Embed Size (px)
Citation preview
LAPORAN AKHIR PRAKTIKUM
PROSES PRODUKSI II
MESIN CNC TURNING & MILLING
Oleh :
Dian Haryanto
NIM:1407123394
LABORATORIUM CAD,CAM DAN CNC
PROGRAM STUDI S1 TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS RIAU
2016
KATA PENGANTAR
Puji syukur penulis ucapkan atas kehadirat ALLAH SWT yang telah
melimpahkan rahmat dan karunia-Nya kepada penulis, sehingga penulis dapat
menyelesaikan laporan praktikum “Mesin CNC Turning dan CNC Milling” ini
tepat pada waktunya. Shalawat beriring salam kita hadiahkan kepada junjungan
nabi besar Muhammad SAW, karena beliaulah yang membawa kita dari alam
kebodohan ke alam yang penuh dengan ilmu pengetahuan seperti yang kita
rasakan saat ini.
Penulis mengucapkan terima kasih kepada seluruh pihak yang telah
membantu penulis dalam menyelesaikan laporan ini tepat pada waktunya.
Terutama pada dosen pengampu mata kuliah proses produksi 2, serta asisten dan
teknisi yang membantu dari awal hinnga laporan ini selesai.
Penulis menyadari masih banyaknya kekurangan dalam laporan ini. Untuk
itu, penulis mengharapkan kritik dan saran dari pembaca yang bersifat
membangun demi kesempurnaan laporan ini untuk masa yang akan datang.
Pekanbaru, April 2016
Penulis
DAFTAR ISI
KATA PENGANTAR.............................................................................................i
DAFTAR ISI..........................................................................................................ii
DAFTAR GAMBAR.............................................................................................iv
DAFTAR TABEL.................................................................................................vi
BAB I PENDAHULUAN
1.1 Latar Belakang...................................................................................................1
1.2 Tujuan................................................................................................................2
1.3 Manfaat..............................................................................................................2
BAB II TEORI DASAR
2.1 Sejarah Singkat Mesin CNC (Computer NumericalControl)...........................3
2.2 Pengertian Mesin CNC (Computer Numerically Controlled)............................4
2.3 Pemrograman Mesin CNC (Computer Numerically Controlled)......................7
2.4 Bahasa Pemrograman.........................................................................................8
2.5 Jenis Mesin CNC (Computer Numerically Controlled).....................................9
2.6 Mesin Bubut CNC (Computer Numerically Controlled)...................................9
2.6.1 Prinsip Kerja Mesin CNC Turning................................................................10
2.6.2 Bagian-bagian Mesin CNC Turning.............................................................10
2.6.3 Macam-Macam Mata Pahat Mesin CNC......................................................13
2.7 Mesin Frais CNC.............................................................................................18
2.7.1 Prinsip Kerja Mesin CNC Milling.................................................................18
2.7.2 Bagian-bagian Utama Mesin CNC Milling...................................................18
2.8 Kode Standar....................................................................................................20
BAB III PROSEDUR KERJA TURNING
3.1 Gambar kerja Jobsheet 1 Turning....................................................................24
3.2 Rencana pengerjaan.........................................................................................24
3.3 Prosedur pembuatan simulasi...........................................................................26
3.4 Prosedur Pembuatan dan Hasil........................................................................29
BAB IV PROSEDUR KERJA MILLING
4.1 Gambar kerja Jobsheet 1 Milling.....................................................................31
4.2 Rencana Pengerjaan.........................................................................................31
4.3 Prosedur Pembuatan Simulasi..........................................................................32
4.4 Prosedur Pembuatan Simulasi..........................................................................36
BAB V KESIMPULAN DAN SARAN
5.1 Kesimpulan......................................................................................................38
5.2 Saran...............................................................................................................38
DAFTAR PUSTAKA
DAFTAR GAMBAR
Gambar 2.1 Mesin CNC...........................................................................................4
Gambar 2.2 Sistem Abssolute..................................................................................7
Gambar 2.3 Sistem Incremental...............................................................................8
Gambar 2.4 CNC Milling.........................................................................................9
Gambar 2.5 Bed Mesin..........................................................................................10
Gambar 2.6 Tail Stock............................................................................................11
Gambar 2.7 Cekam (Chuck)...................................................................................11
Gambar 2.8 Tool Post............................................................................................11
Gambar 2.9 Panel Mesin........................................................................................12
Gambar 2.10 Bar Feeds header.............................................................................12
Gambar 2.11 Tool..................................................................................................12
Gambar 2.12 Geometri Pahat Bubut......................................................................13
Gambar 2.13 Pintu Mesin......................................................................................13
Gambar 2.14 Macam-Macam Mata Pahat.............................................................14
Gambar 2.15 Panel Mesin......................................................................................19
Gambar 2.16 Meja Mesin.......................................................................................19
Gambar 2.17 Ragum..............................................................................................19
Gambar 2.18 Arbor................................................................................................20
Gambar 2.19 Pintu Mesin......................................................................................20
Gambar 3.1 Job 1 CNC Turning............................................................................24
Gambar 3.2 Proses roughing..................................................................................24
Gambar 3.3 Pembuatan Alur..................................................................................25
Gambar 3.4 Proses roughing..................................................................................25
Gambar 3.5 Proses finishing..................................................................................25
Gambar 3.6 Proses Pemotongan............................................................................25
Gambar 3.7 Screen.................................................................................................26
Gambar 3.8 Simulate..............................................................................................26
Gambar 3.9 Detail Setting......................................................................................26
Gambar 3.10 Kepala Program................................................................................27
Gambar 3.11 End Program.....................................................................................28
Gambar 3.12 Roughing.........................................................................................29
Gambar 3.13 Alur..................................................................................................29
Gambar 3.14 Roughing..........................................................................................29
Gambar 3.15 Fishing.............................................................................................30
Gambar 3.16 Cutting..............................................................................................30
Gambar 4.1 Jobsheet 1 Milling..............................................................................31
Gambar 4.2 Roughing............................................................................................31
Gambar 4.3 Pembentukan......................................................................................32
Gambar 4.4 Drilling...............................................................................................32
Gambar 4.5 Borring..............................................................................................32
Gambar 4.6 Screen.................................................................................................33
Gambar 4.7 Simulate..............................................................................................33
Gambar 4.8 Detail Setting......................................................................................33
Gambar 4.9 Kepala Program..................................................................................34
Gambar 4.10 End Program.....................................................................................35
Gambar 4.11 Facing...............................................................................................36
Gambar 4.12 Roughing..........................................................................................36
Gambar 4.13 Drilling.............................................................................................37
Gambar 4.14 Borring.............................................................................................37
DAFTAR TABEL
Tabel 2.1 Macam-Macam Kode CNC...................................................................21
BAB I
PENDAHULUAN
1.1 Latar Belakang
Zaman sekarang ini ilmu pengetahuan dan teknologi telah berkembang
dengan pesat. Kemajuan ini juga merambah dunia industri manufaktur. Sebagai
contoh dari kemajuan tersebut, mesin produksi atau mesin perkakas sudah banyak
menggunakan teknologi tinggi seperti mesin bor dan mesin gergaji.Kemajuan di
bidang teknologi pengolahan data dan informasi yang sangat pesat salah satunya
adalah komputer.Hal tersebut dapat dilihat dari penggunaan komputer ke dalam
mesin-mesin perkakas seperti mesin freis, mesin bubut, mesin gerinda dan mesin
lainnya.Hasil dari penggabungan teknologi komputer dan teknologi mekanik ini
sering disebut dengan mesin CNC (Computer NumericalControl).
Contoh mesin CNC yang sekarang ini mudah ditemukan dan sering
digunakan adalah mesin bubut CNC dan mesin frais.Mesin bubut CNC dan mesin
frais adalah mesin yang dikendalikan oleh sistem kontrol yang disebut dengan
kontrol numeric terkomputerisai (CNC).Mesin bubut digunakan untuk memotong
logam yang berbentuk silindris.Mesin frais digunakan untuk memotong logam
yang berbentuk prisma tegak persegi. Benda kerja yang biasa dibuat pada mesin
bubut CNC adalah poros bertingkat biasa maupun yang memiliki alur atau ulir,
misalnya poros roda depan vespa. Benda kerja yang dibuat pada mesin frais CNC
adalah ulir, alur dan prisma tegak bertingkat. Adapun beberapa keuntungan
penggunaan mesin perkakas CNC yaitu: produktivitas tinggi, ketelitian
pengerjaan tinggi, kualitas produk yang seragam dan dapat digabung dengan
perangkat lunak tambahan misalnya software CAD/CAM sehingga pemakaian
mesin CNC akan lebih efektif, waktu produksi lebih singkat, kapasitas produksi
lebih tinggi, biaya pembuatan produk lebih rendah.
Zaman sekarang ini penggunaan mesin CNC hampir terdapat di segala
bidang.Dari bidang pendidikan dan riset yang mempergunakan alat-alat demikian
dihasilkan berbagai hasil penelitian yang bermanfaat yang tidak terasa sudah
banyak digunakan dalam kehidupan sehari-hari masyarakat banyak.
1
2
Mahasiswa teknik mesin UR dituntut untuk dapat mengetahui dan
mengoperasikan mesin CNC, agar mahasiswa dapat mengembangkan potensi dan
skill dalam pengoperasian mesin CNC serta dapat bersaing dalam dunia industri.
1.2 Tujuan
Adapun tujuan diadakannya praktikum CNC baik turning maupun milling,
antara lain :
1. Agar mahasiswa dapat dan mampu mengetahui cara pengoperasian mesin
CNC Turning dan Milling dengan baik dan benar,
2. Agar mahasiswa dapat mengetahui prinsip kerja dan langkah kerja mesin
CNC Turning dan Milling,
3. Agar mahasiswa dapat membuat program benda kerja CNC Turning dan
Milling dengan baik dan benar.
1.3 Manfaat
Adapun manfaat yang dapat diperoleh selama praktikum mesin CNC
Turning dan Milling adalah sebagai berikut :
1. Mahasiswa dapat dan mampu mengoperasikan mesin CNC Turning dan
Milling dengan baik dan benar,
2. Mahasiswa mengetahui prinsip kerja dan langkah kerja mesin CNC
Turning dan Milling,
3. Mahasiswa dapat membuat program benda kerja CNC Turning dan
Milling dengan baik dan benar,
4. Mahasiswa dapat memiliki keahlian dan keterampilan dalam membuat
program mesin CNC Turning dan Milling.
