Embed Size (px)
Citation preview
ТЕХНОЛОГИЯ ПЕРЕРАБОТКИ
МАЛОГАБАРИТНЫХ
НИКЕЛЬ-КАДМИЕВЫХ АККУМУЛЯТОРОВ
Козуб П.А.
Козуб С.Н.
pkozub.com [email protected]
Technology of treatment of spent small nickel-cadmium accumulators
Козуб П., Козуб С., Исследования и технологии.Технология переработки малогабаритных никель-кадмиевыхаккумуляторов - Саарбрюккен (Saarbrücken): Lap Lambert Academic Publishing, 2015. - 152 с.ISBN: 978-3-659-14519-3
All steps of elaboration of technology of treatment of small nickel-cadmium accumulators are investigated. Market conditions and its capacity as raw material for this technology is investigated. Known technology of recycling, recovery cadmium and nickel are observed. It is proposed nitric acid as basic reagent for treatment of spent accumulators. Structure and physicochemical properties of single parts are investigated. Thermodinamics of reactions of metals with nitric acid, formation of nitric oxides and precipitation of hydroxides and carbonates are calculated and chemistry of all this processes are proposed. Experimental data about kinetics of dissolving of metals in nitric acid and abou precipitation of its carbonates are obtained. Using proposed mathematical model material balances, equipment and economics of technology have been calculated. On small part of raw material technology was tested.
Keywords: nickel, cadmium, spent accumulators, treatment, recovery, kinetics, thermodynamics, modeling, nitric acid, hydroxides, carbonates, precipitation
Современное состояние производства и
утилизации соединений кадмия
Основные производители кадмия (т/год)-Китай 4500-Корея 2800-Япония 2400-Казахстан 2200-Канада 1800-Россия 1100-США 900
Структура потребления кадмия (%)-вторичные источники питания 82-пигменты 9-кадмирование 7-стабилизаторы полимеров 1.2-металлургия, электроника, химия и др 0.8
Мировой объем производства кадмия (2008 г) 24000 тПотребность Украины в соединениях кадмия 100 тВ Украине производство кадмия отсутствует
Промышленные НКА
Эксплуатация
Производство
Утилизация
15% 85%
СвалкаСырье
>20 т/год
Изменение структуры потребления
вторичных источников питания
Использование кадмия в
промышленности и быту
-10
0
10
20
30
40
50
60
1985 1990 1995 2000 2005 2010
Года
Общемировое производство
, тыс. т
Li-ион
Li-пол
Ni / MH
Ni / Cd
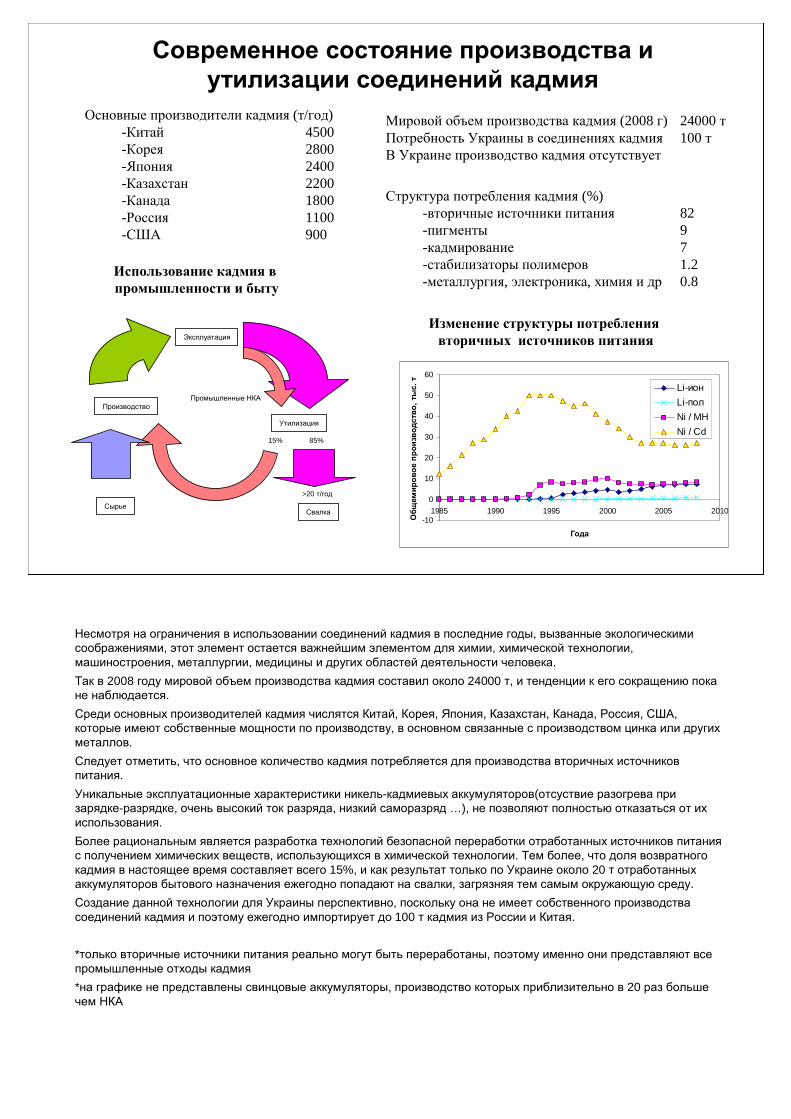
Несмотря на ограничения в использовании соединений кадмия в последние годы, вызванные экологическимисоображениями, этот элемент остается важнейшим элементом для химии, химической технологии, машиностроения, металлургии, медицины и других областей деятельности человека.
Так в 2008 году мировой объем производства кадмия составил около 24000 т, и тенденции к его сокращению покане наблюдается.
Среди основных производителей кадмия числятся Китай, Корея, Япония, Казахстан, Канада, Россия, США, которые имеют собственные мощности по производству, в основном связанные с производством цинка или другихметаллов.
Следует отметить, что основное количество кадмия потребляется для производства вторичных источниковпитания.
Уникальные эксплуатационные характеристики никель-кадмиевых аккумуляторов(отсуствие разогрева призарядке-разрядке, очень высокий ток разряда, низкий саморазряд …), не позволяют полностью отказаться от ихиспользования.
Более рациональным является разработка технологий безопасной переработки отработанных источников питания
с получением химических веществ, использующихся в химической технологии. Тем более, что доля возвратногокадмия в настоящее время составляет всего 15%, и как результат только по Украине около 20 т отработанныхаккумуляторов бытового назначения ежегодно попадают на свалки, загрязняя тем самым окружающую среду.
Создание данной технологии для Украины перспективно, поскольку она не имеет собственного производствасоединений кадмия и поэтому ежегодно импортирует до 100 т кадмия из России и Китая.
*только вторичные источники питания реально могут быть переработаны, поэтому именно они представляют всепромышленные отходы кадмия
*на графике не представлены свинцовые аккумуляторы, производство которых приблизительно в 20 раз большечем НКА
Существующие методы переработки
никель-кадмиевых отходов
Кадмий-содержащее сырье
Гидрохимические
методы
• кислые растворы• щелочные растворы
• растворы солей• органические реагенты
Механическое
разделение
• измельчение• магнитная сепарация
• гравитационное обогащение• флотационное разделение
Пирохимические
методы
• окислительный обжиг• возгонка в восстановительной
атмосфере
• использование как легирующейдобавки
Химическое
осаждение
• гидроксиды• карбонаты
• неорганические соли• органические соли
Сорбционные
методы
• твердые неорганические адсорбенты• иониты и аниониты
• жидкие органические соединения
Электролиз
Перекристаллизация
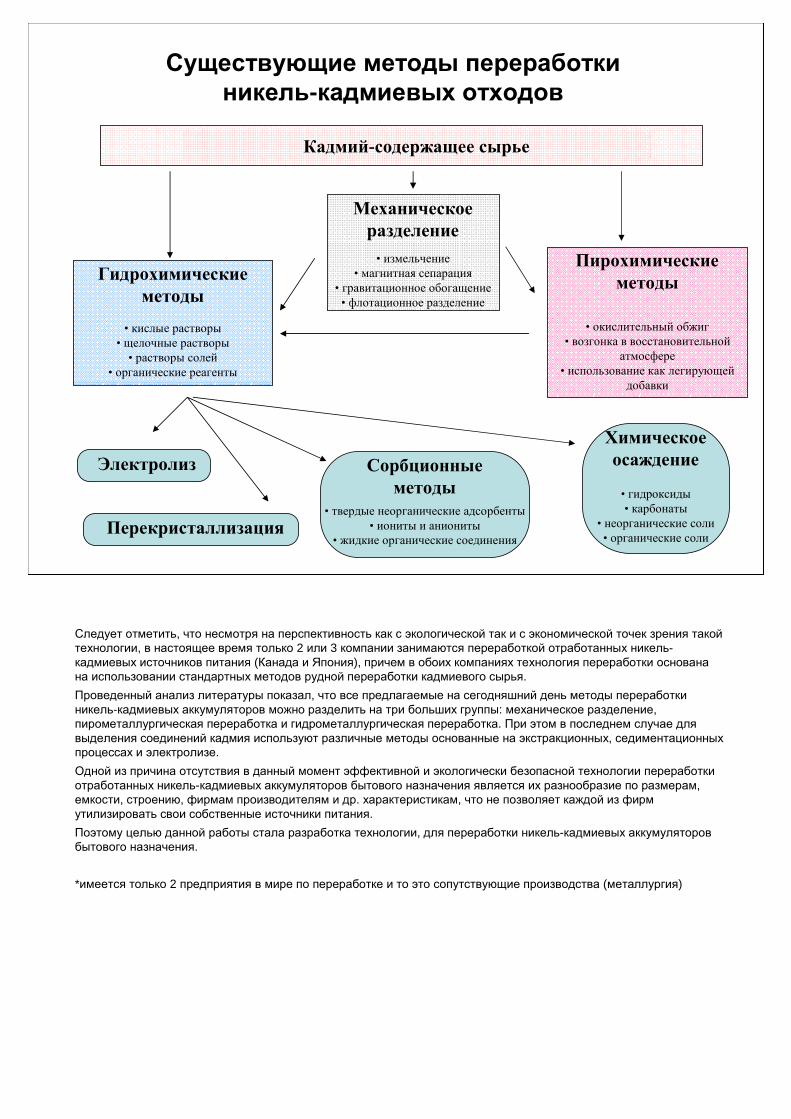
Следует отметить, что несмотря на перспективность как с экологической так и с экономической точек зрения такойтехнологии, в настоящее время только 2 или 3 компании занимаются переработкой отработанных никель-кадмиевых источников питания (Канада и Япония), причем в обоих компаниях технология переработки основанана использовании стандартных методов рудной переработки кадмиевого сырья.
