Embed Size (px)
Citation preview
| 1
biogastest
BIOTECHNOLOGICZNY
WĘZEŁ FERMENTACJI METANOWEJ
W NIEWIELKIEJ OCZYSZCZALNI ŚCIEKÓW
GDAŃSK 2015
| 2
PODSUMOWANIE
Gdy w 2013 roku składowanie osadów ściekowych na składowiskach, zgodnie z dyrektywami UE, uregulowano nowymi,
rygorystycznymi przepisami, utylizacja tzw. osadu nadmiernego w niewielkich oczyszczalniach ścieków zaczęła stanowić drama-
tycznie wysoką pozycję kosztową.
Jedną z metod zmniejszenia ilości osadów jest fermentacja metanowa. Jeszcze do niedawna brak było na rynku technologii
na tyle wydajnych, nadto nie wymagających wysokich nakładów kapitałowych, aby proces fermentacji metanowej w niewielkiej
oczyszczalni ścieków był opłacalny pod względem ekonomicznym. Ten stan rzeczy zmienił się w ostatnich latach.
Przedstawiona technologia kompletnej fermentacji metanowej osadów ściekowych redukuje blisko 100% masy organicznej
osadów. Wymaga relatywnie niskich nakładów kapitałowych, zaś realizowany proces zużywa znikome ilości energii. Z wyjątkiem
pompowania, zagęszczania, maceracji, dezintegracji osadów metodą kawitacji mechanicznej i wstępnej dezintegracji niskotempera-
turowej, w procesie nie jest zużywana energia elektryczna i cieplna. W fermentorach nie występują części mechaniczne, co zmniej-
sza awaryjność i koszty serwisowania. Proces jest stabilny i nie wymaga bieżącego nadzoru.
Efektywność proponowanego ciągu technologicznego wynika z zastosowania w procesie kilku rozwiązań maksymalizujących
metabolizm i namnażanie się mikroorganizmów prowadzących fermentację. W konstrukcjach fermentorów skomplikowane, kosz-
towne i często nieefektywne rozwiązania mechaniczne lub elektroniczne zastąpiono biologicznymi, co poprawiło wydajność i obni-
żyło koszty inwestycji.
| 3
Wszystkie proponowane rozwiązania technologiczne pochodzą od renomowanych dostawców i są dostarczane na plac jako
„plug and play”. Każda z technologii jest solidna i prosta pod względem konstrukcyjnym.
Podstawę procesu stanowi szybka mechaniczna dezintegracja osadu, a dalej zestawienie dwóch wysokowydajnych fermen-
torów, od dwóch rożnych dostawców. Pierwszy bioreaktor pracuje w trybie mezofilowym, lecz przy wysokiej temperaturze procesu,
tj. 40÷42 °C, co oznacza warunki tzw. suboptymalne także dla mikroorganizmów termofilowych; i przy długim czasie zatrzymania
32 dni, skutkującym długotrwałą dezintegracją niskotemperaturową osadu.
Pełny proces fermentacji metanowej, od hydrolizy ponownie poczynając, jest powtarzany w bioreaktorze psychrofilowym, a
więc pozostającym w temperaturze otoczenia, z zastosowaną warstwą biofiltru. Te dwa bioreaktory razem tworzą rozwiązanie
optymalne.
Szereg zastosowanych rozwiązań neutralizuje wpływ inhibitorów procesu anaerobowego.
| 4
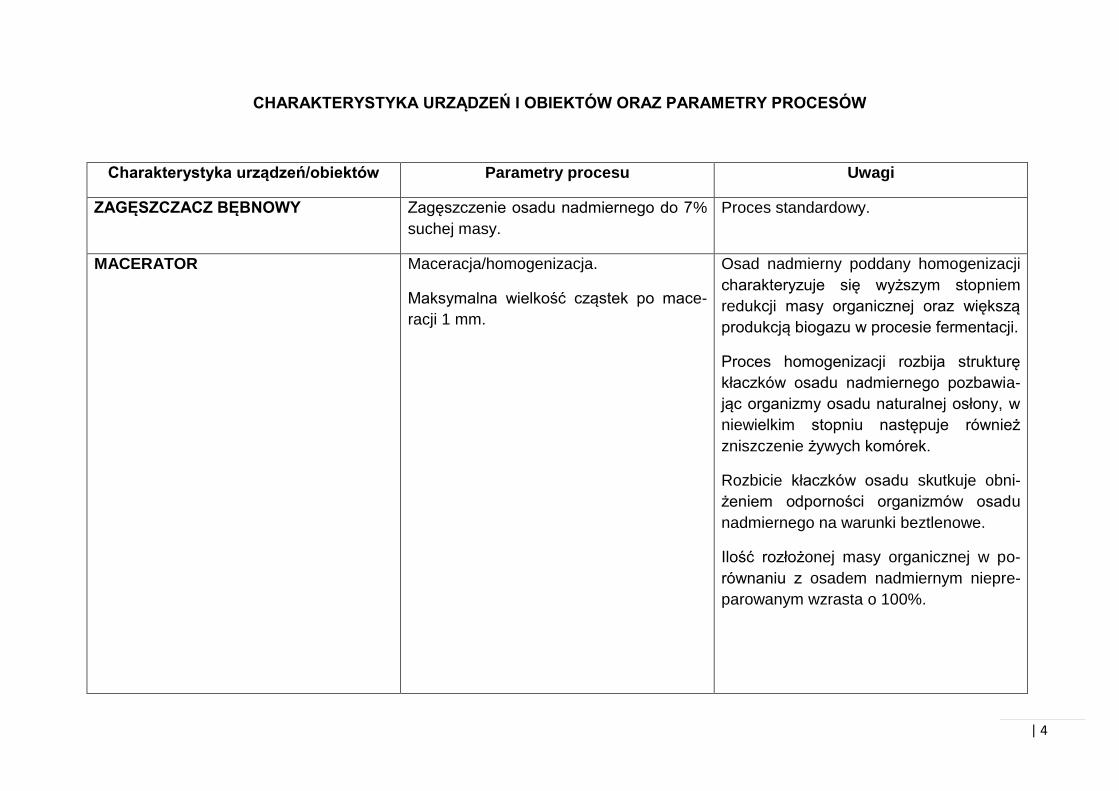
CHARAKTERYSTYKA URZĄDZEŃ I OBIEKTÓW ORAZ PARAMETRY PROCESÓW
Charakterystyka urządzeń/obiektów Parametry procesu Uwagi
ZAGĘSZCZACZ BĘBNOWY Zagęszczenie osadu nadmiernego do 7%
suchej masy.
Proces standardowy.
MACERATOR Maceracja/homogenizacja.
Maksymalna wielkość cząstek po mace-
racji 1 mm.
Osad nadmierny poddany homogenizacji
charakteryzuje się wyższym stopniem
redukcji masy organicznej oraz większą
produkcją biogazu w procesie fermentacji.
Proces homogenizacji rozbija strukturę
kłaczków osadu nadmiernego pozbawia-
jąc organizmy osadu naturalnej osłony, w
niewielkim stopniu następuje również
zniszczenie żywych komórek.
Rozbicie kłaczków osadu skutkuje obni-
żeniem odporności organizmów osadu
nadmiernego na warunki beztlenowe.
Ilość rozłożonej masy organicznej w po-
równaniu z osadem nadmiernym niepre-
parowanym wzrasta o 100%.
| 5
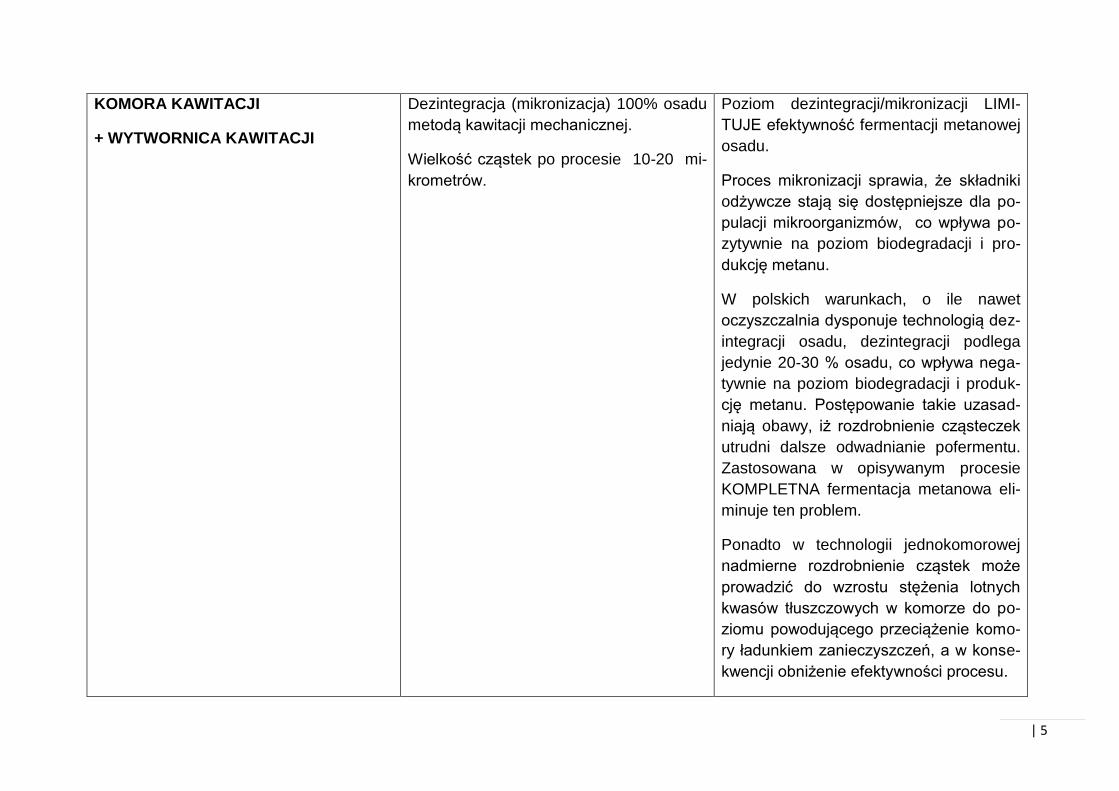
KOMORA KAWITACJI
+ WYTWORNICA KAWITACJI
Dezintegracja (mikronizacja) 100% osadu
metodą kawitacji mechanicznej.
Wielkość cząstek po procesie 10-20 mi-
krometrów.
Poziom dezintegracji/mikronizacji LIMI-
TUJE efektywność fermentacji metanowej
osadu.
Proces mikronizacji sprawia, że składniki
odżywcze stają się dostępniejsze dla po-
pulacji mikroorganizmów, co wpływa po-
zytywnie na poziom biodegradacji i pro-
dukcję metanu.
W polskich warunkach, o ile nawet
oczyszczalnia dysponuje technologią dez-
integracji osadu, dezintegracji podlega
jedynie 20-30 % osadu, co wpływa nega-
tywnie na poziom biodegradacji i produk-
cję metanu. Postępowanie takie uzasad-
niają obawy, iż rozdrobnienie cząsteczek
utrudni dalsze odwadnianie pofermentu.
Zastosowana w opisywanym procesie
KOMPLETNA fermentacja metanowa eli-
minuje ten problem.
Ponadto w technologii jednokomorowej
nadmierne rozdrobnienie cząstek może
prowadzić do wzrostu stężenia lotnych
kwasów tłuszczowych w komorze do po-
ziomu powodującego przeciążenie komo-
ry ładunkiem zanieczyszczeń, a w konse-
kwencji obniżenie efektywności procesu.
| 6
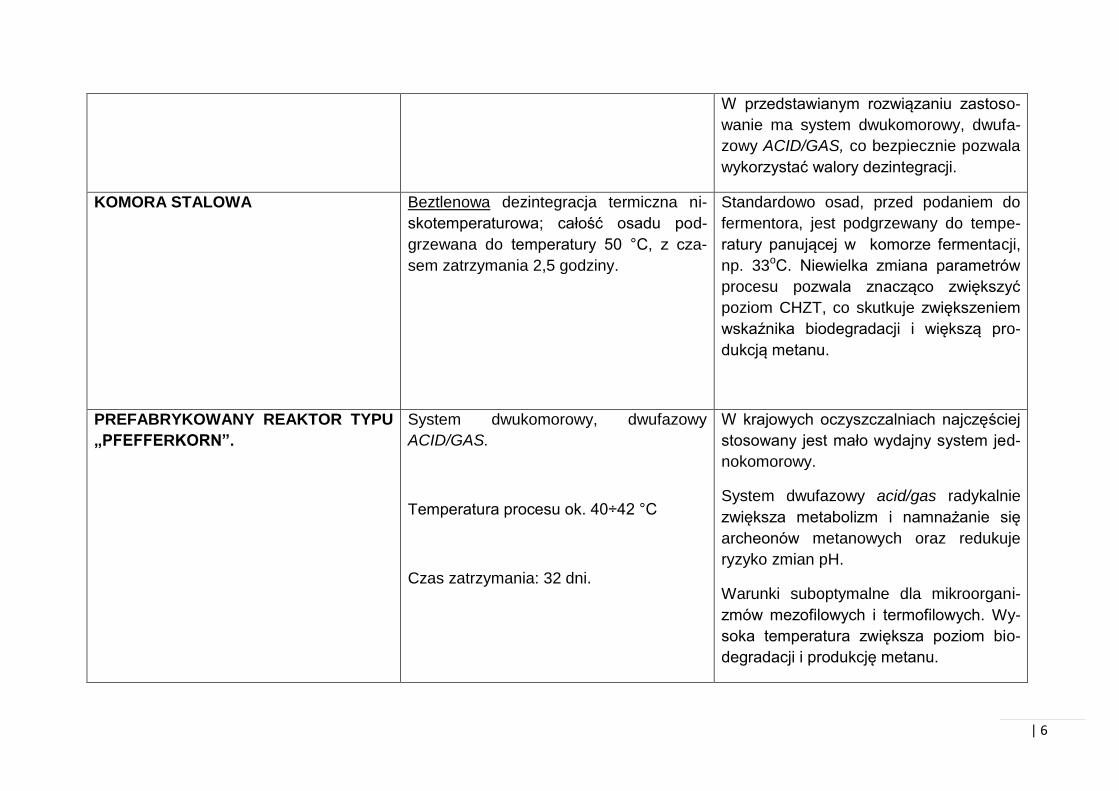
W przedstawianym rozwiązaniu zastoso-
wanie ma system dwukomorowy, dwufa-
zowy ACID/GAS, co bezpiecznie pozwala
wykorzystać walory dezintegracji.
KOMORA STALOWA Beztlenowa dezintegracja termiczna ni-
skotemperaturowa; całość osadu pod-
grzewana do temperatury 50 °C, z cza-
sem zatrzymania 2,5 godziny.
Standardowo osad, przed podaniem do
fermentora, jest podgrzewany do tempe-
ratury panującej w komorze fermentacji,
np. 33oC. Niewielka zmiana parametrów
procesu pozwala znacząco zwiększyć
poziom CHZT, co skutkuje zwiększeniem
wskaźnika biodegradacji i większą pro-
dukcją metanu.
PREFABRYKOWANY REAKTOR TYPU
„PFEFFERKORN”.
System dwukomorowy, dwufazowy
ACID/GAS.
Temperatura procesu ok. 40÷42 °C
Czas zatrzymania: 32 dni.
W krajowych oczyszczalniach najczęściej
stosowany jest mało wydajny system jed-
nokomorowy.
System dwufazowy acid/gas radykalnie
zwiększa metabolizm i namnażanie się
archeonów metanowych oraz redukuje
ryzyko zmian pH.
Warunki suboptymalne dla mikroorgani-
zmów mezofilowych i termofilowych. Wy-
soka temperatura zwiększa poziom bio-
degradacji i produkcję metanu.
| 7
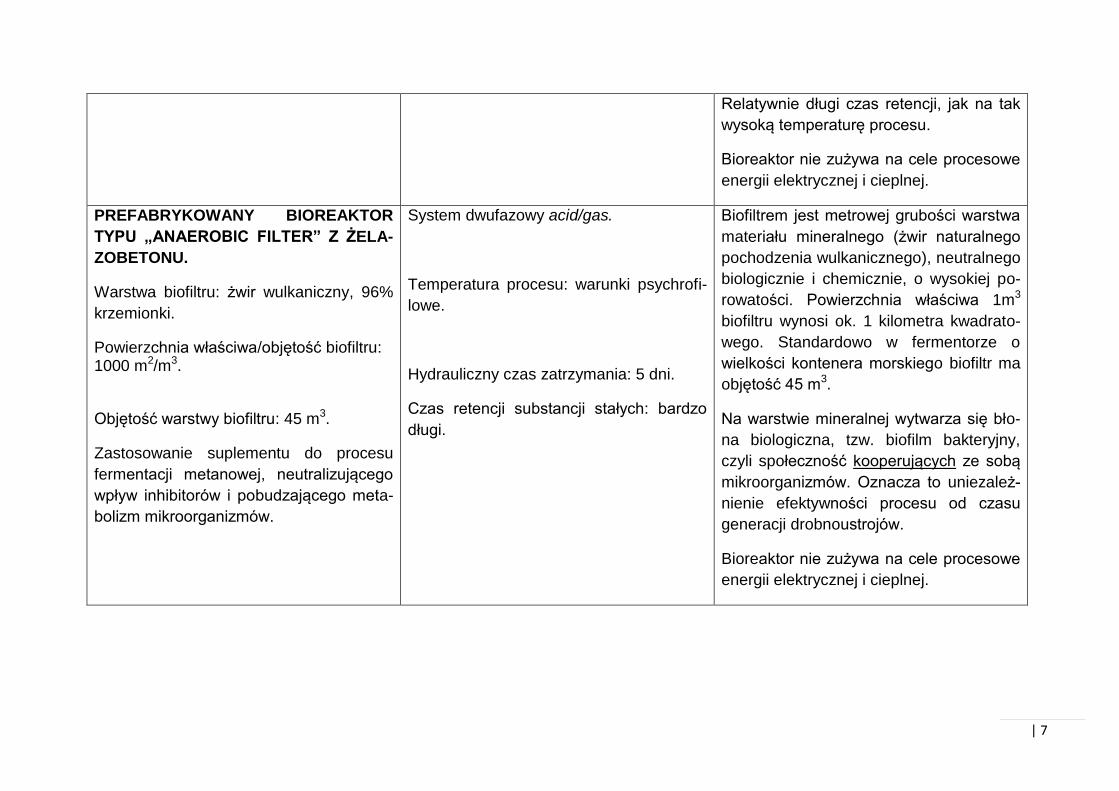
Relatywnie długi czas retencji, jak na tak
wysoką temperaturę procesu.
Bioreaktor nie zużywa na cele procesowe
energii elektrycznej i cieplnej.
PREFABRYKOWANY BIOREAKTOR
TYPU „ANAEROBIC FILTER” Z ŻELA-
ZOBETONU.
Warstwa biofiltru: żwir wulkaniczny, 96%
krzemionki.
Powierzchnia właściwa/objętość biofiltru: 1000 m2/m3.
Objętość warstwy biofiltru: 45 m3.
Zastosowanie suplementu do procesu
fermentacji metanowej, neutralizującego
wpływ inhibitorów i pobudzającego meta-
bolizm mikroorganizmów.
System dwufazowy acid/gas.
Temperatura procesu: warunki psychrofi-
lowe.
Hydrauliczny czas zatrzymania: 5 dni.
Czas retencji substancji stałych: bardzo
długi.
Biofiltrem jest metrowej grubości warstwa
materiału mineralnego (żwir naturalnego
pochodzenia wulkanicznego), neutralnego
biologicznie i chemicznie, o wysokiej po-
rowatości. Powierzchnia właściwa 1m3
biofiltru wynosi ok. 1 kilometra kwadrato-
wego. Standardowo w fermentorze o
wielkości kontenera morskiego biofiltr ma
objętość 45 m3.
Na warstwie mineralnej wytwarza się bło-
na biologiczna, tzw. biofilm bakteryjny,
czyli społeczność kooperujących ze sobą
mikroorganizmów. Oznacza to uniezależ-
nienie efektywności procesu od czasu
generacji drobnoustrojów.
Bioreaktor nie zużywa na cele procesowe
energii elektrycznej i cieplnej.
| 8
Oczyszczalnia ścieków na własne potrzeby zużyje większość energii elektrycznej wytwarzanej w kogeneracji, ze spalania
metanu powstającego w procesie fermentacji beztlenowej osadu nadmiernego. Będzie także w stanie częściowo zagospodarować
wyprodukowaną energię cieplną. Uniknięte koszty utylizacji osadu nadmiernego, możliwość produkcji energii elektrycznej i ciepła
na użytek własny i na sprzedaż, sprawiają, że nawet w wypadku niewielkiej oczyszczalni ścieków inwestycja jest nadzwyczaj ren-
towna.
Nawet w niewielkiej oczyszczalni ścieków,
zagospodarowanie osadów nadmiernych z wykorzystaniem
nowoczesnych technologii fermentacji metanowej
może być nadzwyczaj rentownym przedsięwzięciem,
nie zaś bardzo wysokim kosztem,
jak przy każdym innym rozwiązaniu.
| 9
PROBLEM Z OSADAMI NADMIERNYMI
„Osady ściekowe powstają w oczyszczalniach ścieków jako odpad procesów oczyszczania ścieków i wymagają od-
powiedniego zagospodarowania. Wzrost liczby ludności, zastosowanie nowoczesnych, efektywniejszych technologii
oczyszczania ścieków skutkuje znaczącym wzrostem ilości wytwarzanych osadów ściekowych. Rosną również koszty
związane z ich przeróbką oraz zagospodarowaniem. Osady ściekowe poddawane są procesom przeróbki w celu ustabili-
zowania ich właściwości oraz zmniejszenia objętości. Szacuje się, że koszty związane z przeróbką osadów oraz ich póź-
niejszym zagospodarowaniem stanowią od 20–60% całkowitych kosztów związanych z funkcjonowaniem oczyszczalni
ścieków.”
Na zagospodarowanie osadów ściekowych w Polsce znacząco wpłynęły wymogi prawne związane z członkostwem naszego
kraju w Unii Europejskiej. Najczęściej, do tej pory, końcowym etapem unieszkodliwiania osadów ściekowych było ich mechaniczne
odwadnianie, a następnie osuszanie i składowanie. Nowe rozwiązania prawne skutkują zakazem składowania osadów ściekowych
oraz corocznym wzrostem wytwarzania osadów w wyniku rozbudowy sieci kanalizacyjnych i oczyszczalni ścieków.
Z tych względów w wielu gminach poziom opłat za odprowadzanie ścieków przekracza poziom społecznej akceptowalności
i staje się poważnym problemem politycznym dla miejscowych samorządów.
| 10
METODY ZAGOPODAROWYWANIA OSADÓW
Termiczne metody zagospodarowania osadów ściekowych
Najczęstszą metodą, pozwalającą na energetyczne wykorzystanie osadów ściekowych jest spalanie w spalarniach zawodo-
wych lub współspalanie w urządzeniach przemysłowych np. kotłach lub piecach obrotowych. Proces ten wymaga odpowiedniego
przetworzenia osadów ściekowych (usunięcie wilgoci do poziomu < 20%), kosztownego transportu oraz uiszczenia opłaty do spa-
larni.
Dla wielu oczyszczalni ścieków jest to rozwiązanie całkowicie nieekonomiczne.
Biologiczne metody zagospodarowania osadów ściekowych
Osady ściekowe mogą być kompostowane lub przetwarzane beztlenowo. Urządzenie kompostownika wiąże się z nakładami
kapitałowymi i wysokimi kosztami robocizny. W efekcie powstaje produkt o wątpliwej często wartości handlowej, chociażby ze
względu na długotrwałość procedur dopuszczających kompost do handlu.
