Embed Size (px)
Citation preview

República Bolivariana de Venezuela
Instituto Universitario Politécnico Santiago Mariño
Escuela: 45 ingeniería industrial
Asignatura: gerencia industrial sección “s”
Profesor: Bachiller:
Ing. Alcides Sara Jiménez
Ciudad Guayana, Junio 2014

Índice
Págs.
Introducción……………………………………………………………………….03
La termodinámica en el corte de metales, mediante el uso de herramientas de corte, donde existe desprendimiento de viruta.………………………………..04
Tipos de viruta……………………………………………………………………..05
Importancia de las variables de corte, calor, energía y temperatura en el proceso de manufactura…………………………………………………………06
Seguridad industrial y el desprendimiento de virutas en el proceso de manufactura……………………………………………………………………….07
Conclusión…………………………………………………………………………09
Bibliografía………………………………………………………………………….10

Introducción
Es fundamental la termodinámica en este trabajo porque tiene como finalidad
adquirir conocimientos del Procesos de cortes de metales, por Arranque de
Viruta ya que es de vital importancia en el proceso de fabricación y terminación
de una pieza de configuración geométrica que requiere un acabado deseado,
tanto como para el fabricante como para el consumidor final. En el desarrollo
del trabajo nos toparemos con diferentes puntos relacionados a este tema
como lo son los tipos de virutas, entre los distintos casos.

La termodinámica en el corte de metales, mediante el uso de herramientas
de corte, donde existe desprendimiento de viruta.
La termodinámica en el corte de metales, mediante el uso de herramientas de
corte, donde existe desprendimiento de viruta. Cortar metales involucra la
remoción de metal mediante las operaciones de maquinado. Tradicionalmente,
el maquinado se realiza en tornos, taladradoras de columna, y fresadoras con el
uso de varias herramientas cortantes. El maquinado de éxito requiere el
conocimiento sobre el material cortante. El maquinado es un proceso de
manufactura en el que una herramienta de corte se utiliza para remover el
exceso de material de una pieza de forma que el material que quede tenga la
forma deseada. La acción principal de corte consiste en aplicar deformación en
corte para formar la viruta y exponer la nueva superficie. Podemos cortar:
metales, madera, plásticos, Podemos lograr tolerancias menores de 0.001 y
compuestos, cerámicas. tolerancias mejores que 16 micros pulgadas. Para los
procesos de corte se requiere el uso de una cuchilla para remover el material.
Las cuchillas pueden tener uno, varios, o múltiples segmentos cortantes.
Ejemplos de algunos procesos de corte: torneado cilíndrico, corte en fresadora,
taladrado. En los procesos por arranque de viruta interviene lo siguiente: Metal
Sobrante: es la cantidad de material que debe ser arrancado de la pieza en
bruto, hasta conseguir la configuración geométrica y dimensiones, precisión y
acabados requeridos. La elaboración de piezas es importante, si se tiene una
cantidad excesiva del material sobrante, originará un mayor tiempo de
maquinado, un mayor desperdicio de material, y aumentará el costo de
fabricación. Profundidad de corte: es la profundidad de la capa arrancada de la
superficie de la pieza en una pasada de la herramienta. Velocidad de avance:
es el movimiento de la herramienta respecto a la pieza o de ésta última respecto
a la herramienta en un período de tiempo determinado.
La termodinámica en el corte de los metales Velocidad de corte: Es la distancia
que recorre el filo de corte de la herramienta al pasar en dirección del movimiento
principal (Movimiento de Corte) respecto a la superficie que se trabaja: El movimiento
que se origina, la velocidad de corte puede ser rotativo o alternativo; en el primer caso,
la velocidad de, corte o velocidad lineal relativa entre pieza y herramienta corresponde

a la velocidad tangencial en la zona que se está efectuando el desprendimiento de la
viruta, es decir, donde entran en contacto herramienta y, pieza y debe irse en el punto
desfavorable. En el segundo caso, la velocidad relativa en un instante dado es la
misma en cualquier punto de la pieza o la herramienta.
Tipos de viruta:
A partir de la apariencia de la viruta se puede obtener mucha información valiosa
acerca del proceso de corte, ya que algunos tipos de viruta indican un corte más
eficiente que otros. El tipo de viruta está determinado primordialmente por:
a) Propiedades del material a trabajar.
b) Geometría de la herramienta de corte.
c) Condiciones del maquinado (profundidad de corte, velocidad de avance y velocidad
de corte).
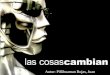
En general, es posible diferenciar inicialmente tres tipos de viruta:
Viruta discontinua. Este caso representa el corte de la mayoría de los materiales
frágiles tales como el hierro fundido y el latón fundido; para estos casos, los esfuerzos
que se producen delante del filo de corte de la herramienta provocan fractura. Lo
anterior se debe a que la deformación real por esfuerzo cortante excede el punto de
fractura en la dirección del plano de corte, de manera que el material se desprende en
segmentos muy pequeños. Por lo común se produce un acabado superficial bastante
aceptable en estos materiales frágiles, puesto que el filo tiende a reducir las
irregularidades.
La termodinámica en el corte de los metales Las virutas discontinuas también se
pueden producir en ciertas condiciones con materiales más dúctiles, causando
superficies rugosas. Tales condiciones pueden ser bajas velocidades de corte o
pequeños ángulos de ataque en el intervalo de 0° a 10° para avances mayores de 0.2
mm. El incremento en el ángulo de ataque o en la velocidad de corte normalmente
elimina la producción de la viruta discontinua.
Viruta Continua. Este tipo de viruta, el cual representa el corte de la mayoría de
materiales dúctiles que permiten al corte tener lugar sin fractura, es producido por

