Embed Size (px)
Citation preview

UNIVERSIDAD VERACRUZANA
FACULTAD DE INGENIERÍA MECÁNICA ELÉCTRICA
CD. MENDOZA, VER.
PARA ACREDITAR LA EXPERIENCIA RECEPCIONAL
DE LA CARRERA:
INGENIERO MECÁNICO ELÉCTRICISTA
TITULO DEL TEMA:
AUTOMATIZACIÓN NEUMÁTICA INDUSTRIAL PRÁCTICA CON
EQUIPO FESTO
MODALIDAD:
MONOGRAFÍA
NOMBRE DE LOS ALUMNOS:
ÁNGEL SÁNCHEZ GONZÁLEZ
HERIBERTO DELGADO GÓMEZ
JOSÉ MIGUEL LÓPEZ BENÍTEZ

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
AGRADECIMIENTO: ÁNGEL SÁNCHEZ GONZÁLEZ.
A DIOS.
Por darme la fuerza y el coraje durante y al termino de esta etapa de mi vida. Por
permitirme concluirla rodeado de toda mi familia y permitirme vivir junto a ellos
este maravilloso momento gracias DIOS.
A MIS PADRES.
Ya que gracias a ellos todo esto es posible. Mi madre que con su infinito amor y
comprensión me ah apoyado en cada momento, con su sacrifio y bondad me ah
demostrado que todo puede ser alcanzado, gracias por amarme, estar conmigo
durante todo este camino y aconsejarme en los momentos difíciles, no dejarme
caer y siempre darme fortaleza. Mi padre que me ah demostrado que con
perseverancia y dedicación se pueden lograr grandes cosas a pesar de todos los
obstáculos que se presenten, gracias a su ejemplo me motiva a seguir
superándome y tener el éxito que él tiene. Gracias a ambos porque por ustedes
soy un hombre de bien con ganas seguir logrando metas y superándome los amo
gracias por apoyarme en todo momento.
A MIS HERMANOS.
Por apoyarme y darme consejos en los momentos difíciles porque con sus logros
me motivaron aun mas a alcanzar esta meta gracias por apoyarme en todo
momento e impulsarme a seguir adelante.
A MI NOVIA.
Por su amor y comprensión incondicional en esta etapa final, por darme consejos
en los momentos difíciles y no dejarme caer, porque con su cariño y paciencia me
motivo aun mas a alcanzar esta meta. Por mantenerme centrado y apoyarme sin
miramientos por contribuir a hacerme una mejor persona.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Agradecimiento: HERIBERTO DELGADO GOMEZ
A DIOS: gracias por permitirme llegar a esta etapa y permitir estar con vida por
darme una familia hermosa que a pesar de las adversidades hemos salido
adelante unidos como familia gracias dios por todo lo maravilloso que me has
dado.
A mi abuela: Esperanza Rodríguez Castillo gracias a tu lucha y esfuerzo se ha
logrado este objetivo tú eres la pieza importante en mi vida eres como una madre
para mí. Gracias por todo tu cariño y amor
A mi padre: gracias por todo tu apoyo de todo corazón te agradezco sé que no te
fue fácil finalmente se cumplió el objetivo que nos propusimos tú y yo.
Gracias por todos los consejos que me has dado y por el buen ejemplo que me
has dado a seguir como padre.
A mi madre: gracias por todo tu cariño y amor que me diste, tal vez fue poco
tiempo que convivimos pero fue hermoso, le doy gracias a dios el haberme dado
una madre como tú aun que ya no estás conmigo te llevo en mi corazón dios te
tenga en su santa gloria mama ahora puedo decirte que tu esfuerzo valió la pena.
A mis hermanos: gracias por todo su apoyo, gracias por confiar en mí, me siento
orgulloso el tener unos hermanos como ustedes gracias por permanecer unidos a
pesar de todas las adversidades. El camino no fue fácil pero les puedo decir que
unidos como familia podemos llegar muy lejos Dios los bendiga y proteja.
A mi novia: gracias por estar conmigo en los buenos y en los malos momentos,
gracias por confiar en mi gracias por todo tu amor, cariño y comprensión gracias
por formar parte de mi vida.
A mi amigo: Jesús arenas Pérez gracias por tu amistad y apoyo para que no me
desanimara te lo agradezco de todo corazón eres como mi hermano aun que la
vida nos lleve por diferentes caminos siempre te recordare como un gran amigo.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
AGRADECIMIENTO; JOSÉ MIGUEL LÓPEZ BENITEZ.
Agradezco principalmente a dios puesto que el me brinda sabiduría, amor,
paciencia, y valores que me fortalecen como persona.
De igual manera agradezco a mis padres, hermano y novia, puesto que me
brindaron apoyo y fortaleza, en el desarrollo y transcurso de mis estudios,
ayudándome a concluirlos satisfactoriamente.
También agradezco a los ingenieros involucrados en este proyecto de titulación,
por brindarme su apoyo durante la realización de este trabajo.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
ÍNDICE
INTRODUCCIÓN. .................................................................................................................................. 1
CAPITULO I .......................................................................................................................................... 3
INTRODUCCIÓN A LA AUTOMATIZACIÓN NEUMÁTICA. ..................................................................... 3
1.1 HISTORIA DE LA AUTOMATIZACION NEUMÁTICA ..................................................................... 3
1.2 AUTOMATIZACIÓN. ................................................................................................................... 4
1. 3 CONCEPTOS BASICOS DE LA NEUMATICA ................................................................................ 5
1.3.1 Neumática. ......................................................................................................................... 5
1.3.2 Automatización neumática. ............................................................................................... 5
1.3.3 Neumática industrial .......................................................................................................... 5
1.3.4 aplicación de la neumática. ................................................................................................ 6
1.4 VENTAJAS Y DESVENTAJAS DE LA NEUMÁTICA. ....................................................................... 7
1.5 MAGNITUDES FÍSICAS Y UNIDADES DE MEDIDA. ...................................................................... 8
1.6 LEY DE NEWTON. ..................................................................................................................... 11
1.7. LEY DE BOYLE MARIOTTE. ...................................................................................................... 13
1.8 PRIMERA LEY DE GAY – LUSSAC. ............................................................................................. 14
1.8.1 Segunda Ley de Gay – Lussac. .......................................................................................... 15
1.9 LEY GENERAL DE LOS GASES. .................................................................................................. 15
1.10 GENERACIÓN Y ALIMENTACIÓN DEL AIRE COMPRIMIDO ..................................................... 16
1.10.1 Propiedades del aire. ...................................................................................................... 16
1.10.2 Preparación del aire comprimido. .................................................................................. 16
1.11 GENERACIÓN Y DISTRIBUCIÓN DEL AIRE COMPRIMIDO. ...................................................... 18
1.11.1 Compresor de Embolo. ................................................................................................... 18
1.11.2 Compresor de Doble embolo. ........................................................................................ 19
1.11.3 Compresor de Membrana. ............................................................................................. 20
1.11.4 Compresor Radial. .......................................................................................................... 20
1.11.5 Compresor axial.............................................................................................................. 21
1.11.6 Compresor Rotativo Multicelular. .................................................................................. 21
1.11.7 Compresor de Hélices Bicelular...................................................................................... 22
1.11.8 Compresor de Roots. ...................................................................................................... 22

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
1.11.9 Grafica de Eficiencia de los Diferentes Tipos de Compresores ...................................... 23
1.11.10 Acumulador. ................................................................................................................. 24
1.11.11 Secador. ........................................................................................................................ 24
1.11.12 Secadores por Enfriamiento. ........................................................................................ 25
1.11.13 Secador por absorción. ................................................................................................ 26
1.11.14 Secadores por Adsorción.............................................................................................. 26
1.11.15 La Red de Aire Comprimido.......................................................................................... 28
1.11.16 Tipos de Redes Neumáticas. ........................................................................................ 28
1.11.17 Elementos Indispensables para la Distribución. .......................................................... 30
CAPÍTULO II. ...................................................................................................................................... 35
EQUIPOS E INSTRUMENTOS UTILIZADOS EN LA NEUMÁTICA. ......................................................... 35
2.1 ELEMENTOS DE TRABAJO NEUMÁTICOS. SIMBOLOGÍA, FUNCIONAMIENTO Y APLICACIONES.
....................................................................................................................................................... 35
2.2 ACTUADORES NEUMÁTICOS LINEALES. CILINDROS NEUMÁTICOS. ........................................ 36
2.2.1 Cilindro de simple efecto ................................................................................................. 37
2.2.2 Cilindro de doble efecto ................................................................................................... 39
2.2.3 Cilindros sin vástago ......................................................................................................... 42
2.2.4 Cilindro tándem ................................................................................................................ 43
2.2.5 Cilindro de doble vástago ................................................................................................. 44
2.3 ACTUADORES GIRATORIOS ..................................................................................................... 45
2.3.1 Actuador de giro de paleta ............................................................................................... 46
2.3.2 Actuador de giro cremallera - piñón ................................................................................ 47
2.3.3 Motores de paletas. ......................................................................................................... 48
2.4 ELEMENTOS DE MANDO O DE CONTROL. SIMBOLOGÍA, FUNCIONAMIENTO Y APLICACIONES.
....................................................................................................................................................... 49
2.4.1 Válvulas de vías o distribuidoras ...................................................................................... 49
2.4.1.1 Válvulas de 2/2 vías ....................................................................................................... 51
2.4.1.2 Válvula de tres vías ........................................................................................................ 51
2.4.1.3 Válvula de cuatro vías ................................................................................................... 52
2.4.1.4 Válvula de cinco vías ..................................................................................................... 52
2.4.2 Nomenclatura de válvulas de vías .................................................................................... 53

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
2.4.3 Accionamiento de las válvulas ......................................................................................... 56
2.4.3.1 Accionamiento por fuerza muscular ............................................................................. 57
2.4.3.2 Accionamiento mecánico .............................................................................................. 58
2.4.3.3 Accionamiento neumático o por aire comprimido ....................................................... 58
2.4.3.4 Accionamiento eléctrico................................................................................................ 59
2.4.3.5 Accionamiento combinado ........................................................................................... 60
2.4.4 Activación directa de cilindros ......................................................................................... 61
2.4.4.1 Accionamiento de un cilindro de simple efecto ............................................................ 61
2.4.4.2 Accionamiento de un cilindro de doble efecto ............................................................. 62
2.4.5 Características constructivas de las válvulas distribuidoras ............................................ 63
2.4.6 Válvulas de asiento ........................................................................................................... 63
2.4.6.1 Válvula de 3/2 vías con asiento de bola ...................................................................... 634
2.4.6.2 Válvula de 3/2 vías; cerrada en reposo con asiento plano ......................................... 635
2.4.6.3 Válvula de 3/2 vías; abierta en reposo con asiento plano .......................................... 636
2.4.6.4 Válvula de 4/2 vías; con asiento plano ........................................................................ 637
2.4.6.5 Válvula de impulsos 5/2 vías; asiento de plato suspendido ....................................... 638
2.4.6.6 Servopilotaje ............................................................................................................... 639
2.4.6.7 Válvula distribuidora 3/2, sevopilotada de accionamiento por palanca con rodillo .... 70
2.4.7 Válvula de corredera ........................................................................................................ 71
2.4.7.1 Válvula de 5/2 vías biestable de memoria o impulsos .................................................. 72
2.4.7.2 Válvula de 5/3 vías (centro cerrado) ............................................................................. 73
2.5 ESTRUCTURA BÁSICA DE UN SISTEMA NEUMÁTICO ............................................................... 74
2.6 INTRODUCCIÓN A LOS SISTEMAS NEUMÁTICOS CON LÓGICA COMBINATORIA. FUNCIONES
LÓGICAS. ........................................................................................................................................ 75
2.6.1 Función identidad: “SI” o igualdad lógica. ....................................................................... 76
2.6.2 Función negación: “NO” (Inversión o complemento). ..................................................... 77
2.6.3 Función conjunción: “Y” / “AND” ..................................................................................... 78
2.6.4 Función disyunción: “O” / “OR” ....................................................................................... 80
2.6.5 Función OR - Exclusiva (XOR) ........................................................................................... 82
2.7 VÁLVULAS DE CIERRE, DE CAUDAL Y DE PRESIÓN. SIMBOLOGÍA, FUNCIONAMIENTO Y
APLICACIONES. .............................................................................................................................. 83

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
2.7.1 Válvulas de cierre ............................................................................................................. 84
2.7.1.1 Válvulas de antirretorno ............................................................................................... 84
2.7.1.2 Válvulas de llave ............................................................................................................ 85
2.7.2 Válvulas de caudal ............................................................................................................ 86
2.7.2.1 Válvula estranguladora ................................................................................................. 86
2.7.2.2 Elementos de mando. Válvula reguladora de caudal (unidireccional) ......................... 87
2.7.2.3 Válvula de escape rápido .............................................................................................. 88
2.7.2.4 Válvulas combinadas ..................................................................................................... 90
2.7.2.4.1 Válvula temporizadora ............................................................................................... 90
2.7.3 Válvula de presión ............................................................................................................ 91
2.7.3.1 Válvulas reguladoras de presión ................................................................................... 92
2.7.3.2 Válvula limitadora de presión ....................................................................................... 92
2.7.3.3 Válvula de secuencia ..................................................................................................... 92
2.8 INTRODUCCIÓN A LOS SISTEMAS NEUMÁTICOS CON LÓGICA SECUENCIAL. ......................... 95
2.9 NORMA DE LA NEUMÁTICA: NORMA DIN ISO 1219. .............................................................. 96
CAPITULO III ...................................................................................................................................... 99
PROBLEMAS DE APLICACIÓN REALES DE AUTOMATIZACIÓN NEUMÁTICA. ..................................... 99
CONCLUSIONES ............................................................................................................................... 108
BIBLIOGRAFÍA .................................................................................................................................. 110

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
INDICE DE IMÁGENES Y FIGURAS
CAPITULO I ............................................................................................................ 3
Tabla 1.1 Unidades fundamentales. ........................................................................ 8
Tabla 1.2 Unidades derivadas ................................................................................. 9
Figura 1.2 Comportamiento de presión ................................................................. 10
Figura 1.3 F= P*A .................................................................................................. 11
Figura 1.4 P= F/A .................................................................................................. 12
Figura 1.5 A un área mayor menor presión y a un área menor mayor presión. .... 13
Figura 1.6 Representación de flujo de aire. ........................................................... 13
Figura 1.7 Comportamiento de la presión respecto al volumen en el cual se ejerce.
.............................................................................................................................. 14
Figura 1.8 Comportamiento de la temperatura respecto al volumen. .................... 14
Figura 1.9 Volumen constante. .............................................................................. 15
Figura 1.10 Diagrama de compresores. ................................................................ 18
Figura 1.11 Compresor de embolo. ....................................................................... 19
Figura 1.12 Compresor de doble embolo. ............................................................. 19
Figura 1.13 Compresor de membrana. ................................................................. 20
Figura 1.14 Compresor radial. ............................................................................... 20
Figura 1.15 Compresor axial. ................................................................................ 21
Figura 1.16 Compresor rotativo multicelular. ......................................................... 21
Figura 1.17 Compresor de hélices bicelular. ......................................................... 22
Figura 1.18 Compresor de roots. ........................................................................... 22
Figura 1.19 Tabla de compresores. ....................................................................... 23
Figura 1.20 Símbolo del acumulador. .................................................................... 24
Figura 1.21 Símbolo del secador. .......................................................................... 25
Figura 1.22 Secador por enfriamiento. .................................................................. 25

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Figura 1.23 Secador por absorción. ...................................................................... 26
Figura 1.24 Secador por adsorción. ...................................................................... 27
Figura 1.25 Distribución del aire ............................................................................ 27
Figura 1.26 Desnivel en la red............................................................................... 28
Figura 1.27 Red lineal ........................................................................................... 29
Figura 1.28 Red anular .......................................................................................... 29
Figura 1.29 Red múltiple o de rejilla. ..................................................................... 30
Figura 1.30 Unidad de mantenimiento. ................................................................. 30
Figura 1.31 Filtro de aire ....................................................................................... 31
Figura 1.32 Purga manual y automática. ............................................................... 32
Figura 1.33 Regulador de presión. ........................................................................ 32
Figura 1.34 Lubricador. ......................................................................................... 33
Figura 1.35 Lubricador de cámara de goteo y válvula de escape ......................... 33
Figura 1.36 Unidad de mantenimiento. ................................................................. 34
Figura 1.37 Unidad de mantenimiento con y sin lubricador. .................................. 34
CAPITULO II ......................................................................................................... 35
Figura 2.1 Actuadores linéales. ............................................................................. 35
Figura 2.2 Actuadores giratorios ........................................................................... 35
Tabla 2.1 Nomenclatura normalizada de los tipos de actuadores. ........................ 37
Figura 2.3 Cilindro de simple efecto y símbolo ...................................................... 38
Figura 2.4 En estado de reposo ............................................................................ 38
Figura 2.5 En estado activado ............................................................................... 38
Figura 2.6 Partes internas de un cilindro de simple efecto. ................................... 39
Figura 2.7 Cilindro de doble efecto y símbolo. ...................................................... 40
Figura 2.8 En estado de reposo. ........................................................................... 40
Figura 2.9 En estado activo. .................................................................................. 40
Figura 2.10 Partes internas de un cilindro de doble efecto. .................................. 41
Figura 2.11 Cilindro de doble efecto sin amortiguamiento .................................... 41
Figura 2.12 Cilindro de doble efecto con amortiguamiento. .................................. 42
Figura 2.13 Cilindro sin vástago y símbolo norma DIN 1219 ............................... 42

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Figura 2.14 Cilindro tándem y símbolo norma DIN 1219. ...................................... 44
Figura 2.15 Cilindro de doble vástago y símbolo Norma DIN 1219. ...................... 45
Figura 2.16 Actuador giratorio de paleta y símbolo norma DIN 1219. ................... 46
Figura 2.17 Actuador giratorio (cremallera y piñón) y símbolo norma DIN 1219. .. 47
Figura 2.18 Corte seccionado. .............................................................................. 47
Figura 2.19 Rotor de un motor de paleta ............................................................... 49
Figura 2.20 Esquema de una válvula de dos vías dos posicione. ......................... 51
Figura 2.21 Esquema de una válvula de tres vías dos posiciones ........................ 52
Figura 2.22 Esquema de una válvula de cuatro vías dos posiciones. ................... 52
Figura 2.23 Esquema de una válvula de 5 vías, 2 posiciones ............................... 53
Figura 2.24 Rectángula que representa la válvula. ............................................... 53
Figura 2.25 Posiciones de válvula de vías. ........................................................... 54
Figura 2.26 Tipos de vías de una válvula .............................................................. 54
Figura 2.27 Entrada y escape de aire. .................................................................. 54
Figura 2.28 Posición de reposo de una válvula de vías. ....................................... 55
Figura 2.29 Conexiones de la válvula de vías. ...................................................... 55
Tabla 2.2 Nomenclatura de conexiones. ............................................................... 56
Figura 2.30 Ejemplo de la fórmula. ........................................................................ 56
Figura 2.31 Tipos de accionamiento por fuerza muscular. .................................... 57
Figura 2.32 Tipos de accionamientos mecánicos. ................................................. 58
Figura 2.33 Tipos de accionamiento neumáticos .................................................. 59
Figura 2.34 Tipos de accionamiento eléctrico. ...................................................... 60
Figura 2.35 Accionamiento combinado. ................................................................ 60
Figura 2.36 Ejemplos de la formula completa. ...................................................... 60
Figura 2.37 Activación de un cilindro de simple efecto. ......................................... 61
Figura 2.38 Activación de un cilindro de simple efecto .......................................... 62
Figura 2.39 Válvula de 3/2 vías con asiento de bola. ............................................ 64
Figura 2.40 Válvula de 3/2 vías cerrada en reposo con asiento plano. ................. 65
Figura 2.41 Válvula de 3/2 vías abierta en reposo con asiento plano. .................. 66
Figura 2.42 Válvula de 4/2 vías. ............................................................................ 67

