Embed Size (px)
DESCRIPTION
Silahkan format diatur sendiri, karena ini sebagian saya ketik langsung sambil membaca buku di perpustakaan. Semoga bermanfaat.
Citation preview
METAL FORMING PROCESS
METAL FORMING PROCESS
December 26th, 2009
METAL FORMING PROCESS
DEFINISI : Proses pembentukan logam dengan mempergunakan gaya tekan untuk mengubah
bentuk dan atau ukuran dari logam yang dikerjakan.Secara umum dapat dibagi 4 kelompok besar
:
1 PRESSING
2. DRAWING
3.BENDING
4.SHEARING
Berdasarkan proses pengerjaan, dibagi 2 bagian :
1.HOT WORKING PROCESS
2.COLD WORKING PROCESS
HOT WORKING PROCESS
Pada proses pengerjaan ini tidak terjadi kenaikan tegangan lulur, kekerasan dan penurunan
keuletan bahan.
THE ADVANTAGE OF HOT WORKING PRECESS
1.Energi yang dibutuhkan kecil
2.Flow ability tinggi
3.Difusi cepat
4.Blow hole dan porosity dapat dieliminir
5.Butir-butir lebih halus
6.Ductikity dan touhness meningkat
THE DISADVANTAGE OF HOT WORKING PRECESS
1.Terjadi oksidasi
2.Decarburization permukaan
3.Toleransi besar
4.Struktur dan sifat logam tidak uniform
5.Perlu peralatan tahan panas
6.Kontaminasi tidak dapat dikurangi
PROSES PENGERJAAN PANAS DAPAT DIKLASIFIKASIKAN :
ROLLING
Proses ini sering digunakan sebagai langkah awal dalam mengubah ingot dan billet menjadi
produk setengah jadi/akhir.
Prinsip : menekan bahan dasar dengan menggunakan 2 rol atau lebih dengan arah putaran yang
berlawanan sehingga terjadi perubahan dimensi (dimensi penampang)
Faktor yang juga hrus diperhatikan dalam proses rolling adalah sudut gigitan
ROLLING MILL
Prinsip : mengurangi ketebalan bisa dilakukan dengan pengerjaan panas maupun pengerjaan
dingin
ROLLING FORGING
Pada proses ini roll dapat dibagi 2 bagian, yaitu SHAPE ROLLING dan ROLLING FORGING
SHAPE ROLLING umumnya mengerjakan bagian-bagian yang kecil, misalnya ulir dan
dikerjakan pada pengerjaan panas.
Sedangkan ROLLING FORGING dikhususkan pada pengerjaan dingin dan mengerjakan bagian
yang besar.
Keuntungannnya : benda kerja memiliki strength tinggi, biaya cost produksi lebih rendah dan
laju produksi lebih tinggi dibanding dengan proses cutting.
ROLL FORMING
Proses ini memproduksi lembaran logam untuk pembuatan pipa, plat strip.
ROLL FORMING dikerjakan pada pengerjaan dingin untuk pembuatan lembaran kecil,
lembaran dengan penampang tipis dan material yang lunak, misal aluminium, tembaga
FORGING
FORGING adalah proses pembentukan logam secara plastis dengan memberikan gaya tekan
pada logam yang akan dibentuk .
Gaya tekan yang diberikan bisa secara manual maupun secara mekanis (HIDROLIS ataupun
PNEUMATIS)
Proses FORGING bisa dikerjakan pada pengerjaan dingin maupun pengerjaan panas.
Ada 3 hal yang perlu diperhatikan dalam proses forging :
A. DRAWN OUT
B. UPSET
C.SQUEEZED
Proses FORGING dapat dikelompokkan :
1.HAMMER FORGING
2.DROP FORGING
3.PRESS FORGING
4.UPSET FORGING
5.ROLL FORGING
6.SWAGING
HAMMER FORGING
Proses ini merupakan forging yang paling sederhana. Pada umumnya landasan (ANVIL) dan
HAMMER yang dipakai berbentuk datar. Sehingga proses ini diprioritaskan untuk membuat
benda kerja yang sederhana dan skala produksi kecil. Prosesnya lama dan hasilnya tergantung
dari skill operator.
DROP FORGING
PRINSIP : Memaksa logam panas yang plastis memenuhi dan mengisi bentuk die dengan cara
penempaan. Proses ini yang diperlengkapi dengan die. Die umumnya dibagi dua bagian dimana
satu bagian diletakkan pada hammer, yang lainnya pada anvil.
Syarat die yang digunakan harus kuat dan tangguh terhadap beban impact,keausan, dan
temperatur umumnya terbuat dari campuran baja denga nkrom, molibdenum dan nickel.
Faktor yang penting dan harus diperhatikan adalah tenaga pneumatis dan tenaga hidrolis
sehingga mesin-mesin tipe steam hammer maupun air hammer mampu bekerja sangat cepat,
mudah dikontrol dan otomatis.
Impact forging juga merupakan bagian dari closed die forging hanya saja gerakan hammernya
horisontal dan bisa dikerjakan dalam pengerjaan panas maupun dingin.
Gambar Perbandingan Drop Forging dengan Impact Forging
PRESS FORGING
Pada hammer forging maupun drop forging energi yang diberikan pada saat penempaan sebagian
besar terserap oleh anvil, pondasi mesin dan permukaan luar benda kerja sedangkan bagian
dalam benda kerja belum terdeformasi. karena itu untuk benda kerja dengan penampang tebal
dan besar digunakan press forging.
Prinsip press forging : dilakukan penekanan secara perlahan-lahan pada benda kerja sampai
menghasilkan aliran logam yang uniform.
Press forging biasanya dikerjakan tanpa die dan hammer maupun anvilnya berbentuk datar.
UPSET FORGING
Proses forging yang dikhususkan untuk pembesaran diameter pada ujung batang logam ditekan
dalam arah memanjang.