Проведенный анализ литературы показал, что все предлагаемые на сегодняшний день методы переработкиникель-кадмиевых аккумуляторов можно разделить на три больших группы: механическое разделение, пирометаллургическая переработка и гидрометаллургическая переработка. При этом в последнем случае длявыделения соединений кадмия используют различные методы основанные на экстракционных, седиментационныхпроцессах и электролизе.
Одной из причина отсутствия в данный момент эффективной и экологически безопасной технологии переработки
отработанных никель-кадмиевых аккумуляторов бытового назначения является их разнообразие по размерам, емкости, строению, фирмам производителям и др. характеристикам, что не позволяет каждой из фирмутилизировать свои собственные источники питания.
Поэтому целью данной работы стала разработка технологии, для переработки никель-кадмиевых аккумуляторовбытового назначения.
*имеется только 2 предприятия в мире по переработке и то это сопутствующие производства (металлургия)
Структура и состав сырья
6-6--K
-
-
-
100
1
29-18-O
4-73-Cd
58100394Ni
---6Fe
5432
Состав отдельных частей НКА
по данным РФА и РДА, % масс.Суммарный состав оболочки и внутренней части
по данным лазерной масспектрометрии, % масс.
2.455.7713.241.411.325.88Внутренняя часть
1.030.010.020.062.296.68Оболочка
ПримесиKOCdNiFe
0
20
40
60
80
100
120
140
160
180
200
10 15 20 25 30 35 40 45 50 55 60 65 70 75
Угол, град
Интенсивность, ед
Ni
0
20
40
60
80
100
120
140
160
180
200
10 15 20 25 30 35 40 45 50 55 60 65 70 75
Угол, град
Интенсивность
, ед
Cd(OH)2
0
20
40
60
80
100
120
140
160
180
200
10 15 20 25 30 35 40 45 50 55 60 65 70 75
Угол, град
Интенсивность
, ед
Ni
0
20
40
60
80
100
120
140
160
180
200
10 15 20 25 30 35 40 45 50 55 60 65 70 75
Угол, град
Интенсивность
, ед
Ni(OH)2
0
20
40
60
80
100
120
140
160
180
200
10 15 20 25 30 35 40 45 50 55 60 65 70 75
Угол, град
Интенсивность
, ед
Fe
1
2
3
4
5
Ni
Ni
Ni(OH)2
Cd(OH)2
Fe
Примеси: С, Na, Co, Al, Si, P, S, Cl, Cr, Zn, Cu
Положительная электродная массаОболочка
Отрицательная электродная масса
Отрицательный электрод
Положительный электрод
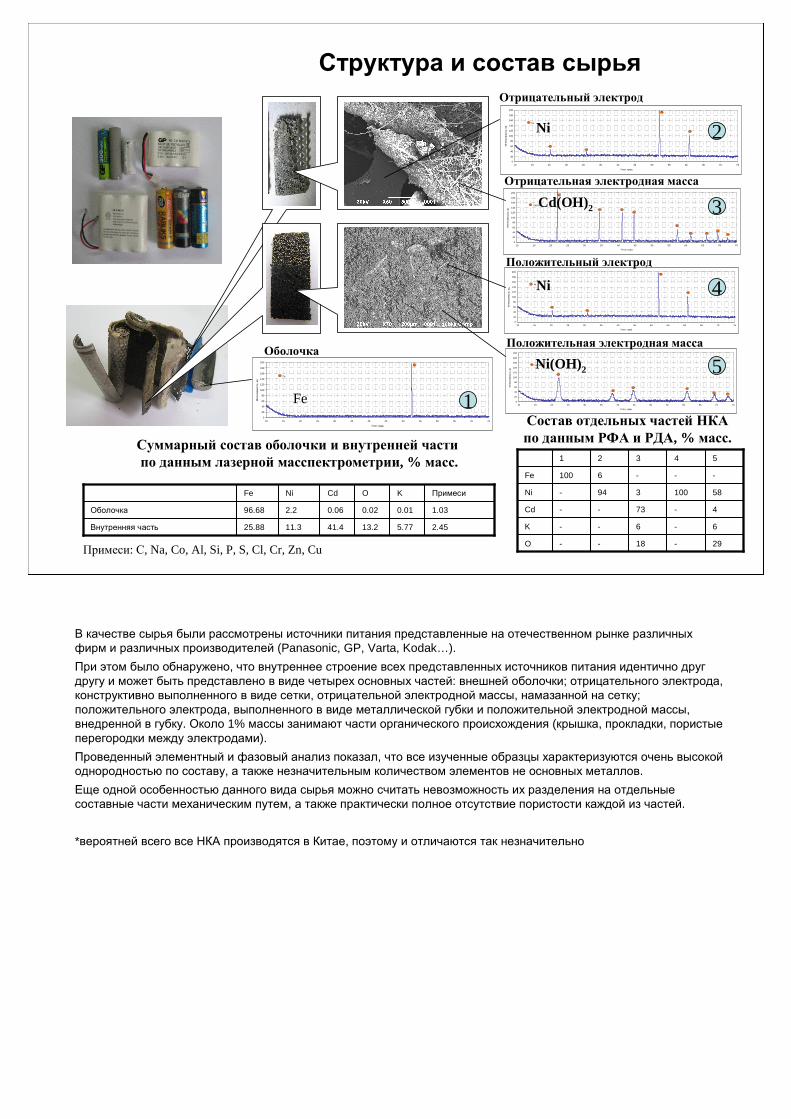
В качестве сырья были рассмотрены источники питания представленные на отечественном рынке различных
фирм и различных производителей (Panasonic, GP, Varta, Kodak…).
При этом было обнаружено, что внутреннее строение всех представленных источников питания идентично другдругу и может быть представлено в виде четырех основных частей: внешней оболочки; отрицательного электрода, конструктивно выполненного в виде сетки, отрицательной электродной массы, намазанной на сетку; положительного электрода, выполненного в виде металлической губки и положительной электродной массы, внедренной в губку. Около 1% массы занимают части органического происхождения (крышка, прокладки, пористыеперегородки между электродами).
Проведенный элементный и фазовый анализ показал, что все изученные образцы характеризуются очень высокойоднородностью по составу, а также незначительным количеством элементов не основных металлов.
Еще одной особенностью данного вида сырья можно считать невозможность их разделения на отдельные
составные части механическим путем, а также практически полное отсутствие пористости каждой из частей.
*вероятней всего все НКА производятся в Китае, поэтому и отличаются так незначительно
Основные процессы технологии
переработки отработанных
никель-кадмиевых аккумуляторов
Растворение
NiO,Ni(OH)2CdO,Cd(OH)2
Ni, Fe
Растворение
Fe (оболочка)
Осаждение
FexOy
Осаждение
Cd2+
Сырье: Fe, Ni
NiO, Ni(OH)2CdO, Cd(OH)2
Осаждение
Ni2+
H2SO4
H3PO4
HCl
HNO3
402008401650Внутр. часть
1550200310Оболочка
HNO3HClH3PO4H2SO4
Концентрация всех кислот – 20% масс.Температура – 353 К
Na2CO3
NaOH
NaHCO3
Время растворения отдельных частей
аккумулятора в растворах минеральных кислот, мин
термическое
разложение
сложность регулирования рН
большой расход реагента, большое пеновыделение
большие энергозатраты, выделение оксидов азота
возможность получения любых солей
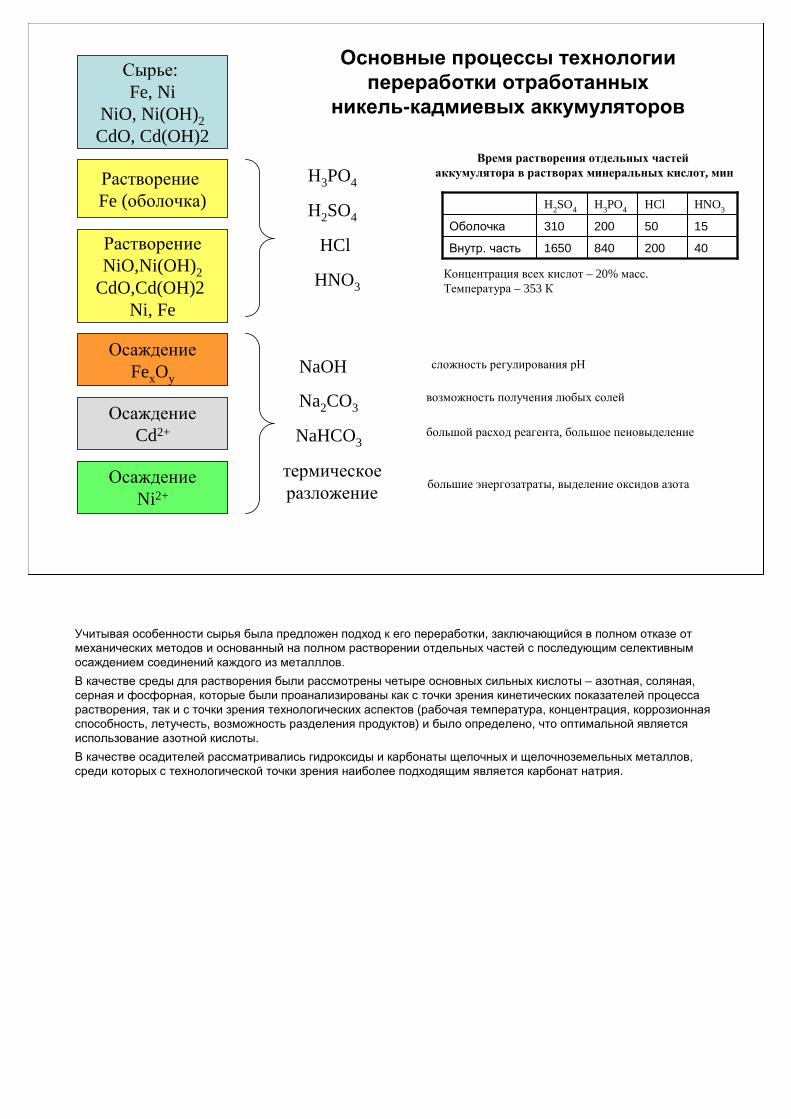
Учитывая особенности сырья была предложен подход к его переработки, заключающийся в полном отказе отмеханических методов и основанный на полном растворении отдельных частей с последующим селективным
осаждением соединений каждого из металллов.