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Figura 2.43 Válvula de impulsos de 5/2 vías, asiento de plato suspendido. ......... 69
Figura 2.44 Funcionamiento del servopilotaje. ...................................................... 70
Figura 2.45 Válvula de 3/2 vías con servopilotaje. ................................................ 71
Figura 2.46 Válvula de impulsos biestable de 5/2 vías. ......................................... 73
Figura 2.47 Válvula biestable de 3/5 vías. ............................................................. 74
Figura 2.48 Estructura básica de un sistema neumático. ...................................... 75
Tabla 2.3 Función de identidad: "SI" o igualdad lógica. ........................................ 76
Figura 2.49 Estado inactivo ................................................................................... 77
Figura 2.50 Estado activo ...................................................................................... 77
Tabla 2.4 Función negación .................................................................................. 77
Figura 2.51 Estado inactivo ................................................................................... 78
Figura 2.52 Estado activo ...................................................................................... 78
Tabla 2.5 Función AND. ........................................................................................ 79
Figura 2.53 Estado inactivo ................................................................................... 79
Figura 2.55 Estado inactivo ................................................................................... 80
Figura 2.56 Estado activo ...................................................................................... 80
Tabla 2.6 Función OR. .......................................................................................... 81
Figura 2.57 Pistón inactivo .................................................................................... 81
Figura 2.58 Pistón activo ....................................................................................... 81
Figura 2.59 Estado activo ...................................................................................... 82
Figura 2.60 Estado activo ...................................................................................... 82
Tabla 2.7 Función OR-Exclusiva (XOR). ............................................................... 83
Figura 2.61 Válvula real, y símbolo ....................................................................... 85
Figura 2.62 Corte seccionado. .............................................................................. 85
Figura 2.63 Válvula de llave y Símbolo. ................................................................ 86
Figura 2.64 Válvula real, corte seccionado y su respectivo símbolo. .................... 87
Figura 2.65 Regulador de caudal unidireccional y su símbolo. ............................. 87
Figura 2.66 Corte seccionado de una válvula unidireccional. ............................... 88
Figura 2.67 Válvula de escape rápido y símbolo ................................................... 89
Figura 2.68 Corte seccionado, válvula de escape. ................................................ 89

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Figura 2.69 Válvula temporizadora real y símbolo ................................................ 90
Figura 2.70 Corte secccionado .............................................................................. 91
Figura 2.71 Válvula reguladora de presión. ........................................................... 92
Figura 2.72 Corte seccionado de un regulador de presión con orificio de escape. 93
Figura 2.73 Válvula de secuencia y símbolo ........................................................ 94
Figura 2.74 Corte seccionado de la válvula de secuencia. ................................... 95
Tabla 2.8 Nomenclatura de las normas. ................................................................ 98
CAPITULO III ........................................................................................................ 99
Figura 3.1 Banda de cartones ............................................................................. 100
Figura 3.2 Croquis de situación. .......................................................................... 102
Figura 3.3 Diagrama de movimiento ó de espacio-fase. ..................................... 102
Figura 3.4 Solución mediante el software FluidSim-P ......................................... 103
Figura 3.5 Croquis de situación ........................................................................... 105
Figura 3.6 Diagrama espacio fase ....................................................................... 106
Figura 3.7 Solución mediante el software FluidSim-P. ........................................ 106

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 1
INTRODUCCIÓN.
Dentro del campo de la producción industrial, la neumática tiene una aplicación
creciente en las más variadas funciones. No solo entra a formar parte en la
construcción de máquinas, si no que va desde el uso doméstico hasta la utilización
en la técnica de investigación nuclear, pasando por la producción industrial.
En si las aplicaciones de la neumática en la industria son cada vez más
numerosas. Pues es una tecnología que al servicio del hombre permite controlar o
automatizar procesos industriales como: alimentación, ensamblaje y manipulación,
sistemas robotizados o industrias de procesos continuos, son automatizados, en
gran parte neumáticamente.
La extensión de la automatización de forma sencilla en cuanto a mecanismo y
además bajo costo, se ha logrado utilizando técnicas relacionadas con la
neumática, la cual se basa en la utilización del aire comprimido, y es empleada en
la mayor parte de las maquinas modernas.
A través de componentes neumáticos, la automatización industrial, es una de las
soluciones más sencillas, rentables y con mayor futuro de aplicación en la
industria. Hoy por hoy la necesidad de automatizar la producción no afecta
únicamente a las grandes empresas, sino que también a la pequeña industria.
El objetivo principal de la automatización es aumentar la competitividad de la
industria por lo que requiere la utilización de nuevas tecnologías, por tal motivo,
cada vez es más necesario que toda persona relacionada con la producción
industrial tenga conocimiento de estas.
Actualmente, el mercado ofrece una gran variedad de componentes neumáticos
adaptados a cualquier aplicación. Estos componentes neumáticos están
prácticamente involucrados en todo proceso industrial de producción.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 2
Este trabajo presentará conceptos básicos de automatización neumática industrial,
se describirá su importancia y pertinencia en el sector industrial. Además se
detallarán los componentes básicos que conforman a los sistemas de
automatización neumática y se desarrollarán ejemplos de aplicación que son útiles
y de uso frecuente en el sector industrial, aplicando las metodologías vigentes
empleadas por la empresa de automatización Festo Neumatics. Por último, se
demostrarán las ventajas en la utilización del software FluidSim-P para la
elaboración y simulación de los sistemas de automatización diseñados
previamente, para la reducción de tiempos de diseño y la puesta a punto de tales
sistemas.
En los próximos capítulos, presentamos de forma práctica y general la aplicación
de la neumática en la automatización industrial, simbología básica normalizada de
la neumática, equipos e instrumentos utilizados para esta, así como ejemplos de
aplicación práctica en la industria de circuitos neumáticos reales para facilitar al
lector su introducción en el campo de la Neumática.
El objetivo principal de este trabajo es describir los componentes básicos que
conforman un sistema neumático industrial y presentar ejemplos de aplicación de
uso frecuente en dicho sector para demostrar su importancia y servir como fuente
de consulta básica para los estudiantes de la Facultad.
La justificación de este trabajo es motivada por la necesidad de complementar los
conocimientos sobre automatización neumática industrial que se adquieren
durante el curso de la carrera. En la región existe una gran cantidad de empresas
que poseen sistemas de automatización neumática que utilizan entre sus
componentes equipo de la empresa FESTO y por ello es muy importante que los
egresados de la carrera de Ingeniería Mecánica Eléctrica e Ingeniería Industrial
estén familiarizados con su uso. Esta monografía presentará las metodologías
básicas para la creación de sistemas de automatización con ejemplos de
aplicación en la industria.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 3
CAPITULO I
CAPITULO I
INTRODUCCIÓN A LA AUTOMATIZACIÓN NEUMÁTICA.
1.1 HISTORIA DE LA AUTOMATIZACION NEUMÁTICA.
La automatización puede ser considerada como el paso más importante del
proceso de evolución de la industria en el siglo XX, al permitir la eliminación total o
parcial de la intervención humana. (1) (pág. 7)
Las primeras máquinas simples sustituían una forma de esfuerzo en otra forma
que fueran manejadas por el ser humano, tal como levantar un peso pesado con
sistema de poleas o con una palanca. Posteriormente las máquinas fueron
capaces de sustituir formas naturales de energía renovable, tales como el viento,
mareas, o un flujo de agua por energía humana.
Según su actual definición, la neumática es una técnica moderna, pero según su
concepción original es una de las formas de energía más antiguas de entre las
conocidas por el hombre. Existen manuscritos del siglo I de nuestra era donde se
describen mecanismos accionados por aire caliente en el transcurso de los siglos
siguientes fueron diseñados dispositivos generalmente con fines bélicos. La
neumática moderna con sus grandes posibilidades, se inicia en Europa a partir de
la mitad del siglo XX debido a la acuciante necesidad de una automatización
racional del trabajo. Desde entonces la neumática ha ido evolucionando, y lo
seguirá haciendo según las necesidades de la industria, ofreciendo en la
actualidad una extensa gama de productos.
En la industrialización, la automatización es el siguiente paso, después de la
mecanización. La mecanización le provee al operador humano con la maquinaria
necesaria para hacer trabajos que requieren esfuerzo muscular, la automatización
disminuye de gran manera la necesidad de que un humano atienda

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 4
constantemente la maquinaria. La automatización se vuelve cada vez más
importante en la economía mundial y la experiencia diaria.
1.2 AUTOMATIZACIÓN.
El diccionario de la Real Academia Española define a la Automatización como:
“La disciplina que trata de los métodos y procedimientos cuya finalidad es la
sustitución del operador humano por un operador artificial en la ejecución de una
tarea física o mental proveniente programada”. (9) (Pág.8)
La automatización es un sistema donde se trasfieren tareas de producción,
realizadas habitualmente por operadores humanos a un conjunto de elementos
tecnológicos.
Un sistema automatizado consta de dos partes principales:
Parte de Mando.
Parte Operativa.
La Parte Operativa; es la parte que actúa directamente sobre la máquina. Son los
elementos que hacen que la máquina se mueva y realice la operación deseada.
Los elementos que forman la parte operativa son los accionadores de las
máquinas como motores, cilindros, compresores y finales de carrera etc.
La Parte de Mando; suele ser un autómata programable (tecnología programada),
aunque hasta hace poco se utilizaban relés electromagnéticos, tarjetas
electrónicas o módulos lógicos neumáticos (tecnología cableada). En un sistema
de fabricación automatizado el autómata programable está en el centro del
sistema.
Dentro de la automatización tenemos como objetivos principales:
Mejorar la productividad de la empresa, reduciendo los costes de la
producción y mejorando la calidad de la misma.
Mejorar las condiciones de trabajo del personal, suprimiendo los trabajos
riesgosos e incrementando la seguridad.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 5
Realizar las operaciones imposibles de controlar intelectual o manualmente.
Mejorar la disponibilidad de los productos, logrando proveer las cantidades
necesarias en el momento preciso.
Simplificar el mantenimiento de forma que el operario no requiera grandes
conocimientos para la manipulación del proceso productivo.
1. 3 CONCEPTOS BASICOS DE LA NEUMATICA
1.3.1 Neumática.
La neumática se define como la utilización de aire comprimido como medio de
trabajo en la industria, o como la generación, preparación, distribución y utilización
del aire comprimido para realizar un trabajo y con ello controlar un proceso. (2)
(Pág.7)
1.3.2 Automatización neumática.
La automatización neumática se realiza usando las propiedades del aire
comprimido. Las señales deben traducirse a ausencia o presencia de presión
neumática. El tratamiento de las señales de salidas son, generalmente, posiciones
de cilindros neumáticos o componentes neumáticos, y así ser una de las
soluciones más sencillas, rentables y con mayor futuro de aplicación en la
industria.
1.3.3 Neumática industrial.
La neumática industrial entonces, consta del flujo y la presión de gases en
sistemas de potencia fluida, es decir, transmisión de potencia mediante aire
comprimido o gases.
Desde el punto de vista tecnológico, La neumática en la industria es la tecnología
que emplea el aire comprimido como modo de transmisión de la energía necesaria
para mover y hacer funcionar mecanismos. El aire es un material elástico y por
tanto, al aplicarle una fuerza, se comprime, mantiene esta compresión y devolverá

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 6
la energía acumulada cuando se le permita expandirse, según la ley de los gases
ideales. (10) (Pág.3)
1.3.4 aplicación de la neumática.
Numerosos procesos de fabricación no serían posibles sin la neumática, ya que
ésta se encuentra presente en sectores industriales automotriz, electrónica,
manipulación, procesos, alimenticias etc.
En la figura 1.1 se observan los diferentes procesos de fabricación en la industria
de la neumática.
Figura ¡Error! No se encuentra el origen de la referencia.
A continuación se presenta una lista de diferentes aplicaciones de la neumática
en la industria, dependiendo al tipo de proceso en el cual se utilizara:
Técnicas de Fabricación:
Dentro de esta técnica de fabricación las aplicaciones más comunes son: perforar,
tornear, fresar, cortar, acabar, deformar, controlar.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 7
Técnicas de procesos:
Dentro de esta técnica de procesos las aplicaciones más comunes son: llenar,
dosificar, bloquear, accionar ejes, abrir y cerrar puertas.
Técnicas de manipulación:
Dentro de esta técnica de manipulación las aplicaciones más comunes son:
desplazamiento, sujeción de piezas, posicionamiento, orientación, embalaje. Girar
piezas, prensar, separar piezas, estampar, deformar, cortar materiales, transportar
materiales. (2) (Pág. 14-15)
1.4 VENTAJAS Y DESVENTAJAS DE LA NEUMÁTICA.
Ventajas de la neumática.
A primera vista puede sorprender que el uso de la neumática se allá extendido de
forma tan intensa y rápida en un espacio de tiempo tan corto. Esto se debe a sus
ventajas:
Cantidad.
Transporte.
Acumulación / almacenamiento.
Temperatura.
Seguridad.
Desventajas de la neumática.
Para poder delimitar exactamente los campos de aplicación de la neumática, es
necesario indicar no solamente las ventajas, sino también los inconvenientes del
aire comprimido, los cuales son:
Costos.
Preparación / Acondicionamiento.
Compresión.
Limpieza
Construcción / Composición.
Velocidad.
Resistencia sobre cargas

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 8
Fuerza
Escape. (2) (Pág. 16-17)
1.5 MAGNITUDES FÍSICAS Y UNIDADES DE MEDIDA.
Para facilitar el entendimiento de las leyes físicas se incluye a continuación una
lista de las magnitudes físicas. Los datos corresponden al “sistema internacional
de unidades” (SI).
En la tabla 1.1 se muestran las unidades fundamentales, para comprender mejor
el comportamiento del aire a presión.
Unidades fundamentales.
MAGNITUD DIMENSION NOMBRE Y SIMBOLO
Longitud I Metro (m)
Masa M Kilogramo (kg)
Tiempo T Segundo (s)
Temperatura T Kelvin (K, 0°C=273,15 K)
Tabla 1.1 Unidades fundamentales.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 9
En La tabla 1.2 se muestran las unidades derivadas.
Unidades derivadas.
MAGNITUD DIMENSION NOMBRE Y SIMBOLO
Fuerza F Newton (N), 1 N = 1 kg • m/s2
Superficie A Metro cuadrado (m2)
Volumen V Metro cubico (m3)
Caudal Q (m3/s)
Presión P Pascal (Pa), 1 Pa = 1 N/m2,
1 bar = 105 Pa.
Tabla 1.2 Unidades derivadas
El Sistema Internacional de Unidades ha establecido al kilogramo (Kg) como
unidad de masa, en sentido general, se designa a la masa como peso. Por
ejemplo: Una pieza de acero de 1Kg de peso, tiene una masa de 1Kg.
Como resultado de tener una unidad de masa, tenemos por motivos físicos una
unidad de Fuerza. El físico inglés Isaac Newton que descubrió la siguiente ley
natural: (Fuerza = Masa por Aceleración).
amF
La unidad de fuerza que resulta de la ley anterior es el Newton (N) que es:
2s
m1Kg1N
NOTA: La aceleración de la gravedad en la Tierra es de 9.81 m/s2.
La presión es otra magnitud física, la cual representa a la fuerza que se encuentra
distribuida sobre una superficie:
2m
N
A
FP

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 10
La unidad del SI derivada para expresar la presión, es llamada Pascal (abreviado
Pa). Un Pascal ejerce una presión pequeñísima, por lo que se suelen emplear sus
correspondientes múltiplos KPa (Kilopascal = 103) o MPa (Megapascal = 106).
La presión de 1MPa corresponde como magnitud a la presión de 10 veces la
presión atmosférica, es decir: 1MPa = 10Pamb
En neumática se suele usar otra unidad de presión, equivalente a una décima
parte del MPa denominada Bar, es decir: 0.1MPa = Pamb
En la práctica ha resultado conveniente utilizar la unidad Bar por tener la magnitud
de la presión atmosférica, es decir 0.1MPa = 1Bar
Los datos de presión se entienden siempre relacionados con una presión de
referencia, que en general es la presión atmosférica.
Pamb = Presión atmosférica
Pe = Presión excedente
Pabs = Presión absoluta
Tanto en neumática como en hidráulica los datos de presión se refieren a la
presión atmosférica. Por lo cual se emplea el símbolo Pe. Siendo Pe = 0 el nivel de
la presión atmosférica. En la figura ¡Error! No se encuentra el origen de la referencia..2 se
muestra lo dicho anterior mente. (2) (Pág. 18-25).
Figura 0.1.2 Comportamiento de presión

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 11
1.6 LEY DE NEWTON.
La segunda ley de newton determina que si se aplica una fuerza aun cuerpo este
se acelera, la aceleración se produce en la misma dirección que la fuerza aplicada
y es inversamente proporcional a la masa del cuerpo que se mueve. (3) (pág. 3).
Es decir, Fuerza es igual a masa por aceleración:
amF
Dónde:
F = Fuerza. m = Masa. a = Aceleración.
Pero también, fuerza es igual a presión por área.
APF
Dónde:
F = Fuerza. P = Presión. A = Área. (2) (pág. 27).
En la Figura 1.3 se ejemplifica la formula F= P * A. Que se refiera a la fuerza que
se ejerce por cada unidad de área.
Figura 1.3 F= P*A

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 12
La presión es otra magnitud física, la cual está definida como la fuerza que se
aplica a un cuerpo por unidad de área. Es decir presión es igual a fuerza sobre
área. (3) (pág. 3).
La fórmula es:
A
FP
Dónde:
P = Presión. F = Fuerza. A = Área.
En la Figura 1.4 se ejemplifica la formula P= F/A Que se refiera a la presión que
se ejerce por cada unidad de área.
Figura 1.4 P= F/A
Entonces tenemos que la presión es directamente proporcional a la fuerza e
inversamente proporcional al área. Por lo tanto tenemos que, al aplicar una fuerza
sobre un área pequeña tendremos mayor presión, y aplicando la misma fuerza
sobre un área de mayor tamaño tendremos una menor presión. En la Figura 1.5
se muestra lo dicho anteriormente. (2) (pág. 28-29).