Czynnikami ograniczającymi lub wręcz wykluczającymi stosowanie tak osadów, jak i kompostu w rolnictwie lub na cele przy-
rodnicze są często ponadnormatywne zawartości metali ciężkich, obecność zanieczyszczeń organicznych, czy też obecność orga-
nizmów chorobotwórczych i jaj pasożytów. Potencjalni odbiorcy dyktują ceny za odbiór na poziomie nie odbiegającym od cen sto-
sowanych w zawodowych instalacjach utylizacji (spalarnie, RIPOK-i, większe instalacje kompostowania).
Przetwarzane beztlenowe, czyli fermentacja metanowa, jest procesem, który umożliwia tanie oczyszczanie osadów ścieko-
wych z zawartych w nich zanieczyszczeń organicznych z równoczesnym odzyskiem zgromadzonej w nich energii.
FERMENTACJA METANOWA
| 11
Kilka podstawowych informacji podanych za Wikipedią:
Fermentacja metanowa – proces mikrobiologiczny rozkładu substancji organicznych przeprowadzany w warunkach beztlenowych
przez mikroorganizmy anaerobowe z wydzieleniem metanu.
Nazwa „fermentacja metanowa” została nadana przed poznaniem istoty tego procesu i może być myląca. W rzeczywistości jest to
zespół przemian biochemicznych, które łączy brak tlenu.
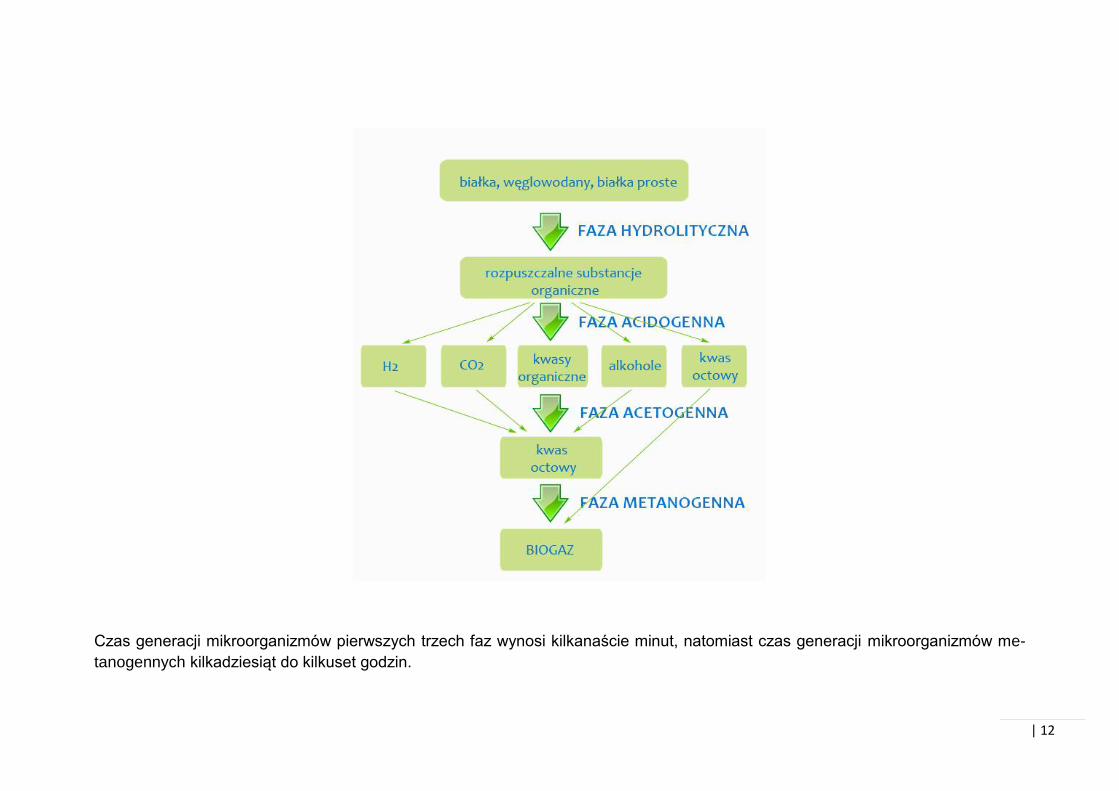
Etapy procesu
Wyróżnia się następujące etapy fermentacji metanowej:
hydroliza prowadząca do rozkładu polimerów organicznych do związków o prostszej budowie, obejmująca w szczególności
rozkład białek do aminokwasów, lipidów do alkoholi i wyższych kwasów tłuszczowych oraz węglowodanów do monosacha-
rydów
acidogeneza, podczas której z produktów hydrolizy wytwarzane są kwasy karboksylowe, głównie walerianowy, mrówkowy i
propionowy
acetogeneza, podczas której powstaje octan produkowany przez heterotrofy z glukozy oraz przez autotrofy z dwutlenku wę-
gla i wodoru
metanogeneza, czyli wytworzenie metanu przez metanogeny z octanu lub na drodze redukcji dwutlenku węgla wodorem
| 12
Czas generacji mikroorganizmów pierwszych trzech faz wynosi kilkanaście minut, natomiast czas generacji mikroorganizmów me-
tanogennych kilkadziesiąt do kilkuset godzin.
| 13
Typy fermentacji metanowej
psychrofilna – zachodzi w temperaturze otoczenia (poniżej 25 stopni), trwa minimum 70–80 dni,
mezofilna – przeprowadzana w temperaturze 30–42 stopni, trwa około 30 dni, w zamkniętych komorach fermentacyjnych z
których ujmowany jest biogaz. Mimo konieczności podgrzewania komory fermentacyjnej, fermentacja mezofilna posiada do-
datni bilans energii.
termofilna – trwa od 15 do 20 dni, zachodzi w temperaturze powyżej 40 stopni w zamkniętych komorach
Biogaz
W wyniku procesu fermentacji powstaje biogaz otrzymywany z odpadów organicznych, takich jak ścieki, stałe odpady komunalne,
osady ściekowe. W zależności od warunków prowadzenia fermentacji oraz od substratów z jednego grama substancji organicznych
można uzyskać do 500 ml biogazu. Głównymi składnikami biogazu są: metan (40–80%), dwutlenek węgla (20–55%), siarkowodór
(0,1–5,5%) oraz wodór, tlenek węgla, azot i tlen w ilościach śladowych.
Inne produkty fermentacji
Oprócz biogazu po fermentacji pozostaje również przefermentowany osad.
| 14
KOSZTOWNE, CZASOCHŁONNE I MAŁO EFEKTYWNE ROZWIĄZANIA
Nadmierne osady ściekowe dość trudno ulegają w warunkach beztlenowych biochemicznemu rozkładowi. Skuteczność usu-wania materii organicznej to ok. 30-50%. Decydują o tym przyczyny obiektywne: - odporność błon cytoplazmatycznych mikroorganizmów składających się na osad nadmierny - obecność w ściekach inhibitorów procesu fermentacji metanowej, jak patogeny, antybiotyki, detergenty, metale ciężkie itp. - duża wrażliwość drobnoustrojów na zmiany pH i temperatury
Inicjacja procesu wymaga osłabienia błon cytoplazmatycznych mikroorganizmów i uwolnienia enzymów biorących udział w procesach biochemicznego rozkładu materii organicznej. Jest to tzw. „dezintegracja osadu”.
W związku z tym wdrażane technologie stabilizacji beztlenowej nadmiernych osadów ściekowych są często bardzo kosztow-ne, czasochłonne i mało efektywne. W średniej wielkości oczyszczalni ścieków koszty samej instalacji do dezintegracji osadu (np. hydroliza termiczna) to nawet dziesiątki milionów złotych.
Utrwaliło się więc przekonanie, iż w wypadku mniejszych oczyszczalni (ilość ścieków niższa niż 8 000-10 000 m3 /dobę), bu-dowa węzła fermentacji metanowej jest nieopłacalna.
O stosunkowo niskiej efektywności procesu, również ekonomicznej, decydują także stosowane rozwiązania technologiczne.
Redukcja materii organicznej i produkcja metanu są w warunkach beztlenowych realizowane przez mikroorganizmy metano-
genne, jednak paradoksalnie, szereg rozwiązań technologicznych stosowanych w węzłach fermentacji metanowej w oczyszczal-
niach ścieków skutecznie niszczy owe organizmy.
Uwaga operatorów skupia się na próbach rozwiązania zagadnień cząstkowych, z których za najważniejsze jest uznawana
wspomniana dezintegracja osadu nadmiernego.
W praktyce badawczej także dominuje przekonanie, iż: „dobór właściwej metody dezintegracji do biomasy, wykorzystywanej
do produkcji biogazu, odgrywa kluczową rolę w przebiegu procesu fermentacji metanowej. Zagadnienie to jest szczególnie istotne
w przypadku materiałów opornych na biodegradację.”
| 15
Fermentacja jest najczęściej realizowana z zastosowaniem fermentora jednokomorowego, co skutkuje minimalną aktywno-
ścią metaboliczną drobnoustrojów metanogennych. To fundamentalna przyczyna niestabilności i niskiej efektywności procesu.
Stosowane dotychczas w krajowej praktyce technologie najczęściej „nie rozwiązują problemu wolnego czasu namnażania
się bakterii prowadzących proces fermentacji metanowej. Szczególnie dotyczy to mikroorganizmów metanogennych, odpowiedzial-
nych za ostatni najważniejszy etap fermentacji ścieków”. Skutkuje to wysokimi kosztami instalacji (długi hydrauliczny czas retencji,
duże objętości komór fermentacyjnych) i niezadowalającą efektywnością procesu.
W warunkach krajowych nie poradzono sobie także z inhibitorami procesu, a więc czynnikami, które mogą spowolnić lub
wręcz załamać fermentację metanową.
| 16
ZMIANA SYTUACJI NA RYNKU
W ciągu ostatnich lat szereg ośrodków naukowych prowadziło badania nad metodami intensyfikacji procesu fermentacji me-
tanowej w oczyszczalniach ścieków, a także w biogazowniach rolniczych. W Republice Federalnej Niemiec wprowadzono system
wsparcia niewielkich instalacji biogazowych o mocy elektrycznej zainstalowanej do 75 kW, czyli mikrobiogazowni. Pojawiły się no-
we, nieznane wcześniej technologie. Obecnie wiele z nich osiągnęło status dojrzałych, zweryfikowanych rozwiązań. Zmienia to
diametralnie obraz rynku i możliwe do wdrażania modele biznesowe.
Wspólnym mianownikiem dla najefektywniejszych rozwiązań jest konstatacja, iż kluczowym zagadnieniem w fermentacji me-
tanowej są procesy metabolizmu i namnażania się mikroorganizmów prowadzących tę fermentację.
| 17
CIĄG TECHNOLOGICZNY DO KOMPLETNEJ FERMENTACJI METANOWEJ OSADU NADMIERNEGO: PODSTAWOWE IN-
FORMACJE
Dezintegracj a osadu w procesie kawitacji mechanicznej
Po niezbędnym procesie zagęszczenia osadu do 7% suchej masy i dalszej maceracji/homogenizacji, zastosowanie znajdzie me-
chaniczna wytwornica kawitacji. Kawitacja niszczy błony cytoplazmatyczne mikroorganizmów składających się na osad nadmierny,
poprawia efektywność procesów biotechnologicznych zależnych od jak najściślejszego kontaktu drobnoustrojów z metabolizowa-
nym substratem. Redukuje zagrożenia ze strony niektórych inhibitorów, jak patogeny. Gotowe do uruchomienia, niewielkie, rela-
tywnie tanie rozwiązanie, oferowane przez kilku producentów.
Minimalne wymogi co do obsługi urządzenia
Pracuje 24 godziny na dobę.
Niewielkie zapotrzebowanie na moc elektryczną.
Procesowi dezintegracji poddawane jest 100% osadu nadmiernego.
| 18
Komora termofilowej obróbki wstępnej osadu
Charakterystyka urządzeń/obiektów do dezintegracji Zamknięta komora stalowa
Parametry procesu Beztlenowa dezintegracja termiczna niskotemperaturowa; całość osadu podgrzewana do temperatury 50 °C, z czasem
zatrzymania 2,5 godziny

| 19
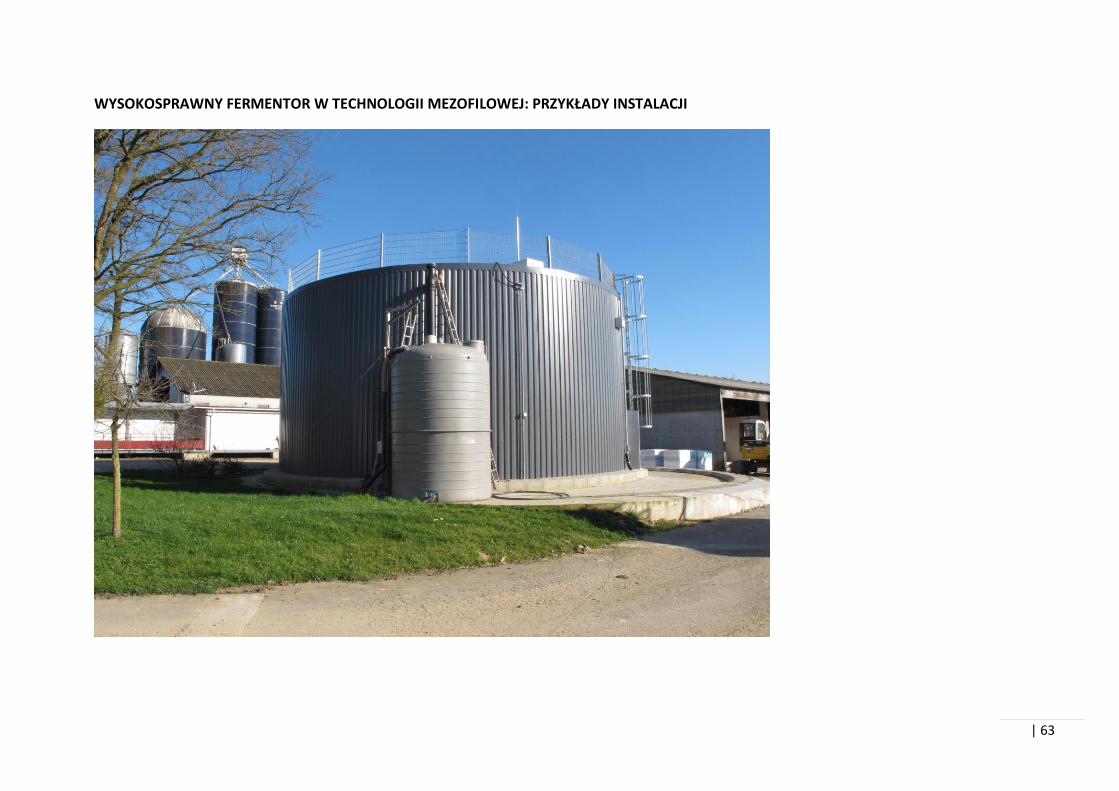
Wysokosprawny fermentor w technologii mezofilowej
Nagrody i rekomendacje:
W Unii Europejskiej rozwiązanie zalecane wśród Najlepszych Dostępnych Technik (BAT). Przedstawiana technologia to
najprawdopodobniej najlepiej sprzedająca się mikrobiogazownia w historii branży – ciągu ostatnich kilku lat zrealizowano ok. 50
obiektów, w Austrii, Niemczech, Włoszech, we Francji, Wielkiej Brytanii, także w Afryce Południowej.
Projekt opracowany przez mikrobiologów austriackich, o cenionym w Europie doświadczeniu w zakresie gospodarki wodno-
ściekowej.
| 20
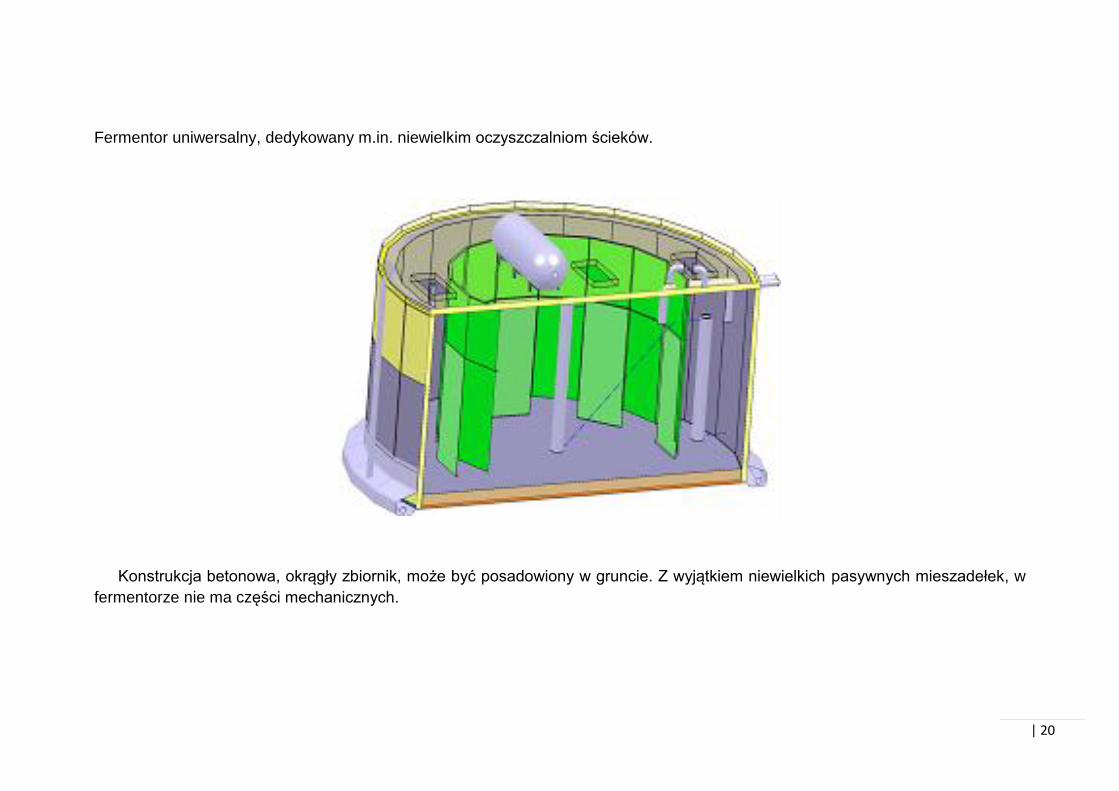
Fermentor uniwersalny, dedykowany m.in. niewielkim oczyszczalniom ścieków.
Konstrukcja betonowa, okrągły zbiornik, może być posadowiony w gruncie. Z wyjątkiem niewielkich pasywnych mieszadełek, w
fermentorze nie ma części mechanicznych.
| 21
Komora w komorze. Fermentacja dwufazowa ACID/GAS. Pierwszy etap obejmuje szybkie fazy hydrolizy, acido- i acetogen-ne, a drugi fazę metanową. Takie rozwiązanie pozwala na zmniejszenie zagrożenia stabilności procesu wynikającego z na-gromadzenia produktów faz kwaśnych, co w jednokomorowych fermentorach wpływa hamująco na fazę metanową.
Optymalne pH dla rozwoju mikroorganizmów metanogennych. W tego rodzaju rozwiązaniach nie występują problemy z wrażliwością drobnoustrojów na zmiany pH.
Wysoka temperatura procesu - 40÷42 °C, co zwiększa aktywność drobnoustrojów i poprawia stopień redukcji związków or-ganicznych. Jest to temperatura tzw. suboptymalna tak dla mikroorganizmów mezofilowych, jak termofilowych.
Pasywny system mieszania i ogrzewania. Fermentor nie zużywa energii elektrycznej i cieplnej na potrzeby własne.
Hydrauliczny czas retencji: ok. 32 dni. Relatywnie długi.
Rozwiązanie skalowalne.
W ciągu technologicznym, w miarę potrzeb, można zainstalować kilka fermentorów.
Objętość fermentora od 200 do 600 m³.
Zużycie substratu do 30 m³ dziennie.
Maksymalna zawartość suchej masy w substracie 11%. Bardzo wysoka.
Zawartość metanu w biogazie 50 – 65%.
Około 20% większa produkcja biogazu niż w rozwiązaniach jednokomorowych.
Zawartość H2S w biogazie <150 ppm. Zazwyczaj biogaz z alternatywnych technologii zawiera od 500 do 3000 i więcej ppm. Zgodnie z zaleceniami producentów kogeneratorów, w biogazie nie powinno być więcej niż 200 – 300 ppm H2S. Proste roz-wiązanie – dostarczanie do procesu z definicji beztlenowego, niewielkich ilości tlenu, redukuje zasiarczenie. Pozwala to uniknąć nakładów na instalację do odsiarczania biogazu, ponadto neutralizuje szkodliwy wpływ metali ciężkich.
Na wewnętrznych, rozbudowanych powierzchniach fermentora wytwarza się tzw. biofilm zjawisko opisane dalej. Unieza-leżnia to efektywność procesu od czasu generacji drobnoustrojów.
Renomowany austriacko-niemiecki dostawca technologii biogazowych zapewnia gotowy do instalacji fermentor, doradztwo i
opiekę mikrobiologiczną.