В качестве среды для растворения были рассмотрены четыре основных сильных кислоты – азотная, соляная, серная и фосфорная, которые были проанализированы как с точки зрения кинетических показателей процессарастворения, так и с точки зрения технологических аспектов (рабочая температура, концентрация, коррозионнаяспособность, летучесть, возможность разделения продуктов) и было определено, что оптимальной являетсяиспользование азотной кислоты.
В качестве осадителей рассматривались гидроксиды и карбонаты щелочных и щелочноземельных металлов, среди которых с технологической точки зрения наиболее подходящим является карбонат натрия.

Термодинамика взаимодействия
металлов с раствором
-250
-200
-150
-100
-50
0
50
100
283 303 323 343 363 383
T, K
G, кДж
2NO2-+Ni2+=NO+NO2+NiO
NiO+H+=NiOH+
Ni+2H+=Ni2++H2
2HNO3+Ni=2NO4+Ni(OH)2 Ni+2HNO2=Ni(OH)2+2NO
NO3-+Ni=NO2
-+NiO
NiOH++H+=Ni2++H2O
Ni+H2O=NiO+H2
∆
Me+NO3-=MeO+NO2
-
Me+H2O=MeO+H2
MeО+H+=MeOH+
MeОH++H+=Me2++H2O
Me+2H+=Me2++H2
Me (Fe, Ni) H2O
H+ OH+NO3
-
HNO3
NO2-
HNO2 NOX
Основные реакции
Me+2HNO3=Me(OH)2+2NO2
Me+2NO2-=MeO+N2O3
N2O3=NO+NO2
Me+2NO2-=MeO+NO+NO2
Me+2HNO2=Me(OH)2+2NO
Побочные реакции
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
(10)
Зависимость ∆Gр от температуры
для железа и никеля
∆G<0 ∆G>0 ∆G=f(T,pH,[Me2+])
кинетические ограничения
Fe Ni
-250
-200
-150
-100
-50
0
50
100
283 303 323 343 363 383
T, K
G, кДж
2NO2-+Fe2+=NO+NO2+FeO
FeO+H+=FeOH+
Fe+2H+=Fe2+
2HNO3+Fe=2NO4+Fe(OH)2Fe+2HNO2=Fe(OH)2+2NO
NO3-+Fe=NO2
-+FeO
FeOH++H+=Fe2++H2O
Fe+H2O=FeO+H2
∆
Как показывает химическая практика, растворение металлов в азотной кислоте очень часто сопровождаетсяобразованием оксидов азота, что может стать одной из наибольших проблем для реализации данной технологии. Поэтому были рассчитаны термодинамические показатели процессов растворения с учетом возможности
взаимодействия металлов со всеми компонентами раствора азотной кислоты.
В результате было определено, что на самом деле переход металлов в раствор не может протекатьнепосредственно взаимодействием металлов с ионов водорода либо с нитрат-ионами, а может протекатьисключительно через стадию образования оксидов металлов.
В результате образование оксидов азота возможно только как побочный процесс взаимодействия нитрит-ионовили молекулярной азотистой кислоты с металлами или между собой, а процесс растворения металла в кисломрастворе может протекать даже без присутствия нитрат-ионов.
Термодинамический анализ также показал, что для если для никеля, протекание первой стадии возможно толькопри одновременном протекании процесса растворения оксида, т.е. в кислой среде, то для железа такой процессбудет идти независимо от наличия в растворе ионов водорода, поэтому процесс перевода металла в оксид будетпротекать независимо от температуры и рН среды.
*основные стадии 1-2
Термодинамика образования
оксидов азотаNO3
-+H2=NO2-+H2O
NO3-+H+=HNO3
NO3-+Fe=NO2
-+FeO
1
2NO3
-+Ni=NO2-+NiO
NO2-+H+=HNO2 3
2HNO3+H2=2NO2+H2O
2HNO3+Fe=2NO2+Fe(OH)2 4
2HNO3+Ni=2NO2+Ni(OH)2
2HNO2+H2=2NO+H2O
2HNO2+Fe=2NO+Fe(OH)2 5
2HNO2+Ni=2NO+Ni(OH)2
7
62NO3-+Fe2+=N2O5+FeO
2NO3-+2Ni2+=N2O5+NiO
2NO2-+Fe2+=N2O3+FeO
2NO2-+Ni2+=N2O3+NiO
N2O5+H2=2NO2+H2O
N2O5+Fe=2NO2+FeO 9N2O5+Ni=2NO2+NiO
N2O3=NO2+NO 12
2NO2+H2=N2O3+H2O
2NO2+Fe=N2O3+FeO 112NO2+Ni=N2O3+NiO
N2O3+H2=2NO+H2O
N2O3+Fe=2NO+FeO 13N2O3+Ni=2NO+NiO
Fe, Ni, H2
Fe2+,Ni2+
NO3-
HNO3
NO2-
HNO2
NO2N2O5 N2O3 NO
H2, Fe, Ni
H+H+
6
1
2
3
54
129
11
7
H2, Fe, Ni
H2, Fe, Ni
H2, Fe, Ni
H2,HNO2Fe, Ni
Fe2+,Ni2+
12 13
8 10
HNO3+HNO2=H2O+2NO2
2HNO3=N2O5+H2O
2HNO2=N2O3+H2O
8
10
Зависимость давления NO2 от температуры и pH
∆G<0 ∆G>0 ∆G=f(T,pH,[Me2+])
кинетические ограничения
Зависимость ∆G реакций,определяющих образования NOx, от температуры
-50
-40
-30
-20
-10
0
10
20
30
40
50
273 293 313 333 353 373 393
T, K
G, кДж
/моль
N2O3=NO+NO2
2HNO3=N2O5+H2O
2HNO2=N2O3+H2O
HNO2+HNO3=2NO2+H2O
2NO2-+Me2+=N2O3+MeO
∆
1.E-06
1.E-04
1.E-02
1.E+00
1.E+02
273 293 313 333 353 373 393
T, К
P(N
O2)
, атм
pH=0
pH=-1
10-6
10-4
1
10-2
10 2
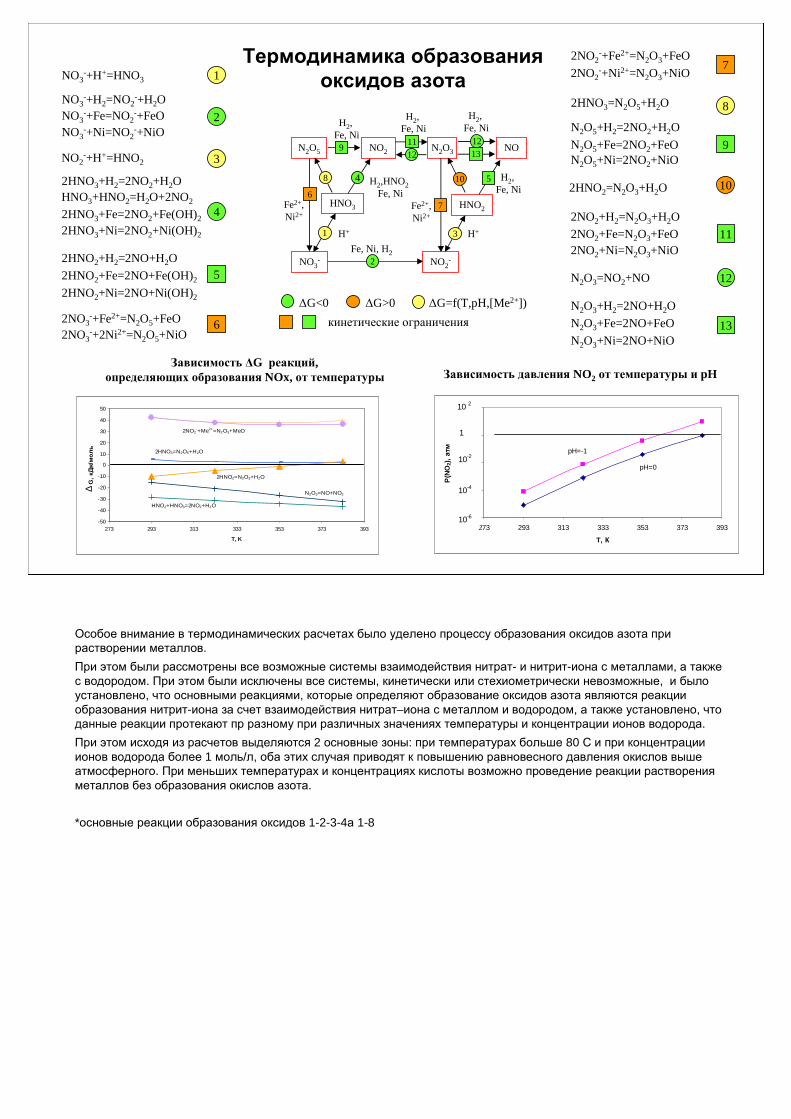
Особое внимание в термодинамических расчетах было уделено процессу образования оксидов азота при
растворении металлов.