Pada dasarnya benda kerja yang diupset berupa bar bulat, wire ataupun benda kerja berbentuk
silindris.
Ada 3 hal yang diperhatikan pada saat melakukan upset forging :
1. Panjang benda yang diupset tidak lebih dari 3 kali diameter batang
2.Diameter upset tidak lebih dari 1,5 kali diameter batang
3.Panjang benda kerja yang tidak ditumpu oleh die tidak lebih dari diameter batang
SWAGING
SWAGING adalah proses pengurangan diameter benda kerja yang berbentuk bulat baik solid
meupun berongga dengan cara penempaan berulang kali.
GAMBAR PROSES SWAGING
Disini die berfungsi sebagai hammer
Proses swaging juga dapat membentuk bentuk kerucut dan mengurangi diameter dalam maupun
diameter luar penampang
ROLL FORGING
Proses forging untuk mengurangi ketebalan dari bar yang berbentuk bulat atau datar sehingga
mengalami perpanjangan ke arah sumbu axisnya.
Roll forging biasanya memproduksi poros, batang taper dan pegas daun.
Roll forging terdiri dari dua roll semisilindris dengan bentuk groove sebesar 25-75 % sumbu
putaran.
PIPE WELDING
PIPE WELDING adalah proses pengerjaan panas pembuatan pipa yang dibentuk dari lembaran
logam, dilengkungkan sehingga penampangnya berbentuk lingkaran dan kemudian kedua sisinya
disambungkan dengan pengelasan.
Bahan dasar proses ini berupa skelp, merupakan lembaran logam yang panjang dan sempit
dengan ketebalan tertentu hasil proses hot rolling.
Berdasarkan cara penyambungan kedua sisi yang dilas, pipe welding dibagi :
A. BUTT WELDED PIPE
B.LAP WELDED PIPE
BUTT WELDED PIPE
PRINSIP : mula-mula skelp dalam bentuk gulungan (koil) ditempatkan pada welding bell,
kemudian dilewatkan pada furnace dengan suhunya diatas temperatur rekristalisasi.
Setelah dari furnace ditarik menuju roll forming untuk diubah bentuknya menjadi silindir dan
kedua sisinya disambung
Proses ini digunakan untuk membuat pipa berdiameter 1/8″ s/d 3″
LAP WELDED PIPE
PRINSIP : mula-mula skelp sudah mempunyai bentuk sudut sepanjang kedua sisinya, dilewatkan
pada furnace dan setelah itu diarik diantara roll-roll sehingga berbentuk silinder dengan tepinya
saling tertindih. Sambil dipanaskan kembali, skelp yang ditekuk bergerak melalui dua buah roll
dimana terdapat mandrel untuk mengatur diameter dalam pipa. tepi-tepi dilas dengan tekanan
antar roll dan mandril.
Proses ini digunakan untuk membuat pipa berdiameter 2″ s/d 16″ dengan panjang pipa
maksimum 7 m dan biasanya untuk membuat pipa tembaga dan pipa kuningan.
PIERCING
Merupakan proses pengerjaan panas untuk membuat pipa tanpa sambungan (seamless pipe)
dengan bahan baku berupa billet (batang bulat dan padat) Dengan demikian hasil dari proses ini
tidak terdapat suatu garis penghubung hasil sambungan.
Batang logam padat yang telah dipanasi dengan salah satu ujungnya berlubang ditengah-
tengahnya sebagai penunjuk bagi mandrel, dimasukkan ke dalam roll yang sumbunya
membentuk 6 % terhadap sumbu benda kerja. Roll berputar searah, dan bentuk roll lebih kecil
dibandingkan dengan diameter bahan.
Pada saat batang dimasukkan, batang akan terbawa oleh putaran dari roll dan karena adanya
sudut kemiringan batang seakan-akan ditarik oleh kedua roll.
HOT DRAWING
Hot drawing adalah suatu proses pengerjaan panas dengan m,embentuklembaran logam menjadi
bentuk tiga dimensi yang mempunyai kedalaman beberapa kali dari tebalnya dengan
memberikan tekanan kepadanya melalui punch dan die
EKSTRUSI
PRINSIP : Logam ditekan dan ditarik mengalir melalui lubang die untuk membentuk benda kerja
dengan luas penampang yang lebih kecil. Die yang dipakai umumnya terbuka. Ekstrusi dapat
dibagi 3 jenis, yakni ekstrusi langsung, ekstrusi tidak langsung dan impact extrusion.
Proses ekstrusi bisa dikerjakan dalam pengerjaan dingin dan panas.
HOT SPINNING
HOT SPINNING adalah proses pembentukan logam panas secara plastis dari bentuk datar
dengan ukuran tertentu menjadi bentuk yang sesuai dengan die dengan cara memutar benda kerja
dan memberikan tekanan secara lokal pada sisi benda kerja.
Proses spinning dapat juga dikerjakan dengan proses pengerjaan dingin bahan benda kerjanya
merupakan lembaran logam yang tipis dengan ketebalan sampai 6″ untuk pengerjaan panas.
COLD WORKING PROCESS
Proses pembentukan logam secara plastis dengan temperatur pengerjaan di bawah temperatur
rekristalisasi.
The advantages of cold working process :
-tidak memerlukan pemanas
-hasil permukaan akhir lebih baik
-kontrol dimensi baik
-kontaminasi dapat dikurangi
-sifat strenght, fatique dan wear meningkat
The disadvantages of cold working process :
-gaya tekan yang dibutuhkan lebih besar
-peralatan mesin berat
-sifat ductility menurun
-permukaan logam harus bersih
-tegangan sisa yang tidak diinginkan terjadi
Klasifikasi proses pengerjaan dingin dapat dibagi menjadi :
SQUEEZING
Sebagian besar dari proses ini identik dengan pengerjaan panas. Alasan utama dalam
pembentukan dingin dingin adalah keakuratan dimensi dan peningkatan permukaan akhir.