Oczekiwany efekt procesu: redukcja materii organicznej na poziomie ok. 60%, co jeszcze nie rozwiązuje problemu z
gospodarką osadami w oczyszczalni. Rozwiązaniem będzie użycie bioreaktora postfermentacyjnego.
| 22
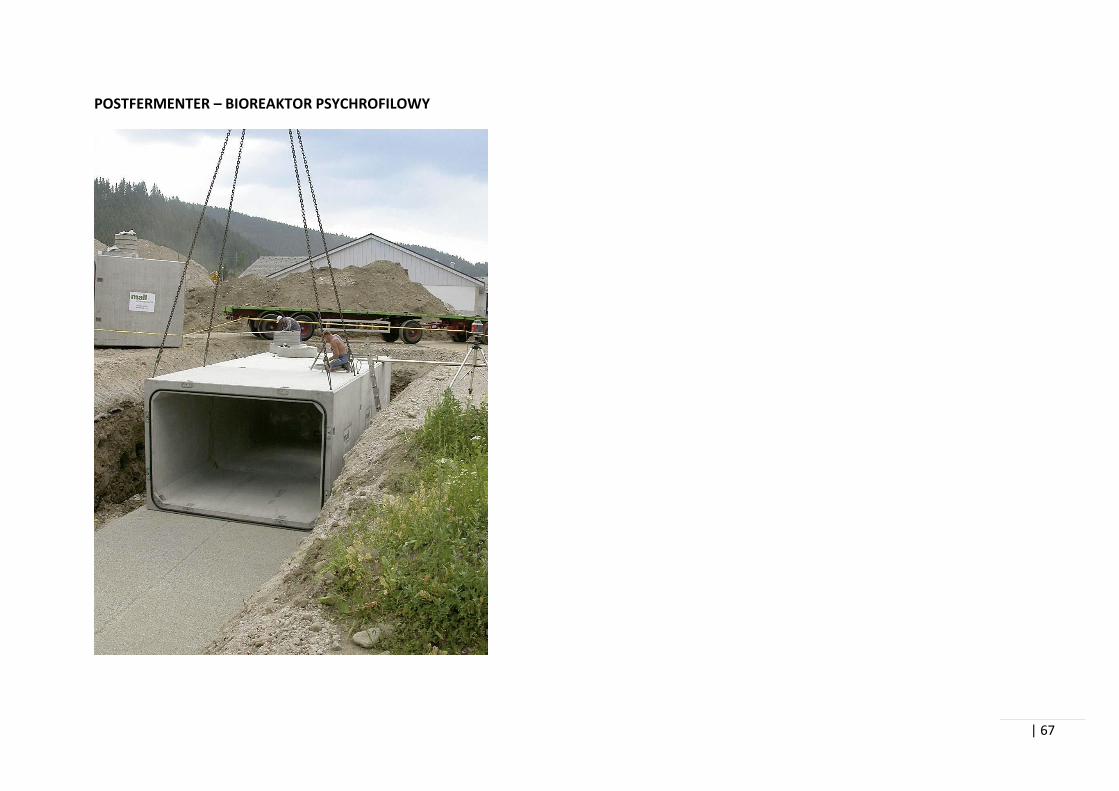
Filtr beztlenowy jako moduł postfermentacyjny
Technologia nagrodzona w Energy Globe Award, międzynarodowym konkursie na najlepsze projekty i inicjatywy związane z wyko-
rzystaniem odnawialnych źródeł energii, wspieranym przez Organizację Narodów Zjednoczonych, Bank Światowy i Europejską Ra-
dę Energii Odnawialnej.
| 23
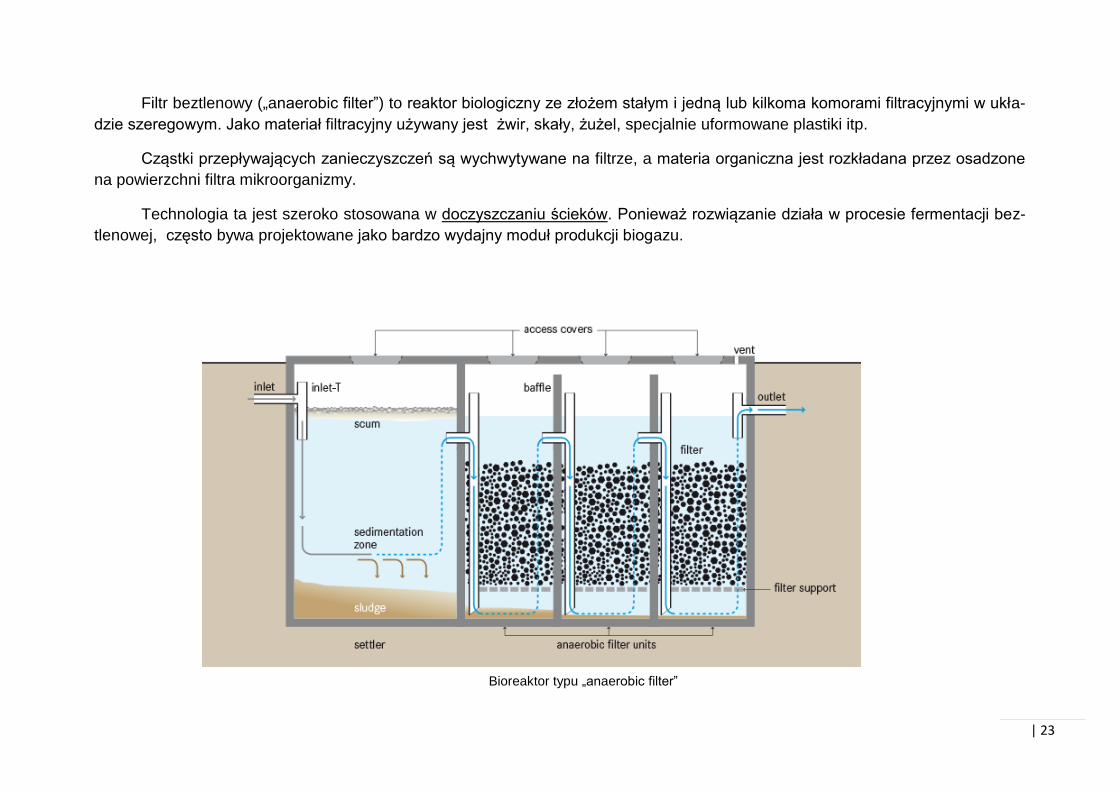
Filtr beztlenowy („anaerobic filter”) to reaktor biologiczny ze złożem stałym i jedną lub kilkoma komorami filtracyjnymi w ukła-
dzie szeregowym. Jako materiał filtracyjny używany jest żwir, skały, żużel, specjalnie uformowane plastiki itp.
Cząstki przepływających zanieczyszczeń są wychwytywane na filtrze, a materia organiczna jest rozkładana przez osadzone
na powierzchni filtra mikroorganizmy.
Technologia ta jest szeroko stosowana w doczyszczaniu ścieków. Ponieważ rozwiązanie działa w procesie fermentacji bez-
tlenowej, często bywa projektowane jako bardzo wydajny moduł produkcji biogazu.
Bioreaktor typu „anaerobic filter”
| 24
Żelbetowy prefabrykowany zbiornik, zazwyczaj posadowiony w gruncie. Dostawca oferuje również rozwiązania kontenerowe,
a także polietylenowe zbiorniki dla projektów o mniejszej skali.
Fermentor psychrofilowy, a więc pozostający w temperaturze otoczenia, z biofiltrem. Biofiltrem jest metrowej grubości war-
stwa materiału mineralnego (żwir naturalnego pochodzenia wulkanicznego, o znakomitych właściwościach filtracyjnych) neutralne-
go biologicznie i chemicznie, o wysokiej porowatości. Powierzchnia właściwa 1m3 zastosowanego biofiltru wynosi ok. 1 kilometra
kwadratowego, gdy tymczasem za „idealne” rozwiązanie uznaje się, jeśli materiał zapewnia od 90 do 300 m 2 powierzchni na m3
objętości.
Standardowo w fermentorze o wielkości kontenera morskiego biofiltr ma objętość 45 m3.
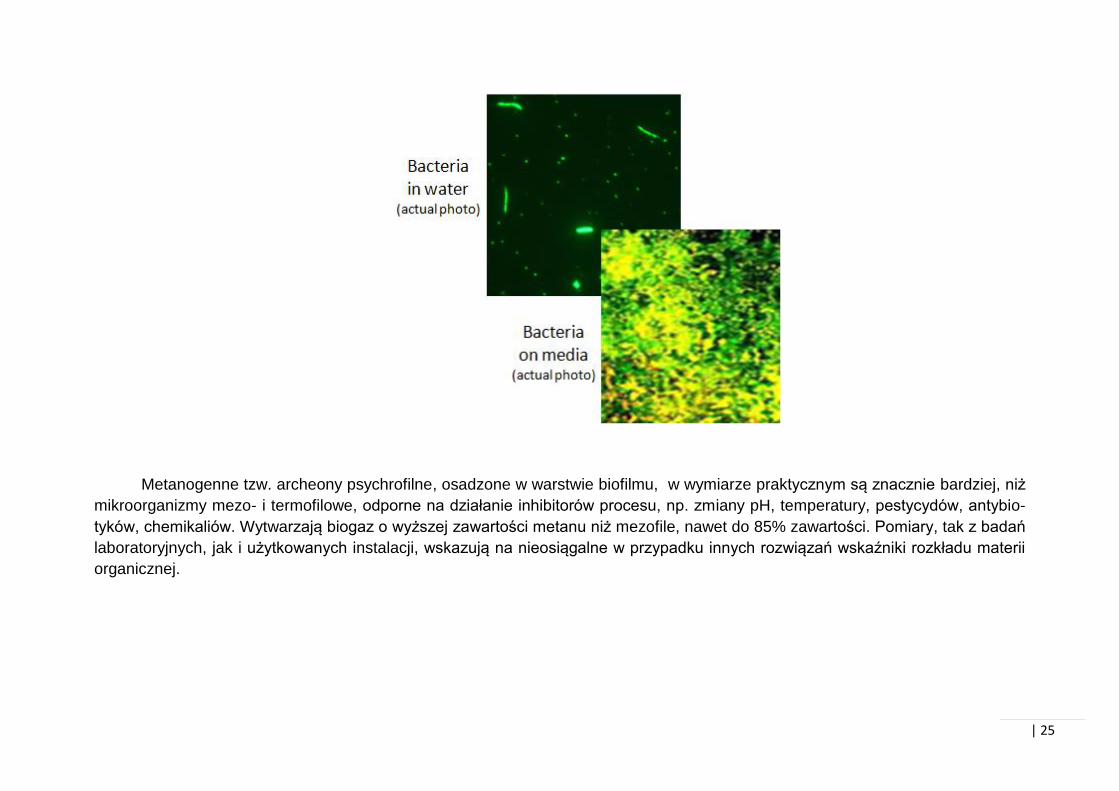
Na warstwie mineralnej wytwarza się błona biologiczna, tzw. biofilm bakteryjny, czyli społeczność kooperujących ze sobą mi-
kroorganizmów. Oznacza to 45 kilometrów kwadratowych aktywnej powierzchni biofilmu i uniezależnienie efektywności procesu od
czasu generacji drobnoustrojów. Liczba drobnoustrojów wzrasta gwałtownie.
| 25
Metanogenne tzw. archeony psychrofilne, osadzone w warstwie biofilmu, w wymiarze praktycznym są znacznie bardziej, niż
mikroorganizmy mezo- i termofilowe, odporne na działanie inhibitorów procesu, np. zmiany pH, temperatury, pestycydów, antybio-
tyków, chemikaliów. Wytwarzają biogaz o wyższej zawartości metanu niż mezofile, nawet do 85% zawartości. Pomiary, tak z badań
laboratoryjnych, jak i użytkowanych instalacji, wskazują na nieosiągalne w przypadku innych rozwiązań wskaźniki rozkładu materii
organicznej.
| 26
W warunkach otwartych komór fermentacyjnych (komórki swobodnie zawieszone w środowisku roztworu wodnego) archeony
psychrofilne charakteryzują się jednak niskim metabolizmem, co decyduje o bardzo długim czasie hydraulicznej retencji, a tym sa-
mym ma wpływ na wielkość fermentorów. Użycie biofiltru zmienia tę sytuację:
„Obok oczekiwanych efektów stosowania nośników mikroorganizmów w bioreaktorach (zatrzymanie biomasy i zwiększenie
jej koncentracji), badania wykazały zupełnie nieoczekiwane skutki immobilizacji drobnoustrojów. Okazało się np. że występuje za-
sadnicza odmienność składu fizjologicznych cech pomiędzy komórkami rozproszonymi i potwierdzonymi przez adsorpcję do nośni-
ka. Stan wiedzy na ten temat jest wprawdzie nikły, ale najnowsze doświadczenia dowiodły, że immobilizowane mikroorganizmy
mogą wykazywać wielokrotnie większą aktywność metaboliczną niż komórki swobodnie zawieszone w środowisku.”
Od mniej więcej piętnastu lat na świecie funkcjonuje już około tysiąca instalacji opartych o opisywane rozwiązanie psychro-
filowe, konkretnego producenta. Są stosowane w naszej strefie klimatycznej, także w zimowych warunkach alpejskich, Dubaju, w
Malezji, Afryce Południowej, USA, jedna z instalacji znalazła się w stacji badawczej na Antarktydzie.
Objętość pojedynczego fermentora do 150 m³.
Zużycie substratu od 30 m³ do 100 m³ dziennie.
Niezbędne warunki efektywności i stabilności procesu KOMPLETNEJ fermentacji metanowej osadu nadmiernego w fermentorze psychrofilowym typu „anaerobic filter”:
Maksymalna zawartość suchej masy w substracie ok. 3%.
Dezintegracja/mikronizacja osadu.
Poddanie osadu wstępnej obróbce termofilowej.
Zastosowanie wskazanego materiału filtracyjnego.
Zastosowanie do fermentacji suplementu neutralizującego wpływy inhibitorów procesu i przyspieszającego metabolizm mi-kroorganizmów.
| 27
Zalety rozwiązania:
Rozwiązanie tanie, proste w budowie i eksploatacji
Umiarkowane zapotrzebowanie na powierzchnię (można budować pod ziemią)
Proces nie zużywa energii elektrycznej i cieplnej
Niskie koszty eksploatacji
Długa żywotność
Wysoka odporność na obciążenia udarowe
Wysoki poziom redukcji BZT – ponad 90%
Wysoki poziom redukcji ChZT – ponad 90%
Niska produkcja suchej masy w pofermencie
Poferment – szara woda” - dostosowany do skierowania do zlewni
Bardzo szybki rozruch – około tygodnia
Krótki hydrauliczny czas retencji wynoszący 4 do 5 dni.
Podczas całego okresu użytkowania instalacji nie ma potrzeby wymiany żwiru stanowiącego biofiltr.
Renomowany europejski dostawca zapewnia gotowy do instalacji fermentor i doradztwo.
| 28
Neutralizacja inhibitorów i poprawa metabolizmu mikroorganizmów poprzez użycie suplementu do procesu fermentacji
Preparatem znakomicie znanym na europejskim rynku biogazowym jest wyciąg z alg brunatnych (Ascophyllum nodosum).
Podkreśla się działanie tego preparatu w zakresie neutralizacji inhibitorów i poprawy metabolizmu drobnoustrojów, tak mezofilo-
wych, jak termofilowych i psychrofilowych. Jest to preparat wytwarzany jedynie z surowca roślinnego, nie zawierający bakterii ani
enzymów. Produkowany na skalę przemysłową, certyfikowany zgodnie z regulacjami europejskimi, znajduje także szerokie zasto-
sowanie jako suplement diety ludzkiej i dodatek do pasz zwierząt hodowlanych. W praktyce biogazowej stosowany często w przy-
padkach „leczenia” biogazowni, w których doszło do załamania procesu anaerobowego, wpływa także znakomicie na likwidację
odorów.
Wyciąg z alg brunatnych, obok zastosowania biofiltru, znacząco przyspiesza metabolizm metanogennych mikroorganizmów
psychrofilowych i umożliwia konstruowanie niewielkich, kompaktowych fermentorów o krótkim hydraulicznym czasie retencji, rzędu
kilku dni. Jest immanentnym elementem technologii oferowanej przez wspomnianego wyżej dostawcę fermentora psychrofilowego.
Preparat zapewnia niezrównaną stabilność procesu
Znacznie zwiększa metabolizm mikroorganizmów poprzez dostarczanie niezbędnych składników odżywczych i pierwiastków śladowych
Poprawia zdolność mikrobów do obsługi obciążeń udarowych
Poprawia poziom rozkładu materii organicznej
Zmniejsza poziom BZT i ChZT w pofermencie
Stosowany nawet w konwencjonalnych fermentorach zwiększa wielkość produkcji metanu do 30%
Znacznie zmniejsza poziom siarkowodoru i amoniaku
Zwiększa tolerancję mikroorganizmów na toksyny, antybiotyki, surowce o wysokiej zawartości siarki i wrogim poziomie pH
Chroni mikroby i pozwala na pełną wydajność procesu - nawet w trudnych warunkach AD
Przezwycięża tzw. antagonizm mikrobiologiczny
Inicjuje hydrolizę celulozy
Eliminuje odory
Zapobiega korozji urządzeń W postaci płynnej lub granulat, zużycie 100 ml na tonę substratu.
| 29
EFEKTY PRACY OPISANEJ INSTALACJI: KOMPLETNA FERMENTACJA METANOWA OSADU NADMIERNEGO
Relatywnie niskie koszty inwestycji.
Nieosiągalna w innych technologiach sprawność i stabilność procesu, decydująca o wyniku ekonomicznym.
Hydrauliczny czas retencji łącznie ok. 37 dni.
Wskaźnik rozkładu materii organicznej na poziomie 97%.
Efektywność usuwania ChZT i BZT na poziomie 90%.
Poferment: „szara woda”, tj. woda zawierająca pozostałość mineralną suchej masy, nadająca się w ograniczonym zakresie do powtórnego wykorzystania, lub do skierowania do zlewni ścieków.
Zawartość metanu w biogazie na średnim poziomie 75-80%.
Pasywny system mieszania. Wyeliminowanie zużycia energii elektrycznej na mieszanie.
Niewielkie zużycie energii cieplnej.
Fermentory nie zawierające ruchomych części, co korzystnie decyduje o niskiej awaryjności i kosztach serwisowania.
Niewielkie, kompaktowe wymiary instalacji. Komora postfermentacyjna jest posadowiona w gruncie.
Niskie koszty opomiarowania.
Samoregulujący się proces – nie wymaga bieżącego nadzoru.
Robocizna ograniczona do ok. 0,5 godziny dziennie.
Całkowita bezodorowość.
| 30
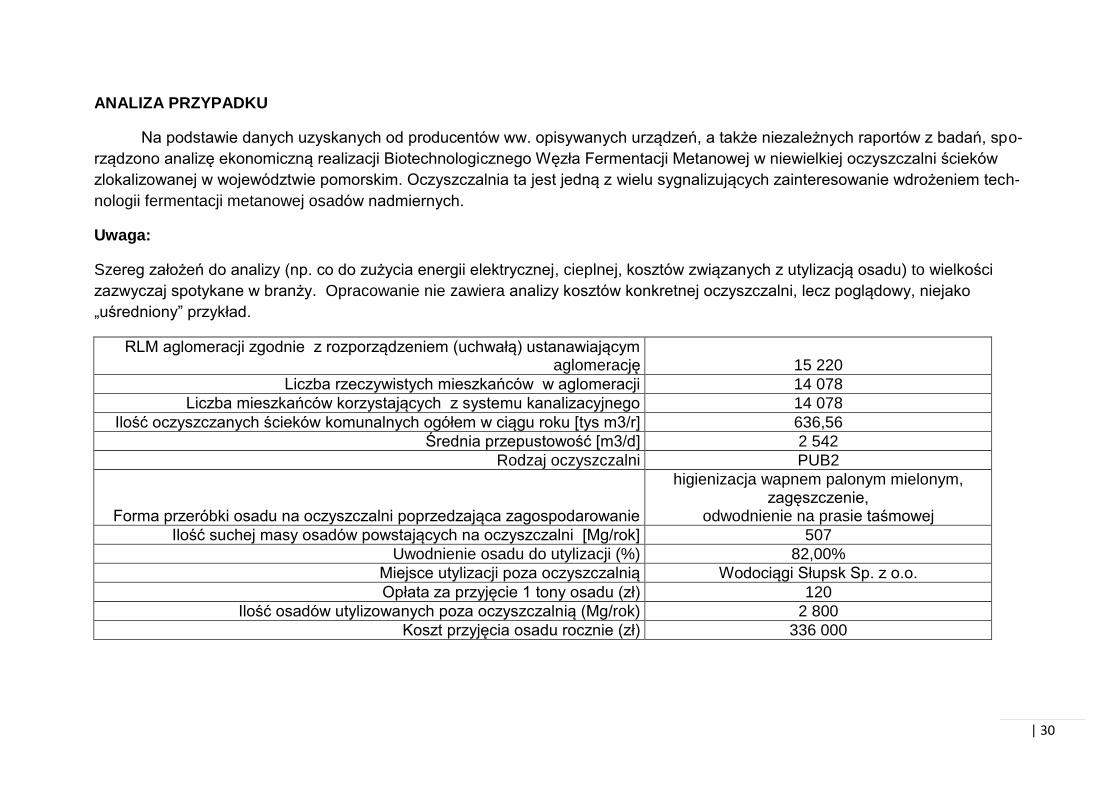
ANALIZA PRZYPADKU
Na podstawie danych uzyskanych od producentów ww. opisywanych urządzeń, a także niezależnych raportów z badań, spo-
rządzono analizę ekonomiczną realizacji Biotechnologicznego Węzła Fermentacji Metanowej w niewielkiej oczyszczalni ścieków
zlokalizowanej w województwie pomorskim. Oczyszczalnia ta jest jedną z wielu sygnalizujących zainteresowanie wdrożeniem tech-
nologii fermentacji metanowej osadów nadmiernych.
Uwaga:
Szereg założeń do analizy (np. co do zużycia energii elektrycznej, cieplnej, kosztów związanych z utylizacją osadu) to wielkości
zazwyczaj spotykane w branży. Opracowanie nie zawiera analizy kosztów konkretnej oczyszczalni, lecz poglądowy, niejako
„uśredniony” przykład.
RLM aglomeracji zgodnie z rozporządzeniem (uchwałą) ustanawiającym aglomerację 15 220
Liczba rzeczywistych mieszkańców w aglomeracji 14 078
Liczba mieszkańców korzystających z systemu kanalizacyjnego 14 078
Ilość oczyszczanych ścieków komunalnych ogółem w ciągu roku [tys m3/r] 636,56
Średnia przepustowość [m3/d] 2 542
Rodzaj oczyszczalni PUB2
Forma przeróbki osadu na oczyszczalni poprzedzająca zagospodarowanie
higienizacja wapnem palonym mielonym, zagęszczenie,
odwodnienie na prasie taśmowej
Ilość suchej masy osadów powstających na oczyszczalni [Mg/rok] 507
Uwodnienie osadu do utylizacji (%) 82,00%
Miejsce utylizacji poza oczyszczalnią Wodociągi Słupsk Sp. z o.o.
Opłata za przyjęcie 1 tony osadu (zł) 120
Ilość osadów utylizowanych poza oczyszczalnią (Mg/rok) 2 800
Koszt przyjęcia osadu rocznie (zł) 336 000
| 31
Finansowanie inwestycji
Program: Prosument-dofinansowanie mikroinstalacji OZE
Operator: Narodowy Fundusz Ochrony Środowiska i Gospodarki Wodnej
Finansowane są instalacje do produkcji energii elektrycznej lub ciepła i energii elektrycznej wykorzystujące:
źródła ciepła opalane biomasą, pompy ciepła oraz kolektory słoneczne o zainstalowanej mocy cieplnej do 300 kWt, systemy fotowoltaiczne, małe elektrownie wiatrowe, oraz układy mikrokogeneracyjne (w tym mikrobiogazownie) o zainstalo-
wanej mocy elektrycznej do 40 kWe.
