Embed Size (px)
Citation preview

كلية الهندسة الميكانيكية والكهربائية قسم هندسة الميكاترونيك
الخامسةالسنة نظم االتصاالت الصناعية
استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
Computer Integrated Manufacturing (CIM)
إشراف:
مسعود األتاسيالمهندس الدكتور
تقديم:
س يدبراهيم احي ان
2015-2016

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
1الصفحة |
Contents | المحتويات
1 الفهرس
Introduction to Computer Integrated Manufacturing 3| إلى التصنيع المتكامل بالحاسب مقدمة-1
Definition of Computer Integrated Manufacturing 3تعريف التصنيع المتكامل بالحاسب | : 1-1
4 التصنيع المتكامل بالحاسب:تطبيق نظام فوائد: 1-2
C.I.M Structure: 5البنية الهرمية لنظام التصنيع المتكامل باستخدام الحاسب | : 2
Actuator Sensor Interface (AS-I BUS): 7الحساسات والمشغالت | : ناقل2-1
AS-I BUS: 7 : تعريف2-1-1
AS-I BUS: 7 : استخدام2-1-2
AS-I BUS |AS-I BUS Topologies 7 : طوبولوجيا2-1-3
Controller Area Network (CAN) 9: بروتوكول 2-2
CAN |CAN Applications 9 : تطبيقات2-2-1
Modbus: 11البروتوكول الصناعي : 2-3
؟MODBUS ما هو الـ: 2-3-1
:MODBUS ال : ميزات2-3-2
12
13
MODBUS: 13أنواع ال : 2-3-3
PROFIBUS: 15: البروتوكول الصناعي 2-4
Components Of C.I.M 11مكونات نظام التصنيع المتكامل باستخدام الحاسوب | : 3
Computer Aided Techniques 11التقنيات بمساعدة الحاسوب |: 3-1
3-1-1 :CAD( اختصار لـ :Computer Aided Design أو التصميم بمساعدة )11 الحاسوب
3-1-2 :CAE اختصار ( لـComputer – Aided Engineeringأو الهندسة ) 22 بمساعدة الحاسوب
3-1-3: CAM( اختصار لـ :Computer Aided Manufacturing أو التصنيع بمساعدة )22 الحاسوب
3-1-4: CAPP( اختصار لـ :Computer Aided Process Planning أو تخطيط العملية بمساعدة )22 الحاسوب
3-1-5 :ERP( اختصار لـ :Enterprise Resource Planning أو تخطيط موارد )المؤسسات
3-1-1 :CAQ لـ اختصار(computer-aided quality assurance أو )27 ضمان الجودة باستخدام الحاسب
3-1-7: PPC( اختصار لـ :production planning and control أو التخطيط ) 22 بالمنتح:والتحكم
Devices and Equipment Required 22األجهزة والمعدات الالزمة | : 3-2
3-2-1 :CNC( اختصار لـ :Computer Numerical Controlled أو الحاسوب اآللي المقاد رقميا ) 22
3-2-2: DNC( اختصار لـ :Direct Numerical Controlأو التحكم العددي المباشر ) 32
3-2-3: PLCs ( اختصار لـProgramming Logic Controllerأو الم )33 تحكمات المنطقية القابلة للبرمجة

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
2الصفحة |
Robotics 37األنظمة الروبوتية | : 3-2-4
Technologies 42التكنولوجيات | : 3-3
3-3-1 :FMS( اختصار لـ :Flexible Manufacturing Systemأو نظام التصنيع المرن ) 42
3-3-2: ASRS( اختصار لـ :Automated Storage and Retrieval Systemأو نظام التخزين واالستعادة المؤتمت ) 45
3-3-3 AGV( اختصار لـ :Automated Guided Vehicleأو العربات المقادة آليا ) 41
3-3-4 :ACS( اختصار لــ :Automated Conveyance Systemأو نظام النقل المؤتمت ) 49
CIM 51 مثال لمصنع بتقنية التصنيع المتكامل بواسطة الحاسوب-4
55 المراجع

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
3الصفحة |
Introduction to Computer | إلى التصنيع المتكامل بالحاسب مقدمة-1
Integrated Manufacturing:
وفي منتصف الثمانينات من القرن الماضي 1973في عام CIMنشأ مصطلح التصنيع المتكامل بالحاسب {1}
اتجهت الشركات نحو تطبيق هذا النظام، ولكن بسبب التكاليف الباهظة الضرورية إلقامته أدى إلى تراجع هذه
الشركات عن تطبيقه ومرة أخرى مع بداية التسعينات عادت الشركات لتظهر اهتماما جديدا بهذا النظام.
Definition of Computer | امل بالحاسبتعريف التصنيع المتك :1-1
Integrated Manufacturing: {1}
بأنه النظام الذي يدخل (Computer Integrated Manufacturing)يعرف نظام التصنيع باستخدام الحاسب
تحت مظلته تكامل تصميم وهندسة المنتج وعمليات التخطيط والتصنيع بمساعدة أنظمة الحاسوب المعقدة ولذلك هو
حيث أنه يعتمد على تطبيق Future Factorلمستقبل اتكنولوجيا تضم التصميم واإلنتاج معا ويطلق عليه مصنع
والمكتوبة بـأنظمة الحاسوب.آليات االتصال المتكاملة والمرئية
ويمكننا القول بأن التصنيع المتكامل بالحاسب هو فلسفة إدارية يتم فيها تنسيق مهام التصميم والتصنيع وربطها بشكل
منطقي وذلك باستخدام الحاسوب وتقنيات االتصال والمعلومات.
وفيهما بالحاسوب أنه اسم لنظام مؤتمت، كما التصنيعفي طريقةالمتكامل بالحاسوب" إلى التصنيعمصطلح "يشير
المتكامل التصنيعالمؤسسة. في نظام داخل التصنيعووظائف دعم والتسويق واإلنتاجالفردية الهندسة تنظيم يتم
والتخطيط، والمشتريات ومحاسبة التكاليف ومراقبة كالتصميم والتحليل الوظيفيةترتبط المجاالت بالحاسوب
دارتها وتوفير المراقبة إباستخدام الحاسوب مع الوظائف الفعلية للمصنع مثل معالجة المواد و والتوزيع المخزون
ونظام التصنيع بالحاسب يقتضي توفر جهازين على األقل من أجهزة الحاسوب المباشرة ورصد جميع العمليات
حكم صغيرة في جهاز الحاسوب.المعلومات، على سبيل المثال وحدة التحكم الخاصة بذراع الروبوت ووحدة ت لتبادل
ال يعني استبدال الناس باآلالت أو الحواسيب من أجل خلق CIM نظام التصنيع المتكامل باستخدام الحاسب إن
CIMعمليات تصنيع مؤتمتة بشكل كامل. ليس بالضرورة أن يتم بناء مصنع مؤتمت بشكل كامل كتطبيق لنظام
من غير الحكمة أن نضع استثمارا ضخما لشراء نظم تصنيع آلية ذات كفاءة عالية من أجل تحسين معايير حيث أنه

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
4الصفحة |
التصنيع إذا كان تنافسية الشركة ليست في هذا المجال. في هذه الحالة فإن معايير تصميم منتجات مبدعة وحسب
من السوق.الطلب تعتبر أكثر أهمية من قدرة اإلنتاج على الفوز في المنافسة ض
. على الرغم CIMالـ تطبيق م اإلنسان بدور هام جدا في تصميم ويقوأن نؤكد على أهمية الدور البشري حيث يجب
إال أن الحواسيب لن تحل مكان اإلنسان حتى في المستقبل من التطور الكبير في تطبيقات الحاسوب والذكاء الصنعي
للتأكيد على أهمية دور اإلنسان. human-centered CIMتم اقتراح فكرة لذلك
تطبيق نظام التصنيع المتكامل بالحاسب: فوائد: 1-2
.تحسين الخدمات المقدمة للزبائن
.تحسين الجودة
.استغراق فترات زمنية أقل لتزويد السوق بمنتجات جديدة
.مرونة أكبر وسرعة أعلى في التفاعل مع متطلبات السوق
.زيادة اإلنتاجية
التكلفة اإلنتاجية الكلية.تقليل
ويجب أن نشير إلى حقيقة مهمة وهي أن نظام التصنيع المتكامل بالحاسب ليس هو تقنية محددة يمكن شراؤها ولكن
في الحقيقة يشكل هدفا يمكن للشركة العمل تدريجيا من أجل الوصول إليه وهناك مجموعة من النشاطات استراتيجيا
مة للوصول إلى هذا الهدف.والتقنيات والمعدات الالز

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
5الصفحة |
:C.I.M Structure| باستخدام الحاسب المتكامل البنية الهرمية لنظام التصنيع: 2

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
6الصفحة |
البنية الهرمية لنظام التصنيع بالحاسب تصف شبكات االتصال الصناعية وتصنفها في مستويات
: بين هذه األجهزةمختلفة حسب نوع األجهزة وبروتوكوالت االتصال المستخدمة للتخاطب
مستوى اآللة | ::0 المستوىMachines Level يحتوي على : AS-I, CAN
مستوى الخلية 1المستوى :: |Cell Level يحتوي على : FIPIO, MODBUS
مستوى ورشة العمل | :: 2المستوىWorkshop Level يحتوي على :MODBUS+
,FIPWAY
مستوى المصنع | :: 3المستوىFactory Level يحتوي على : ETHERNET, TCP/IP
مستوى المؤسسة |: 4المستوى : Enterprise Level يحتوي على : HTTP ,FTP
:هذه المستويات بشيء من التفصيل إلى بعض بروتوكوالتوسنتطرق