SWAGING
Cold swaging selalu dilakukan dengan menggunakan mesin putar yang mempunyai sederetan
rol-rol yang berfungsi sebagai hammer yang menggerakkan anvil berikut die ke pusat
perputaran. Proses ini untuk mengurangi diameter, membentuk taper,tube.
RIVETING
RIVETING adalah proses pengelingan. beberapa macam proses pengelingan tergantung dari
mekanisme pembentuknya.
Bila menggunakan mesin press, prosesnya hanya sekali tekan sedangkan bila menggunakan
hammer, bisa beberapa kali pemukulan.
STAKING
Fungsinya hampir sama dengan riveting, yaitu menyambung dua buah komponen yang satu lebih
menonjol melalui sebuah lubang.
Karena adanya tekanan dari punch maka timbul deformasi ke arah radial dan ini akan
mengunci/mengikat dua komponen tadi.
COINING
Proses ini digunakan untuk membuat medali dan mata uang yang memerlukan ketelitian yang
tinggi dna ukuran yang tepat.
Tekanan yang dibutuhkan dalam proses ini tinggi sekali dan tidak ada kelebihan logam yang
mengalir dari die.
Pengukuran yang teliti dari volume logam sangat diperlukan untuk menghindari kerusakan dari
die
COLD EXTRUSION (IMPACT EXTRUSION)
Dalam proses ini dapat dibagi 2 jenis tipe, yaitu : tipe forward dan tipe backward. Dimana pada
masing-masing tipe ini menggunakan open die maupun closed die.
Pada mulanya cold extrusion digunakan untuk logam-logam yang kekuatannya rendah, seperti
timah putih, timah hitam, seng dan aluminium sehingga menghasilkan produk, misalnya tube
yang bisa dilipat : pasta gigi, obat maupun cream.
Cold extrusion memungkinkan untuk mengekstruksi logam yang bersifat brittle, seperti halnya
molybdenum
ROLL EXTRUSION
Digunakan untuk membentuk dinding silinder yang tipis dari dinding silinder tebal dengan
menggunakan rol.
Prinsip : memaksakan logam mengalir keluar dari daerah antara rol dan die akibat penekanan
dari rol yang berputar.
SHEARING
SHEARINGadalah proses pemotongan bahan tanpa pembentukan chip atau tanpa menggunakan
burning atau melting.
Jika cutting blade lurus dinamakan shearing sedangkan jika cutting blade berbentuk lengkungan,
bisa dinamakan blanding, piercing, notching dan trimming
Proses shearing dapat dibagi 2 kelompok besar, yaitu shear forming dan shearing
SHEAR FORMING
Bentuk-bentuk seperti kerucut, setengah bola sering kali dibentuk dengan shear forming atau
flow turning, yaitu merupakan modifikasi dari proses spinning dimana tool formernya berputar
dan bergerak maju.
SHEARING
Sewaktu punch turun mengenai benda kerja, logam terdeformasi plastis didalam die. Karena
kelonggaran diantara punch dan die hanya 5-10% dari tebal benda kerja maka deformasi
terlokalisir di daerah itu saja

SLITTING
Proses shearing yang menggunakan rol pemotong asepanjang benda kerja dengan lebar
pemotongan sama dengan jarak antar rol.
Proses slitting ini merupakan proses kontinu dan dapat melakukan operasi secara cepat dan
ekonomis
PIERCING AND BLANKING
Piercing dan blanking adalah operasi shearing dimana benatuk pisau merupakan lengkungan
yang tertutup.
Perbedaan blanking dan piercing dapat ditinjau dari benda kerja dan skrapnya.
Bila hasil yang dipunch adalah benda kerja sedangkan bentuk yang tidak diinginkan tertinggal
pada plat sisa adalah skrapny, ini dinamakan proses blanking.
Bila hasil yang dipunch adalah skrapnya sedangkan bentuk yang tertinggal pada plat sisa adalah
benda kerja, ini dinamakan proses piercing.
SKEMATIK PERBEDAAN BLANKING & PIERCING
Piercing dan blanking biasanya dikerjakan dengan menggunakan mesin press mekanis.
Secara teoritis, punch seharusnya dapat masuk dengan tepat ke dalam die dengan kelonggaran
merata hampir mendekati nol dan punch tidak perlu masuk ke dalam die.
Pada prakteknya kelonggaran ini diperlukan berkisar antara 5-12% dari ketebalan bahan, sedang
yang umum dipakai sekitar 5-7% dan punch masuk sedikit ke dalam die.
Syarat-syarat piercing dan blanking :
1. Sudut benda kerja pada blanking harus merupakan radius yang tepat
2.Lebar dari slot yang dibentuk >= 1.5 tebal
3.Diameter piercing >= tebal sheet dan minimum 0.025 inch.
4. Jarak kedua lubang atau lubang dengan tepi >= tebal logam
Dalam pengertian piercing dapat dijumpai istilah seperti lancing, perforating, nibbling, dinking,
dan notching.
DRAWING
Cold drawing merupakan proses pembentukan dingin secara plastis dari metal sepanjang
sumbunya.
Proses ini dapat dibagi 5 kelompok besar
1.BAR AND TUBE DRAWING
2.WIRE DRAWING
3.STRETCH FORMING
4.DEEP DRAWING
5.FORMING WITH RUBBER
BAR AND TUBE DRAWING
Hasil dari bar drawing adalah pengecilan penampang melintang dan pemanjangan batang dengan
konsekuensinya timbul strain.
Hardening pada umumnya proses ini dilakukan secara bertahap
Proses bar drawing ini biasanya diikuti dengan proses annealing jika reduksi penampangnya
melebihi 30-50 %
Proses tube drawing digunakan untuk membuat pipa tanpa sambungan.
