U L T R A P A R A B O L I S C H E U D - S P I R A L B O H R E R
LEITFADEN ZUR AUSWAHL VON ULTRAPARABOLISCHEN UD-SPIRALBOHRERN
120 400 UDL 35-45 HTiN 50-70 J
200 700 UDL 25-35 HTiN 40-50 J
250 850 UDL 25-30 GTiN TiAIN 35-40 I
250 850 UDL 25-30 GTiN TiAIN 35-40 I
250 850 UDL 15-20 E350 1200 TiN TiAIN 25-30 G
350 1200 UDL 15-20 ETiN TiAIN 20-25 G
250 850 UDL 18-21 ETiN TiAIN 27-32 G
250 850 UDL 8-10 KTiN TiAIN 12-15 M
300 1000 UDL 10-15 ETiN TiAIN 16-22 G
200 700 UDL 20-25 ETiAIN 30-35 G
270 900 UDS 13-17 ETiAIN 20-25 G
270 900 UDS 5-6 C350 1200 TiAIN 7-11 E
150 500 UDL 12-16 GTiAIN 20-25 I
270 900 UDL 6-8 GTiAIN 10-12 I
270 900 UDL 5-6 C350 1200 TiAIN 10-12 E
100 350 UDL 55-65 LTiN 80-95 N
200 700 UDS 60-70 LTiN 90-105 N
200 700 UDL 30-40 LTiN 45-50 N
470 1500 UDS 27-33 KTiN 40-50 M
100 350 UDL 75-85 NTiN 110-125 N
150 500 UDL 65-75 NTiN 100-115 N
120 400 UDS 55-65 LTiN 80-100 N
120 400 UDS 27-33 KTiN 40-50 M
- - UDL 75-85 LTiN 110-125 N
- - UDS 55-65 JTiN 80-100 L
Zentrale und Bereich OberflächenbeschichtungSomta House, 290-294 Moses Mabhida (Edendale) Road, Pietermaritzburg, 3201Private Bag X401, Pietermaritzburg, 3200South Africa
Tel.: Werk: +27 33 355 6600Fax: Werk: +27 33 394 0564Tel.: Verkauf: +27 11 390 8700 (Inland)Fax: Verkauf: +27 11 397 6720/1 (Inland)Email: [email protected] (Local)Tel.: Verkauf: +27 33 355 6600 (Exports)Fax: Verkauf: +27 33 394 7509 (Exports)Email: [email protected] (Exports)
Technische Informationen:Email: [email protected]. (gebührenfrei): 0800 331 399
Verkaufsbüro Gauteng43 Bisset Road, Hughes Ext. 7, Boksburg, 1459P.O.Box 14212, Witfield, 1467South Africa
Tel: +27 11 390 8700Fax: +27 11 397 6720/1Sharecall: 086 010 4367Email: [email protected]
Hersteller & Lieferanten von
Bohrern, Reibahlen,
Schaftfräsern, Bohrungsfräsern,
Gewindebohrern &
Schneideisen, Werkzeugeinsätzen,
Hartmetallwerkzeugen,
Werkzeugen mit
Hartmetalleinsatz, Werkzeugen
nach Kundenspezifikation und
Oberflächenbeschichtungen
w w w . s o m t a - e u r o p e . d e
WERKSTOFFARTEN HÄRTE HB
NORMALE SPANFORM
BOHRERART UND
OBERFLÄCHENBEHANDLUNG
OBERFLÄCHE-NGESCHWIND-IGKEIT METER
PRO MIN.