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
7الصفحة |
Actuator Sensor Interface (AS-I الحساسات والمشغالت | ناقل :2-1
BUS):
{2} :تعريفه :2-1-1
الكهربائيةو الميكانيكيةالحساسـات و المـداخل بينمفتوحــة لتبادل المعلومـات صناعيةشــبكة اتصــاالت هو
اإلدخـال واإلخـراج أجهزةصممت لتقوم بوصـل PLC,DCS,PCللمشغالت تستخدم فـي األنظمـة المعتمـدة علـى
)التشغيلمثل الحساسات وكباسات (األساسية
الحديثة لتقليل عدد الكابالت في الدرجة األولى حيث أنه في التطبيقات الصناعية التطبيقات الصناعية يستخدم في
بطريقة تفرعيه حيث يوصل الحساس بشكل مباشر ومنفصل إلى المتحكم وبالتالي يزيد من يتم السابقة كان الوصل
الكابالت والتوصيالت والتعقيد في عمليات الصيانة واإلصالح
يتحمل الغبار كما أنه برنامج لتشخيص األخطاء حيث يقوم بتحديد مكان األخطاء لتصحيحهابوجود AS-Iويتميز
ومقاوم للحرارة
:استخدامه:2-1-2
كبديل للوصل المادي لطرفيات المعمل و أجهزته.
كشــبكة شــريكة لمســتوى أعلــى مــن مســتويات الشــبكة مثلProfibus وindustrial ,Ethernet ,Interbus
I/Oالتــي تــوفر كثيرا من التكلفة لوصل الطرفيات
والمصاعد يستخدم في تطبيقات األتمتـة مثـل الـتحكم بالسيور وآليات التغليف والتعبئة.
AS-I BUS | AS-I BUS Topologies طوبولوجيا:2-1-3
.BUSالـ الطرفيات معالمباشر للعديد من التوصيل يمكننـا مـنوهذا طوبولوجياأنـواع جميع مـع AS-I يتعامـل
متر و لكن باستخدام 300تعمل حتى متر و يوجد بعض الكـابالت100هو AS-I BUSإن الطول األعظمي ل
.مكرر

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
8الصفحة |
Star:
هي MASTER لـطريقة الوصل من الطرفية لوتكون MASTERتوصل كل الطرفيات في هذه الشبكة إلى
Point to Point ـضمن ال شاراتاإلوتمر جميع MASTERالذي يعمل كمكرر.
للتصميم والتنفيذ كما يمكن توسيع الشبكة بسهولة. تتميز هذه الطريقة بأنها األسهل
.من اإلشارات كبيرعند ورود عدد يستجيبال حيث MASTERومن سيئاتها احتمالية انهيار الـ
Line.
Branch Lines:
.مؤلف من كابل وحيد
.تركيب مخمد لإلشارة فــي نهاية الناقــل حتــى ال ترتـد االشـارة الـى الناقـل وتسبب تداخليجب
تم وصل خط من كل جهاز ليشكل عقدة مع كابل واحد اإلشارة تنتقل باالتجاهين لكل األجهزة المتصلة مع هذا الناقل ي
اإلشارة يتم إهمالها إذا المعطيات طابقت عنوان حتى تصل إلى الجهاز المطلوب إذا لم تجد اإلشارة العنوان فإن هذه
الجهاز الفرعي فإذا المعطيات مقبولة
Tree:
التي تكون فـي من العقد أو أكثر عقدتينالعقدة توصل هذه تعتبر المستوى األعلى Root أساسيةالنمط له عقدة هذا
كل من العقد في و Point to Point العقد تكون الوصلة هذهمن عقدتينكل بين مستواهاأدنى من مسـتوى
عدد محدد من العقد لهاكل عقدة في الشبكة و األساسيةالعقدة هي إحداهما أو أكثرعقدتين المستوى الثاني توصل مع
البنية الهرمية.في منهاللمستوى األدنى
Ring :حلقي |

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
9الصفحة |
ويبقـي االشـارة الحلقة يعمل كمكرر جهاز في هذه كل و حول الحلقة باتجـاه واحد البياناتتنتقل حيثدائري نمطها
.التالي في الحلقةللجهاز وإرسالهاشارة اإل حيث يقوم باستقباليقوم بدورين جهازكل و نقلهاقوية اثناء
Controller Area Network (CAN) {2} بروتوكول:2-2
المركبات والسيارات باإلضافة إلى هو بروتوكول اتصال تسلسلي تم تأسيسه ليكون مناسبا للعمل ضمن شبكة
التطبيقات الصناعية اآللية
CANيوجد في المركبات العديد من الحساسات والتجهيزات والعناصر االلكترونية يتم ربطها معا وفق بروتوكول
تحدث بحيث يمكن لها أن تتواصل وتتبادل المعلومات فيما بينها وبالتالي إمكانية التحكم ومعرفة األخطاء التي
وإصدار اإلنذارات والتنبيهات في حال حدوث طارئ ما
هو بروتكول يستخدم للتواصل بين المتحكم الدقيق واجزاء السيارات وقد صمم خصيصا هذا البروتوكول لخدمة
Robert من قبل شركة 3891االنظمة المدمجة في السيارات وتم االعالن عن هذا البروتوكول سنة
bosch اصدرت الشركة المنتجة لهذا البروتوكول 1986رسميا من جمعية مهندسي السيارات سنة االلمانية وصدر
ويكون فيه CAN2.0A ويتألف هذا االصدار من جزأين CAN2.0 3883عدة اصدارات منه كان منها في سنة
وسع من بت وهذا الثاني يكون ا 98وكان عدد بتات التعريف فيه CAN2.0B بت واالخر 33عدد بتات التعريف
ثالث معايير اساسية من (ISO) اصدرت المنظمة الدولة للمعايير 3881االول في التعامل مع الطرفيات في عام
ويميزه انه CAN FD بإصدار معيار جديد لهذا البروتوكول هو Robert bosch هذا البروتوكول وقامت شركة
CAN2.0 مع االجهزة القديمة المصممة ل اي يمكن لألجهزة الجديدة التعايش CAN2.0 متوافق مع معيار
CAN |CAN Applications تطبيقات:2-2-1
وحدة كل واحدة منها متخصصة بعمل معين كالوسائد الهوائية ونظام المكابح 70قد تحتوي السيارة على اكثر من
وفتح النوافذ وغلق المرأة وغيرها الكثير قد تكون هناك انظمة مستقلة بحد ذاتها كعملية شحن البطارية لكن معظم
بسبب قلة can ولسد حاجة هذه الطرفيات الكثيرة وضع بروتوك وألجلتحتاج الى ان تتواصل مع بعضها االنظمة
في الكثير من التطبيقات البروتوكولوالمعالجات دخل هذا CAN تكلفة بعض وحدات تحكم بروتوكول
وغيرها. الصناعية واألتمتةالطيران والبحرية والطبية مثل
CANويحتاج إلى خطين فقط إلجراء االتصال تأخذ شبكة BUSعلى طوبولوجيا المسار CANيعتمد بروتوكول
والتي يمكن ألي عقدة على المسار أن ترسل وتستقبل المعطيات ولكن جهاز واحد فقط يمكن له Multi Masterبنية

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
11الصفحة |
أن يرسل المعطيات عند زمن معين وتكون بقية األجهزة في حالة استماع إذا حاولت عقدتان أو أكثر أن ترسال
األعلى هي التي سيسمح لها بأن ترسل المعطيات في حين أو األسبقية المعطيات بنفس الوقت فإن العقدة ذات األولوية
تعود بقية العقد إلى نمط االستقبال
هذه المسارات تعمل ضمن سرعات نقل مختلفة فاألجهزة ذات السرعة CANفي المركبات يوجد أكثر من مسار
المنخفضة مثل التحكم بالنوافذ يتم وصلها إلى المسار ذو السرعة المنخفضة ويتم وصل األجهزة التي تتطلب استجابة
السريع. CANإلى مسار ABSأسرع مثل نظام منع قفل الكوابح

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
11الصفحة |
Modbus: {2}البروتوكول الصناعي : 2-3

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
12الصفحة |
.؟ MODBUS ما هو الـ :2-3-1
MODICAN من قبل شركة MODBUSتم تطوير كوسيط 3898في العام (Schneider Electric) حاليا
هو ان MODBUS المخطط األساسي لبروتوكول .اتصال مع العديد من التجهيزات باستخدام سلك مجدول وحيد
للحصول على سرعة أكبر ومسافة أطول RS-485 على المعيارولكن تم تكييفه للعمل RS-232 يعمل مع المعيار
MODICAN وبعد فترة قصيرة أصبح هذا البروتوكول معيار أساسي في قطاع األتمتة الصناعية كما قامت شركة
.بجعل البروتوكول مجاني ومتوفر للجميع
تابع وحيد أو عدة االتصال ب "MASTER" أي بإمكان السيد "Master-Slave" نظام MODBUS يعتبر نظام
أو الحاسب .PLC هو المتحكم المنطقي القابل للبرمجةالنموذجي "MASTER"والسيد "SLAVES" توابع
RTU أو وحدة تحكم عن بعد DCS أو نظام تحكم موزع PC الشخصي