velocidades de corte relativamente altas, grandes ángulos de ataque (entre 10º y 30º)
y poca fricción entre la viruta y la cara de la herramienta.
Las virutas continuas y largas pueden ser difíciles de manejar y en consecuencia la
herramienta debe contar con un rompe virutas que retuerce la viruta y la quiebra en
tramos cortos.
Viruta Continua con protuberancias. Este tipo de viruta representa el corte de
materiales dúctiles a bajas velocidades en donde existe' una alta fricción sobre la cara
de la herramienta. Esta alta fricción es causa de que una delgada capa de viruta quede
cortada de la parte inferior y se adhiera a la cara de la herramienta.
La viruta es similar a la viruta continua, pero la produce una herramienta que tiene
una saliente de metal aglutinado soldada a su cara. Periódicamente se separan
porciones de la saliente y quedan depositadas en la superficie del material, dando
como resultado una superficie rugosa; el resto de la saliente queda como
protuberancia en la parte trasera de la viruta.
Importancia de las variables de corte, calor, energía y temperatura en el
proceso de manufactura.
Importancia de las variables de corte
Aunque el coste de la potencia consumida en una operación de mecanizado no es
un factor económico importante habitualmente, es necesario su conocimiento para
ser capaces de estimar la cantidad de potencia necesaria para realizar la operación
debido a las limitaciones impuestas por la máquina disponible. La capacidad de
estimar la potencia de una operación es importante sobretodo en las operaciones
de desbaste ya que lo que interesa es realizar la operación en el menor tiempo y en
el menor número de pasadas posible. Por otra parte, las fuerzas de corte también
intervienen en fenómenos como el calentamiento de la pieza y la herramienta, el
desgaste de la herramienta, la calidad superficial y dimensional de la pieza, el diseño

del amarre y utillajes necesarios, etc.
La interacción entre la herramienta, la viruta y la pieza, se traduce en una serie de
presiones sobre la superficie de la herramienta. Este sistema de fuerzas y presiones
se puede reducir a una fuerza resultante F. El momento resultante se puede
despreciar ya que el área sobre el que se aplica la fuerza es muy pequeña.
Una primera descomposición de esta fuerza es en dos direcciones ortogonales, una
en la dirección de la velocidad de corte que será la fuerza de corte Fc, y la otra en
la dirección perpendicular a la velocidad de corte que será la fuerza de empuje Ft.
De las dos fuerzas, la única que consume potencia es Fc, siendo la función de Ft la
de mantener la posición del filo de la herramienta en el plano el filo Ps.
Calor
Energia
temperatura
Seguridad industrial y el desprendimiento de virutas en el proceso de
manufactura.
El conjunto de principios, leyes, criterios y normas formuladas cuyo objetivo es
el de controlar el riesgo de accidentes y daños tanto las personas como a los
equipos y materiales que intervienen el desarrollo de toda actividad productiva”
Maquinado tradicional Proceso mediante el cual se remueve metal para dar
forma o acabado a una pieza. Se utilizan métodos tradicionales como el
torneado, el taladrado, el corte, y el amolado, o métodos menos tradicionales
que usan como agentes la electricidad o el ultrasonido.
Taladro La máquina perforadora o taladros de prensa son esenciales en
cualquier taller metal-mecánico.
Un taladro consta de un eje (que hace girar la broca y puede avanzar hacia la
pieza de trabajo, ya sea automática o manualmente) y una mesa de trabajo

(que sostiene rígidamente la pieza de trabajo en posición cuando se hace la
perforación).
Un taladro se utiliza principalmente para hace perforaciones:
Extrusión
Fundición
Tref ilado
Estampado
Laminación
Sinterizacíon
en metales; sin embargo, también pueden llevarse a cabo operaciones
como roscado, rimado, contrataladro, abocardado, mandrinado y
refrentado. Taladro de banco.
Movimiento sin arranque de viruta:
Electroerosión
Bruñido
Rectificado
Aserrado
Fresado
Cepillado
Limado
Mandrinado
Escariado
Taladrado
Torneado
Embutido Movimiento con arranque de viruta:
Doblado
Forja

Conclusión
El Hombre desde los tiempos pasado ha de favorecer su tipo de vida mediante
distintos inventos, fue así como llego la era de los metales, donde el hombre
comenzó a fabricar herramientas con mayor detalle y confección que le
ayudaran en este largo caminar de la Historia. Donde el procesos de
Manufactura, siendo parte importante en la ingeniería operaciones de
conformación de piezas mediante la eliminación de material, ya sea por
arranque de viruta o por abrasión En el mundo mecánico, hay una amplia gama
de piezas, herramientas y maquinarias que son formadas por distintos tipos de
procesos mecánicos tales como estirado, laminado, forja, planchas, fundición y
el de vital importancia en este informe, el de arranque de viruta. Este proceso
de arranque de viruta es de una gran precisión, la cual se logra en la forma y su
calidad superficial de acabados. Generalmente el proceso utilizado es el de sin
arranque de viruta, de modo que el arranque de viruta las cuales son: la forma
requerida y la superficie de acabado en correcto orden. El principio básico
utilizado para todas las maquinas-herramientas, es el de generar superficies
por medio de movimientos relativos entre la herramienta (utensilio que se
encuentra en contacto con la pieza).
.

Bibliografía
Trabajohttp://www.monografias.com/trabajos12/ingdemet/
ingdemet.shtmlIngeniería de Medición del Trabajo
http://www.monografias.com/trabajos12/medtrab/medtrab.shtmlControlde
Calidad.