При этом были рассмотрены все возможные системы взаимодействия нитрат- и нитрит-иона с металлами, а такжес водородом. При этом были исключены все системы, кинетически или стехиометрически невозможные, и былоустановлено, что основными реакциями, которые определяют образование оксидов азота являются реакцииобразования нитрит-иона за счет взаимодействия нитрат–иона с металлом и водородом, а также установлено, чтоданные реакции протекают пр разному при различных значениях температуры и концентрации ионов водорода.
При этом исходя из расчетов выделяются 2 основные зоны: при температурах больше 80 С и при концентрацииионов водорода более 1 моль/л, оба этих случая приводят к повышению равновесного давления окислов вышеатмосферного. При меньших температурах и концентрациях кислоты возможно проведение реакции растворенияметаллов без образования окислов азота.
*основные реакции образования оксидов 1-2-3-4а 1-8
Термодинамика осаждения железа
FeO+Fe2O3= Fe3O4
FeO+H2O = Fe(OH)2Fe2O3+3H2O = Fe(OH)3Fe(OH)2+Fe2O3=Fe3O4+H2O
FeO+2Fe(OH)3=Fe3O4+3H2O
Fe(OH)2+2Fe(OH)3=Fe3O4+4H2O
Fe(OH)2=FeOH++OH-
FeOH+=Fe2++OH-
Fe(OH)2+OH- =HFeO2-+H2O
HFeO2-+OH-=FeO2
2-+H2O
Fe(OH)3=Fe(OH)2++OH-
Fe(OH)2+= FeOH2++ OH-
FeOH2+=Fe3++OH-
2FeOH2+= Fe2(OH)24+
FeCO3+2OH- =Fe(OH)2+CO32-
H2O+CO32-=HCO3
-+OH-
FeCO3+Fe2O3+2OH- =Fe3O4+H2O+CO32-
Реакции Fe(II)
Твердая фаза
Реакции Fe(III)
Образование карбоната
Концентрация ионов Fe(II)над Fe(OH)2
Концентрация ионов Fe(III)над Fe(OH)3
Граничная концентрация
карбонатов для Fe(OH)2
Граничная концентрация
карбонатов для Fe3O4 и Fe2O3
1E-40
1E-31
1E-22
1E-13
0.0001
283 333 383
Температура, К
Концентрация
, моль
/л
FeOH+
Fe2+
HFeO2-
FeO22-
10-40
10-31
10-22
10-13
10-5
1E-40
1E-31
1E-22
1E-13
0.0001
283 303 323 343 363 383
Температура, К
Концентрация
, моль
/л
FeOH2+
Fe3+
Fe(OH)2+
Fe2(OH)24+
10-5
10-13
10-22
10-31
10-40
1.E-08
1.E-06
1.E-04
1.E-02
1.E+00
1.E+02
283 333 383
Температура, K
[CO
32-]+
[HC
O3- ] pH=12
pH=10
pH=8
тв. фаза - Fe(OH)3
тв. фаза - FeСO3
10-6
10-8
10-2
10-4
102
1
1.E-08
1.E-06
1.E-04
1.E-02
1.E+00
1.E+02
283 303 323 343 363 383
Температура, K
[CO
32-]+
[HC
O3- ] pH=12
pH=10 pH=8
тв. фаза - FeСO3
тв. фаза - Fe3O410-8
10-6
10-4
10-2
1
102
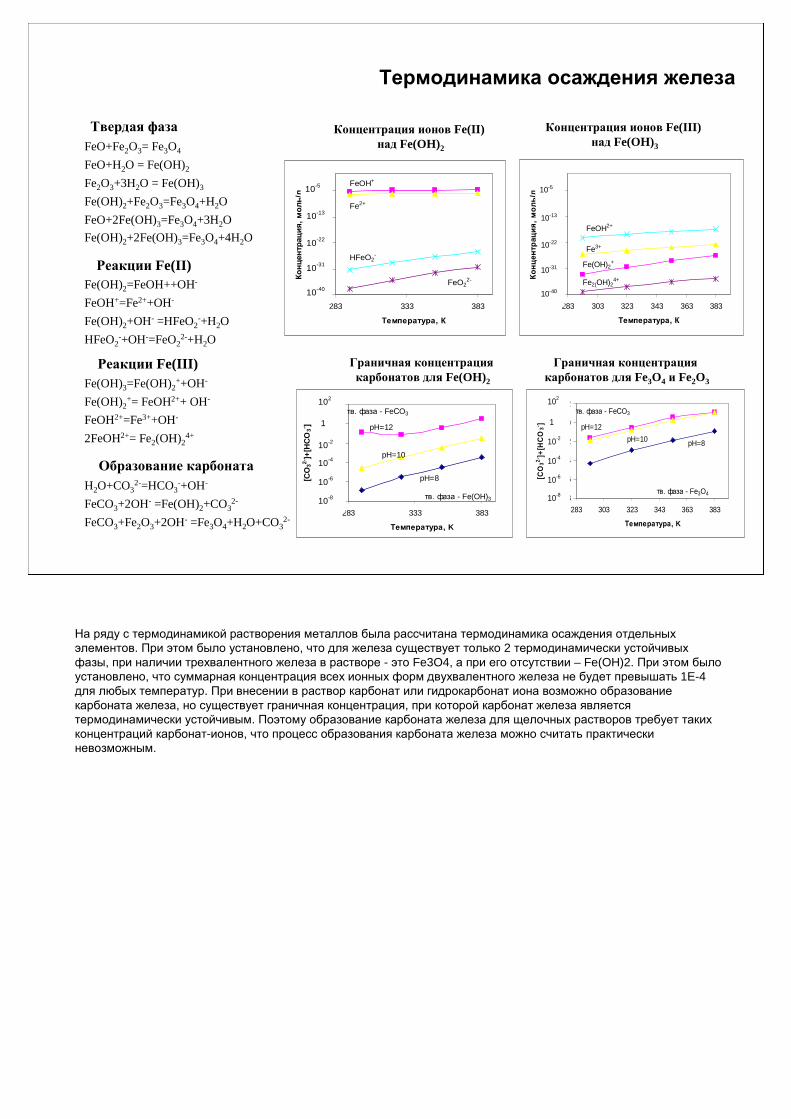
На ряду с термодинамикой растворения металлов была рассчитана термодинамика осаждения отдельных
элементов. При этом было установлено, что для железа существует только 2 термодинамически устойчивыхфазы, при наличии трехвалентного железа в растворе - это Fe3O4, а при его отсутствии – Fe(OH)2. При этом былоустановлено, что суммарная концентрация всех ионных форм двухвалентного железа не будет превышать 1E-4 для любых температур. При внесении в раствор карбонат или гидрокарбонат иона возможно образованиекарбоната железа, но существует граничная концентрация, при которой карбонат железа являетсятермодинамически устойчивым. Поэтому образование карбоната железа для щелочных растворов требует такихконцентраций карбонат-ионов, что процесс образования карбоната железа можно считать практическиневозможным.
