7. Determinar necesidades específicas y efectividad de la formación e información de los trabajadores.
3. JUSTIFICACIÓN
Este informe se realiza a raíz de la necesidad que surge en la
empresa llamada Pasaje Rivas para conocer a que riesgos laborales
están expuestos sus empleados y como evitarlos; de igual forma con
este se busca mejorar el diseño y reestructuración del espacio y áreas
de trabajo para un mejor desempeño en su labor.
4. INSPECCIONES DEL LUGAR ESTABLECIDO:
4.1 PLANIFICACIÓN O PREPARACIÓN:
CONOCIMIENTO
Antes de realizar el proceso de inspección se requiere conocer algunos aspectos importantes como:
ProcesosActualmente el proceso productivo de la empresa se está
enfocando a la elaboración de ventanas, debido a que este es el
último pedido solicitado a la empresa, al momento de realizar
las inspecciones se pudo observar el siguiente procedimiento
que se esquematiza en un diagrama de bloques:
INGENIERIA DE SEGURIDAD
6
Descripción del proceso productivo:
Proceso Descripción
PedirSe hace un requerimiento de materiales de acuerdo al pedido que les realicen , este dependerá del producto
EntregarUno ves procesado el pedido el almacenero procederá a entregar el material necesario ( ángulo T , tubo cuadrado , etc.)
LimpiarDebido a que muchos materiales no vienen limpios ni en las mejores condiciones se procede a limpiarlos
TrazarDe acuerdo a las medidas de las ventanas que previamente ya se tomaron se realizan los trazados
CortarSe procede al corte del material de manera exacta en la tronzadora
EsmerilarSe realiza el primer esmerilado con el esmeril de banco además se realiza un control de calidad para
Pedir
Entregar
Limpiar
Trazar
Cortar
Esmerilar
Soldar
Esmerilar
Lavar
Pintar
Almacenar
INGENIERIA DE SEGURIDAD
7
verificar que las medidas hayan sido tomados de manera correcta pues sino las partes de la ventana no encajaran
Soldar Se arma la ventana y se une mediante la soldadura
Esmerilar
Se realiza un segundo esmerilado con el esmeril de mano debido que al momento de soldar quedan algunas imperfecciones a los bordes de la ventana y para un mejor acabado y eliminar esos restos se realiza este paso además de un nuevo control de calidad
LavarSe realiza el lavado de las ventanas con detergente industrial
PintarPara un mejor acabado se pintan las ventanas lo cual es realizado por 3 pintores con la maquina compresora
Almacenar
En esta etapa se realiza el ultimo control de calidad y el más importante pues de este depende la aprobación de la ventana sino es rechazada y finalmente se almacena
Otros productos
Además de la elaboración de ventana que es a lo que es el trabajo que están desarrollando actualmente, producen otros productos entre los principales productos que tienen podemos resaltar:
Mesas Sillas Estructuras metálicas para techos Barandas Carpetas
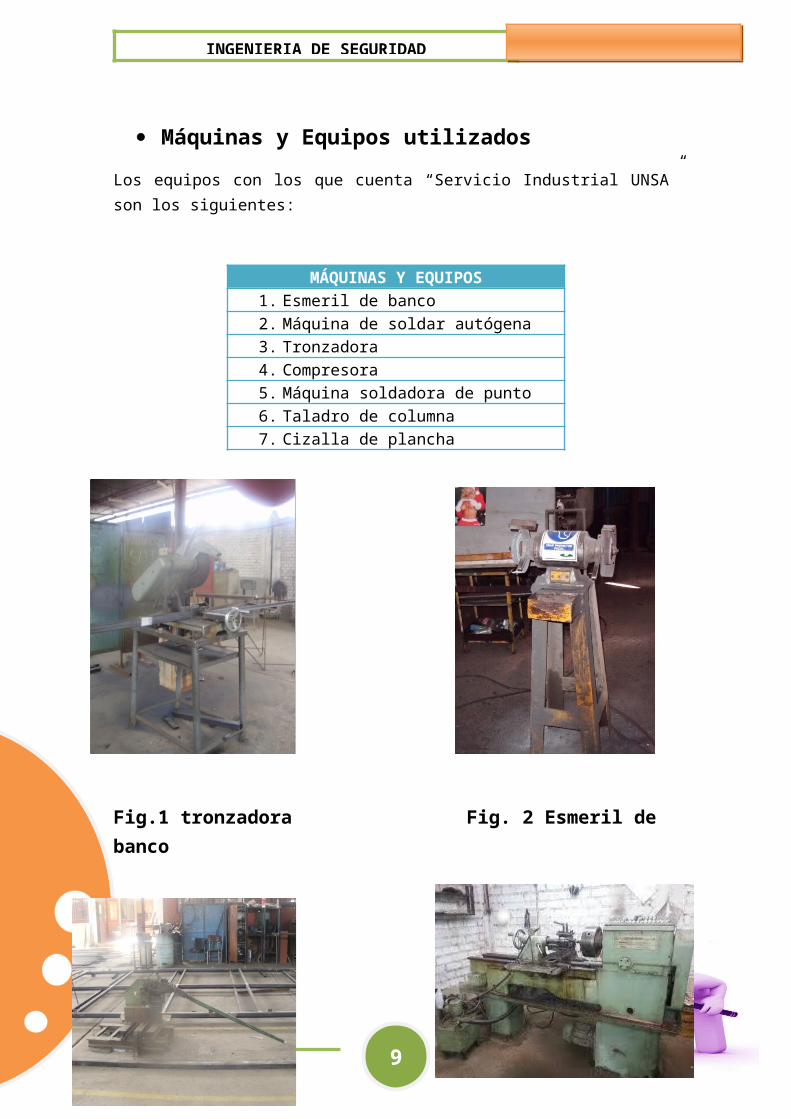
Máquinas y Equipos utilizados
Los equipos con los que cuenta “Servicio Industrial UNSA” son los siguientes:
MÁQUINAS Y EQUIPOS1. Esmeril de banco2. Máquina de soldar autógena3. Tronzadora4. Compresora5. Máquina soldadora de punto6. Taladro de columna7. Cizalla de plancha
INGENIERIA DE SEGURIDAD
8
Fig.1 tronzadora Fig. 2 Esmeril de banco
Fig.3 Cizalla Fig.4 Torno
INGENIERIA DE SEGURIDAD
9
Fig.5 Soldador autógeno
Reglamentos
Actualmente la empresa cuenta con un reglamento interno de
seguridad y salud en el trabajo ya que cuenta con 21 trabajadores se
elaboró dicho reglamento, el cual contribuirá a que tanto el
empleador como los trabajadores cumplan con sus respectivas
funciones con las debidas precauciones.
Este reglamento elaborado por la empresa metal-mecánica
SERVICIOS INDUSTRIALES UNSA, fue elaborado para garantizar las
condiciones de seguridad, salvaguardar la vida, integridad física y
bienestar de los trabajadores mediante la prevención de los
accidentes de trabajo y las enfermedades profesionales, promoviendo
así una cultura de prevención de riesgos laborales.
Sin embargo este reglamento a pesar de su existencia no está dado a
conocer a todos sus trabajadores, como se podrá observar más
adelante no cumple con el reglamento ya no usan los EPP y las
condiciones de trabajos no son adecuadas para que realicen sus
funciones.
Estándares y procedimientos:
PERSONAL1 Jefe1 Secretario1 Portero3 Pintores15 Operarios ( se dividen en 5 grupos de 3)TOTAL : 21 trabajadores

INGENIERIA DE SEGURIDAD
10
La empresa Metal-Mecánica SERVICIOS INDUSTRIALES ha establecido
estándares y procedimientos para sus trabajadores, para mejorar la
productividad de sus procesos.
Estas herramientas son utilizadas por la empresa para controlar los
riesgos existentes en todo ambiente de trabajo.
ANTECEDENTES SOBRE SEGURIDAD:
El Ing. Isaac Valencia que es el actual jefe del Servicio
Industrial UNSA cada año compra EPP para los trabajadores
siendo esto aprobado por la universidad quien decide si se
compran o no dichos equipos.
En los últimos años no se ha registrado ningún accidente.
Se cuenta con un reglamento interno de seguridad y salud.
No se cuenta con registros de enfermedades, accidentes o
incidentes.
OBJETIVIDAD:
Los inspectores al momento de realizar las inspecciones deben ser
objetivos y comentar las desviaciones y acciones correctivas, deben
de actuar con la objetividad, esto lo que significa es en las
inspecciones que realice se guiará por la valoración de los datos
objetivos que la misma arroje y no por cuestiones de índole personal.
Al mismo tiempo los Inspectores de trabajo tendrán que actuar en sus
inspecciones con la mayor objetividad posible.
En lo que respeta al trato este será de la máxima corrección para el
administrador y en las inspecciones se intentará interferir en el
trabajo de la empresa lo menos posible, actuando solo en aquellas
áreas que sean imprescindibles para la labor inspectora. En el
momento en el cual se inicien las inspecciones, el inspector
INGENIERIA DE SEGURIDAD
11
comunicará o bien al empresario o bien a su representante que la
inspección va a comenzar.
Por último los cauces entre el Inspector y los representantes de los
trabajadores en el centro de trabajo o en la empresa serán lo más
fluidas posibles.
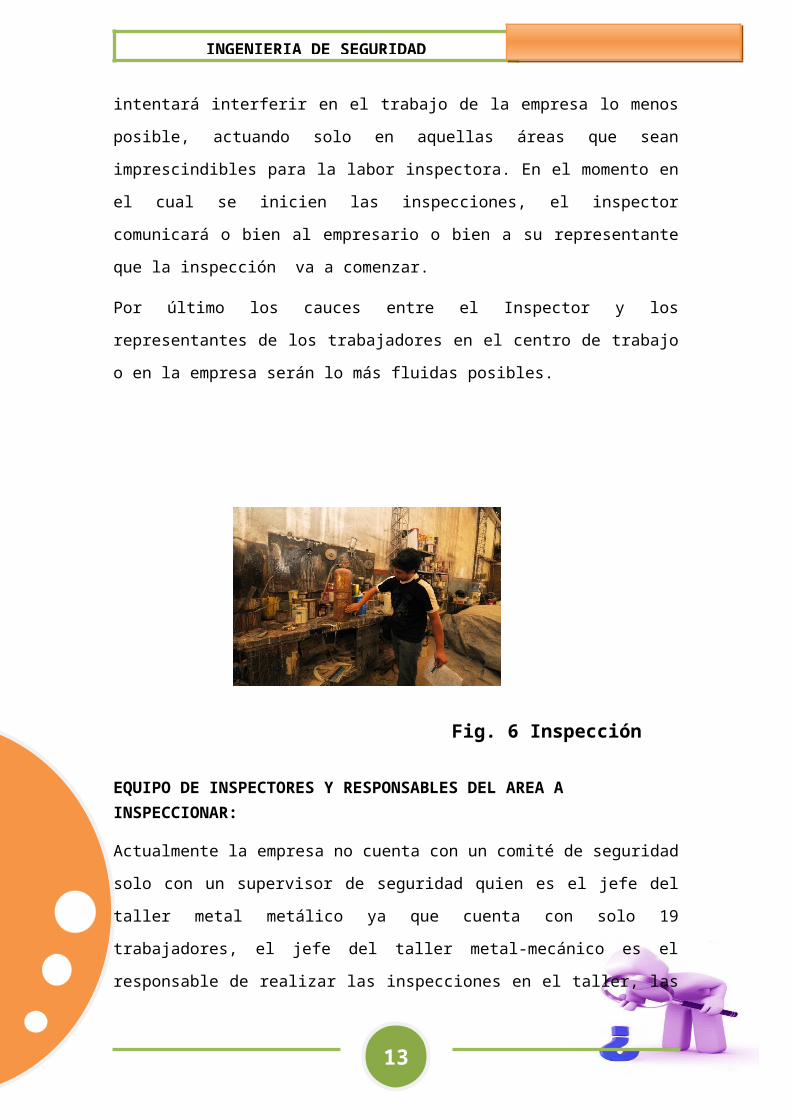
Fig. 6 Inspección
EQUIPO DE INSPECTORES Y RESPONSABLES DEL AREA A INSPECCIONAR:
Actualmente la empresa no cuenta con un comité de seguridad solo
con un supervisor de seguridad quien es el jefe del taller metal
metálico ya que cuenta con solo 19 trabajadores, el jefe del taller
metal-mecánico es el responsable de realizar las inspecciones en el
taller, las cuales por lo que se verá en el desarrollo del trabajo no se
están cumpliendo, ya que hay una serie de deficiencias en el taller,
tanto en el ambiente del trabajo y con mis mismos trabajadores que
no usan los EPP.
Sería muy importante que el supervisor empiece a realizar su
trabajodesignando funciones a los demás trabajadores, además de
que el reglamento existente deberían darlo a conocer a todos sus
trabajadores para que ellos sepan cómo desarrollar sus funciones con
las debidas precauciones para así evitar los accidentes en el trabajo.
INGENIERIA DE SEGURIDAD
12
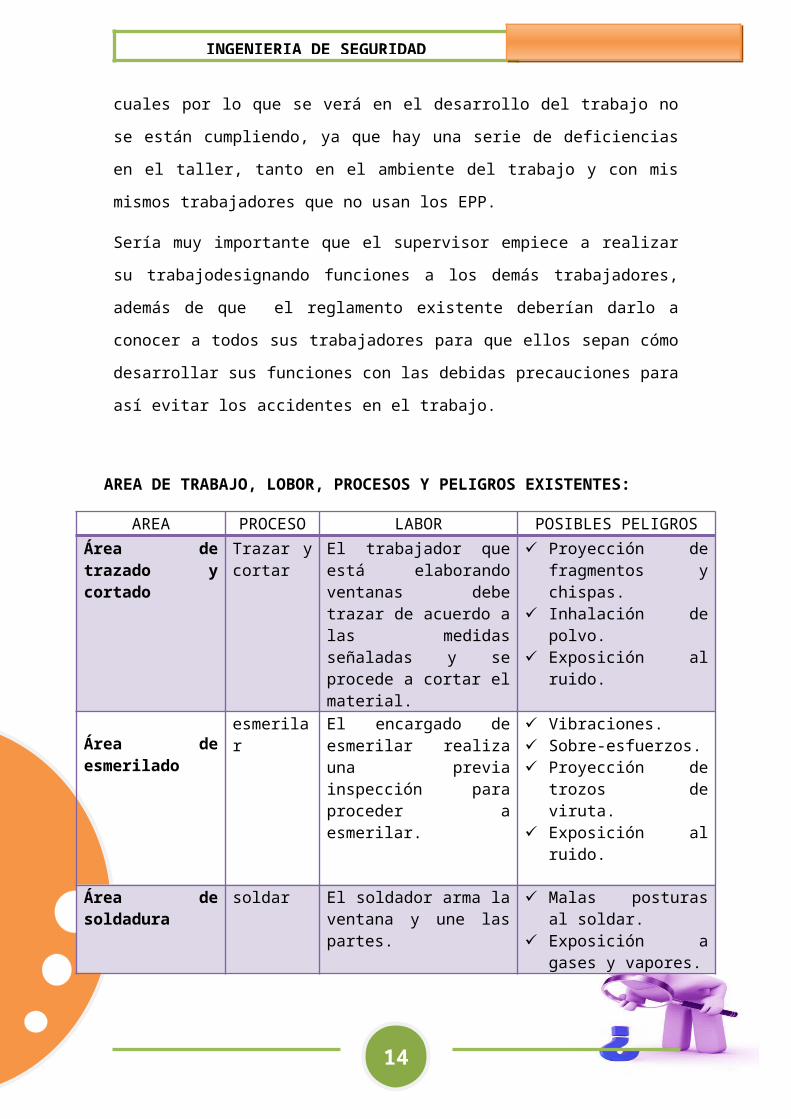
AREA DE TRABAJO, LOBOR, PROCESOS Y PELIGROS EXISTENTES:
AREA PROCESO LABOR POSIBLES PELIGROSÁrea de trazado y cortado
Trazar y cortar
El trabajador que está elaborando ventanas debe trazar de acuerdo a las medidas señaladas y se procede a cortar el material.
Proyección de fragmentos y chispas.
Inhalación de polvo.
Exposición al ruido.
Área de esmerilado
esmerilar El encargado de esmerilar realiza una previa inspección para proceder a esmerilar.
Vibraciones. Sobre-esfuerzos. Proyección de
trozos de viruta. Exposición al ruido.
Área de soldadura
soldar El soldador arma la ventana y une las partes.
Malas posturas al soldar.
Exposición a gases y vapores.
Exposición al ruido.