VORSCH-UBKURVE
Stahl Automatenstähle
Baustahll. Einsatzstahl
Unlegierter Kohlenstoffstahl
Legierter Stahl
Legierter Stahll.Gehärteter und vergüteter Stahl
Legierter Stahll. Gehärteter und vergüteter Stahl
überlang
mittel/lang
lang
lang
lang
lang
mittel
lang
lang
überlang
mittel/kurz
mittel/kurz
überlang
lang
lang
überlang
mittel/kurz
lang
kurz
überlang
mittel
mittel/kurz
kurz
überlang
kurz
Edelstahl Automaten-Edelstahl
Austenitisch
Ferritisch + austenitisch, ferritisch, martensitisch
Titan Titan, nicht legiert
Titan, legiert
Titan, legiert
Nickel Nickel, nicht legiert
Nickel, legiert
Nickel, legiert
Kupfer Kupfer
Beta-Messing, Bronze
Alpha-Messing
Hochfeste Bronze
Aluminium Magnesium
Al, Mg, nicht legiert
Al legiert, Si 0,5 %
Al legiert, Si 0,5 % 10 %
Al legiert, Si 10 % Al-Legierungen, Mg-Legierungen
Synthetische Werkstoffe
Thermoplaste
Duroplaste
U L T R A P A R A B O L I S C H E U D - S P I R A L B O H R E R
ZUGFESTIG-KEIT N/mm²
Dieses Sortiment von Bohrern wurde speziell entwickelt, um den Herausforderungen eines breiten Spektrums schwieriger Bohranwendungen gerecht zu werden
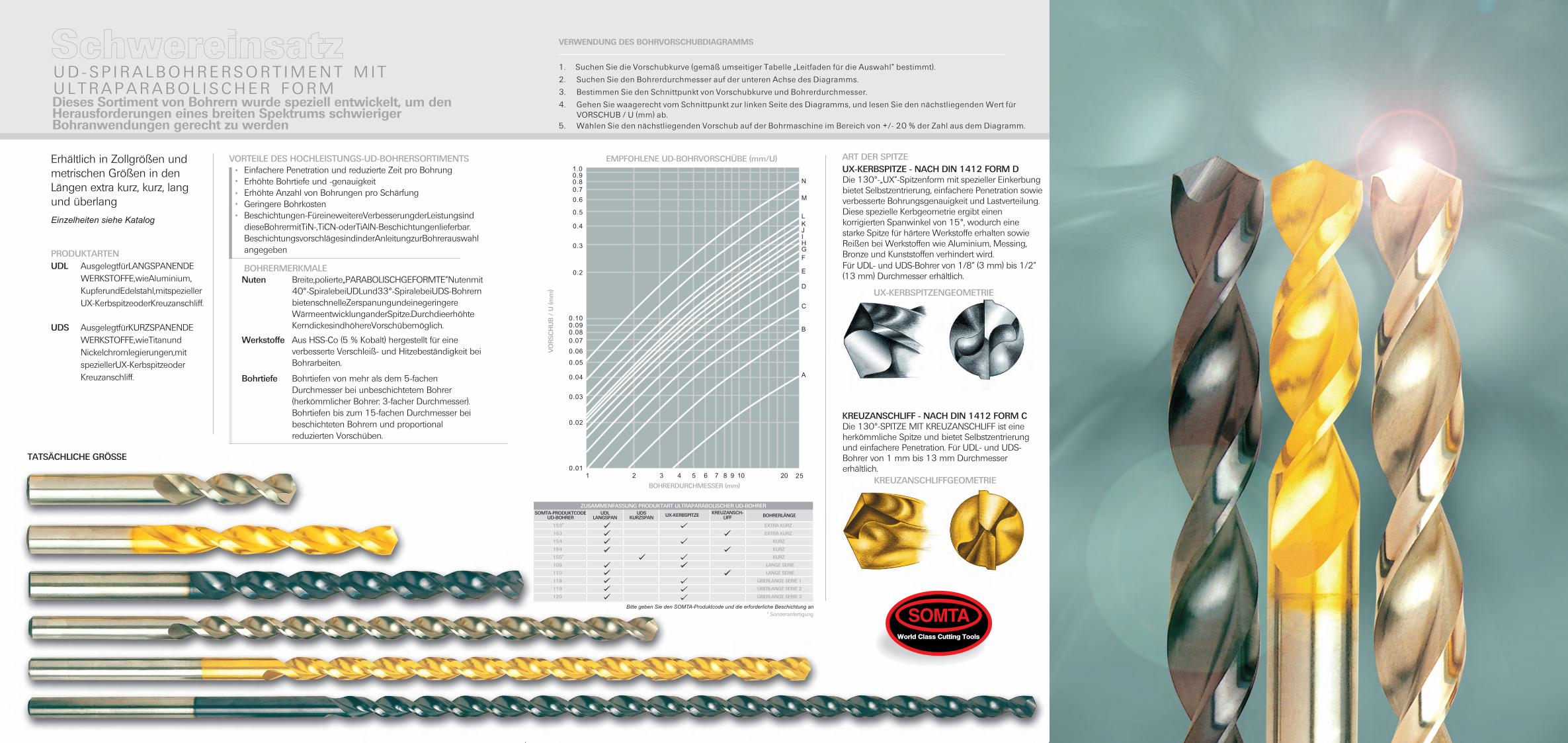
Schwereinsatz VERWENDUNG DES BOHRVORSCHUBDIAGRAMMS
1. Suchen Sie die Vorschubkurve (gemäß umseitiger Tabelle „Leitfaden für die Auswahl" bestimmt).
2. Suchen Sie den Bohrerdurchmesser auf der unteren Achse des Diagramms.
3. Bestimmen Sie den Schnittpunkt von Vorschubkurve und Bohrerdurchmesser.
4. Gehen Sie waagerecht vom Schnittpunkt zur linken Seite des Diagramms, und lesen Sie den nächstliegenden Wert für
VORSCHUB / U (mm) ab.