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
13الصفحة |
ميزاته: :2-3-2
يعتبر أحد أكثر البروتوكوالت الصناعية شعبية واستخداما ألنه:
بسيط
رخيص
وعام االستخدامسهل.
برتوكول MODBUS قادر على العمل افتراضيا مع جميع وسائط االتصال بما فيها األسالك المجدولة االتصال
.الالسلكي واأللياف الضوئية وأجهزة المودم الهاتفية الهواتف الذكية وأجهزة المايكروويف
.في المحطات الجديدة والقديمة بسهولة مطلقة MODBUSهذا يعني أنه من الممكن إنشاء اتصال
أنواعه:: 2-3-3
:هي MODBUS هنالك ثالث نسخ شائعة مستخدمة اليوم من بروتوكول
- MODBUS ASCII.
- MODBUS, RTU.
- MODBUS/TCP.
بتم إرسالها بنفس الصيغة والفرق الوحيد بين أنواع البروتوكول هو بكيفية تشفير MODBUS جميع رسائل
.لرسائلا
بإرسال رسالة تتضمن: Masterمن أجل االتصال بالتجهيزات التابعة يقوم الجهاز السيد
.Device Addressعنوان الجهاز -
.Function Codeالكود الوظيفي -
.Dataالبيانات -
.Error Checkالتحقق من حدوث خطأ -
يستجيب لها الجهاز الوحيد الذي تمت عنونته فقط.هذه الرسالة يستطيع كل جهاز على الشبكة من رؤيتها ولكن
ألن عملها MODBUS فهي غير قادرة على إنشاء اتصال بشبكة "Slave Devices" بالنسبة للتجهيزات التابعة
فقط. "MASTER" يقتصر على االستجابة لطلب السيد

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
14الصفحة |
من أجل كل .ASCII حارفبتم ترميز جميع التجهيزات ست عشريا باستخدام أربعة م MODBUS ASCII بنمط
MODBUS RTU اتصال هذا يعد أكبر بمرتين من األنواع األخرى متل الـ byte 2بايت من المعلومات نحتاج
MODBUS/TCP و
بين البروتوكوالت الثالثة ولكنه مناسب عند استخدام أجهزة ئبطهو اال MODBUS ASCII لذلك، يعتبر النمط
RFالراديو المودم الهاتفية ووصالت االتصال
MODBUS في النمط حيث أنه البروتوكول الصناعي األكثر استخداما وانتشارا MODBUS RTU يعتبر
RTU يتم ترميز البيانات ثنائيا تتطلب بايت اتصال وحيد لكل بايت بيانات وهذا يعتبر مثالي للعمل مع المعيار RS-
K Baud 1200-115عند سرعات نقل تتراوح من RS-485 أو مع شبكات الهبوط المتعدد ذات المعيار 232
baud 9600-19200السرعات األكثر شيوعا هي بمعدالت نقل تمتد من
فبدال من استخدام تجهيزات معنونه لالتصال Ethernet هو بروتوكول عمل خاص بالـ MODBUS/TCP النمط
IP بتم استخدام عناوين , "Slave Devices" مع التجهيزات التابعة
.TCP/IP داخل حزمة MODBUS ببساطة يتم تغليف بيانات MODBUS/TCP باستخدام النمط
منطقيا وبشكل مباشر يجب أن تدعم البروتوكول TCP/IP تدعم حزمة Ethernet نستنتج أن أي شبكة
MODBUS/TCP

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
15الصفحة |
PROFIBUS: {2}البروتوكول الصناعي : 2-4
بالرغم من أن هذا البروتوكول تم اختراعه في نهاية الثمانينات من القرن الماضي ما زال يستخدم في التطبيقات
التي قد PLCـ لل CPUإلى غرفة التحكم حيث توجد وحدة الـ Fieldلنقل البيانات من الموقع الصناعية كحل مثالي
PROFIBUS PAتبعد مئات المترات عن الموقع فهناك تقنيتان مشهورتان لنقل البيانات عبر هذا الكبل وهما
31.25يستخدم لمراقبة أجهزة القياس الموجودة في الموقع نظرا لبطء سرعة نقل البيانات من خالله والتي تصل إلى
KB/S أماPROFIBUS DB ية من وحدات الدخل والخرج يستخدم لنقل البيانات اآلتRemote I/O Modules
9.6الموجود في غرفة التحكم حيث أن سرعة النقل في هذه التقنية هي ) PLCالموجودة في الموقع إلى الـ
KB/S—12MB/S).
بأجهزة الدخل كالحساسات وأجهزة الخرج كالمشغالت والتي يمكن أن يكون Remote I/O Modulesيتم توصيل
الموجود في غرفة PLCعشرات حيث أن ال بد من وجود مدير لعملية التحكم في هذه األجهزة وهو العددها بال
التحكم التي تبعد مئات المترات عن الموقع.
بالحساسات والمشغالت الموجودة بالموقع من سيتم نقل جميع البيانات الخاصة DP PROFIBUSمع وجود كبل
بسرعة عالية دون الحاجة إلى تمديد الكابالت من الحساسات والمشغالت إلى غرفة التحكم CPUوإلى وحدة ال
أي انه مع هذه التقنية لنقل Decentralized Peripheralsأي DPلذلك سميت هذه التقنية بـ PLCحيث يوجد ال

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
16الصفحة |
ات الحساسات والمشغالت البيانات ليس هنالك حاجة لتتمركز جميع وحدات الدخل والخرج التي تتعامل مع اشار
في غرفة التحكم وبذلك تكون هذه التقنية حل هندسي مثالي لتوفير مجهود وتكلفة تمديد أكثر CPUبجانب وحدة ال
من كبل في حال تمديد جميع أجهزة الدخل والخرج من الحساسات والمشغالت مباشرة إلى غرفة التحكم.
:Components Of C.I.Mلحاسوب | مكونات نظام التصنيع المتكامل باستخدام ا: 3
:Computer Aided Techniquesالتقنيات بمساعدة الحاسوب |: 3-1
3-1-1 :CAD :( اختصار لـComputer Aided Design أو التصميم بمساعدة ):الحاسوب
{3}
وهو العملية التي يتم فيها استخدام أجهزة الكمبيوتر للمساعدة في إنشاء وتعديل CADالتصميم باستخدام الحاسب
وتحليل وتحسين تصميم المنتج حيث يشير إلى دمج أجهزة الكمبيوتر في أنشطة التصميم من خالل توفير طريقة
للربط بين الحاسوب والمصمم.

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
17الصفحة |
عبارة عن جهاز الحاسوب وأجهزة اإلدخال الذي هو Hardwareيتكون التصميم بمساعدة الحاسب من العتاد
هي البرامج التي يستخدمها المصمم إلنشاء تصاميمه وإجراء التحاليل الهندسية Softwareواإلخراج والبرمجيات
عليها.
إن عملية التصميم هي عملية تكرارية تتألف من المراحل التالية:
تحديد الحاجة1-
تعريف وتوصيف المشكلة2-
)توصيف الشكل الهندسي(التركيب 3-
التحليل 3-
التقييم )االختبارات الحركية + الوثوقية(5-
التوثيق )عرض التصميم( التقديم6-
تحديد الحاجة ويعني أن هنالك مشكلة معينة يمكن أن يتخذ بشأنها إجراء صحيح على شكل حل تصميمي.1-
معين في منتج موجود أصال وأصبح بحاجة إلى إدخال هذا التحديد قد يكون حاجة السوق لمنتج جديد أو وجود عيب
تصحيح في تصميمه.
تعريف المشكلة: تتضمن هذه المرحلة تحديد مواصفات الجزء المراد تصميمه وتتضمن هذه المواصفات 2-
الخصائص الفيزيائية والوظيفية والكلفة والنوعية واألداء الوظيفي.
والعالقة بينهما عالقة تفاعل مستمرة إذ يقوم المصمم في التركيب والتحليل: ترتبط هاتين المرحلتين وثيقا ارتباطا
مرحلة التركيب بوضع تصور للمنتج المراد تصميمه من حيث الشكل الهندسي وطريقة عمله ثم يقوم بتحليله بموجب
لك بهدف تحسين الخصائص الوظيفية واألحمال التي يتعرض لها ثم يعاد التركيب على ضوء نتائج عملية التحليل وذ
التصميم.
مرحلة التقييم: وتتمثل هذه المرحلة في اختبار وفحص التصميم للتأكد من مطابقته للمواصفات التي يتم تحديدها في
مرحلة تعريف المشكلة ويتم هذه التقييم عادة عن طريق تصنيع نموذج أولي لفحص األداء والوظيفة والوثوقية.
ذه المرحلة األخيرة في عملية التصميم ويتم في هذه المرحلة توثيق التصميم عن تقديم )عرض( التصميم: وتعتبر ه
طريق رسوم هندسية وتحديد مواصفات المواد الداخلة في التصميم وقوائم للمجمعات وهكذا.
ويمكن تمثيل هذه الخطوات الستة ذات الطبيعة التكرارية بالمخطط التالي:

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
18الصفحة |

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
19الصفحة |
يستخدم فيها الحاسوب في عملية التصميم:ومن التطبيقات التي
:Geometric Modelingالنمذجة الهندســية | 1-
بتكون النموذج عن طريق رسمه باستخدام العناصر CADتتيح النمذجة الهندسية في نظام التصميم بالحاسب
الهندسية األساسية كالنقطة والخط والدائرة ومن ثم يتم القيام بعملية النمذجة السطحية ومن ثم النمذجة الصلبة
لألجسام.
:Engineering Analysisالتحليل الهندسـي | 2-
عناصـر المحـددة والتحليل الستاتيكي والديناميكي يقوم الحاسوب بعملية التحليل الهندسي وهذا يتضمن تحليل ال
وتحليل الحركة.... الخ.
الطريقة األكثر أهمية Finite-Element Analysis (FEA)في التحليل تعتبر طريقة تحليل العناصر المحددة
طريق ويتم ذلك عن طريق تقسم الجسم الي عدد كبير من العناصر تدعى بالعناصر المحددة تتصل مع بعضها عن
عقد ويتم تحليل السلوك النهائي للجسم فيما يتعلق اإلجهادات واالنفعاالت أو انتقال الحرارة والخصائص األخرى عن
.طريق حساب سلوك كل عقدة، وبدراسة السلوك العام لكل هذه العقد يمكن تخمين الوضع النهائي للجسم
:Design Reviewمراجعة وتقييم التصميم | 3-
وب في هذه المرحلة إلجراء االختبارات الحركية عن طريق برامج خاصة قادرة على تحريك الرسوم يستخدم الحاس
بشكل يشبه الرسوم المتحركة إلى حد ما مما يعني إمكانية االستغناء عن النموذج األولي.
:Automated Draftingالرسم المؤتمت | 4-
-2سوب سواء كان رسم المنتج في البعد الثنائي يتضمن الحصول على رسوم هندسية في نظام التصميم بالحا
dimention 3أو في البعد الثالثي-dimention ومن الممكن التحويل بين البعد الثنائي والثالثي وكل ذلك بأسلوب
.آلي يؤدي إلى اختصار الكثير من الجهد والوقت مقارنة بالرسم اليدوي
أربع مراحل في عملية التصميم حيث أن المرحلتين األولى والثانيةنالحظ من الشكل التالي أن الحاسوب يساعد في
تمثالن نشاطا ذهنيا يعجز الحاسوب عن تنفيذه.

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
21الصفحة |
3-1-2 :CAE اختصاار ( لاـComputer – Aided Engineering أو الهندساة )
{3} بمساعدة الحاسوب:
وتصذذميم أدوات القطذذع وعناصذذر (NC)وبذذرامج الذذتحكم الرقمذذي (CAD)وهذذذه تشذذمل التصذذميم المذذدعم بالحاسذذب
التثبيت ، تخطيط نظم ضبط الجودة ، و تخطيط عمليات التصنيع التي تمثل حلقة الوصل بين نظامي التصميم المذدعم
. وعنذد مذا يذتم هذذا التخطذيط آليذا فإنذه يسذمى تخطذيط ( CAM )و التصذنيع المذدعم بالحاسذب ( CAD )بالحاسذب
.(CAPP)العمليات المدعم بالحاسب
3-1-3: CAM( اختصار لـ :Computer Aided Manufacturing أو التصنيع بمساعدة )
{4}الحاسوب:

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
21الصفحة |
المنتج لتصميمكترجمة مباشرة NCات التصنيع أللة التحكم الرقمي ماصدار تعلي تتيحوهو تقنية
الالزمة لصناعتهأي ربط تعليمات تصميم المنتج بالتعليمات CAD باستخدام تقنية ينجزالذي
على تصميم التصنيع والسيطرةبمساعدة الحاسوب والتصنيع بمساعدة الحاسوب يشير الى استخدام الحاسوب في
مصانع في (CAM / CAD) بينكفء للمواد األولية واألجزاء هذه وان التكامل انسيابالمكائن والمعدات لتحقيق
:يليما اليوم يحقق
اطالق اوامر يتمإمكانية انتاج المنتوج بالمواصفات المحددة عندما الجودة العالية للمنتج:1-
انتاجها.
تصميم ذات نوعية عالية وذلك من خالل إمكانية التصميم والتحليل واالختبار قبل انشاء النموذج المادي إذ يمكن 2-
سواء" للتحديث او اصدار قائمةللمصممين من تخزين واسترجاع التصاميم
وهذا بدوره يؤدي إلى تخفيض كبير في وقت التصميم. ية الداخلة في تركيب المنتجالمواد الصناع
تخفيض تكاليف اإلنتاج: إذ أن تقليل المخزون واالستخدام الكفوء لألفراد من خالل تحسين الجدولة والسرعة في 3-
تنفيذ التغيرات في التصميم كلها تقود إلى تخفيض تكاليف اإلنتاج.
تناسق البيانات في النظام حيث ينتج عن العالقة المتكاملة بين النظامين سيطرة كفوءة ودقيقة على انسياب 4-
صحيحة على إحداث برامج CADنظام المعلومات بين النظامين وإلى النشاطات األخرى وذلك من خالل قابلية
مر الذي يضمن تحسين نوعية المنتوج بحيث ال توجد فرصة النتقال البرامج غير الصحيحة األ CNCآلالت الـ
تماما. Gap Qualityباتجاه المواصفات المطلوبة وسد فجوة النوعية
قبل أن يمر إلى CADبأنه تصميم قابل للتصنيع أي أن التصميم يختبر في مركز CAD/CAMيتميز نظام 5-
بشكل ثالثي األبعاد والتحقق من القابلية للمحاكاة وإعداد الرسوم المتحركة CADإذ يكون لدى نظم CAMمركز
التصنيف وربط األجزاء والملحقات.
الى مستوى مرتفع من قاعدة المعرفة المرتبطة بتخطيط االنتاج والسيطرة عليه بعد استخدام CAMوقد استندت تقنية
CAD/CAE أذ تستخدم تقنيةCAMويل للسيطرة على عمليات التصنيع حاسوبيا" بما فيها تدفق المواد، عبر تح
الى خطوات تصنيعية مفصلة تترجم فكرة نموذج التصميم CADمباشر لمواصفات التصميم النهائي الذي اعده نظام
الى منتوج مادي باستخدام مجموعة آالت، وبعد تسلم تعليمات الصنع المناسبة لمعالجة جزء معين من قاعدة البيانات
يما بين تلك اآلالت.الذاتية او من حاسوب مستقل يربط وينسق االجراءات ف

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
22الصفحة |
3-1-4: CAPP( اختصار لـ :Computer Aided Process Planning أو تخطيط العملية )
{5} الحاسوب: بمساعدة
في ستينيات القرن الماضي تم اعتبار نظام تخطيط العملية بمساعدة الحاسب األداة األكثر حيوية وديناميكية للربط بين
أما اليوم فقد أصبح تخطيط CAMوالتصنيع بمساعدة الحاسوب CADكل من نظامي التصميم بمساعدة الحاسوب
التحديد النظامي CAPPوقد مثل نظام CIMعدة الحاسوب العملية أحد أهم أجزاء بيئة نظام التصنيع المتكامل بمسا
لطرائق التصنيع والتفاصيل الدقيقة للعمليات كما أنه مكن من إنتاج الجزء بشكل كفوء واقتصادي وتحويله من مجرد
وساعد الشركات CIMيلعب دورا مهما في CAPPمادة أولية إلى منتوج نهائي وهذا بالتحديد هو الذي جعل نظام
في تحسين انتاجيتها وزيادة تنافسية منتجاتها.
الذي تتضمنه العملية وفريق العمل الذي يعمل على نظام Hardwareكال من الهاردوير CAPPويشمل نظام
قادرة على أتمتة CAPPالهاردوير وكذلك البيانات المخزنة والتي تتعلق باإلنتاج الحالي والسابق وبعض أنظمة
الموجودة Sensorsعملية التصنيعية عن طريق جعل القرارات الرئيسية مبنية على نموذج الجزء وعلى الحساسات ال
والموارد األخرى. Assembly Hardwareفي نظام التجميع
سوف تحدد كيف يتم تصنيع المنتج بكفاءة. CAPPوبمجموعها فإن مكونات نظام
ه بواسطة مهندس التصنيع وباالعتماد على المعرفة الهندسية وخبرة العمل. في السابق كان تخطيط العملية يتم إنجاز
في منتصف ستينيات وبداية سبعينيات القرن المنصرم قد جلب معه بعض CAPPإال أن العمل الذي تم على نظام
لية التجميع لتقليل األخطاء في عم CAPPالتطور في التكنولوجيا إذ بدأت صناعة التجميع أيضا في استخدام أنظمة
وزيادة الكفاءة العالية للعمليات.
وإنه يستمد مدخالته من وظيفة تخطيط CAMو CADحلقة وصل بين نظامي CAPPيعتبر نظام تخطيط العملية
العملية التي هي بدورها تمثل الجسر الذي يربط بين وظيفتي التصميم والتصنيع.
المهام الرئيسية لتخطيط العملية:
عمليات يجب أن تنجز أوال لتشغيل الجزء بصورة مرضية.تحديد أي ال1-
اختيار المكائن واألدوات التي سيتم انجاز تلك العمليات بواسطتها.2-
تحديد تسلسل العمليات التشغيلية.3-

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
23الصفحة |
تعيين المعايير التشغيلية ألداء كل عملية.4-
التي تؤسس وتضع العمليات ومقاييس يمثل تلك الوظيفة في الوحدة التصنيعية CAPPفإن ال CIMوفي نظام
العمليات التي تضبط عمل المكائن عند أدائها لتلك العمليات الالزمة لتحويل قطعة من المواد األولية من شكلها
االبتدائي إلى الشكل النهائي الذي تم تصميمه بناء على رسوم هندسية مفصلة ودقيقة إال أنه يشير إلى وجود محدودية
تتمثل في عدم قدرة هذه األنظمة على تخطيط عملية اشتغال CAPPsط العملية بمساعدة الحاسوب في قدرات تخطي
األجزاء على المكائن عندما يكون هناك طيف واسع من األشكال واألحجام وكذلك في الصعوبات التي تواجهها هذه
األنظمة عند محاولة التكامل مع أنظمة التخطيط والتصنيع بمساعدة الحاسوب.
ذه يتم توثيق تسلسل ه عادة لتخطيط عملية تتعلق بتحديد تسلسل عمليات التصنيع الفردية الالزمة إلنتاج منتج معين
.ضح تسلسل هذه العملياتالعمليات بصيغة مخطط معين يو
حيث CAMالمتمثلة ب والتصميم CADوتعد هذه العملية هي المرحلة الوسط بين عمليتي التحيل المتمثلة ب
.الالزمة لعملية التصنيع معلومات التصميم إلى مجموعة من الخطوات و التعليماتيحول
CA وCADمرحلة وسطية بين
Computer Aided Manufacturing (CAM)
التصنيع باستخدام الحاسب
Computer Aided Design (CAD)
باستخدام الحاسب التصميم CAPP