Podstawowe zasady udzielania dofinansowania:
pożyczka/kredyt preferencyjny wraz z dotacją łącznie do 100% kosztów kwalifikowanych instalacji, dotacja w wysokości 20% lub 40% dofinansowania (15% lub 30% po 2015 r.), maksymalna wysokość kosztów kwalifikowanych 100 tys. zł - 450 tys. zł, w zależności od rodzaju beneficjenta i przedsię-
wzięcia, określony maksymalny jednostkowy koszt kwalifikowany dla każdego rodzaju instalacji, oprocentowanie pożyczki/kredytu: 1%, maksymalny okres finansowania pożyczką/kredytem: 15 lat. wykluczenie możliwości uzyskania dofinansowania kosztów przedsięwzięcia z innych środków publicznych
| 32
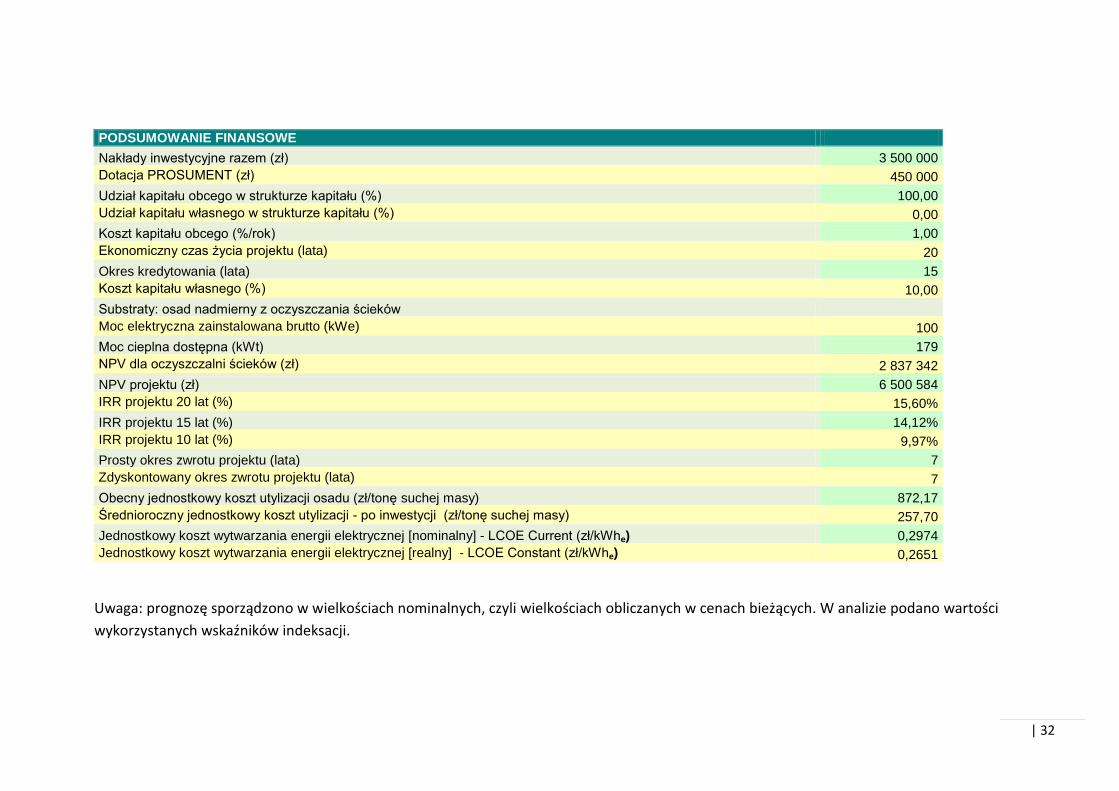
PODSUMOWANIE FINANSOWE
Nakłady inwestycyjne razem (zł) 3 500 000
Dotacja PROSUMENT (zł) 450 000
Udział kapitału obcego w strukturze kapitału (%) 100,00
Udział kapitału własnego w strukturze kapitału (%) 0,00
Koszt kapitału obcego (%/rok) 1,00
Ekonomiczny czas życia projektu (lata) 20
Okres kredytowania (lata) 15
Koszt kapitału własnego (%) 10,00
Substraty: osad nadmierny z oczyszczania ścieków
Moc elektryczna zainstalowana brutto (kWe) 100
Moc cieplna dostępna (kWt) 179
NPV dla oczyszczalni ścieków (zł) 2 837 342
NPV projektu (zł) 6 500 584
IRR projektu 20 lat (%) 15,60%
IRR projektu 15 lat (%) 14,12%
IRR projektu 10 lat (%) 9,97%
Prosty okres zwrotu projektu (lata) 7
Zdyskontowany okres zwrotu projektu (lata) 7
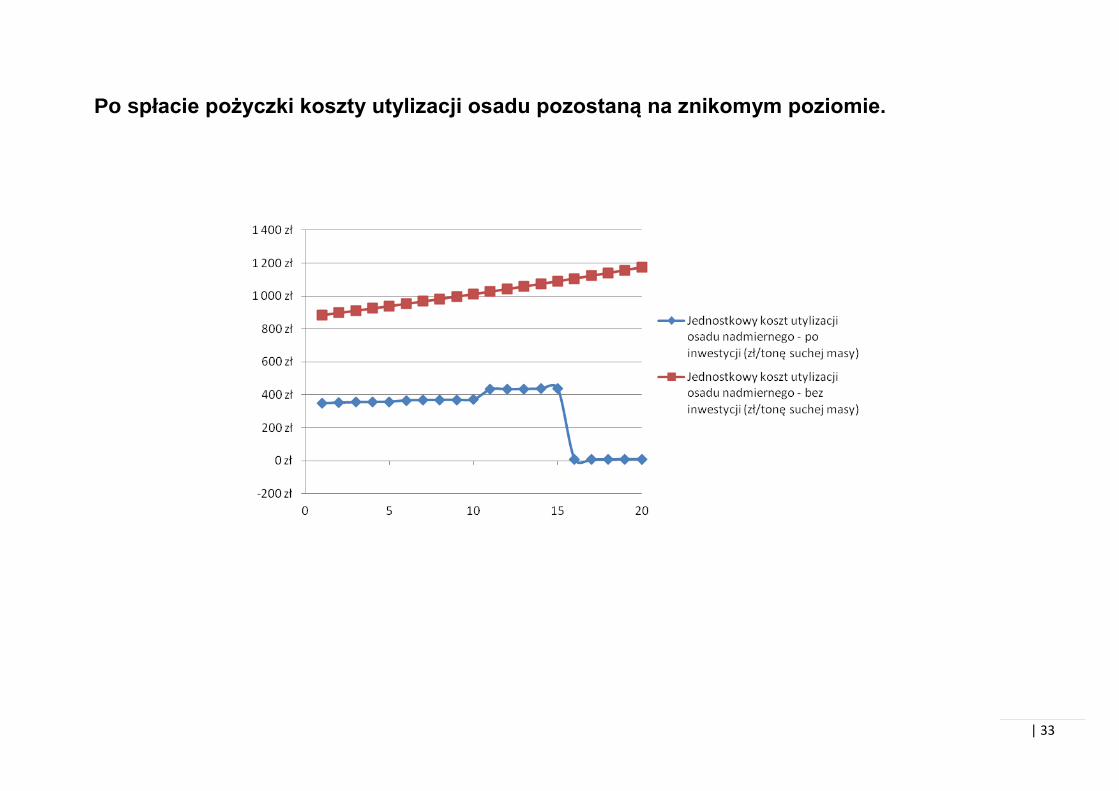
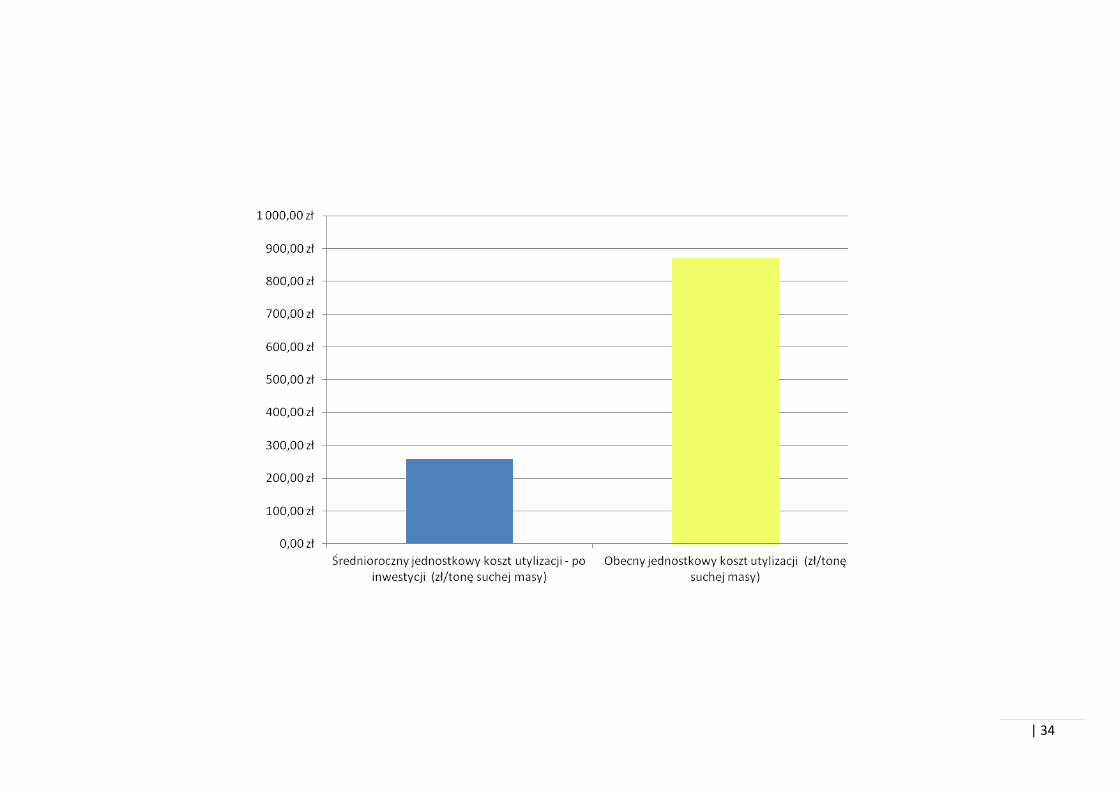
Obecny jednostkowy koszt utylizacji osadu (zł/tonę suchej masy) 872,17
Średnioroczny jednostkowy koszt utylizacji - po inwestycji (zł/tonę suchej masy) 257,70
Jednostkowy koszt wytwarzania energii elektrycznej [nominalny] - LCOE Current (zł/kWhe) 0,2974
Jednostkowy koszt wytwarzania energii elektrycznej [realny] - LCOE Constant (zł/kWhe) 0,2651
Uwaga: prognozę sporządzono w wielkościach nominalnych, czyli wielkościach obliczanych w cenach bieżących. W analizie podano wartości
wykorzystanych wskaźników indeksacji.
| 33
Po spłacie pożyczki koszty utylizacji osadu pozostaną na znikomym poziomie.
| 34
| 35
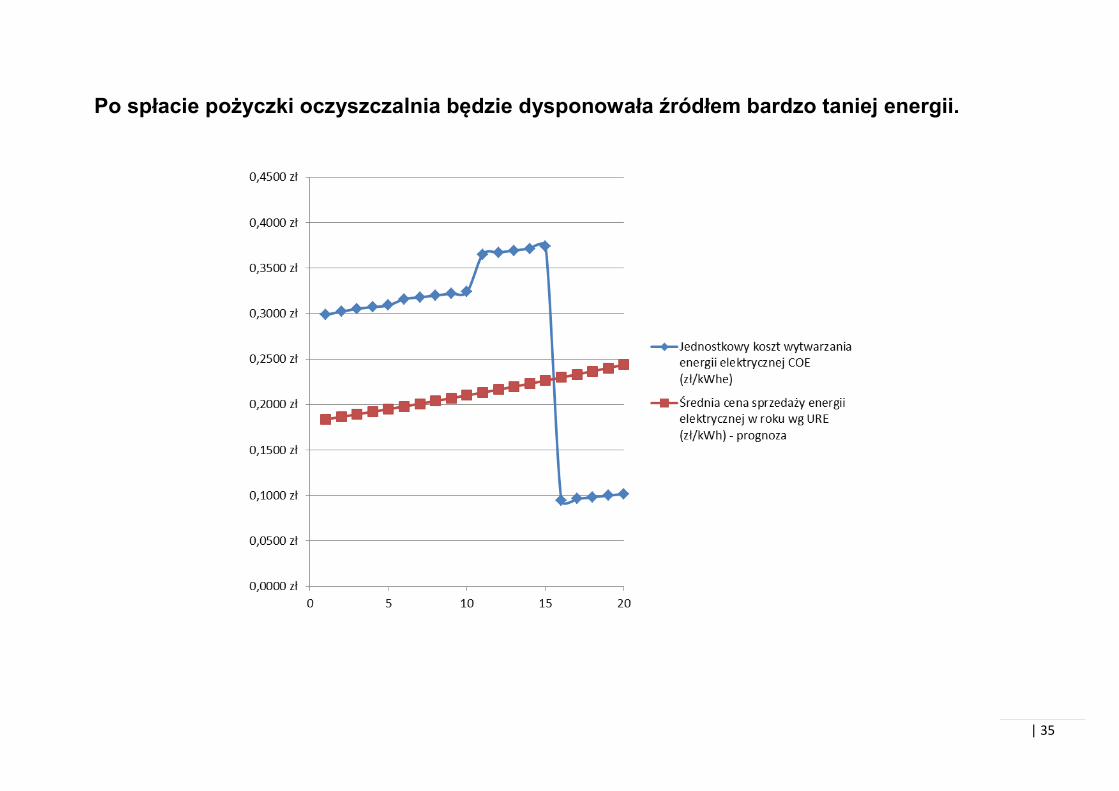
Po spłacie pożyczki oczyszczalnia będzie dysponowała źródłem bardzo taniej energii.
| 36
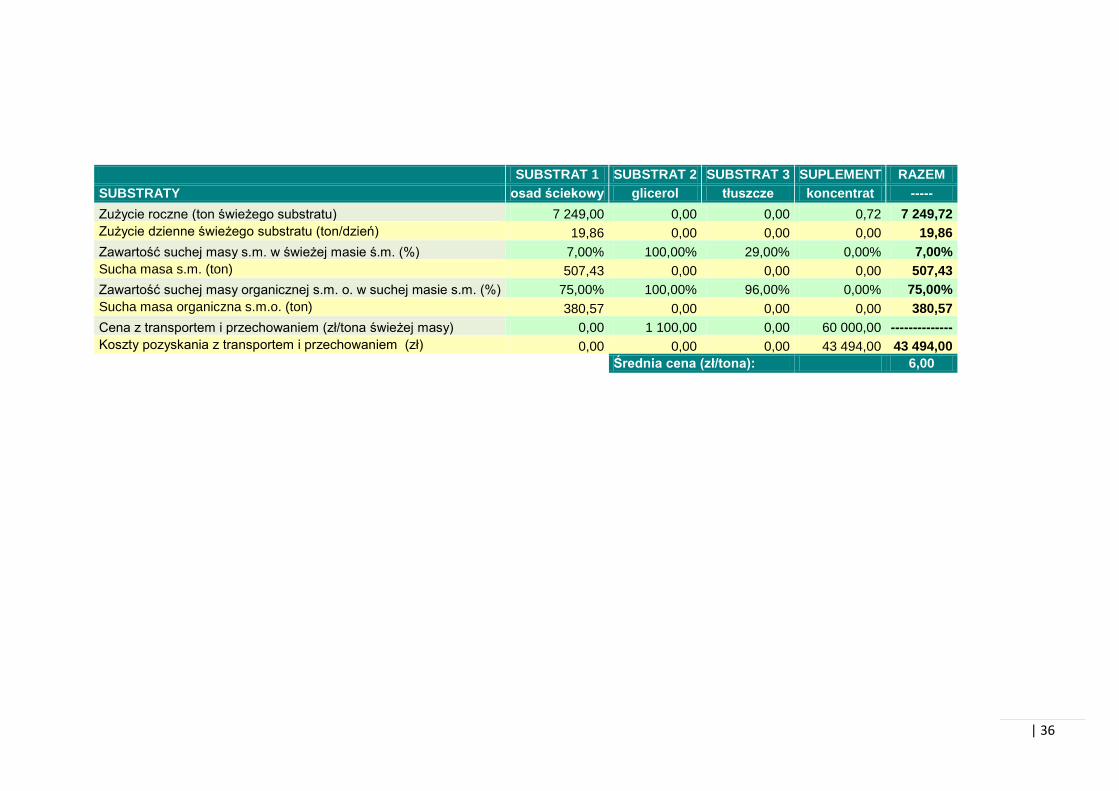
SUBSTRAT 1 SUBSTRAT 2 SUBSTRAT 3 SUPLEMENT RAZEM
SUBSTRATY osad ściekowy glicerol tłuszcze koncentrat -----
Zużycie roczne (ton świeżego substratu) 7 249,00 0,00 0,00 0,72 7 249,72
Zużycie dzienne świeżego substratu (ton/dzień) 19,86 0,00 0,00 0,00 19,86
Zawartość suchej masy s.m. w świeżej masie ś.m. (%) 7,00% 100,00% 29,00% 0,00% 7,00%
Sucha masa s.m. (ton) 507,43 0,00 0,00 0,00 507,43
Zawartość suchej masy organicznej s.m. o. w suchej masie s.m. (%) 75,00% 100,00% 96,00% 0,00% 75,00%
Sucha masa organiczna s.m.o. (ton) 380,57 0,00 0,00 0,00 380,57
Cena z transportem i przechowaniem (zł/tona świeżej masy) 0,00 1 100,00 0,00 60 000,00 --------------
Koszty pozyskania z transportem i przechowaniem (zł) 0,00 0,00 0,00 43 494,00 43 494,00
Średnia cena (zł/tona): 6,00
| 37
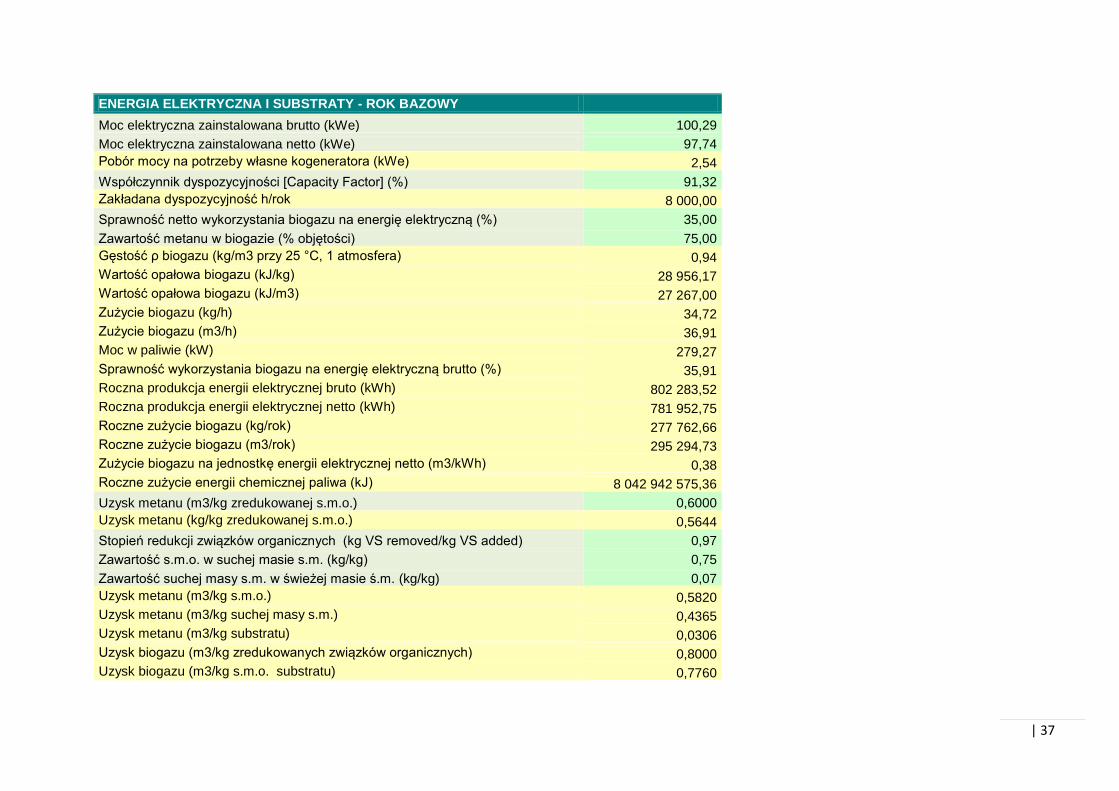
ENERGIA ELEKTRYCZNA I SUBSTRATY - ROK BAZOWY
Moc elektryczna zainstalowana brutto (kWe) 100,29
Moc elektryczna zainstalowana netto (kWe) 97,74
Pobór mocy na potrzeby własne kogeneratora (kWe) 2,54
Współczynnik dyspozycyjności [Capacity Factor] (%) 91,32
Zakładana dyspozycyjność h/rok 8 000,00
Sprawność netto wykorzystania biogazu na energię elektryczną (%) 35,00
Zawartość metanu w biogazie (% objętości) 75,00
Gęstość ρ biogazu (kg/m3 przy 25 °C, 1 atmosfera) 0,94
Wartość opałowa biogazu (kJ/kg) 28 956,17
Wartość opałowa biogazu (kJ/m3) 27 267,00
Zużycie biogazu (kg/h) 34,72
Zużycie biogazu (m3/h) 36,91
Moc w paliwie (kW) 279,27
Sprawność wykorzystania biogazu na energię elektryczną brutto (%) 35,91
Roczna produkcja energii elektrycznej bruto (kWh) 802 283,52
Roczna produkcja energii elektrycznej netto (kWh) 781 952,75
Roczne zużycie biogazu (kg/rok) 277 762,66
Roczne zużycie biogazu (m3/rok) 295 294,73
Zużycie biogazu na jednostkę energii elektrycznej netto (m3/kWh) 0,38
Roczne zużycie energii chemicznej paliwa (kJ) 8 042 942 575,36
Uzysk metanu (m3/kg zredukowanej s.m.o.) 0,6000
Uzysk metanu (kg/kg zredukowanej s.m.o.) 0,5644
Stopień redukcji związków organicznych (kg VS removed/kg VS added) 0,97
Zawartość s.m.o. w suchej masie s.m. (kg/kg) 0,75
Zawartość suchej masy s.m. w świeżej masie ś.m. (kg/kg) 0,07
Uzysk metanu (m3/kg s.m.o.) 0,5820
Uzysk metanu (m3/kg suchej masy s.m.) 0,4365
Uzysk metanu (m3/kg substratu) 0,0306
Uzysk biogazu (m3/kg zredukowanych związków organicznych) 0,8000
Uzysk biogazu (m3/kg s.m.o. substratu) 0,7760
| 38
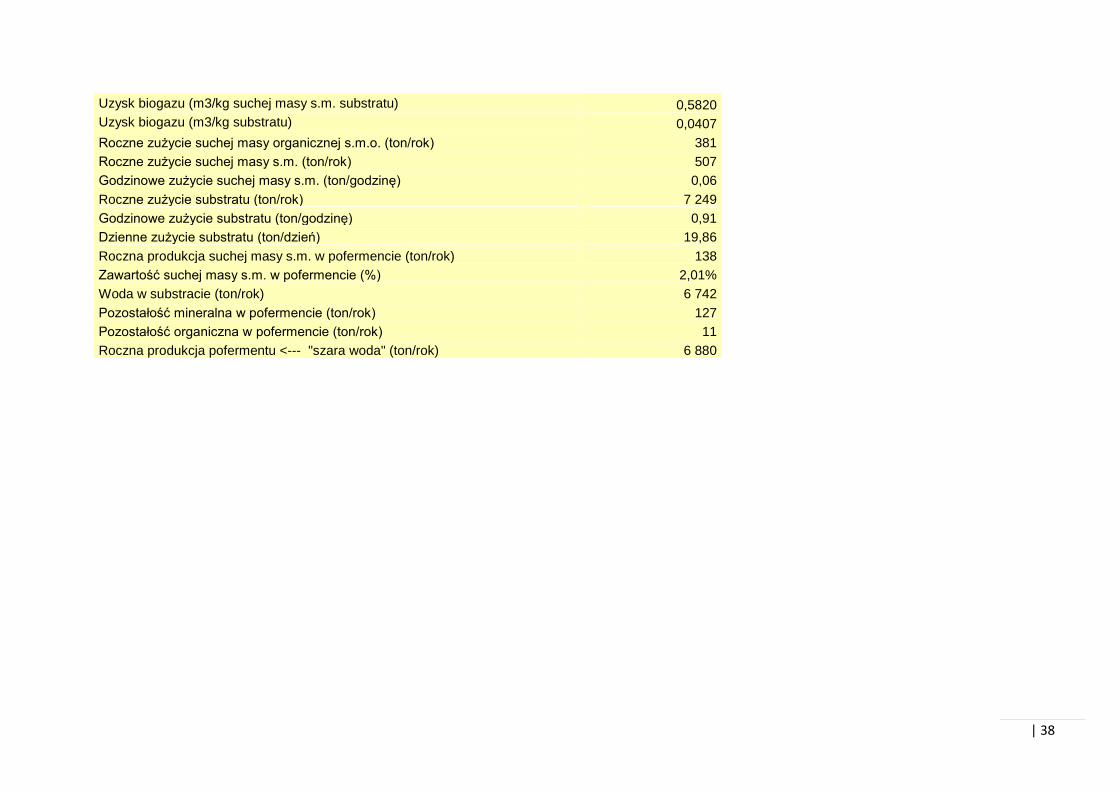
Uzysk biogazu (m3/kg suchej masy s.m. substratu) 0,5820
Uzysk biogazu (m3/kg substratu) 0,0407
Roczne zużycie suchej masy organicznej s.m.o. (ton/rok) 381
Roczne zużycie suchej masy s.m. (ton/rok) 507
Godzinowe zużycie suchej masy s.m. (ton/godzinę) 0,06
Roczne zużycie substratu (ton/rok) 7 249
Godzinowe zużycie substratu (ton/godzinę) 0,91
Dzienne zużycie substratu (ton/dzień) 19,86
Roczna produkcja suchej masy s.m. w pofermencie (ton/rok) 138
Zawartość suchej masy s.m. w pofermencie (%) 2,01%
Woda w substracie (ton/rok) 6 742
Pozostałość mineralna w pofermencie (ton/rok) 127