5. Wählen Sie den nächstliegenden Vorschub auf der Bohrmaschine im Bereich von +/- 20 % der Zahl aus dem Diagramm.
U D - S P I R A L B O H R E R S O R T I M E N T M I T U L T R A P A R A B O L I S C H E R F O R M
VORTEILE DES HOCHLEISTUNGS-UD-BOHRERSORTIMENTS
Einfachere Penetration und reduzierte Zeit pro Bohrung
Erhöhte Bohrtiefe und -genauigkeit
Erhöhte Anzahl von Bohrungen pro Schärfung
Geringere Bohrkosten
Beschichtungen - Für eine weitere Verbesserung der Leistung sind
diese Bohrer mit TiN-, TiCN- oder TiAlN-Beschichtungen lieferbar.
Beschichtungsvorschläge sind in der Anleitung zur Bohrerauswahl
angegeben
BOHRERMERKMALE
Nuten
Werkstoffe
Bohrtiefe
ART DER SPITZE
UX-KERBSPITZE - NACH DIN 1412 FORM D
UX-KERBSPITZENGEOMETRIE
KREUZANSCHLIFF - NACH DIN 1412 FORM C
KREUZANSCHLIFFGEOMETRIE
Erhältlich in Zollgrößen und metrischen Größen in den Längen extra kurz, kurz, lang und überlang
Einzelheiten siehe Katalog
PRODUKTARTEN
UDL
UDS
ZUSAMMENFASSUNG PRODUKTART ULTRAPARABOLISCHER UD-BOHRER
153* EXTRA KURZ
163 EXTRA KURZ
154 KURZ
164 KURZ
155* KURZ
109 LANGE SERIE
110 LANGE SERIE
118 ÜBERLANGE SERIE 1
119 ÜBERLANGE SERIE 2
120 ÜBERLANGE SERIE 3
TATSÄCHLICHE GRÖSSE
1.00.90.80.7
0.6
0.5
0.4
0.3
0.2
0.100.090.08
0.07
0.06
0.05
0.04
0.03
0.02
0.011 2 3 4 5 76 8 9 10 20 25
BOHRERDURCHMESSER (mm)
EMPFOHLENE UD-BOHRVORSCHÜBE (mm/U)
VO
RS
CH
UB
/ U
(m
m)
N
M
LKJ
HG
F
E
D
C
B
A
I
Die 130°-„UX"-Spitzenform mit spezieller Einkerbung bietet Selbstzentrierung, einfachere Penetration sowie verbesserte Bohrungsgenauigkeit und Lastverteilung. Diese spezielle Kerbgeometrie ergibt einen korrigierten Spanwinkel von 15°, wodurch eine starke Spitze für härtere Werkstoffe erhalten sowie Reißen bei Werkstoffen wie Aluminium, Messing, Bronze und Kunststoffen verhindert wird.
Für UDL- und UDS-Bohrer von 1/8" (3 mm) bis 1/2" (13 mm) Durchmesser erhältlich.
Die 130°-SPITZE MIT KREUZANSCHLIFF ist eine herkömmliche Spitze und bietet Selbstzentrierung und einfachere Penetration. Für UDL- und UDS-Bohrer von 1 mm bis 13 mm Durchmesser erhältlich.
SOMTA-PRODUKTCODE UD-BOHRER
UDL LANGSPAN
UDS KURZSPAN BOHRERLÄNGEUX-KERBSPITZE
KREUZANSCH-LIFF
* Sonderanfertigung
Ausgelegt für LANGSPANENDE
WERKSTOFFE, wie Aluminium,
Kupfer und Edelstahl, mit spezieller
UX-Kerbspitze oder Kreuzanschliff.
Ausgelegt für KURZSPANENDE
WERKSTOFFE, wie Titan und
Nickelchromlegierungen, mit
spezieller UX-Kerbspitze oder
Kreuzanschliff.
Breite, polierte „PARABOLISCH GEFORMTE" Nuten mit
40°-Spirale bei UDL und 33°-Spirale bei UDS-Bohrern
bieten schnelle Zerspanung und eine geringere
Wärmeentwicklung an der Spitze. Durch die erhöhte
Kerndicke sind höhere Vorschübe möglich.
Aus HSS-Co (5 % Kobalt) hergestellt für eine
verbesserte Verschleiß- und Hitzebeständigkeit bei
Bohrarbeiten.
Bohrtiefen von mehr als dem 5-fachen
Durchmesser bei unbeschichtetem Bohrer
(herkömmlicher Bohrer: 3-facher Durchmesser).
Bohrtiefen bis zum 15-fachen Durchmesser bei
beschichteten Bohrern und proportional
reduzierten Vorschüben.
Bitte geben Sie den SOMTA-Produktcode und die erforderliche Beschichtung an
Recommended