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
24الصفحة |
مبسط CAPPنموذج

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
25الصفحة |
CAPPالداخلية لنظام البنية
الفعال: CAPPخصائص نظام
أن يكون النظام محدثا ومطورا وقابال لالندماج مع بعض االتجاهات الحديثة في التخطيط مثل التخطيط السريع 1-
والعضوي والتوزيعي. الخ.
مستخدميه.من المستحصلة أن يكون شفافا من أجل سهولة فهم كل من هيكله وسلوكه والمخرجات 2-
أن يكون قابال للتوسع والتكيف مع التطبيقات الجديدة من أجل تسهيل عملية تضمين قواعد البيانات وقواعد المعرفة 3-
الجديدة.
توفير آلية فعالة للحصول على المعرفة وتمثيلها وكذلك السيطرة على اآلليات والوسائل الكفيلة بضبط وفحص دقة 4-
المعرفة. وتكامل وانسجام وتكامل تلك

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
26الصفحة |
إبقاء اإلنسان ضمن حلقة المشاركة في اتخاذ بعض القرارات وتقديم المساعدة عند الحاجة من أجل دعم قرارات 5-
النظام.
توفير واجهة مستخدم متميزة من أجل دعم التفاعل الكفوء من خالل تسهيل المدخالت وتقديم المخرجات والتقارير 6-
وبمساعدة الرسوم واألشكال. بطريقة مرنة وعرض النتائج بشكل واضح
السهولة في التنصيب واالستخدام.7-
3-1-5: ERP( اختصار لـ :Enterprise Resource Planning أو تخطيط موارد )
{6} المؤسسات:
العمليات الخاصة بالشركة أو المؤسسة وربطها بشكل موحد ومتكامل ألتمتههو مجموعة من األنظمة تعمل سوية
إلخ( يمكن تطبيقه.…فمهما كانت طبيعة العمل )خيري، تجاري
ويتطلب تطبيقه إلى إعادة هندسة العمليات الخاصة بالمؤسسة فيتم تغير آلية العمل بما يوافق النظام الجديد ونظرا
وقت كافي لتطبيقه والحصول على فوائده كما وأن تطويره يحتاج دمج كامل بين لدرجة تعقيد النظام فإنه يحتاج إلى
اإلدارة والتقنية فال يمكن تطويره باالعتماد على التقنيين وإنما يتطلب فهم عميق للجانب اإلداري وطبيعة العمل.
:ERPأهمية الـ
تقليل التكلفة والوقت الالزم في العمليات1-
وإصالحهاسرعة اكتشاف األخطاء 2-
زيادة كفاءة الخدمات والسمعة3-
أخذ قرارات أكثر حكمة باالعتماد على األرقام والحسابات.4-
أشهر األنظمة الرئيسية:
:Human Resource Management (HRM)إدارة الموارد البشرية | 1-

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
27الصفحة |
كل القوانين والعمليات نظام لتطوير التخطيط الحتياجات العمل من الوظائف وكل ما يخص ذلك من تفاصيل وتطبيق
الخاصة بالموظفين، كذلك تطوير الكادر.
إدارة الحسابات المالية:2-
ويتضمن جميع عمليات المحاسبة من حسابات الموردين والشيكات وحسابات العمالء... إلخ.
:Supply Chain Management (SCM)إدارة سلسلة اإلمدادات | 3-
وردين والعمالء وشركاء العمل ليمثل سلسلة من العمليات المترابطة من قبل وهو نظام لدعم وإدارة الربط بين الم
.التوريد إلى نهاية وصول المنتجات إلى العمالء
.Customer Relationship Management (CRM)إدارة العالقات مع العمالء | 4-
كات داخلية بين المخازنإدارة المبيعات وطلبات المخازن: جميع عمليات المخازن من توريد وتصدير وحر5-
3-1-1 :CAQ لـ اختصار(computer-aided quality assurance أو ) ضمان الجودة
باستخدام الحاسب
على ويجري قبول أو رفض المنتج تعتمد الطرق التقليدية للتحكم بالجودة قديما مراقبة أهم مواصفات المنتج النهائي
أساس نتائج تلك المراقبة. أما حاليا وخالفا لتلك التقانة فتعتمد عمليات التحكم اإلحصائي باستخدام أدوات إحصائية
ضه في نهاية خط اإلنتاج. ويستخدم ا انحراف يطرأ على المنتج يسبب رفلمراقبة أداء خطوط اإلنتاج، للتنبؤ بأي
CAQ الهندسية التي تستخدم الحاسوب أداة رئيسية في التحقق من إنجاز في المقام األول في جميع التطبيقات
األعمال الخاصة بدورة حياة منتج، أو جودة متابعة سير مشروع أو أداة مراقبة للتحكم الحاسوبي المبرمج، باآلالت
لى على نشر المشاريع التي تعتمد بالدرجة األو في التنفيذ أو الفحص واالختبار المؤتمت، لضمان جودة منتجات
.مراحل عملها منهجا أساسيا في جميعQFDوترسيخ الجودة

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
28الصفحة |
3-1-7: PPC( اختصار لـ :production planning and control أو التخطيط و التحكم )
:بالمنتح
أداة تستخدم بهدف تنظيم و تنسيق و تخطيط عملية التصنيع ، و الهدف من عملية التحكم
.و عمل اآلالت و أوقات تشغيلها هو السيطرة على حركة المواد
Centraliz باإلنتاجمنها أنظمة التحكم المركزي
مركزي PPCنظام
:Devices and Equipment Requiredاألجهزة والمعدات الالزمة | : 3-2
3-2-1 :CNC( اختصار لـ :Computer Numerical Controlled أو الحاسوب اآللي )
{7}المقاد رقميا :
تستخدم للداللة على األنظمة التي تتحكم بآلة التشغيل باستخدام أوامر البرمجة وتعليمات مشفرة يتم فكها باستخدام
الحاسب.

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
29الصفحة |
توجيه أداة G-CODEوتكون المهمة األساسية لبرنامج الـ G-CODEلغة برمجة تدعى CNCتستخدم آالت الـ
.Trajectoriesالقطع أو التشكيل وفق مسارات محددة
CNC والتي هي مجموعة من األوامر تستخدم من قبل الـ M-CODEما يسمى بال CNCوأيضا تستخدم آالت الـ
قاف مهام محددة في آالت التشغيل المبرمج مثل تشغيل/ إيقاف أداة القطع أو تشغيل/إي ON/OFFإليقاف أو تشغيل
سائل التبريد.... الخ.
إحدى أكثر آالت الروبوت الصناعي شهرة والتي تقوم بحفر أشكال معينة على االجسام أو CNCوتعتبر آالت الـ
.قطع االجسام وفق نسق معين سواء على سطح أفقي أو لجسم ثالثي االبعاد
:CNCأنظمة التحكم في آالت الـ
:Open Loop Systemنظام التحكم ذو الحلقة المفتوحة | 1-
يتم العمل في هذا النظام دون إمكانية التحقق من صحة الحركات التي تنفذها أداة القطع.
:Closed Loop Systemنظام التحكم ذو الحلقة المغلقة | 2-
تستخدم نظام التحكم ذو الحلقة المغلقة الذي يتميز بوجود تغذية عكسية تربط الخرج مع الدخل CNCمعظم آالت ال
مما يسمح لنا بالتحقق من صحة المسار في كل لحظة زمنية.
Output النظام Input

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
31الصفحة |
:CNCعناصر نظام الـ
على العناصر الرئيسية التالية: CNCحتوي نظام الـي
جهاز الدخل.1-
ما يسمى بوحدة السيطرة. وحدة التحكم باآللة أو2-
اآللة أو العملية المراد التحكم بها.3-
نظام القيادة.4-
أجهزة التغذية العكسية.5-
وحدة اإلظهار.6-
:Input Deviceجهاز الدخل |1-
الذي هو عبارة عن CNCوهو الحاسب اآللي حيث يتم من خالله كتابة برنامج التشغيل المبرمج الخاص بآلة الـ
مجموعة من األوامر والتوجيهات التي توجه الماكينة إلى ما يجب القيام به.
:Machine Control Unitوحدة التحكم باآللة )وحدة السيطرة( | 2-
وتقسم هذه الوحدة إلى وحدتين فرعيتين األولى هي وحدة معالجة CNCتعتبر وحدة التحكم باآللة قلب نظام ال
( وتمثل الكيان اإللكتروني الذي يقوم بقراءة وتفسير البرنامج وتحويله Data Processing Unit-DPU) البيانات
( التي تعطي أمControl Loop Unitإلى فعل ميكانيكي لآللة ووحدة حلقة التحكم )
اآللة أو العملية المراد التحكم بها.3-
الضخمة يتم استخدام CNCعادة يتم استخدام المحركات الكهربائية ولكن في حالة آالت الـ نظام القيادة:4-
المحركات الهيدروليكية وهنالك ثالثة أنواع للمحركات الكهربائية التي تستخدم بشكل شائع:

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
31الصفحة |
DC Servo Motor
AC Servo Motor
Stepping Motor
:Feedback Devicesأجهزة التغذية العكسية |5-
أجهزة التغذية العكسية يستخدم جهاز التغذية العكسية لتحديد سرعة الدوران والموضع وتحديد اتجاه الدوران ومن
هي اإلنكودر. CNCالمستخدمة في آالت الـ
يتألف اإلنكودر بشكل عام من مرسل ضوئي يرسل االشعة الضوئية إلى مستقبلين ضوئيين أو أكثر حسب نوع
تشفير يتوضع بين المرسل والمستقبل هذا القرص مقسم إلى قطاعات شفافة ومظلمة وتتلخص اإلنكودر ومن قرص
وظيفته في تقطيع الشعاع الضوئي الصادر من المرسل باتجاه المستقبل وهناك نوعين لإلنكودر هما اإلنكودر
التزايدي واإلنكودر المطلق.
:Display Unitوحدة اإلظهار |6-
بين العامل واآللة يقوم هذا الجهاز بإظهار معلومات عن اآللة مثل سرعة دوران أداة وهي عبارة عن جهاز يربط
الحديثة تقوم وحدة اإلظهار بعرض رسوم CNCالقطع ومعدل التغذية والكود البرمجي.... الخ وفي بعض آالت الـ
ومخططات توضح حركة أداة القطع.