BAB II
TEORI DASAR
2.1 Sejarah Singkat Mesin CNC (Computer NumericalControl).
Mesin otomatis telah ada sejak Perang Sipil di Amerika (1861-1865),
namun mesin tersebut hanya mampu membuat satu jenis produk dan dibutuhkan
waktu yang sangat lama untuk setting mesin apabila berganti produksi jenis
produk lain
Dari sumber yang ada, mesin bubut ditemukan oleh seorang Insinyur,
arsitek dari swedia yang bernama Immanuel Nobel yang kemudian mempunyai
seorang anak yang sekarang dikenal sebagai Alfred Nobel yaitu seorang ilmuwan
Penemu Dinamit dan pengusaha terkenal sekaligus penggagas pemberian
penghargaan Nobel.
Mesin otomatis dengan elektronik program pertama kali sukses dibuat
oleh proyek gabungan antara Massachusetts Institute of Technology (MIT) dan
US Air Force pada pertengahan tahun 1950. Mesin itu adalah 3 axis milling mesin
yang dikontrol oleh satu ruangan penuh perangkat Tabung Vakum Elektronik.
Meskipun mesin ini tidak handal, namun mesin ini merupakan satu langkah ke
arah mesin modern. Kontroler tersebut dinamakan Numerical Control, atau NC
The Electronics Industry Association (EIA) mendefinisikan NC sebagai
"Sebuah sistem dimana gerakan-gerakan mesin di kontrol dengan cara
memasukkan langsung data numerik di beberapa titik "Disebut kontrol numerik
(NC = Numerical Control) karena pemrograman yang digunakan menggunakan
kode alfanumerik (terdiri dari alfabet/huruf dan numerik/bilangan) yang
digunakan untuk menuliskan instruksi-instruksi beserta posisi relatif tool dengan
benda kerjanya. Mesin NC dikontrol secara elektronis, tanpa menggunakan
komputer
Disebut Mesin Bubut CNC, singkatan dari Computer Numerical Control,
adalah perangkat yang mampu menjadikan suatu mesin perkakas ataupun mesin
produksi lainnya dapat beroperasi secara otomatis dengan memanfaatkan
komputer sebagai pengendali gerakan. Pada tahun 1960 an, Mesin Bubut CNC
sudah tersedia dengan masih menggunakan komputer dengan ukuran besar.
3
4
Selama tahun 1980 an, banyak pabrik mesin mengembangkan teknologi
PC (Personal Computer) untuk meningkatkan kehandalan dan menurunkan biaya
dari kontrol CNC model sebelumnya. Dalam perkembangnya Mesin Bubut CNC
semakin modern, Output perkerjaan atau kemampuan mesin makin meningkat,
semakin sederhana dan rapih bentuknya namun semakin mudah cara
pengoperasiannya dan didesign semakin komplit bagian perangkat alat kerjanya
sehingga akan lebih effisien dan praktis.
2.2 Pengertian Mesin CNC (Computer Numerically Controlled)
Gambar 2.1 Mesin CNC
CNC singkatan dari Computer Numerically Controlled, merupakan mesin
perkakas yang dilengkapi dengan sistem mekanik dan kontrol berbasis komputer
yang mampu membaca instruksi kode N, G, F, T, dan lain-lain, dimana kode-kode
tersebutakan menginstruksikan ke mesin CNC agar bekerja sesuai dengan
program benda kerja yang akan dibuat. Secara umum cara kerja mesin perkakas
CNC tidak berbeda dengan mesin perkakas konvensional. Fungsi CNC dalam hal
ini lebih banyak menggantikan pekerjaan operator dalam mesin perkakas
konvensional. Misalnya pekerjaan setting toolatau mengatur gerakan pahat sampai
pada posisi siap memotong, gerakan pemotongan dan gerakan kembali keposisi
awal, dan lain-lain.Demikian pula dengan pengaturan kondisi pemotongan
(kecepatan potong, kecepatan makan dan kedalaman pemotongan) serta fungsi
pengaturan yang lain seperti penggantian pahat, pengubahan transmisi daya
(jumlah putaran poros utama), dan arah putaran poros utama,
pengekleman,pengaturan cairan pendingin dan sebagainya.
5
Mesin perkakas CNC dilengkapi dengan berbagai alat potong yang dapat
membuat benda kerja secara presisi dan dapat melakukan interpolasi yang
diarahkan secara numerik (berdasarkan angka).Parameter sistem operasi CNC
dapat diubah melalui program perangkat lunak (software load program) yang
sesuai.Tingkat ketelitian mesin CNC lebih akurat hingga ketelitian seperseribu
millimeter, karena penggunaan ballscrew pada setiap poros transportiernya.
Ballscrew bekerja seperti lager yang tidak memiliki kelonggaran/spelling namun
dapat bergerak dengan lancar.
Pada awalnya mesin CNC masih menggunakan memori berupa kertas
berlubang sebagai media untuk mentransfer kode G dan M ke sistem kontrol.
Setelah tahun 1950,ditemukan metode baru mentransfer data dengan
menggunakan kabel RS232, floppydisks, dan terakhir oleh Komputer Jaringan
Kabel (Computer Network Cables) bahkan bisa dikendalikan melalui
internet.Akhir-akhir ini mesin-mesin CNC telah berkembang secara menakjubkan
sehingga telah mengubah industri pabrik yang selama ini menggunakan tenaga
manusia menjadi mesin-mesin otomatik. Dengan telah berkembangnya Mesin
CNC, makabenda kerja yang rumit sekalipun dapat dibuat secara mudah dalam
jumlah yang banyak.Selama ini pembuatan komponen/suku cadang suatu mesin
yang presisi dengan mesin perkakas manual tidaklah mudah, meskipun dilakukan
oleh seorang operator mesin perkakas yang mahir sekalipun.
Penyelesaiannya memerlukan waktu lama. Bila ada permintaan konsumen
untuk membuat komponen dalam jumlah banyak dengan waktu singkat, dengan
kualitas sama baiknya, tentu akan sulit dipenuhi bila menggunakan perkakas
manual. Apalagi bila bentuk benda kerja yang dipesan lebih rumit, tidak dapat
diselesaikan dalam waktu singkat. Secara ekonomis biaya produknya akan
menjadi mahal, hingga sulit bersaing dengan harga di pasaran.
Tuntutan konsumen yang menghendaki kualitas benda kerja yang
presisi,berkualitas sama baiknya,dalam waktu singkat dan dalam jumlah yang
banyak, akanlebih mudah dikerjakan dengan mesin perkakas CNC (Computer
NumerlcallyControlled), yaitu mesin yang dapat bekerja melalui pemogramman
yang dilakukan dan dikendalikan melalui komputer. Mesin CNC dapat bekerja
secara otomatis atau semi otomatis setelah diprogram terlebih dahulu melalui
6
komputer yang ada.Program yang dimaksud merupakan program membuat benda
kerja yang telahdirencanakan atau dirancang sebelumnya. Sebelum benda kerja
tersebut dieksikusiatau dikerjakan oleh mesin CNC, sebaikanya program tersebut
di cek berulang-ulang agar program benar-benar telah sesuai dengan bentuk benda
kerja yang diinginkan, serta benar-benar dapat dikerjakan oleh mesin CNC.
Pengecekan tersebut dapat melalui layar monitor yang terdapat pada mesin atau
bila tidak ada fasilitas cheking melalui monitor (seperti pada CNC TU EMCO
2A/3A) dapat pula melalui plotter yang dipasang pada tempat dudukan
pahat/palsu frais. Setelah program benar-benar telah berjalan seperti rencana, baru
kemudian dilaksanakan/dieksekusi oleh mesin CNC.
Dari segi pemanfaatannya, mesin perkakas CNC dapat dibagi menjadi
dua,antara lain:
a. mesin CNC Training unit (TU), yaitu mesin yang digunakan sarana
pendidikan, dosen dan training.
b. mesin CNC produktion unit (PU), yaitu mesin CNC yang digunakan untuk
membuat benda kerja/komponen yang dapat digunakan sebagaimana
mestinya.
Dari segi jenisnya, mesin perkakas CNC dapat dibagi menjadi tiga
jenis,antara lain:
a. mesin CNC 2A yaitu mesin CNC 2 aksis, karena gerak pahatnya hanya
pada arah dua sumbu koordinat (aksis) yaitu koordinat X, dan koordinat Z,
atau dikenal dengan mesin bubut CNC,
b. mesin CNC 3A, yaitu mesin CNC 3 aksis atau mesin yang memiliki
gerakan sumbu utama kearah sumbu koordinat X, Y, dan Z, atau dikenal
dengan mesin frsais CNC.
c. mesin CNC kombinasi, yaitu mesin CNC yang mampu mengerjakan
pekerjaan bubut dan freis sekaligus, dapat pula dilengkapi dengan
peralatan pengukuran sehingga dapat melakukan pengontrolan kualitas
pembubutan/ pengefraisan pada benda kerja yang dihasilkan. Pada
umumnya mesinCNC yang sering dijumpai adalah mesin CNC 2A (bubut)
dan mesin CNC 3A (frais).
7
2.3 Pemrograman Mesin CNC (Computer Numerically Controlled)
Pemrograman adalah suatu urutan perintah yang disusun secara rinci tiap
blok per blok untuk memberikan masukan mesin perkakas CNC tentang apa yang
harus dikerjakan. Untuk menyusun pemrograman pada mesin CNC diperlukan
hal-hal berikut.
Metode Pemrograman.
Metode pemrograman dalam mesin CNC ada dua,yaitu:
1. Metode Incremental
Adalah suatu metode pemrograman dimana titik referensinya selalu
berubah, yaitu titik terakhir yang dituju menjadi titik referensi baru untuk
ukuran berikutnya.
Pada sistem ini titik awal penempatan alat potong yang digunakan sebagai
acuan adalah menetapkan titik referensi yang berlaku tetap selama proses
operasi mesin berlangsung. Untuk mesin bubut, titik referensinya diletakkan
pada sumbu (pusat) benda kerja yang akan dikerjakan pada bagian ujung.
Sedangkan pada mesin frais, titik referensinya diletakkan pada pertemuan
antara dua sisi pada benda kerja yang akan dikerjakan.
Gambar 2.2 Sistem Abssolute
2. Metode Absolut
Adalah suatu metode pemrograman di mana titik referensinya selalu tetap
yaitu satu titik / tempat dijadikan referensi untuk semua ukuran. Pada system
ini titik awal penempatan yang digunakan sebagai acuan adalah selalu
berpindah sesuai dengan titik actual yang dinyatakan terakhir. Untuk mesin
bubut maupun mesin frais diberlakukan cara yang sama. Setiap kali suatu
gerakan pada proses pengerjaan benda kerja berakhir, maka titik akhir dari
8
gerakan alat potong itu dianggap sebagai titik awal gerakan alat potong pada
tahap berikutnya.