Bahan dasar yang digunakan berbentuk pipa sehingga kualitas pipa yang dihasilkan memiliki
permukaan yang halus, berdinding tipis dan keakuratannya tinggi serta kekuatannya naik.
Mandrel dipergunakan dalam proses ini untuk diameter tube 1/2″-10″
WIRE DRAWING
Prinsipnya sama dengan bar drawing. Hanya saja diameternya lebih kecil, dan dikerjakan secara
kontinu melalui beberapa die.
Jika diperlukan kawat yang lunak, annealing dilakukan didalam dapur dengan mengontrol
temperaturnya setelah proses drawing terakhir.
Pada proses penarikan kontinu, kawat ditarik melalui beberapa die dan rol penarik yang disusun
seri.
STRETCH FORMING
Pada proses ini, die (form block) hanya dikenai tegangan kompresi, benda kerja yang diikat
dengan grip dan ditarik ke arah horisontal. Die umumnya terbuat/dapat dibuat dari kayu atay
plastik.
Stretch forming merupakan proses yang dikembangkan dari aerospace dalam pembuatan
penampang yang lebar dari sheet dan ditarik untuk membentuk lengkungan penampang.
DEEP DRAWING
Proses ini ditujukan untuk membuat tangki dengan berbagai bentuk dimana kedalamannya lebih
besar dibandingkan dengan ukuran diameter, dan disamping itu dikenal juga istilah shallow
drawing.
Pada dasarnya proses ini ada dua, yaitu:
1.SHRINK FORMING
Pada proses ini terjadi kompresi melingkar selama proses dengan pengurangan diameter dan
logam cenderung tipis. Karena material cukup tebal maka pada dinding produk akan berakibat
terjadi kerutan.
2.STRETCH FORMING
Pada proses ini terjadi pengecilan benda kerja sebagi akibat tarikan melingkar yang digunakan
untuk memperbesar diameter.
Guna mencegah kerutan dna ketebalan dinding yang tidak merata, aliran logam harus dikontrol.
Hal ini dapat diatasi dengan memberikan ring penakan. Perhatikan gambar dibawah ini.
FORMING WITH RUBBER
Pada proses ini karet dipakai sebagai penekan, ditujukan untuk mengeliminir salah satu die aas
atau bawah.
Proses guerin forming didasarkan pada kenyataan bahwa sifat konsisten dari karet dapat
mentransfer seluruh tekanan yang diberikannya secara uniform ke segala arah.
Proses bulging didasarkan bahwa fluida atau karet dimanfaatkan untuk memindahkan tekanan
yang dibutuhkan untuk mengembangkan bahan baku ke arah luar sehingga menempel pada die.
BENDING
Bending adalah proses deformasi secara plastik dari logam terhadap sumbu linier dengan hanya
sedikit atau hampir tidak mengalami perubahan perubahan luas permukaan.
Bending menyebabkan logam pada sisi luar sumbu netral mengalami tarikan, sedangkan pada
sisi lainnya mengalami tekanan.
Proses bending dapat dibagi menjadi 6 bagian :
1.ANGLE BENDING
2.ROLL BENDING
3.ROLL FORMING
4.SEAMING
5.STRAIGHTENING
6.FLANGING
ANGLE BENDING
Angle bending untuk membuat lengkungan dengan sudut sampai +- 150o pada lembaran logam.
ROLL BENDING
Biasanya digunakan untuk membentuk silinder. Bentuk-bentuk lengkung atau lingkaran dari
pelat logam.
ROLL FORMING
Proses ini digunakan untuk membuat bentuk-bentuk kompleks dengan bahan dasar lembaran
logam . tebal bahan sebelum maupun sesudah proses pembenatukan tidak mengalami perubahan
posisi roll dipasang sejajar dan prosesnya berjalan continu.
SEAMING
Seaming adalah operasi bending yang digunakan untuk menyambung ujung lembaran logam
sehingga membentuk benda kerja seperti kaleng, drum, ember, dsb.
sambungan dibentuk dengan rol-rol kecil yang disusun secara berurutan.
STRAIGHTENING
STRAIGHTENING merupakan proses yang berlawanan dengan bending , digunakan untuk
meluruskan lembaran logam .
Pada umumnya straightening dilaksanakan sebelum benda kerja dibending.
Proses ini menggunakan rol-rol yang dipasang sejajar dengan ketinggian sumbu rol yang
berbeda.
FLANGING
Proses Flanging sama dengan seaming hanya saja ditunjukkan untuk melipat dan membentuk
suatu permukaan yang lebih besar.
HIGH ENERGY RATE FORMING
PRINSIP: Proses pembentukan logam secara plastis dengan menggunakan energy yang tinggi
dalam interval yang singkat . Seringkali High Energy Rate Forming disingkat dengan Herf.
