Embed Size (px)
Citation preview

Ancient times: Steel produced by heating Wrought iron with charcoal & approximately 3 tons coke burnt for producing one ton of steel.
1855 : With the invention of the Bessemer process, steel became an inexpensive mass-produced material
Then Open hearth furnaces in which excess carbon and other impurities were burnt out of pig iron to produce steel.
By the early 1990s, because of their slow operation, replaced by the basic oxygen furnace or electric arc furnace.
*
Complete disappearance of basic open hearth processing
Continuous casting
Long product production to the electric arc furnace sector
Changed the way steel is made, the price, quality and range of
products generated
Changed the basic structure of the industry
Competitive forces and market globalization continue to drive the
development and adoption of new iron and steelmaking technologies
Refinements such as basic oxygen steelmaking (BOS), lowered the cost
of production while increasing the quality of the metal
Modern iron making and steelmaking is extremely intensive in material
and energy usage as well as in capital requirements
*

o Customer demands
o Product properties
o Quality
o Price
o Delivery
o Environmental concerns
*
*
Ore Bedding and Blending Facilities
Coke Dry Cooling Plant
Boiler, STG
Back pressure TG
Coke Oven Battery
Sintering Plant
Blast Furnace
Slab Caster, Various Mills
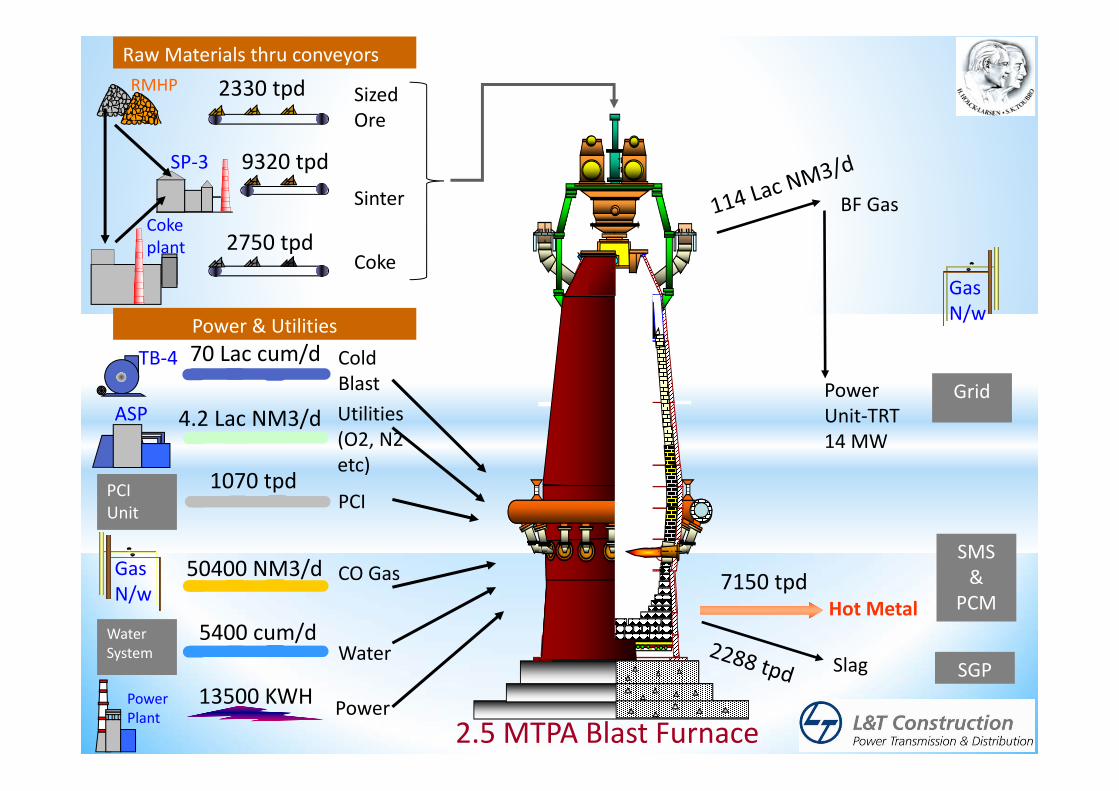
Raw Materials thru conveyors
Coke
Sized Ore
Coke plant 2750 tpd
RMHP
Sinter
SP‐3
Power & Utilities
CO Gas
Cold Blast
PCI
Water
Power
TB‐4
Water System
Power Plant
BF Gas
Power Unit‐TRT14 MW
Hot Metal
Slag
Grid
SMS&
PCM
SGP
2.5 MTPA Blast Furnace
ASP
Gas N/w
Gas N/w