Sejalan dengan berkembangnya kebutuhan akan berbagai produk industri
yang beragam dengan tingkat kesulitan yang bervariasi, maka telah
dikembangkan berbagai variasi dari mesin CNC. Hal ini dimaksud untuk
memenuhi kebutuhan jenis pekerjaan dengan tingkat kesulitan yang tinggi.
Berikut ini diperlihatkan berbagai variasi mesin CNC.
Gambar 2.3 Sistem Incremental
2.4 Bahasa Pemrograman
Bahasa pemrograman adalah format perintah dalam satu blok dengan
menggunakan kode huruf, angka, dan simbol. Di dalam mesin perkakas CNC
terdapat perangkat komputer yang disebut dengan Machine Control Unit (MCU).
MCU ini berfungsi menterjemahkan bahasa kode ke dalam bentuk-bentuk gerakan
persumbuan sesuai bentuk benda kerja. Kode-kode bahasa dalam mesin perkakas
CNC dikenal dengan kode G dan M, di mana kode-kode tersebut sudah
distandarkan oleh ISO atau badan Internasional lainnya. Dalam aplikasi kode
huruf, angka, dan simbol pada mesin perkakas CNC bermacam-macam tergantung
sistem kontrol dan tipe mesin yang dipakai, tetapi secara prinsip sama. Sehingga
untuk pengoperasian mesin perkakas CNC dengan tipe yang berbeda tidak akan
ada perbedaan yang berarti. Misal: mesin perkakas CNC dengan sistem kontrol
EMCO, kode-kodenya dimasukkan ke dalam standar DIN. Dengan bahasa kode
ini dapat berfungsi sebagai media komunikasi antarmesin dan operator, yakni
untuk memberikan operasi data kepada mesin untuk dipahami. Untuk
memasukkan data program ke dalam memori mesin dapat dilakukan dengan
keyboard atau perangkat lain.
9
2.5 Jenis Mesin CNC (Computer Numerically Controlled)
Di industri menengah dan besar, akan banyak dijumpai penggunaan mesin
CNC dalam mendukung proses produksi. Secara garis besar, mesin CNC dibagi
dalam 2 (dua) macam, yaitu :
1. Mesin bubut CNC
2. Mesin frais CNC.
2.6 Mesin Bubut CNC (Computer Numerically Controlled)
Gambar 2.4 CNC Milling
Mesin CNC turning berfungsi untuk mengerjakan semua proses turning.
Mesin Bubut CNC secara garis besar dapat digolongkan menjadi dua, yaitu :
1. Mesin Bubut CNC Training Unit (CNC TU)
2. Mesin Bubut CNC Production Unit (CNC PU)
Kedua mesin tersebut mempunyai prinsip kerja yang sama,akan tetapi
yang membedakan kedua tipe mesin tersebut adalahpenggunaannya di lapangan.
CNC TU dipergunakan untuk pelatihan dasar pemrograman dan pengoperasian
CNC yang dilengkapi dengan EPS (External Programing Sistem).Mesin CNC
jenis Training Unit hanya mampu dipergunakan untuk pekerjaan pekerjaan ringan
dengan bahan yang relatif lunak.
Sedangkan Mesin CNC PU dipergunakan untuk produksi massal, sehingga
mesin ini dilengkapi dengan assesoris tambahan seperti sistem pembuka otomatis
yang menerapkan prinsip kerja hidrolis, pembuangan tatal, dan sebagainya.
Gerakan Mesin Bubut CNC dikontrol oleh komputer, sehingga semua gerakan
yang berjalan sesuai dengan program yang diberikan, keuntungan dari sistem ini
10
adalah memungkinkan mesin untuk diperintah mengulang gerakan yang sama
secara terus menerus dengan tingkat ketelitian yang sama pula.
2.6.1 Prinsip Kerja Mesin CNC Turning
Prinsip Kerja Mesin CNC Turning antara lain benda kerja berputar pada
sumbu mesin atau spindle dengan melakukan gerak makan, sedangkan tool
melakukan gerak potong terhadap benda kerja pada sumbu x atau z. Pergerakan
tool dijalankan secara otomatis dengan menginputkan program (data) pada mesin
CNC Turning.
2.6.2 Bagian-bagian Mesin CNC Turning
1. Bed Mesin
Berfungsi sebagai tempat untuk mendukung atau meletakkan komponen-
komponen utama mesin CNC Turning.
Gambar 2.5 Bed Mesin
2. Tail Stock ( Kepala Lepas )
Berfungsi untuk mendukung salah satu ujung benda kerja yang ukurannya
panjang, dengan menggunakan senter putar dan senter tetap.
11
Gambar 2.6 Tail Stock
3. Cekam ( Chuck )
Berfungsi untuk mencekam benda kerja yang akan dikerjakan.
Gambar 2.7 Cekam (Chuck)
4. Tool Post
Berfungsi sebagai tempat dudukan pahat atau tool pada mesin CNC
Turning. Jumlah pahat yang dapat digunakan adalah 8 tool.
Gambar 2.8 Tool Post
5. Panel Mesin
Berfungsi sebagai pengontrol mesin dan sebagai sarana tempat
penginputan data.
12
Gambar 2.9 Panel Mesin
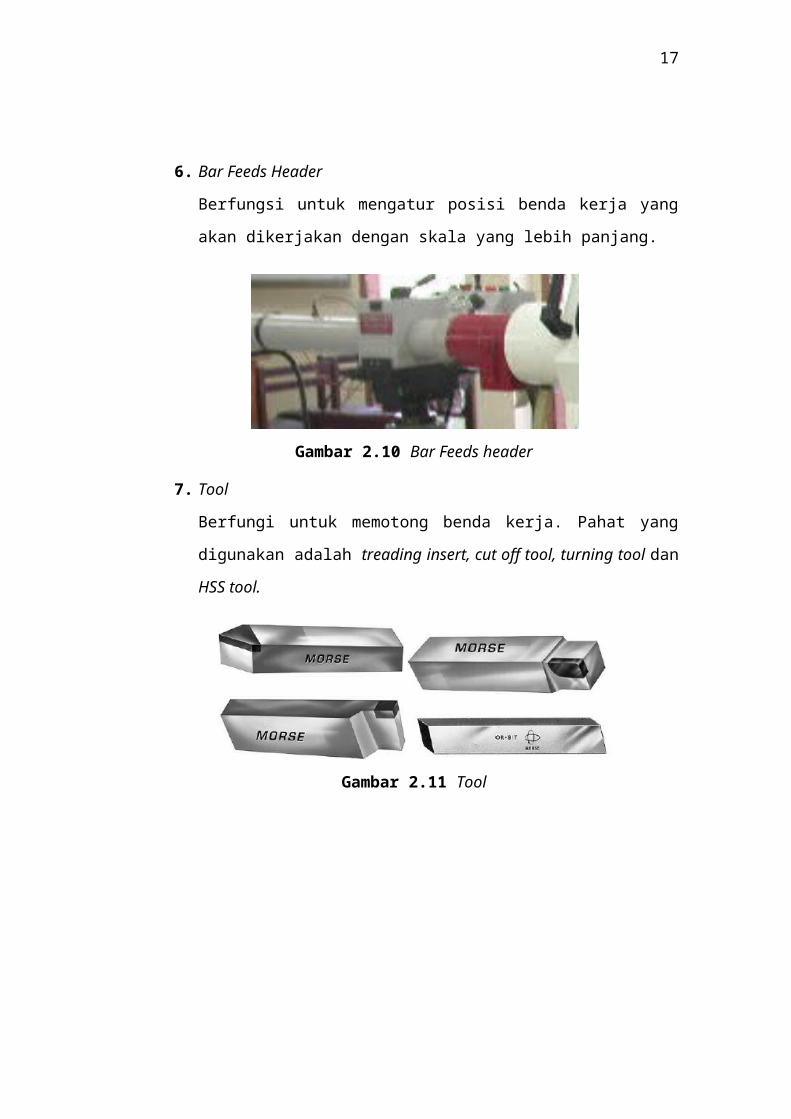
6. Bar Feeds Header
Berfungsi untuk mengatur posisi benda kerja yang akan dikerjakan dengan
skala yang lebih panjang.
Gambar 2.10 Bar Feeds header
7. Tool
Berfungi untuk memotong benda kerja. Pahat yang digunakan adalah
treading insert, cut off tool, turning tool dan HSS tool.