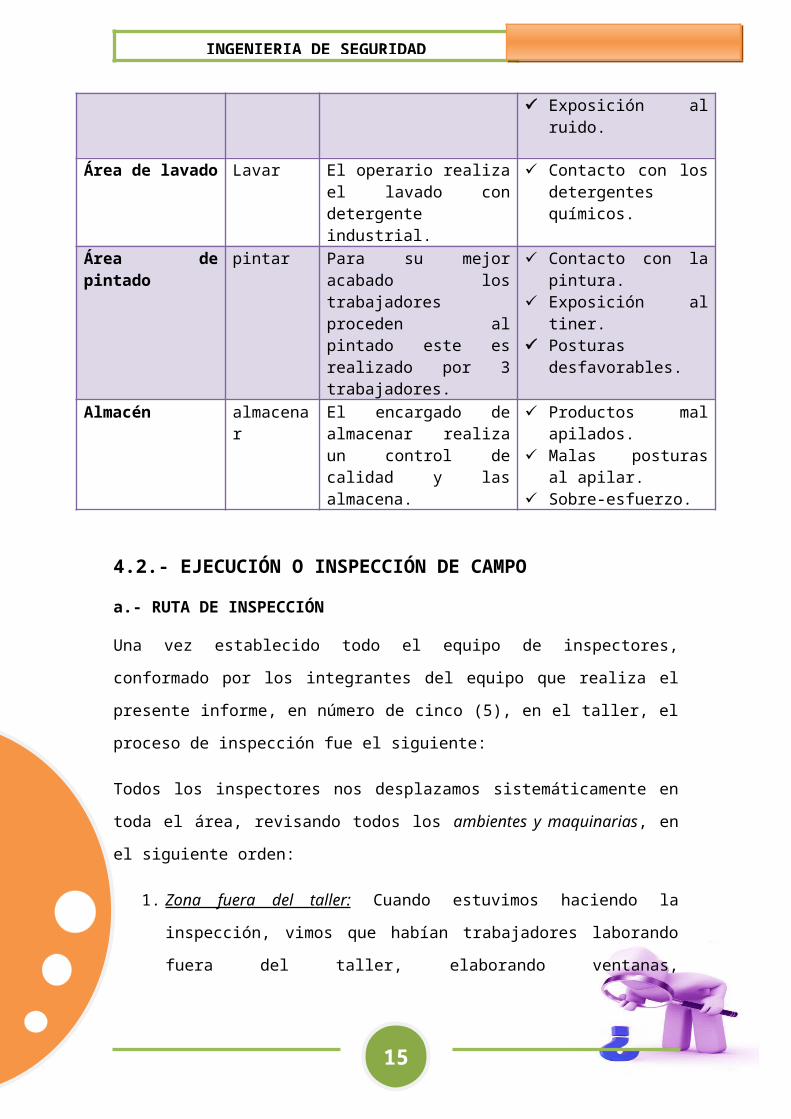
Área de lavado
Lavar El operario realiza el lavado con detergente industrial.
Contacto con los detergentes químicos.
Área de pintado
pintar Para su mejor acabado los trabajadores proceden al pintado este es realizado por 3 trabajadores.
Contacto con la pintura.
Exposición al tiner. Posturas
desfavorables.
Almacén almacenar
El encargado de almacenar realiza un control de calidad y las almacena.
Productos mal apilados.
Malas posturas al apilar.
Sobre-esfuerzo.
4.2.- EJECUCIÓN O INSPECCIÓN DE CAMPO
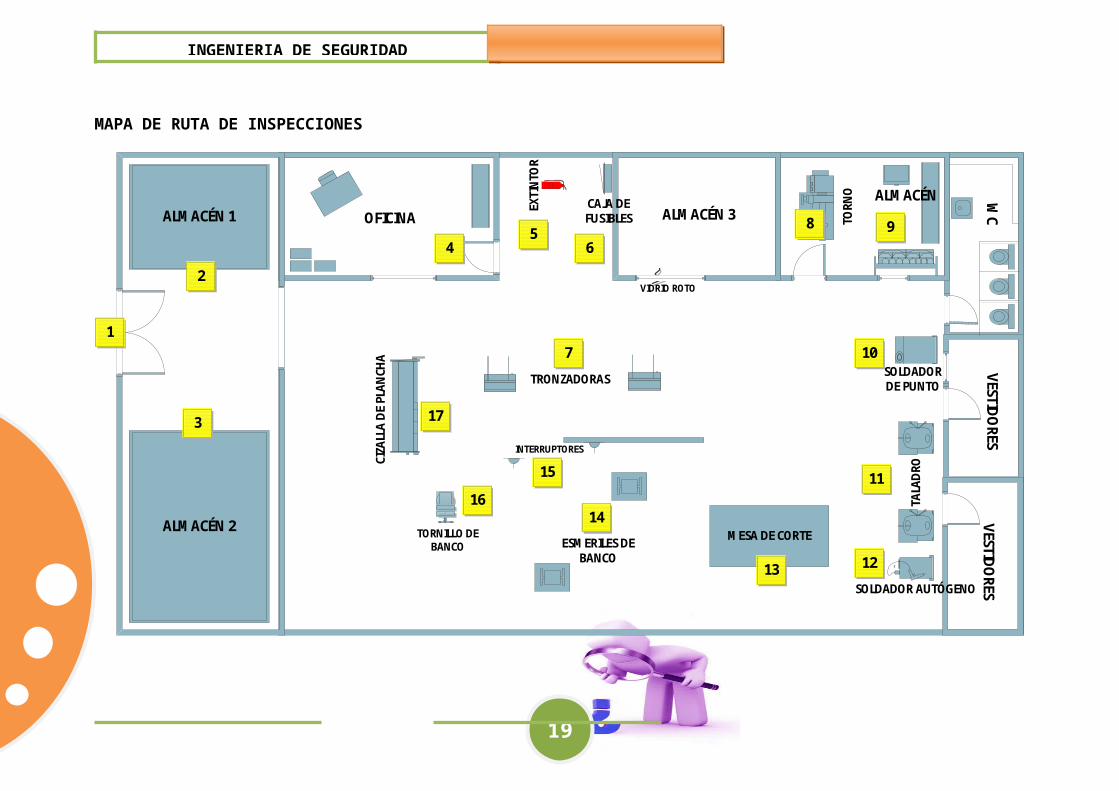
a.- RUTA DE INSPECCIÓN
INGENIERIA DE SEGURIDAD
13
Una vez establecido todo el equipo de inspectores, conformado por
los integrantes del equipo que realiza el presente informe, en número
de cinco (5), en el taller, el proceso de inspección fue el siguiente:
Todos los inspectores nos desplazamos sistemáticamente en toda el
área, revisando todos los ambientes y maquinarias, en el siguiente
orden:
1. Zona fuera del taller: Cuando estuvimos haciendo la
inspección, vimos que habían trabajadores laborando fuera del
taller, elaborando ventanas, específicamente en ese momento
estaban lijando y pintando dichas ventanas.
2. Almacén 1: En este almacén se tienen estructuras de carpetas,
se observó una falta de orden en dicho almacén, ya que todo
se encontraba en hacinamiento.
3. Almacén 2: Éste es un almacén de materiales diversos, los
cuales, al igual que el otro almacén estaban desordenados,
encontrándose en hacinamiento.
4. Oficina: Aquí es donde se dan los procedimientos
administrativos, donde se guarda la documentación del taller,
se encontró unas cajas apiladas de materiales lo cual no
corresponde allí.
5. Extintor: Se verifico el extintor, el cual como se vio no se
encuentra a la altura especificada por ley, lo cual es una
condición estándar, además de ser el único extintor con el que
se cuenta.
6. Caja de fusibles: Es la parte donde se encuentran todos los
mandos y llaves eléctricas del taller, pudimos observar una
sobrecarga de cables, lo cual es un peligro latente, tanto de
incendio como de descarga eléctrica.
7. Tronzadoras: En número de dos (2), estás maquinas se
encuentran rodeadas de tubos y varillas metálicas, las cuales
algunas ya están cortadas y otras esperando por ser cortadas.
INGENIERIA DE SEGURIDAD
14
8. Torno: El torno se encuentra en un ambiente cerrado, se pudo
observar falta de limpieza, ya que encontramos rebaba y
limaduras metálicas.
9. Almacén 4: Este almacén se encuentra en el mismo ambiente
del torno, se puede observar hacinamiento y falta de limpieza.
10. Soldador de punto: Esta máquina se encuentra cerca del
servicio higiénico, y existe falta de orden alrededor de ella, ya
que se observaron placas soldadas en el piso circundante a
ella.
11. Taladros: En número de dos (2) estas máquinas se
encuentran rodeadas de rebaba de los trabajos que se
realizaron con anterioridad, denotando falta de limpieza en
ellas.
12. Soldador autógeno: Se observó una máquina de soldar,
alrededor de la cual se encontraban desechos de electrodos
que ya quedaron inservibles.
13. Mesa de corte: Mesa de aproximadamente 1,5 x 2,5
metros, en la cual se observó acumulación de partículas
metálicas en su superficie, así como algunas herramientas,
denotando falta de limpieza y orden en ella.
14. Esmeriles de banco: En número de dos (2), se vio algo
positivo, al saber que se acumulaba, aunque no de la manera
correcta, la limadura que se arroja producto del uso de esta
máquina.
15. Interruptores: Se vio sobrecarga de cables, así como que
no se utilizan enchufes correctos, ya que muchos son solo un
par de cables.
16. Tornillo de banco: Alrededor de esta herramienta se
observó gran cantidad de varillas y tubos de metal.
17. Cizalla de plancha: En esta máquina se observó gran
cantidad de pedazos de planchas metálicas.
INGENIERIA DE SEGURIDAD
15
MAPA DE RUTA DE INSPECCIONES
EXTI
NTO
RMESA DE CORTE
OFICINACAJA DE FUSIBLES
SOLDADOR DE PUNTO
TALA
DRO
SOLDADOR AUTÓGENO
WC
TRONZADORAS
ESMERILES DE BANCO
VESTIDO
RESVESTID
ORES
ALMACÉN 3
CIZA
LLA
DE
PLAN
CHA
TORNILLO DE BANCO
ALMACÉNALMACÉN 1
ALMACÉN 2
INTERRUPTORES
TORN
O
VIDRIO ROTO
1
3
45
6
8 9
10
11
1213
14
7
15
16
17
2
INGENIERIA DE SEGURIDAD
16
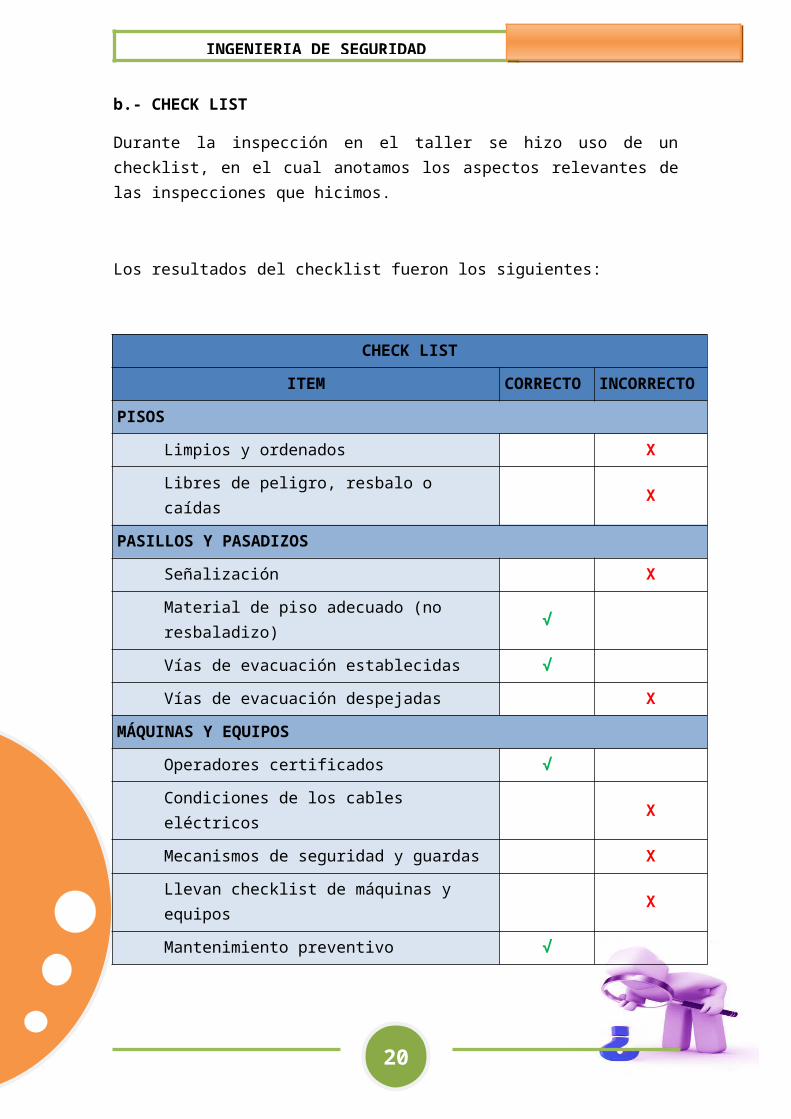
b.- CHECK LIST
Durante la inspección en el taller se hizo uso de un checklist, en el cual anotamos los aspectos relevantes de las inspecciones que hicimos.
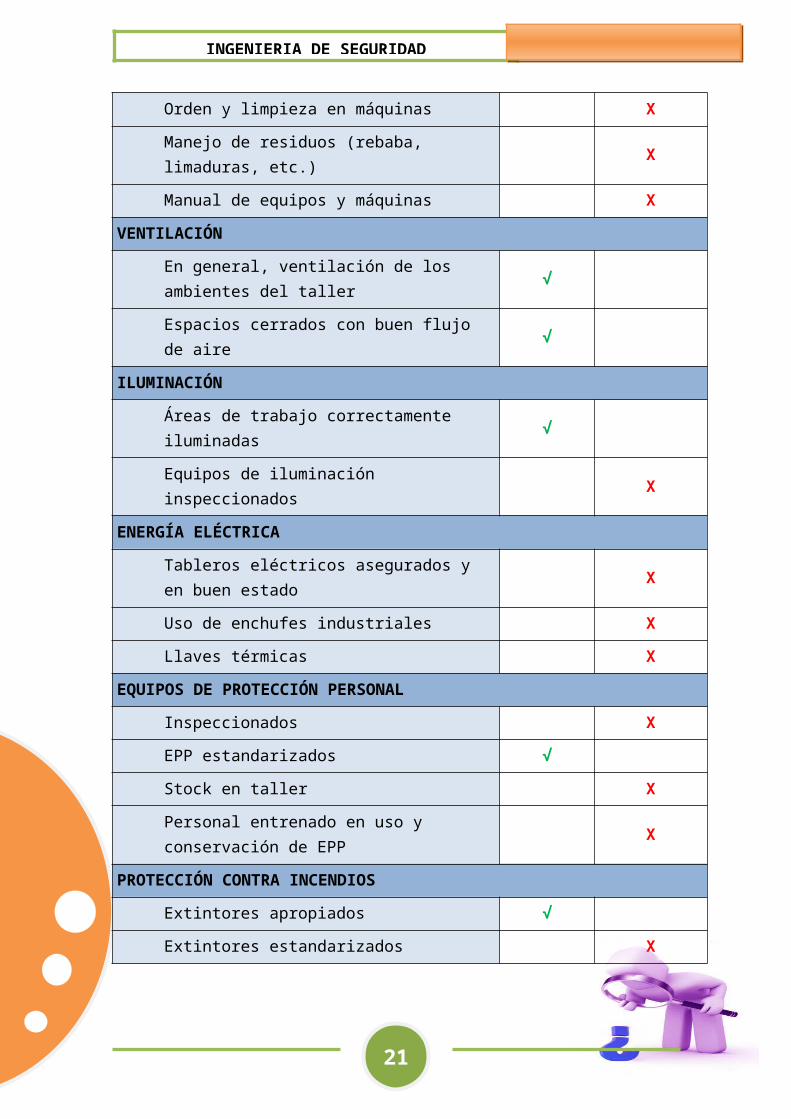
Los resultados del checklist fueron los siguientes:
CHECK LIST
ITEMCORRECTO
INCORRECTO
PISOS
Limpios y ordenados X
Libres de peligro, resbalo o caídas X
PASILLOS Y PASADIZOS
Señalización X
Material de piso adecuado (no resbaladizo)
√
Vías de evacuación establecidas √
Vías de evacuación despejadas X
MÁQUINAS Y EQUIPOS
Operadores certificados √
Condiciones de los cables eléctricos X
Mecanismos de seguridad y guardas X
Llevan checklist de máquinas y equipos X
Mantenimiento preventivo √
Orden y limpieza en máquinas X
Manejo de residuos (rebaba, limaduras, etc.)