Keuntungan dari Herf:
1. Memungkinkan membuat benda kerja besar dan sulit untuk dibentuk dengan peralatan yang
lebih murah daripada yang lain
2. Hampir tidak ada Spring Back
Herf dapat dilaksanakan dengan 5 metoda:
1. Underwater Explosions
2. Teknik Electrohydraulic
3. Pneumatic – Mechanical Mean
4. Internal Combustion of Gaseous Mixtures
5. Teknik Electromagnetik
This entry was posted on Saturday, December 26th, 2009 at 6:26 pm and is filed under
Uncategorized. You can follow any responses to this entry through the RSS 2.0 feed. You can
leave a response, or trackback from your own site
by : anda_eng at 2:36:00 AM 0 comment
mengenal proses deep drawing
Mengenal Proses Deep Drawing
(Introduction to deep drawing process)
Oleh :
Ahmad Hasnan S
Lisensi Tutorial:
Copyright © 2006 Oke.or.id
Seluruh tulisan di oke.or.id dapat digunakan, dimodifikasi dan disebarkan secara
bebas untuk tujuan bukan komersial (nonprofit), dengan syarat tidak menghapus
atau merubah atribut penulis dan pernyataan copyright yang disertakan dalam
setiap dokumen. Diperbolehkan untuk mengedit , mengubah dan menerbitkan
ulang dengan syarat tetap menyertakan atribut penulis dan oke.or.id. Untuk
Tujuan komersial harap menghubungi penulis atau oke.or.id
Mengenal Proses Deep Drawing
Definisi Drawing
Deep Drawing atau biasa disebut drawing adalah salah satu jenis proses pembentukan logam,
dimana bentuk pada umumnya berupa silinder dan selalu mempunyai kedalaman tertentu,
sedangkan defiisi menurut P.CO Sharma seorang professor production technology drawing
adalah Proses drawing adalah proses pembentukan logam dari lembaran logam ke dalam bentuk
tabung (hallow shape) (P.C. Sharma 2001 : 88)
Deep Drawing dan Drawing
Deep drawing dan drawing pada intinya merupakan satu jenis proses produksi namun terdapat
beberapa ahli yang membedakan dengan indek ketinggian, proses deep drawing mempunyai
indek ketinggian yang lebih besar dibandingkan dengan drawing.
Selain itu terdapat proses praduksi yang berbeda dengan proses drawing tetapi juga diberi istilah
drawing, proses tersebut berupa penarikan, seperti pada pembuatan beberapa jenis bentuk kawat,
untuk membedakan kedua proses tersebut (penarikan dan pembuatan bentuk silinder) beberapa
ahli memberikan istilah yang lebih khusus. Yaitu rod drawing atau wire drawing untuk proses
pembentukan kawat.
Artikel ini akan mengenalkan lebih lanjut tentang proses drawing, proses drawing yang
dimaksudkan dalam artikel ini adalah proses drawing yang mempunyai kesamaan arti dengan
deep drawing

bahan dasar dari proses drawing adalah lembaran logam (sheet metal) yang disebut dengan
blank, sedangkan produk dari hasil proses drawing disebut dengan draw piece, (gambar 1)
Sumber : D. Eugene Ostergaard ;1967 : 131
Gambar 1 : Blank dan draw piece
Proses Drawing
Proses drawing dilakukan dengan menekan material benda kerja yang berupa lembaran
logam yang disebut dengan blank sehingga terjadi peregangan mengikuti bentuk dies, bentuk
akhir ditentukan oleh punch sebagai penekan dan die sebagai penahan benda kerja saat di tekan
oleh punch. pengertian dari sheet metal adalah lembaran logam dengan ketebalan maksimal 6
mm, lembaran logam (sheet metal) di pasaran dijual dalam bentuk lembaran dan gulungan.
Terdapat berbegai tipe dari lembaran logam yang digunakan, pemilihan dari jenis lembaran
tersebut tergantung dari :
Strain rate yang diperlukan
Benda yang akan dibuat
Material yang diingginkan
Ketebalan benda yang akan dibuat

Kedalaman benda
Pada umumnya berbebagai jenis material logam dalam bentuk lembaran dapat digunakan untuk
proses drawing seperti stainless stell, alumunium, tembaga, perak, emas, baja. Maupun titanium.
Gambaran lengkap proses drawing dapat dilihat pada gambar 2
Sumber : D. Eugene Ostergaard ;1967 : 128
Gambar 2.: Proses drawing
Kontak Awal
Pada gambar 2.A, punch bergerak dari atas ke bawah, blank dipegang oleh nest agar tidak
bergeser ke samping, kontak awal terjadi ketika bagian-bagian dari die set saling menyentuh
lembaran logam (blank) saat kontak awal terjadi belum terjadi gaya-gaya dan gesekan dalam
proses drawing.
Bending
Selanjutnya lembaran logam mengalami proses bending seperti pada gambar 2. B, punch
terus menekan kebawah sehingga posisi punch lebih dalam melebihi jari-jari (R) dari die,
sedangkan posisi die tetap tidak bergerak ataupun berpindah tempat, kombinasi gaya tekan dari
punch dan gaya penahan dari die menyebabkan material mengalami peregangan sepanjang jari-
jari die, sedangkan daerah terluar dari blank mengalami kompresi arah radial. Bending
merupakan proses pertama yang terjadi pada rangkaian pembentukan proses drawing,
keberhasilan proses bending ditentukan oleh aliran material saat proses terjadi.
Straightening
Saat punch sudah melewati radius die, gerakan punch ke bawah akan menghasilkan
pelurusan sepanjang dinding die ( gambar 2. C ), lembaran logam akan mengalami peregangan
sepanjang dinding die. Dari proses pelurusan sepanjang dinding die diharapkan mampu
menghasilkan bentuk silinder sesuai dengan bentuk die dan punch.
Compression
Proses compression terjadi ketika punch bergerak kebawah, akibatnya blank tertarik
untuk mengikuti gerakan dari punch, daerah blank yang masih berada pada blankholder akan
mengalami compression arah radial mengikuti bentuk dari die.
Tension
Tegangan tarik terbesar terjadi pada bagian bawah cup produk hasil drawing, bagian ini
adalah bagian yang paling mudah mengalami cacat sobek (tore), pembentukan bagian bawah cup
merupakan proses terakhir pada proses drawing.
Komponen Utama Die Set
Proses drawing mempunyai karateristik khusus dibandingkan dengan proses
pembentukan logam lain, yaitu pada umumnya produk yang dihasilkan memiliki bentuk tabung
yang mempunyai ketinggian tertentu, sehingga die yang digunakan dalam juga mempunyai
bentuk khusus, proses pembentukan berarti adalah proses non cutting logam. Produk yang
dihasilkan dari drawing bervariasi tergantung dari desain die dan punch, gambar 2.4
menunjukkan beberapa jenis produk (draw piece) hasil drawing.