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 13
Figura 1.5 A un área mayor menor presión y a un área menor mayor presión.
1.7. LEY DE BOYLE MARIOTTE.
Antes de conocer la ley de BOYLE MARIOTTE es necesario tener bien en claro
los siguientes conceptos:
Caudal (Q): Es la cantidad de aire que fluye a través de una tubería por unidad de
tiempo, el caudal se expresa como: Q=V/t. En la Figura 1.6 se muestra la
direccion del caudal en un determinado conducto.
Figura 1.6 Representación de flujo de aire.
La fuerza de los actuadores neumáticos esta determinada por la presión del aire
comprimido. La velocidad de los actuadores neumáticos está determinada por el
caudal de aire comprimido.
Despues de tener en claro estos conceptos basicos, BOYLE MARIOTTE nos dice
que “El aire puede comprimirse y tiene tendencia a expandirse” y señala que a
temperatura constante, el volumen de un gas encerrado en un recipiente es

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 14
inversamente proporcional a la presión absoluta del mismo. En la figura 1.7 Se
puede apreciar que a mayor volumen es menor la presion y a menor volumen es
mayor la presion.
Figura 1.7 Comportamiento de la presión respecto al volumen en el cual se ejerce.
1.8 PRIMERA LEY DE GAY – LUSSAC.
Mientras no cambia la presión, el volumen de un gas contenido en un depósito
cerrado es proporcional a la temperatura absoluta.
En la figura 1.8 se observa que a una menor temperatura un menor volumen y a
una mayor temperatura un mayor volumen.
Figura 1.8 Comportamiento de la temperatura respecto al volumen.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 15
1.8.1 Segunda Ley de Gay – Lussac.
Mientras no cambia el volumen, la presión de un gas contenido en un depósito
cerrado es proporcional a la temperatura absoluta.
En la figura 1.9 se observa que a menor temperatura, menor presión y a mayor
temperatura, mayor presión.
Figura 1.9 Volumen constante.
1.9 LEY GENERAL DE LOS GASES.
La siguiente ecuación general considera básicamente todas las propiedades de
los gases: “En un gas contenido en un recipiente cerrado, el producto de la presión
y el volumen, dividido por la temperatura, es constante”.
Recurriendo a esta ecuación general se obtienen las leyes mencionadas
anteriormente, suponiendo que se mantiene constante uno de los tres factores: (2)
(pág. 31-39).
Presión P constante → Cambios isobáricos
Volumen V constante → Cambios fisocóricos
Temperatura T constante → Cambios isotérmicos

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 16
1.10 GENERACIÓN Y ALIMENTACIÓN DEL AIRE COMPRIMIDO.
1.10.1 Propiedades del aire.
El aire es una mezcla de gases y su composición es la siguiente:
Aprox. 78 % en volumen de nitrógeno.
Aprox. 21 % en volumen de oxígeno
Además, el aire contiene rastros de vapor, dióxido de carbono, hidrógeno, argón,
neón, helio, criptón y xenón. El aire se caracteriza por su baja cohesión, lo que
significa que las fuerzas entre las moléculas del aire son mínimas. Al igual que
todos los gases, el aire tampoco tiene una forma determinada. Su forma cambia si
se aplica la más mínima fuerza y, además, siempre ocupa el máximo espacio
disponible.
1.10.2 Preparación del aire comprimido.
Para garantizar la fiabilidad del sistema neumático, es necesario que el aire
alimentado a éste tenga un nivel de calidad suficiente. Para ello es necesario
garantizar tres factores los cuales son: Presión correcta, aire seco y aire limpio.
Es necesario tratar el aire comprimido porque éste contamina el sistema. De no
tratar correctamente el aire comprimido, se puede resultar en tiempos de paro de
máquinas y costos excesivos de servicio y mantenimiento.
Para garantizar que el aire comprimido sea eficiente se deben de tomar en cuenta
los siguientes factores: Presión correcta, pocas partículas (impurezas), menor
condensación y lubricación adecuada.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 17
Presión correcta
Al no hacer un ajuste correcto en la presion esto puede derivar en diversos
problemas como son: Desgaste temprano del equipo, más fugas de aire, mayores
costos de operación, vibraciones de la máquina y baja calidad del producto.
Impurezas.
Al haber una gran cantidad de impurezas en el sistema están pueden causar
daños tales como: Desgaste temprano del equipo, caidas de presión, lineas de
presión o elementos bloqueados, mal funcionamiento del equipo.
Las impurezas también pueden presentan en forma de polvo como pueden ser: el
carbón negro, la materia corrosiva y las partículas de desgaste.
Mayor condensación.
Al tener una mayor condensación en el sistema se pueden ocasionar problemas
tales como: corrosión, bajas velocidades y bloqueo de líneas de presión (lodo).
El agua es una de las principales causantes de la condensación. Está siempre
presente en el aire en forma de humedad natural, ésta se libera cuando el aire
comprimido se enfría. El aire a 20°C con 100% de saturación, contiene 17.15 gr de
agua por m3. Los inconvenientes que esta causa pueden ser o se traducen en:
Hinchamiento o destrucción de empaques y congelación de empaques o de aire
en los elementos.
Lubricación adecuada.
Es muy importante elegir un buen lubricante ya que el mal ajuste o la mala
selección del lubricante puede resultar en: desgaste temprano del equipo,
eliminación del aceite especial, hinchamiento de los sellos y coloración del
producto.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 18
Debemos de tener en cuenta que Puede tratarse de aceite proveniente del
compresor (aún en el caso de compresores que trabajen sin aceite), o bien de
aerosoles presentes en el aire. (2) (pág.40-48).
1.11 GENERACIÓN Y DISTRIBUCIÓN DEL AIRE COMPRIMIDO.
La generación del aire comprimido empieza por la compresión del aire. Existen
diferentes tipos de compresores y se clasifican por su construcción interna: De
embolo alternativo, de embolo giratorio, de flujo.
En la figura 1.10 se representa el diagrama de los diferentes tipos de compresores
y su clasificación.
Figura 1.10 Diagrama de compresores.
1.11.1 Compresor de Embolo.
Durante el movimiento de descenso, el émbolo aspira aire a través de la válvula
de aspiración: lo comprime durante el movimiento ascendente y lo expulsa por la
válvula de presión. La Presión: De una etapa, es de aproximadamente 600KPa (6
bar).

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 19
En la figura 1.11 se muestra el accionar del compresor de embolo.
Figura 1.11 Compresor de embolo.
1.11.2 Compresor de Doble embolo.
Durante el movimiento de descenso, el émbolo aspira aire a través de la válvula
de aspiración; lo comprime luego durante el movimiento ascendente y lo expulsa
por la válvula de presión hacia una segunda cámara dónde se enfría y
posteriormente se repite el ciclo con un segundo émbolo de diámetro menor. La
presión de dos etapas, es aproximadamente 1500 KPa (15 bar).
En la Figura 1.1 se muestra el accionar del doble embolo.
Figura 1.12 Compresor de doble embolo.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 20
1.11.3 Compresor de Membrana.
Funciona bajo el mismo principio que el compresor de émbolo, sin embargo, una
membrana separa el émbolo de la cámara de trabajo; el aire no entra en contacto
con las piezas móviles. Por tanto, el aire comprimido estará exento de aceite
En la Figura 1.1 se muestra el accionar de un compresor de membrana.
Figura 1.13 Compresor de membrana.
1.11.4 Compresor Radial.
El aire es acelerado en sentido radial por las paletas que giran rápidamente.
La energía cinética del aire se transforma en energía de presión, fuerza centrífuga
Presión: En varias etapas, aproximadamente 1000KPa (10 bar)
En la Figura 1.1 se muestra el accionar de un compresor radial.
Figura 1.14 Compresor radial.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 21
1.11.5 Compresor axial.
El aire es acelerado axialmente por las paletas que giran rápidamente.
La energía cinética del aire se transforma en energía de presión. La presión:
Aproximadamente 600 KPa (6 bar).
En la Figura 1.1 se muestra el funcionamiento del compresor axial.
Figura 1.15 Compresor axial.
1.11.6 Compresor Rotativo Multicelular.
Chapas correderas existentes en un rotor colocado excéntricamente dividen la
cámara de compresión en células cerradas. El aire se comprime al disminuir el
tamaño de las células durante el proceso de circulación. Presión de una etapa
aprox. 400 KPa (4 bar). De dos etapas aprox. 800 KPa (8 bar).
En la Figura 1.1 se muestra el funcionamiento d un compresor rotativo multicelular.
Figura 1.16 Compresor rotativo multicelular.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 22
1.11.7 Compresor de Hélices Bicelular.
Es también conocido como compresor de tipo helicoidal. El aire es transportado al
lado de presión por medio de dos rotores que giran a alta velocidad.
En la Figura 1.1 se muestra el funcionamiento del compresor de hélices bicelular.
Figura 1.17 Compresor de hélices bicelular.
1.11.8 Compresor de Roots.
En estos compresores, el aire es llevado de un lado a otro sin que el volumen sea
modificado. Su ventaja radica en el hecho que puede proporcionar un gran caudal,
lo que lo hace especial para empresas que requieren soplar, mover gran cantidad
de aire, su uso es muy limitado.
En la Figura 1.1 se muestra el funcionamiento del compresor roots.
Figura 1.18 Compresor de roots.
.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 23
1.11.9 Grafica de Eficiencia de los Diferentes Tipos de Compresores
En la Figura 1.1 se muestra la eficiencia de los diferentes compresores.
Figura 1.19 Tabla de compresores.
Esta grafica nos muestra la eficiencia de los diferentes tipos de compresores. (2)
(pág. 50-60).

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 24
1.11.10 Acumulador.
Después de pasar por el compresor y el enfriador, el aire comprimido llega al
acumulador. Un acumulador o tanque de almacenamiento cumple con varias
funciones: Reduce las caídas de presión en la línea, sirve como respaldo de
energía neumática, evita el funcionamiento del compresor de manera continua,
ayuda a eliminar la humedad, provocando condensados debido .al enfriamiento
que provoca su gran volumen.
El tamaño del acumulador depende de los siguientes criterios: caudal del
compresor, cantidad de aire requerida por el sistema, red de tuberías, regulación
del compresor, oscilación permisible de la presión en el sistema.
Nota. Durante el proceso de enfriamiento, el agua se condensa, por lo que el
acumulador deberá tener un grifo de purga de condensados.
En la Figura 1.200 se muestra el simbolo del acumulador el cual es regido por la
Norma DIN 1219.
Figura 1.20 Símbolo del acumulador.
1.11.11 Secador.
Al comprimir un gas, su temperatura aumenta en la misma proporción que se ha
comprimido. Para eliminar la humedad en el aire comprimido utilizamos
dispositivos secadores de aire. Entre los principales tenemos: Secador por
enfriamiento (90-95% eficiencia). Secador por absorción (55-60% eficiencia).
Secador por adsorción (70-75% eficiencia).
En la Figura se muestra el símbolo del secador el cual es regido por la Norma DIN
1219.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 25
Figura 1.21 Símbolo del secador.
1.11.12 Secadores por Enfriamiento.
Con el secado por enfriamiento se logran puntos de condensación a presión entre
+2°C y +5°C. Este es el secador empleado más frecuentemente. Su
funcionamiento es fiable y presenta bajos costos de mantenimiento.
En la figura 1.22 se muestra la distribución del aire en el enfriador.
Figura 1.22 Secador por enfriamiento.
AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 26
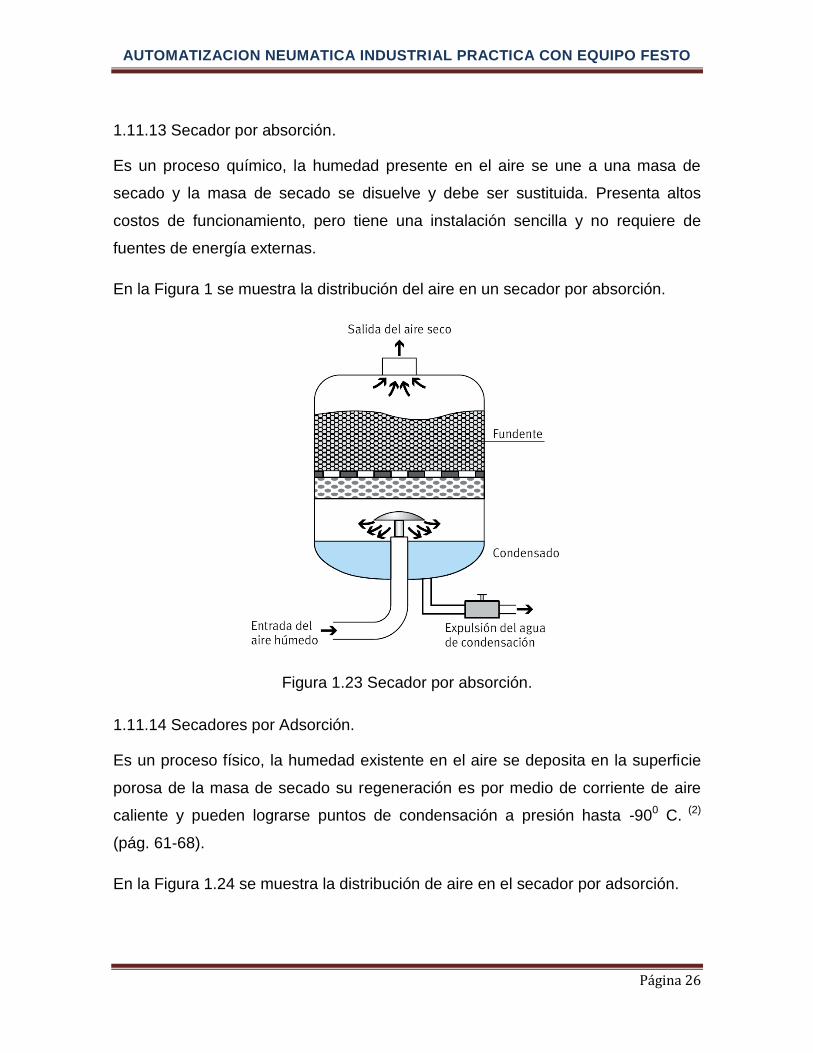
1.11.13 Secador por absorción.
Es un proceso químico, la humedad presente en el aire se une a una masa de
secado y la masa de secado se disuelve y debe ser sustituida. Presenta altos
costos de funcionamiento, pero tiene una instalación sencilla y no requiere de
fuentes de energía externas.
En la Figura 1 se muestra la distribución del aire en un secador por absorción.
Figura 1.23 Secador por absorción.
1.11.14 Secadores por Adsorción.
Es un proceso físico, la humedad existente en el aire se deposita en la superficie
porosa de la masa de secado su regeneración es por medio de corriente de aire
caliente y pueden lograrse puntos de condensación a presión hasta -900 C. (2)
(pág. 61-68).
En la Figura 1.24 se muestra la distribución de aire en el secador por adsorción.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 27
Figura 1.24 Secador por adsorción.
Justo antes de que el aire comprimido alimente los elementos neumáticos, debe
ser tratado de nuevo para mejorar sus condiciones. Es necesario sacar el agua
que haya podido condensarse en el último tramo antes de llegar al punto de
utilización. Gran parte de estas impurezas se separan en los recipientes de
condensación con una adecuada instalación de la red general, pero las partículas
más pequeñas son arrastradas en forma de suspensión por la corriente de aire. (1)
(pág. 25-26).
En la Figura 1.25 se muestra la forma de tratamiento del aire para poder eliminar
todas las impurezas posibles. (2) (pág. 69).
Figura 1.25 Distribución del aire

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 28
1.11.15 La Red de Aire Comprimido.
Para que la distribución del aire comprimido sea confiable, es recomendable
acatar una serie de puntos como:
Las dimensiones correctas del sistema de tuberías.
La dimensión correcta de los actuadores.
La resistencia del caudal de aire.
El material de las tuberías.
La configuración de la red neumática. (2) (pág. 71).
En la Figura 1.2 de muestra el desnivel que tiene que llevar la red el cual es de 1 –
2% por cada 10 metros de la red, para una correcta distribución del aire así como
sus demás componentes.
Figura 1.26 Desnivel en la red
1.11.16 Tipos de Redes Neumáticas.
La conducción de aire comprimido se realiza a través de la red de aire
comprimido. Se entiende por red de aire comprimido el conjunto de todas las
tuberías que parten del depósito, colocadas de modo que queden fijamente unidas
entre sí, y que conducen el aire comprimido a los puntos de conexión para los
consumidores individuales.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 29
Para tener una red adecuada esta deberá tener, una mínima perdida de presión,
mínima perdida de aire por fugas y una mínima cantidad de agua en la red y en los
puntos de utilización. Para determinar el diámetro correcto de las redes de aire es
necesario considerar diversos factores como: El caudal de aire, la caída de
presión admisible, la longitud de tubería y la presión de trabajo. (1) (pág. 27)
Existen diferentes tipos de redes neumáticas, como son red lineal, red anular, y la
red múltiple o de rejilla.
En la Figura 1.2 se observa la red lineal la cual consta de una alimentación, un
desfogue y una válvula de paso. Se le llama red lineal por su forma ya que es
recta y no tiene retorno del aire.
Figura 1.27 Red lineal
En la figura 1.28 se muestra la red anular la cual consta de una alimentación, un
desfogue y una válvula de paso, en esta red existe recirculación del aire debido a
la forma de la red.
Figura 1.28 Red anular

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 30
En la Figura 1.2 se muestra una red multiple o de rejilla la cual consta de una
alimentación, varias salidas de aire cerradas y varias válvulas de paso. (2) (pág.
73-75).
Figura 1.29 Red múltiple o de rejilla.
1.11.17 Elementos Indispensables para la Distribución.
En la Figura 1.30 se muestran por separado el filtro y purga de condensados, el
regulador de presión y el lubricador los cuales conforman la unidad de
mantenimiento. (2) (pág. 79).
Figura 1.30 Unidad de mantenimiento.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 31
Filtro de aire a presión
El aire a presión pasa de izquierda a derecha a través del filtro. Un disco deflector
hace que el aire gire. Debido a la fuerza centrífuga se apartan las gotas de agua y
las partículas sólidas. El aire previamente limpio pasa a través de un cartucho
filtrante. (6) (pág. 56).
En la Figura 1.31 se muestra el filtro aire real y su corte seccionado con su
respectivo símbolo, de acuerdo a la Norma DIN 1219.
Figura 1.31 Filtro de aire
Todos los filtros de línea FESTO están equipados con elementos filtrantes de 40
micras. Generalmente para el 90% de las aplicaciones, esta capacidad de filtrado
es adecuada pero en algunas ocasiones no es suficiente, ya que el más del 80 %
de los contaminantes es menor a 2 micras.
En el caso de querer eliminar partículas muy pequeñas se recomienda el filtrado
por etapas para evitar la saturación del cartucho en corto tiempo.
El filtro debe ser cambiado cuando existe una caida de presión entre la entrada y
la salida de la unidad de mantenimiento.
Lo mejor es instalar un indicador de caida de presión, cuando ésta se active es
señal de que el filtro deberá ser cambiado.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 32
Purga de condensados
En la Figura se observan las formas mediante las cuales se puede purgar el filtro
ya sea manualmente o automáticamente.
Figura 1.32 Purga manual y automática.
Regulador de presión.
En la Figura se muestra el regulador de presión con su respectivo símbolo de
acuerdo a la Norma DIN 1219.
Figura 1.33 Regulador de presión.
Lubricador.
Lo más recomendable es no usar aceite en el lubricador sin embargo hay sistemas
con altas oscilaciones en dispositivos de trabajo que lo necesitan para estos
dispositivos se les recomienda usar: Aceite hidráulico con una viscosidad igual a
32 mm2/s.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 33
En la Figura se muestra el lubricador con su respectivo símbolo de acuerdo a la
Norma DIN 1219.
Figura 1.34 Lubricador.
En la Figura 1.3 se muestra el corte seccionado del lubricador con cámara de
goteo y con válvula de escape.
Figura 1.35 Lubricador de cámara de goteo y válvula de escape
Se recomienda que para un buen funcionamiento el vaso deba estar a la mitad
para que el aire ayude a que el aceite suba a la mirilla y desde ahí se controla la
caída de las gotas: 1 o 2 gotas por minuto para oscilaciones bajas, 3 o 4 por
minuto gotas a oscilaciones altas.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 34
Unidad de mantenimiento
En la Figura se muestra ya la unión total de los elementos anteriores los cuales
forman la llamada unidad de mantenimiento.
Figura 1.36 Unidad de mantenimiento.
En la figura 1.37 se muestra el símbolo de las unidades de mantenimiento con
lubricador y sin lubricador. (2) (pág. 80-92).
Figura 1.37 Unidad de mantenimiento con y sin lubricador.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 35
CAPÍTULO II.
CAPITULO II
EQUIPOS E INSTRUMENTOS UTILIZADOS EN LA
NEUMÁTICA.
2.1 ELEMENTOS DE TRABAJO NEUMÁTICOS. SIMBOLOGÍA,
FUNCIONAMIENTO Y APLICACIONES.
En un sistema neumático los receptores son los llamados actuadores neumáticos
o elementos de trabajo neumáticos. Los elementos de trabajo neumáticos, son
elementos que transforman la energía neumática del aire comprimido en energía
mecánica. (1) (pág. 31).
Se clasifican, según cuál sea su clase de movimiento, en actuadores lineales,
normalmente llamados cilindros, en actuadores de giro y en motores. (4) (pág. 1).
ACTUADORES LINEALES: pistones, músculos, etc. En la figura 2.Figura
0.1 se muestran los actuadores lineales.
Figura 2.1 Actuadores linéales.
ACTUADORES GIRATORIOS: motores, rotics. En la Figura 2.2 se puede
observar la imagen de los actuadores giratorios. (2) (pág. 95).
Figura 2.2 Actuadores giratorios