Utilities (O2, N2 etc)
PCI Unit
9320 tpd
1400o C
2330 tpd
70 Lac cum/d
4.2 Lac NM3/d
5400 cum/d
13500 KWH
1070 tpd
50400 NM3/d 7150 tpd
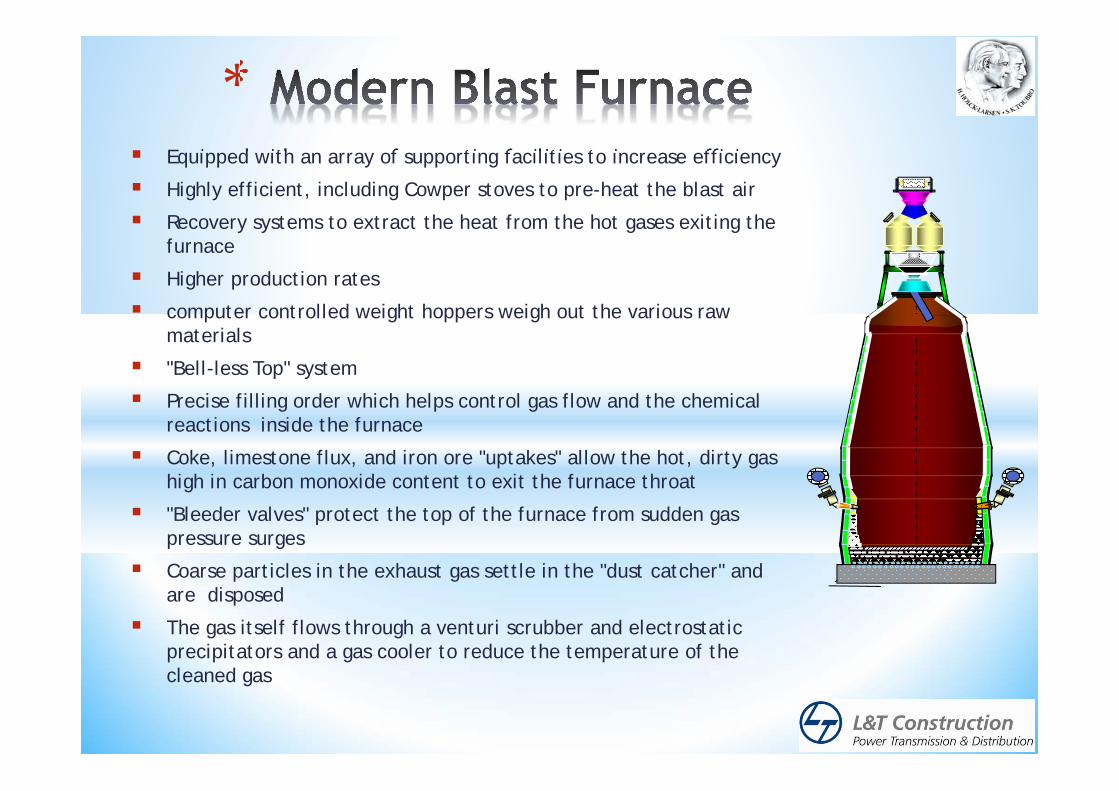
Equipped with an array of supporting facilities to increase efficiency
Highly efficient, including Cowper stoves to pre-heat the blast air
Recovery systems to extract the heat from the hot gases exiting the furnace
Higher production rates
computer controlled weight hoppers weigh out the various raw materials
"Bell-less Top" system
Precise filling order which helps control gas flow and the chemical reactions inside the furnace
Coke, limestone flux, and iron ore "uptakes" allow the hot, dirty gas high in carbon monoxide content to exit the furnace throat
"Bleeder valves" protect the top of the furnace from sudden gas pressure surges
Coarse particles in the exhaust gas settle in the "dust catcher" and are disposed
The gas itself flows through a venturi scrubber and electrostatic precipitators and a gas cooler to reduce the temperature of the cleaned gas
*
*
Higher plant capacity
Higher unit productivity
Higher plant availability and reliability
Improved hot metal quality and stability
Lower energy consumption
Reduced operational costs
Improved plant hygiene
Improved environmental performance
Improved plant safety
Longer campaign life
Industrial Automation has important role in any Industry because,- it saves time & Cost- replace Human operation which is physically hard- it can perform all the tasks very easily which are beyond of human capabilities
To achieve flexible control of burden distribution by application of parallel hoppers bell less top to maintain the lower thermal load inside the furnace wall
and stable furnace operation.