Термодинамика осаждения
кадмия и никеля
CdO+H2O = Cd(OH)2
Cd(OH)2=CdOH++OH-
CdOH+=Cd2++OH-
Cd(OH)2+OH- =HCdO2-+H2O
HCdO2-+OH-=CdO2
2-+H2O
CdCO3+2OH- =Cd(OH)2+CO32-
H2O+CO32- =HCO3
-+OH-
В растворе над Cd(OH)2
Твердая фаза
Образование карбоната
NiO+H2O = Ni(OH)2
Ni(OH)2=NiOH++OH-
NiOH+=Ni2++OH-
Ni(OH)2+OH- =HNiO2-+H2O
NiCO3+2OH- =Ni(OH)2+CO32-
H2O+CO32-=HCO3
-+OH-
В растворе над Ni(OH)2
Твердая фаза
Образование карбоната
Концентрация ионов Cdнад карбонатом в зависимости от pH
Граничная концентрация
карбонатов в зависимости от pH
Концентрация ионов Niнад карбонатом в зависимости от pH
Граничная концентрация
карбонатов в зависимости от pH
1E-15
1E-12
1E-09
1E-06
0.001
1
4 5 6 7 8 9 10 11
pH
Концентрация
иона
, моль
/л
CdOH+
Cd2+
HCdO2-
CdO22-
Σ Cd
10-9
10-12
10-15
10-4
10-6
1
1.E-11
1.E-08
1.E-05
1.E-02
1.E+01
3 5 7 9 11 13
pH
[CO
32+]+
[HC
O3- ],
моль
/л
тв. фаза - CdСO3
тв. фаза - Cd(OH)2
T=293 K
T=383 K
10-11
10-8
10-5
10-2
10
1.E-08
1.E-05
1.E-02
1.E+01
3 5 7 9 11 13
pH
[CO
32+]+
[HC
O3- ],
моль
/л
тв. фаза - NiСO3
тв. фаза - NiO, Ni(OH)2
T=293 K
T=383 K
10
10-2
10-5
10-81E-15
1E-12
1E-09
1E-06
0.001
1
3 4 5 6 7 8 9 10 11
pH
Концентрация
иона, моль
/л
NiOH+
Ni2+
HNiO2-
Σ Ni
10-12
10-15
10-4
10-6
10-9
1
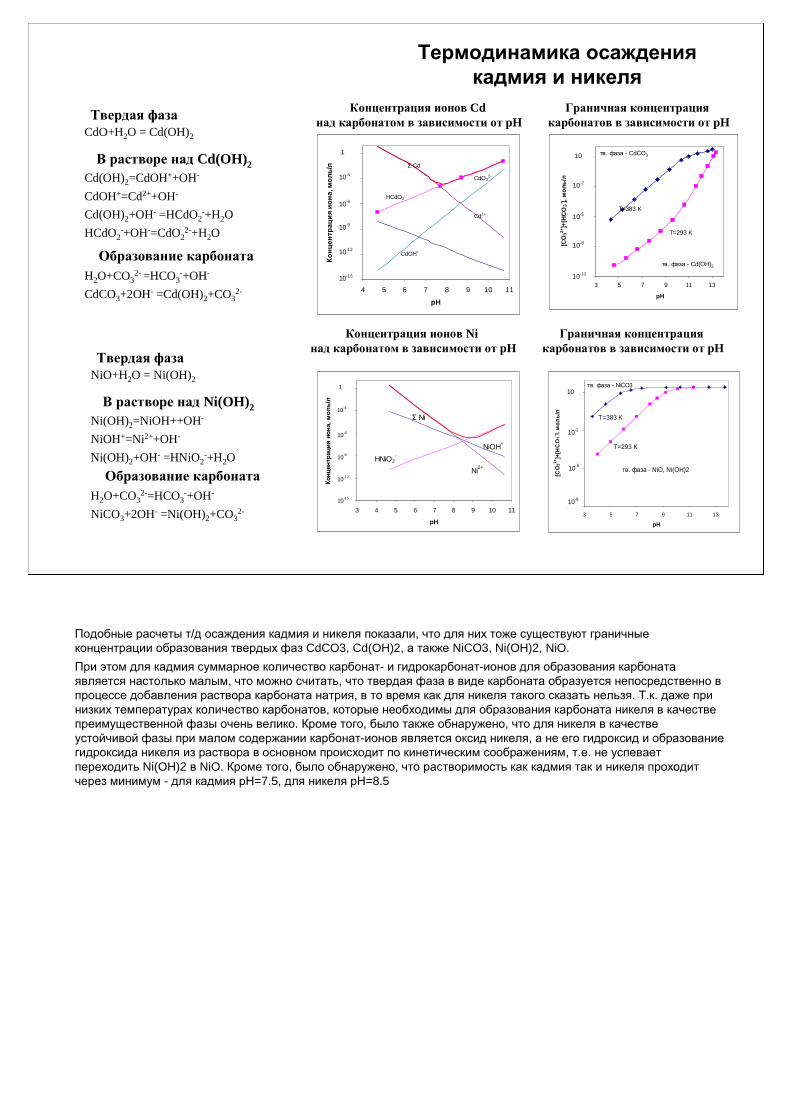
Подобные расчеты т/д осаждения кадмия и никеля показали, что для них тоже существуют граничныеконцентрации образования твердых фаз CdCO3, Cd(OH)2, а также NiCO3, Ni(OH)2, NiO.
При этом для кадмия суммарное количество карбонат- и гидрокарбонат-ионов для образования карбонатаявляется настолько малым, что можно считать, что твердая фаза в виде карбоната образуется непосредственно впроцессе добавления раствора карбоната натрия, в то время как для никеля такого сказать нельзя. Т.к. даже принизких температурах количество карбонатов, которые необходимы для образования карбоната никеля в качествепреимущественной фазы очень велико. Кроме того, было также обнаружено, что для никеля в качествеустойчивой фазы при малом содержании карбонат-ионов является оксид никеля, а не его гидроксид и образованиегидроксида никеля из раствора в основном происходит по кинетическим соображениям, т.е. не успеваетпереходить Ni(OH)2 в NiO. Кроме того, было обнаружено, что растворимость как кадмия так и никеля проходитчерез минимум - для кадмия рН=7.5, для никеля рН=8.5
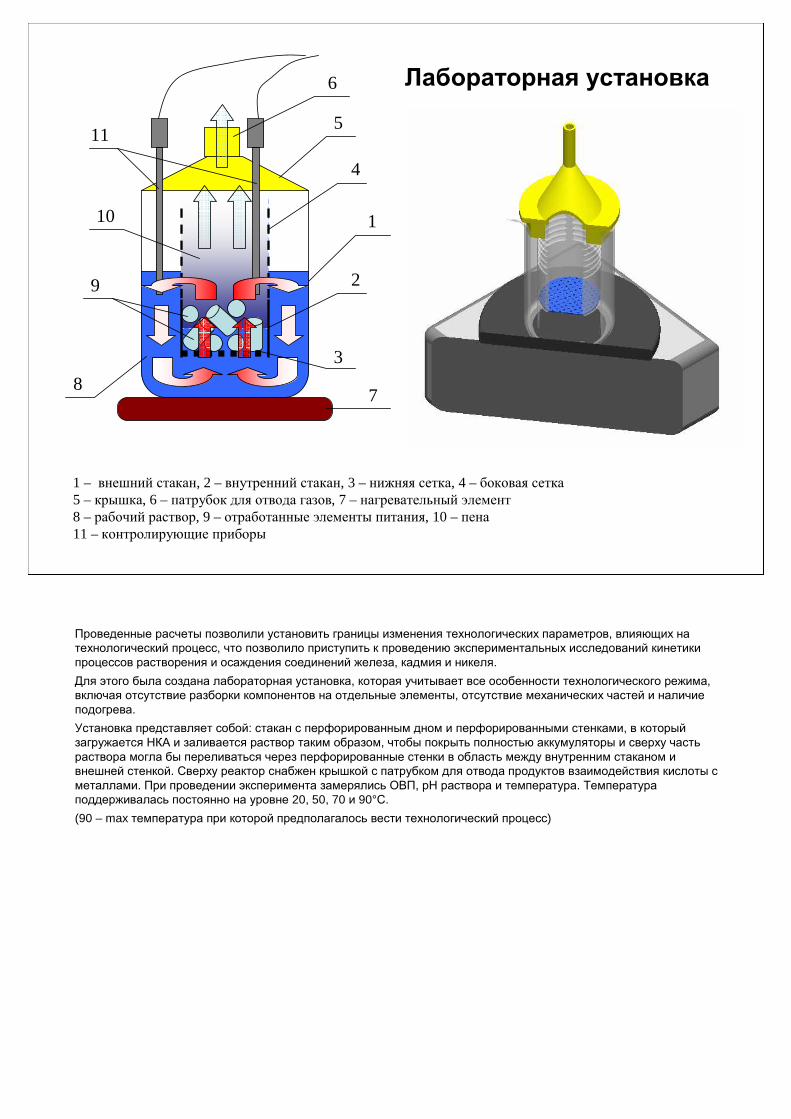
Лабораторная установка
1 – внешний стакан, 2 –внутренний стакан, 3 –нижняя сетка, 4 –боковая сетка5 –крышка, 6 –патрубок для отвода газов, 7 –нагревательный элемент8 –рабочий раствор, 9 –отработанные элементы питания, 10 –пена11 –контролирующие приборы
1
2
3
4
5
7
6
8
11
9
10
Проведенные расчеты позволили установить границы изменения технологических параметров, влияющих натехнологический процесс, что позволило приступить к проведению экспериментальных исследований кинетикипроцессов растворения и осаждения соединений железа, кадмия и никеля.
Для этого была создана лабораторная установка, которая учитывает все особенности технологического режима, включая отсутствие разборки компонентов на отдельные элементы, отсутствие механических частей и наличиеподогрева.
Установка представляет собой: стакан с перфорированным дном и перфорированными стенками, в которыйзагружается НКА и заливается раствор таким образом, чтобы покрыть полностью аккумуляторы и сверху частьраствора могла бы переливаться через перфорированные стенки в область между внутренним стаканом и
внешней стенкой. Сверху реактор снабжен крышкой с патрубком для отвода продуктов взаимодействия кислоты сметаллами. При проведении эксперимента замерялись ОВП, рН раствора и температура. Температураподдерживалась постоянно на уровне 20, 50, 70 и 90°С.