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 36
2.2 ACTUADORES NEUMÁTICOS LINEALES. CILINDROS
NEUMÁTICOS.
Los cilindros neumáticos son, por regla general, los elementos que realizan el
trabajo. Su función es la de transformar la energía neumática en trabajo mecánico
de movimiento rectilíneo, que consta de carrera de avance y carrera de retroceso.
A los cilindros neumáticos se les conoce también con el nombre de actuadores
neumáticos lineales.
Generalmente, el cilindro neumático está constituido por un tubo circular cerrado
en los extremos mediante dos tapas, entre las cuales se desliza un émbolo que
separa dos cámaras. Al embolo va unido un vástago que, saliendo a través de una
o ambas tapas permite utilizar la fuerza desarrollada por el cilindro en virtud de la
presión del fluido al actuar sobre las superficies del émbolo.
Los dos volúmenes de aire en que queda dividido el cilindro por el émbolo reciben
el nombre de cámaras. Si la presión de aire se aplica en la cámara posterior de un
cilindro, el émbolo y el vástago se desplazan hacia adelante (carrera de avance).
Si la presión de aire se aplica en la cámara anterior del cilindro, el desplazamiento
se realiza en sentido inverso (carrera de retroceso).
Según la forma en que se realiza el retroceso del vástago, los cilindros se dividen
en:
Cilindros de simple efecto.
Cilindros de doble efecto. (1) (pág. 31-32).
Existen otros modelos de cilindros neumáticos, pero el funcionamiento práctico del
cilindro no varía nada, en absoluto, solo su aspecto exterior y en realidad muy
poco porque nunca deja de tener forma cilíndrica.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 37
En la tabla 2.1 se muestran la nomenclatura normalizada de los tipos de
actuadores.
Nombre Símbolo Norma DIN 1219
De simple efecto, retorno por muelle
De simple efecto retorno, por fuerza externa
De doble efecto
De doble efecto con amortiguador
Cilindro sin vástago
Cilindro tándem
Cilindro de doble vástago
Actuador angular
Actuador giratorio de ángulo limitado
Tabla 2.1 Nomenclatura normalizada de los tipos de actuadores.
2.2.1 Cilindro de simple efecto
El cilindro de simple efecto tiene una sola conexión de aire, el aire se alimenta en
un solo lado y puede ejecutar un trabajo en un solo sentido. (2) (pág. 97).

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 38
En la Figura 2.3 se observa la imagen real de un cilindro de simple efecto con su
respectivo símbolo.
Figura 2.3 Cilindro de simple efecto y símbolo
Es decir, el desplazamiento del émbolo por la presión del aire comprimido tiene
lugar en un solo sentido. Para que el cilindro retroceda, debe descargarse primero
el aire contenido en la cámara para que se mueva el vástago por la fuerza que
ejerce el resorte incorporado. La carrera activa es la de “vástago saliente”. En la
Figura 2.4 y 2.5 se muestran los dos tipos de estados del cilindro de simple efecto.
Figura 2.4 En estado de reposo Figura 2.5 En estado activado
Figura 2.5 En estado activado
En la práctica existen varios tipos. Los más empleados son los cilindros de
émbolo. El movimiento de trabajo es efectuado por el aire a presión que obliga a
desplazarse al émbolo comprimiendo el muelle y, al desaparecer la presión, el
muelle hace que regrese a su primitiva posición de reposo. Por eso los cilindros
de simple efecto se utilizan cuando el trabajo debe realizarse en una sola
dirección. Hay que tener presente que existe aire a la presión atmosférica en la
cámara opuesta, pero puede escaparse a la atmosfera a través de un orificio de
escape.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 39
Mediante el resorte recuperador incorporado, queda limitada la carrera de los
cilindros de simple efecto; por regla general la longitud de la carrera no supera los
100 mm. Por razones prácticas, son de diámetro pequeño y la única ventaja de
estos cilindros es su reducido consumo de aire, por lo que suelen aplicarse como
elementos auxiliares en las automatizaciones. (1) (pág. 32-33).
Un cilindro de simple efecto está conformado de la siguiente manera. En la Figura
2.6 se muestran las partes internas de un cilindro de simple efecto.
Figura 2.6 Partes internas de un cilindro de simple efecto.
Estos cilindros tienen aplicaciones como: sujetar, expulsar, marcar, apretar y
levantar piezas. (2) (pág. 97).
2.2.2 Cilindro de doble efecto
Reciben aire comprimido en ambos lados, por lo que pueden ejecutar un trabajo
en ambos sentidos. Antes de ejecutarse el movimiento en el sentido contrario, es
necesario descargar primero el aire contenido en la cámara del lado opuesto. En
la Figura 2.7 se observa el símbolo y la imagen real de un cilindro de doble efecto.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 40
Figura 2.7 Cilindro de doble efecto y símbolo.
El campo de aplicación de los cilindros de doble efecto es mucho más extenso
que, el de los cilindros de simple efecto.
Algunas de las aplicaciones de estos cilindros de doble efecto son: Elevar o
mecanizar piezas. (2) (pág. 101).
El cilindro de doble efecto se construye siempre en forma de cilindro de émbolo y
posee dos tomas para el aire comprimido situadas a ambos lados del émbolo. Al
aplicar aire a presión en la cámara posterior y comunicar la cámara anterior con la
atmosfera a través de una válvula, el cilindro realiza la carrera de avance. La
carrera de retroceso se efectúa introduciendo aire a presión en la cámara anterior
y comunicando la cámara posterior con la atmosfera, igualmente a través de una
válvula para la evacuación del aire contenido en esa cámara del cilindro. En la
Figura 2.8 y 2.9 se observa el estado de reposo y el estado activo del cilindro de
doble efecto.
Figura 2.8 En estado de reposo. Figura 2.9 En estado activo.
Figura 2.9 En estado activo.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 41
Un cilindro de doble efecto está conformado de la siguiente manera. En la figura
2.10 se muestran las partes internas de un cilindro de doble efecto.
Figura 2.10 Partes internas de un cilindro de doble efecto.
Los cilindros de doble efecto pueden ser:
Cilindro de doble efecto: Sin amortiguación. En la Figura 2.11 se muestra el
símbolo y la imagen real de un cilindro de doble efecto sin amortiguación.
Figura 2.11 Cilindro de doble efecto sin amortiguamiento
Cilindro de doble efecto: Con amortiguación. En la Figura 2.12 se observa
el símbolo y la imagen real de un cilindro de doble efecto con
amortiguación.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 42
Figura 2.12 Cilindro de doble efecto con amortiguamiento.
En la práctica, el empleo de unos u otros depende de factores como la carga y la
velocidad de desplazamiento. Por ejemplo, cuando la carga viene detenida por
topes externos pueden aplicarse los cilindros sin amortiguación. Sin embarga
cuando la carga vienen detenida por tales topes se debe recurrir a la utilización de
los cilindros con amortiguación. (1) (pág. 33-34).
2.2.3 Cilindros sin vástago
A los cilindros sin vástago se les aplica aire a presión alternativamente por ambos
lados. El cilindro puede trabajar en ambos sentidos. La fuerza del embolo es
idéntica en ambos sentidos. (2) (pág. 107).
Estos cilindros se componen esencialmente de un cuerpo especial en aluminio,
ranurado longitudinalmente. Esta ranura permanece estanca tanto a la presión
interior como a la suciedad exterior mediante dos juntas longitudinales de material
plástico que encajan una con otra. La transmisión de fuerza se realiza mediante el
carro guía que va unido al embolo. Los cilindros sin vástago son cilindros de doble
efecto, con amortiguación regulable.
En la figura 2.13 se observa la imagen real de un cilindro sin vástago y su símbolo
conforme a la norma DIN 1219.
Figura 2.13 Cilindro sin vástago y símbolo norma DIN 1219

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 43
En comparación con los cilindros neumáticos convencionales, estos cilindros
cuentan con varias ventajas importantes:
Requieren poco espacio. Un cilindro convencional, provisto de vástago,
ocupa siempre más del doble de la longitud de la carrera.
No hay riesgo de pandeo del vástago. (peligro de que el vástago pueda
retorcerse).
A diferencia de los cilindros convencionales, admiten grandes momentos
torsores y esfuerzos laterales
Como el movimiento esta guiado, en muchas aplicaciones no es necesario
utilizar dispositivos adicionales de guiado del móvil. (1) (pág. 84-86).
Los cilindros sin vástago se componen de la siguiente:
Cursor y embolo fijos mecánicamente.
Cinta hermética para sellar la carrera.
Con amortiguamiento en los finales de carrera en ambos extremos.
El campo de aplicación de estos cilindros sin vástago son áreas restringidas y a
gran distancia. (2) (pág. 107).
2.2.4 Cilindro tándem
Los cilindros tándem están constituidos por dos cilindros de doble efecto,
colocados en serie, montados en un mismo tubo. Estos dos cilindros reciben
simultáneamente aire a presión, con lo que se obtiene prácticamente una fuerza
doble a la obtenida con un cilindro neumático del mismo diámetro. No obstante, la
longitud que se precisa es doble. (1) (pág. 87).
En la Figura 2.14 se observa la imagen real de un cilindro tándem con su referente
símbolo de acuerdo con la norma DIN 1219.
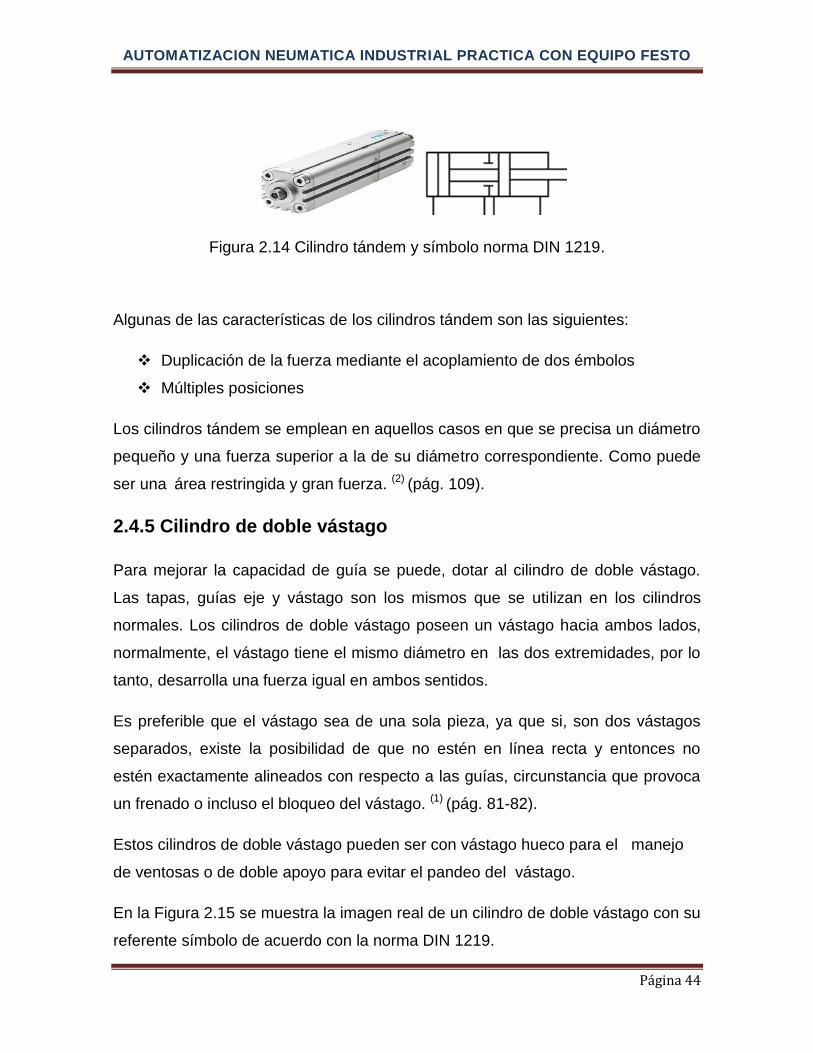
AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 44
Figura 2.14 Cilindro tándem y símbolo norma DIN 1219.
Algunas de las características de los cilindros tándem son las siguientes:
Duplicación de la fuerza mediante el acoplamiento de dos émbolos
Múltiples posiciones
Los cilindros tándem se emplean en aquellos casos en que se precisa un diámetro
pequeño y una fuerza superior a la de su diámetro correspondiente. Como puede
ser una área restringida y gran fuerza. (2) (pág. 109).
2.4.5 Cilindro de doble vástago
Para mejorar la capacidad de guía se puede, dotar al cilindro de doble vástago.
Las tapas, guías eje y vástago son los mismos que se utilizan en los cilindros
normales. Los cilindros de doble vástago poseen un vástago hacia ambos lados,
normalmente, el vástago tiene el mismo diámetro en las dos extremidades, por lo
tanto, desarrolla una fuerza igual en ambos sentidos.
Es preferible que el vástago sea de una sola pieza, ya que si, son dos vástagos
separados, existe la posibilidad de que no estén en línea recta y entonces no
estén exactamente alineados con respecto a las guías, circunstancia que provoca
un frenado o incluso el bloqueo del vástago. (1) (pág. 81-82).
Estos cilindros de doble vástago pueden ser con vástago hueco para el manejo
de ventosas o de doble apoyo para evitar el pandeo del vástago.
En la Figura 2.15 se muestra la imagen real de un cilindro de doble vástago con su
referente símbolo de acuerdo con la norma DIN 1219.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 45
Figura 2.15 Cilindro de doble vástago y símbolo Norma DIN 1219.
Los cilindros de doble vástago se usan para aplicaciones tales como: la
manipulación. (2) (pág. 110).
2.3 ACTUADORES GIRATORIOS
Los actuadores rotativos o giratorios realizan la función de transformar la energía
neumática en energía mecánica de rotación. Dependiendo de si el móvil de giro
tiene un ángulo limitado o no se forman dos grupos a analizar:
Actuador giratorio de ángulo limitado
Son aquellos que proporcionan movimiento de giro pero no llegan a producir una
revolución (exceptuando alguna mecánica particular como por ejemplo piñón –
cremallera). Existen disposiciones de simple y doble efecto para ángulos de giro
de 90º, 180º..., hasta un valor máximo de unos 300º (aproximadamente). Existen
dos tipos fundamentales según su construcción: actuador de giro de paleta y
actuador de giro piñón-cremallera. (4) (pág. 4).
Motores neumáticos
Los motores neumáticos son aquellos que proporcionan un movimiento rotatorio
constante. Realizan la función de transforman la energía neumática en energía
mecánica de rotación. Se caracterizan por proporcionar un elevado número de
revoluciones por minuto, son ligeros y compactos, el arranque y paro es muy
rápido, pueden trabajar con velocidad y par variables sin necesidad de un control
complejo y baja inercia. En neumática se emplean principalmente los motores de
paleta, también se utilizan con menor frecuencia los de pistones. (1) (pág. 39).
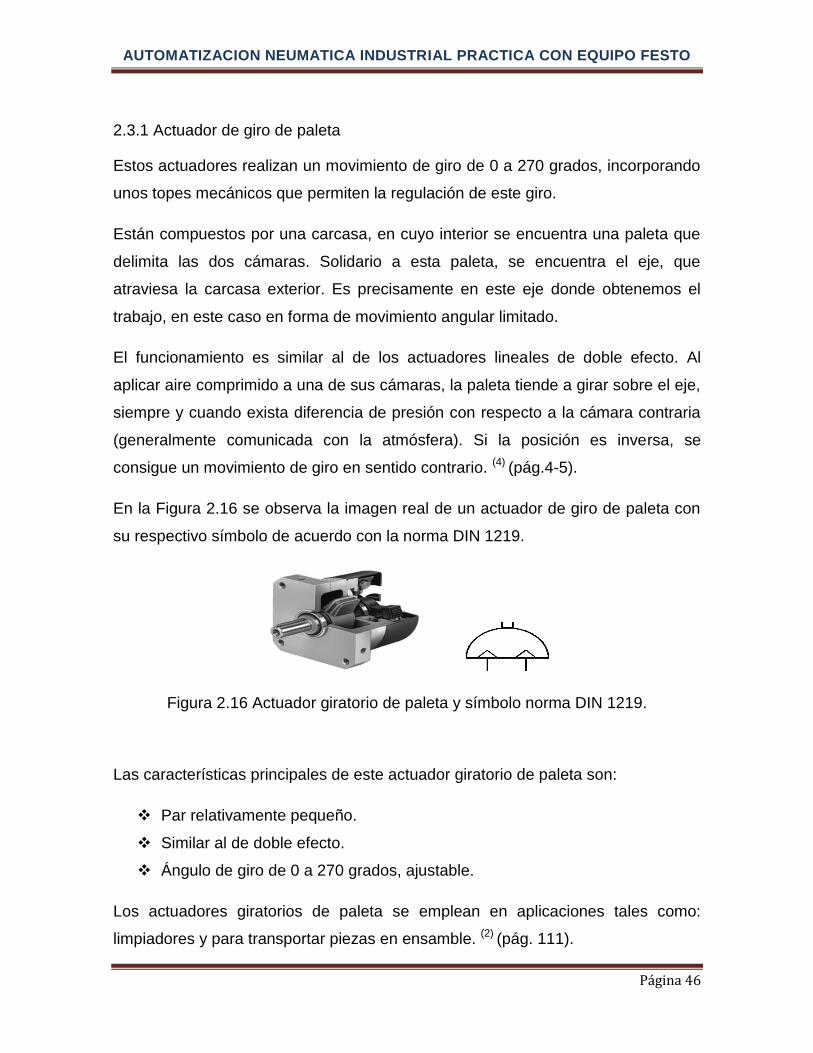
AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 46
2.3.1 Actuador de giro de paleta
Estos actuadores realizan un movimiento de giro de 0 a 270 grados, incorporando
unos topes mecánicos que permiten la regulación de este giro.
Están compuestos por una carcasa, en cuyo interior se encuentra una paleta que
delimita las dos cámaras. Solidario a esta paleta, se encuentra el eje, que
atraviesa la carcasa exterior. Es precisamente en este eje donde obtenemos el
trabajo, en este caso en forma de movimiento angular limitado.
El funcionamiento es similar al de los actuadores lineales de doble efecto. Al
aplicar aire comprimido a una de sus cámaras, la paleta tiende a girar sobre el eje,
siempre y cuando exista diferencia de presión con respecto a la cámara contraria
(generalmente comunicada con la atmósfera). Si la posición es inversa, se
consigue un movimiento de giro en sentido contrario. (4) (pág.4-5).
En la Figura 2.16 se observa la imagen real de un actuador de giro de paleta con
su respectivo símbolo de acuerdo con la norma DIN 1219.
Figura 2.16 Actuador giratorio de paleta y símbolo norma DIN 1219.
Las características principales de este actuador giratorio de paleta son:
Par relativamente pequeño.
Similar al de doble efecto.
Ángulo de giro de 0 a 270 grados, ajustable.
Los actuadores giratorios de paleta se emplean en aplicaciones tales como:
limpiadores y para transportar piezas en ensamble. (2) (pág. 111).