Gambar 2.11 Tool
13
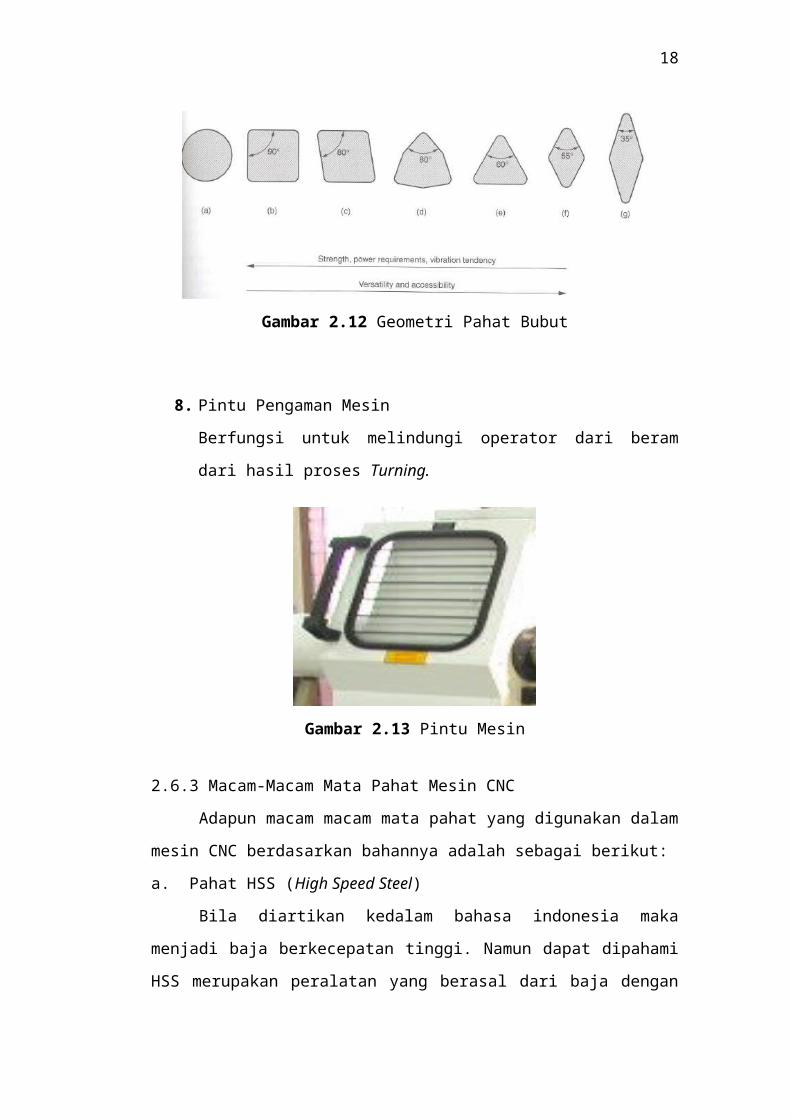
Gambar 2.12 Geometri Pahat Bubut
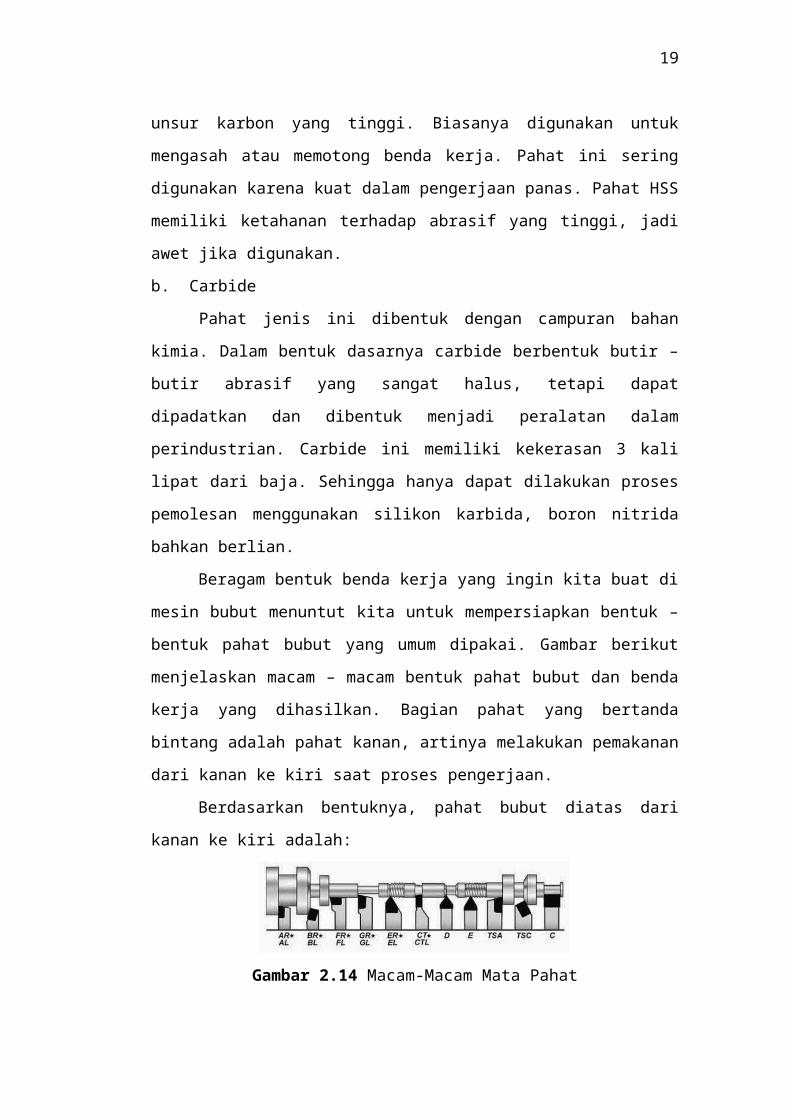
8. Pintu Pengaman Mesin
Berfungsi untuk melindungi operator dari beram dari hasil proses Turning.
Gambar 2.13 Pintu Mesin
2.6.3 Macam-Macam Mata Pahat Mesin CNC
Adapun macam macam mata pahat yang digunakan dalam mesin CNC
berdasarkan bahannya adalah sebagai berikut:
a. Pahat HSS (High Speed Steel)
Bila diartikan kedalam bahasa indonesia maka menjadi baja berkecepatan
tinggi. Namun dapat dipahami HSS merupakan peralatan yang berasal dari baja
dengan unsur karbon yang tinggi. Biasanya digunakan untuk mengasah atau
memotong benda kerja. Pahat ini sering digunakan karena kuat dalam pengerjaan
panas. Pahat HSS memiliki ketahanan terhadap abrasif yang tinggi, jadi awet jika
digunakan.
14
b. Carbide
Pahat jenis ini dibentuk dengan campuran bahan kimia. Dalam bentuk
dasarnya carbide berbentuk butir – butir abrasif yang sangat halus, tetapi dapat
dipadatkan dan dibentuk menjadi peralatan dalam perindustrian. Carbide ini
memiliki kekerasan 3 kali lipat dari baja. Sehingga hanya dapat dilakukan proses
pemolesan menggunakan silikon karbida, boron nitrida bahkan berlian.
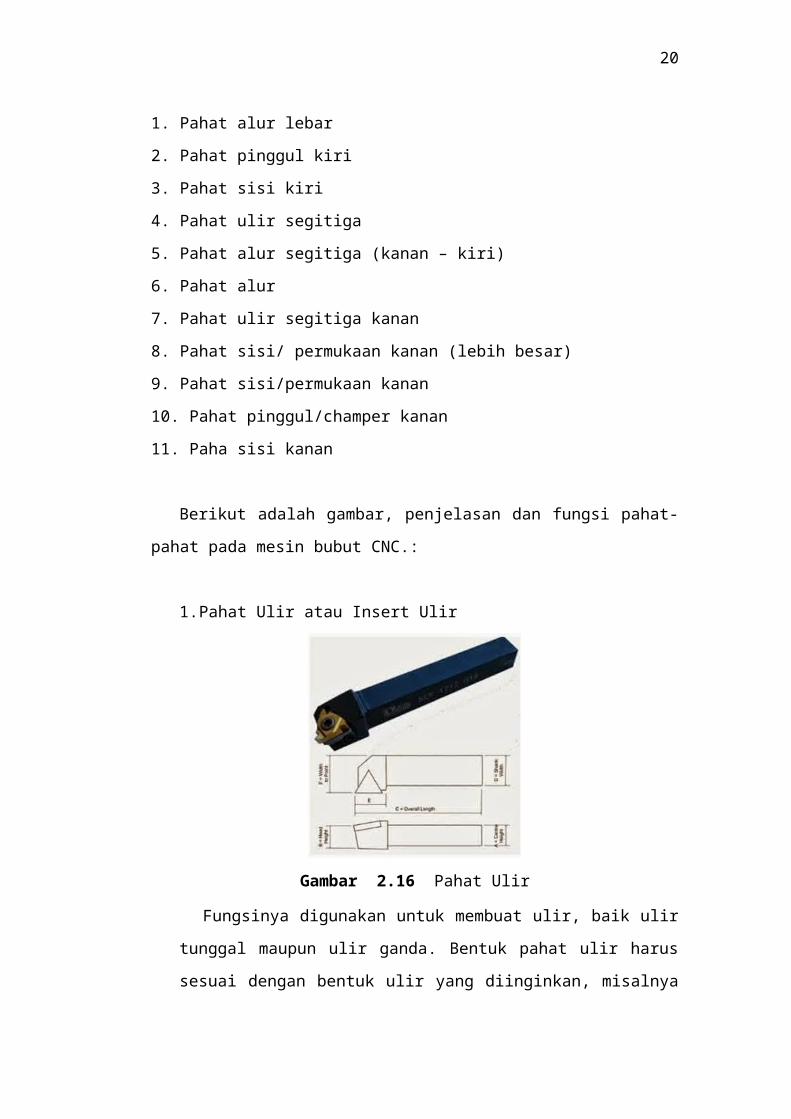
Beragam bentuk benda kerja yang ingin kita buat di mesin bubut menuntut
kita untuk mempersiapkan bentuk – bentuk pahat bubut yang umum dipakai.
Gambar berikut menjelaskan macam – macam bentuk pahat bubut dan benda kerja
yang dihasilkan. Bagian pahat yang bertanda bintang adalah pahat kanan, artinya
melakukan pemakanan dari kanan ke kiri saat proses pengerjaan.
Berdasarkan bentuknya, pahat bubut diatas dari kanan ke kiri adalah:
Gambar 2.14 Macam-Macam Mata Pahat
1. Pahat alur lebar
2. Pahat pinggul kiri
3. Pahat sisi kiri
4. Pahat ulir segitiga
5. Pahat alur segitiga (kanan – kiri)
6. Pahat alur
7. Pahat ulir segitiga kanan
8. Pahat sisi/ permukaan kanan (lebih besar)
9. Pahat sisi/permukaan kanan
10. Pahat pinggul/champer kanan
11. Paha sisi kanan
Berikut adalah gambar, penjelasan dan fungsi pahat-pahat pada mesin bubut
CNC.:
15
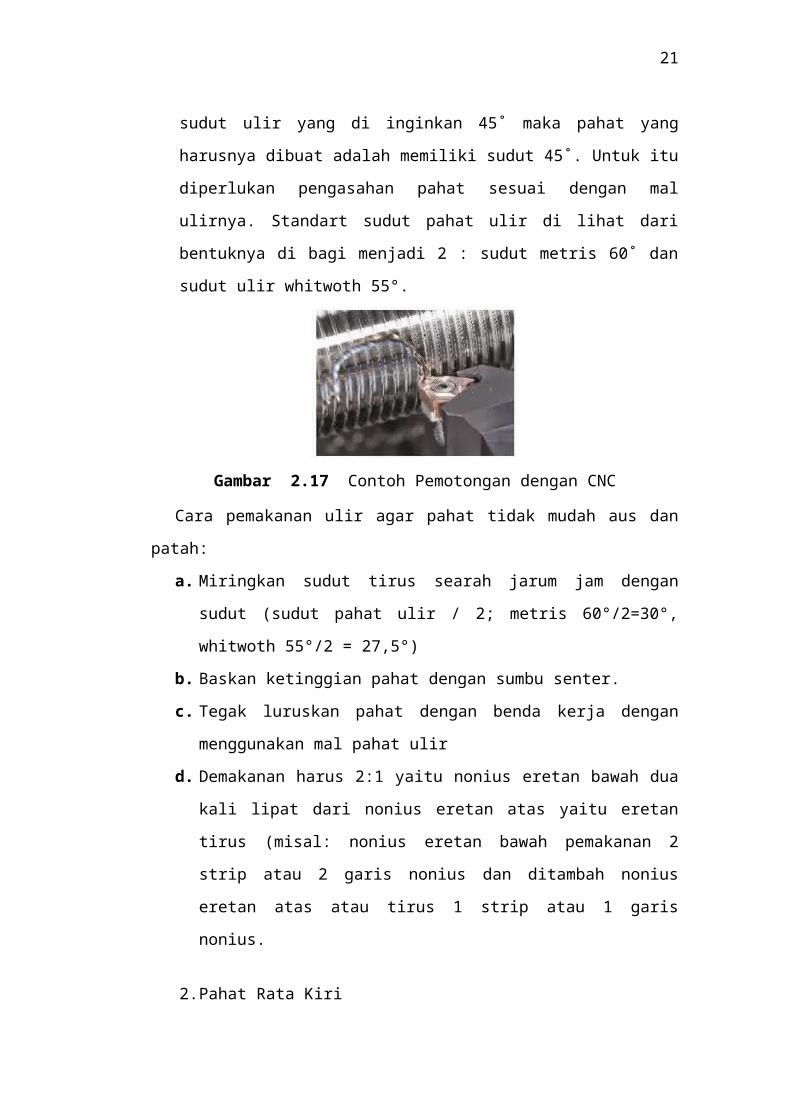
1. Pahat Ulir atau Insert Ulir
Gambar 2.16 Pahat Ulir
Fungsinya digunakan untuk membuat ulir, baik ulir tunggal maupun ulir
ganda. Bentuk pahat ulir harus sesuai dengan bentuk ulir yang diinginkan,
misalnya sudut ulir yang di inginkan 45˚ maka pahat yang harusnya dibuat
adalah memiliki sudut 45˚. Untuk itu diperlukan pengasahan pahat sesuai
dengan mal ulirnya. Standart sudut pahat ulir di lihat dari bentuknya di bagi
menjadi 2 : sudut metris 60˚ dan sudut ulir whitwoth 55°.