(90 – max температура при которой предполагалось вести технологический процесс)
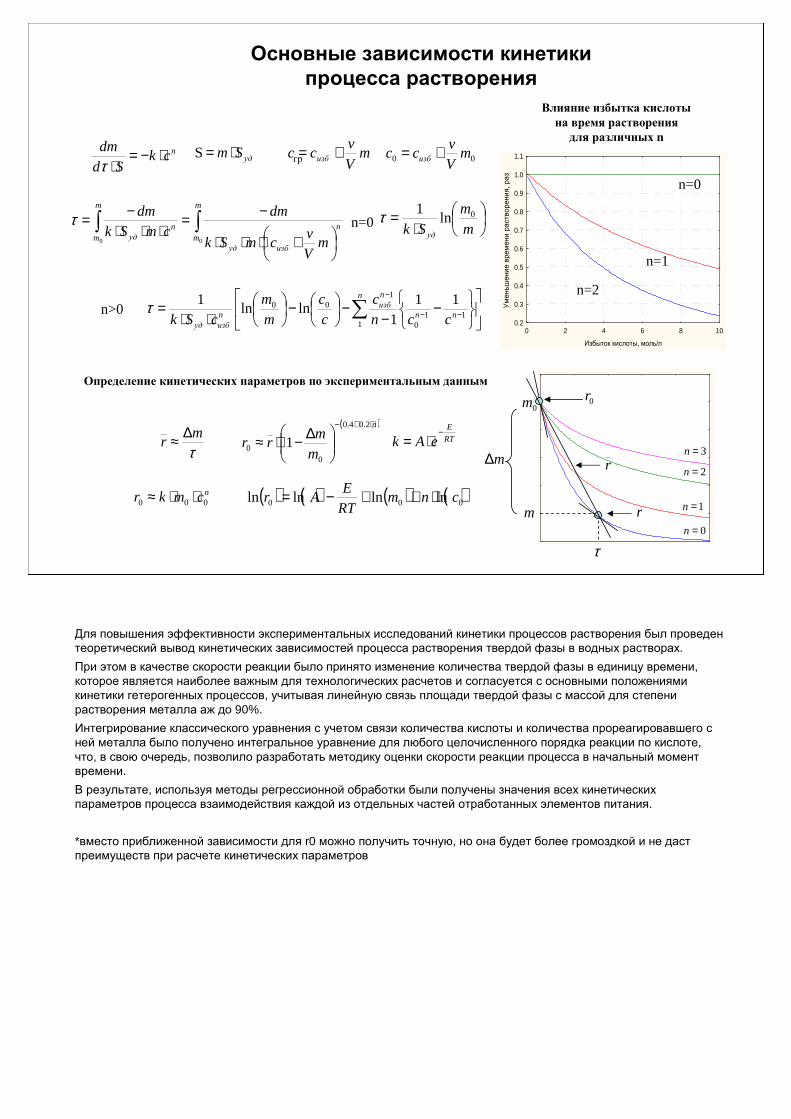
Основные зависимости кинетики
процесса растворения
nckSd
dm ⋅−=⋅τ
удSm ⋅=S 00 mVv
cc изб +=mV
vcc изб +=
∫∫
+⋅⋅⋅
−=⋅⋅⋅
−=m
mn
избуд
m
mn
уд mV
vcmSk
dm
cmSk
dm
00
τ
⋅=
m
m
Sk уд
0ln1τ
−−
−
−
⋅⋅= ∑ −−
−n
nn
nизб
nизбуд ccn
c
c
c
m
m
cSk 111
0
100 11
1lnln
1τ0 2 4 6 8 10
Избыток кислоты, моль/л
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
1.1
Уменьшение времени
растворения, раз
n=0
n>0
Влияние избытка кислоты
на время растворения
для различных n
n=0
n=1
n=2
m∆
m
0m
τ
r
0r
r0=n
1=n
2=n
3=n
( ) ( ) ( ) ( )000 lnlnlnln cnmRTE
Ar ⋅++−=
τm
r∆≈
( )n
m
mrr
⋅+−
∆−⋅≈2.04.0
00 1
Определение кинетических параметров по экспериментальным данным
RT
E
eAk−
⋅=
ncmkr 000 ⋅⋅≈
гр
Для повышения эффективности экспериментальных исследований кинетики процессов растворения был проведен
теоретический вывод кинетических зависимостей процесса растворения твердой фазы в водных растворах.
При этом в качестве скорости реакции было принято изменение количества твердой фазы в единицу времени, которое является наиболее важным для технологических расчетов и согласуется с основными положениями
кинетики гетерогенных процессов, учитывая линейную связь площади твердой фазы с массой для степенирастворения металла аж до 90%.
Интегрирование классического уравнения с учетом связи количества кислоты и количества прореагировавшего с
ней металла было получено интегральное уравнение для любого целочисленного порядка реакции по кислоте, что, в свою очередь, позволило разработать методику оценки скорости реакции процесса в начальный моментвремени.
В результате, используя методы регрессионной обработки были получены значения всех кинетическихпараметров процесса взаимодействия каждой из отдельных частей отработанных элементов питания.
*вместо приближенной зависимости для r0 можно получить точную, но она будет более громоздкой и не дастпреимуществ при расчете кинетических параметров
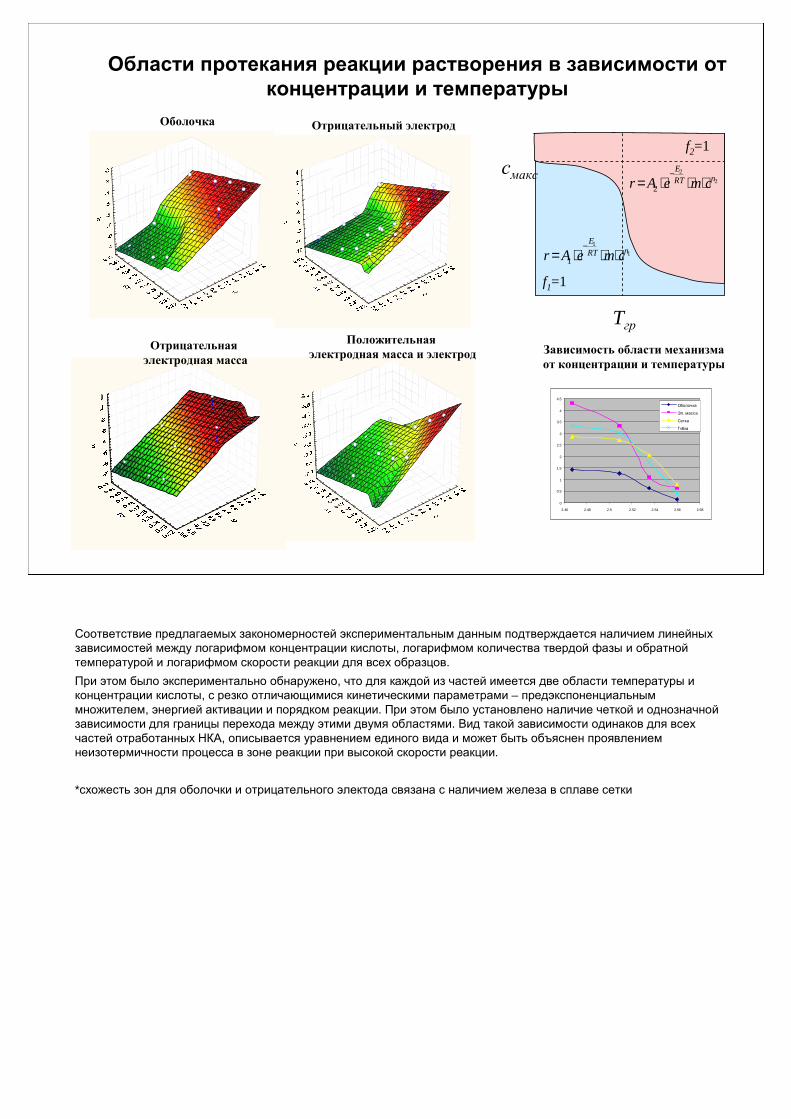
Области протекания реакции растворения в зависимости от
концентрации и температуры
Оболочка Отрицательный электрод
Отрицательная
электродная масса
Положительная
электродная масса и электрод
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
2.46 2.48 2.5 2.52 2.54 2.56 2.58
Оболочка
Эл. масса
Сетка
Губка
Зависимость области механизма
от концентрации и температуры
f2=1
f1=1
2
2
2nRT
E
cmeAr ⋅⋅⋅=−
1
1
1nRT
E
cmeAr ⋅⋅⋅=−
Tгр
смакс
Соответствие предлагаемых закономерностей экспериментальным данным подтверждается наличием линейных
зависимостей между логарифмом концентрации кислоты, логарифмом количества твердой фазы и обратнойтемпературой и логарифмом скорости реакции для всех образцов.
При этом было экспериментально обнаружено, что для каждой из частей имеется две области температуры иконцентрации кислоты, с резко отличающимися кинетическими параметрами – предэкспоненциальныммножителем, энергией активации и порядком реакции. При этом было установлено наличие четкой и однозначнойзависимости для границы перехода между этими двумя областями. Вид такой зависимости одинаков для всехчастей отработанных НКА, описывается уравнением единого вида и может быть объяснен проявлениемнеизотермичности процесса в зоне реакции при высокой скорости реакции.