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 47
2.3.2 Actuador de giro cremallera - piñón
Se trata de un cilindro de doble efecto, el vástago es una cremallera que acciona
un piñón y transforma el movimiento lineal en un movimiento giratorio, hacia la
izquierda o hacia la derecha, según el sentido del émbolo.
En la figura 2.17 se observa la imagen real de un actuador giratorio de ángulo
limitado de cremallera y piñón con su símbolo de acuerdo con la norma DIN 1219.
Figura 2.17 Actuador giratorio (cremallera y piñón) y símbolo norma DIN 1219.
Los ángulos de giro pueden llegar hacer de 360 grados como máximo, pero
generalmente es menor, por ejemplo 180º y 290º. Es posible determinar el margen
de giro dentro del margen total por medio de un tornillo de ajuste que ajusta la
carrera del vástago. El par de giro es función de la presión, de la superficie del
émbolo. Los accionamientos de giro se emplean para voltear piezas, doblar tubos
metálicos, regular acondicionadores de aire, accionar válvulas de cierre, etc. (4)
(pág. 5).
En la Figura 2.18 se muestra el corte seccionado de un actuador giratorio de
cremallera y piñón.
Figura 2.18 Corte seccionado.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 48
Las características principales de estos actuadores de cremallera y piñón son las
siguientes:
Par mayor que el de las paletas.
Angulo de giro de 0 a 90°, ajustable.
Los actuadores giratorios de cremallera y piñón se usan en aplicaciones como:
estampado y orientación de piezas robustas (2) (pág. 112).
2.3.3 Motores de paletas.
Son muy simples y su utilización está muy extensa, estos motores son de
construcción análoga a la de los compresores de paletas. El rotor esta igualmente
montado excéntricamente en el cuerpo del motor. El par de giro sobre la carga se
desarrolla cuando el aire a presión actúa sobre la sección libre de las paletas y las
empuja haciendo girar el rotor. Cuando la cámara, entre las paletas, con el aire
comprimido alcanza la abertura de de salida, se produce la correspondiente
expansión a la atmosfera.
Los motores de paletas se construyen para potencias comprendidas entre 0,1 y 20
CV. Es frecuente la utilización de estos motores acoplados con un reductor, lo que
permite multiplicar el par y que el motor pueda trabajar a velocidades elevadas,
con lo que se consigue un mejor control de la velocidad frente a variaciones de las
cargas. El número de revoluciones de marcha en vacio se halla entre 1000 y
5000rpm. La regulación del número de revoluciones se efectúa ajustando el
caudal de alimentación.
Los motores de paletas, además de su utilización como elemento motriz puro, se
emplean también en herramientas neumáticas tales como taladradoras,
atornilladores y esmeriladoras. (1) (pág. 40).
En si su campo de aplicación son en áreas restringidas y gran distancia. Estos
motores de paleta se componen principalmente de la siguiente manera:

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 49
Cursor y embolo fijos mecánicamente
Cinta hermética para sellar la carrera
Con amortiguamiento en los finales de carrera en ambos extremos. (2)
(pág.114).
En la Figura 2.19 se muestra el funcionamiento y rotor de un motor de paleta.
Figura 2.19 Rotor de un motor de paleta
2.4 ELEMENTOS DE MANDO O DE CONTROL. SIMBOLOGÍA,
FUNCIONAMIENTO Y APLICACIONES.
Los circuitos neumáticos o mandos neumáticos están constituidos por los
actuadores que efectúan el trabajo y por aquellos elementos de señalización y de
mando que gobiernan el paso del aire comprimido, y por lo tanto la maniobra de
aquellos, denominándose de una manera genérica válvulas.
Estos elementos tienen como finalidad mandar o regular la puesta en marcha o el
paro del sistema, el sentido del flujo, así como la presión o el caudal del fluido
procedente del depósito regulador. Según su función las válvulas se subdividen
en los grupos siguientes:
En Válvulas de vías o distribuidoras, válvulas de caudal, válvulas de
bloqueo, válvulas temporizadoras y válvulas de presión. (5) (pág.1).
2.4.1 Válvulas de vías o distribuidoras
Estas válvulas son los componentes que determinan el camino que ha de seguir el
aire comprimido en cada momento, gobernando el arranque, paro y el sentido de

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 50
desplazamiento de los actuadores. Trabajan en dos o más posiciones fijas
determinadas. En principio, no pueden trabajar en posiciones intermedias. Las
válvulas de vías se emplean como: elementos de mando, elementos de
procesamiento o elementos de entrada.
Para llevar a cabo la elección de una válvula neumática es conveniente recurrir a
ciertos criterios de elección, los cuales pueden abarcar los conceptos siguientes:
Numero de vías y posiciones
Sistema de accionamiento
Características de caudal
Se entiende por número de vías el número máximo de conductos que pueden
interconectarse a través del distribuidor. El número de posiciones es el de
conexiones diferentes que pueden obtenerse de manera estable entre las vías del
distribuidor.
Las válvulas distribuidoras se denominan por su número de vías o conexiones con
el exterior y el de posiciones posibles, separadas por una barra; por ejemplo una
válvula 3/2 vías quiere decir que tiene tres conexiones o vías con el exterior (una
con un actuador, otra la alimentación y la tercera el escape) y que puede ocupar
dos posiciones de maniobra diferentes. Hay que observar que la primera cifra es
siempre indicativa. (1) (pág.43).
Las válvulas de vías conmutan reaccionando ante las señales de salida de la
unidad de control y bloquean o abren el paso en la parte funcional. Estas válvulas
pueden ser de dos, tres, cuatro y cinco vías, convenientes a las zonas de trabajo
y a la aplicación de cada una de ellas, estará en función de las operaciones a
realizar. Las tareas más importantes de las válvulas de vías son las siguientes:
Abrir o bloquear a la alimentación de aire comprimido.
Permitir que los cilindros avance y retrocedan. (2) (pág.135).

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 51
2.4.1.1 Válvulas de 2/2 vías
Estas válvulas difícilmente pueden llamarse distribuidores ya que de hecho solo
abren y cierran un conducto. Las válvulas 2/2 vías tienen dos conexiones o vías:
un orificio para la entrada de aire y otro para la utilización, y dos posiciones de
trabajo. Evidentemente solo admiten dos posiciones: vías cerradas o vías abiertas.
Si está en reposo, la válvula sin accionar y las vías están cerradas, se denomina
válvula normalmente cerrada, impide el paso del aire, en caso contrario
normalmente abierta, es decir al ser accionada deja pasar el aire.
En la Figura 2.20 se representa el esquema de una de una válvula de dos vías
dos posiciones, conforme a la norma ISO 1219.
Figura 2.20 Esquema de una válvula de dos vías dos posicione.
.
2.4.1.2 Válvula de tres vías
Una válvula de tres vías consta de un orificio de entrada otro de salida y un tercer
orificio para la descarga del aire. El accionamiento de la válvula comunica la
entrada con la salida, quedando el escape cerrado. Al retornar la válvula a su
posición inicial, se cierra la entrada de aire y se comunica la salida con el escape.
Por lo general las válvulas de tres vías son de dos posiciones 3/2 aunque también
pueden ser de tres vías tres posiciones 3/3 quedando en su posición central o de
reposo todas las vías cerradas. Normalmente esta válvula se emplea para el
mando de cilindros de simple efecto, en casos excepcionales se pueden utilizar las
válvulas de tres vías para el mando de un cilindro de doble efecto; para ello se

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 52
utilizan dos válvulas. Una de ellas alimenta a una de las cámaras del cilindro con
aire a presión, simultáneamente la otra comunica la cámara contraria a escape.
En la Figura 2.21 se representa el esquema de una de una válvula de tres vías
dos posiciones, conforme a la norma ISO 1219.
Figura 2.21 Esquema de una válvula de tres vías dos posiciones
2.4.1.3 Válvula de cuatro vías
Consta de un orificio para la entrada, dos salidas para la utilización de servicios y
un escape. Se utiliza para el control de de cilindros de doble efecto o para
accionamiento de válvulas piloto de mayor tamaño.
En la Figura 2.22 se representa el esquema de una de una válvula de cuatro vías
dos posiciones, conforme a la norma ISO 1219.
Figura 2.22 Esquema de una válvula de cuatro vías dos posiciones.
2.4.1.4 Válvula de cinco vías
Las válvulas de cinco vías constan de un orificio para la entrada de aire, dos
salidas para la utilización de servicios y los dos escapes correspondientes. Todas
las válvulas de cinco vías son de embolo deslizante. Cada desplazamiento de éste
comunica la entrada con una u otra salida, quedando la otra salida conectada al
exterior mediante el escape correspondiente. Se utiliza para el control de doble

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 53
efecto o para el accionamiento de válvulas piloto de mayor tamaño. Aparte de las
válvulas 5/2, existen dos versiones de 5/3 posiciones: una con ambas salidas a
escape en posición central, que deja el cilindro libre y puede usarse para hacer la
descarga previa, y otra con todas las vías cerradas para dejar el cilindro
inmovilizado o bloqueado en posición central. (1) (pág.43-45).
En la figura 2.23 se representa el esquema de una de una válvula de cinco vías
dos posiciones, conforme a la norma ISO 1219.
Figura 2.23 Esquema de una válvula de 5 vías, 2 posiciones
2.4.2 Nomenclatura de válvulas de vías
La representación que se utiliza corresponde a la norma ISO 1219. Se trata de
una representación que refleja la función y el funcionamiento de las válvulas de
una manera muy significativa. A continuación se relacionan las cuestiones más
importantes.
La válvula se representa con un rectángulo en posición horizontal. En Figura 2.24
se muestra la imagen de dicho rectángulo que representa una válvula.
Figura 2.24 Rectángula que representa la válvula.
El rectángulo se puede dividir en varios cuadrados, el número de cuadrados
yuxtapuestos representan el número de posiciones de la válvula. En la Figura 2.25
se muestran algunas posiciones de una valvula de vías.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 54
Figura 2.25 Posiciones de válvula de vías.
Las flechas representan las vías (pasos de aire) mientras que los bloqueos de aire
son representados por "T". En la Figura 2.26 se muestra unos ejemplos de vías
que puede adaptar una válvula distribuidora.
Figura 2.26 Tipos de vías de una válvula
Los triángulos representan la entrada de aire, mientras que los triángulos
invertidos representan los puertos por donde el aire es expulsado. En la Figura
2.27 se observa los triángulos que representan las entradas y salidas del aire.
Figura 2.27 Entrada y escape de aire.
Las válvulas de vías tienen siempre una posición de reposo y se identifica por ser
la 2° posición de izquierda a derecha. En la Figura 2.28 se observa la posición de
reposo de una válvula de vía de acuerdo a la norma ISO 1219.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 55
Figura 2.28 Posición de reposo de una válvula de vías.
Estando en la posición de reposo:
La segunda vía inferior de derecha a izquierda será siempre la alimentación
y será denotado por el número 1
Las restantes vías inferiores serán siempre los escapes de aire, denotados
por los números impares (3,5,...) y se escribirán de derecha a izquierda.
Las vías superiores serán siempre los servicios, salida o utilizaciones y se
denotan por los números pares (2,4,...) y se escribirán de derecha a
izquierda.
En Figura 2.29 Se observan las conexiones externas, las cuales se identifican por
medio de números.
Figura 2.29 Conexiones de la válvula de vías.
Para evitar errores durante el montaje y además para identificar las conexiones
externas, estas se identifican por medio de letras mayúsculas o números: En la
Tabla 2.2 se describe la nomenclatura de las válvulas conforme a las siguientes
normas.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 56
DIN ISO ANSI
Presión P 1 IN
Salidas A,B 2,4 OUT1, OUT2
Escapes R,S 3,5 EXH1, EXH2
Pilotajes Z,Y,X 10,12,14 PIL1, PIL2
Tabla 2.2 Nomenclatura de conexiones.
Para nombrar correctamente una válvula de vías, se utiliza la siguiente fórmula:
Válvula de # vías, # posiciones
En la Figura 2.30 se observan ejemplos de la manera correcta para nombrar una
válvula de vías, empleando la formula anterior. (2) (pág.136-142).
Figura 2.30 Ejemplo de la fórmula.
2.4.3 Accionamiento de las válvulas
Una característica importante de toda válvula es su clase de accionamiento,
debido a que, de acuerdo con ello, dentro de la cadena de mando de un equipo
neumático se la empleará como elemento emisor de señal, órgano de control o de
regulación.
El mismo accionamiento puede ser montado opcionalmente en una válvula de 2,
3,5 vías con dos o tres posiciones de maniobras según el tipo. En casos
excepcionales, una determinada forma de accionamiento va unidad por razones
técnicas a un determinado tipo de válvulas. Los accionamientos comprenden dos

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 57
mecanismos el de mando y el de retorno, que pueden ser distintos o iguales. Los
retornos pueden ser automáticos, entrando en función al cesar la acción contraria.
La clase de accionamiento de una válvula de vías no depende de su función ni de
su forma constructiva, si no del dispositivo de accionamiento que se agrega a la
válvula básica. De una manera general podemos dividir los accionamientos en:
2.4.3.1 Accionamiento por fuerza muscular
Por medio de este mando es posible supeditar una acción neumática a lo
ordenado por el operario que se encarga de accionarla. Entre estos
accionamientos figuran todos los que son realizados con la mano o con el pie
como pueden ser por medio de botón pulsador, por palanca, pedal, palanca
enclavable.
En la Figura 2.31 se observa los tipos de accionamiento manual.
Figura 2.31 Tipos de accionamiento por fuerza muscular.
2.4.3.2 Accionamiento mecánico
El accionamiento mecánico es necesarios en todas aquellas partes en las que la
válvula deba ser accionada mediante un órgano mecánico del equipo, por ejemplo:

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 58
levas en el vástago de un cilindro, carros de las maquinas etc. A veces las
válvulas con este dispositivo de mando actúan como finales de carrera. En estos
accionamientos habrá que tener en cuenta una serie de precauciones para prever
la protección de los mecanismos de mando del distribuidor.
En la Figura 2.32 se observan los tipos de accionamientos mecánicos.
Figura 2.32 Tipos de accionamientos mecánicos.
2.4.3.3 Accionamiento neumático o por aire comprimido
Estos accionamientos utilizan aire a presión, se utilizan en accionamientos a
distancia. En el mando a distancia de un distribuidor el elemento emisor de
señales está separado del punto de accionamiento.
El accionamiento neumático puede realizarse por impulso de aire a presión,
accionamiento o pilotaje positivo o por reducción de la presión, accionamiento o
pilotaje negativo. Las válvulas accionadas por medios neumáticos con posición de
reposo automática, utilizan exclusivamente pilotaje positivo debido a que debe ser
vencida la fuerza del resorte.
Las tuberías de mando en las válvulas de accionamiento neumático no deben ser
demasiado largas, pues de lo contrario se hacen demasiado largo los tiempos de
respuesta y el consumo de aire también es demasiado grande.
En la figura 2.33 se observan los tipos de accionamiento neumático.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 59
Figura 2.33 Tipos de accionamiento neumáticos
2.4.3.4 Accionamiento eléctrico
El accionamiento eléctrico se efectúa con la fuerza que se provoca al hacer pasar
una corriente eléctrica alrededor de una bobina con un núcleo de hierro
desplazable en su interior. Tiene muchas ventajas frente al resto de
accionamientos y da lugar a una tecnología conocida como electroneumática.
Por medio de este mando se subordina una acción neumática por el paso de la
corriente a través de un electroimán. Las válvulas provistas de este sistema de
mando reciben el nombre de válvulas magnéticas o electroválvulas.
También se pueden clasificar los accionamientos en directos o indirectos, según el
mecanismo exterior actué directamente sobre el elemento de inversión o sobre
una pequeña válvula interna, que a su vez pilota al elemento de inversión de la
válvula principal.
Las válvulas de accionamiento indirecto o de mando previo están compuestas por
dos válvulas montadas en una sola unidad. La primera válvula sirve
exclusivamente para la inversión de la segunda, que es la válvula principal. (1)
(pág.48-53). En la Figura 2.34 se muestran los tipos accionamientos eléctricos.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 60
Figura 2.34 Tipos de accionamiento eléctrico.
2.4.3.5 Accionamiento combinado
El accionamiento puede ser con doble bobina, servopilotaje y pilotaje manual
auxiliar. En la Figura 2.35 se observa el tipo de accionamiento combinado.
Figura 2.35 Accionamiento combinado.
Para nombrar completamente una válvula de vías, la fórmula es la siguiente:
Válvula de # vías, # posiciones, activada por _____ y retorno por____.
En la Figura 2.36 se muestran unos ejemplos de la manera correcta para nombrar
completamente una válvula de vías. (2) (pág. 146-147).
Figura 2.36 Ejemplos de la formula completa.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 61
2.4.4 Activación directa de cilindros
Un actuador neumático es accionado por lo general mediante una válvula de vías.
La selección de la válvula depende en cada caso de la aplicación concreta.
2.4.4.1 Accionamiento de un cilindro de simple efecto
El vástago de un cilindro de simple efecto deberá avanzar al accionarse un
pulsador, volverá automáticamente a la posición normal cuando este se suelte.
Características del cilindro de simple efecto:
Trabaja en un sólo sentido
Muelle de reposición
Cuenta con una conexión para alimentación y un orificio de escape
Accionamos el cilindro mediante una válvula 3/2 vías manualmente, reposicionada
por muelle. La válvula cambia de posición normal a posición conmutada al
accionarse el pulsador. En la Figura 2.37 se observa el accionamiento del cilindro.
Figura 2.37 Activación de un cilindro de simple efecto.
El conexionado de la válvula de 3/2 vías consta de la conexión de aire a presión,
de la tubería de trabajo y, además, de la conexión de evacuación de aire.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 62
2.4.4.2 Activación de un cilindro de doble efecto
El vástago de un cilindro de doble efecto deberá avanzar al accionarse un
pulsador y deberá retroceder cuando este se suelte. El cilindro de doble efecto
trabaja en ambos sentidos. Cuenta con dos conexiones para la alimentación.
Accionamos el cilindro mediante una válvula 5/2 vías manualmente reposicionada
por muelle. En la Figura 2.38 se observa la activación de un cilindro de doble
efecto. (8) (pág. 32-33).
Figura 2.38 Activación de un cilindro de simple efecto
2.4.5 Características constructivas de las válvulas distribuidoras
La simbología de los elementos neumáticos nos muestra el comportamiento que
tienen los componentes de manera funcional. Sin embargo dicha simbología no
nos indica la construcción interna que tienen dichos elementos.
Las características constructivas de las válvulas determinan su forma de trabajar,
la fuerza de accionamiento requerida, el desplazamiento del obturador, su grado
de estanquidad, sus conexiones externas, su tamaño, su robustez y posible
duración y otras características. Según su construcción se distinguen las válvulas
de asiento y las válvulas de corredera. (5) (pág. 4).