Gambar 2.17 Contoh Pemotongan dengan CNC
Cara pemakanan ulir agar pahat tidak mudah aus dan patah:
a. Miringkan sudut tirus searah jarum jam dengan sudut (sudut pahat ulir / 2;
metris 60°/2=30°, whitwoth 55°/2 = 27,5°)
b. Baskan ketinggian pahat dengan sumbu senter.
c. Tegak luruskan pahat dengan benda kerja dengan menggunakan mal pahat
ulir
d. Demakanan harus 2:1 yaitu nonius eretan bawah dua kali lipat dari nonius
eretan atas yaitu eretan tirus (misal: nonius eretan bawah pemakanan 2
16
strip atau 2 garis nonius dan ditambah nonius eretan atas atau tirus 1 strip
atau 1 garis nonius.
2. Pahat Rata Kiri
Gambar 2.18 Patah Raka Kiri
Fungsinya digunakan untuk pembubutan rata memanjang yang
pemakanannya di mulai dari kiri ke arah kanan mendekati posisi kepala
lepas. Pahat rata kiri ini memiliki sudut baji 55˚.
3. Pahat Rata Kanan
Gambar 2.19 Patah Raka Kiri
Fungsinya digunakan untuk pembubutan rata memanjang yang
pemakanannya di mulai dari kiri ke arah kanan mendekati posisi cekam.
Pahat bubut rata kanan memiliki sudut baji 80˚ dan sudut-sudut bebas
lainnya.
4. Pahat Bor
Kegunaan Pahat Bor yaitu digunakan untuk mendapatkan kedalaman yang diharapkan, letaknya di ujung rangkaian pipa pemboran dinamakan mata bor atau bit. Semakin besar diameter pahat maka semakin kecil kecepatan putaran sehingga tools / pahat bor menjadi awet.
17
Gambar 2.20 Patah Bor
Ada tiga macam mata bor jika dilihat dari jenis batuan yang dibor, yaitu :1. Mata bor untuk batuan lunak , bentuk gigi panjang dan langsing.2. Mata bor untuk batuan sedang, bentuk gigi agak pendek dan tebal.3. Mata bor untuk batuan keras, bentuk gigi pendek dan tebal.
Ukuran – ukuran pahat yang biasa dipakai : Pahat 36” untuk pipa selubung 30” Pahat 26” untuk pipa selubung 20” Pahat 17. 1/2 untuk pahat selubung 13. 3/8” Pahat 12. 1/4” untuk pipa selubung 9. 5/8” Pahat 8. 1/2” untuk selubung 7” Pahat 6” untuk pipa selubung 4.1/2”
5. Pahat Potong
Gambar 2.21 Patah Potong
Sesuai dengan namanya pahat ini memiliki fungsi yang digunakan untuk
memotong benda kerja. Setalah dilakukan pembubutan hingga hasil akhir
maka selanjutnya diteruskan dengan pemotongan benda kerja lihat gambar
dibawah ini bentuk pahat potong untuk bubut.
18
2.7 Mesin Frais CNC
Mesin CNC Milling berfungsi untuk mengerjakan semua proses Milling.
Mesin Frais CNC secara garis besar dapat digolongkanmenjadi dua, yaitu :
a) Mesin Frais CNC Training Unit
b) Mesin Frais CNC Production Unit
Kedua mesin tersebut mempunyai prinsip kerja yang sama,akan tetapi yang
membedakan kedua tipe mesin tersebut adalahpenggunaannya di lapangan. CNC
Frais Training Unit dipergunakanuntuk pelatihan dasar pemrograman dan
pengoperasian CNC yangdilengkapi dengan EPS (External Programing
Sistem).Mesin CNCjenis Training Unit hanya mampu dipergunakan untuk
pekerjaanpekerjaanringan dengan bahan yang relatif lunak.
Sedangkan Mesin Frais CNC Production Unit dipergunakanuntuk produksi
massal, sehingga mesin ini dilengkapi dengan assesoris tambahan seperti sistem
pembuka otomatis yang menerapkan prinsip kerja hidrolis, pembuangan tatal, dan
sebagainya.Gerakan Mesin Frais CNC dikontrol oleh komputer, sehingga semua
gerakan yang berjalan sesuai dengan program yang diberikan, keuntungan dari
sistem ini adalah mesin memungkinkan untuk diperintah mengulang gerakan yang
sama secara terus menerus dengan tingkat ketelitian yang sama pula.
2.7.1 Prinsip Kerja Mesin CNC Milling
Mesin CNC Milling memiliki prinsip kerja yang sama dengan mesin
Milling lainnya, yaitu mempunyai gerak utama berputar , dimana mata pahat atau
pisau melakukan gerak potong terhadap benda kerja sedangkan benda kerja
bergerak mendekati pisau CNC Milling dengan melakukan gerak makan.
2.7.2 Bagian-bagian Utama Mesin CNC Milling
Bagian-bagian utama mesin CNC Milling antara lain :
1. Panel Mesin
Berfungsi sebagai pengontrol mesin dan sebagai sarana tempat
penginputan data.
19
Gambar 2.15 Panel Mesin
2. Spindle
Berfungsi untuk menggerakkan tool yang berputar pada sumbu mesin.
Kecepatan spindle ini dapat ditentukan dengan cara memutar tombol speed
pada monitor ataupun dengan program yang telah dibuat dan diinputkan
pada mesin CNC Milling.
3. Meja Mesin
Berfungsi untuk menggerakkan benda kerja. Meja mesin dapat bergerak
secara otomatis karena meja ini dibuat dengan sistem hidrolik.
Gambar 2.16 Meja Mesin
4. Ragum
Berfungsi untuk menjepit benda kerja.
Gambar 2.17 Ragum
20
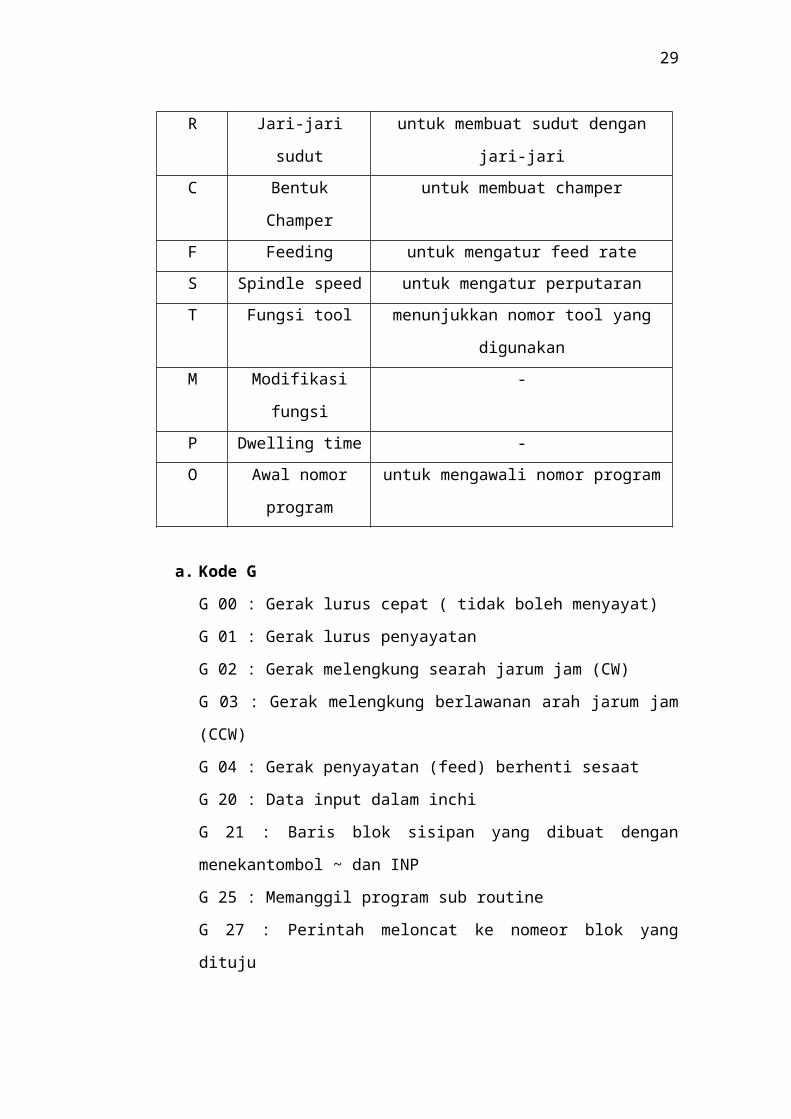
5. Arbor
Berfungsi untuk memegang tool yang terpasang pada collet dengan cara
mengunci pada baut penguncinya, sehingga tool dapat terjepit dengan
kuat.