Pozostałość organiczna w pofermencie (ton/rok) 11
Roczna produkcja pofermentu <--- "szara woda" (ton/rok) 6 880
| 39
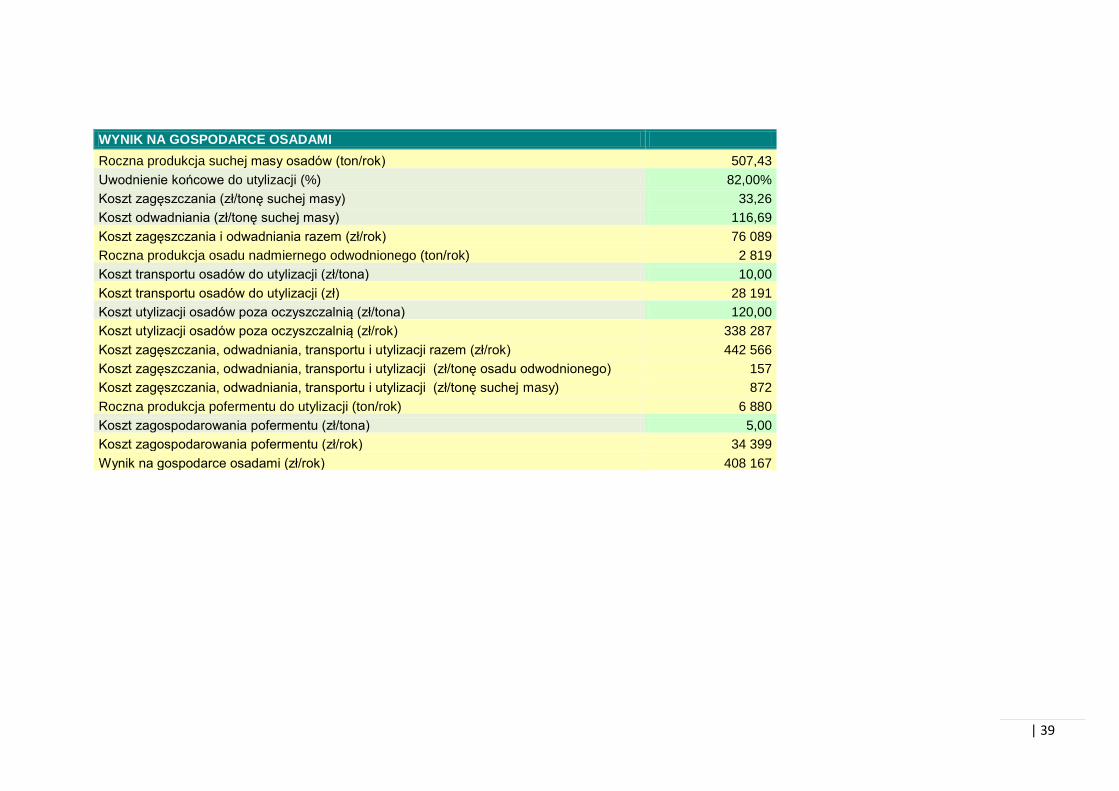
WYNIK NA GOSPODARCE OSADAMI
Roczna produkcja suchej masy osadów (ton/rok) 507,43
Uwodnienie końcowe do utylizacji (%) 82,00%
Koszt zagęszczania (zł/tonę suchej masy) 33,26
Koszt odwadniania (zł/tonę suchej masy) 116,69
Koszt zagęszczania i odwadniania razem (zł/rok) 76 089
Roczna produkcja osadu nadmiernego odwodnionego (ton/rok) 2 819
Koszt transportu osadów do utylizacji (zł/tona) 10,00
Koszt transportu osadów do utylizacji (zł) 28 191
Koszt utylizacji osadów poza oczyszczalnią (zł/tona) 120,00
Koszt utylizacji osadów poza oczyszczalnią (zł/rok) 338 287
Koszt zagęszczania, odwadniania, transportu i utylizacji razem (zł/rok) 442 566
Koszt zagęszczania, odwadniania, transportu i utylizacji (zł/tonę osadu odwodnionego) 157
Koszt zagęszczania, odwadniania, transportu i utylizacji (zł/tonę suchej masy) 872
Roczna produkcja pofermentu do utylizacji (ton/rok) 6 880
Koszt zagospodarowania pofermentu (zł/tona) 5,00
Koszt zagospodarowania pofermentu (zł/rok) 34 399
Wynik na gospodarce osadami (zł/rok) 408 167
| 40
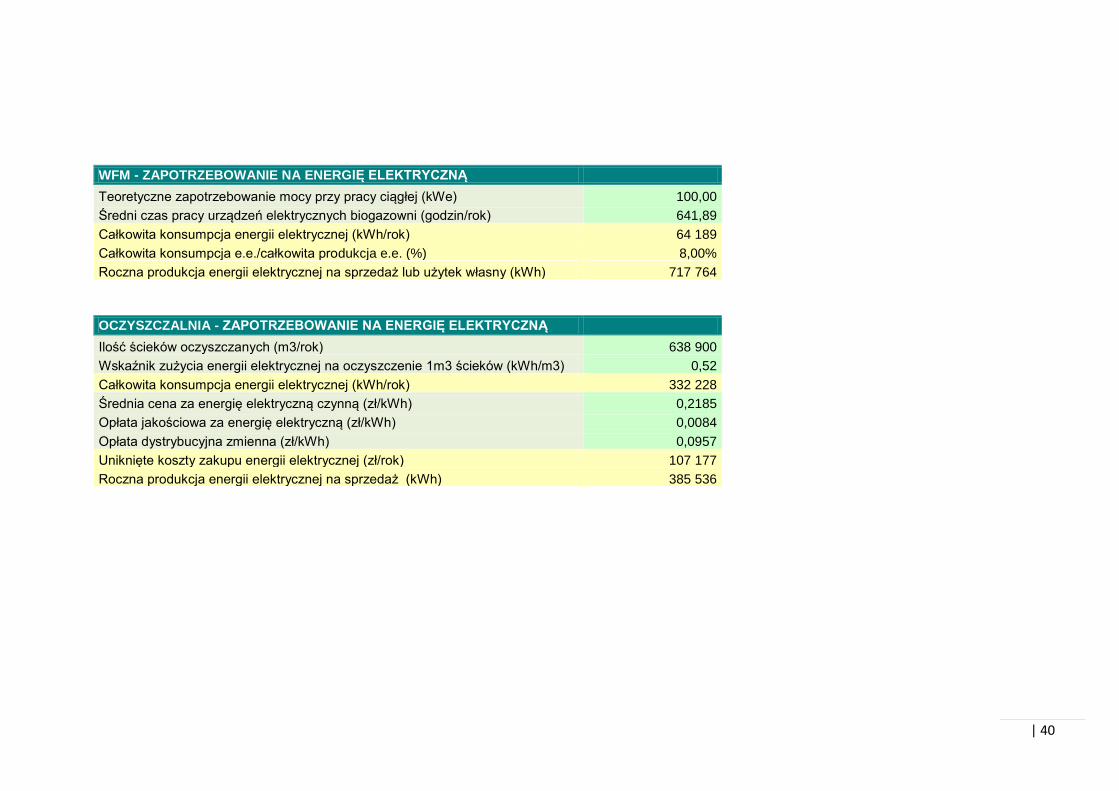
WFM - ZAPOTRZEBOWANIE NA ENERGIĘ ELEKTRYCZNĄ
Teoretyczne zapotrzebowanie mocy przy pracy ciągłej (kWe) 100,00
Średni czas pracy urządzeń elektrycznych biogazowni (godzin/rok) 641,89
Całkowita konsumpcja energii elektrycznej (kWh/rok) 64 189
Całkowita konsumpcja e.e./całkowita produkcja e.e. (%) 8,00%
Roczna produkcja energii elektrycznej na sprzedaż lub użytek własny (kWh) 717 764
OCZYSZCZALNIA - ZAPOTRZEBOWANIE NA ENERGIĘ ELEKTRYCZNĄ
Ilość ścieków oczyszczanych (m3/rok) 638 900
Wskaźnik zużycia energii elektrycznej na oczyszczenie 1m3 ścieków (kWh/m3) 0,52
Całkowita konsumpcja energii elektrycznej (kWh/rok) 332 228
Średnia cena za energię elektryczną czynną (zł/kWh) 0,2185
Opłata jakościowa za energię elektryczną (zł/kWh) 0,0084
Opłata dystrybucyjna zmienna (zł/kWh) 0,0957
Uniknięte koszty zakupu energii elektrycznej (zł/rok) 107 177
Roczna produkcja energii elektrycznej na sprzedaż (kWh) 385 536
| 41
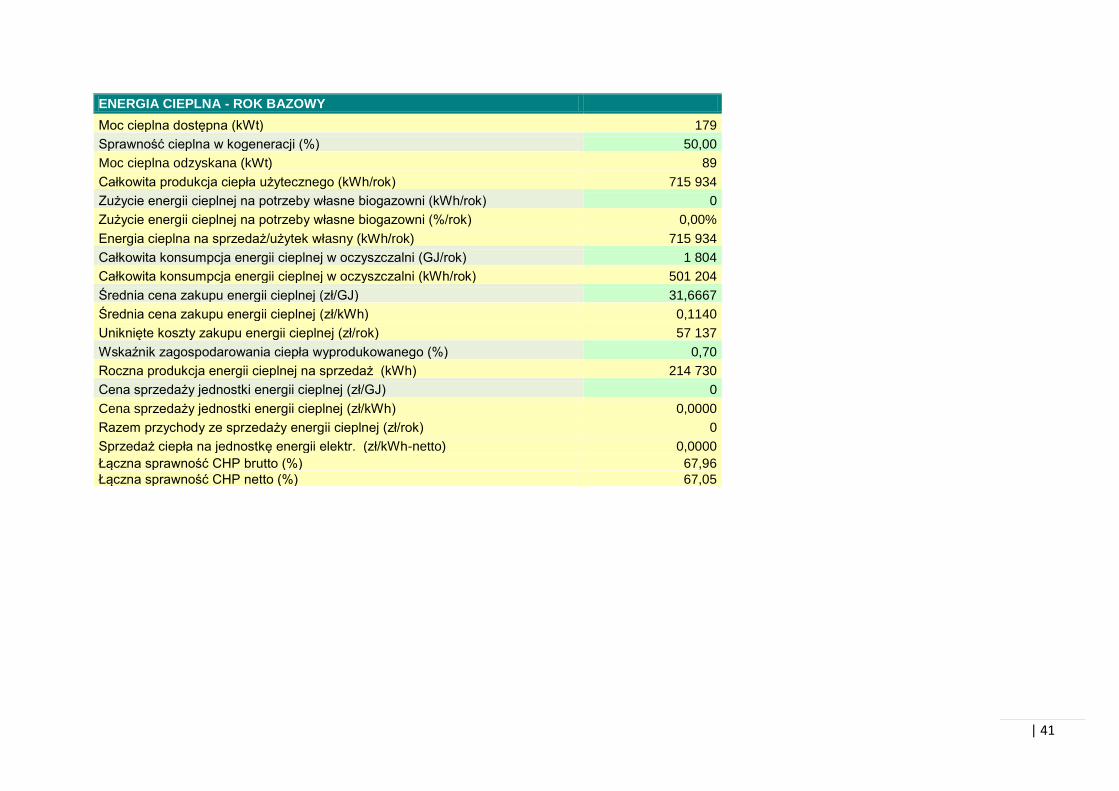
ENERGIA CIEPLNA - ROK BAZOWY
Moc cieplna dostępna (kWt) 179
Sprawność cieplna w kogeneracji (%) 50,00
Moc cieplna odzyskana (kWt) 89
Całkowita produkcja ciepła użytecznego (kWh/rok) 715 934
Zużycie energii cieplnej na potrzeby własne biogazowni (kWh/rok) 0
Zużycie energii cieplnej na potrzeby własne biogazowni (%/rok) 0,00%
Energia cieplna na sprzedaż/użytek własny (kWh/rok) 715 934
Całkowita konsumpcja energii cieplnej w oczyszczalni (GJ/rok) 1 804
Całkowita konsumpcja energii cieplnej w oczyszczalni (kWh/rok) 501 204
Średnia cena zakupu energii cieplnej (zł/GJ) 31,6667
Średnia cena zakupu energii cieplnej (zł/kWh) 0,1140
Uniknięte koszty zakupu energii cieplnej (zł/rok) 57 137
Wskaźnik zagospodarowania ciepła wyprodukowanego (%) 0,70
Roczna produkcja energii cieplnej na sprzedaż (kWh) 214 730
Cena sprzedaży jednostki energii cieplnej (zł/GJ) 0
Cena sprzedaży jednostki energii cieplnej (zł/kWh) 0,0000
Razem przychody ze sprzedaży energii cieplnej (zł/rok) 0
Sprzedaż ciepła na jednostkę energii elektr. (zł/kWh-netto) 0,0000
Łączna sprawność CHP brutto (%) 67,96
Łączna sprawność CHP netto (%) 67,05
| 42
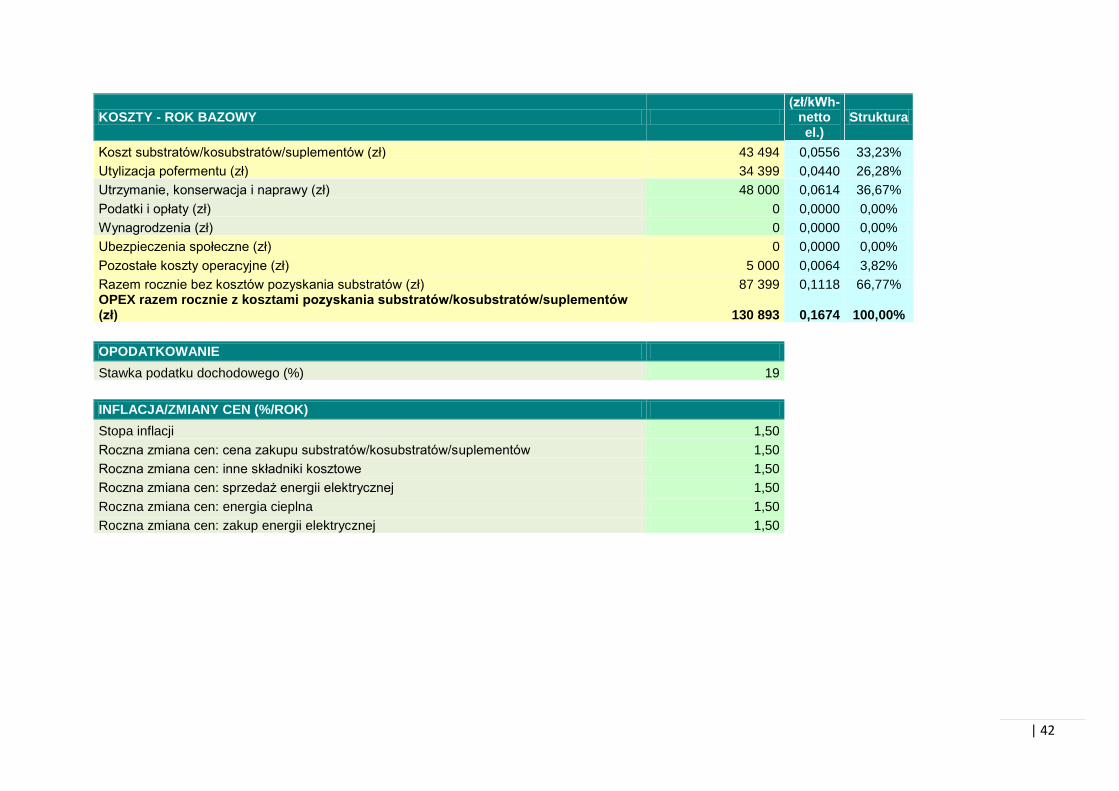
KOSZTY - ROK BAZOWY (zł/kWh-
netto el.)
Struktura
Koszt substratów/kosubstratów/suplementów (zł) 43 494 0,0556 33,23%
Utylizacja pofermentu (zł) 34 399 0,0440 26,28%
Utrzymanie, konserwacja i naprawy (zł) 48 000 0,0614 36,67%
Podatki i opłaty (zł) 0 0,0000 0,00%
Wynagrodzenia (zł) 0 0,0000 0,00%
Ubezpieczenia społeczne (zł) 0 0,0000 0,00%
Pozostałe koszty operacyjne (zł) 5 000 0,0064 3,82%
Razem rocznie bez kosztów pozyskania substratów (zł) 87 399 0,1118 66,77% OPEX razem rocznie z kosztami pozyskania substratów/kosubstratów/suplementów (zł) 130 893 0,1674 100,00%
OPODATKOWANIE
Stawka podatku dochodowego (%) 19
INFLACJA/ZMIANY CEN (%/ROK)
Stopa inflacji 1,50
Roczna zmiana cen: cena zakupu substratów/kosubstratów/suplementów 1,50
Roczna zmiana cen: inne składniki kosztowe 1,50
Roczna zmiana cen: sprzedaż energii elektrycznej 1,50
Roczna zmiana cen: energia cieplna 1,50
Roczna zmiana cen: zakup energii elektrycznej 1,50
| 43
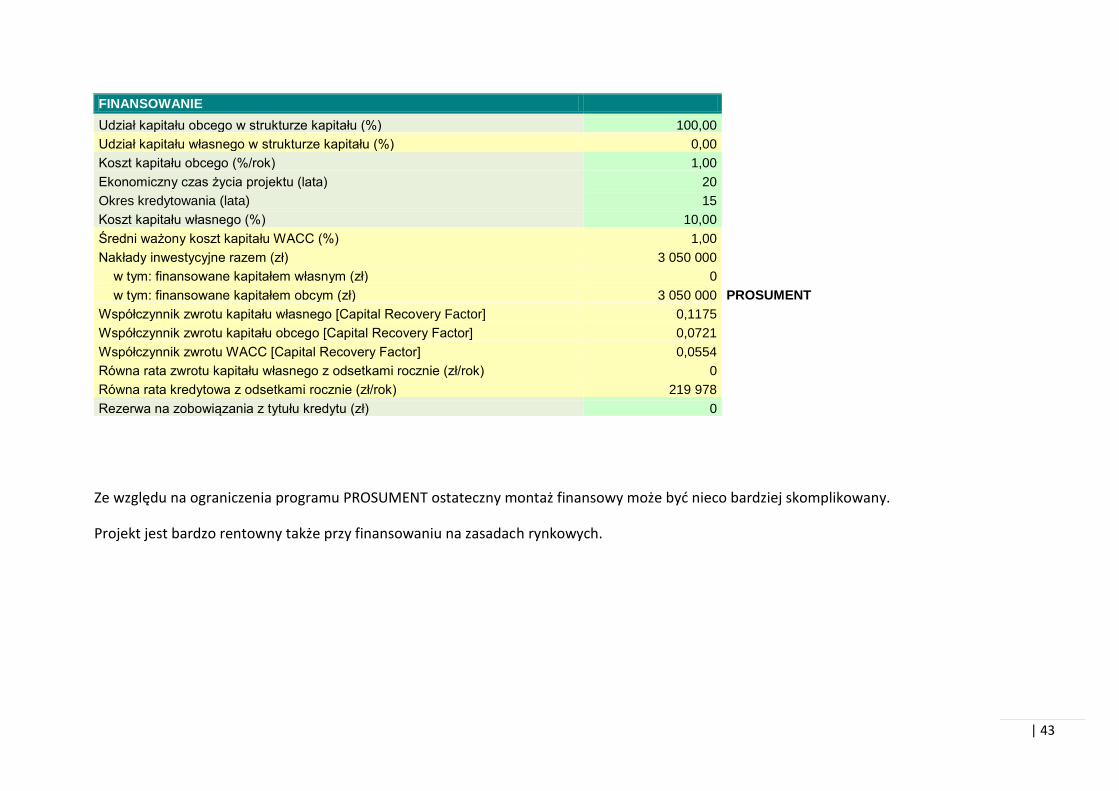
FINANSOWANIE
Udział kapitału obcego w strukturze kapitału (%) 100,00
Udział kapitału własnego w strukturze kapitału (%) 0,00
Koszt kapitału obcego (%/rok) 1,00
Ekonomiczny czas życia projektu (lata) 20
Okres kredytowania (lata) 15
Koszt kapitału własnego (%) 10,00
Średni ważony koszt kapitału WACC (%) 1,00
Nakłady inwestycyjne razem (zł) 3 050 000
w tym: finansowane kapitałem własnym (zł) 0
w tym: finansowane kapitałem obcym (zł) 3 050 000 PROSUMENT
Współczynnik zwrotu kapitału własnego [Capital Recovery Factor] 0,1175
Współczynnik zwrotu kapitału obcego [Capital Recovery Factor] 0,0721
Współczynnik zwrotu WACC [Capital Recovery Factor] 0,0554
Równa rata zwrotu kapitału własnego z odsetkami rocznie (zł/rok) 0
Równa rata kredytowa z odsetkami rocznie (zł/rok) 219 978
Rezerwa na zobowiązania z tytułu kredytu (zł) 0
Ze względu na ograniczenia programu PROSUMENT ostateczny montaż finansowy może byd nieco bardziej skomplikowany.