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 63
2.4.6 Válvulas de asiento
El principio de las válvulas de asiento asegura un funcionamiento, sin coincidencia
con el escape, es decir, durante el proceso de conmutación el escape de aire se
cierra antes de que pueda pasar el aire que entra.
En las válvulas de asiento el paso es abierto o cerrado mediante placas, bolas o
conos, obteniendo una perfecta estanqueidad de una manera muy simple. La
estanqueidad del asiento de la válvula se realiza casi siempre con juntas elásticas.
Normalmente cuentan con un muelle incorporado para el reposicionamiento y se
requiere una fuerza de accionamiento relativamente elevada para vencer la
resistencia de éste y de la presión del aire. Sin embargo, el desplazamiento
necesario del obturador para pasar de posición abierta a cerrada es muy reducido.
El tiempo de respuesta de las válvulas de asiento es muy corto, pues con una
pequeña elevación del cierre queda libre toda la sección de la válvula.
Las válvulas de asiento son poco sensibles a la suciedad, tienen pocas piezas
sometidas al desgaste, por lo tanto estas válvulas tienen gran duración y poseen
una buena estanqueidad. Se construyen con asiento de bola y con asiento plano.
(1) (pág. 46).
2.4.6.1 Válvula de 3/2 vías con asiento de bola
Estas válvulas con asiento de bola son de concepción muy simple y, por tanto,
muy económicas, pero como no siempre está garantizada la estanqueidad quedan
relegadas para funciones secundarias. Se distinguen por sus dimensiones muy
pequeñas.
Un muelle mantiene apretada una semiesfera contra el asiento; el aire comprimido
no puede fluir del empalme 1 (P) hacia la tubería de trabajo 2 (A). La conexión 2
(A) está comunicada a lo largo del taqué con el orificio de salida de aire 3 (R).
Posición cerrada en reposo.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 64
Al accionar el taqué, la bola se separa del asiento. Primero se cierra la conexión
para salida de aire 3 (R); luego se abre el paso de la conexión 1(P) a la conexión
2 (A). Posición abierta en reposo. Es necesario vencer al efecto la resistencia del
muelle de reposicionamiento y la fuerza del aire comprimido
En la Figura 2.39 se representa el funcionamiento de la posición cerrada en
reposo y la posición abierta en reposo de una válvula de 3/2 vías con asiento de
bola.
Figura 2.39 Válvula de 3/2 vías con asiento de bola.
Este tipo de válvulas distribuidoras pueden ser de 2/2 vías o bien 3/2 vías con
escape a través del taqué de accionamiento. El accionamiento puede ser manual
o mecánico. (5) (pág. 5).
2.4.6.2 Válvula de 3/2 vías; cerrada en reposo con asiento plano
Las válvulas de asiento plano son más utilizadas por ofrecer mejores condiciones
de estanquidad. Pueden estar construidas como válvulas de 2/2, 3/2 y 4/2 vías.
Sin accionamiento estas válvulas se mantienen en posición normalmente
cerradas, provocada por el muelle de retroceso. Estas válvulas tienen el
inconveniente de que la fuerza de maniobra resulta elevada, ya que es necesario
vencer la fuerza de los muelles y la presión. (1) (pág. 47)

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 65
Disponen de una junta simple que asegura la estanquidad necesaria. El tiempo de
repuesta es muy pequeño puesto que con un desplazamiento corto se consigue
un gran caudal de paso. También estas válvulas son insensibles a la suciedad y
tienen, por eso, una duración muy larga de servicio. (5) (pág. 5)
Un plato bajo la presión de un resorte bloquea el paso de la conexión de aire a
presión 1 (P) a la conexión de trabajo 2 (A). La conexión de trabajo 2 (A) está
comunicada con el orificio de salida de aire 3(R). Posición cerrada en reposo. (6)
(pág. 64)
En estas válvulas al accionar el taqué se bloquea primero el orificio de salida de
aire de A (2) hacia R (3), porque el taqué asienta sobre el disco, antes de abrir el
conducto de P (1). Al seguir apretando, el disco se separa del asiento, y el aire
puede circular de P (1) hacia la conexión A (2). Posición abierta en reposo. Las
válvulas distribuidoras 3/2 se utilizan para mandos con cilindros de simple efecto o
para el pilotaje de servoelementos. (5) (pág. 6)
En la Figura 2.40 se representa el funcionamiento de la posición cerrada en
reposo y de la posición abierta en reposo de la válvula de 3/2 vías con asiento
plano.
Figura 2.40 Válvula de 3/2 vías cerrada en reposo con asiento plano.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 66
2.4.6.3 Válvula de 3/2 vías; abierta en reposo con asiento plano
En el caso de una válvula de 3/2 vías; normalmente abierta o abierta en reposo,
con asiento plano, un plato bajo la fuerza de un resorte cierra el orificio de salida
de aire 3 (R). La conexión para aire a presión 1 (P) está comunicada con la
conexión de trabajo 2 (A). Posición abierta en reposo.
Al accionar el taqué se cierra con un disco primero la conexión de aire a presión
de 1 (P) hacia 2(A). Al seguir apretando, otro disco se levanta de su asiento luego
y abre el paso de la conexión 2 (A) hacia la conexión 3 (R). El aire puede escapar
entonces por 3 (R). Posición cerrada en reposo. Al soltar el taqué, los muelles
reposicionan el émbolo con los discos estanquizantes hasta su posición inicial.
En la Figura 2.41 se muestra el funcionamiento de la posición abierta en reposo y
de la posición cerrada en reposo de la válvula de 3/2 vías; abierta en reposo, con
asiento plano
Figura 2.41 Válvula de 3/2 vías abierta en reposo con asiento plano.
Estas válvulas pueden accionarse manualmente o por medio de elementos
mecánicos, eléctricos o neumáticos. (5) (pág.6-7)

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 67
2.4.6.4 Válvula de 4/2 vías, con asiento plano.
Es una válvula de 4 conexiones de trabajo, 2 posiciones. Cuenta con 2 émbolos
de mando. Una válvula 4/2 que trabaja según este principio es una combinación
de dos válvulas 3/2 vías, una de ellas normalmente cerrada y la otra normalmente
abierta alojadas dentro de la misma carcasa. Estas válvulas de 4/2 vías se
emplean para controlar cilindros de doble efecto. (6) (pág. 74).
Esta válvula funciona de la siguiente manera. Los conductos de 1 (P) hacia 2 (A) y
de 4 (B) hacia 3 (R) están abiertos. Al accionar simultáneamente los dos taqués,
se cierra el paso de 1 (P) hacia 2 (A) y de 4 (B) hacia 3 (R). Al seguir apretando
los taqués contra los discos, venciendo la fuerza de los muelles de
reposicionamiento, se abren los pasos de 1 (P) hacia 4 (B) y de 2 (A) hacia 3 (R).
Esta válvula regresa a su posición inicial por fuerza de los muelles.
En la Figura 2.42 se observa el funcionamiento de una válvula de 4/2 vías, asiento
de plato. (5) (pág. 7)
Figura 2.42 Válvula de 4/2 vías.
2.4.6.5 Válvula de impulsos 5/2 vías, asiento de plato suspendido
Esta válvula tiene 5 conexiones de trabajo, 2 posiciones. Utiliza una junta de plato
suspendido con movimientos de conmutación relativamente pequeños.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 68
Se invierte alternativamente por pilotaje mediante aire comprimido y permanece en
la posición correspondiente hasta que recibe un impulso inverso. Se dice que es
una válvula biestable. Al recibir presión, el émbolo de mando se desplaza. En el
centro de dicho émbolo se encuentra un disco con una junta de asiento que une
los conductos de trabajo 2 o 4 con el empalme de presión 1(P) o los separa de
este. Las juntas secundarias del embolo unen las conexiones de evacuación de
aire con las conexiones de escape. El escape se realiza a través de 3 o 5. Se
utilizan para control los cilindros de doble efecto. La válvula tiene en ambos lados
una unidad de accionamiento manual para controlar el movimiento del émbolo.
Aunque en un principio pudiera parecer que se trata de una válvula de corredera
se trata de una válvula de asiento, pues aunque dispone de una corredera la
estanquidad se consigue mediante asiento. Si se comparan con las válvulas de
corredera longitudinal, son pequeños los recorridos de accionamiento. (5) (pág. 8).
Las válvulas neumáticas 5/2 vías tienen capacidad de memoria; para modificar el
mando basta con una breve señal (impulso). Esta válvula conmuta de la conexión
14(Z) a la conexión 12(Y) por efecto de señales neumáticas alternativas. Es decir:
Una señal neumática aplicada a la conexión de pilotaje 12 abre el paso de la
conexión 1 a la conexión 2. Una señal neumática aplicada a la conexión de pilotaje
14 hace que haya paso de la conexión 1 a la conexión 4. Cuando hay señales en
ambas conexiones de pilotaje, domina la primera señal recibida. (6) (pág. 80).
En la Figura 2.43 se muestra el funcionamiento de una válvula de impulsos de 5/2
vías, asiento plano suspendido.
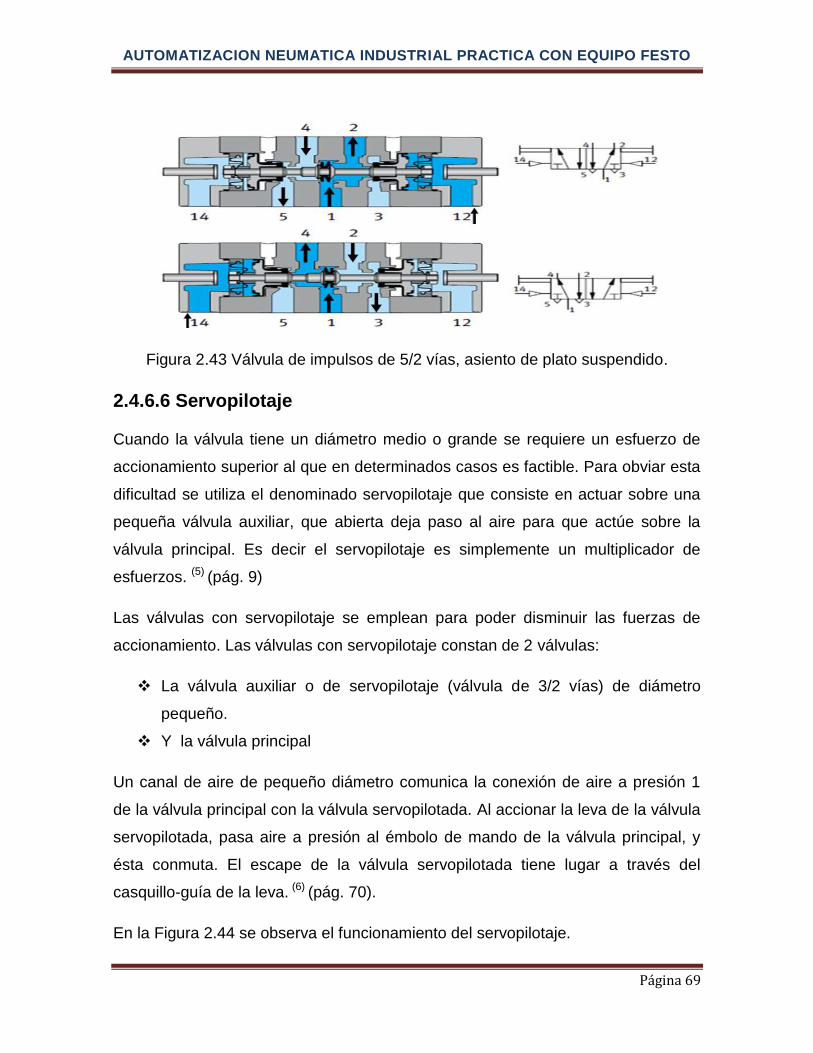
AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 69
Figura 2.43 Válvula de impulsos de 5/2 vías, asiento de plato suspendido.
2.4.6.6 Servopilotaje
Cuando la válvula tiene un diámetro medio o grande se requiere un esfuerzo de
accionamiento superior al que en determinados casos es factible. Para obviar esta
dificultad se utiliza el denominado servopilotaje que consiste en actuar sobre una
pequeña válvula auxiliar, que abierta deja paso al aire para que actúe sobre la
válvula principal. Es decir el servopilotaje es simplemente un multiplicador de
esfuerzos. (5) (pág. 9)
Las válvulas con servopilotaje se emplean para poder disminuir las fuerzas de
accionamiento. Las válvulas con servopilotaje constan de 2 válvulas:
La válvula auxiliar o de servopilotaje (válvula de 3/2 vías) de diámetro
pequeño.
Y la válvula principal
Un canal de aire de pequeño diámetro comunica la conexión de aire a presión 1
de la válvula principal con la válvula servopilotada. Al accionar la leva de la válvula
servopilotada, pasa aire a presión al émbolo de mando de la válvula principal, y
ésta conmuta. El escape de la válvula servopilotada tiene lugar a través del
casquillo-guía de la leva. (6) (pág. 70).
En la Figura 2.44 se observa el funcionamiento del servopilotaje.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 70
Figura 2.44 Funcionamiento del servopilotaje.
2.4.6.7 Válvula distribuidora 3/2, servopilotada de accionamiento
por palanca con rodillo.
Es una válvula de 3 conexiones de trabajo, 2 posiciones. La válvula con
servopilotaje, posee en su interior un pequeño conducto con una válvula auxiliar
que conecta presión 1 (P) con la cámara del émbolo que acciona la válvula.
Cuando se acciona el rodillo, se abre la válvula auxiliar de servopilotaje, el aire
comprimido circula hacia la cámara superior del émbolo que al desplazarlo
modifica la posición de la válvula principal 3/2. La palanca con rodillo se activa por
ejemplo por medio de una leva. Gracias al servopilotaje, la fuerza de
accionamiento requerida es menor.
La inversión se realiza en dos fases. En primer lugar se cierra el conducto de 2 (A)
hacia 3 (R). Posición cerrada en reposo. Y luego se abre el 1 (P) hacia el conducto
2 (A). Posición abierta en reposo. La válvula se reposiciona por muelle al soltar el
rodillo. Se cierra el paso de la tubería de presión hacia la cámara del émbolo y se
purga de aire. El muelle hace regresar el émbolo de mando de la válvula principal
a su posición inicial.
Este tipo de válvula puede emplearse opcionalmente como válvula normalmente
cerrada o normalmente abierta. Tan sólo invirtiendo las conexiones 1 (P) y 3 (R), y
girando la parte superior del cuerpo en 180°. (5) (pág. 10).

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 71
En la Figura 2.45 se observa el funcionamiento de la posición normalmente
cerrada y de la posición normalmente abierta de la válvula de 3/2 vías con
servopilotaje de accionamiento por palanca con rodillo.
Figura 2.45 Válvula de 3/2 vías con servopilotaje.
2.4.7 Válvulas de corredera
En estas válvulas, las conexiones externas se relacionan unas con otras o se
cierran por medio de una corredera longitudinal o giratoria, que se desplaza o gira
dentro de un cuerpo de válvula.
Válvula de corredera longitudinal
El elemento de mando de esta válvula es un émbolo que realiza un
desplazamiento longitudinal, uniendo o separando al mismo tiempo los
correspondientes conductos. Es decir el elemento móvil, un embolo, se desliza
perpendicularmente al eje del orificio que debe cerrar.
La corredera está formada por cilindros y discos coaxiales de diferente diámetro
dispuestos consecutivamente. La fuerza de accionamiento requerida es reducida,
porque no hay que vencer una resistencia de presión de aire o de muelle, como en

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 72
el caso de las válvulas de asiento. La válvulas de corredera longitudinal pueden
accionarse manualmente o mediante medios mecánicos, eléctricos o neumáticos.
Estos tipos de accionamiento también pueden emplearse para reposicionar la
válvula a su posición inicial. La carrera es mayor que en las válvulas de asiento.
En este tipo de válvulas la estanquidad es más imperfecta que en las válvulas de
asiento. (5) (pág. 10).
Estas válvulas de corredera son las más empleadas por la sencillez de su
concepción y fabricación, además son de fácil mantenimiento. Estas válvulas
prestan funciones generales, destacando entre ellas el mando de cilindros que
requieren 5 vías, para lo que se disponen versiones de 5/2 y 5/3. Las fuerzas de
accionamiento son pequeñas, incluso a presiones elevadas. (1) (pág. 47).
2.4.7.1 Válvula de 5/2 vías biestable de memoria o impulsos
Esta válvula tiene 5 conexiones de trabajo, 2 posiciones. La válvula funciona como
válvula de memoria; para modificar el mando basta con una breve señal (impulso).
Una señal neumática aplicada a la conexión de pilotaje 12 abre el paso de la
conexión 1 a la conexión 2.
Una señal neumática aplicada a la conexión de pilotaje 14 abre el paso de la
conexión 1 a la conexión 4. Cuando hay señales en ambas conexiones de pilotaje,
domina la primera señal recibida. El escape se realiza a través de 3 ó 5.
Estas válvulas se utilizan para controlar cilindros de doble efecto. A continuación
se mencionan sus características.
Grandes recorridos de accionamiento
Se necesita poca fuerza para el accionamiento. (6) (pág. 78)
En la Figura 2.46 se observa el funcionamiento de una válvula de impulsos
biestable de 5/2 vías.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 73
Figura 2.46 Válvula de impulsos biestable de 5/2 vías.
2.4.7.2 Válvula de 5/3 vías (Centro cerrado)
Esta válvula tiene cinco conexiones: presión, dos con trabajo y dos con la
atmósfera, y puede adoptar 3 posiciones. Las conexiones 14 ó 12 accionan la
válvula mediante aire comprimido. En la parte superior de la Figura 2.47 se
muestra en su posición estable intermedia.
La válvula se centra por efecto de los muelles, cuando no se produce ninguno de
los pilotajes. En este caso las 5 vías se encuentran cerradas. Seguidamente se
muestra la válvula de 5/3 vías después de haber aplicado una señal de pilotaje en
14. El aire fluye de 1 a 4. La conexión 2 se descarga por la 3, mientras que la 5
queda libre. En último lugar aparece la misma válvula después de haber aplicado
la señal de pilotaje en 12. El aire fluye de 1 a 2. La conexión 4 se descarga por la
5 y 3 queda libre. (5) (pág.11)
En la Figura 2.47 se observa el funcionamiento de la válvula de 5/3 vías (Centro
cerrado).