Sumber : D. Eugene Ostergaard ;1967 : 127
Gambar 3 : Beberapa macam bentuk draw piece
Dalam satu unit die set terdapat komponen utama yaitu :
1. punch
2. blankholder
3. die

sedangkan komponen lainya merupakan komponen tambahan tergantung dari jenis die yang
dipakai.
Bentuk dan posisi dari komponen utama tersebut dapat dilihat pada gambar 4
Sumber : http://www.thefabricator.com/
Gambar 4 : Bagian Utama Die Drawing
Blankholder
Berfungsi memegang blank atau benda kerja berupa lembaran logam, pada gambar diatas
blankholder berada diatas benda kerja, walaupun berfungsi untuk memegang benda kerja, benda
kerja harus tetap dapat bergerak saat proses drawing dilakukan sebab saat proses drawing
berlangsung benda kerja yang dijepit oleh blankholder akan bergerak ke arah pusat sesuai
dengan bentuk dari die drawing. Sebagian jenis blankholder diganti dengan nest yang
mempunyai fungsi hampir sama, bentuk nest berupa lingkaran yang terdapat lubang didalamnya,
lubang tersebut sebagai tempat peletakan dari benda kerja agar tidak bergeser ke samping.
Punch
Punch merupakan bagian yang bergerak ke bawah untuk meneruskan gaya dari sumber
tenaga sehingga blank tertekan ke bawah, bentuk punch disesuaikan dengan bentuk akhir yang

diiginkan dari proses drawing, letak punch pada gambar 2. berada di atas blank, posisi dari
punch sebenarnya tidak selalu diatas tergantung dari jenis die drawing yang digunakan.
Die
Merupakan komponen utama yang berperan dalam menentukan bentuk akhir dari benda kerja
drawing (draw piece), bentuk dan ukuran die bervariasi sesuai dengan bentuk akhir yang
diinginkan, kontruksi die harus mampu menahan gerakan, gaya geser serta gaya punch. Pada die
terdapat radius tertentu yang berfungsi mempermudah reduksi benda saat proses berlangsung,
lebih jauh lagi dengan adanya jari-jari diharapakan tidak terjadi sobek pada material yang akan di
drawing.
Variabel Proses Drawing
Terdapat beberapa hal yang perlu diperhatikan dalam melakukan proses drawing,
variabel yang mempengaruhi proses drawing antara lain :
1. Gesekan
Saat proses drawing berlangsung gesekan terjadi antara permukaan punch, dies drawing
dengan blank, gesekan akan mempengaruhi hasil dari produk yang dihasilkan sekaligus
mempengaruhi besarnya gaya yang dibutuhkan untuk proses pembentukan drawing, semakin
besar gaya gesek maka gaya untuk proses drawing juga meningkat, beberapa faktor yang
mempengaruhi gesekan antara lain :
Pelumasan
proses pelumasan adalah salah satu cara mengontrol kondisi lapisan tribologi pada proses
drawing, dengan pelumasan diharapkan mampu menurunkan koefisien gesek permukaan
material yang bersinggungan.
Gaya Blank Holder
Gaya blank holder yang tinggi akan meningkatkan gesekan yang terjadi, bila gaya blank holder
terlalu tinggi dapat mengakibatkan aliran material tidak sempurna sehingga produk dapat
mengalami cacat.
Kekasaran Permukaan Blank
Kekasaran permukaan blank mempengaruhi besarnya gesekan yang terjadi, semakin kasar
permukaan blank maka gesekan yang terjadi juga semakin besar. Hal ini disebabkan kofisien
gesek yang terjadi semakin besar seiring dengan peningkatan kekasaran permukaan.
Kekasaran Permukaan punch, die dan blank holder
Seperti halnya permukaan blank semakin kasar permukaan punch, die dan blank holder koefisien
gesek yang dihasilkan semakin besar sehingga gesekan yang terjadi juga semakin besar.
2. Bending dan straightening
Pada proses drawing setelah blank holder dan punch menempel pada permukaan blank
saat kondisi blank masih lurus selanjutnya terjadi proses pembengkokan material (bending) dan
pelurusan sheet sepanjang sisi samping dalam dies (straightening). Variabel yang mempengaruhi
proses ini adalah :
Radius Punch
Radius punch disesuaikan dengan besarnya radius die, radius punch yang tajam akan
memperbesar gaya bending yang dibutuhkan untuk proses drawing.
Radius Die
Radius die disesuaikan dengan produk yang pada nantinya akan dihasilkan, radius die
berpengaruh terhadap gaya pembentukan, bila besarnya radius die mendekati besarnya tebal
lembaran logam maka gaya bending yang terjadi semakin kecil sebaliknya apabila besarnya
radius die semakin meningkat maka gaya bending yang terjadi semakin besar.
3 Penekanan
Proses penekanan terjadi setelah proses straghtening, proses ini merupakan proses
terakhir yang menetukan bentuk dari bagian bawah produk drawing, besarnya gaya tekan yang
dilakukan dipengaruhi oleh :
Drawability
Drawability adalah kemampuan bahan untuk dilakukan proses drawing, sedangkan nilainya
ditentukan oleh Limiting drawing ratio ( ), batas maksimum adalah batas dimana bila
material mengalami proses penarikan dan melebihi nilai limit akan terjadi cacat sobek (craking).
Keuletan logam
Semakin ulet lembaran logam blank semakin besar kemampuan blank untuk dibentuk ke dalam
bentuk yang beranekaragam dan tidak mudah terjadi sobek pada saat proses penekanan, keuletan
logam yang kecil mengakibatkan blank mudah sobek
Tegangan Maksimum material
Material blank yang mempunyai tegangan maksimum besar mempunyai kekuatan menahan
tegangan yang lebih besar sehingga produk tidak mudah mengalami cacat, material dengan
tegangan maksimum kecil mudah cacat seperti sobek dan berkerut.