*схожесть зон для оболочки и отрицательного электода связана с наличием железа в сплаве сетки
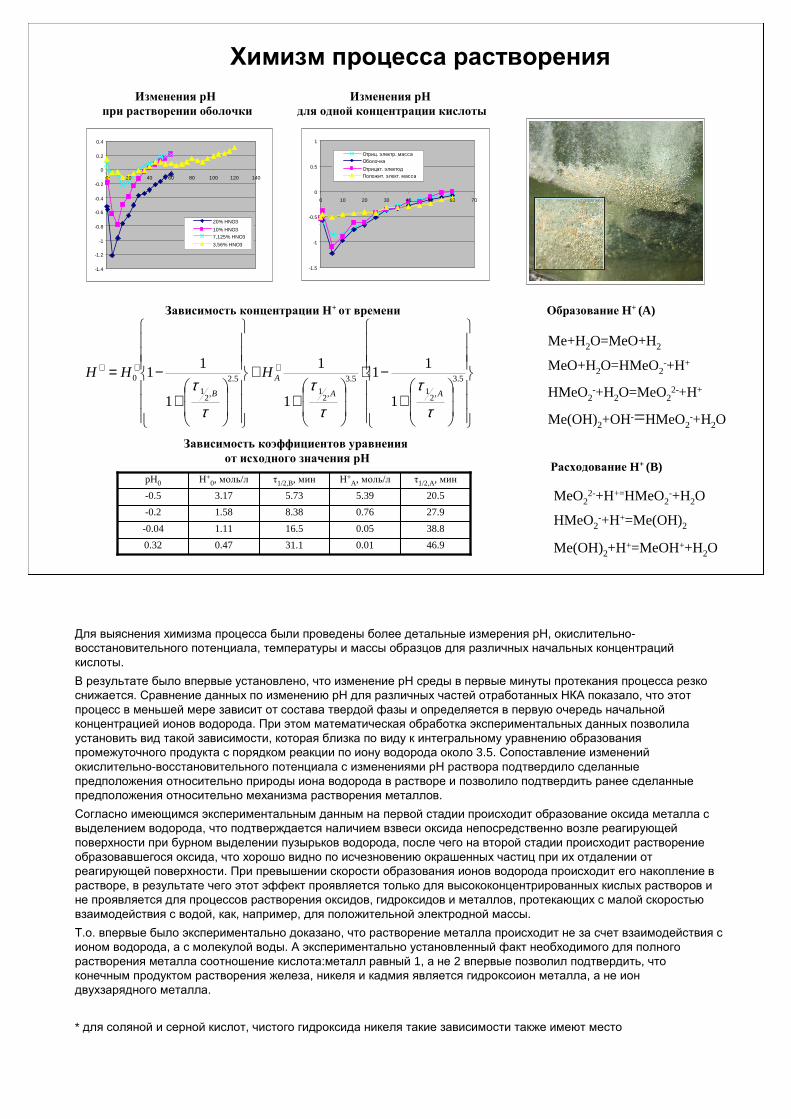
Химизм процесса растворения
MeO+H2O=HMeO2-+H+
Me+H2O=MeO+H2
HMeO2-+H+=Me(OH)2
Me(OH)2+H+=MeOH++H2O
HMeO2-+H2O=MeO2
2-+H+
-800
-600
-400
-200
0
200
400
600
800
-1.5 -1 -0.5 0 0.5
рН
ОВП
, мВ
Оболочка
Сетка (Ni-51, Fe-47)
Губка (Ni-80, Co-10, Cd-7)
Электролит (Cd-93, Ni-6)
+
−⋅
+
+
+
−= +++5.3
,21
5.3
,21
5.2
,21
0
1
11
1
1
1
11
τ
τ
τ
τ
τ
τAA
A
B
HHH
Изменения рН
при растворении оболочки
Изменения рН
для одной концентрации кислоты
Зависимость концентрации Н+ от времени
Me(OH)2+OH-=HMeO2-+H2O
Образование H+ (A)
Расходование H+ (B)
MeO22-+H+=HMeO2
-+H2O
Зависимость коэффициентов уравнеиия
от исходного значения рН
46.90.0131.10.470.32
38.80.0516.51.11-0.04
27.90.768.381.58-0.2
20.55.395.733.17-0.5
τ1/2,A, минH+A, моль/лτ1/2,B, минH+
0, моль/лpH0
-1.4
-1.2
-1
-0.8
-0.6
-0.4
-0.2
0
0.2
0.4
0 20 40 60 80 100 120 140
20% HNO3
10% HNO37,125% HNO3
3,56% HNO3
-1.5
-1
-0.5
0
0.5
1
0 10 20 30 40 50 60 70
Отриц. электр. массаОболочка
Отрицат. электодПоложит. элект. масса
Для выяснения химизма процесса были проведены более детальные измерения рН, окислительно-восстановительного потенциала, температуры и массы образцов для различных начальных концентрацийкислоты.
В результате было впервые установлено, что изменение рН среды в первые минуты протекания процесса резкоснижается. Сравнение данных по изменению рН для различных частей отработанных НКА показало, что этотпроцесс в меньшей мере зависит от состава твердой фазы и определяется в первую очередь начальной
концентрацией ионов водорода. При этом математическая обработка экспериментальных данных позволилаустановить вид такой зависимости, которая близка по виду к интегральному уравнению образованияпромежуточного продукта с порядком реакции по иону водорода около 3.5. Сопоставление измененийокислительно-восстановительного потенциала с изменениями рН раствора подтвердило сделанныепредположения относительно природы иона водорода в растворе и позволило подтвердить ранее сделанные
предположения относительно механизма растворения металлов.
Согласно имеющимся экспериментальным данным на первой стадии происходит образование оксида металла с
выделением водорода, что подтверждается наличием взвеси оксида непосредственно возле реагирующейповерхности при бурном выделении пузырьков водорода, после чего на второй стадии происходит растворениеобразовавшегося оксида, что хорошо видно по исчезновению окрашенных частиц при их отдалении отреагирующей поверхности. При превышении скорости образования ионов водорода происходит его накопление врастворе, в результате чего этот эффект проявляется только для высококонцентрированных кислых растворов ине проявляется для процессов растворения оксидов, гидроксидов и металлов, протекающих с малой скоростьювзаимодействия с водой, как, например, для положительной электродной массы.
Т.о. впервые было экспериментально доказано, что растворение металла происходит не за счет взаимодействия сионом водорода, а с молекулой воды. А экспериментально установленный факт необходимого для полногорастворения металла соотношение кислота:металл равный 1, а не 2 впервые позволил подтвердить, чтоконечным продуктом растворения железа, никеля и кадмия является гидроксоион металла, а не иондвухзарядного металла.
* для соляной и серной кислот, чистого гидроксида никеля такие зависимости также имеют место
Математическая модель процесса растворения
отдельных частей НКА
k – константа скорости реакции, лn·моль-n·сек-1;A – предэкспоненциальный множитель, лn·моль-n·сек-1;E – энергия активации реакции, кДж/моль;n – порядки реакции по кислоте;m – количество тв. фазы, моль;с – концентрация кислоты, моль/л;сизб – избыточная концентрация кислоты, моль/л;T – температура процесса, К;R – газовая постоянная, кДж/моль×К;f – коэффициент вероятности протекания процесса;Tгр – температура изменения механизма, К;смакс – концентрация изменения механизма, моль/л.
7.0232121,019,9221,023,43Отцицательная электродная масса
2.84 35266,3417,6654,6113.08Отрицательный электрод
3.4534447.029.8211,91-1,59Положительная электродная масса
1.4434122,821,8017,81-1.15Оболочка
cмаксTгрE2n2ln(A2)E1n1ln(A1)
RT
E
eAk−
⋅=с
гр
с
cf ∆−
+
=
0
1
1
1
12 1 ff −=
−−
−
−
⋅= ∑ −−
−n
nn
nизб
nизб ccn
c
c
c
m
m
ck 111
0
100 11
1lnln
1τ
T
гр
максгр
T
T
cc ∆
+
=
1
( )α−⋅= 10mm mV
vcc изб +=
2211 ff ⋅+⋅= τττ
0
200
400
600
800
1000
1200
1400
1600
1800
2000
0 5 10 15 20 25
Концентрация кислоты, %
Время
растворения
90%
, с
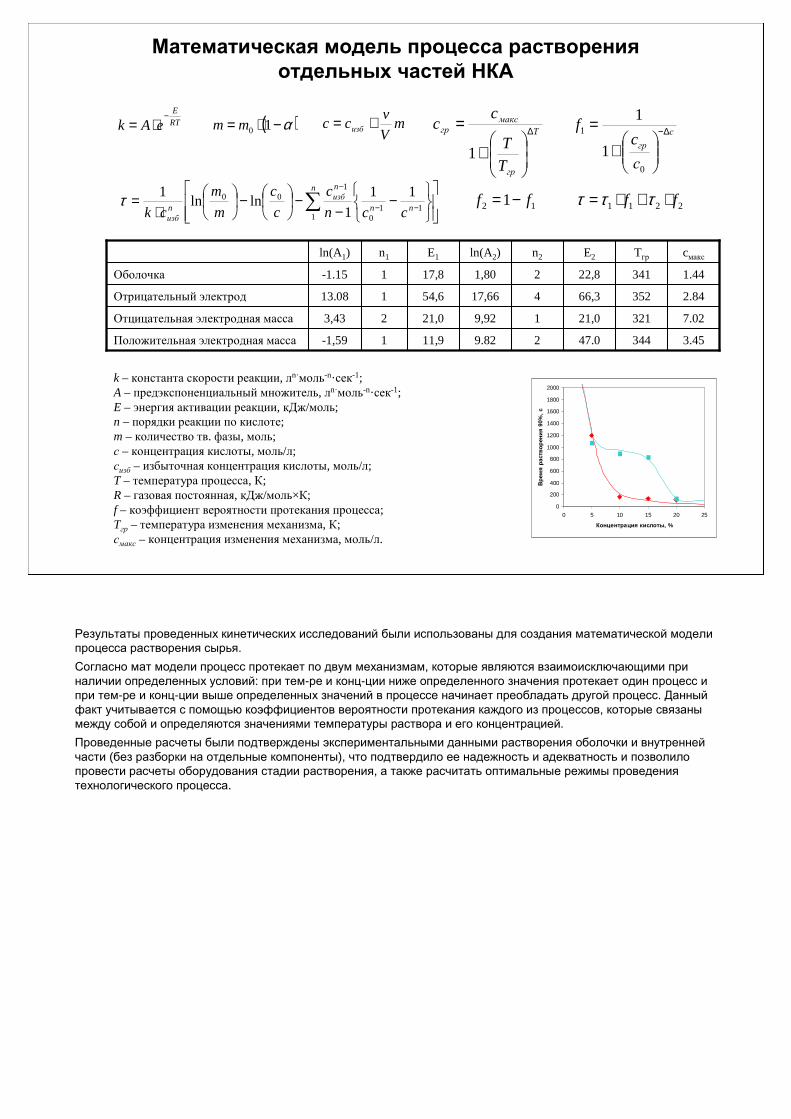
Результаты проведенных кинетических исследований были использованы для создания математической модели
процесса растворения сырья.