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 74
Figura 2.47 Válvula biestable de 3/5 vías.
2.5 ESTRUCTURA BÁSICA DE UN SISTEMA NEUMÁTICO
Los elementos en el sistema neumático son representados por símbolos que
indican la función del elemento en el sistema. Los símbolos de los componentes
se organizan de acuerdo a los niveles del sistema, estos niveles están dispuestos
según el flujo de señales, bien sea en el circuito neumático (de mando) o en el
circuito eléctrico (de control). En la estructura de los sistemas neumáticos el flujo
de las señales es de abajo hacia arriba.
La alimentación de energía es mediante tubo flexible o tubería. En un sistema de
control pueden diferenciarse los componentes como pertenecientes a cinco grupos
primarios. (2) (pág. 166).
En la Figura 2.48 se observa el flujo que se lleva para el diseño de un diagrama
neumático.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 75
Figura 2.48 Estructura básica de un sistema neumático.
2.6 INTRODUCCIÓN A LOS SISTEMAS NEUMÁTICOS CON LÓGICA
COMBINATORIA. FUNCIONES LÓGICAS.
Es la técnica en la cual los mandos lógicos se implementan utilizando solamente
órganos binarios, en donde los elementos solo suministran señales binarias de 0 y
1, estos valores representan el estado lógico de encendido y apagado.
Los órganos binarios se caracterizan por su funcionamiento opuesto, como los
apagadores eléctricos, distribuidores neumáticos, transistores, etc.
En la técnica eléctrica las señales son tensiones, en la técnica lógica de fluidos las
señales son presiones es por eso que se ha convenido que corresponda:
El signo 1 a la puesta en presión. “Cuando está en estado activo”
El signo 0 a la puesta en escape. “Cuando está en estado inactivo”
Las funciones lógicas permiten expresar instantáneamente la relación existente
entre los valores binarios de las presiones de los distintos puntos de un circuito

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 76
neumático. Las células lógicas de fluidos están concebidas para cubrir las
funciones lógicas definidas.
El principio general consiste en reunir en funciones las diversas informaciones
binarias relativas al sistema, por medio de símbolos operativos representantes de
los tipos de funcionamiento característicos. Las funciones obtenidas definen las
condiciones de funcionamiento de los órganos receptores. Estas funciones pueden
ser:
2.6.1 Función identidad: “SI” o igualdad lógica.
Esta función corresponde a una igualdad de estados, es decir la salida siempre
tiene el mismo valor que la entrada.
En la Tabla 2.3 se observa la tabla de verdad y la ecuación característica de la
función identidad: SI o igualdad lógica.
Tabla de verdad Ecuación Característica
Tabla 2.3 Función de identidad: "SI" o igualdad lógica.
Por ejemplo, si una célula entrega una presión de salida cuando el orificio de
mando esta a presión, y a la inversa, se dice que hay igualdad entre la señal de
salida A y la señal de mando X.
Es decir si la variable de entrada o señal de mando X es 0 “sin presión”, la señal
de salida será 0. El pistón está en estado inactivo “no hay presión”. En la figura
2.49 se representa el estado inactivo del pistón.
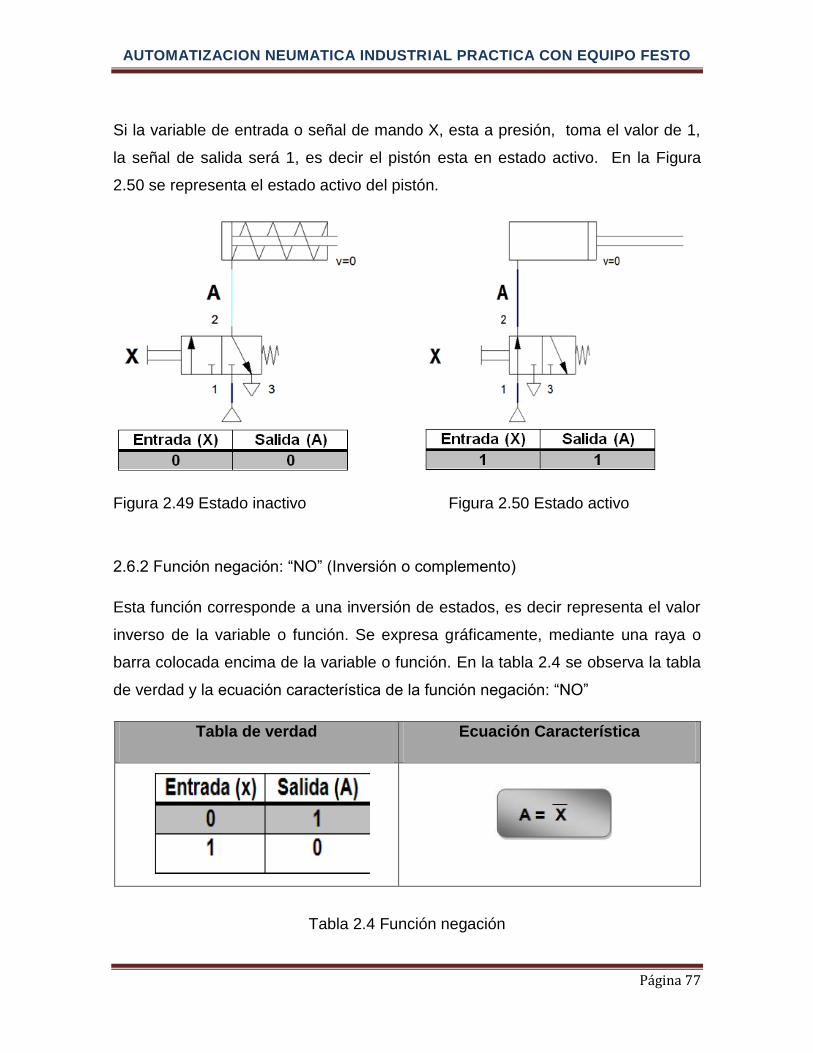
AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 77
Si la variable de entrada o señal de mando X, esta a presión, toma el valor de 1,
la señal de salida será 1, es decir el pistón esta en estado activo. En la Figura
2.50 se representa el estado activo del pistón.
Figura 2.49 Estado inactivo Figura 2.50 Estado activo
Figura 2.50 Estado activo
2.6.2 Función negación: “NO” (Inversión o complemento)
Esta función corresponde a una inversión de estados, es decir representa el valor
inverso de la variable o función. Se expresa gráficamente, mediante una raya o
barra colocada encima de la variable o función. En la tabla 2.4 se observa la tabla
de verdad y la ecuación característica de la función negación: “NO”
Tabla de verdad Ecuación Característica
Tabla 2.4 Función negación

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 78
Por ejemplo si una célula manda una presión de salida cuando el orificio de
mando esta en escape o a la inversa, se dice que hay inversión de salida A de la
señal de mando X.
En esta función se toma el valor 1 como señal de salida, si la variable de entrada o
señal de mando X toma el valor 0. El pistón está en estado inactivo. En la Figura
2.51 se observa el estado inactivo del pistón, con la función negación.
Y viceversa se toma, como señal de salida el valor 0 si, la variable de entrada o
señal de mando X, toma el valor 1. Es decir el pistón está activo. En la Figura 2.52
se muestra el estado activo del pistón, con la función negación.
Figura 2.51 Estado inactivo Figura 2.52 Estado activo
Figura 2.52 Estado activo
2.6.3 Función conjunción: “Y” / “AND”
Esta función AND se caracteriza porque la salida es "1" solamente cuando todas
las variables de entrada están a presión, son "1". Tiene dos o más entradas;
combina el estado de las señales de entrada.
En la Tabla 2.5 se observa la tabla de verdad y la ecuación característica de la
función AND, con su representación neumática.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 79
Tabla de verdad Ecuación
Característica
Representación
Neumática
Tabla 2.5 Función AND.
Por ejemplo una célula manda una presión de salida A si una y otra ósea “ambas”
de las señales de entrada están en presión.
Es decir el pistón está en estado inactivo, cuando la entrada X y la entrada Y,
toman el valor 0, “no tienen presión”, la salida será 0. En la Figura 2.53 se
observa el pistón inactivo con la primera combinación de señales de esta función.
Tampoco se activara si la variable de entrada o señal de mando X toma el valor 0
y la variable señal de entrada Y el valor 1, la salida será 0. En la Figura 2.54 se
observa el pistón retraído con la segunda combinación de señales de esta función.
Figura 2.53 Estado inactivo Figura 2.54 Pistón retraído

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 80
El pistón sigue en estado inactivo, si la entrada o señal de mando X, toma el valor
1 y la entrada Y, toma el valor 0, la salida seguirá siendo 0. En la Figura 2.55 se
observa el pistón inactivo con una tercera combinación de señales de esta función.
En esta función AND, el pistón solo se activa si las variables de entrada X y Y,
están a presión, es decir toman el valor 1, forzosamente. En la Figura 2.56 se
muestra el estado activo del pistón cumpliendo la condición de la función.
Figura 2.55 Estado inactivo Figura 2.56 Estado activo
Figura 2.56 Estado activo
2.6.4 Función disyunción: “O” / “OR”
Esta función tiene dos o más entradas; combina el estado de las señales X y Y.
Una célula 0 manda una presión de salida X si una u otra de las señales de
entrada esta a presión (o ambas).
En esta función la condición es que cualquiera de las dos entradas (o las dos) X o
Y, estén a presión para que se active el pistón.
En la Tabla 2.6 se observa la tabla de verdad y la ecuación característica de la
función disyunción “OR”, con su representación neumática.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 81
Tabla de verdad Ecuación
Característica
Representación
Neumática
Tabla 2.6 Función OR.
En esta función el pistón estará retraído, si las variables de entrada X y Y toman
el valor 0, la señal de salida será 0, no habrá presión. En la figura 2.57 se observa
el pistón inactivo con la primera combinación de las señales de entrada.
Si la señal de mando X toma el valor de 0 y la señal de mando Y toma el valor
de 1, la señal de salida será 1. Es decir el pistón está activo. En la Figura 2.58 se
observa el pistón activo con la segunda combinación de señales de entrada.
Figura 2.57 Pistón inactivo Figura 2.58 Pistón activo
Figura 2.58 Pistón activo

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 82
El pistón se volverá activar si ahora tomamos la variable 1 en la señal de mando
X y en la señal de mando Y la variable 0, esto hará que la señal de salida sea 1.
En la figura 2.59 se observa el estado activo del pistón con otra combinación de
las señales de entrada.
Otra manera de que esta función active el pistón, es accionando las dos entradas
de mando X y Y, lo cual hará que la señal de salida sea1. En la figura 2.60
observa el pistón activo con esta última combinación de las señales de entrada de
la función disyunción.
Figura 2.59 Estado activo Figura 2.60 Estado activo
Figura 2.60 Estado activo
2.6.5 Función OR - Exclusiva (XOR)
La salida es "1" cuando las entradas están en distinto estado. Es decir una célula
0 manda una presión X si una u otra de las señales de entrada X y Y esta a
presión (pero no ambas).
Esta función se forma con la combinación de dos AND con una OR. (7) (pág.140-
143).

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 83
En la tabla 2.7 se observa la tabla de verdad y la ecuación característica de la
función, exclusiva XOR.
Tabla de verdad Ecuación Característica
Tabla 2.7 Función OR-Exclusiva (XOR).
2.7 VÁLVULAS DE CIERRE, DE CAUDAL Y DE PRESIÓN.
SIMBOLOGÍA, FUNCIONAMIENTO Y APLICACIONES.
Las válvulas neumáticas son las que gobiernan el movimiento de los cilindros.
Pueden clasificarse por: su forma de cierre, la función que realiza la válvula, el
sistema de accionamiento y retorno. Según su forma de cierre pueden ser:
Por deslizamiento
Por asiento
Por cierre giratorio.
Según la función que realizan
Válvulas distribuidoras
Válvulas reguladoras
Válvulas de seguridad
Válvulas de secuencia
Válvulas temporizadoras

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 84
Su sistema de accionamiento y retorno puede ser:
Manual
Eléctrico
Mecánico
Neumático
Las válvulas neumáticas se clasifican a su vez por el número de vías y pueden
ser:
De dos vías, de tres vías, de cuatro o de cinco vías
Existen válvulas que por su estructura interior tiene una concepción distinta y
estas son válvulas especiales, como son válvulas de tres posiciones, de pilotaje
diferencial, de descarga rápida, selectoras de circuito, antiretorno, etc. (7) (pág. 10).
2.7.1 Válvulas de cierre
Las válvulas de cierre bloquean el paso de aire comprimido en una dirección y lo
abren en la dirección contraria. La presión en el lado de la salida ejerce una fuerza
sobre el lado que bloquea y, por lo tanto, apoya el efecto de estanqueidad de la
válvula. Dentro del grupo de las válvulas de cierre, las más utilizadas en los
equipos neumáticos son las siguientes: (5) (pág. 14).
2.7.1.1 Válvula antirretorno
Una válvula antirretorno, tiene como función bloquear el paso de aire en un
sentido, mientras que en sentido opuesto pasa el aire con un mínimo de pérdida
de presión.
En la Figura 2.61 se observa la valvula de antitrretorno con su respectivo simbolo.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 85
Figura 2.61 Válvula real, y símbolo
La válvula de antirretorno cierra el paso del aire en un sentido y el aire solo puede
pasar a través de la sección regulada. El aire puede pasar libremente en la
dirección contraria a través de la válvula de antiretorno abierta. Es decir, cuando la
presión de entrada en el sentido de paso aplica una fuerza superior a la del resorte
incorporado, abre el elemento de cierre del asiento de la válvula. (2) (pág. 193).
En la Figura 2.62 se observa el funcionamiento de la válvula antirretorno.
Figura 2.62 Corte seccionado.
2.7.1.2 Válvula de llave
Una válvula de llave, abre o cierra el paso de aire en ambas direcciones. Las
válvulas de llave también se conocen como válvulas de paso. (2) (pág. 194).
En la Figura 2.63 se muestra la válvula de llave real, con su respectivo símbolo.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 86
Figura 2.63 Válvula de llave y Símbolo.
2.7.2 Válvulas de caudal
Estas válvulas influyen sobre la cantidad de circulación de aire comprimido; el
caudal se regula en ambos sentidos de flujo. La válvula de estrangulación es una
válvula de caudal
2.7.2.1 Válvula estranguladora
En una válvula estranguladora, se modifica de modo continuo el flujo del aire. El
efecto es el mismo en ambos sentidos.
Estas válvulas suelen ser regulables. El ajuste correspondiente puede ser fijado.
Son utilizadas para controlar la velocidad de los actuadores. Deberá ponerse
cuidado en que la válvula de estrangulación nunca está cerrada del todo.
En la Figura 2.64 se observa una válvula estranguladora real con su respectivo
símbolo. También se muestra su corte seccionado.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 87
Figura 2.64 Válvula real, corte seccionado y su respectivo símbolo.
La válvula de estrangulación y antirretorno reduce el caudal de aire solamente en
un sentido. Estas válvulas son utilizadas para regular la velocidad de cilindros
neumáticos. Es recomendable instalarlas lo más cercanas posible a los cilindros.
(8) (pág. 25).
2.7.2.2. Elementos de mando. Válvula reguladora de caudal
(unidireccional)
Es la mezcla entre un regulador de caudal “válvula de estrangulación” en paralelo
con una válvula antirretorno. El estrangulador surte efecto sólo en un sentido, en el
sentido contrario, el estrangulador no surte efecto. El sentido de estrangulación se
indica con una flecha grabada en el componente.
En la Figura 2. 65 se muestra la válvula real, con su respectivo símbolo.
Figura 2.65 Regulador de caudal unidireccional y su símbolo.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 88
La estrangulación, normalmente regulable desde el exterior, sirve para variar el
caudal que lo atraviesa y, por lo tanto, para regular o aminorar la velocidad de
desplazamiento del vástago de un cilindro de simple o doble efecto. Según como
se disponga la válvula antirretorno consigue regular la velocidad del vástago en
uno u otro sentido. También se conoce con el nombre de regulador de velocidad o
regulador unidireccional.
La válvula antirretorno cierra el paso del aire en un sentido y el aire ha de circular
forzosamente por la sección estrangulada. En el sentido contrario, el aire circula
libremente a través de la válvula antirretorno abierta. Las válvulas antirretorno y de
estrangulación deben montarse lo más cerca posible de los cilindros. (2) (pág. 197).
Figura 2.66 Corte seccionado de una válvula unidireccional.
2.7.2.3 Válvula de escape rápido
Se utilizan para la descarga rápida de aire en elementos de trabajo. La velocidad
del émbolo puede aumentarse casi hasta el valor máximo posible. Debe instalarse
lo más cerca posible del cilindro. (2) (pág. 201).
En la figura 2.67 se observa la válvula de escape rápido real, con su símbolo.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 89
Figura 2.67 Válvula de escape rápido y símbolo
Estas válvulas tienen la finalidad de aumentar la velocidad de los actuadores. Con
ellas se puede reducir el tiempo de retroceso o retorno, especialmente tratándose
de cilindros de simple efecto. (8) (pág. 24).
Se trata de una válvula que evacua el aire de manera rápida hacia la atmosfera a
través de una abertura relativamente grande. La válvula tiene una conexión
bloqueada de presión “alimentación” 1(P), una conexión bloqueable de escape
3(R) y una conexión de salida 2(A).
En la Figura 2.68 se muestra el funcionamiento de la válvula de escape rápido.
Figura 2.68 Corte seccionado, válvula de escape.
Cuando el aire procede de la alimentación se cierra R y pasa hacia A. Si el aire
procede de A se cierra P y el aire se dirige directamente a R. (5) (pág. 23).

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 90
2.7.2.4 Válvulas combinadas
Además de las válvulas descritas existen válvulas que se fabrican formando un
solo bloque, con misiones específicas, normalmente muy repetidas en los circuitos
neumáticos. A continuación se explican algunas de las más destacadas.
2.7.2.4.1 Válvula temporizadora
Una válvula temporizadora está compuesta de una válvula neumática de 3/2 vías,
(Pueden tener posición normal de bloqueo o de paso abierto), una válvula de
estrangulación y antiretorno (Regulador de flujo unidireccional) y de un pequeño
acumulador de aire a presión. (2) (pág. 206).
En la Figura 2.69 se muestra una válvula temporizadora real con su símbolo.
Figura 2.69 Válvula temporizadora real y símbolo
Tienen como finalidad la apertura de una válvula después de transcurrido un lapso
de tiempo a partir de su activación. El aire comprimido entra en la válvula por el
empalme P (1) (Figura 2.69 izquierda). El aire del circuito de mando penetra en la
válvula por el empalme Z (12) pasando a través de una válvula antiretorno con
estrangulación regulable; según el ajuste del tornillo de éste, pasa un caudal
mayor o menor de aire al depósito de aire incorporado. De esta manera se va
incrementando la presión en el depósito hasta alcanzar el valor suficiente para
vencer la fuerza del resorte que mantiene cerrada la válvula 3/2. En ese momento
el disco se levanta de su asiento y el aire puede pasar de P(1) hacia A(2). El

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 91
tiempo en que se alcanza la presión de consigna en el depósito corresponde al
retardo de mando de la válvula.
Para que el temporizador recupere su posición inicial, hay que poner a escape el
conducto de mando Z (12). El aire del depósito sale rápidamente a través del
sentido favorable de la válvula antirretorno a la atmósfera. Los muelles de la
válvula vuelven el émbolo de mando y el disco de la válvula a su posición inicial. El
conducto de trabajo A (2) se pone en escape hacia R(3) y P(1) se cierra. Para que
el temporizador tarde un determinado tiempo en cerrar el paso del aire después de
su activación basta con sustituir la válvula 3/2 NA por otra NC. (5) (pág. 26).
En la figura 2.70 se muestra el corte seccionado de la válvula temporizadora
donde se observa la posición cerrada en reposo y la posición de paso abierto.
Figura 2.70 Corte secccionado
2.7.3 Válvulas de presión
Las válvulas de presión son elementos que se encargan de regular la presión o
que son controladas por presión. Se dividen principalmente en tres grupos:
Válvulas reguladoras de presión
Válvulas limitadoras de presión
Válvulas de secuencia

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 92
2.7.3.1 Válvulas reguladoras de presión
Son utilizadas para mantener una presión constante, en su salida
independientemente de la presión que exista a la entrada, en los elementos de
trabajo, incluso cuando la presión en el sistema o red de distribución oscila. La
presión de entrada es siempre mayor que la presión de salida. (2) (pág. 210).
En la Figura 2.71 se observa la válvula reguladora de presión real.
Figura 2.71 Válvula reguladora de presión.
Existen dos tipos, con las características que a continuación se explican.
REGULADOR DE PRESIÓN CON ORIFICIO DE ESCAPE
Esta válvula consta de una membrana con un orificio en su parte central
presionada por un muelle cuya fuerza puede graduarse desde el exterior; además
dispone de un estrechamiento en su parte superior que se modifica al ser
desplazado un vástago por la membrana, siendo a su vez retenido por un muelle.
La regulación de la presión se consigue de la manera siguiente. Si la presión de
salida es superior a la definida actúa sobre la membrana oprimiendo el muelle y
dejando pasar el aire hacia el exterior a través del orificio de escape. Cuando se
alcanza la presión de consigna la membrana regresa a su posición normal
cerrando el escape. El estrechamiento de la parte superior tiene como finalidad
producir la pérdida de carga necesaria entre la entrada y la salida. El muelle que
dispone esta válvula auxiliar tiene por objeto atenuar las oscilaciones excesivas.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 93
En la figura 2.72 se observa el orificio de escape de este regulador de presión.
Figura 2.72 Corte seccionado de un regulador de presión con orificio de escape.
REGULADOR DE PRESIÓN SIN ORIFICIO DE ESCAPE
La válvula sin orificio de escape es esencialmente igual a la anterior con la
diferencia de que al no disponer de orificio de escape a la atmósfera cuando se
produce una sobrepresión es necesaria que se consuma el aire para reducir la
presión al valor de consigna. (5) (pág. 18-19).
2.7.3.2 Válvula limitadora de presión
Son utilizadas como válvulas de seguridad, ya que evitan que la presión del
sistema sea mayor a la máxima admisible. Estas válvulas se abren y dejan pasar
el aire en el momento en que se alcanza una presión de consigna, se disponen en
paralelo. Al alcanzar en la entrada de la válvula el aire una determinada presión,
se abre la salida y el aire sale a la atmósfera. La válvula permanece abierta hasta
que el muelle, una vez alcanzada la presión ajustada, cierra de nuevo el paso.
Algunas válvulas disponen de un enclavamiento que requiere una actuación
exterior para proceder de nuevo a su cierre. (1) (pág. 68).