Gambar 2.18 Arbor
1. Pintu Mesin
Berfungsi untuk melindungi operator dari beram dari hasil proses Milling.
Gambar 2.19 Pintu Mesin
2.8 Kode Standar
Mesin CNC hanya dapat membaca kode standar yang telah disepakati oleh
industri yang membuat mesin CNC. Dengan kode standar tersebut, pabrik mesin
CNC dapat menggunakan PC sebagai input yang diproduksi sendiri atau yang
direkomendasikan. Kode standar pada mesin CNC yaitu :
21
Tabel 2.1 Macam-Macam Kode CNC
Kode Fungsi Artinya
N Nomor
tahapan
Menunjukkan urutan pengoperasian
tetapi bukan perintah
G untuk mengatur
pergerakan
untuk menunjkkan fungsi
yang harus dilakukan
X pergerakan sumbu
X
-X Pergerakan absolute searah sumbu Z
U pergerakan sumbu
X
-X Pergerakan incremental searah sumbu Z
Z pergerakan sumbu
Z
-Z Pergerakan absolute searah sumbu Z
W pergerakan sumbu
Z
-Z Pergerakan incremental searah sumbu Z
R Jari-jari sudut untuk membuat sudut dengan jari-jari
C Bentuk Champer untuk membuat champer
F Feeding untuk mengatur feed rate
S Spindle speed untuk mengatur perputaran
T Fungsi tool menunjukkan nomor tool yang digunakan
M Modifikasi fungsi -
P Dwelling time -
O Awal nomor
program
untuk mengawali nomor program
a. Kode G
G 00 : Gerak lurus cepat ( tidak boleh menyayat)
G 01 : Gerak lurus penyayatan
G 02 : Gerak melengkung searah jarum jam (CW)
G 03 : Gerak melengkung berlawanan arah jarum jam (CCW)
G 04 : Gerak penyayatan (feed) berhenti sesaat
G 20 : Data input dalam inchi
G 21 : Baris blok sisipan yang dibuat dengan menekantombol ~ dan INP
22
G 25 : Memanggil program sub routine
G 27 : Perintah meloncat ke nomeor blok yang dituju
G 28 : Mengembalikan posisi pahat pada titik referensi (0)
G 33 : Pembuatan ulir tunggal
G 64 : Mematikan arus step motor
G 65 : Operasi disket (menyimpan atau memanggil program)
G 73 : Siklus pengeboran dengan pemutusan tatal
G 78 : Siklus pembuatan ulir
G 81 : Siklus pengeboran langsung
G 82 : Siklus pengeboran dengan berhenti sesaat
G 83 : Siklus pengeboran dengan penarikan tatal
G 84 : Siklus pembubutan memanjang
G 85 : Siklus pereameran
G 86 : Siklus pembuatan alur
G 88 : Siklus pembubutan melintang
G 89 : Siklus pereameran dengan waktu diam sesaat
G 90 : Program absolut
G 91 : Program Incremental
G 92 : Penetapan posisi pahat secara absolut
G 98 : Feed per Menit
G 99 : Feed per revolution.
b. Kode M
M00 : Berhenti terprogram
M03 : Sumbu utama searah jarum jam
M 02 : Untuk menutup program
M 04 : untuk putaran spindle berlawanan arah jarum jam diikuti dengan
kode S untuk kecepatan putaran dalam mm/min atau inchi/min
M05 : Sumbu utama berhenti
M06 : Penghitungan panjang pahat, penggantian pahat
M08 : Untuk menghidupkan cairan pendingin (coolant)
M09 : Untuk menghentikan cairan pendinggin (coolant)
23
M 10 : Untuk membuka chuck
M 11 : Untuk Mengunci Chuck
M 13 : kombinasi antara kode M 03 dan M 08
M 14 : kombinasi antara kode M 04 dan M 08
M l7 : Perintah melompat kembali
M 22 : Titik tolak pengatur
M 23 : Titik tolak pengatur
M 26 : Titik tolak pengatur
M 30 : Untuk menutup program
M 38 : untuk membuka pintu pelindung
M 39 : Untuk menutup pintu pelindung
M 99 : Parameter lingkaran
M 98 :Kompensasi kelonggaran/ kocak Otomatis.
c. Kode Tanda Alaram
A 00 : Kesalahan perintah pada fungsi G atau M
A 01 : Kesalahan perintah pada fungsi G02 dan G03
A 02 : Kesalahan pada nilai X
A 03 : Kesalahan pada nbilai F
A 04 : Kesalahan pada nilai Z
A 05 : Kurang perintah M30
A 06 : Putaran spindle terlalu cepat
A 09 : Program tidak ditemukan pada disket
A 10 : Disket diprotek
A 11 : Salah memuat disket
A 12 : Salah pengecekan
A 13 : Salah satuan mm atau inch dalam pemuatan
A 14 : Salah satuan
A 15 : Nilai H salah
A 17 : Salah sub program.
BAB III
PROSEDUR KERJA TURNING
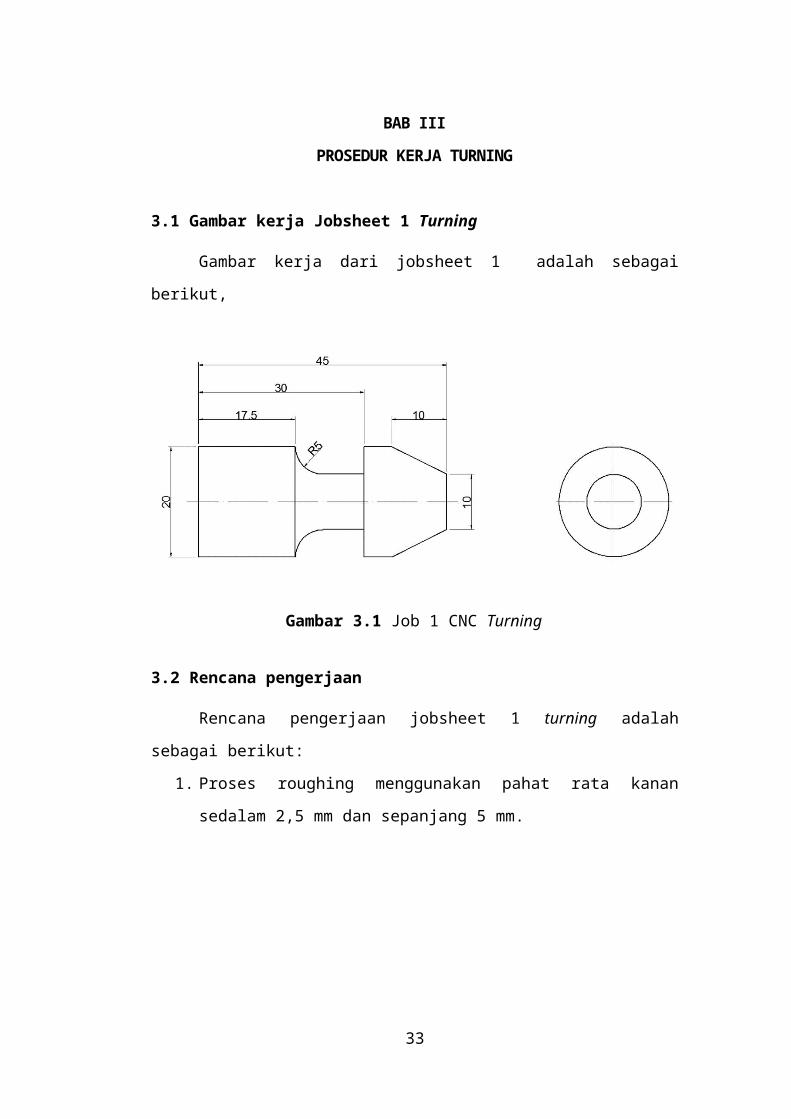
3.1 Gambar kerja Jobsheet 1 Turning
Gambar kerja dari jobsheet 1 adalah sebagai berikut,
Gambar 3.1 Job 1 CNC Turning
3.2 Rencana pengerjaan
Rencana pengerjaan jobsheet 1 turning adalah sebagai berikut:
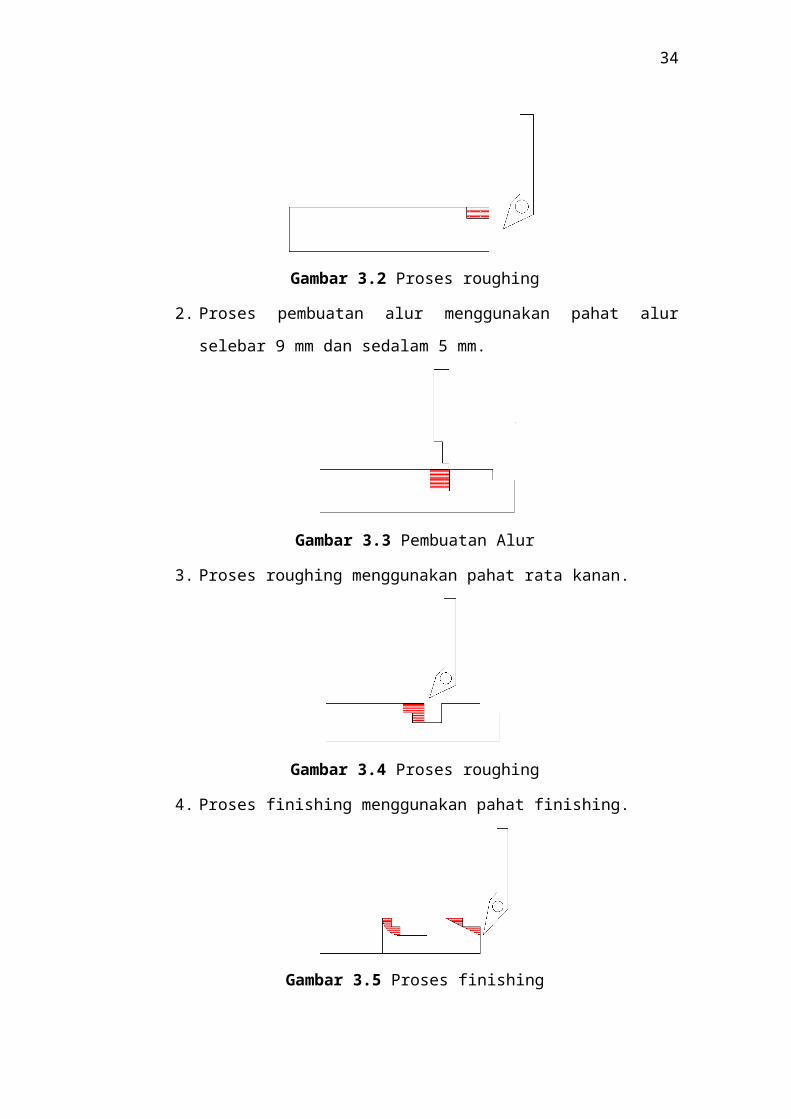
1. Proses roughing menggunakan pahat rata kanan sedalam 2,5 mm dan
sepanjang 5 mm.