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
32الصفحة |
3-2-2: DNC( اختصار لـ :Direct Numerical Control:أو التحكم العددي المباشر ) {8}
وهي عبارة عن توصيل لعدة آالت تشغيل Distributed Numerical Controlأو هو اختصار للعبارة التالية
مبرمج بحاسب مركزي واحد مما يمكن المشغلين من قيادة عدة آالت تشغيل مبرمجة عن طريق حاسب واحد للتحكم.
.RS232تسلسلي لالتصال عادة عن طريق منفذويتم ارسال البيانات

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
33الصفحة |
3-2-3: PLCs ( اختصار لـProgramming Logic Controller أو المتحكمات المنطقية )
{9}القابلة للبرمجة:
هو عبارة عن جهاز إلكتروني رقمي يتضمن ذاكرة قابلة للبرمجة تستخدم لحفظ البرنامج لتنفيذ وظائف PLC الـ
مثل التتابع والتوقيت والعد والعمليات الحسابية وذلك للتحكم باآلالت واألجهزة الصناعية.ومهام معينة

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
34الصفحة |
ومن تطبيقات أجهزة التحكم المنطقي المبرمج استخدامها في أنظمة المصاعد والتحكم بالمحركات الكهربائية
المنزلية.والتحكم بإشارات المرور والتحكم بالروبوتات الصناعية وفي التجهيزات الطبية و
PARTS OF A TYPICAL PLC SYSTEM مكونات نظام التحكم المنطقي المبرمج|
: The central processing unit (CPU)وحدة المعالجة المركزية |1-
تعتبر عقل المتحكم المنطقي القابل للبرمجة وتتكون من: المعالج للقيام بعمليات الحساب والمنطق والذاكرة لتخزين
البيانات والبرامج ومؤقتات وعدادات داخلية.

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
35الصفحة |
: وحدات الدخل تستقبل إشارات الجهد من مفاتيح نهاية الشوطInput moduleوحدات الدخل | 2-
والحساسات ومن المفاعالت ...الخ، وهذه اإلشارات الداخلة إلى وحدات الدخل تعطي معلومات عن وضع اآللة
.ووضع العملية الصناعية
اإلشارات يمكن أن تكون رقمية أو تماثلية حيث تقوم وحدات اإلدخال بتحويل اإلشارة التي تستقبلها إلى جهد وهذه
.PLC مستمر يمكن التعامل معه من قبل الدارات اإللكترونية في ال
إشارات يقوم المعالج بناء على اإلشارات التي توفرها وحدات الدخل وبناء على البرنامج المخزن داخله بإعطاء
الخرج المطلوبة من أجل التحكم باآللة وبالعملية الصناعية.
هي وحدات تقوم بإخراج اإلشارات الكهربائية المطلوب إخراجها : Output moduleوحدات اإلخراج | 3-
من وحدة المعالجة المركزية وذلك لتسيير العملية الصناعية حسب البرنامج المدخل في المتحكم من قبل المستخدم
وريليهات وصمامات. ومصابيح حدات اإلخراج قد تكون كونتاكتوراتو
تعمل على تأمين الجهود الالزمة لعمل المتحكم المنطقي :POWER SUPPLY | وحدة مصدر القدرة4-
(PLCالقابل للبرمجة )
بشكل واسع وذلك لتمتعها بالعديد من الميزات ومن بعض هذه PLCsتستخدم أجهزة التحكم المنطقي المبرمج
الميزات:
يمكن تعديله PLCيمكن ان يستخدم للتحكم بآلة واحدة أو بمجموعة من اآلالت وبرنامج ال PLCالمرونة: ال 1-
بسهولة باستخدام لوحة إدخال.
.PLC صغرية أدت إلى انخفاض كلفة أجهزة الالتكلفة المنخفضة: التطورات التقنية في تكنولوجيا اإللكترونيات ال2-
على تنفيذ العمليات بشكل أسرع من الريليهات. PLCالسرعة: قدرة ال 3-
PLCسهولة اجراء تعديالت وإصالح األخطاء مقارنة مع اللوحات التقليدية التي تتطلب تغيير التوصيالت أما في 4-
فإن ذلك يتم عن تعديل البرنامج فقط.
انية حماية البرنامج باستخدام كلمات سر.األمان: إمك5-
لغات برمجة جهاز التحكم المنطقي القابل للبرمجة:

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
36الصفحة |
هنالك عدة لغات لبرمجة المتحكمات المنطقية المبرمجة ومن هذه اللغات:
اللغة السلميةLadder Diagram
لغة المخططات الصندوقية الوظيفيةFunction Block Diagram
البرمجة بواسطةSequential Function Charts) SFC)
البرمجة باللغات عالية المستوى مثلBasic وPascal وC .وغيرها
يتم من خالل تسلسل مجموعة من العمليات وسرعة هذه العمليات تعتمد على مواصفات PLCإن تشغيل جهاز ال
.The Microprocessorالمعالج الصغري
داخل ومن ثم مسح جميع المخارج وهذا ما يسمى بدورة المسح.والطريقة تتم عن طريق مسح جميع الم

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
37الصفحة |
Robotics : {10}األنظمة الروبوتية | : 3-2-4
م الروبوت بإنجاز تلك الفعاليات الروبوت هو عبارة عن أداة ميكانيكية قادرة على القيام بفعاليات مبرمجة مسبقا ويقو
اإلنسان أو بإيعاز من برامج الحاسوب.إما بإيعاز وسيطة مباشرة من
وتمتلك الروبوتات في مجملها األنظمة التالية:
النظام الميكانيكي: هدفه تأمين حركات الروبوت من اجل عمليات التمركز والتوجيه.1-
ربائية.نظام التشغيل: مهمته قيادة حركة الروبوت وهنالك ثالثة أنواع ألنظمة التشغيل: هيدروليكية وهوائية وكه2-
نظام النقل: يأخذ الطاقة من نظام التشغيل وذلك لتشكيل حركات الروبوت وتحويل الحركة الدورانية إلى خطية 3
وبالعكس.
نظام الحساسات: تقسم إلى حساسات داخلية: تعطي معلومات عن الروبوت مثل احداثيات المفاصل والوصالت 4-
تعطي معلومات عن الوسط المحيط الذي يعمل فيه الروبوت وتقوم بقياس السرعة والتسارع وحساسات خارجية:
مثل درجة الحرارة ونسبة الرطوبة وحساسات للتنبيه في حال اقتراب أجسام من الروبوت أثناء عمله فإما أن يتوقف
عن العمل أو يقوم بتغيير مساره.
افق مع المهام المطلوبة من الروبوت.نظام القيادة: يتلقى المعلومات من الحساسات ويعطي األوامر للروبوت بالتو5-
(: Industrial Robotsالروبوتات الصناعية | )
هي عبارة عن أجهزة أوتوماتيكية يمكن تطويعها وإعادة برمجتها وتستخدم ألغراض عديدة وبإمكانها الحركة على
الصناعية الكبرى للحم المعادن والتقاط ونقل ثالثة محاور أو أكثر ويستخدم هذا النوع من الروبوتات في الشركات
مهامها بصورة سريعة ودقيقة وتعتبر المناوالت الصناعية من أهم االجسام وتكون هذه الروبوتات مبرمجة ألداء
عبارة عن آلية تتألف من سلسلة من القطع المرتبطة مع بعضها البعض بواسطة مفاصل الروبوتات الصناعية وهي
او دورانية لكي تستطيع مسك ونقل األشياء بحرية في كافة االتجاهات. انسحابيه بحيث تؤمن حركة
تطبيقات الروبوتات الصناعية:
التجميع.1-
تحميل البضائع وإفراغها.2-