Projekt jest bardzo rentowny także przy finansowaniu na zasadach rynkowych.
| 44
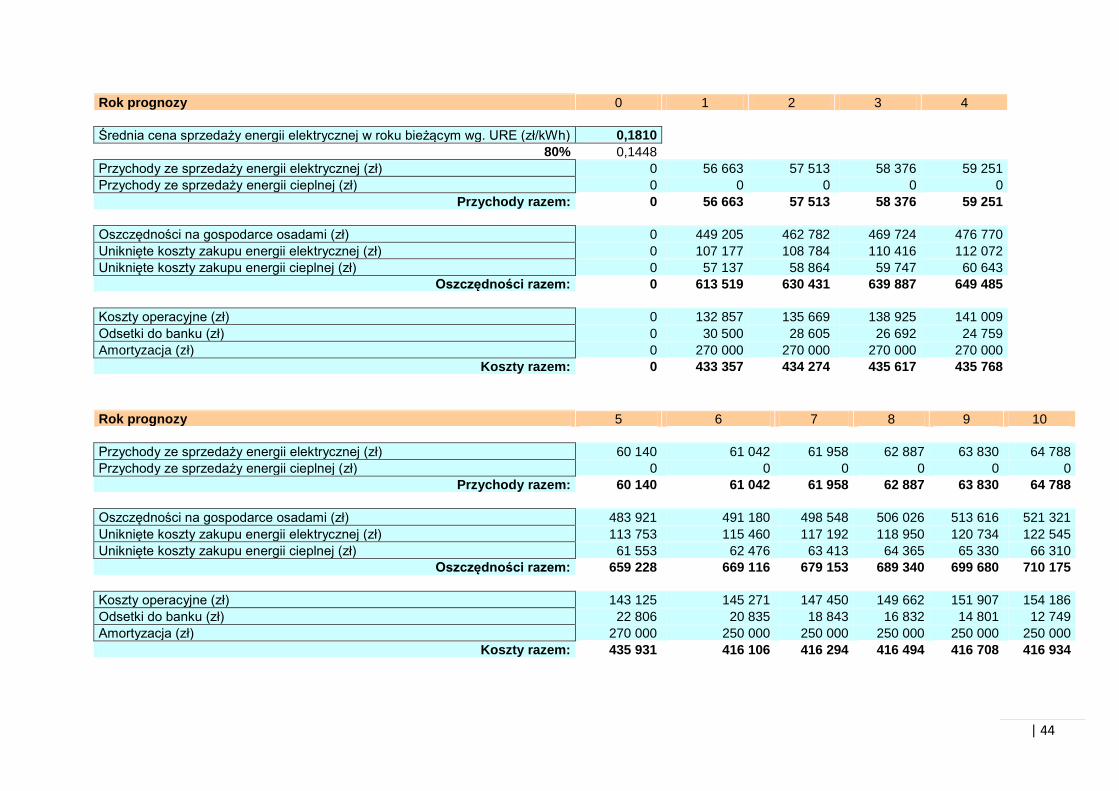
Rok prognozy 0 1 2 3 4
Średnia cena sprzedaży energii elektrycznej w roku bieżącym wg. URE (zł/kWh) 0,1810
80% 0,1448
Przychody ze sprzedaży energii elektrycznej (zł) 0 56 663 57 513 58 376 59 251
Przychody ze sprzedaży energii cieplnej (zł) 0 0 0 0 0
Przychody razem: 0 56 663 57 513 58 376 59 251
Oszczędności na gospodarce osadami (zł) 0 449 205 462 782 469 724 476 770
Uniknięte koszty zakupu energii elektrycznej (zł) 0 107 177 108 784 110 416 112 072
Uniknięte koszty zakupu energii cieplnej (zł) 0 57 137 58 864 59 747 60 643
Oszczędności razem: 0 613 519 630 431 639 887 649 485
Koszty operacyjne (zł) 0 132 857 135 669 138 925 141 009
Odsetki do banku (zł) 0 30 500 28 605 26 692 24 759
Amortyzacja (zł) 0 270 000 270 000 270 000 270 000
Koszty razem: 0 433 357 434 274 435 617 435 768
Rok prognozy 5 6 7 8 9 10
Przychody ze sprzedaży energii elektrycznej (zł) 60 140 61 042 61 958 62 887 63 830 64 788
Przychody ze sprzedaży energii cieplnej (zł) 0 0 0 0 0 0
Przychody razem: 60 140 61 042 61 958 62 887 63 830 64 788
Oszczędności na gospodarce osadami (zł) 483 921 491 180 498 548 506 026 513 616 521 321
Uniknięte koszty zakupu energii elektrycznej (zł) 113 753 115 460 117 192 118 950 120 734 122 545
Uniknięte koszty zakupu energii cieplnej (zł) 61 553 62 476 63 413 64 365 65 330 66 310
Oszczędności razem: 659 228 669 116 679 153 689 340 699 680 710 175
Koszty operacyjne (zł) 143 125 145 271 147 450 149 662 151 907 154 186
Odsetki do banku (zł) 22 806 20 835 18 843 16 832 14 801 12 749
Amortyzacja (zł) 270 000 250 000 250 000 250 000 250 000 250 000
Koszty razem: 435 931 416 106 416 294 416 494 416 708 416 934
| 45
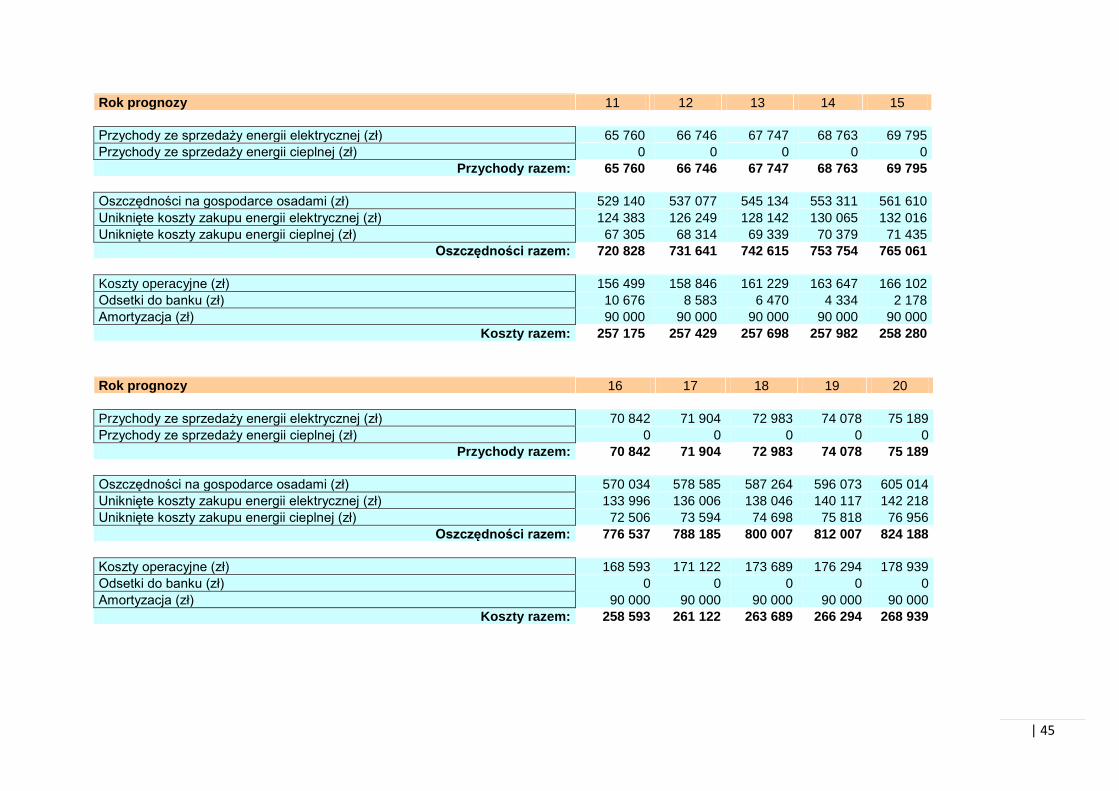
Rok prognozy 11 12 13 14 15
Przychody ze sprzedaży energii elektrycznej (zł) 65 760 66 746 67 747 68 763 69 795
Przychody ze sprzedaży energii cieplnej (zł) 0 0 0 0 0
Przychody razem: 65 760 66 746 67 747 68 763 69 795
Oszczędności na gospodarce osadami (zł) 529 140 537 077 545 134 553 311 561 610
Uniknięte koszty zakupu energii elektrycznej (zł) 124 383 126 249 128 142 130 065 132 016
Uniknięte koszty zakupu energii cieplnej (zł) 67 305 68 314 69 339 70 379 71 435
Oszczędności razem: 720 828 731 641 742 615 753 754 765 061
Koszty operacyjne (zł) 156 499 158 846 161 229 163 647 166 102
Odsetki do banku (zł) 10 676 8 583 6 470 4 334 2 178
Amortyzacja (zł) 90 000 90 000 90 000 90 000 90 000
Koszty razem: 257 175 257 429 257 698 257 982 258 280
Rok prognozy 16 17 18 19 20
Przychody ze sprzedaży energii elektrycznej (zł) 70 842 71 904 72 983 74 078 75 189
Przychody ze sprzedaży energii cieplnej (zł) 0 0 0 0 0
Przychody razem: 70 842 71 904 72 983 74 078 75 189
Oszczędności na gospodarce osadami (zł) 570 034 578 585 587 264 596 073 605 014
Uniknięte koszty zakupu energii elektrycznej (zł) 133 996 136 006 138 046 140 117 142 218
Uniknięte koszty zakupu energii cieplnej (zł) 72 506 73 594 74 698 75 818 76 956
Oszczędności razem: 776 537 788 185 800 007 812 007 824 188
Koszty operacyjne (zł) 168 593 171 122 173 689 176 294 178 939
Odsetki do banku (zł) 0 0 0 0 0
Amortyzacja (zł) 90 000 90 000 90 000 90 000 90 000
Koszty razem: 258 593 261 122 263 689 266 294 268 939
| 46
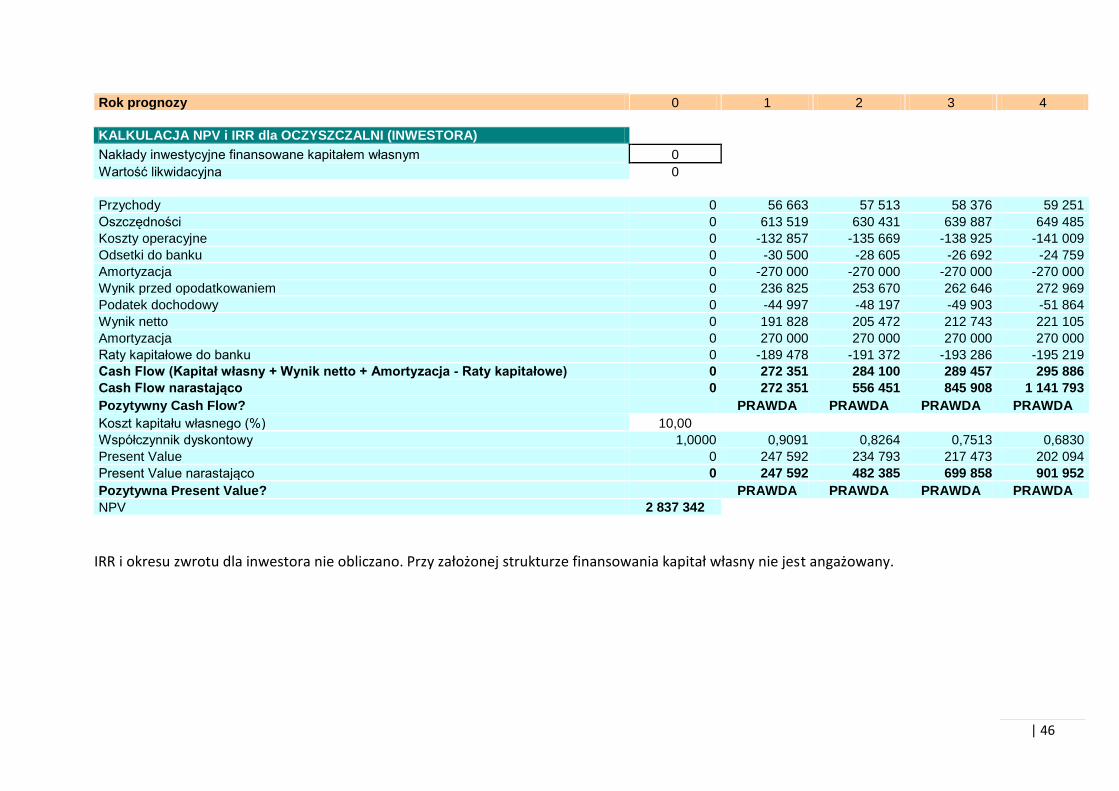
Rok prognozy 0 1 2 3 4
KALKULACJA NPV i IRR dla OCZYSZCZALNI (INWESTORA)
Nakłady inwestycyjne finansowane kapitałem własnym 0
Wartość likwidacyjna 0
Przychody 0 56 663 57 513 58 376 59 251
Oszczędności 0 613 519 630 431 639 887 649 485
Koszty operacyjne 0 -132 857 -135 669 -138 925 -141 009
Odsetki do banku 0 -30 500 -28 605 -26 692 -24 759
Amortyzacja 0 -270 000 -270 000 -270 000 -270 000
Wynik przed opodatkowaniem 0 236 825 253 670 262 646 272 969
Podatek dochodowy 0 -44 997 -48 197 -49 903 -51 864
Wynik netto 0 191 828 205 472 212 743 221 105
Amortyzacja 0 270 000 270 000 270 000 270 000
Raty kapitałowe do banku 0 -189 478 -191 372 -193 286 -195 219
Cash Flow (Kapitał własny + Wynik netto + Amortyzacja - Raty kapitałowe) 0 272 351 284 100 289 457 295 886
Cash Flow narastająco 0 272 351 556 451 845 908 1 141 793
Pozytywny Cash Flow? PRAWDA PRAWDA PRAWDA PRAWDA
Koszt kapitału własnego (%) 10,00
Współczynnik dyskontowy 1,0000 0,9091 0,8264 0,7513 0,6830
Present Value 0 247 592 234 793 217 473 202 094
Present Value narastająco 0 247 592 482 385 699 858 901 952
Pozytywna Present Value? PRAWDA PRAWDA PRAWDA PRAWDA
NPV 2 837 342
IRR i okresu zwrotu dla inwestora nie obliczano. Przy założonej strukturze finansowania kapitał własny nie jest angażowany.
| 47
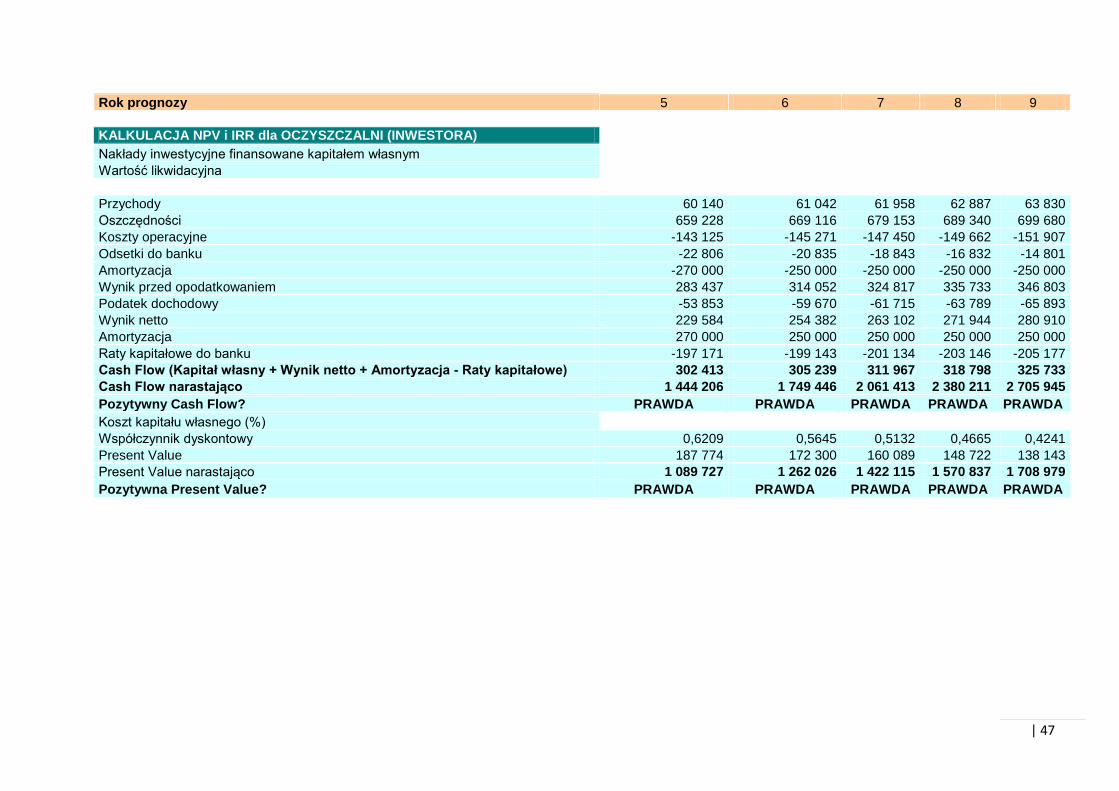
Rok prognozy 5 6 7 8 9
KALKULACJA NPV i IRR dla OCZYSZCZALNI (INWESTORA)
Nakłady inwestycyjne finansowane kapitałem własnym
Wartość likwidacyjna
Przychody 60 140 61 042 61 958 62 887 63 830
Oszczędności 659 228 669 116 679 153 689 340 699 680
Koszty operacyjne -143 125 -145 271 -147 450 -149 662 -151 907
Odsetki do banku -22 806 -20 835 -18 843 -16 832 -14 801
Amortyzacja -270 000 -250 000 -250 000 -250 000 -250 000
Wynik przed opodatkowaniem 283 437 314 052 324 817 335 733 346 803
Podatek dochodowy -53 853 -59 670 -61 715 -63 789 -65 893
Wynik netto 229 584 254 382 263 102 271 944 280 910
Amortyzacja 270 000 250 000 250 000 250 000 250 000
Raty kapitałowe do banku -197 171 -199 143 -201 134 -203 146 -205 177
Cash Flow (Kapitał własny + Wynik netto + Amortyzacja - Raty kapitałowe) 302 413 305 239 311 967 318 798 325 733
Cash Flow narastająco 1 444 206 1 749 446 2 061 413 2 380 211 2 705 945
Pozytywny Cash Flow? PRAWDA PRAWDA PRAWDA PRAWDA PRAWDA
Koszt kapitału własnego (%)
Współczynnik dyskontowy 0,6209 0,5645 0,5132 0,4665 0,4241
Present Value 187 774 172 300 160 089 148 722 138 143
Present Value narastająco 1 089 727 1 262 026 1 422 115 1 570 837 1 708 979
Pozytywna Present Value? PRAWDA PRAWDA PRAWDA PRAWDA PRAWDA
| 48
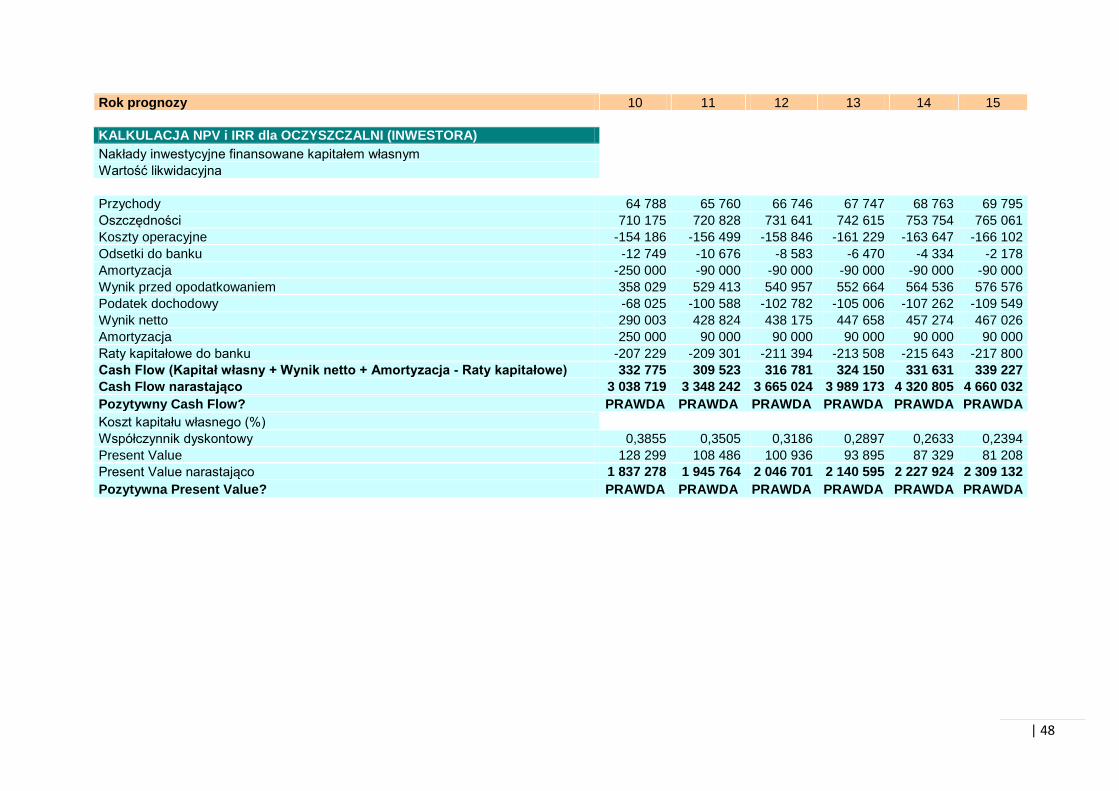
Rok prognozy 10 11 12 13 14 15
KALKULACJA NPV i IRR dla OCZYSZCZALNI (INWESTORA)
Nakłady inwestycyjne finansowane kapitałem własnym
Wartość likwidacyjna
Przychody 64 788 65 760 66 746 67 747 68 763 69 795
Oszczędności 710 175 720 828 731 641 742 615 753 754 765 061
Koszty operacyjne -154 186 -156 499 -158 846 -161 229 -163 647 -166 102
Odsetki do banku -12 749 -10 676 -8 583 -6 470 -4 334 -2 178
Amortyzacja -250 000 -90 000 -90 000 -90 000 -90 000 -90 000
Wynik przed opodatkowaniem 358 029 529 413 540 957 552 664 564 536 576 576
Podatek dochodowy -68 025 -100 588 -102 782 -105 006 -107 262 -109 549
Wynik netto 290 003 428 824 438 175 447 658 457 274 467 026
Amortyzacja 250 000 90 000 90 000 90 000 90 000 90 000
Raty kapitałowe do banku -207 229 -209 301 -211 394 -213 508 -215 643 -217 800
Cash Flow (Kapitał własny + Wynik netto + Amortyzacja - Raty kapitałowe) 332 775 309 523 316 781 324 150 331 631 339 227
Cash Flow narastająco 3 038 719 3 348 242 3 665 024 3 989 173 4 320 805 4 660 032
Pozytywny Cash Flow? PRAWDA PRAWDA PRAWDA PRAWDA PRAWDA PRAWDA
Koszt kapitału własnego (%)
Współczynnik dyskontowy 0,3855 0,3505 0,3186 0,2897 0,2633 0,2394