X
Manual de equipos y máquinas X
VENTILACIÓN
INGENIERIA DE SEGURIDAD
17
En general, ventilación de los ambientes del taller
√
Espacios cerrados con buen flujo de aire √
ILUMINACIÓN
Áreas de trabajo correctamente iluminadas
√
Equipos de iluminación inspeccionados X
ENERGÍA ELÉCTRICA
Tableros eléctricos asegurados y en buen estado
X
Uso de enchufes industriales X
Llaves térmicas X
EQUIPOS DE PROTECCIÓN PERSONAL
Inspeccionados X
EPP estandarizados √
Stock en taller X
Personal entrenado en uso y conservación de EPP
X
PROTECCIÓN CONTRA INCENDIOS
Extintores apropiados √
Extintores estandarizados X
Extintores señalizados correctamente X
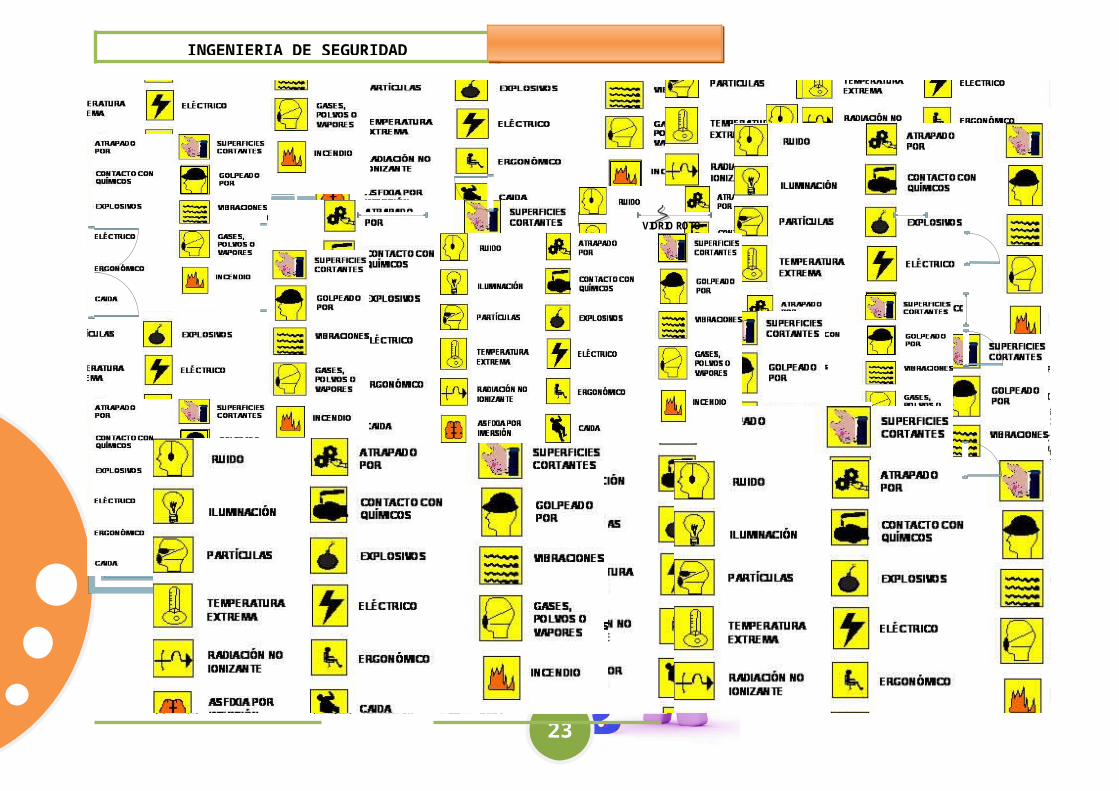
c.- MAPA DE RIESGOS
Para la mejor comprensión de los peligros y riesgos existentes dentro de la planta se ha elaborado un mapa de riesgos, del cual podemos decir que como se ve en la mayoría de casos se repite el probable incidente/contacto Tocado por, lo cual hace necesario el uso de casco dentro del taller. Igualmente para algunas operaciones es necesario el uso de determinados EPP.
El mapa de riesgos elaborado es el siguiente:
INGENIERIA DE SEGURIDAD
18
INGENIERIA DE SEGURIDAD
19
EXTI
NTO
R
MESA DE CORTE
OFICINACAJA DE FUSIBLES
SOLDADOR DE PUNTO
TALA
DRO
SOLDADOR AUTÓGENO
WC
TRONZADORAS
ESMERIL DE BANCO
VESTIDO
RESVESTID
ORES
ALMACÉN
CIZA
LLA
DE
PLAN
CHA
TORNILLO DE BANCO
ESMERIL DE BANCO
ALMACÉNALMACÉN
ALMACÉN
INTERRUPTORES
TORN
O
VIDRIO ROTO
INGENIERIA DE SEGURIDAD
20
INGENIERIA DE SEGURIDAD
21
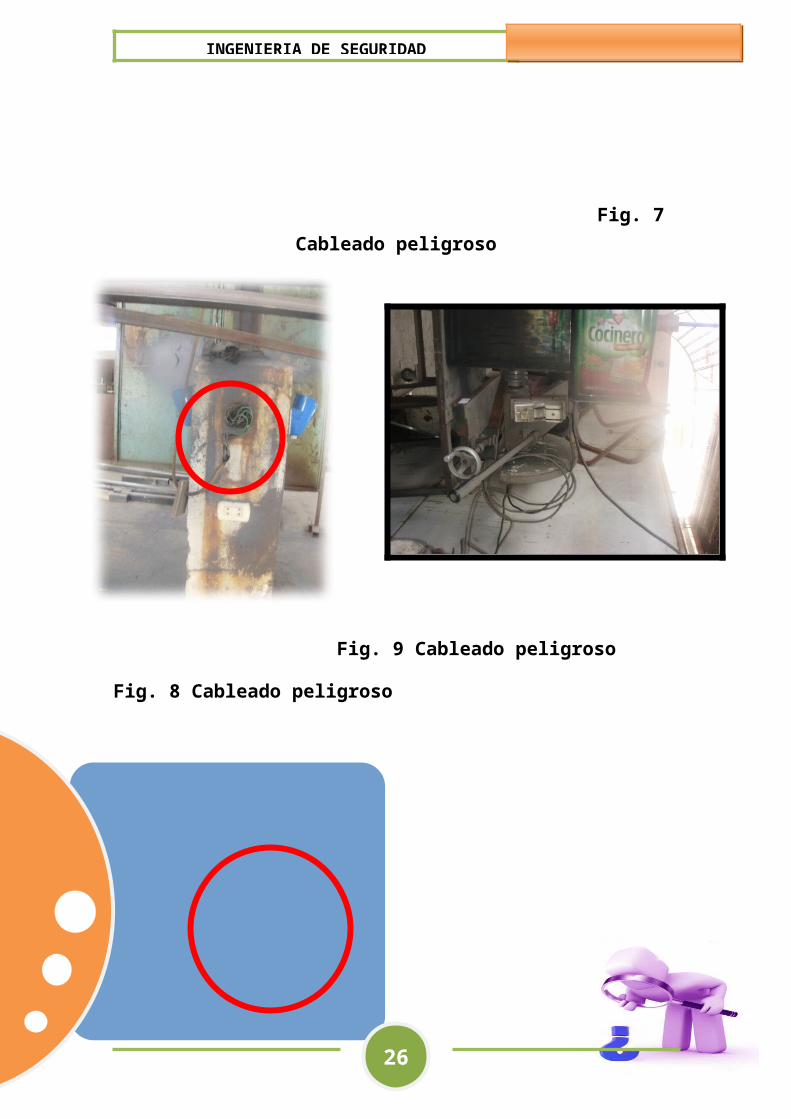
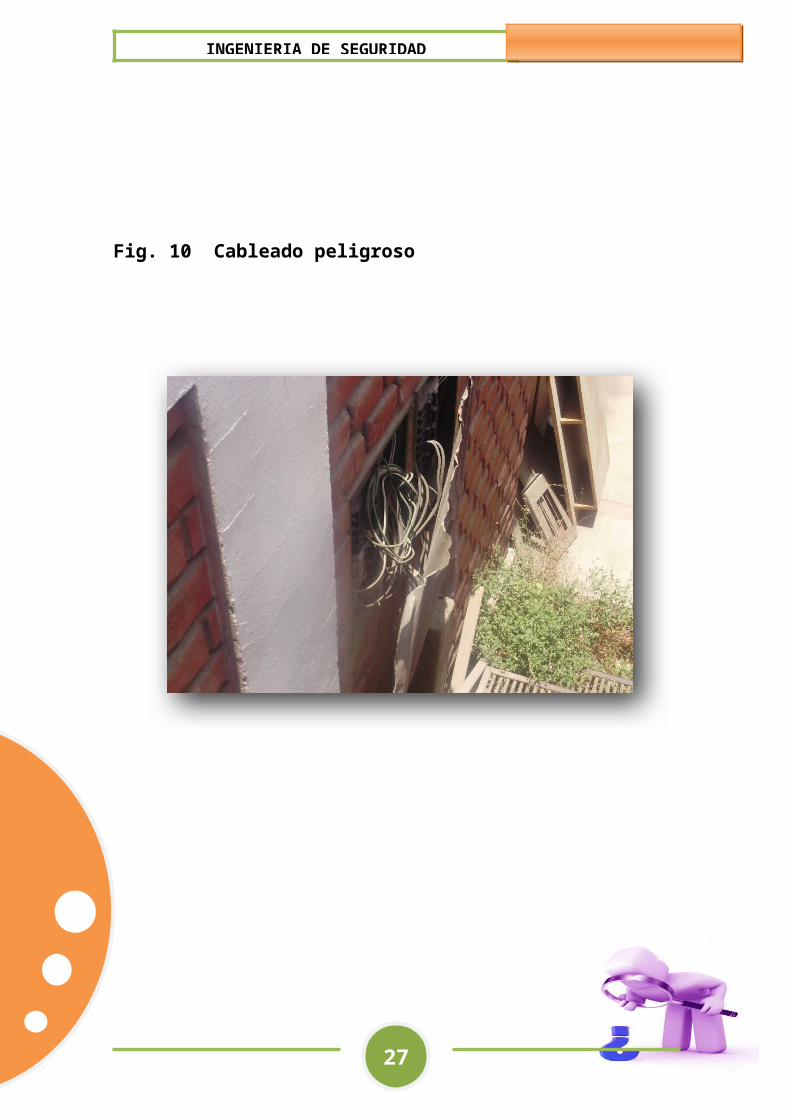
d.- IDENTIFICACION DE PELIGROS CRITICOS (Ítems urgentes que
requieren de atención inmediata):
Al momento de realizar la inspección identificamos y registramos los
peligros visibles, dentro de los cuales había peligros críticos sobre los
cuales alertamos al supervisor en este caso el jefe del taller
metalmecánico para que tome acciones inmediatas, como podemos
ver lo mas critico fue el cableado de toda la zona, los tomacorrientes
y los cables que no estaban instalados de la manera adecuada, lo que
podría alterara contra la integridad del operario de las instalaciones y
de la producción. Aquí tomamos unas fotos:
Fig. 7 Cableado peligroso

INGENIERIA DE SEGURIDAD
22
Fig. 9 Cableado peligroso
Fig. 8 Cableado peligroso
Fig. 10 Cableado peligroso
INGENIERIA DE SEGURIDAD
23
INGENIERIA DE SEGURIDAD
24
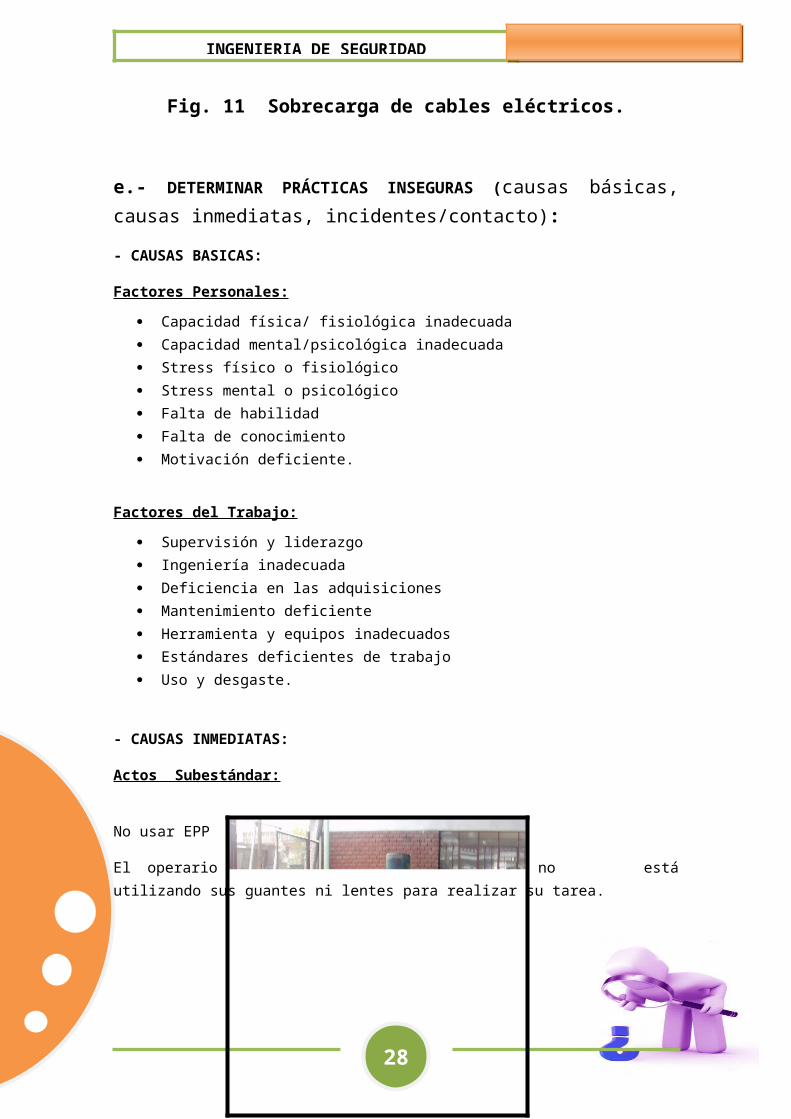
Fig. 11 Sobrecarga de cables eléctricos.
e.- DETERMINAR PRÁCTICAS INSEGURAS (causas básicas, causas inmediatas, incidentes/contacto):
- CAUSAS BASICAS:
Factores Personales:
Capacidad física/ fisiológica inadecuada Capacidad mental/psicológica inadecuada Stress físico o fisiológico Stress mental o psicológico Falta de habilidad Falta de conocimiento Motivación deficiente.
Factores del Trabajo:
Supervisión y liderazgo Ingeniería inadecuada Deficiencia en las adquisiciones Mantenimiento deficiente Herramienta y equipos inadecuados Estándares deficientes de trabajo Uso y desgaste.
- CAUSAS INMEDIATAS:
Actos Subestándar:
No usar EPP
El operario no está utilizando sus guantes ni lentes para realizar su tarea.

INGENIERIA DE SEGURIDAD
25
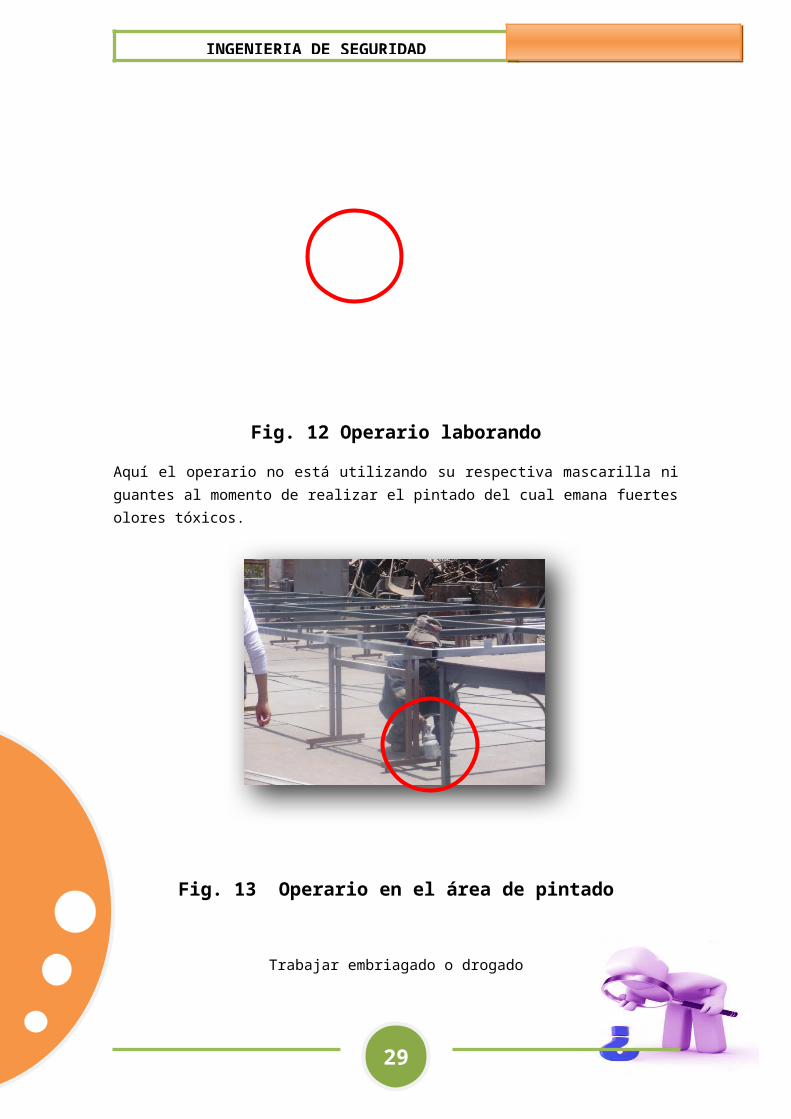
Fig. 12 Operario laborando
Aquí el operario no está utilizando su respectiva mascarilla ni guantes al momento de realizar el pintado del cual emana fuertes olores tóxicos.