Ketebalan Blank
Ketebalan blank mempengaruhi besar dari gaya penekanan yang dibutuhkan, semakin tebal
blank akan dibutuhkan gaya penekanan yang besar sebaliknya bila blank semakin tipis maka
dibutuhkan gaya yang kecil untuk menekan blank.
Temperatur
Dengan naiknya temperatur akan dibutuhkan gaya penekanan yang kecil hal ini disebabkan
kondisi material yang ikatan butirannya semakin meregang sehingga material mudah untuk
dilakukan deformasi.
4. Diameter blank
Diemeter blank tergantung dari bentuk produk yang akan dibuat, apabila material kurang
dari kebutuhan dapat menyebabkan bentuk produk tidak sesuai dengan yang diinginkan, namun
bila material blank terlalu berlebih dari kebutuhan dapat menyebabkan terjadinya cacat pada
produk seperti kerutan pada pinggiran serta sobek pada daerah yang mengalami bending.
5. Kelonggaran
Kelonggoran atau cleaerence adalah celah antara punch dan die untuk memudahkan
gerakan lembaran logam saat proses drawing berlangsung.
Untuk memudahkan gerakan lembaran logam pada waktu proses drawing, maka besar clearence
tersebut 7 % - 20 % lebih besar dari tebal lembaran logam, bila celah die terlalu kecil atau
kurang dari tebal lembaran logam, lembaran logam dapat mengalami penipisan (ironing) dan bila
besar clearence melebihi toleransi 20 % dapat mengakibatkan terjadinya kerutan.
(Donaldson,1986:73)
6. Strain Ratio
Strain ratio adalah ketahanan lembaran logam untuk mengalami peregangan, bila
lembaran memiliki perbandingan regangan yang tinggi maka kemungkinan terjadinya sobekan
akan lebih kecil.
7. Kecepatan Drawing
Die drawing jenis punch berada diatas dengan nest dapat diberi kecepatan yang lebih
tinggi dibandingkan jenis die yang menggunakan blank holder, kecepatan yang tidak sesuai
dapat menyebabkan retak bahkan sobek pada material, masing – masing jenis material
mempunyai karateristik berbeda sehingga kecepatan maksimal masing – masing material juga
berbeda. Tabel berikut adalah kecepatan maksimal beberapa jenis material yang biasa digunakan
untuk sheet metal drawing.
Tabel 2.1 : Jenis material dan kecepatan maksimal draw dies
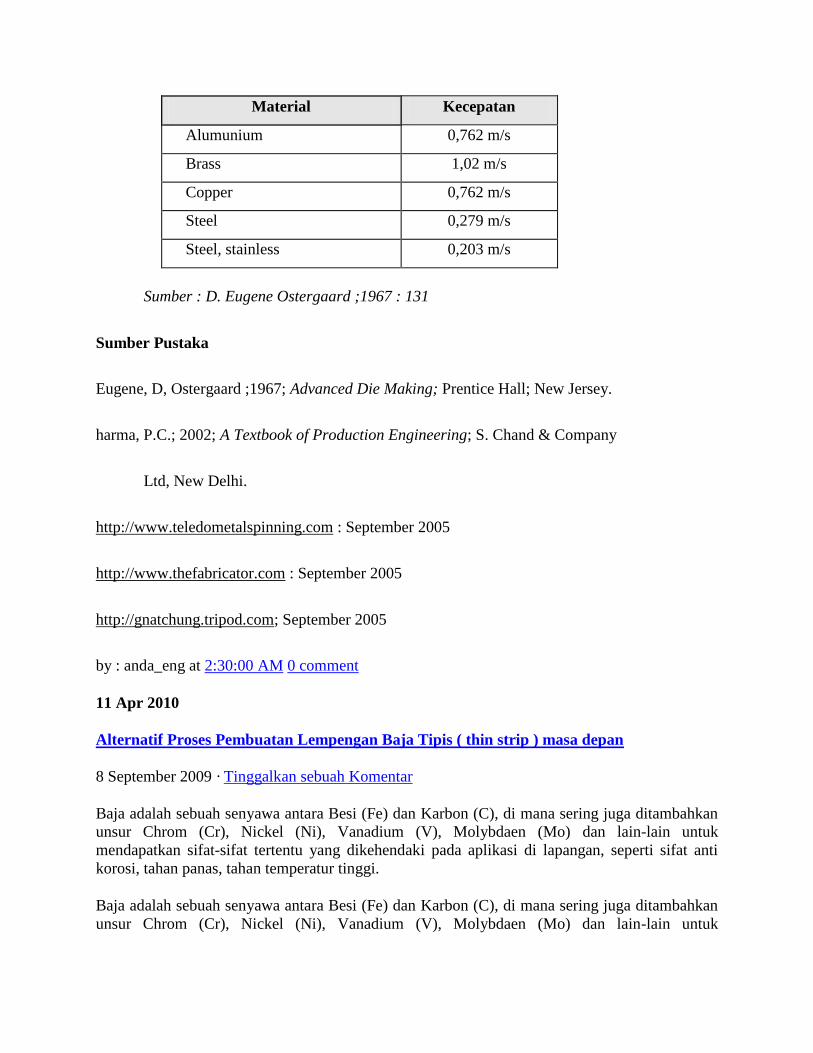
Material Kecepatan
Alumunium 0,762 m/s
Brass 1,02 m/s
Copper 0,762 m/s
Steel 0,279 m/s
Steel, stainless 0,203 m/s
Sumber : D. Eugene Ostergaard ;1967 : 131
Sumber Pustaka
Eugene, D, Ostergaard ;1967; Advanced Die Making; Prentice Hall; New Jersey.