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 94
2.7.3.3 Válvula de secuencia
Son utilizadas en mandos neumáticos cuando es necesario disponer de una
presión determinada para ejecutar una operación de conmutación. Estas válvulas
se componen principalmente de dos elementos:
Válvula de control de presión (limitadora)
Válvula de 3/2 vías (Puede ser NC o NA) (2) (pág. 212).
En la Figura 2.73 se observa una válvula de secuencia real, con su respectivo
símbolo.
Figura 2.73 Válvula de secuencia y símbolo
Su funcionamiento es muy similar al de la válvula limitadora de presión, la
diferencia radica que en vez de salir el aire a la atmósfera al alcanzarse la presión
de consigna, deja pasar el aire para realizar un determinado cometido. La salida
de la válvula de secuencia permanece bloqueada hasta que se alcanza la presión
preseleccionada; solo entonces la válvula se abre y permite circular el aire
comprimido desde la entrada hacia la salida. (1) (pág. 69).
En la Figura 2.74 se observa el funcionamiento de una válvula de secuencia.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 95
Figura 2.74 Corte seccionado de la válvula de secuencia.
2.8 INTRODUCCIÓN A LOS SISTEMAS NEUMÁTICOS CON LÓGICA
SECUENCIAL.
Sistemas secuenciales
Un proceso secuencial es aquel que se ejecuta en un orden lógico y cronológico.
Para el diseño de sistemas neumáticos secuenciales existen varios métodos:
Método básico.
Método de rodillo abatible.
Método de cascada.
Método de paso a paso:
Mínimo y Máximo.
Para el desarrollo de sistemas neumáticos en la siguiente unidad se usara el
método básico, el cual se desarrolla de la siguiente manera:
1) De acuerdo con el problema propuesto, dibujar un croquis de situación.
2) Proponer según la aplicación, el diagrama de potencia neumático y los
sensores de final de carrera a utilizar.
3) Realizar el diagrama de movimientos ó de espacio-fase. El cual puede expresar
el funcionamiento y secuencia de varios cilindros de forma gráfica.
4) Indicar y numerar a los elementos de señal (sensores) en el diagrama anterior.
AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 96
5) Utilizar la información anterior para el desarrollo del circuito de control
neumático. (2) (pág. 216).
2.9 NORMA DE LA NEUMÁTICA: NORMA DIN ISO 1219.
Las identificaciones de los orificios de las válvulas neumáticas, reguladores, filtros
etc., tendieron a presentar una gran diversidad entre un fabricante y otro; donde
cada fabricante adoptó su propio método, no teniendo la preocupación de utilizar
un estándar universal. En 1976, el CETOP - Comité Europeo de Transmisión
Óleo-Hidráulica y Neumática, propuso un método universal para la identificación
de los orificios a los fabricantes de este tipo de equipo. El código, presentado por
CETOP, viene siendo estudiado para que se convierta en una norma universal a
través de la Organización Internacional de Normalización - ISO.
La finalidad del código es hacer que el usuario tenga una instalación fácil de los
componentes, relacionando las marcas de los orificios en el circuito con las
marcas contenidas en las válvulas, identificando claramente la función de cada
orificio. Esta propuesta es de forma numérica, según se muestra a continuación:
Los Orificios se Identifican como:
No.1 - alimentación: orificio de suministro principal.
No.2 - utilización, salida: orificios de aplicación en las válvulas de 2/2, 3/2 y 3/3.
Nos.2 y 4 - utilización, salida: orificios de aplicación en las válvulas 4/2, 4/3, 5/2 y
5/3.
No.3 - escape o drenaje orificios de liberación del aire utilizado en las válvulas 3/2,
3/3, 4/2 y 4/3.
Nos.3 y 5 - escape o drenaje: orificio de liberación del aire utilizado en las válvulas
5/2 y 5/3.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 97
Orificio número 1 corresponde al suministro principal; 2 y 4 son aplicaciones; 3 y
5 escapes.
Orificios de Pilotaje son identificados de la siguiente manera: 10, 12 y 14. Estas
referencias se basan en la identificación del orificio de alimentación 1.
No.10- indica un orificio de pilotaje que, al ser influenciado, aísla, bloquea, el
orificio de alimentación.
No.12 - liga la alimentación 1 con el orificio de utilización 2, cuando actúa el
comando.
No.14 - comunica la alimentación 1 con el orificio de utilización 4, cuando actúa el
pilotaje.
Cuando la válvula asume su posición inicial automáticamente (regresa por resorte,
por presión interna) no se hace identificación en el símbolo.
Identificación de los Orificios – Medio Literal
En muchas válvulas, la función de los orificios es identificada literalmente. Eso se
debe principalmente a las normas DIN (DEUTSCHE NORMEN), que desde marzo
de 1966 están en vigencia en Bélgica, Alemania, Francia, Suecia, Dinamarca,
Noruega y otros países. Según la Norma DIN 24300, Capitulo 3, Sección 2, Nr.
0.4. de marzo de 1966, la identificación de los orificios es la siguiente:
Línea de trabajo (utilización): A, B, C.
Conexión de presión (alimentación): P.
Escape al exterior del aire comprimido utilizado por los equipos neumáticos
(escape, drenaje): R, S, T.
Drenaje del líquido: L
Línea para transmisión de energía del comando (líneas de pilotaje): X, Y, Z.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 98
Los escapes son representados también por la letra E, seguida por la respectiva
letra que identifica la utilización (normas N.F.P.A.). Ejemplo:
EA: significa que los orificios en cuestión son el escape o drenaje del punto de
utilización A.
EB: escape del aire utilizado por el orificio B. La letra D, cuando es utilizada,
representa el orificio de escape del aire del comando interno.
En resumen, tenemos una tabla de identificación de los orificios de una válvula
direccional. (11) (Pág. 40-41).
En la tabla 2.8 se observa la nomenclatura de las normas.
Orificio Norma DIN 24300 Norma ISO 1219
Presión P 1
Utilización A B C 2 4 6
Escape R S T 3 5 7
Pilotaje X Y Z 10 12 14
Tabla 2.8 Nomenclatura de las normas.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 99
CAPITULO III CAPITULO III
PROBLEMAS DE APLICACIÓN REALES DE AUTOMATIZACIÓN NEUMÁTICA.
Un número creciente de empresas industriales están aplicando, con evidentes
ventajas, la automatización de su maquinaria mediante equipos neumáticos. En
muchos casos esto comporta una inversión de capital relativamente pequeña.
En el concepto de equipo neumático quedan comprendidos todos los elementos
neumáticos de mando y de trabajo unidos entre sí por tuberías, por lo que el
equipo neumático puede estar constituido por una o varias cadenas de mando
empleados para la solución de un determinado problema. (7) (pág.17).
Todos los ejercicios cuentan con el diagrama movimiento-operación y su diagrama
neumático correspondiente para que el lector compruebe por sí mismo su eficiente
funcionamiento.
En este capítulo se desarrollaran dos ejercicios de aplicación reales con la
industria. La solución de estos problemas se desarrollara por medio del software
FluidSim-P. Demostrando las ventajas en la utilización del software FluidSim-P
para la elaboración y simulación de los sistemas de automatización diseñados
previamente, para la reducción de tiempos de diseño y la puesta a punto de tales
sistemas.
A continuación se presentan los dos ejercicios desarrollados con el método paso a
paso, para resolver un problema práctico en la industria, utilizando elementos
neumáticos para efectuarlo prácticamente en prototipos con equipo FESTO.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 100
Ejercicio Número 1: Elevador y Distribuidor de Cartones
de cerveza.
Se realizo el análisis de implementación en una compañía cervecera, en la cual se
tiene un circuito neumático de la siguiente manera: con ayuda de un cilindro
neumático deben ser elevados cartones los cuales vienen vacios del almacén de
cajas, poco antes de llegar a la posición final del cilindro elevador, un segundo
cilindro ha de desplazar horizontalmente los cartones sobre una pista de rodillos
para el llenado de estos con el producto. El mando del movimiento vertical ha de
ser iniciado manualmente, pero el movimiento horizontal ha de ser mandado por el
cilindro vertical en función del movimiento.
En la imagen 3.1 se muestra la banda con los cartones.
Figura 3.1 Banda de cartones

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 101
Objetivos:
1. Introducción a circuitos neumáticos con lógica secuencial.
2. Introducción al diagrama espacio fase.
3. Armar el circuito y probar su funcionamiento.
Componentes del sistema:
Dos cilindros de doble efecto.
Dos válvulas antirretorno estranguladoras.
Dos Válvulas de 5/2 vías.
Una válvula de simultaneidad (compuerta “AND”).
Una válvula 3/2 vías activada por botón de enclavamiento y retorno por
resorte.
Cuatro válvulas 3/2 vías, cada una activada por rodillo y retorno por resorte.
Unidad de mantenimiento.
Fuente de alimentación (compresor).
Los elementos antes mencionados se desarrollaran en el software FluidSim-P.
Para la solución de este problema.
Condiciones:
1. Al pulsar el botón de inicio el cartón es elevado por el cilindro A (cilindro de
elevación)
2. A continuación es empujado a otro transportador por medio del cilindro B.
(cilindro de transferencia).
3. El cilindro A debe retroceder primero seguido del cilindro B.
4. Los cilindros avanzan y retroceden por medio de válvulas bi-estables.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 102
Para el desarrollo y la solución de este problema, de sistemas neumáticos se
usara el método básico, el cual se desarrolla de la siguiente manera:
1) De acuerdo con el problema propuesto, dibujar un croquis de situación. En la
Figura 3.2 se muestra la representacion del croquis de situacion.
Figura 3.2 Croquis de situación.
2) Proponer según la aplicación, el diagrama de potencia neumático y los
sensores de final de carrera a utilizar.
3) Realizar el diagrama de movimientos ó de espacio-fase. En la Figura 3.3 se
observa el diagrama de movimiento espacio fase del problema.
Figura 3.3 Diagrama de movimiento ó de espacio-fase.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 103
4) Indicar y numerar a los elementos de señal (sensores) en el diagrama anterior.
5) Utilizar la información anterior para el desarrollo del circuito de control
neumático.
En la Figura 3.4 se observa el diagrama para la solución del problema, utilizando
el software FluidSim-P.
Figura 3.4 Solución mediante el software FluidSim-P
NOTA: básicamente el principio de funcionamiento de este sistema tiene lugar
en diferentes áreas de aplicación, conectándose con diferentes elementos de
automatización como un PLC y elementos electro neumáticos para ser un sistema
autómata, creando así áreas considerablemente extensas de aplicación.
1 1
2
2
1 3
4 2
5
1
3
4 2
5
1
3
2
1 3
S3
2
1 3
S2
2
1 3
S1
S1 S2 S3 S4
2
1 3
S4
50
%
60
%
cilindro A)cilindro B)

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 104
Ejercicio Número 2: Distribuidor de Cargas a Líneas de
Producción.
Se realizo el análisis de implementación en una empresa cervecera, en la cual se
tiene un circuito neumático compuesto de la siguiente forma: una banda
transportadora surte de producto denominado “six pack” de cerveza. Los cuales
vienen de la empacadora ya listos para pasar a la banda que transporta el
producto a dos líneas de envasado, las cuales llevan el producto hacia el almacén,
con la finalidad de aligerar la carga y distribución de trabajo a la employadora de
palets de producto terminado y listo para su distribución. Gracias a este proceso
se ha logrado reducir personal, minimizar tiempo, maximizar ganancias e
incrementar la producción.
Condiciones:
1. En posición inicial los cilindros de doble efecto B, C (cilindros de traslado)
deben estar en su carrera final, mientras el cilindro A se encuentra retraído.
2. El cilindro A se desplaza hasta llegar al final de su carrera. (paro de
cartones).
3. Los cilindros B, C retrocederán cuando el cilindro A llegue al final de su
carrera.
4. Los cilindros avanzan y retroceden por medio de válvulas biestable.
Componentes del sistema:
Tres cilindros de doble efecto.
Dos válvula 4/2 vías, biestables, accionadas por pilotaje neumático.
Una válvula de simultaneidad (compuerta “AND”).

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 105
Cinco válvulas 3/2 vías, cada una de ellas activada por rodillo y retorno por
muelle.
Una válvula 3/2 vías accionada por botón pulsador y retorno por resorte.
Unidad de mantenimiento.
Fuente de alimentación (compresor).
Para el desarrollo y la solución de este problema, de sistemas neumáticos se
usara el método básico, el cual se desarrolla de la siguiente manera:
1) De acuerdo con el problema propuesto, dibujar un croquis de situación. En la
figura 3.5 se muestra la representacion del croquis de situacion.
Figura 3.5 Croquis de situación
2) Proponer según la aplicación, el diagrama de potencia neumático y los
sensores de final de carrera a utilizar.
3) Realizar el diagrama de movimientos ó de espacio-fase. En la figura 3.6 se
observa el diagrama de espacio-fase.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 106
Figura 3.6 Diagrama espacio fase
4) Indicar y numerar a los elementos de señal (sensores) en el diagrama anterior.
5) Utilizar la información anterior para el desarrollo del circuito de control
neumático. En la imagen 3.7 se observa el diagrama para la solución del
problema, utilizando el software FluidSim-P.
Figura 3.7 Solución mediante el software FluidSim-P.
S2S1 S3 S4
2
1 3
2
1 3
S3
2
1 3
S1
2
1 3
S2
4 2
1 3
4 2
1 3
2
1 3
S4
1 1
2
cilindro A) cilindro B) cilindro C)

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 107
NOTA: al igual que nuestro ejercicio anterior el funcionamiento básico
de este circuito tiene una amplia aplicación en la industria
dependiendo el área en el que se quiera utilizar, y siempre
necesitando de diferentes elementos de automatización para ser
autónomo.

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 108
CONCLUSIONES
El motivo de la realización de esta monografía fue debido al interés que despertó
en nosotros el curso de automatización neumática para reforzar nuestros
conocimientos aprendidos en la E.E. de “automatización” dentro de nuestra
facultad, por tal motivo se plantearon detalladamente conocimientos básicos
aprendidos en el curso de neumática básica industrial implementada por la
empresa FESTO DIDACTIC.
Al término de este trabajo se concluye que la neumática, asociada con la
automatización es una técnica muy importante y básica, utilizada en diferentes
ramas de la industria. La cual es muy necesaria para:
Simplificar el trabajo, automatizando diferentes procesos de producción, mejorar el
proceso y con ello la calidad del producto, reducción de tiempos en determinada
tarea encomendada, aumentar la producción, simplificar la mano de obra, mejorar
la productividad de la empresa, reducción de costes.
Por lo que afirmamos así que la neumática es una forma fácil de automatizar
ciertas maquinas con ayuda del aire y otros elementos sometidos a movimiento,
por parte de está. La generación, almacenaje, distribución y utilización del aire
comprimido resultan relativamente baratos y además ofrecen un índice de
peligrosidad bajo, es decir ofrece una alternativa altamente segura en lugares de
riesgo. Cabe mencionar que para la utilización del aire esté debe ser previamente
tratado para tener una correcta distribución y un buen funcionamiento en los
equipos alimentados que conforman la red.
Durante el desarrollo de este trabajo se describieron componentes de sistemas
neumáticos como: válvulas, filtros, compresores, accionadores, pistones y otros
componentes neumáticos dependiendo de la amplitud del sistema a desarrollar,
todo esto utilizado para la automatización de ciertos procesos. Y así con la ayuda
del software FluidSim-P se pudo representar y simular algunos ejercicios ya

AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 109
planteados para su mejor entendimiento, para representar de forma práctica y
general la solución de problemas reales en la industria.
Gracias a este software FluidSim-P se puede verificar el correcto funcionamiento
del sistema a utilizar, esto antes de su puesta en marcha físicamente y así tener
un margen de error mínimo durante el montaje.
Y de esta manera se espera que la información aquí plasmada permita reforzar
conocimientos para los interesados. Y comprendan de una manera sencilla y
práctica los principios básicos de las aplicaciones neumáticas en la industria.
Esperando así continuidad de este trabajo, con la realización de un manual de
prácticas de sistemas neumáticos para reforzar prácticamente lo antes redactado.
AUTOMATIZACION NEUMATICA INDUSTRIAL PRACTICA CON EQUIPO FESTO
Página 110
BIBLIOGRAFÍA
1) Guillén Salvador Antonio, “Introducción ala neumática”, Marcombo, 1999,
México.
2) Negrete López Julio César, Seminario “Iniciación a la técnica de Automatización
con neumática”, FESTO DIDACTIC, 2011, México.
3) leberrios.files.wordpres.com/2011/10/leyes-de-newton.pdf.
4)http://cursos.aiu.edu/Sistemas%20Hidraulicas%20y%20Neumaticos/PDF/Tem
a%204.pdf
5)http://www.ehu.es/inwmooqb/NEUMATICA/Neumatica%20y%20electroneumatic
a/CAP4.%20Valvulas%20neumaticas.pdf
6) P. Croser, J. Thomson, F. Ebel, FESTO DIDACTI, “Fundamentos de la
neumática”.
7) Guillén Salvador Antonio, “Aplicaciones Industriales de la Neumática”, 1ra
edición, Marcombo, 1998, México.
8) Neumática Industrial, Libro de texto, Seminario P-111, FESTO DIDACTIC,
2000, Colombia.
9) Piedrafita Moreno Ramón, “Ingeniería de la Automatización Industrial”, RA-MA,
2a Edición, 2004, Madrid.
10)http://www.tlalpan.uvmnet.edu/oiid/download/La%20automatizaci%C3%B3n%2
0neum%C3%A1tica_04_ING_IMI_PIT_E.pdf
11)httpformacion.plcmadrid.esdescargasdocsneumaticaNumatica_Industrial_Parke
r.pdf





