Fig. 13 Operario en el área de pintado
Trabajar embriagado o drogado
INGENIERIA DE SEGURIDAD
26
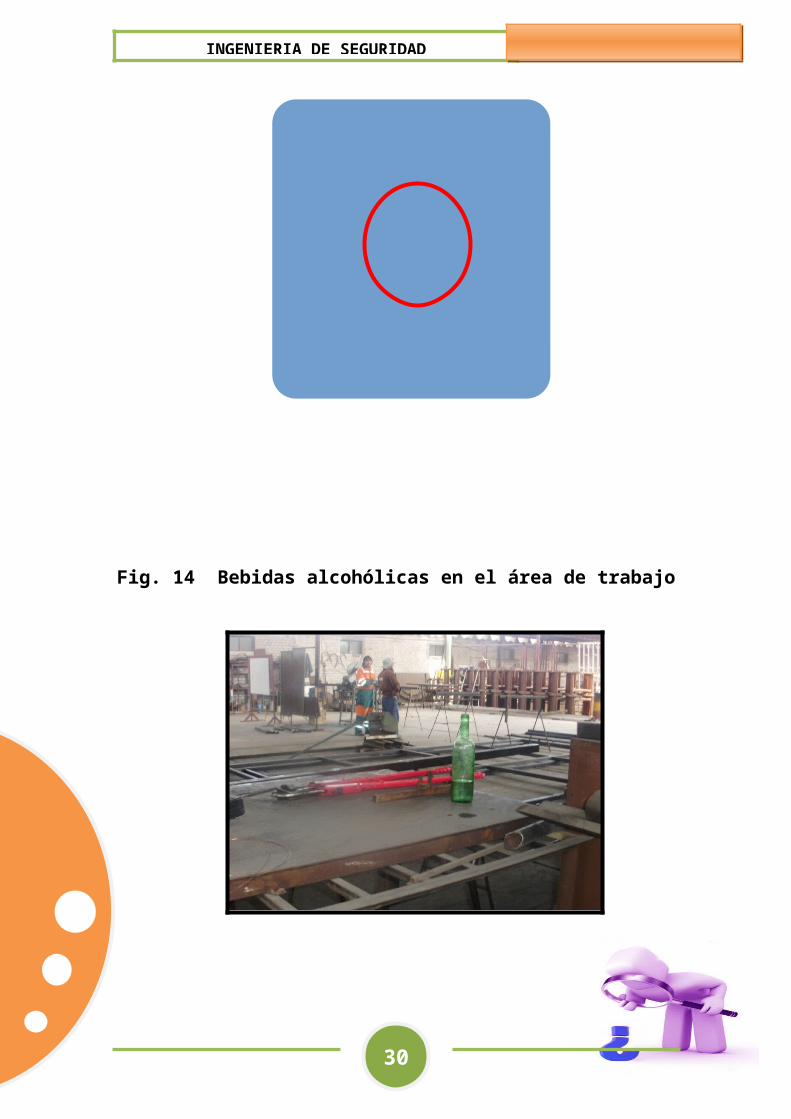
Fig. 14 Bebidas alcohólicas en el área de trabajo
Fig. 15 Bebidas alcohólicas en el área de trabajo
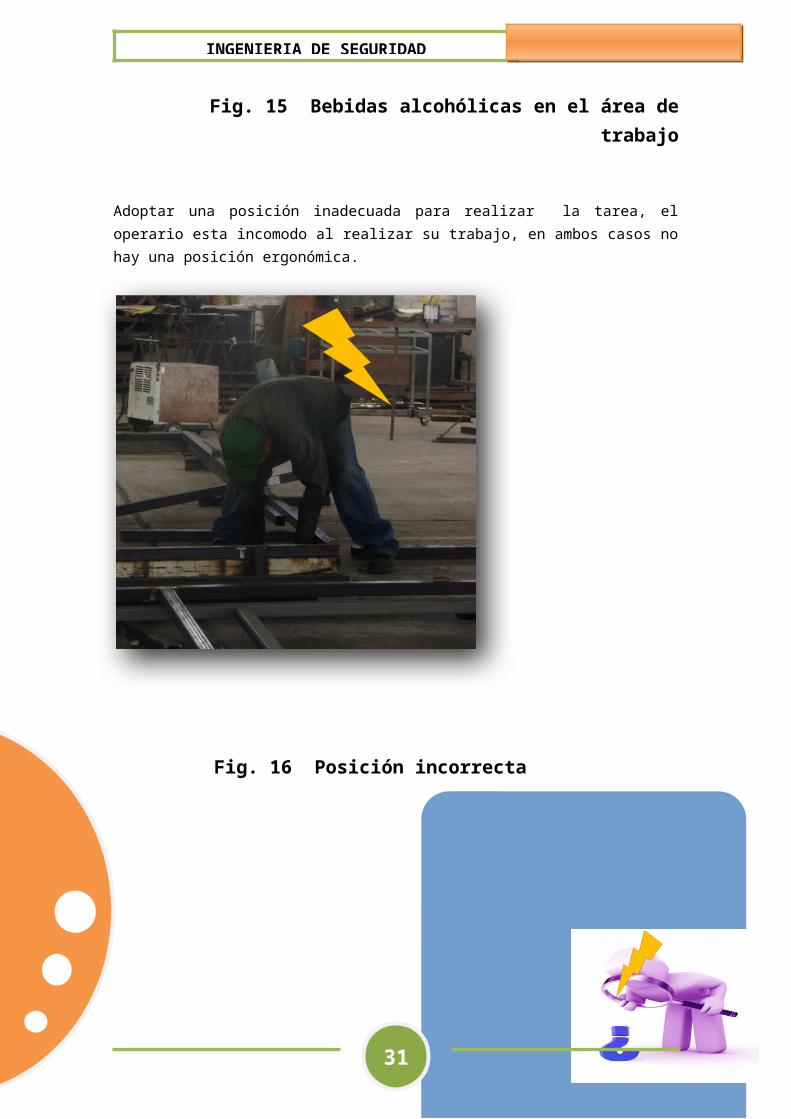
Adoptar una posición inadecuada para realizar la tarea, el operario esta incomodo al realizar su trabajo, en ambos casos no hay una posición ergonómica.
INGENIERIA DE SEGURIDAD
27
Fig. 16 Posición incorrecta
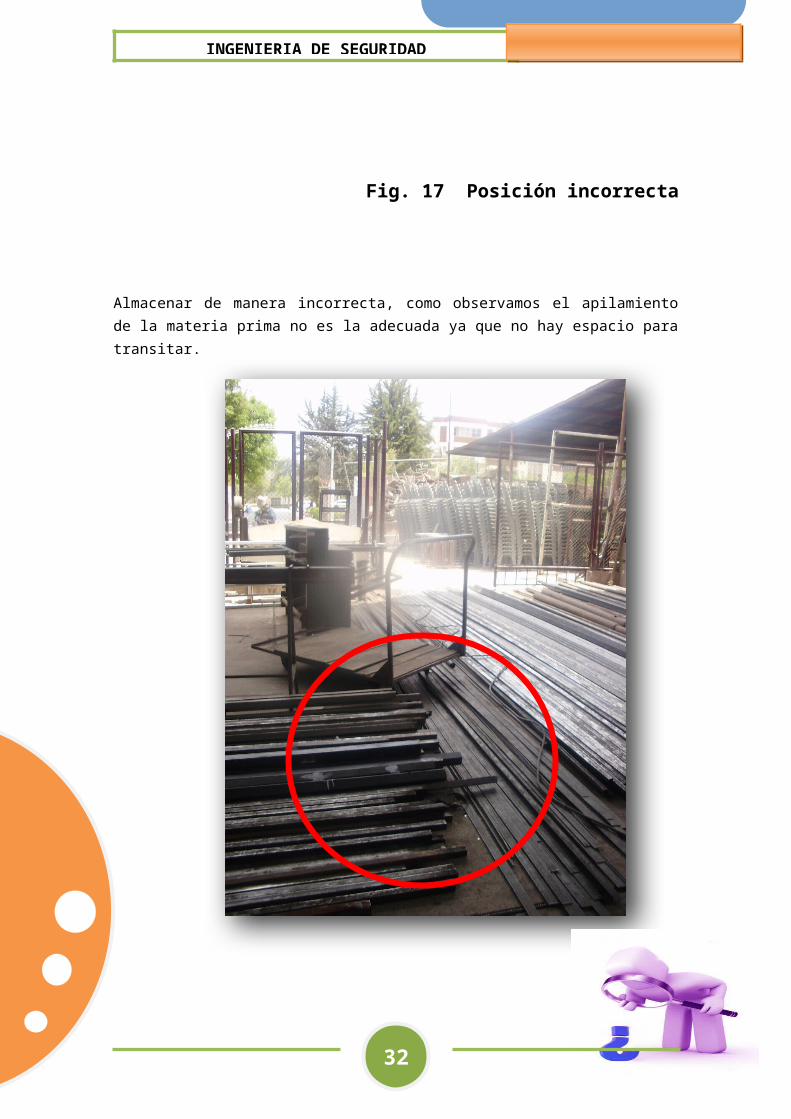
Fig. 17 Posición incorrecta
Almacenar de manera incorrecta, como observamos el apilamiento de la materia prima no es la adecuada ya que no hay espacio para transitar.
INGENIERIA DE SEGURIDAD
28
Fig. 18 Materia Prima
Condiciones Subestándar:
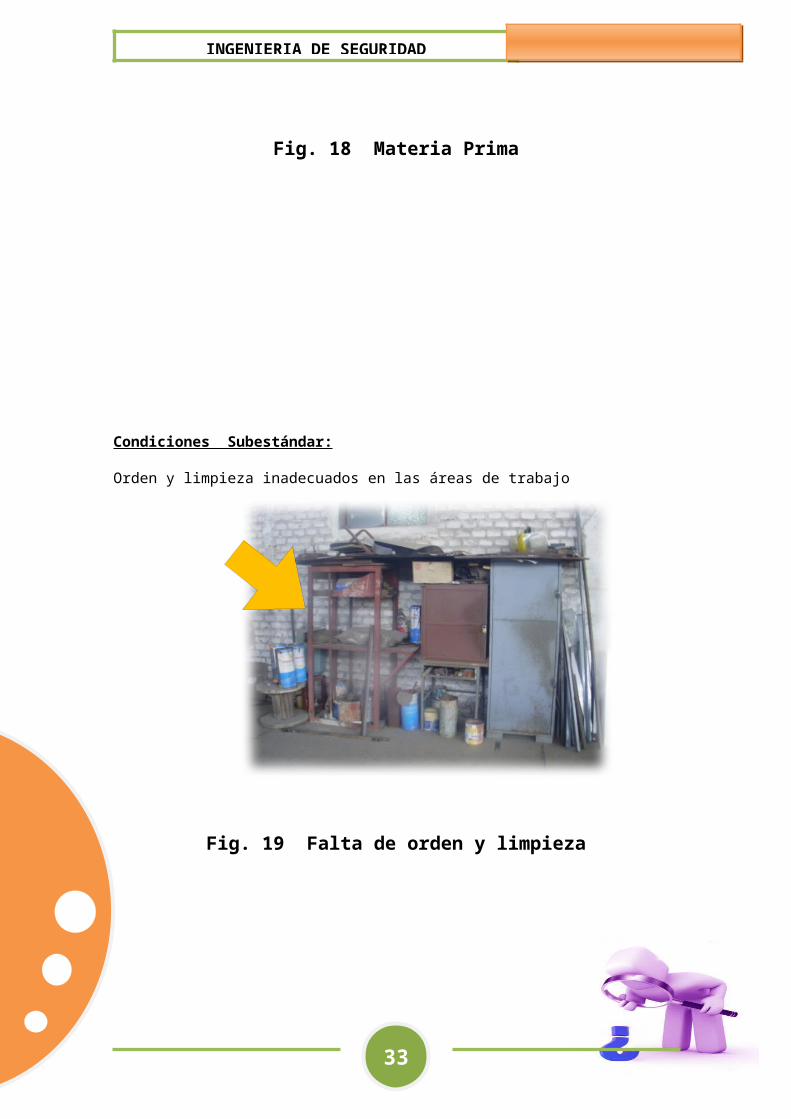
Orden y limpieza inadecuados en las áreas de trabajo
INGENIERIA DE SEGURIDAD
29
Fig. 19 Falta de orden y limpieza
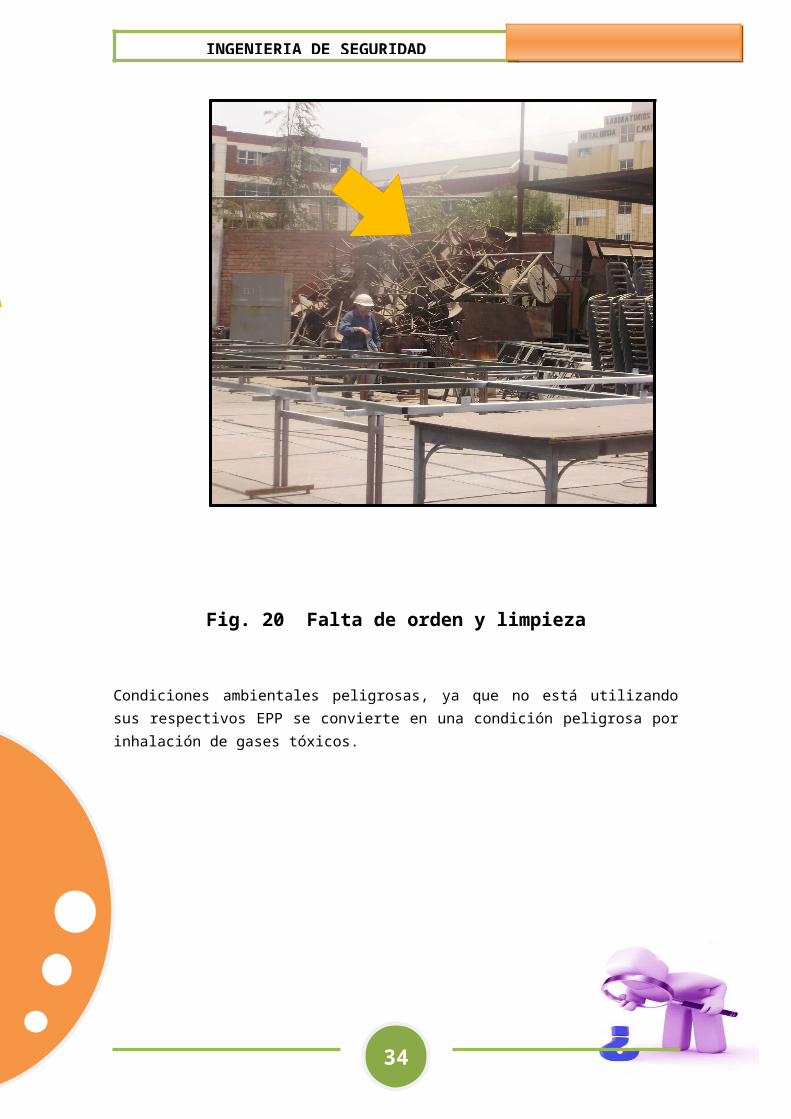
Fig. 20 Falta de orden y limpieza
Condiciones ambientales peligrosas, ya que no está utilizando sus respectivos EPP se convierte en una condición peligrosa por inhalación de gases tóxicos.
INGENIERIA DE SEGURIDAD
30
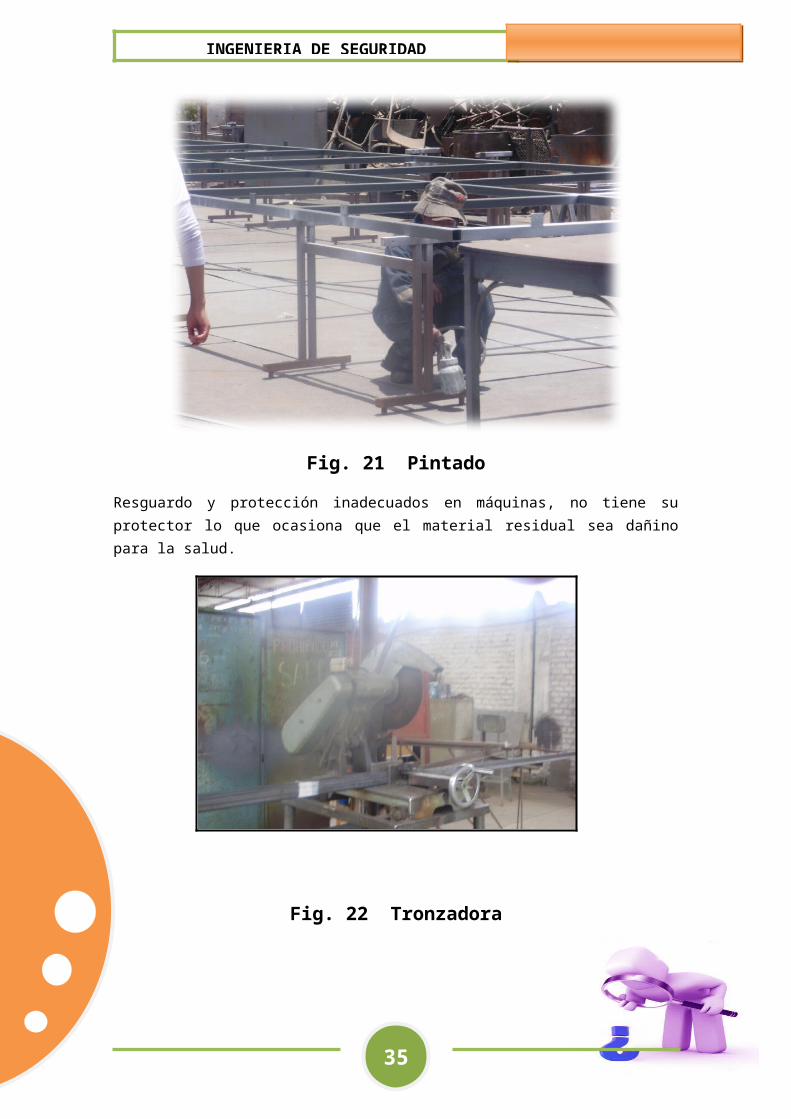
Fig. 21 Pintado
Resguardo y protección inadecuados en máquinas, no tiene su protector lo que ocasiona que el material residual sea dañino para la salud.