Gambar 3.2 Proses roughing
2. Proses pembuatan alur menggunakan pahat alur selebar 9 mm dan sedalam
5 mm.
24
25
Gambar 3.3 Pembuatan Alur
3. Proses roughing menggunakan pahat rata kanan.
Gambar 3.4 Proses roughing
4. Proses finishing menggunakan pahat finishing.
Gambar 3.5 Proses finishing
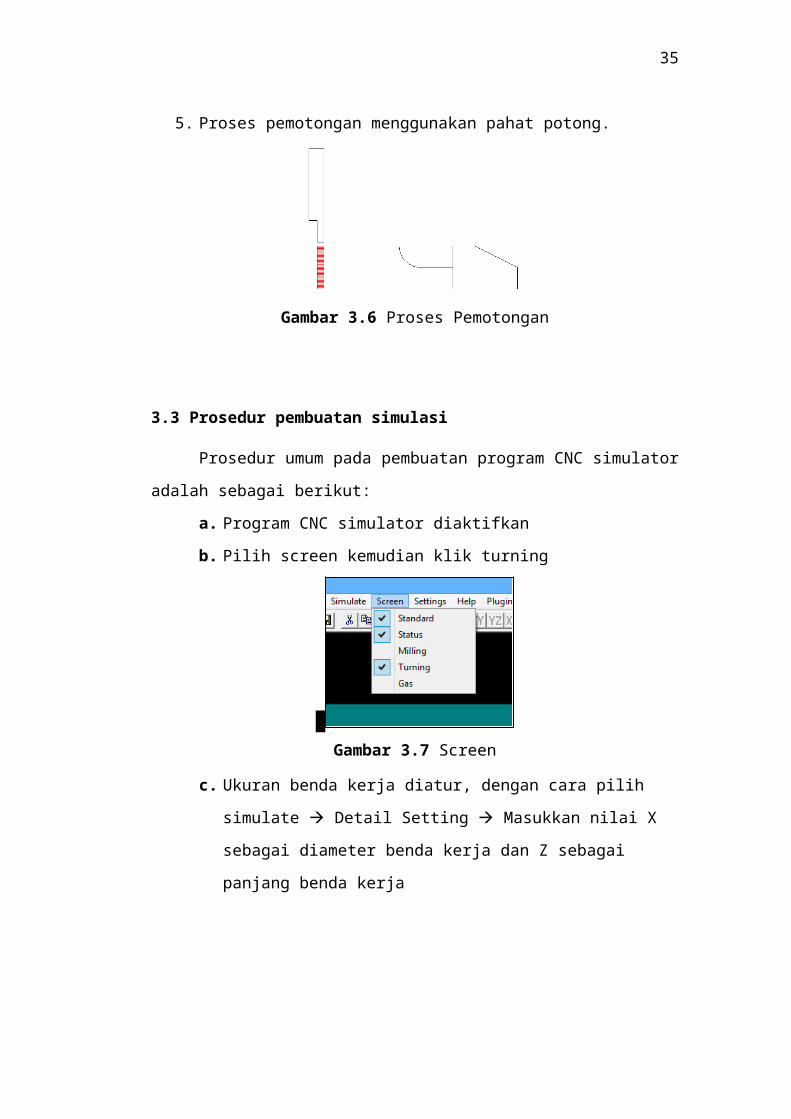
5. Proses pemotongan menggunakan pahat potong.
Gambar 3.6 Proses Pemotongan
26
3.3 Prosedur pembuatan simulasi
Prosedur umum pada pembuatan program CNC simulator adalah sebagai
berikut:
a. Program CNC simulator diaktifkan
b. Pilih screen kemudian klik turning
Gambar 3.7 Screen
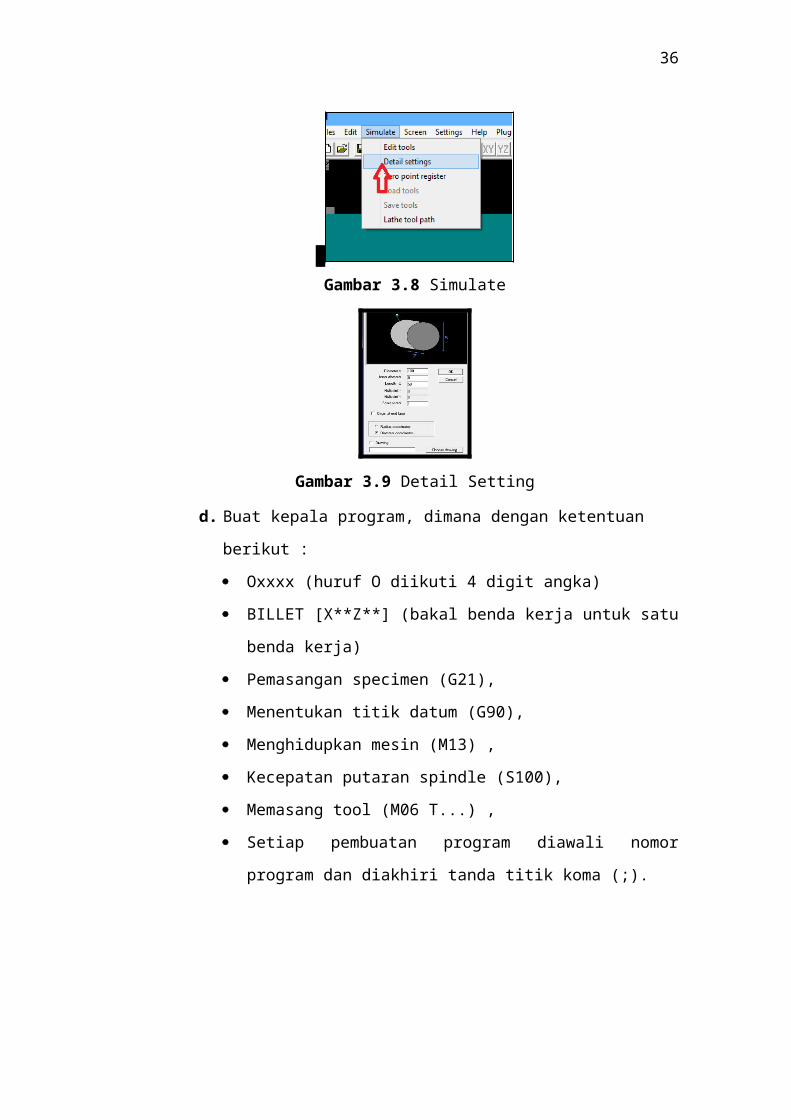
c. Ukuran benda kerja diatur, dengan cara pilih simulate Detail Setting
Masukkan nilai X sebagai diameter benda kerja dan Z sebagai
panjang benda kerja
Gambar 3.8 Simulate
Gambar 3.9 Detail Setting
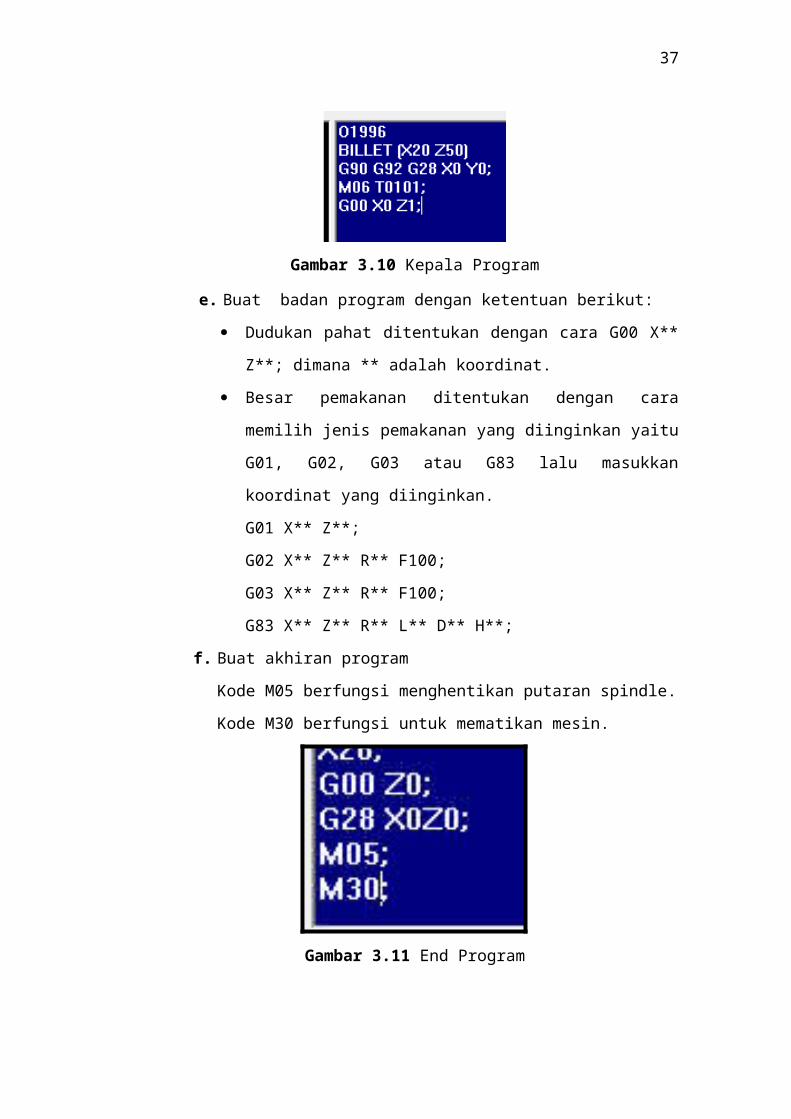
d. Buat kepala program, dimana dengan ketentuan berikut :
Oxxxx (huruf O diikuti 4 digit angka)
BILLET [X**Z**] (bakal benda kerja untuk satu benda kerja)
27
Pemasangan specimen (G21),
Menentukan titik datum (G90),
Menghidupkan mesin (M13) ,
Kecepatan putaran spindle (S100),
Memasang tool (M06 T...) ,
Setiap pembuatan program diawali nomor program dan diakhiri
tanda titik koma (;).