Present Value 128 299 108 486 100 936 93 895 87 329 81 208
Present Value narastająco 1 837 278 1 945 764 2 046 701 2 140 595 2 227 924 2 309 132
Pozytywna Present Value? PRAWDA PRAWDA PRAWDA PRAWDA PRAWDA PRAWDA
| 49
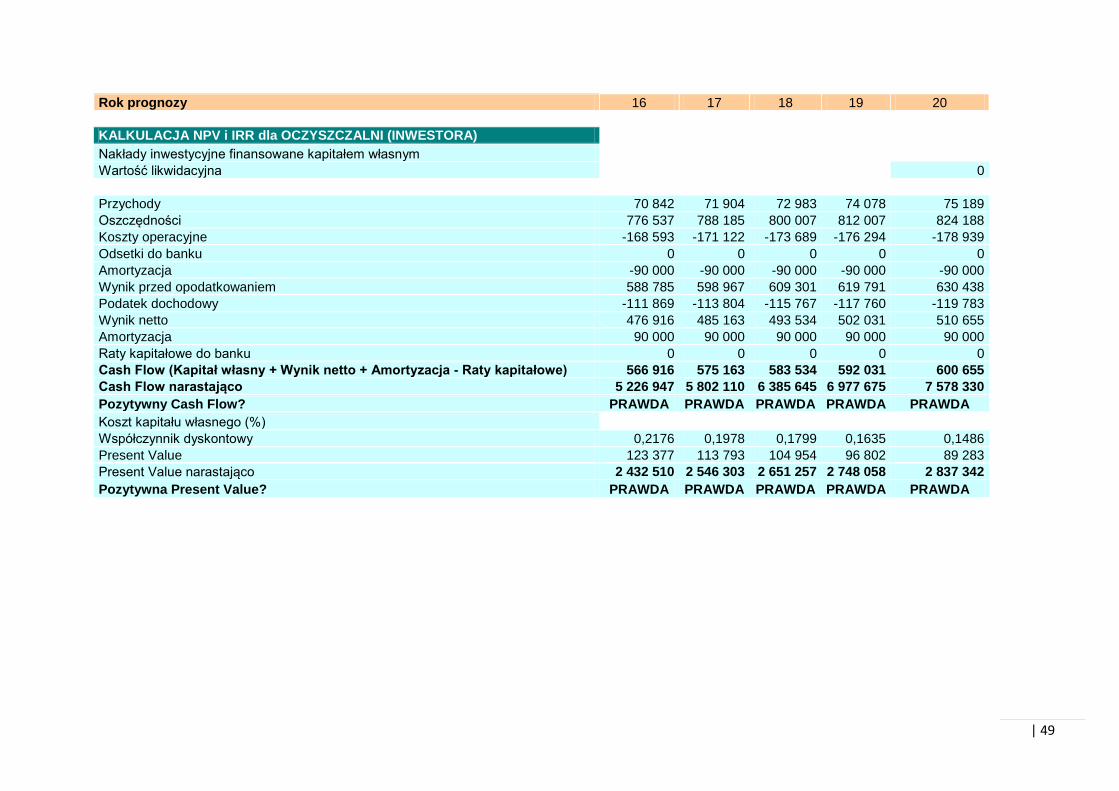
Rok prognozy 16 17 18 19 20
KALKULACJA NPV i IRR dla OCZYSZCZALNI (INWESTORA)
Nakłady inwestycyjne finansowane kapitałem własnym
Wartość likwidacyjna 0
Przychody 70 842 71 904 72 983 74 078 75 189
Oszczędności 776 537 788 185 800 007 812 007 824 188
Koszty operacyjne -168 593 -171 122 -173 689 -176 294 -178 939
Odsetki do banku 0 0 0 0 0
Amortyzacja -90 000 -90 000 -90 000 -90 000 -90 000
Wynik przed opodatkowaniem 588 785 598 967 609 301 619 791 630 438
Podatek dochodowy -111 869 -113 804 -115 767 -117 760 -119 783
Wynik netto 476 916 485 163 493 534 502 031 510 655
Amortyzacja 90 000 90 000 90 000 90 000 90 000
Raty kapitałowe do banku 0 0 0 0 0
Cash Flow (Kapitał własny + Wynik netto + Amortyzacja - Raty kapitałowe) 566 916 575 163 583 534 592 031 600 655
Cash Flow narastająco 5 226 947 5 802 110 6 385 645 6 977 675 7 578 330
Pozytywny Cash Flow? PRAWDA PRAWDA PRAWDA PRAWDA PRAWDA
Koszt kapitału własnego (%)
Współczynnik dyskontowy 0,2176 0,1978 0,1799 0,1635 0,1486
Present Value 123 377 113 793 104 954 96 802 89 283
Present Value narastająco 2 432 510 2 546 303 2 651 257 2 748 058 2 837 342
Pozytywna Present Value? PRAWDA PRAWDA PRAWDA PRAWDA PRAWDA
| 50
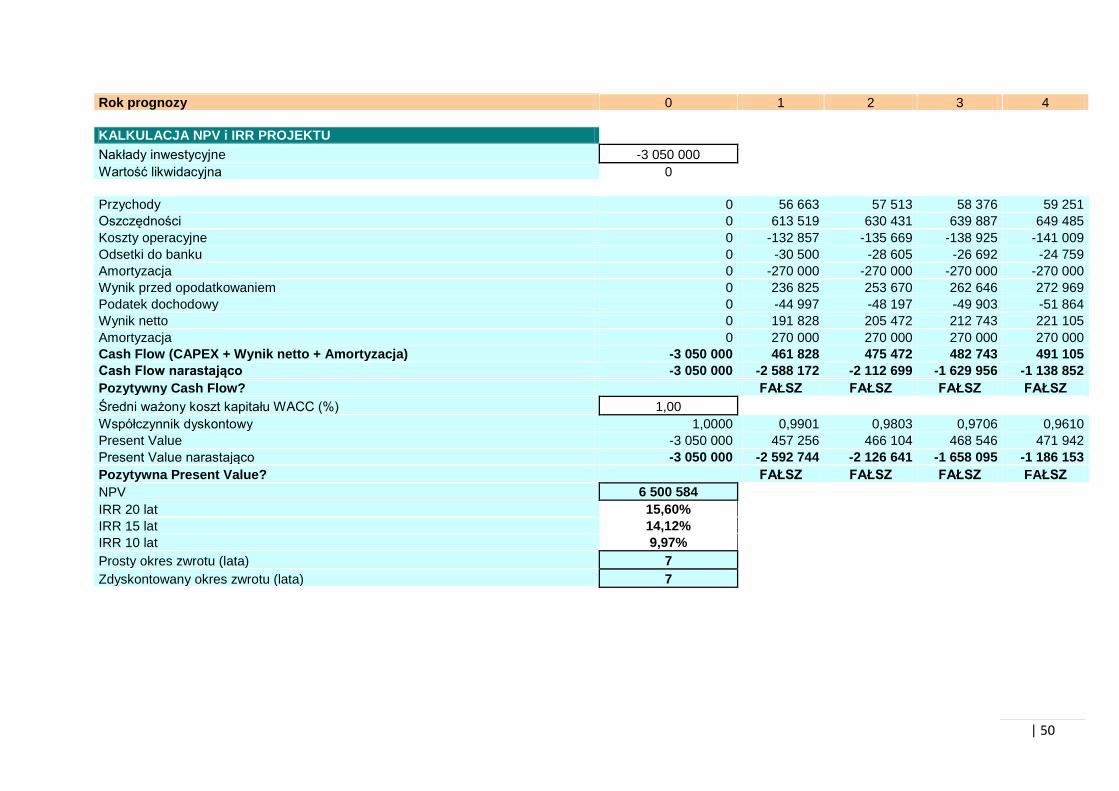
Rok prognozy 0 1 2 3 4
KALKULACJA NPV i IRR PROJEKTU
Nakłady inwestycyjne -3 050 000
Wartość likwidacyjna 0
Przychody 0 56 663 57 513 58 376 59 251
Oszczędności 0 613 519 630 431 639 887 649 485
Koszty operacyjne 0 -132 857 -135 669 -138 925 -141 009
Odsetki do banku 0 -30 500 -28 605 -26 692 -24 759
Amortyzacja 0 -270 000 -270 000 -270 000 -270 000
Wynik przed opodatkowaniem 0 236 825 253 670 262 646 272 969
Podatek dochodowy 0 -44 997 -48 197 -49 903 -51 864
Wynik netto 0 191 828 205 472 212 743 221 105
Amortyzacja 0 270 000 270 000 270 000 270 000
Cash Flow (CAPEX + Wynik netto + Amortyzacja) -3 050 000 461 828 475 472 482 743 491 105
Cash Flow narastająco -3 050 000 -2 588 172 -2 112 699 -1 629 956 -1 138 852
Pozytywny Cash Flow? FAŁSZ FAŁSZ FAŁSZ FAŁSZ
Średni ważony koszt kapitału WACC (%) 1,00
Współczynnik dyskontowy 1,0000 0,9901 0,9803 0,9706 0,9610
Present Value -3 050 000 457 256 466 104 468 546 471 942
Present Value narastająco -3 050 000 -2 592 744 -2 126 641 -1 658 095 -1 186 153
Pozytywna Present Value? FAŁSZ FAŁSZ FAŁSZ FAŁSZ
NPV 6 500 584
IRR 20 lat 15,60%
IRR 15 lat 14,12%
IRR 10 lat 9,97%
Prosty okres zwrotu (lata) 7
Zdyskontowany okres zwrotu (lata) 7
| 51
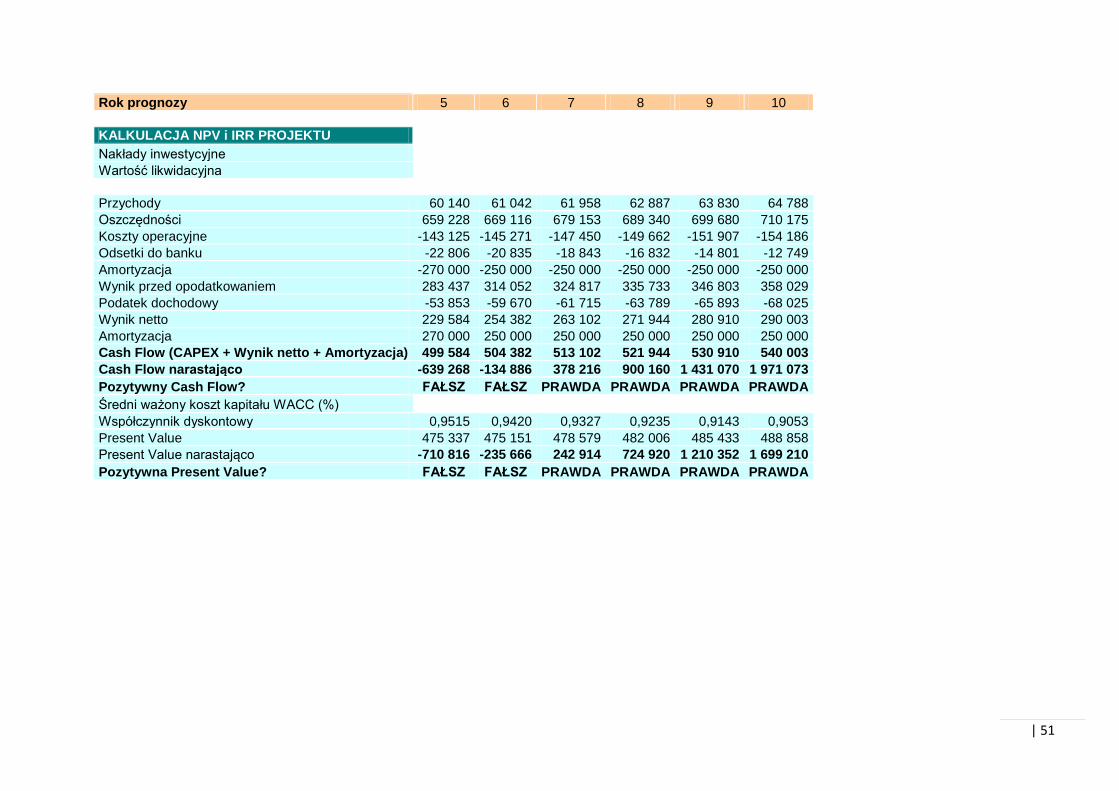
Rok prognozy 5 6 7 8 9 10
KALKULACJA NPV i IRR PROJEKTU
Nakłady inwestycyjne
Wartość likwidacyjna
Przychody 60 140 61 042 61 958 62 887 63 830 64 788
Oszczędności 659 228 669 116 679 153 689 340 699 680 710 175
Koszty operacyjne -143 125 -145 271 -147 450 -149 662 -151 907 -154 186
Odsetki do banku -22 806 -20 835 -18 843 -16 832 -14 801 -12 749
Amortyzacja -270 000 -250 000 -250 000 -250 000 -250 000 -250 000
Wynik przed opodatkowaniem 283 437 314 052 324 817 335 733 346 803 358 029
Podatek dochodowy -53 853 -59 670 -61 715 -63 789 -65 893 -68 025
Wynik netto 229 584 254 382 263 102 271 944 280 910 290 003
Amortyzacja 270 000 250 000 250 000 250 000 250 000 250 000
Cash Flow (CAPEX + Wynik netto + Amortyzacja) 499 584 504 382 513 102 521 944 530 910 540 003
Cash Flow narastająco -639 268 -134 886 378 216 900 160 1 431 070 1 971 073
Pozytywny Cash Flow? FAŁSZ FAŁSZ PRAWDA PRAWDA PRAWDA PRAWDA
Średni ważony koszt kapitału WACC (%)
Współczynnik dyskontowy 0,9515 0,9420 0,9327 0,9235 0,9143 0,9053
Present Value 475 337 475 151 478 579 482 006 485 433 488 858
Present Value narastająco -710 816 -235 666 242 914 724 920 1 210 352 1 699 210
Pozytywna Present Value? FAŁSZ FAŁSZ PRAWDA PRAWDA PRAWDA PRAWDA
| 52
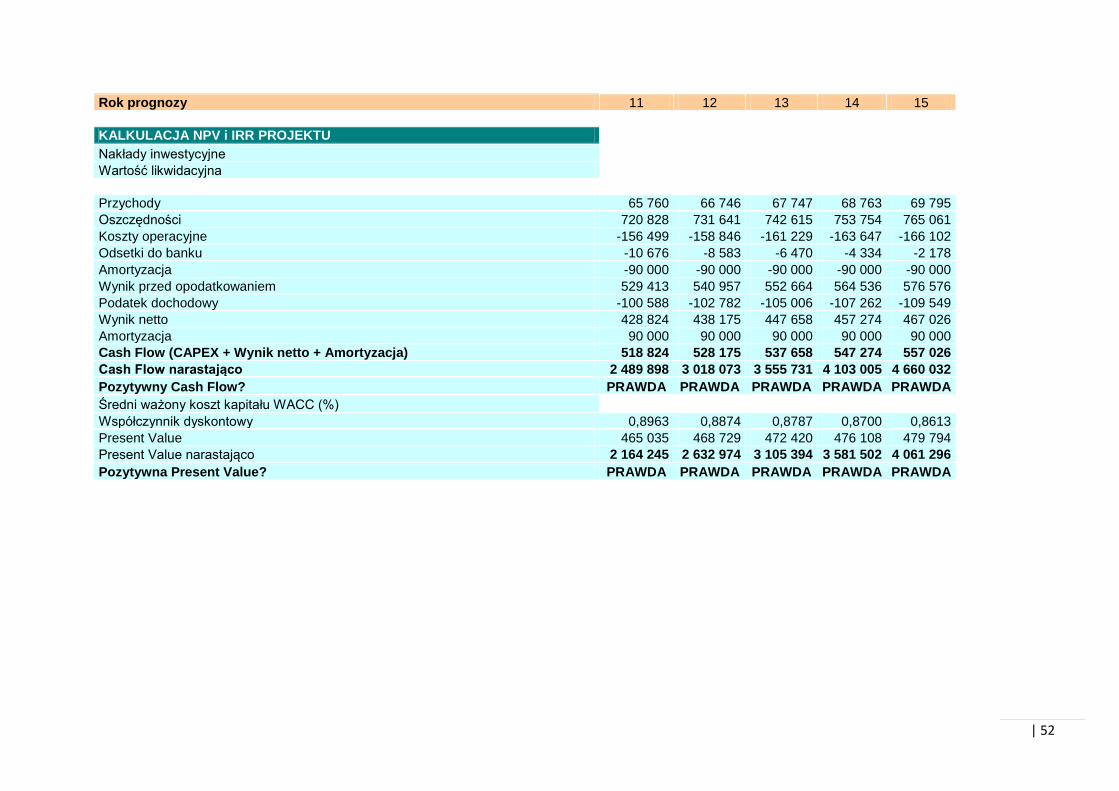
Rok prognozy 11 12 13 14 15
KALKULACJA NPV i IRR PROJEKTU
Nakłady inwestycyjne
Wartość likwidacyjna
Przychody 65 760 66 746 67 747 68 763 69 795
Oszczędności 720 828 731 641 742 615 753 754 765 061
Koszty operacyjne -156 499 -158 846 -161 229 -163 647 -166 102
Odsetki do banku -10 676 -8 583 -6 470 -4 334 -2 178
Amortyzacja -90 000 -90 000 -90 000 -90 000 -90 000
Wynik przed opodatkowaniem 529 413 540 957 552 664 564 536 576 576
Podatek dochodowy -100 588 -102 782 -105 006 -107 262 -109 549
Wynik netto 428 824 438 175 447 658 457 274 467 026
Amortyzacja 90 000 90 000 90 000 90 000 90 000
Cash Flow (CAPEX + Wynik netto + Amortyzacja) 518 824 528 175 537 658 547 274 557 026
Cash Flow narastająco 2 489 898 3 018 073 3 555 731 4 103 005 4 660 032
Pozytywny Cash Flow? PRAWDA PRAWDA PRAWDA PRAWDA PRAWDA
Średni ważony koszt kapitału WACC (%)
Współczynnik dyskontowy 0,8963 0,8874 0,8787 0,8700 0,8613
Present Value 465 035 468 729 472 420 476 108 479 794
Present Value narastająco 2 164 245 2 632 974 3 105 394 3 581 502 4 061 296
Pozytywna Present Value? PRAWDA PRAWDA PRAWDA PRAWDA PRAWDA
| 53
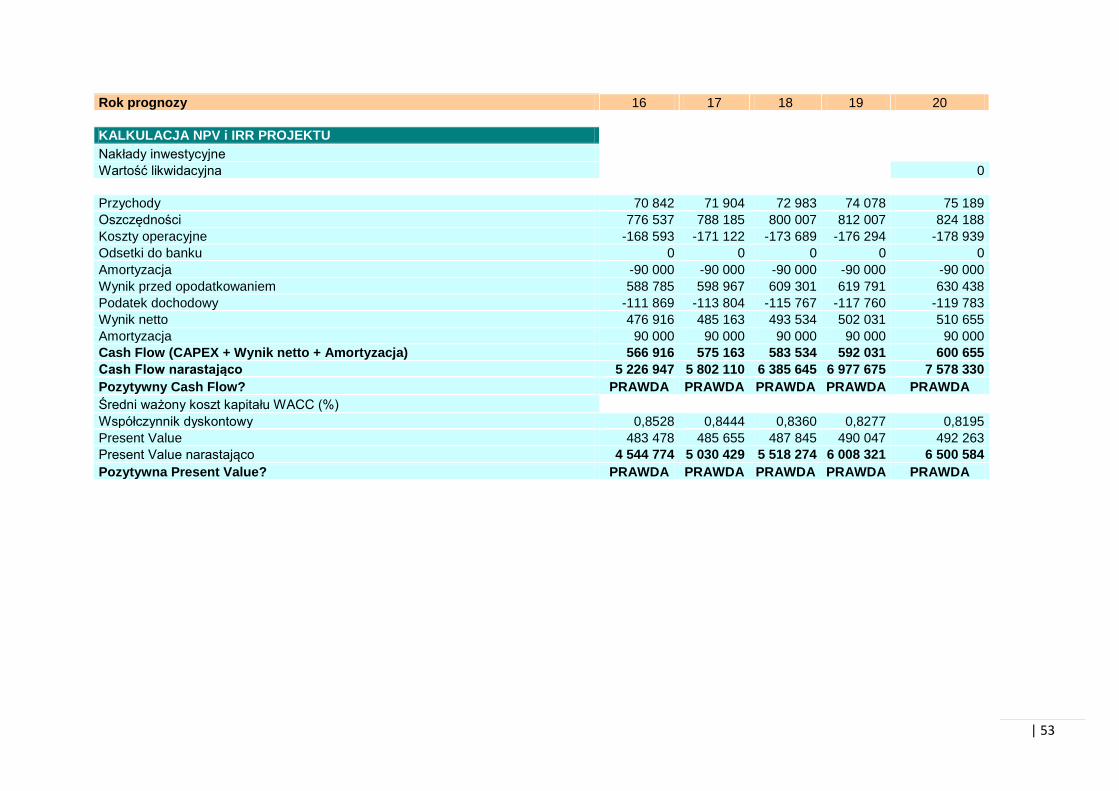
Rok prognozy 16 17 18 19 20
KALKULACJA NPV i IRR PROJEKTU
Nakłady inwestycyjne
Wartość likwidacyjna 0
Przychody 70 842 71 904 72 983 74 078 75 189
Oszczędności 776 537 788 185 800 007 812 007 824 188
Koszty operacyjne -168 593 -171 122 -173 689 -176 294 -178 939
Odsetki do banku 0 0 0 0 0
Amortyzacja -90 000 -90 000 -90 000 -90 000 -90 000
Wynik przed opodatkowaniem 588 785 598 967 609 301 619 791 630 438
Podatek dochodowy -111 869 -113 804 -115 767 -117 760 -119 783
Wynik netto 476 916 485 163 493 534 502 031 510 655
Amortyzacja 90 000 90 000 90 000 90 000 90 000
Cash Flow (CAPEX + Wynik netto + Amortyzacja) 566 916 575 163 583 534 592 031 600 655
Cash Flow narastająco 5 226 947 5 802 110 6 385 645 6 977 675 7 578 330
Pozytywny Cash Flow? PRAWDA PRAWDA PRAWDA PRAWDA PRAWDA
Średni ważony koszt kapitału WACC (%)
Współczynnik dyskontowy 0,8528 0,8444 0,8360 0,8277 0,8195
Present Value 483 478 485 655 487 845 490 047 492 263
Present Value narastająco 4 544 774 5 030 429 5 518 274 6 008 321 6 500 584
Pozytywna Present Value? PRAWDA PRAWDA PRAWDA PRAWDA PRAWDA
| 54
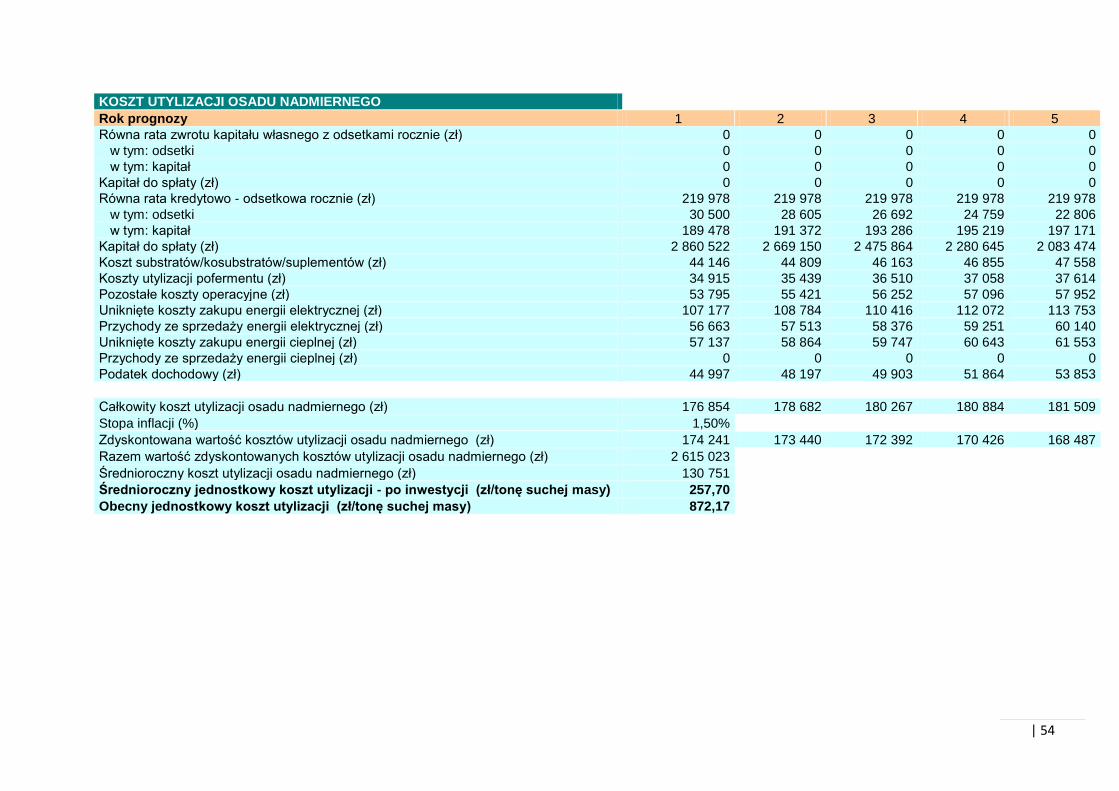
KOSZT UTYLIZACJI OSADU NADMIERNEGO
Rok prognozy 1 2 3 4 5
Równa rata zwrotu kapitału własnego z odsetkami rocznie (zł) 0 0 0 0 0
w tym: odsetki 0 0 0 0 0
w tym: kapitał 0 0 0 0 0
Kapitał do spłaty (zł) 0 0 0 0 0
Równa rata kredytowo - odsetkowa rocznie (zł) 219 978 219 978 219 978 219 978 219 978
w tym: odsetki 30 500 28 605 26 692 24 759 22 806
w tym: kapitał 189 478 191 372 193 286 195 219 197 171
Kapitał do spłaty (zł) 2 860 522 2 669 150 2 475 864 2 280 645 2 083 474
Koszt substratów/kosubstratów/suplementów (zł) 44 146 44 809 46 163 46 855 47 558
Koszty utylizacji pofermentu (zł) 34 915 35 439 36 510 37 058 37 614
Pozostałe koszty operacyjne (zł) 53 795 55 421 56 252 57 096 57 952
Uniknięte koszty zakupu energii elektrycznej (zł) 107 177 108 784 110 416 112 072 113 753
Przychody ze sprzedaży energii elektrycznej (zł) 56 663 57 513 58 376 59 251 60 140