Fig. 22 Tronzadora
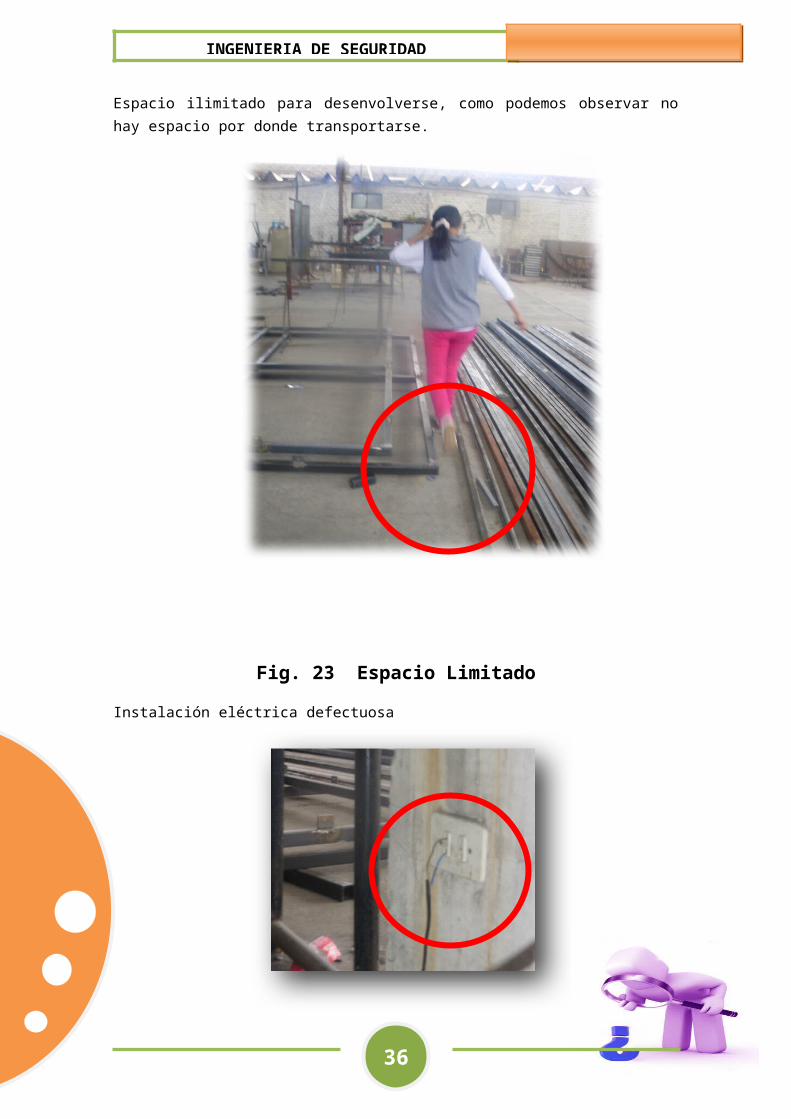
Espacio ilimitado para desenvolverse, como podemos observar no hay espacio por donde transportarse.
INGENIERIA DE SEGURIDAD
31
Fig. 23 Espacio Limitado
Instalación eléctrica defectuosa
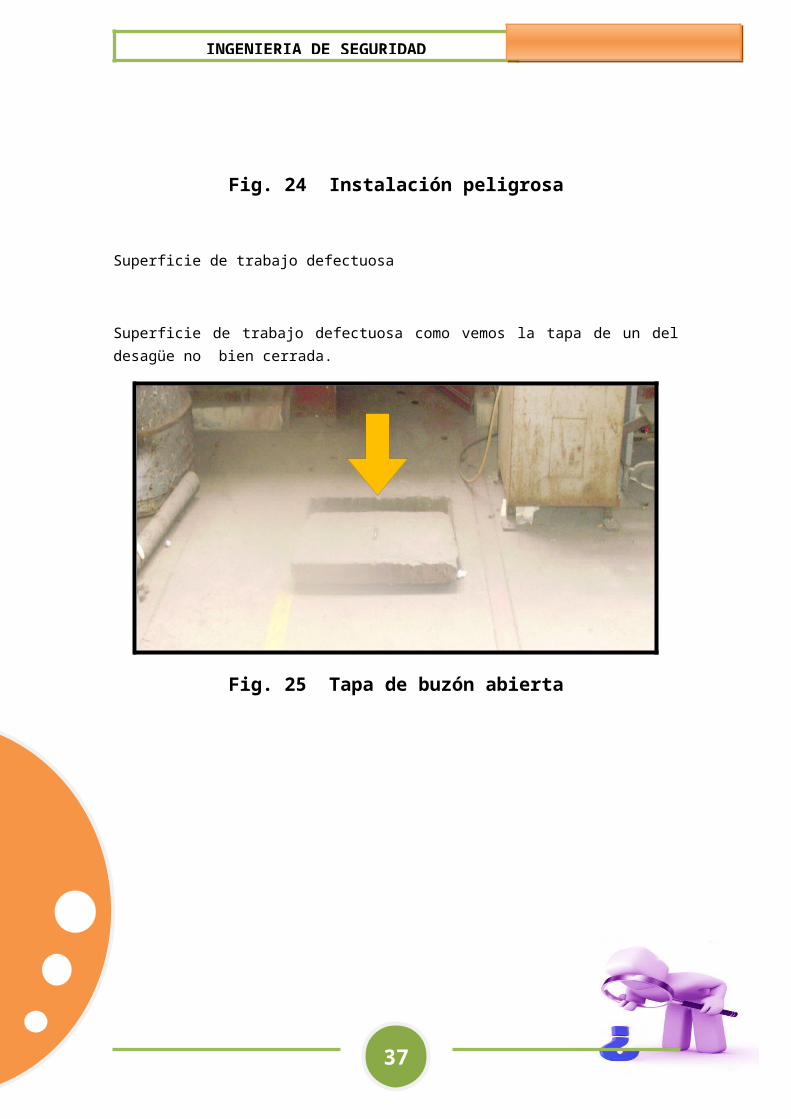
Fig. 24 Instalación peligrosa
Superficie de trabajo defectuosa
INGENIERIA DE SEGURIDAD
32
Superficie de trabajo defectuosa como vemos la tapa de un del desagüe no bien cerrada.
Fig. 25 Tapa de buzón abierta
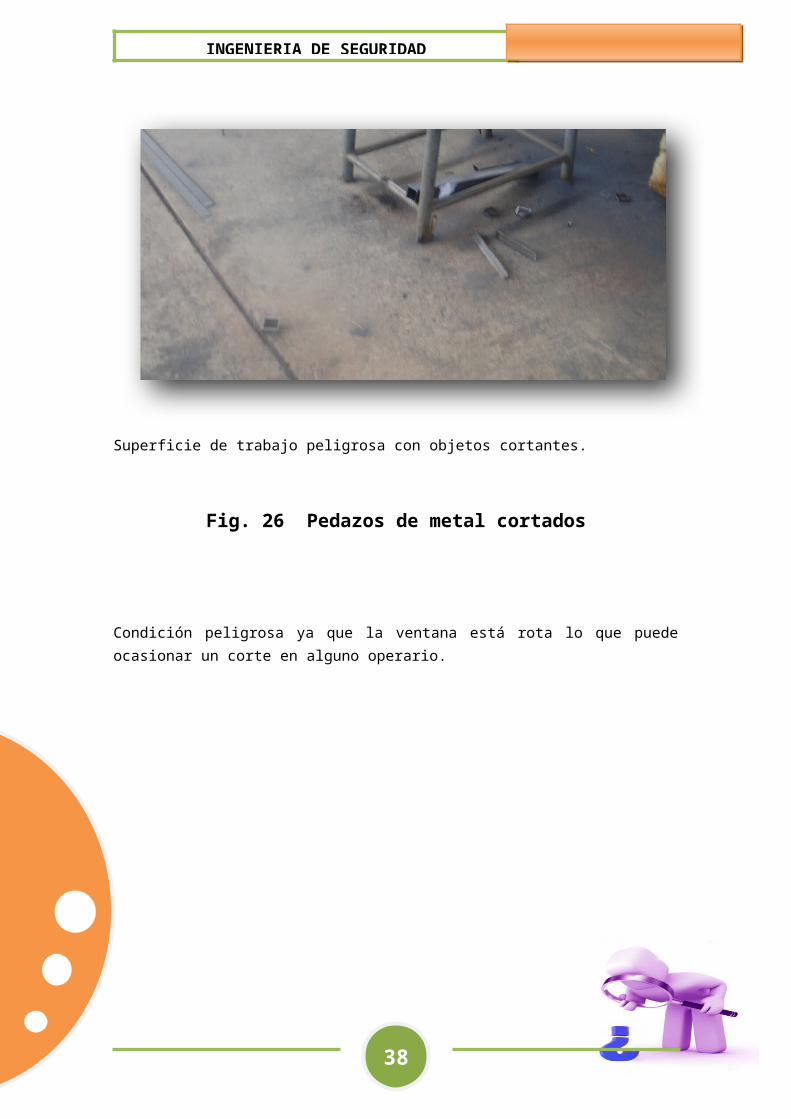
Superficie de trabajo peligrosa con objetos cortantes.
Fig. 26 Pedazos de metal cortados
INGENIERIA DE SEGURIDAD
33
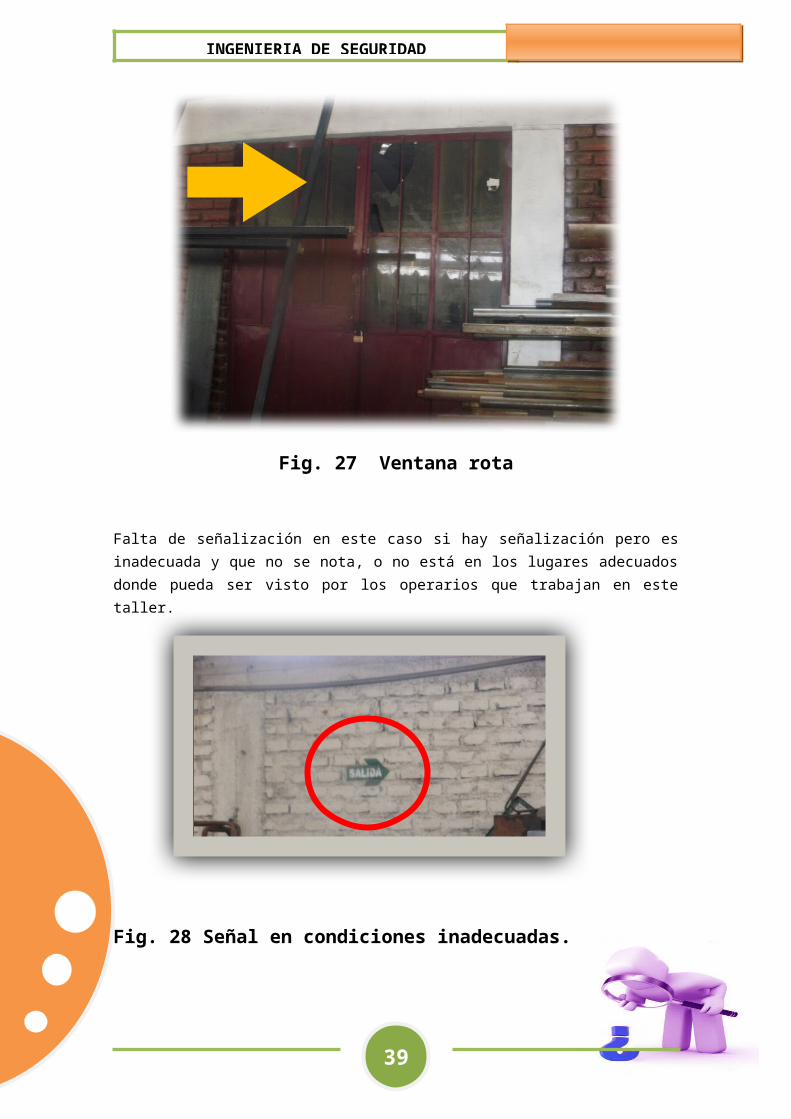
Condición peligrosa ya que la ventana está rota lo que puede ocasionar un corte en alguno operario.
Fig. 27 Ventana rota
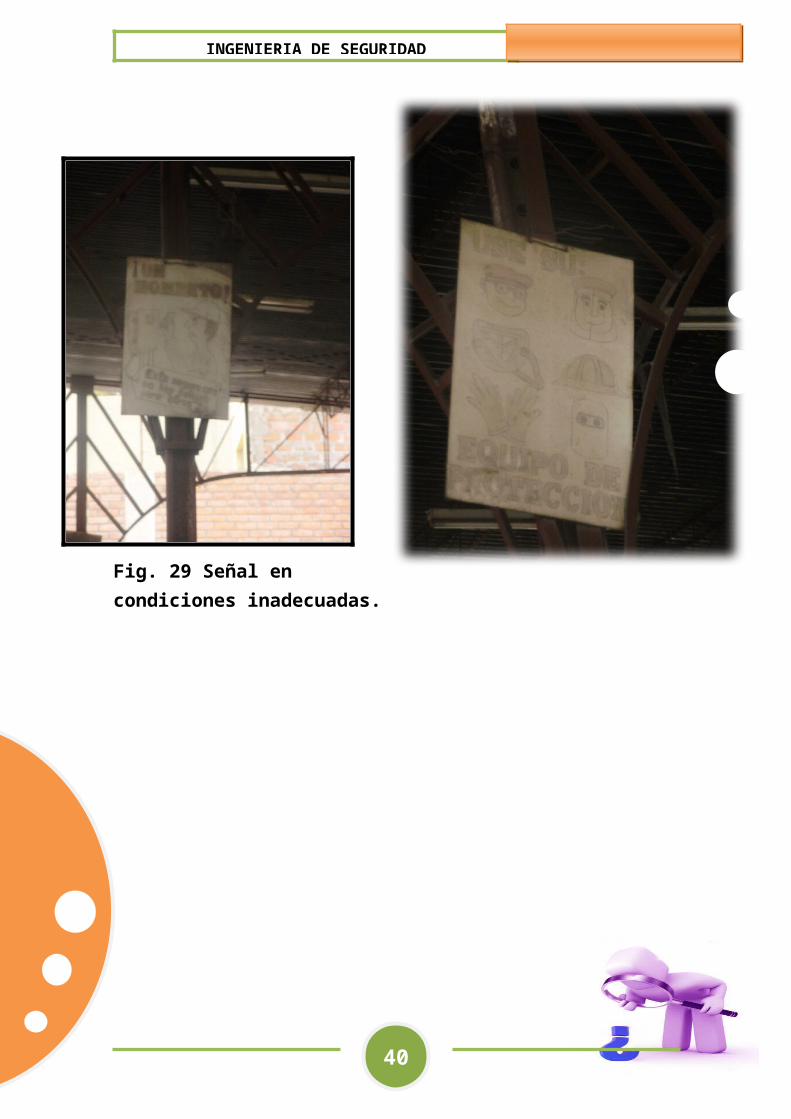
Falta de señalización en este caso si hay señalización pero es inadecuada y que no se nota, o no está en los lugares adecuados donde pueda ser visto por los operarios que trabajan en este taller.
Fig. 28 Señal en condiciones inadecuadas.
INGENIERIA DE SEGURIDAD
34
Fig. 29 Señal en condiciones inadecuadas.
INGENIERIA DE SEGURIDAD
35
No señalizar ni avisar que hay un cableado detrás de la calamina
Fig. 30 Señal en condiciones inadecuadas.