• Reduced coke rate: savings on Bell charged BF up to 10%
• Increased productivity; gain in output up to 7%
• Increased top pressure (2,5 bar)
• Longer BF campaign
• Better pig iron quality; standard deviation reduced due to more stable operations
• Possibility of charging coke to the BF center
• Optimal control of gas flow even at high PCI injection rates
• Increased availability due to reduced BF stops
• Reduced maintenance costs
• Best safety conditions during BF operation and during maintenance since because all maintenance is done outside of the blast furnace
*
† Reliable, efficient and accurate injection of auxiliary reducing agents is vital for cost effective blast furnace operation.
† System provides the highest coal delivery accuracy to each tuyere injection lance.
† Excellent control of the distribution of coal to each injection lance.
† Flow control valves to achieve even higher coal distribution accuracy.
† Coal pre-heating technologies to increase injected coal efficiency and throughput for the furnace process.
*The PCI method is based on the simple concept of primary air (termed the "conveyinggas") carrying pulverized coal which injected through a lance to the tuyere, thenmixed with secondary hot air (termed the "blast") supplied through a blowpipe in thetuyere and then piped to a furnace to create a balloon-like cavity called a "raceway",which then propagates coal and coke combustion and melts the solid iron ore,releasing molten iron.
The most remarkable aspect of this method is that it allows for cheaper coal to beconsumed in the system, replace expensive coke, thereby remarkably cutting down oncosts
* Very compact design for maximum flexibility in the layout
* Continuous filtering and evacuation of dewatered slag sand
* Low fines content in the closed loop water circuit
* High reliability
* Measurement of slag flow rate
* Reduced emissions and air pollution control
* Low investment, operation and maintenance costs
* Low wear on drum body
*Handling of blast furnace slag is an important aspect of modern blast furnaceoperation. Today, blast furnace slag is a saleable product (granulated slag sold forproduction of cement) INBA slag granulation process, incorporates dynamic INBAdewatering drum. It is the most popular and effective means of processing blastfurnace slag in the world today.

*
* Dust Monitoring System – Sox, Nox measurement at chimneys.
* Fume Extraction System from Cast House using Electrostatic Precipitators.
* Usage of DRI produces significantly less carbon emissions .
* Waste Water chemical treatment & recycling in the process.
* Handling of Coke Fines through conveyor.
*The past 5 decades have witnessed several dramatic technologicaldevelopments. Several new technologies have advanced to a fairlydeveloped stage and will likely be implemented on a production scalesometime in the future. Competitive forces and market globalizationwill continue to drive the development and adoption of newtechnologies
However, the extremely competitive marketplace has resulted in anenvironment where capital resources for research and developmentare limited and tolerance for failed technology concepts is very low.Therefore, the continued improvement of conventional processesand development and implementation of new technologies will dependheavily upon the determination, creativity, and resourcefulness.