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
38الصفحة |
في عمليات التصنيع مثل الطالء واللحام )لحام نقطي أو لحام على شكل درزات( وإدخال العناصر اإللكترونية 3-
(SMDفي اللوحات ) .اإللكترونية المطبوعة
أو ما يسمى بالعربات المقادة (Automated guided vehicles (AGV)) نقل البضائع والمواد في المتاجر4-
.آليا
(.vision sensorsبمساعدة حساسات الرؤيا ) التفتيش5-
(:Classes of the Robotic Systemتصنيف األنظمة الروبوتية | )
في حالة الروبوت الذي يقوم بالتقاط المواد Point to point (PTP)تبعا لنوع النظام )نظام نقطة الى نقطة أوال:
في حالة الروبوتات المستخدمة في عمليات Continuous Pathونقلها من مكان آلخر ونظام الطريقة المستمرة
اللحام(.
قطبي.... الخ(.-أسطواني-تبعا للشكل الهندسي للروبوت )ديكارتي ثانيا:
Cartesian ديكارتي
Cylinderدائرية )اسطوانية( Polarقطبي
دارة تحكم مغلقة(.-تبعا لنوع دارات التحكم )دارة تحكم مفتوحة ثالثا:

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
39الصفحة |
هوائي.... الخ(.-هيدروليكي-تبعا لنوع مصدر الطاقة الذي يؤمن الحركة للروبوت )كهربائي رابعا:
:The Robot Componentsأجزاء الروبوت |
معالج صغري أو متحكم منطقي قابل للبرمجة.1-
واجهة تخاطبيه )مثل لوحة إدخال وشاشات إظهار ...الخ(.2-
لتنفيذ تطبيقات مختلفة.برمجيات لقيادة الروبوت 3-
الحساسات ومن ضمنها الكاميرات ومكونات متعلقة بها.4-
والروبوت باستخدام PLCحيث يتم الربط بين نظام الرؤيا والـ نظام روبوتي متكاملويوضح الشكل التالي
Profibus Protocol:

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
41الصفحة |
Technologiesالتكنولوجيات | :3-3
3-3-1 :FMS( اختصار لـ :Flexible Manufacturing System أو نظام التصنيع )
{12} المرن:
مرتبطة مع ((CNC)هو نظام يتكون من مجموعة محطات عمل )تكون في العادة ماكينات تحكم رقمي بالحاسب
.بعضها البعض عن طريق نظم مناولة وتخزين آلية، ويتم التحكم فيه بنظام حاسب متكامل
FMSالمكونات األساسية لنظام التصنيع المرن
، ولكن توجد أنواع أخرى (CNC)تكون غالبا ماكينات تحكم رقمي بالحاسب :Workstationsمحطات عمل – 3
من محطات العمل مثل محطات الفحص واالختبار التجميع ومحطات معالجة األلواح المعدنية.
ومحطات العمل يمكن أن تكون مراكز تصنيع أو محطات تحميل وتفريغ أو محطات تجميع أو محطات تفتيش....
الخ.
Flexible system نظام التصنيع المرن
Material Handling
نظم مناولة المواد
Transfer equipment
معدات االنتقال
Robots اتتالروبو
AS/R equipment
معدات التخزين واالسترجاع
Work Stations
محطات العمل
CNC M/c
ماكينات التحكم الرقمي
Computer control
التحكم بالحاسب
Real time control –
control different
activities
تخطيط بوقت حقيقي
تحكم في مختلف األنظمة -

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
41الصفحة |
تستخدم فيها عدة Automated Material Handling and Storage system المناولة والتخزين نظام – 9
لنقل قطع الشغل والقطع المجمعة جزئيا بين محطات (Robot)أنواع آلية للمناولة مثل اإلنسان اآللي )الروبوت(
المعمل وفي بعض األحوال يشمل هذا أيضا نظام تخزين آلي.
يستخدم هذا النظام للتنسيق بين محطات العمل ونظام : Computer Control System اسبنظام تحكم بالح – 1
المناولة والتخزين اآللية عن طريق الحاسب.
وظيفته التحكم بكل محطة عمل ومراقبة عملية االنتاج .... الخ.
Types of Flexible Manufacturing Systemأنواع أنظمة التصنيع المرنة
أنظمة التصنيع المرنة باالعتماد على: يمكننا تصنيف
عدد اآلالت التي يتضمنها النظام1-
(Random – order)أو نظام الطلب العشوائي dedicatedفيما إذا كان النظام نظام تخصصي2-
من حيث عدد اآلالت:
Single Machine Cell-1 يحتوي على آلة واحدة غالبا تكون مركز تصنيع بالـCNC مع نظام وتكون متصلة
تخزين الذي يمكننا من القيام بعملية التحميل والتفريغ من وإلى نظام التخزين.

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
42الصفحة |
باإلضافة إلى أجزاء وحدة التخزين cncخلية تصنيع واحدة مع مركز تصنيع بال
خلية التصنيع المرنة2-
أو مراكز خراطة( باإلضافة إلى نظام مناولة CNCمحطات تصنيع )غالبا مركز تصنيع بالـ 3أو 2تحوي على
المواد

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
43الصفحة |
Flexible manufacturing system (FMS)نظام التصنيع المرن
ع محطات تصنيع أو أكثر متصلة ميكانيكيا عن طريق أجزاء نظام مناولة المواد وإلكترونيا عن بيحتوي على أر
طريق نظام حاسوبي موزع.
ليس فقط بعدد محطات العمل التي تحويها وأيضا FMC flexible manufacturing cellأكبر من FMSالـ
بعدد المحطات الداعمة للنظام مثل محطات التخزين.
محطات نظام التصنيع المرن: 7الشكل التالي يظهر

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
44الصفحة |
حيث ترتيب عمليات التشغيل الالزمة لتصنيع المنتجات المختلفة متطابق أو شبه متطابق.
في هذه الحالة تتكون أسرة المنتجات الممكن تصنيعها من عدد :(Random – order)نظام الطلب العشوائي –ب
ضخم من المنتجات الواسعة التنوع، حيث يستطيع النظام تقبل تصميمات لقطع شغل جديدة.
:(Flexibility)أنواع المرونة في نظم التصنيع
التعبير عن مقدرة نظام التصنيع المعين لتصنيع عدد متنوع من قطع الشغل يمكن اعتبار المرونة كمصطلح يتم به
)أو المنتجات( من مجموعة من قطع الشغل المعرفة سلفا.
وبخصوص مفهوم المرونة على المدى القصير نستطيع أيضا أن نقسم هذا النوع من المرونة إلى ثالثة أنواع:
ام التصنيع على مواكبة التغيرات في المنتجات المطلوبة أو الخامات.مرونة تنوع المنتجات وتدل على مقدرة نظ – 3
مرونة تنوع مسار المنتجات خالل مراحل التصنيع: وهي تدل على مدى سماح النظام بتغيير ترتيب مرور قطع – 9
الشغل على ماكينات التصنيع.

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
45الصفحة |
جابة للتغيرات الحادثة في حجم اإلنتاج مرونة حجم اإلنتاج: وهي تدل على مدى كفاءة نظام التصنيع في االست – 1
المطلوب.
3-3-2: ASRS( اختصار لـ :Automated Storage and Retrieval System أو نظام )
{13} التخزين واالستعادة المؤتمت:
في يجمع هذا النظام بين معدات التخزين والمناولة ومختلف مستويات التحكم اآللي من أجل تحقيق السرعة والدقة
عمليات تخزين وطلب المنتجات والمواد من مخازنها ويبنى هذا النظام على مساحة صغيرة جدا ويكون مؤلف من
عدة طوابق.
عادة تستخدم رفوف التخزين لتوضع عليها المواد والمنتجات المراد تخزينها ويمكن استخدام نظام التكديس أيضا
ذا يعتمد على الوزن الذي يمكن أن يتحمله المنتج كما في الشكل.حيث يتم وضع المواد فوق بعضها البعض ولكن ه
ويختلف تصميم نظام التخزين واالستعادة بحسب طبيعة المواد المراد تخزينها حيث أنه يتم استخدام الروبوتات لتنفيذ
عملية التخزين واالستعادة في نظام التكديس.

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
46الصفحة |
3-3-3 AGV( اختصار لـ :Automated Guided Vehicle : أو العربات المقادة آليا )
{14}
نظام العربة الموجهة آليا هو نموذج لنظام متكامل يخدم البيئة الصناعية دون الحاجة لتواجد العنصر البشري، يقوم
ل وقد يستخدم في بمهمة نقل البضائع بين مراحل التصنيع واإلنتاج ليضمن جودة وسرعة أعلى ودقة أكبر في العم
النظام على وحدتين رئيسيتين وحدة التحكم حيث يتم التحكم أماكن التصنيع الخطرة لتجنب إصابات العمل. يحتوي
بالعربة بطريقتين إما يدويا وذلك بتتبع مسار حر يتحكم بها المستخدم كما يريد عبر تقنية البلوتوث، أو بطريقة
سطة تقنية استشعار اللون، وكال الطريقتين يتم خاللهما عملية نقل البضائع من أوتوماتيكية حيث تتبع مسار ثابت بوا
مكان آلخر عن طريق مغناطيس إلكتروني يعمل على حمل البضائع وإنزالها في المكان المطلوب، أما الوحدة الثانية
.فهي وحدة المراقبة التي تسهل خط سير العمل
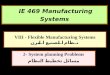
Types ofأنواع العربات المقادة آليا|
AGV’S:
Driverless trainsالقطار ذاتي القيادة |1-
يتألف هذا النوع من عربة سحب تجر خلفها مجموعة من
المقطورات لتشكل قطار.
هذا النوع يمكن استخدامه لنقل الحموالت الثقيلة لمسافات
كبيرة في المستودعات والمصانع.
مقطورات وقدرة السحب في هذا 10-5يتألف من