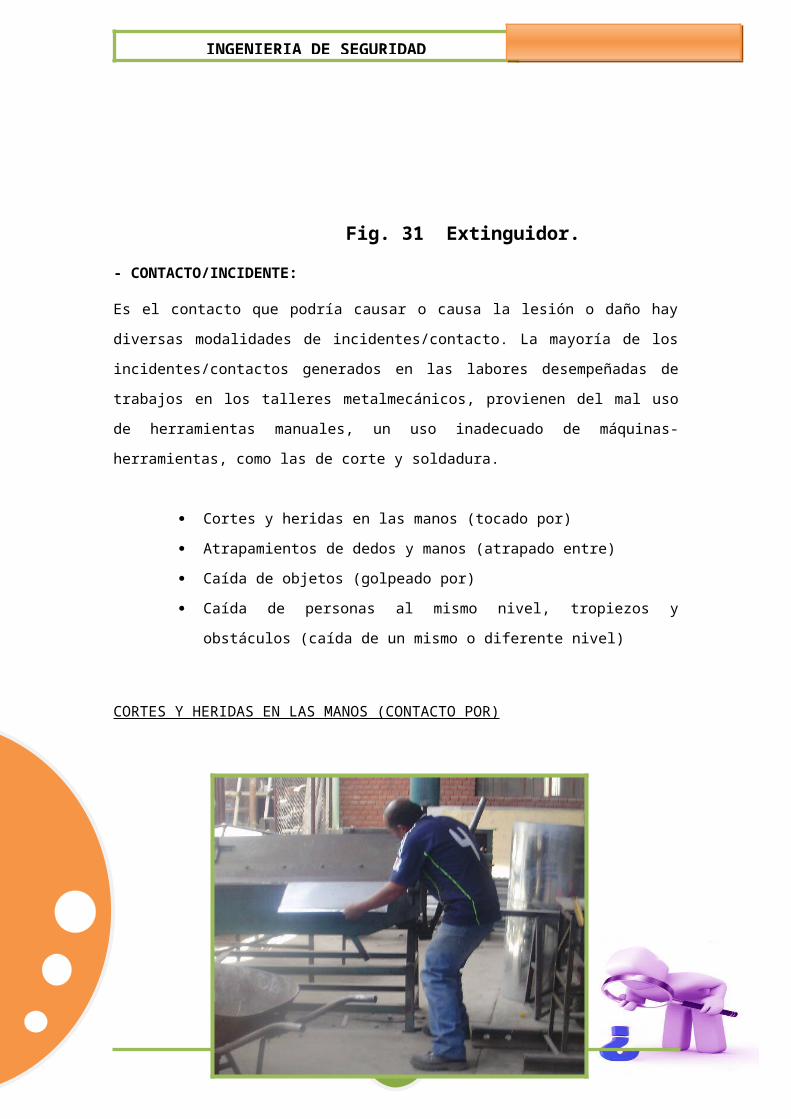
Existencia de extinguidores pero no la cantidad adecuado y la instalación de estos no está en la altura establecida.
INGENIERIA DE SEGURIDAD
36
Fig. 31 Extinguidor.
- CONTACTO/INCIDENTE:
Es el contacto que podría causar o causa la lesión o daño hay diversas
modalidades de incidentes/contacto. La mayoría de los incidentes/contactos
generados en las labores desempeñadas de trabajos en los talleres
metalmecánicos, provienen del mal uso de herramientas manuales, un uso
inadecuado de máquinas-herramientas, como las de corte y soldadura.
Cortes y heridas en las manos (tocado por)
Atrapamientos de dedos y manos (atrapado entre)
Caída de objetos (golpeado por)
Caída de personas al mismo nivel, tropiezos y obstáculos (caída
de un mismo o diferente nivel)
CORTES Y HERIDAS EN LAS MANOS (CONTACTO POR)
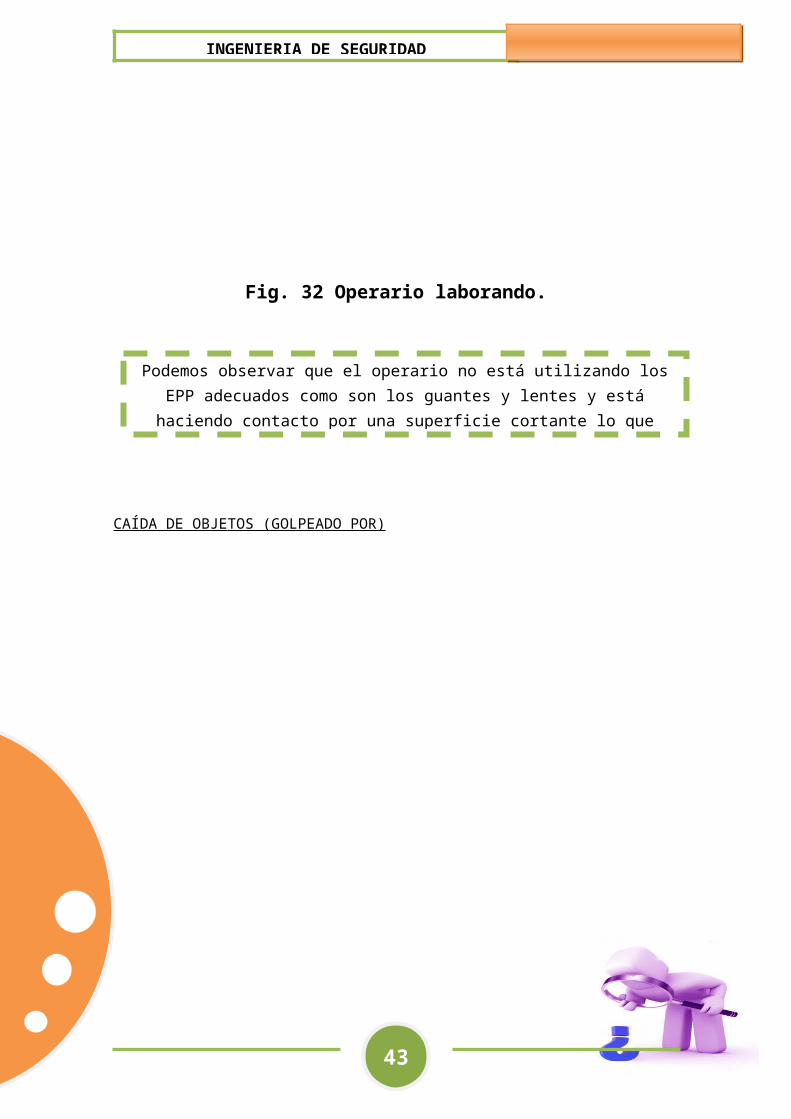
Fig. 32 Operario laborando.
Podemos observar que el operario no está utilizando los EPP adecuados como son los guantes y lentes y está haciendo contacto
por una superficie cortante lo que podría ocasionar cortes en las manos al manipularlo.
INGENIERIA DE SEGURIDAD
37
CAÍDA DE OBJE TOS (GOLPEADO POR)
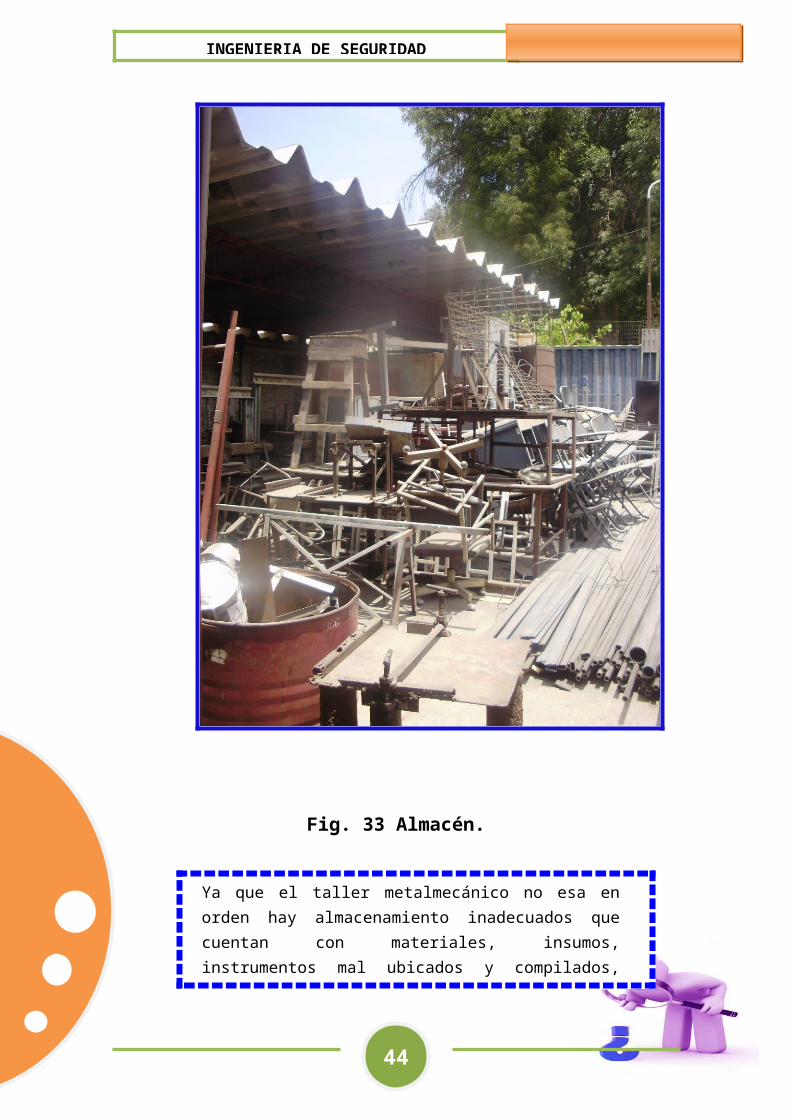
Fig. 33 Almacén.
Ya que el taller metalmecánico no esa en orden hay almacenamiento inadecuados que cuentan con materiales, insumos, instrumentos mal ubicados y compilados, podría causar la caída de estos objetos a los operarios y ocasionar graves accidentes.
INGENIERIA DE SEGURIDAD
38
CAÍDA DE PERSONAS AL MISMO NIVEL, TROPIEZOS Y OBSTÁCULOS (CAÍDA
DE UN NIVEL)
Fig. 34 Espacio Inadecuado
En ambos casos se puede ocasionar una caída del operario, uno porque el operario para llegar a su puesto de trabajo tiene q esquivar como vemos en este caso las varillas de fierro, y la otra foto cuando el operario quiere hacer uso de los servicios higiénicos tiene que esquivar la tapa del desagüe
INGENIERIA DE SEGURIDAD
39
f.- DETERMINACIÓN DE PRÁCTICAS POSITIVAS
El único hecho positivo que encontramos en el taller metalmecánico fue la inspección que se realizó al extinguidor el cual es cada 1 mes, lo cual nos pareció muy positivo a pesar de que no tenía señalización, no estaba en un lugar visible si ocurriera algún incendio y además que no se encontraba a la altura ya establecida, sino que estaba al nivel del suelo.
Fig. 35 Inspección del extinguidor
Fig. 36 Ubicación del extinguidor
Podemos observar aquí la fecha de inspección.
INGENIERIA DE SEGURIDAD
40
Fig. 37 Señalización
Como observamos no está a la altura ya establecida, sino que se encuentra al nivel del suelo
La señalización no se encuentra en el lugar adecuado para poder ubicar al extinguidor en caso de emergencia
de incendio.
INGENIERIA DE SEGURIDAD
41
4.3 EVALUACIÓN Y CLASIFICACIÓN DE LOS PELIGROS
La evaluación de riesgos es la actividad fundamental que la Ley
establece que debe llevarse a cabo inicialmente y cuando se efectúen
determinados cambios, para poder detectar los riesgos que puedan
existir en todos y cada uno de los puestos de trabajo de la empresa y
que puedan afectar a la seguridad y salud de los trabajadores
Se revisó con mayor atención:
Las instalaciones, las máquinas, los
equipos, las herramientas y los
productos empleados.
El entorno del lugar de trabajo.
La formación del personal y las pautas
de comportamiento a la hora de
realizar las tareas.
La adecuación de las medidas
preventivas y de los controles existentes.
El uso de EPP
4.3.1 PELIGROS
Concepto:Condición, fuente o situación con potencial de causar daño
a personas, daños a quipos o a estructuras, pérdida de material o
reducción de la capacidad de desarrollar una función específica
Los principales tipos de peligros son:
Operacionales
Físicos
Químicos
Físico – Químico
INGENIERIA DE SEGURIDAD
42
Biológicos
Ergonómicos
Eléctricos
Otros
Trabajos Peligrosos
4.3.2 RIESGOS
Concepto:Es la posibilidad de daño o pérdida, lo que incluye la
probabilidad de ocurrencia y severidad de las consecuencias del daño
o pérdida
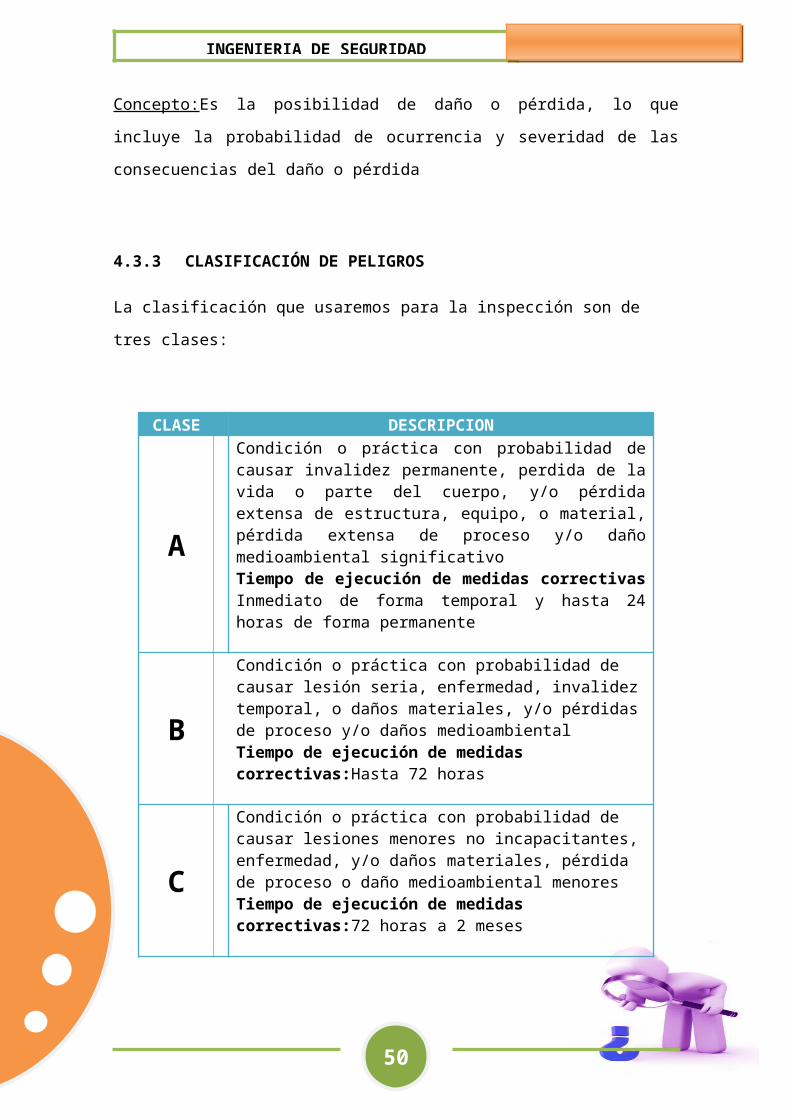
4.3.3 CLASIFICACIÓN DE PELIGROS
La clasificación que usaremos para la inspección son de tres clases:
CLASE DESCRIPCION
A
Condición o práctica con probabilidad de causar invalidez permanente, perdida de la vida o parte del cuerpo, y/o pérdida extensa de estructura, equipo, o material, pérdida extensa de proceso y/o daño medioambiental significativoTiempo de ejecución de medidas correctivas Inmediato de forma temporal y hasta 24 horas de forma permanente
B
Condición o práctica con probabilidad de causar lesión seria, enfermedad, invalidez temporal, o daños materiales, y/o pérdidas de proceso y/o daños medioambientalTiempo de ejecución de medidas correctivas:Hasta 72 horas
C Condición o práctica con probabilidad de causar lesiones menores no incapacitantes, enfermedad, y/o daños materiales, pérdida de proceso o daño medioambiental menoresTiempo de ejecución de medidas correctivas:72 horas a 2 meses
INGENIERIA DE SEGURIDAD
43
CLASIFICACIÓN DE RIESGOSÁrea a inspeccionar : Área de producción
Empresa: Servicio Industrial UNSA
Aspecto Nº Descripción Tipo de Peligro
ÁR
EA
Y C
ON
DIC
ION
ES
DE T
RA
BA
JO
1Carpetas apiladas desbalanceadas cerca del área de entrada A
2 Cables eléctricos expuestos A
3Conexiones eléctricas artesanales y desprotegidas en las diferentes máquinas: esmeril y tronzadora
A
4Recipiente donde se desechan “restos metálicos” contiene otro tipo de basura y mucho polvo
C
5Tapa de desagüe abierta ubicada en la entrada de los servicios higiénicos B
6Área de entrada y salida de los trabajadores bloqueada por materiales de metal (tubos y láminas )
A
7Carteles de prevención sucias y ya casi ilegible su contenido C
8Una de las ventanas del taller se encuentra rota C
9Objetos cortantes o punzantes en pisos ( restos de metal , escuadras metálicas , botellas de cerveza )
B
10Orden y Limpieza (zonas definidas para materiales, herramientas, tránsito peatonal y libres de residuos)
C
11Balones de gas antiguos y vacíos apilados al lado de la oficina del jefe C
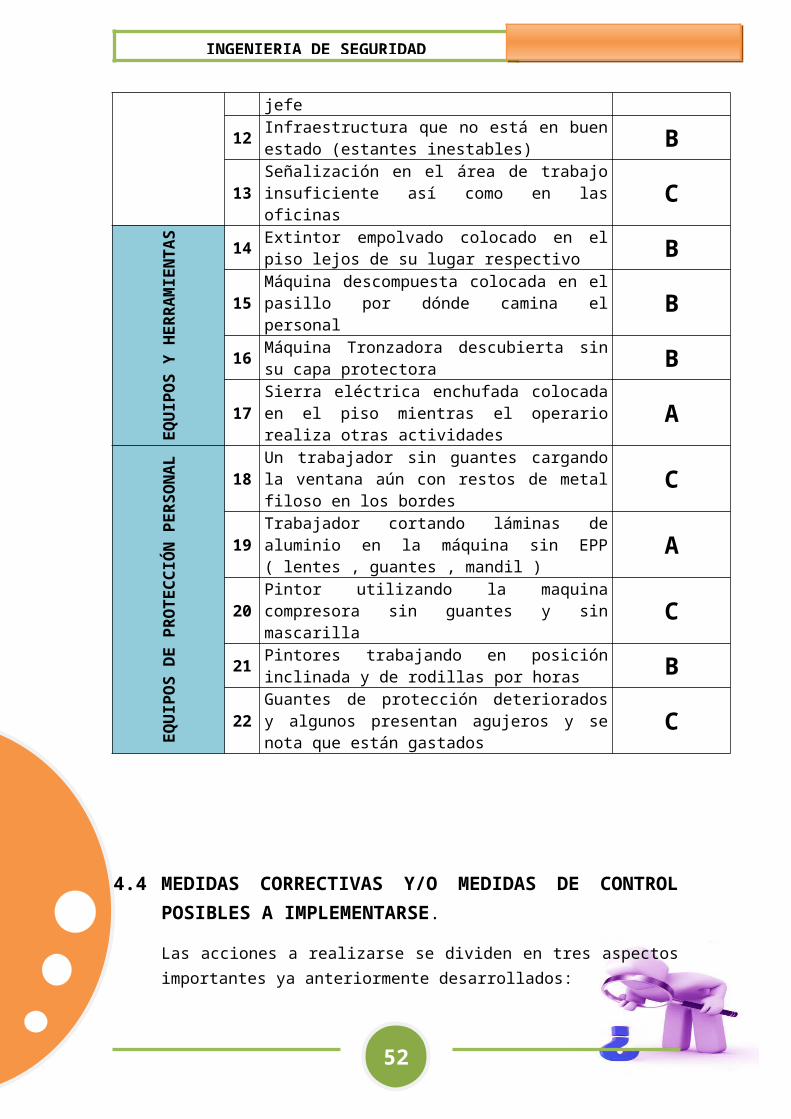
12Infraestructura que no está en buen estado (estantes inestables) B
13Señalización en el área de trabajo insuficiente así como en las oficinas C
EQ
UIP
OS
Y
H
ER 14 Extintor empolvado colocado en el piso
lejos de su lugar respectivoB
INGENIERIA DE SEGURIDAD
44
RA
MIE
NTA
S 15Máquina descompuesta colocada en el pasillo por dónde camina el personal B
16Máquina Tronzadora descubierta sin su capa protectora B
17Sierra eléctrica enchufada colocada en el piso mientras el operario realiza otras actividades
A
EQ
UIP
OS
DE P
RO
TEC
CIÓ
N
PER
SO
NA
L
18Un trabajador sin guantes cargando la ventana aún con restos de metal filoso en los bordes
C
19Trabajador cortando láminas de aluminio en la máquina sin EPP ( lentes , guantes , mandil )
A
20Pintor utilizando la maquina compresora sin guantes y sin mascarilla C
21Pintores trabajando en posición inclinada y de rodillas por horas B
22Guantes de protección deteriorados y algunos presentan agujeros y se nota que están gastados