Uniknięte koszty zakupu energii cieplnej (zł) 57 137 58 864 59 747 60 643 61 553
Przychody ze sprzedaży energii cieplnej (zł) 0 0 0 0 0
Podatek dochodowy (zł) 44 997 48 197 49 903 51 864 53 853
Całkowity koszt utylizacji osadu nadmiernego (zł) 176 854 178 682 180 267 180 884 181 509
Stopa inflacji (%) 1,50%
Zdyskontowana wartość kosztów utylizacji osadu nadmiernego (zł) 174 241 173 440 172 392 170 426 168 487
Razem wartość zdyskontowanych kosztów utylizacji osadu nadmiernego (zł) 2 615 023
Średnioroczny koszt utylizacji osadu nadmiernego (zł) 130 751
Średnioroczny jednostkowy koszt utylizacji - po inwestycji (zł/tonę suchej masy) 257,70
Obecny jednostkowy koszt utylizacji (zł/tonę suchej masy) 872,17
| 55
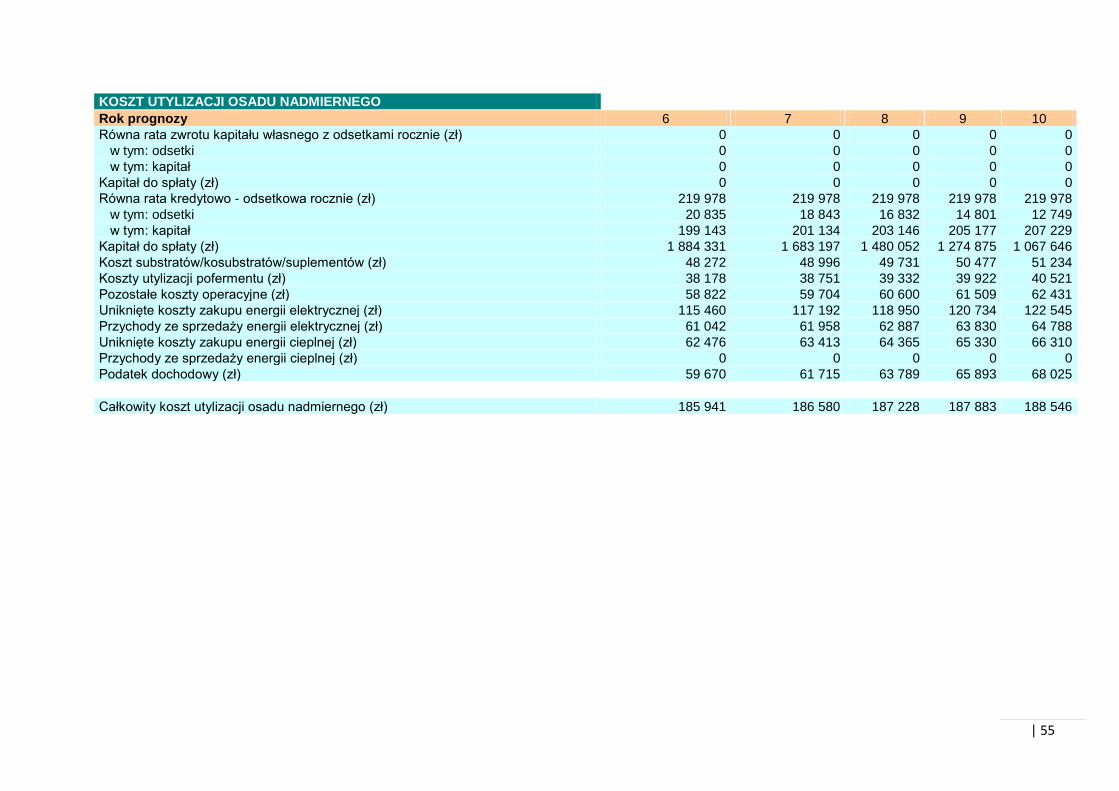
KOSZT UTYLIZACJI OSADU NADMIERNEGO
Rok prognozy 6 7 8 9 10
Równa rata zwrotu kapitału własnego z odsetkami rocznie (zł) 0 0 0 0 0
w tym: odsetki 0 0 0 0 0
w tym: kapitał 0 0 0 0 0
Kapitał do spłaty (zł) 0 0 0 0 0
Równa rata kredytowo - odsetkowa rocznie (zł) 219 978 219 978 219 978 219 978 219 978
w tym: odsetki 20 835 18 843 16 832 14 801 12 749
w tym: kapitał 199 143 201 134 203 146 205 177 207 229
Kapitał do spłaty (zł) 1 884 331 1 683 197 1 480 052 1 274 875 1 067 646
Koszt substratów/kosubstratów/suplementów (zł) 48 272 48 996 49 731 50 477 51 234
Koszty utylizacji pofermentu (zł) 38 178 38 751 39 332 39 922 40 521
Pozostałe koszty operacyjne (zł) 58 822 59 704 60 600 61 509 62 431
Uniknięte koszty zakupu energii elektrycznej (zł) 115 460 117 192 118 950 120 734 122 545
Przychody ze sprzedaży energii elektrycznej (zł) 61 042 61 958 62 887 63 830 64 788
Uniknięte koszty zakupu energii cieplnej (zł) 62 476 63 413 64 365 65 330 66 310
Przychody ze sprzedaży energii cieplnej (zł) 0 0 0 0 0
Podatek dochodowy (zł) 59 670 61 715 63 789 65 893 68 025
Całkowity koszt utylizacji osadu nadmiernego (zł) 185 941 186 580 187 228 187 883 188 546
| 56
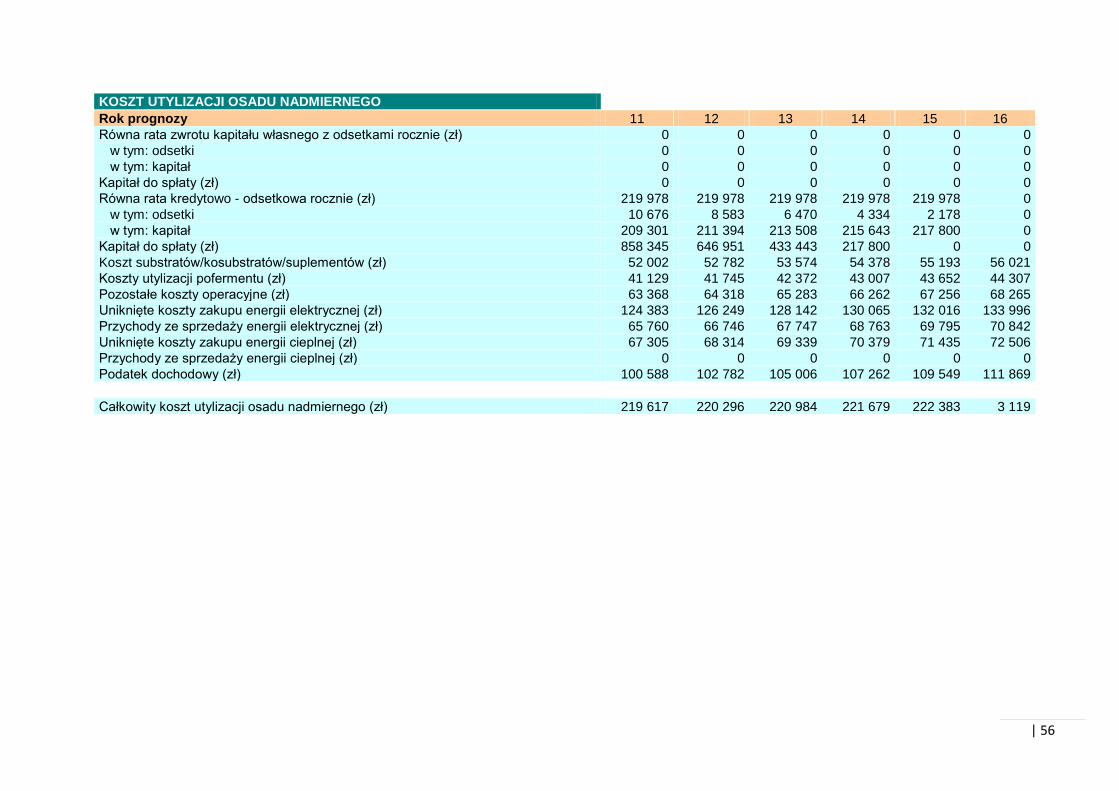
KOSZT UTYLIZACJI OSADU NADMIERNEGO
Rok prognozy 11 12 13 14 15 16
Równa rata zwrotu kapitału własnego z odsetkami rocznie (zł) 0 0 0 0 0 0
w tym: odsetki 0 0 0 0 0 0
w tym: kapitał 0 0 0 0 0 0
Kapitał do spłaty (zł) 0 0 0 0 0 0
Równa rata kredytowo - odsetkowa rocznie (zł) 219 978 219 978 219 978 219 978 219 978 0
w tym: odsetki 10 676 8 583 6 470 4 334 2 178 0
w tym: kapitał 209 301 211 394 213 508 215 643 217 800 0
Kapitał do spłaty (zł) 858 345 646 951 433 443 217 800 0 0
Koszt substratów/kosubstratów/suplementów (zł) 52 002 52 782 53 574 54 378 55 193 56 021
Koszty utylizacji pofermentu (zł) 41 129 41 745 42 372 43 007 43 652 44 307
Pozostałe koszty operacyjne (zł) 63 368 64 318 65 283 66 262 67 256 68 265
Uniknięte koszty zakupu energii elektrycznej (zł) 124 383 126 249 128 142 130 065 132 016 133 996
Przychody ze sprzedaży energii elektrycznej (zł) 65 760 66 746 67 747 68 763 69 795 70 842
Uniknięte koszty zakupu energii cieplnej (zł) 67 305 68 314 69 339 70 379 71 435 72 506
Przychody ze sprzedaży energii cieplnej (zł) 0 0 0 0 0 0
Podatek dochodowy (zł) 100 588 102 782 105 006 107 262 109 549 111 869
Całkowity koszt utylizacji osadu nadmiernego (zł) 219 617 220 296 220 984 221 679 222 383 3 119
| 57
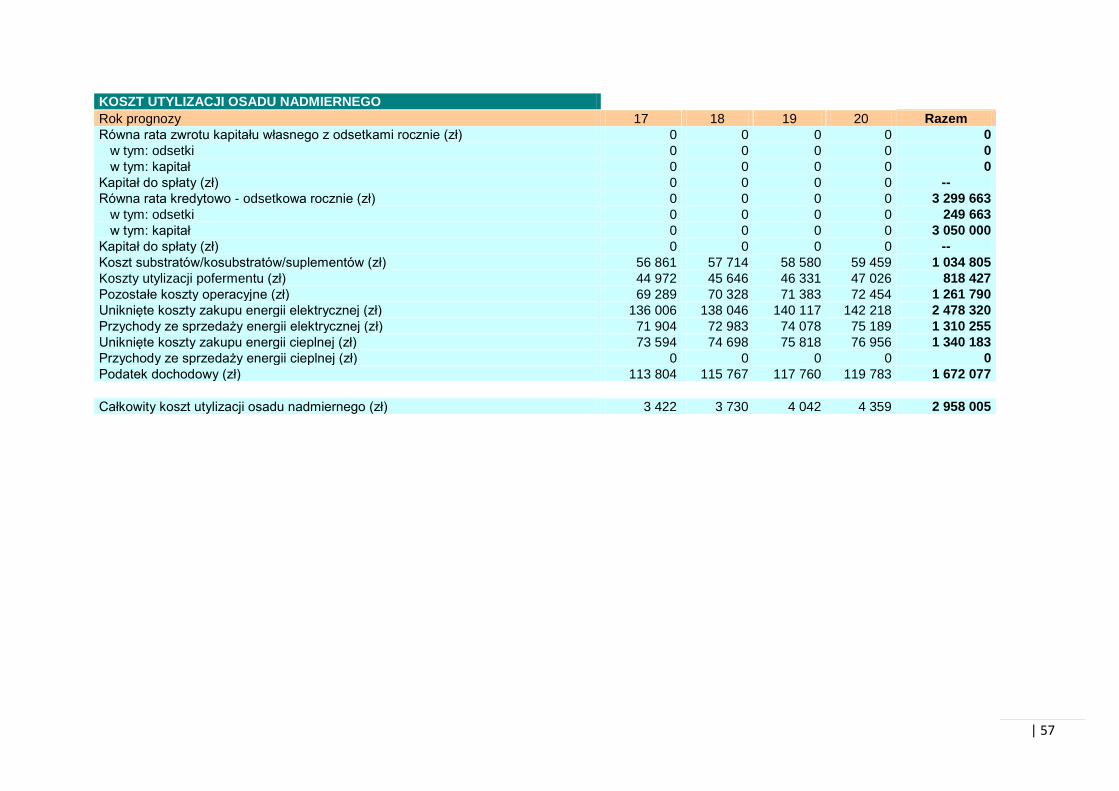
KOSZT UTYLIZACJI OSADU NADMIERNEGO
Rok prognozy 17 18 19 20 Razem
Równa rata zwrotu kapitału własnego z odsetkami rocznie (zł) 0 0 0 0 0
w tym: odsetki 0 0 0 0 0
w tym: kapitał 0 0 0 0 0
Kapitał do spłaty (zł) 0 0 0 0 --
Równa rata kredytowo - odsetkowa rocznie (zł) 0 0 0 0 3 299 663
w tym: odsetki 0 0 0 0 249 663
w tym: kapitał 0 0 0 0 3 050 000
Kapitał do spłaty (zł) 0 0 0 0 --
Koszt substratów/kosubstratów/suplementów (zł) 56 861 57 714 58 580 59 459 1 034 805
Koszty utylizacji pofermentu (zł) 44 972 45 646 46 331 47 026 818 427
Pozostałe koszty operacyjne (zł) 69 289 70 328 71 383 72 454 1 261 790
Uniknięte koszty zakupu energii elektrycznej (zł) 136 006 138 046 140 117 142 218 2 478 320
Przychody ze sprzedaży energii elektrycznej (zł) 71 904 72 983 74 078 75 189 1 310 255
Uniknięte koszty zakupu energii cieplnej (zł) 73 594 74 698 75 818 76 956 1 340 183
Przychody ze sprzedaży energii cieplnej (zł) 0 0 0 0 0
Podatek dochodowy (zł) 113 804 115 767 117 760 119 783 1 672 077
Całkowity koszt utylizacji osadu nadmiernego (zł) 3 422 3 730 4 042 4 359 2 958 005
| 58
dalej: 20 lat ----
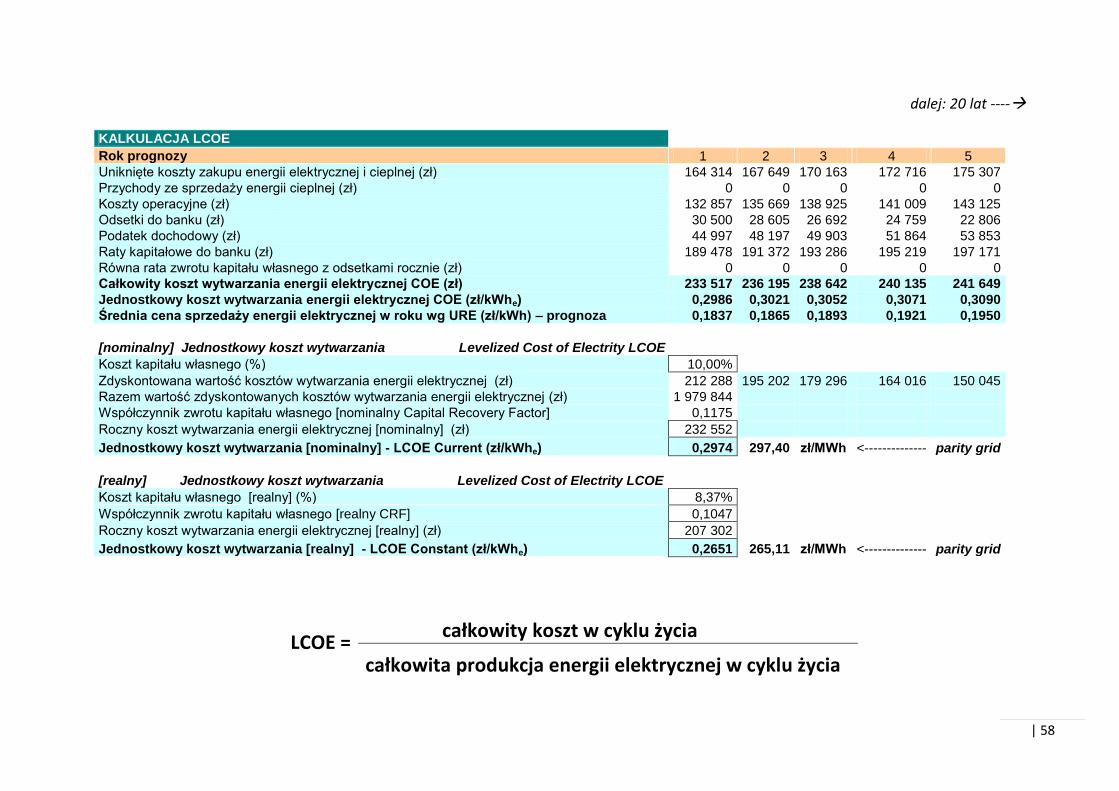
KALKULACJA LCOE
Rok prognozy 1 2 3 4 5
Uniknięte koszty zakupu energii elektrycznej i cieplnej (zł) 164 314 167 649 170 163 172 716 175 307
Przychody ze sprzedaży energii cieplnej (zł) 0 0 0 0 0
Koszty operacyjne (zł) 132 857 135 669 138 925 141 009 143 125
Odsetki do banku (zł) 30 500 28 605 26 692 24 759 22 806
Podatek dochodowy (zł) 44 997 48 197 49 903 51 864 53 853
Raty kapitałowe do banku (zł) 189 478 191 372 193 286 195 219 197 171
Równa rata zwrotu kapitału własnego z odsetkami rocznie (zł) 0 0 0 0 0
Całkowity koszt wytwarzania energii elektrycznej COE (zł) 233 517 236 195 238 642 240 135 241 649
Jednostkowy koszt wytwarzania energii elektrycznej COE (zł/kWhe) 0,2986 0,3021 0,3052 0,3071 0,3090
Średnia cena sprzedaży energii elektrycznej w roku wg URE (zł/kWh) – prognoza 0,1837 0,1865 0,1893 0,1921 0,1950
[nominalny] Jednostkowy koszt wytwarzania Levelized Cost of Electrity LCOE
Koszt kapitału własnego (%) 10,00%
Zdyskontowana wartość kosztów wytwarzania energii elektrycznej (zł) 212 288 195 202 179 296 164 016 150 045
Razem wartość zdyskontowanych kosztów wytwarzania energii elektrycznej (zł) 1 979 844
Współczynnik zwrotu kapitału własnego [nominalny Capital Recovery Factor] 0,1175
Roczny koszt wytwarzania energii elektrycznej [nominalny] (zł) 232 552
Jednostkowy koszt wytwarzania [nominalny] - LCOE Current (zł/kWhe) 0,2974 297,40 zł/MWh <-------------- parity grid
[realny] Jednostkowy koszt wytwarzania Levelized Cost of Electrity LCOE
Koszt kapitału własnego [realny] (%) 8,37%
Współczynnik zwrotu kapitału własnego [realny CRF] 0,1047
Roczny koszt wytwarzania energii elektrycznej [realny] (zł) 207 302
Jednostkowy koszt wytwarzania [realny] - LCOE Constant (zł/kWhe) 0,2651 265,11 zł/MWh <-------------- parity grid
LCOE = całkowity koszt w cyklu życia
całkowita produkcja energii elektrycznej w cyklu życia
| 59
ZAŁĄCZNIKI

| 60
ZAGĘSZCZANIE OSADU

| 61
MACERACJA/HOMOGENIZACJA

| 62
DEZINTEGRACJA OSADU: WYTWORNICA KAWITACJI
| 63
WYSOKOSPRAWNY FERMENTOR W TECHNOLOGII MEZOFILOWEJ: PRZYKŁADY INSTALACJI

| 64

| 65
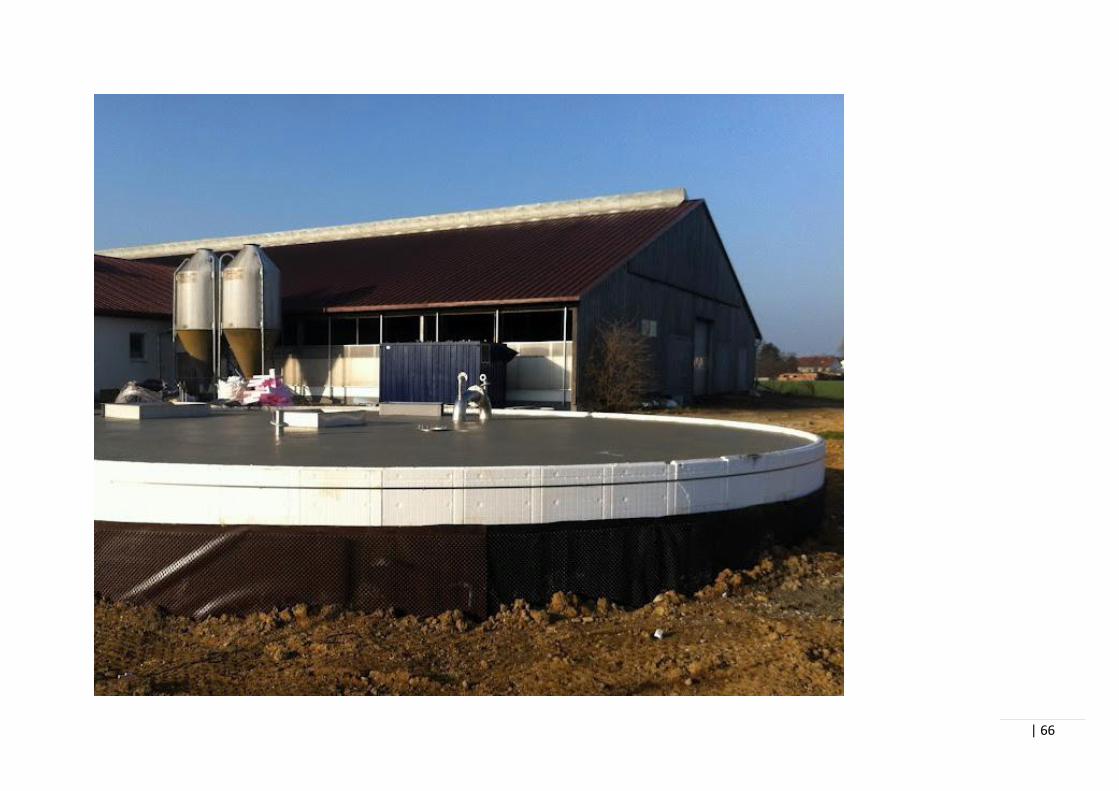
| 66
| 67
POSTFERMENTER – BIOREAKTOR PSYCHROFILOWY
| 68
biogastest
business plany, analizy i wyceny projektów biogazowych
oczyszczalnie ścieków
biogazownie rolnicze i utylizacyjne
biogaz z wysypisk
gazyfikacja biomasy
dobór technologii, optymalizacja technologiczna i ekonomiczna pro-
jektów biogazowych
| 69
restrukturyzacja projektów biogazowych:
biogazownia rolnicza biogazownia rolniczo-utylizacyjna, bez po-
fermentu
repowering więcej metanu, więcej energii elektrycznej
doradztwo kryzysowe w zakresie „leczenia” procesu anaerobowego
doradztwo kryzysowe w zakresie trwałej likwidacji odorów z bioga-
zowni, składowisk odpadów, kompostowników itp.
(0-48) 570 654 909