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
47الصفحة |
باوند. 60.000النوع تصل إلى
AGV’s pallet trucks |العربات ذات الفرش2-
يستخدم هذا النوع لنقل الحموالت المرصوصة فوق بعضها البعض.
قدرتها تصل إلى عدة آالف من الكيلوجرام.
Unit load carriers-3
صممت هذه المركبات لنقل الحموالت الصغيرة.
أو أقل. 250Kgقدرة هذا النوع تصل إلى
ويعود سبب استخدام هذه العربات لألمور التالية:
.تقلل من أجور العمالة
.المرونة والذكاء
كبير من تكاليف اإلنتاج يمكن أن تقلل بشكل
والتخزين.
.يمكن استبدالها بأخرى في حال تعطلها

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
48الصفحة |
في العربات المقادة آليا: أجهزة األمان والسالمة
بعض الطرق
التي تتبعها
العربات
المقادة آليا
في تحديد
مسارها هي:
التوجيه السلكي:
يتم فيها وضع
الحساسات
السلكية أسفل
العربة ويتم
إنش تقوم الحساسات بالكشف عن هذا السلك وتتبع الطريق الذي يسلكه. 1وضع سلك على عمق
تكون العربات مزودة بمرسل ومستقبل لشعاع الليزر يتم من خاللهما ارسال الليزر التوجيه باستخدام شعاع الليزر:
.AVGحساب الزاوية واألبعاد بشكل أوتوماتيكي ويتم تخزينهما في ذاكرة الـ ومن ثم استقباله ويتم

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
49الصفحة |
تصحيح تحوي هذه العربات في ذاكرتها على خريطة الطريق الذي يجب أن تسير من خالله العربة بحيث نستطيع
انحرافها باالعتماد على األخطاء بين القياسات المتوقعة والقياسات الواردة.
3-3-4 :ACSاختصار : ( لــAutomated Conveyance System :أو نظام النقل المؤتمت )
{14}
نظام النقل المؤتمت هو عبارة عن مجموعة من التجهيزات المتحركة والمخصصة لحمل المواد أو األشخاص ونقلهم
بإمكانية التحميل والتفريغ من من مكان إلى آخر بتدفق مستمر أو بفاصل زمني محدد. تتميز أنظمة النقل المؤتمت
دون توقف الناقل.
بعض أنواع الناقالت:
الناقل الصفائحي.... -الناقل الحلزوني –األنابيب المائلة والمدحرجات والسيور )السير الناقل والناقل ذو العوارض
الخ(.
اقل حسب نوعية المادة المراد هذه الناقالت إما أن تكون على األرض أو أن تكون معلقة ويتم اختيار احدى هذه النو
نقلها ومسافة النقل.
:Roller Conveyer | الناقل األسطواني
تستخدم في كثير من المجاالت، وخاصة في خطوط اإلنتاج وفي المطارات والمخازن الكبيرة والمستودعات لنقل
المواد ذات السطح المستوي )علب وصناديق وحقائب، وغيرها(

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
51الصفحة |
:Belt Conveyor | الناقل ذو السير
يستخدم لنقل المواد الحبيبية )كالرمال والحبوب( ولنقل المواد القطعية )كالصناديق والحقائب واألكياس(.
:Overhead Conveyers | النواقل المعلقة
خطوط اإلنتاج يستخدم هذا النوع من النواقل لنقل الحموالت التي يمكن تعليقها وغالبا يستخدم لنقل هذه الحموالت بين
الرئيسية.

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
51الصفحة |
CIM مثال لمصنع بتقنية التصنيع المتكامل بواسطة الحاسوب-4 .يبين المثال التالي أتمتة كاملة لمنشأة تصنيع مثل معمل. جميع وظائف هي تحت السيطرة على جهاز الكمبيوتر
.الحاسوب، تليها التخزين والتوزيع اآلليهذه العملية تبدأ مع التصميم بمساعدة الحاسوب، تليها اإلنتاج بواسطة
النتيجة : نظام حاسوبي واحد يتحكم بكل ما يجري
الصورة أدناه توضح كيف توجه غرفة التحكم في الكمبيوتر العمليات داخل المصنع. المصنع الموضح يقوم بإنتاج
المواد الالزمة وحتى نظام الكمبيوتر يسيطر على كل مرحلة بدءا بتصميم وترتيب DVD/CDوحدات تخزين
.والتوزيع للعمالءعمليات التصنيع

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
52الصفحة |
مراحل العملية
على الشاشة حتى قبل تم تصميم المنتج تماما على جهاز الكمبيوتر. عند االنتهاء يتم اختباره أو يتم محاكاة وظائفه
البرمجيات ويتم اختبارها مصممة باستخدام إذا كان المنتج يحوي دارة فأنهاPrototype). ( تصنيع نموذج اولي
.على الشاشة
تنتج نموذج ثالثي األبعاد التي1D Printersيتم تصنيع النماذج األولية على األجهزة مثل الطابعات ثالثية األبعاد ) (
اآللي وقطع الليزر إلنتاج نموذج واقعي. في بعض دقيق. ويمكن أيضا أن تستخدم أجهزة التوجيه باستخدام الحاسب
(Working Models). يتم تصنيع نماذج قابلة للعملاألحيان
: نظام الكمبيوتر يتحكم بخطة العمل:: المرحلة الثالثة
اإلنتاج ، األعداد الالزم ان تحكم الحاسب بخطة العمل يحقق اعلى كفاءة ممكنة للتصنيع فهو يحسب التكلفة ، أساليب
تصنيعها ، و التخزين والتوزيع
: نظام الكمبيوتر يطلب المواد الالزمة لتصنيع المنتج:: المرحلة الرابعة
في الوقت المناسب ( وهذا يعني Just In Time" )" يتم تطبيق منهجية تدعى ان ذلك يبقي التكلفة في ادنى مستوياتها
يكفي فقط ن ماالمواد / المكونات حسب الحاجة. ويتم تخزينكمية قليلة جدا في المصنع عادة ما يتم تخزي أن يتم ترتيب
يتم اعادة طلب المواد بشكل الي عند نفاذها للحفاظ على عمل سلس من المواد للحفاظ على عمل المصنع لعدة أيام فقط
.و متواصل للمصنع
:بدء التصنيع:: المرحلة الخامسة
CAM (Computer Aided Manufacture) أالت يبدا التصنيع بعمل المنتج بواسطةCNC المقادة عبر
.CNC مخارطCNC ,لحاسب مثل أالت القطع الليزرية ، موجهات ا
:طبيق التحكم بالجودة:: ت المرحلة السادسة
computer( الحاسب التحكم بالجودة يتم تطبيقه في كل مرحلة ، يتم اختبار المنتج بواسطة التحقيقات المقادة عبر

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
53الصفحة |
control inspections) تلقائيا هذا يضمن ان يتم تصنيع المنتج باألحجام )القياساتمثال : يتم اختبار دقة التصنيع
الصحيحة(
:التجميع:: المرحلة السابعة
وهذه العملية متحكم بها )مؤتمتة ( بواسطة الحاسب) يتم تجميع المنتج بواسطة روبوتات )أذرع روبوتية مثال
ة:فحص الجود :: المرحلة الثامنة
هذا يعني ان العربات كل عمليات التخزين مؤتمتة تخزينه وتوزيعه على العمالءيتم فحص جودة المنتج قبل ان يتم
مستودع( التخزينة)نهائي من منطقة االنتاج الى منطقالمقادة عبر الحاسوب تقوم بنقل المنتج ال
ة يتم وضع رمز باركود لكل منتج ليتم فحصه وتسجيله باستمرار بواسط أنظمة الكمبيوتر تتبع كل منتج بمفرده
.الحاسب
تج:نقل المن:: عةلمرحلة التاس
العمالء يتم نقل المنتج اليا من منطقة التخزين الى الشاحنات المنتظرة للنقل ليتم توزيعه على
:االمور المالية:: المرحلة العاشرة
يتم في هذه المرحلة تحديث البيانات المالية للحسابات و يتم مالحقة الفواتير ودفعها بواسطة
النظام الحاسوبي
ويوضح الشكل التالي المخطط التدفقي للعملية

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
54الصفحة |

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
55الصفحة |
(Reference) | المراجع
{1}-CAD-CAM-CIM (P.Radhakrishnan)
{2}-asg-9-industrial-networks.pdf
Industrial Networks.pdf
جامعة البعث –محاضرات الدكتور مسعود األتاسي
{3}-Computer Integrated Manufacturing Department of automation Tsinghua
University
CAD-CAM-CIM (P.Radhakrishnan)
{4}- CAD-CAM-CIM (P.Radhakrishnan)
لتحسين جودة المنتج في مصنع المحركات الكهربائية CAPPتصميم نظام -{5}
{6}-http://www.tech-wd.com/wd/2013/02/18/erp/
{7}-http://www.cncroutersource.com/breakout-boards.html
Computer Numerical Controlled
http://www.cadmagazine.net/content.php?r=1828-Computer-Aided-
Manufacturing-%28CAM%29-And-Computer-Numerical-Machines-
%28CNC%29
CAD-CAM-CIM (P.Radhakrishnan)
{8}-CAD-CAM-CIM (P.Radhakrishnan)

Computer Integrated Manufacturing| استخدام الكمبيوتر بشكل كامل في التصنيع واألتمتة
56الصفحة |
{9}-CAD-CAM-CIM (P.Radhakrishnan)
{11}- CAD-CAM-CIM (P.Radhakrishnan)
{12}-CAD-CAM-CIM (P.Radhakrishnan)
{13}-Flexible Manufacturing System
{14}-{15}-{16}-
AUTOMATED GUIDED VEHICLE SYSTEM (AGVS).pdf
Automated-guided-vehicles ppt
Part III MATERIAL HANDLING AND IDENTIFICATION
TECHNOLOGIES ppt