C
4.4 MEDIDAS CORRECTIVAS Y/O MEDIDAS DE CONTROL POSIBLES A IMPLEMENTARSE.
Las acciones a realizarse se dividen en tres aspectos importantes ya anteriormente desarrollados:
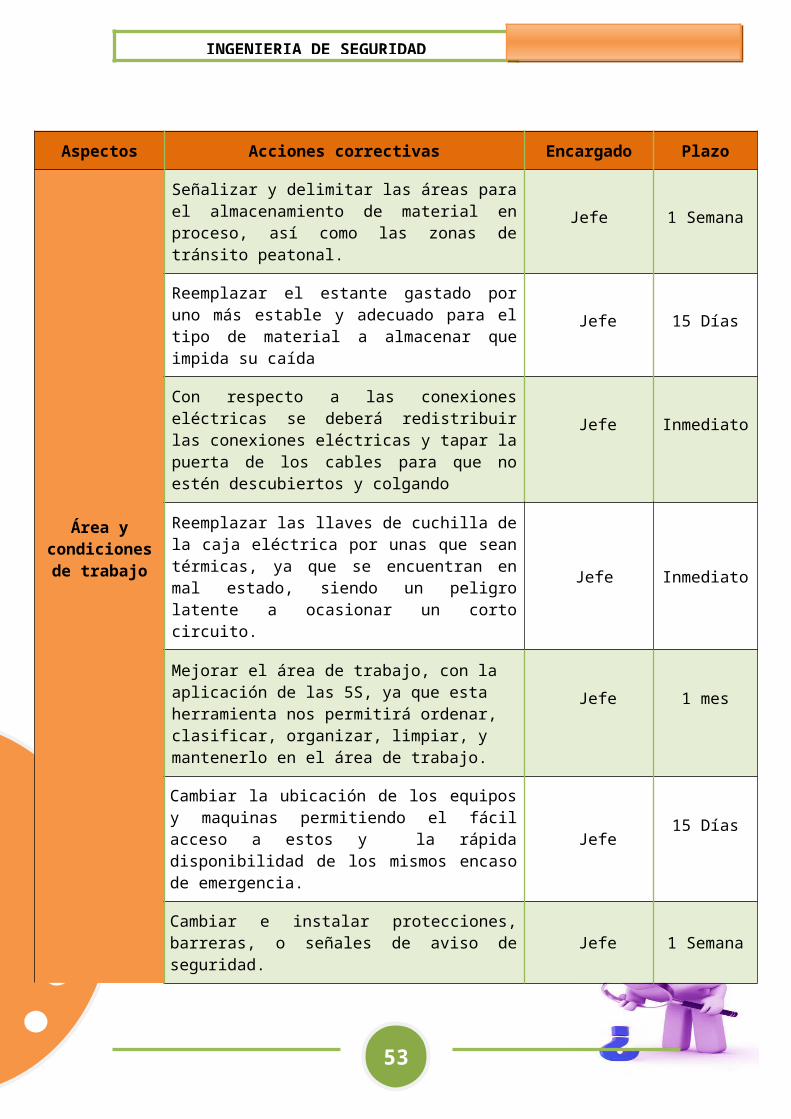
Aspectos Acciones correctivas Encargado Plazo
Área y condiciones de trabajo
Señalizar y delimitar las áreas para el almacenamiento de material en proceso, así como las zonas de tránsito peatonal.
Jefe 1 Semana
Reemplazar el estante gastado por uno más estable y adecuado para el tipo de material a almacenar que impida su caída
Jefe 15 Días
Con respecto a las conexiones eléctricas se deberá redistribuir las conexiones eléctricas y tapar la puerta de los cables para que no estén descubiertos y
Jefe Inmediato
INGENIERIA DE SEGURIDAD
45
colgando
Reemplazar las llaves de cuchilla de la caja eléctrica por unas que sean térmicas, ya que se encuentran en mal estado, siendo un peligro latente a ocasionar un corto circuito.
Jefe Inmediato
Mejorar el área de trabajo, con la aplicación de las 5S, ya que esta herramienta nos permitirá ordenar, clasificar, organizar, limpiar, y mantenerlo en el área de trabajo.
Jefe 1 mes
Cambiar la ubicación de los equipos y maquinas permitiendo el fácil acceso a estos y la rápida disponibilidad de los mismos encaso de emergencia.
Jefe15 Días
Cambiar e instalar protecciones, barreras, o señales de aviso de seguridad.
Jefe 1 Semana
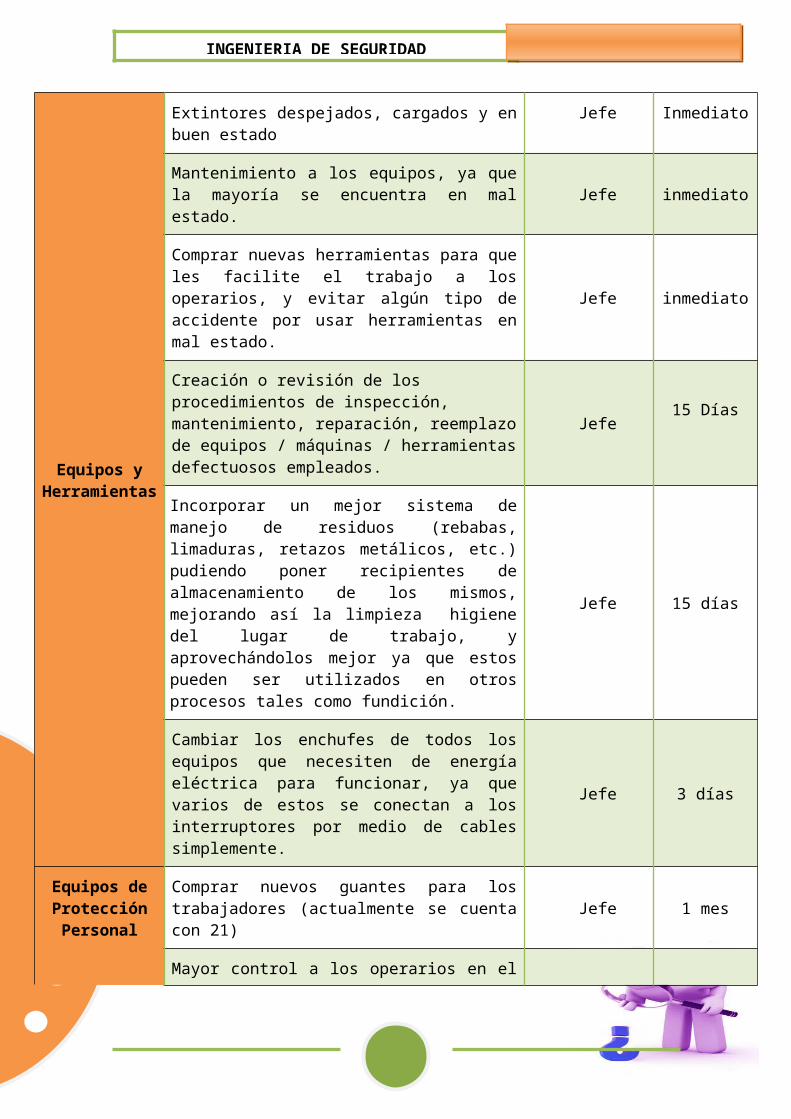
Equipos y Herramienta
s
Extintores despejados, cargados y en buen estado
Jefe Inmediato
Mantenimiento a los equipos, ya que la mayoría se encuentra en mal estado.
Jefe inmediato
Comprar nuevas herramientas para que les facilite el trabajo a los operarios, y evitar algún tipo de accidente por usar herramientas en mal estado.
Jefe inmediato
Creación o revisión de los procedimientos de inspección, mantenimiento, reparación, reemplazo de equipos / máquinas / herramientas defectuosos empleados.
Jefe15 Días
Incorporar un mejor sistema de manejo de residuos (rebabas, limaduras, retazos metálicos, etc.) pudiendo poner recipientes de almacenamiento de los mismos, mejorando así la limpieza higiene del lugar de trabajo, y aprovechándolos mejor ya que estos pueden ser utilizados en otros procesos tales como fundición.
Jefe 15 días
Cambiar los enchufes de todos los equipos que necesiten de energía eléctrica para
Jefe 3 días

INGENIERIA DE SEGURIDAD
46
funcionar, ya que varios de estos se conectan a los interruptores por medio de cables simplemente.
Equipos de Protección Personal
Comprar nuevos guantes para los trabajadores (actualmente se cuenta con 21)
Jefe 1 mes
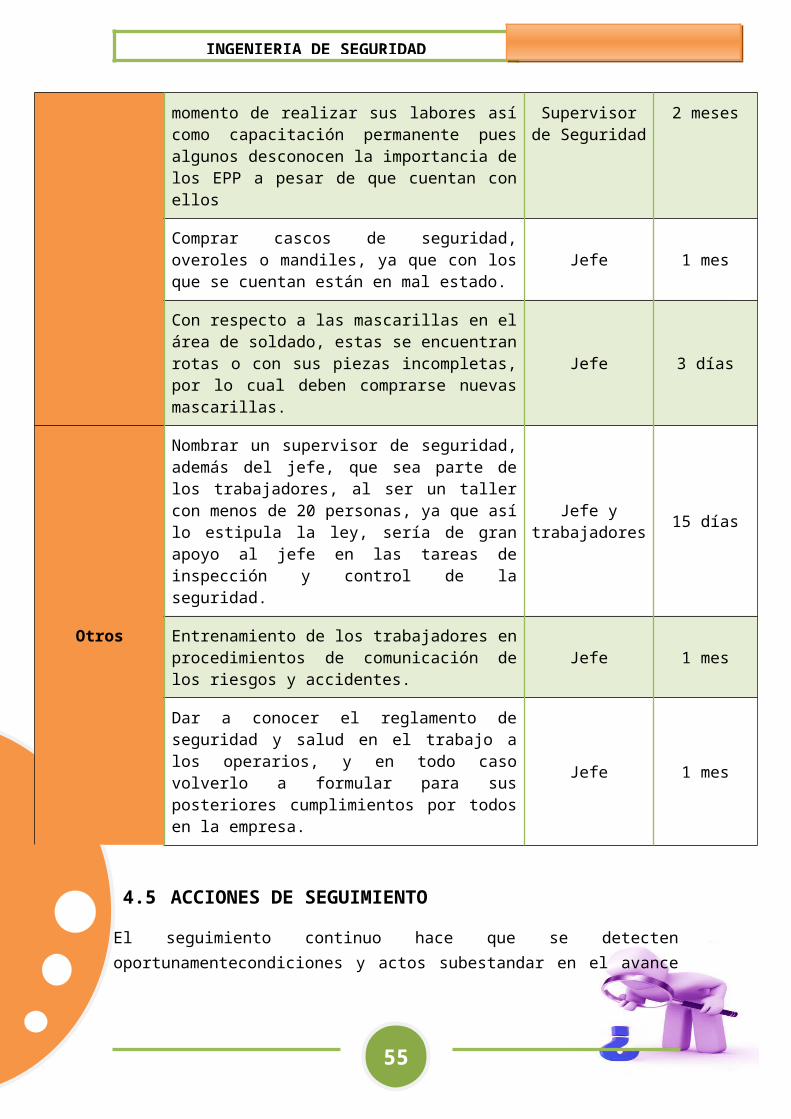
Mayor control a los operarios en el momento de realizar sus labores así como capacitación permanente pues algunos desconocen la importancia de los EPP a pesar de que cuentan con ellos
Supervisor de Seguridad
2 meses
Comprar cascos de seguridad, overoles o mandiles, ya que con los que se cuentan están en mal estado.
Jefe 1 mes
Con respecto a las mascarillas en el área de soldado, estas se encuentran rotas o con sus piezas incompletas, por lo cual deben comprarse nuevas mascarillas.
Jefe 3 días
Otros
Nombrar un supervisor de seguridad, además del jefe, que sea parte de los trabajadores, al ser un taller con menos de 20 personas, ya que así lo estipula la ley, sería de gran apoyo al jefe en las tareas de inspección y control de la seguridad.
Jefe y trabajadores
15 días
Entrenamiento de los trabajadores en procedimientos de comunicación de los riesgos y accidentes.
Jefe 1 mes
Dar a conocer el reglamento de seguridad y salud en el trabajo a los operarios, y en todo caso volverlo a formular para sus posteriores cumplimientos por todos en la empresa.
Jefe 1 mes
4.5 ACCIONES DE SEGUIMIENTO
El seguimiento continuo hace que se detecten oportunamentecondiciones y actos subestandar en el avance del trabajo y se tomen las acciones correctivasinmediatamente.

INGENIERIA DE SEGURIDAD
47
Para la identificación de causa raíz de los distintos incidentes encontrados en la empresa Metal-Mecánica SERVICIOS INDUSTRIALES UNSA, se aplicara la herramienta de las 5W y 1H.