harma, P.C.; 2002; A Textbook of Production Engineering; S. Chand & Company
Ltd, New Delhi.
http://www.teledometalspinning.com : September 2005
http://www.thefabricator.com : September 2005
http://gnatchung.tripod.com; September 2005
by : anda_eng at 2:30:00 AM 0 comment
11 Apr 2010
Alternatif Proses Pembuatan Lempengan Baja Tipis ( thin strip ) masa depan
8 September 2009 · Tinggalkan sebuah Komentar
Baja adalah sebuah senyawa antara Besi (Fe) dan Karbon (C), di mana sering juga ditambahkan
unsur Chrom (Cr), Nickel (Ni), Vanadium (V), Molybdaen (Mo) dan lain-lain untuk
mendapatkan sifat-sifat tertentu yang dikehendaki pada aplikasi di lapangan, seperti sifat anti
korosi, tahan panas, tahan temperatur tinggi.
Baja adalah sebuah senyawa antara Besi (Fe) dan Karbon (C), di mana sering juga ditambahkan
unsur Chrom (Cr), Nickel (Ni), Vanadium (V), Molybdaen (Mo) dan lain-lain untuk
mendapatkan sifat-sifat tertentu yang dikehendaki pada aplikasi di lapangan, seperti sifat anti
korosi, tahan panas, tahan temperatur tinggi.
Dibandingkan jenis logam yang lain (misalnya Aluminium, Tembaga, dll) maka besi/baja adalah
bahan yang paling banyak diproduksi di dunia hingga saat ini. Statistik menunjukkan, bahwa 92
% penggunaan logam dunia adalah besi/baja. Pada tahun 1998, produksi Rohstahl/raw steel (baja
baku) sejumlah 750 juta ton. Karena besarnya pangsa pasar baja ini, maka negara-negara yang
maju dalam industri baja berlomba-lomba untuk membuat rekayasa-rekayasa baru di dalam
proses produksi. Tujuannya adalah untuk mendapatkan baja berkualitas bagus dengan harga yang
relatif murah.
Salah satu produk setengah jadi yang penting adalah lempengan baja (strip, plate, sheet)dengan
berbagai macam variasi ketebalan. Lempengan baja banyak digunakan sebagai bahan baku untuk
produksi karoseri mobil, kereta, hingga alat-alat dapur.
Proses konvensional pembuatan lempengan baja biasanya sebagai berikut : Pertama kalinya, baja
cair dicor dengan metode Strangguss/continuous casting. Dari sini diperoleh hasil baja dalam
bentuk batangan (slab) dengan ketebalan 150 hingga 320 mm. Proses selanjutnya adalah
penipisan ketebalan dengan rolling mill sehingga diperoleh lempengan tipis 2 hingga 20 mm.
Salah satu cara penyederhanaan produksi adalah dengan menciptakan instalasi continuous
casting yang mampu menghasilkan baja dengan ketebalan di bawah 150 – 320 mm. Sejak tahun
1980, telah berhasil dicor baja batangan dengan ketebalan di bawah 25 mm (misalnya dengan
metode CPR). Dengan demikian bisa dilakukan penghematan pada proses rolling.
Sejak lima belas tahun ini Institute for metal forming (IBF), RWTH Aachen University of
Technology, Jerman bekerjasama dengan Thyssen Krupp Stahl AG (TKS) mencoba melakukan
terobosan baru dalam produksi strip (lempengan baja tipis). Terobosan baru ini sebenarnya telah
diimpi-impikan sejak lama oleh Sir Henry Bessemer pada tahun 1891. Ahli baja asal Inggris
tersebut bahkan telah mendesign dan mempatenkan instalasi proses pembuatan baja tipis yang
terkenal dengan nama “double roller process”. Dalam prinsip ini, baja cair dicor di antara dua
buah roller (silinder) berpendingin air, yang berputar berlawanan arah. Ketebalan lempengan
baja yang dihasilkan tergantung dari setelan celah antara dua buah silinder tersebut. Faktor lain
yang mempengaruhi geometri produk adalah penyebaran tekanan (pressure) di antara celah dan
juga penyebaran temperatur di dalam silinder. Tahap berikutnya, lempengan baja dilewatkan
pada pendingin (air), kemudian melalui cold rolling, dan terakhir digulung (coiling). Dengan
metode ini, telah berhasil dicor lempengan baja dengan ketebalan di bawah 3 – 4 mm, sehingga
hanya dengan proses rolling satu tahap saja bisa diperoleh baja dengan ketebalan seperti produk
jadi. Prinsip double roller process ini baru bisa direalisir di akhir abad 20 seiring dengan
kemajuan komputerisasi pada bidang teknologi kontrol dan pengukuran.
Di dunia ini, menurut keterangan salah seorang researcher dari TKS AG, metode ini
dikembangkan di Italia, Australia, Jepang, dan Jerman. Sementara USA lebih suka untuk
membeli hasil karya dari Australia. Hingga saat ini, masing-masing saling bersaing, dan saling
menyembunyikan hasil-hasil yang telah dicapai. TKS AG sendiri telah membuat sebuah instalasi
thin strip casting (pengecoran lempengan baja tipis) dengan metode double roller di salah satu
pabriknya di kota Krefeld, Jerman. Pada tanggal 10 Desember 1999 telah dilakukan test instalasi
yang pertama kalinya, dengan hasil lempengan baja setebal 3 mm, lebar 1100 mm, berat 36 ton.
Material yang dicor adalah baja dari jenis stainless-steel. Nantinya, Krefeld akan memproduksi
strip dengan ketebalan 1,5 hingga 4,5 mm, ukuran lebar 1050 hingga 1350 mm, dengan
kecepatan 100 meter setiap menitnya.
“Paling cepat tahun depan produksi bisa dimulai,”paparnya lebih lanjut.