Gambar 3.10 Kepala Program
e. Buat badan program dengan ketentuan berikut:
Dudukan pahat ditentukan dengan cara G00 X** Z**; dimana **
adalah koordinat.
Besar pemakanan ditentukan dengan cara memilih jenis pemakanan
yang diinginkan yaitu G01, G02, G03 atau G83 lalu masukkan
koordinat yang diinginkan.
G01 X** Z**;
G02 X** Z** R** F100;
G03 X** Z** R** F100;
G83 X** Z** R** L** D** H**;
f. Buat akhiran program
Kode M05 berfungsi menghentikan putaran spindle.
Kode M30 berfungsi untuk mematikan mesin.
28
Gambar 3.11 End Program
29
3.4 Prosedur Pembuatan dan Hasil
Kepala Program
N01 O1003N02 G90 G21 G92;N03 M03 S1000 F35;N04 M06 T0101;
Roughing
Gambar 3.12 Roughing
N05 G00 X22 Z52;
N06 G01 Z0;
N07 G00 X24 Z54;
N08 G00 X20;
N09 G01 Z0;
N10 G00 X24 Z58;
N11 G00 X20 Z58;
Alur
Gambar 3.13 Alur
N12 M05 M06 T0909;
N13 M03
N14 G00 X24 Z32:
N15 G01 X10;
N16 G01 X22;
N17 G01 Z31;
N18 G01 X10;
N19 G01 X22;
N20 G01 Z29;
N21 G01 X10;
N22 G01 X22;
N23 G01 Z27.5;
N24 G01 X10;
N25 G01 X22;
N26 G00 X24 Z58:
Roughing
Gambar 3.14 Roughing
N27 M05 M06 T2828;
N28 M03
N29 G00 X22 Z27.5;
N30 G00 X18;
N31 G01 Z23.3;
N32 G01 Z27.5;
N33 G01 X16;
N34 G01 Z23.9;
N35 G01 Z27.5;
N36 G01 X14;
N37 G01 Z24.5;
N38 G01 Z27.5;
N39 G01 X12;
30
N40 G01 Z26;
N41 G01 Z27.5
N42 G01 X10;
N43 G00 X25
N44 Y0
N45 G01 X17
N46 Y7
N47 Y0
N48 X16
N49 Y3
N50 Y0
N51 X20 Y11
N52 Y16
N53 X10;
N54 G02 X20 Z22.5 R5;
N55 G00 X22;
N56 G00 Z54;
FINISHING
Gambar 3.15 Fishing
N57 M05 M06 T2828;N58 M03N59 G00 X22 Z27.5;N60 G00 X18;N61 G01 Z23.3;N62 G01 Z27.5;N63 G01 X16;N64 G01 Z23.9;N65 G01 Z27.5;N66 G01 X14;
N67 G01 Z24.5;N68 G01 Z27.5;N69 G01 X12;N70 G01 Z26;N71 G01 Z27.5N72 G01 X10;N73 G02 X20 Z22.5 R5;N74 G00 X22;N75 G00 Z54;
Cutting
Gambar 3.16 Cutting
N76 M05 M06 T0909;N77 M03;N78 G00 X24 Z58;N79 G00 Z2;N80 G01 X0;
End Program
N81 M05
N82 G28 X0 Z0
N83 M30
31
BAB IV
PROSEDUR KERJA MILLING
4.1 Gambar kerja Jobsheet 1 Milling
Gambar kerja dari jobsheet 1 Milling adalah sebagai berikut:
Gambar 4.1 Jobsheet 1 Milling
4.2 Rencana Pengerjaan
Rencana pengerjaan jobsheet1 pengerjaan CNC milling adalah sebagai
berikut:
1. Lakukan rouging meratakan permukaan sedalam 1 mm dengan pahat
diameter 40mm.
Gambar 4.2 Roughing
2. Lakukan pembentukan benda kerja sesuai program yang di jalankan
sedalam 5 mm, dan dilakukan sebanyak 3 kali dengan pemakanan 2 mm, 2
mm dan 1 mm.
32
Gambar 4.3 Pembentukan
3. Lakukan pengedrilan dengan diameter pahat sebesar 8 mm hingga tembus.
Gambar 4.4 Drilling
4. Lakukan pengeboran hingga sedalam 3 mm.
Gambar 4.5 Borring
4.3 Prosedur Pembuatan Simulasi
Rencana pengerjaan jobsheet 1 CNC Milling adalah sebagai berikut:
a. Program CNC simulator diaktifkan
b. Pilih screen kemudian klik Milling
33
Gambar 4.6 Screen
c. Kemudian tentukan ukuran benda kerja yang kita inginkan yaitu dengan
cara :
Pilih Simulate Detail Setting Masukkan nilai X sebagai lebar
benda kerja Y sebagai panjang dan Z sebagai tinggi benda kerja.
Gambar 4.7 Simulate
Gambar 4.8 Detail Setting
d. Buat kepala program, dimana dengan ketentuan berikut :
Oxxxx (huruf O diikuti 4 digit angka)
34
BILLET [X**Z**] (bakal benda kerja untuk satu benda kerja)
Pemasangan specimen (G21),
Menentukan titik datum (G90),
Menghidupkan mesin (M13) ,
Kecepatan putaran spindle (S100),
Memasang tool (M06 T...) ,
Setiap pembuatan program diawali nomor program dan diakhiri
tanda titik koma (;).
Gambar 4.9 Kepala Program
e. Buat badan program dengan ketentuan berikut:
a. Tentukan dudukan pahat dengan cara G00 X** Y** Z**; dimana
** adalah koordinat.
b. Tentukan besar pemakanan yang diinginkan dengan cara memilih
jenis pemakanan yang diinginkan yaitu G01, G02, dan G03 lalu
masukkan koordinat yang diinginkan.
c. G01 X** Y** Z**;
d. G02 X** Y** Z** R** F100;
e. G03 X** Y** Z** R** F100;
f. Buat akhiran program
Kode M05 berfungsi menghentikan putaran spindle.
Kode M30 berfungsi untuk mematikan mesin.
35
Gambar 4.10 End Program
4.4 Prosedur Pembuatan Simulasi
Prosedur pembuatan simulasi
pada jobsheet Milling adalah sebagai
berikut:
Kepala Program
N00 O1996N01 BILLET (X70 Y80 Z13)N02 G90 G21 G28 X0 Y0;N03 M06 T0101;N04 M03 S1200;
FACING
Gambar 4.11 Facing
N06 G00 X-22 Y0 Z1;N07 Z-1;N08 G01 X70;N09 Y38;N10 X0;N11 Y70;N12 X70;N13 Y80;N14 X0;
ROUGHING
Gambar 4.12 Roughing
N15 G28 X0 Y0 Z0;N16 M05;N17 M06 T0202;N18 M03 S1200;N19 G00 X-22 Y0 Z1;N20 Z-3;N21 G01 Y5;N22 X50 F50;N23 G03 X70 Y25 R20;N24 G01 Y0;N25 Y57;N26 G03 X52 Y75 R18;N27 G01 X70;N28 X0;N29 Y5;N30 X15N31 G03 X0 Y20 R15;N32 G01 X0 Y25;N33 G00 X-22; N34 Z-5 ;N35 G01 Y5;N36 X50 F50;N37 G03 X70 Y25 R20;N38 G01 Y0;N39 Y57;N40 G03 X52 Y75 R18;N41 G01 X70;N42 X0;N43 Y5;N44 X15N45 G03 X0 Y20 R15;N46 G01 X0 Y25;N47 G00 X-22;N48 Z-6;N49 G01 Y5;N50 X50 F50;N51 G03 X70 Y25 R20;N52 G01 Y0;N53 Y57;
37
N54 G03 X52 Y75 R18;N55 G01 X70;N56 X0;N57 Y5;N58 X15N59 G03 X0 Y20 R15;N60 G01 X0 Y25;N61 G00 X-22;
Drilling
Gambar 4.13 Drilling
N62 G28 X0 YO;N63 M05;N64 M06 T0303;N65 M03 S1200;N66 G00 X35 Y40 Z1;N67 G01 Z-12;N68 G00 Z1;
Borring
Gambar 4.14 Borring
N69 G28 X0 YO;N70 M05;N71 M06 T0404 ;N72 M03 S1200;N73 G00 X35 Y40 Z1;N74 G01 Z-3;N75 G00 Z1;
End Program
N76 M05;N77 G28 X0 Y0 Z0;N78 M30;
BAB V
KESIMPULAN DAN SARAN
5.1 Kesimpulan
Dari praktikum yang dilakukan di laboraturium CNC UNIVERSITAS
RIAU dapat di ambil kesimpulan sebagai berikut:
1. Mahasiswa dapat menggunakan mesin CNC miling dan turning dengan
cara menggunakann CNC simulator.
2. Prinsip kerja dari mesin CNC miling dan turning sama dengan mesin
miling dan turning konvensional tetapi berbeda dengan cara
penggunaannya saja, jika mesin konvensional menggunakan tenaga
manusia jika mesin CNC menggunakan program dalam membentuk benda
kerja yang di inginkan.
3. Dalam membuat program CNC miling dan turning di butuhkan
pemahaman dalam titik koordinat, agar benda yang di bentuk menjadi
presisi dan sesuai hal yang di inginkan.
5.2 Saran
Saran yang dapat diberikan pada praktikum CNC miling dan CNC turning
adalah sebagai berikut:
1. Seharusnya praktikum dilakukan lebih optimal dengan cara program
yang lebih mudah agar lebih mudah di pahami.
2. Seharusnya mesin CNC di perbaiki atau dilakukan penggantian dengan
yang baru agar praktikum tidak terkendala.
DAFTAR PUSTAKA
An Introduction to CNC, Light Machines corporation, Manchester. 1992
Boothroyd, G., And Knight, W. Fundamenrtals, Dekker 1989
Cahyono. 2011. Pemesinan. www.machineismylife.blogspot.co.id. (diakses 5
April 2016)
Kibbe R.R., et.al., Machine Toll Practice. Prentice, 2002
Sulistiono., “Dasar-dasar Pemesinan”. [http://www.ftm-uny.sulistiono.
blog.com/2013/12/dasar-dasar-pemesinan.html. (diakses 5 April 2016)
Yusuf. 2015. Peralatan Mesin Bubut. [www.machinemadicine.blogspot.co.id.]
(diakses 5 Aprill 2016)