INGENIERIA DE SEGURIDAD
48
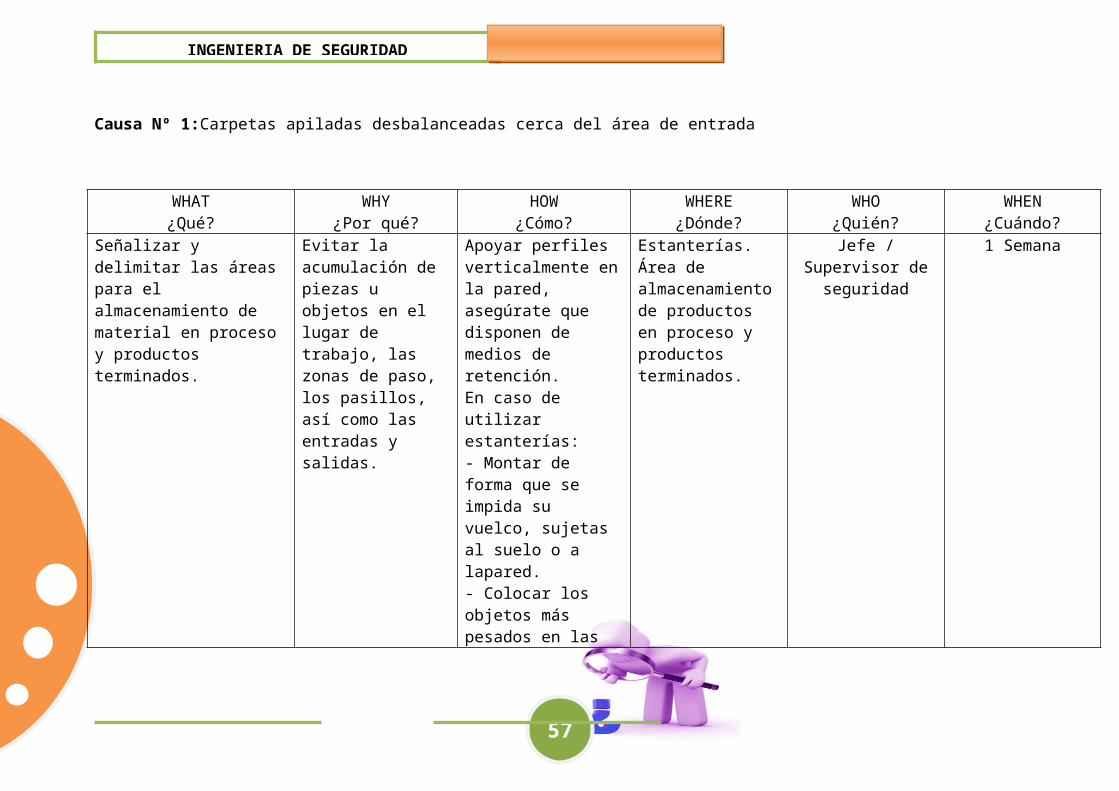
Causa Nº 1:Carpetas apiladas desbalanceadas cerca del área de entrada
WHAT¿Qué?
WHY¿Por qué?
HOW¿Cómo?
WHERE¿Dónde?
WHO¿Quién?
WHEN¿Cuándo?
Señalizar y delimitar las áreas para el almacenamiento de material en proceso y productos terminados.
Evitar la acumulación de piezas u objetos en el lugar de trabajo, las zonas de paso, los pasillos, así como las entradas y salidas.
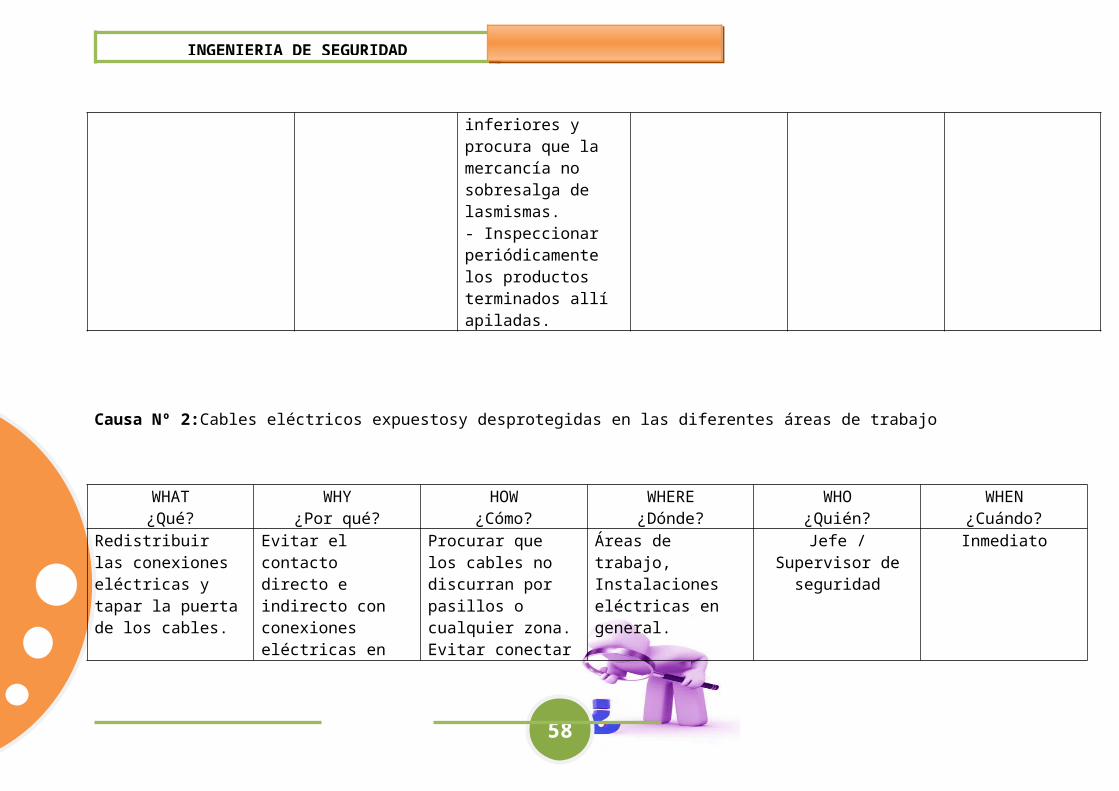
Apoyar perfiles verticalmente en la pared, asegúrate que disponen de medios de retención.En caso de utilizar estanterías:- Montar de forma que se impida su vuelco, sujetas al suelo o a lapared.- Colocar los objetos más pesados en las inferiores y procura que la mercancía no sobresalga de lasmismas.- Inspeccionar periódicamente los productos terminados allí apiladas.
Estanterías.Área de almacenamiento de productos en proceso y productos terminados.
Jefe / Supervisor de seguridad
1 Semana
INGENIERIA DE SEGURIDAD
49
Causa Nº 2:Cables eléctricos expuestosy desprotegidas en las diferentes áreas de trabajo
WHAT¿Qué?
WHY¿Por qué?
HOW¿Cómo?
WHERE¿Dónde?
WHO¿Quién?
WHEN¿Cuándo?
Redistribuir las conexiones eléctricas y tapar la puerta de los cables.
Evitar el contacto directo e indirecto con conexiones eléctricas en deterioro o descubiertas, así como el sobrecargue de enchufes
Procurar que los cables no discurran por pasillos o cualquier zona.Evitar conectar cables sin su clavija de conexión homologada; tampoco sobrecargar los enchufes utilizando ladrones o regletas de forma abusiva.
Áreas de trabajo,Instalaciones eléctricas en general.
Jefe / Supervisor de seguridad
Inmediato
INGENIERIA DE SEGURIDAD
50
Causa Nº 3:Adoptar una posición inadecuada para realizar la tarea
WHAT¿Qué?
WHY¿Por qué?
HOW¿Cómo?
WHERE¿Dónde?
WHO¿Quién?
WHEN¿Cuándo?
Organizar el espacio de trabajo, de tal forma que los elementos y materiales que vas a utilizar esténordenados y al alcance de la mano.
Evitar, en lo posible, realizar de manera prolongadacualquier postura forzada, como por ejemplo:-Permanecer de rodillas o en cuclillas.-Trabajar con los brazos elevados por encima delos hombros.-Aquellas que impliquen
Procurar adecuar la posición del punto deoperación, ya sea reubicando la pieza o modificandola altura de trabajo, demanera que:- Los codos permanezcan cerca del cuerpo y en laposición más baja posible.-El cuerpo se mantenga
Puesto de Trabajo Jefe / Supervisor de seguridad
1 mes

INGENIERIA DE SEGURIDAD
51
desviaciones excesivasde las muñecas o giros de la cintura y la cabeza.
erguido la mayor parte deltiempo.Alternar distintas actividades en las que seadopten posturas y movimientos diferentes. Así, impedirás fatigar los mismos músculos al no realizarlas mismas tareas durante períodos de tiempo prolongados.
Causa Nº 4:Área de entrada y salida de los trabajadores bloqueada por equipos / herramientas.
WHAT¿Qué?
WHY¿Por qué?
HOW¿Cómo?
WHERE¿Dónde?
WHO¿Quién?
WHEN¿Cuándo?
Cambiar la ubicación de los equipos y maquinarias; y delimitar las zonas de tránsito peatonal.
Permitir el fácil acceso a máquinas yequipos; y la rápida disponibilidad de los mismos
Redistribuir los equipos y máquinas, generando un mejor desplazamiento a las distintas áreas
Planta en general Jefe / Supervisor de seguridad
15 días
INGENIERIA DE SEGURIDAD
52
Asignar una zona para el almacenamiento de herramientas de trabajo.
encaso de emergencia.Tener ordenado y al alcance las herramientas de trabajo.
de trabajo.Ordenar el área de trabajo y guardar los útiles y herramientas en las zonas asignadas.
Causa Nº 5:Herramientas y equipos en mal estado.
WHAT¿Qué?
WHY¿Por qué?
HOW¿Cómo?
WHERE¿Dónde?
WHO¿Quién?
WHEN¿Cuándo?
Reparar máquinas y herramientas ya que la mayoría se
Facilitar el trabajo a los operarios, y evitar algún tipo
Seleccionar la herramienta adecuada para el
En las distintas áreas de trabajo
Trabajador / Supervisor de seguridad
15 días
INGENIERIA DE SEGURIDAD
53
encuentra en mal estado.
de accidente por usar herramientas en mal estado.
trabajo a realizar y úsala únicamente en las operacionespara las que ha sido diseñada. Tener en cuenta que una mala elección puede ser causa directa de unaccidente, incrementar la fatiga e incluso, producir lesiones músculo-esqueléticas.Realizar un mantenimiento seguro de las máquinas: limpiar, engrasar, reparar o ajustar las distintas parteso elementos.
Causa Nº 6:Trabajador cortando láminas de aluminio en la máquina sin EPP (lentes,guantes,mandil)
INGENIERIA DE SEGURIDAD
54
WHAT¿Qué?
WHY¿Por qué?
HOW¿Cómo?
WHERE¿Dónde?
WHO¿Quién?
WHEN¿Cuándo?
Controlar a los operarios en el momento de realizar sus labores así como capacitación permanente sobre seguridad en el trabajo.
Para garantizar la protección del trabajador cuando manipule alguna herramienta/ equipo.
Brindar información específica correspondientea sus condiciones de la maquina o equipo y que EPP corresponde utilizarProporcionar las protecciones establecidas en función de la tarea a desarrollar: gafas o pantallas de seguridaden trabajos con riesgo de proyección de partículas, guantes para evitar golpes y cortes, calzadode seguridad ante el riesgo de caída de herramientas o piezas durante
Puestos de Trabajo
Supervisor de seguridad
2 meses
INGENIERIA DE SEGURIDAD
55
su utilización, botas y guantesde goma en ambientes húmedos, etc.
INGENIERIA DE SEGURIDAD
56
4.6 INVERSIONES A REALIZAR PARA MEDIDAS CORRECTIVAS O DE CONTROL
ASPECTOS ITEM CANTIDAD
PRECIO UNITARIO
TOTAL
Área y condiciones de trabajo
Estante para herramientas 2 135.00 270.00
Señales de seguridad 4 14.00 56.00
Letreros de seguridad 2 15.00 30.00
Tapas de seguridad para cables eléctricos
8 4.00 32.00
Caja múltiple de controles eléctricos 1 45.00 45.00
Equipos y Herramienta
s
Extintor 2 60.00 120.00
Depósitos de residuos 4 15.00 60.00
Enchufes 9 3.50 31.50
Equipos de protección personal
Mascarilla para soldar 2 100.00 200.00
Kit de seguridad (orejeras, casco, lentes)
10 18.00 180.00
Mandiles 5 28.00 140.00
Overoles de trabajo 5 35.00 175.00
Otros Copia de reglamento de seguridad y salud en el trabajo
20 3.00 60.00
TOTAL 1399.50
INGENIERIA DE SEGURIDAD
57
4.7 ACCIONES GERENCIALES A DESARROLLAR
Las acciones gerenciales a tomar son importantes para las medidas correctivas ya antes mencionadas pues la Alta Gerencia es la que se encarga de otorgar los recursos necesarios para el levantamiento de las observaciones de la inspección realizada
Tenemos las siguientes acciones gerenciales:
Según el Reglamento de la Ley Nº 29783, Ley deSeguridad y Salud en el Trabajo
DECRETO SUPREMONº 005-2012-TRArtículo 39º.- El empleador que tenga menos de veinte(20) trabajadores debe garantizar que la elección delSupervisor de Seguridad y Salud en el Trabajo se realicepor los trabajadores.
De acuerdo al caso de Servicio Industrial UNSA la cantidad de trabajadores actual es de 21 debido a que el pedido era grande y no se abastecían con los trabajadores que tenían pero de acuerdo a los datos obtenidos en promedio se tiene anualmente 19 trabajadores siendo este menor a 20 por lo que se requeriría de acuerdo a la ley escoger a un Supervisor de Seguridad lo cual actualmente no se ha hecho siendo el jefe el que se encarga de la seguridad íntegramente siendo insuficiente.
De acuerdo al reglamento de la ley Nº 29783Ley deSeguridad y Salud en el Trabajo.DECRETO SUPREMONº 005-2012-TRArtículo 74º: Los empleadores con veinte trabajadores a más, deben de elaborar su reglamento interno de seguridad y salud en el trabajo.En el caso de Servicios Industriales UNSA, el reglamento existe, pero se encuentra extraviado actualmente, el gerente debe buscar dicho reglamento, verificarlo y modificarlos según las condiciones actuales.
Artículo 75º:El empleador debe poner en conocimiento de todos los trabajadores, mediante medios físicos o digitales, bajo cargo el reglamento Interno de Seguridad y Salud en el Trabajo y sus posteriores modificaciones.
INGENIERIA DE SEGURIDAD
58
En el caso de Servicios Industriales UNSA, el empleador no ha dado a conocer este reglamento ya que sus trabajadores no saben de su existencia.
5.CONCLUSIONES Y RECOMENDACIONES
CONCLUSIONES:
Las inspecciones dentro de un Sistema de Gestión de Seguridad son importantes porque reflejan: Interés de la empresa por la seguridad y salud de su personal y el medio ambiente; el alcance hasta donde se enfocan los peligros y riesgos; una evaluación de las áreas problemas y planes de acción adecuados para resolverlos así como el control y seguimiento de los mismos
Son necesarios los formatos de inspección principalmente ayuda a no olvidar ningún punto importante durante una inspección de condiciones de seguridad y además ayudan a estandarizar los criterios de seguridad que usarán las responsables a inspeccionar
Se ha podido observar que a pesar de que en la empresa metal-mecánica cuanta con un reglamento y un supervisor, no se está desarrollando las medidas preventivas, ni realizando las inspecciones para garantizarlas condiciones de seguridad, salvaguardar la vida, integridad física y bienestar de los trabajadores.
La señalización de riesgos es deficiente en la empresa metal-mecánica, siendo de esta manera una causa de los existentes riesgos que, por su naturaleza o características, no pueden eliminarse en su totalidad. Independientemente de la adopción de otras medidas, estos riesgos deben estar señalizados.
RECOMENDACIONES:
Los operadores deben inspeccionar su lugar de trabajo, así como el equipo o maquinaria y comunicar si ve algún defecto a su jefe inmediato
INGENIERIA DE SEGURIDAD
59
Elaborar una programa de inspecciones detallando el área a inspeccionar , frecuencia y el responsable
Muchos de los accidentes pueden evitarse si se introducen una serie de recomendaciones preventivas, tener motivación hacia la manipulación correcta de equipos y materiales y concienciación de la importancia sobre la utilización de las protecciones colectivas e individuales.
Mejorar las condiciones de trabajo mediante la aplicación de la herramienta de las 5 S, la cual no incurre en gastos, para que los trabajadores se sientas seguros en su área de trabajo y así evitar cualquier tipo de accidente.
Mejorar la señalización faltante con respecto a las condiciones de seguridad más apremiantes, de esta forma se complementa el trabajo adelantado en este aspecto.
Recommended

