Согласно мат модели процесс протекает по двум механизмам, которые являются взаимоисключающими приналичии определенных условий: при тем-ре и конц-ции ниже определенного значения протекает один процесс ипри тем-ре и конц-ции выше определенных значений в процессе начинает преобладать другой процесс. Данныйфакт учитывается с помощью коэффициентов вероятности протекания каждого из процессов, которые связанымежду собой и определяются значениями температуры раствора и его концентрацией.
Проведенные расчеты были подтверждены экспериментальными данными растворения оболочки и внутренней
части (без разборки на отдельные компоненты), что подтвердило ее надежность и адекватность и позволилопровести расчеты оборудования стадии растворения, а также расчитать оптимальные режимы проведениятехнологического процесса.
Осаждение отдельных продуктов
2
3
4
5
6
7
0 2 4 6 8 10
Время, мин
рН
0
50
100
150
200
250
300
350
ОВП
, мВ
pH
ОВП
Зависимость рН и ОВП от времени
при добавлении соды в кислый раствор
солей железа, никеля и кадмия
Зависимость рН и ОВП от количества добавленного в раствор карбоната
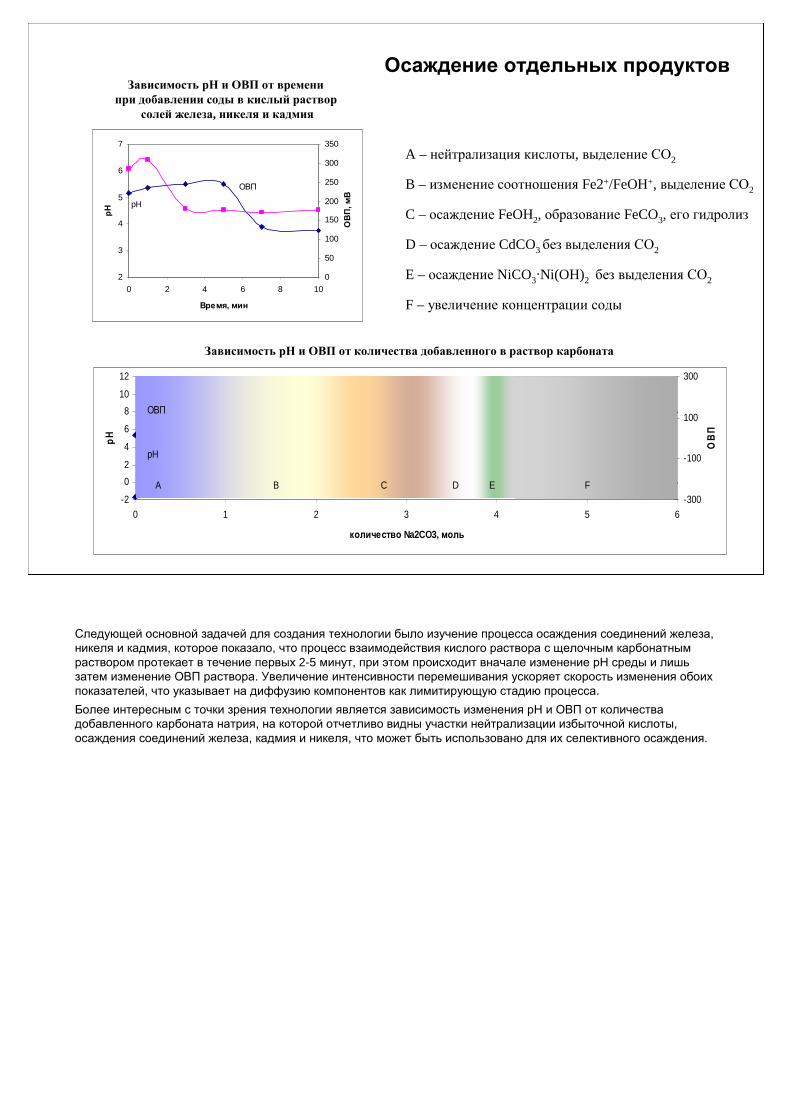
A – нейтрализация кислоты, выделение СО2
B – изменение соотношения Fe2+/FeOH+, выделение СО2
C –осаждение FeOH2, образование FeCO3, его гидролиз
D – осаждение CdCO3 без выделения СО2
E –осаждение NiCO3·Ni(OH)2 без выделения СО2
F –увеличение концентрации соды
-2
0
2
4
6
8
10
12
0 1 2 3 4 5 6
количество Na2CO3, моль
рН
-300
-100
100
300
ОВП
pH
ОВП
BA C D E F
Следующей основной задачей для создания технологии было изучение процесса осаждения соединений железа, никеля и кадмия, которое показало, что процесс взаимодействия кислого раствора с щелочным карбонатнымраствором протекает в течение первых 2-5 минут, при этом происходит вначале изменение рН среды и лишьзатем изменение ОВП раствора. Увеличение интенсивности перемешивания ускоряет скорость изменения обоихпоказателей, что указывает на диффузию компонентов как лимитирующую стадию процесса.
Более интересным с точки зрения технологии является зависимость изменения рН и ОВП от количества
добавленного карбоната натрия, на которой отчетливо видны участки нейтрализации избыточной кислоты, осаждения соединений железа, кадмия и никеля, что может быть использовано для их селективного осаждения.
Взаимодействие Na2CO3 с кислотой и раствором
железаЗависимость рН и ОВП от
количества добавленного в раствор карбоната
для чистой азотной кислоты
ОВП от рН среды для
процесса нейтрализации кислоты
Зависимость рН и ОВП от
количества добавленного в раствор карбоната
для раствора железа
ОВП от рН среды для
процесса осаждения железа
-10
1
2
34
56
78
9
0 0.5 1 1.5 2 2.5 3 3.5 4
Na2CO3H2O, моль
рН
-300
-200
-100
0
100
200
300
ОВП
, мВ
CA
D
-1
0
1
2
3
4
5
6
7
8
9
0 0.5 1 1.5 2
Na2CO3H2O, моль
рН
-300
-200
-100
0
100
200
300
ОВП
, мВ
C
A
D
B
-300
-200
-100
0
100
200
300
0 1 2 3 4 5 6 7 8 9 10
pH
ОВП
, мВ
C
A
D
B
-300
-200
-100
0
100
200
300
0 1 2 3 4 5 6 7 8 9 10
pH
ОВП
, мВ
C
A
D
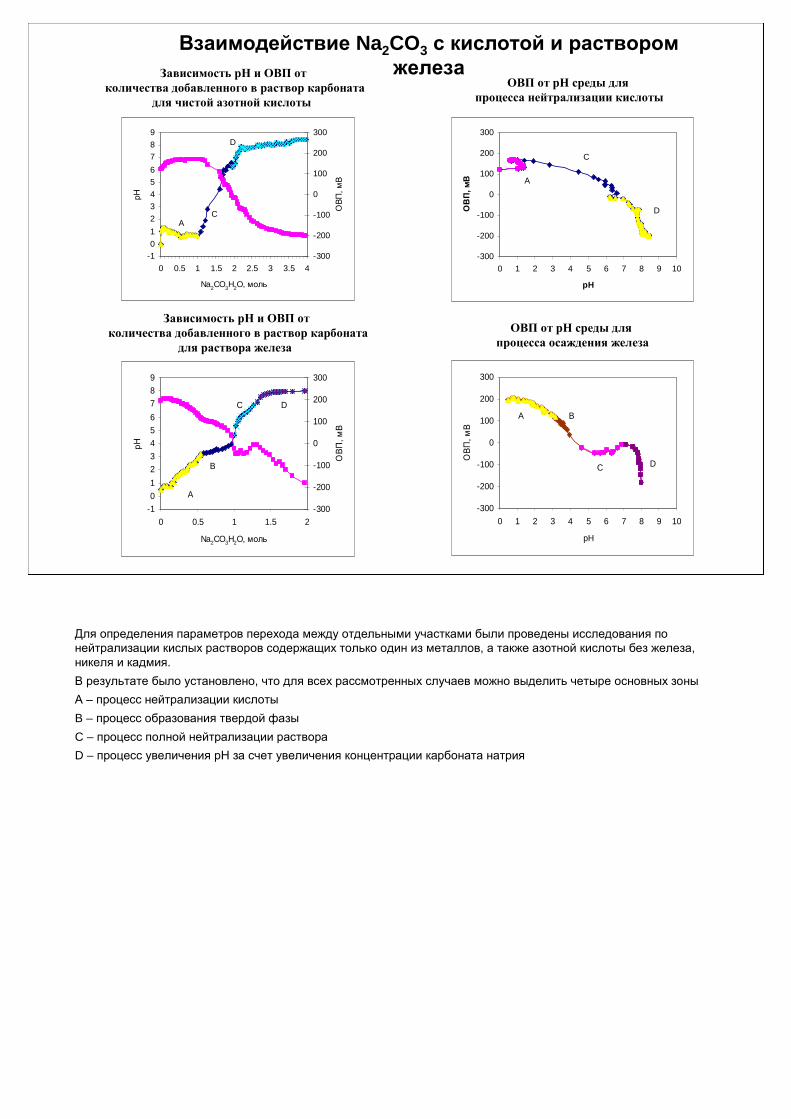
Для определения параметров перехода между отдельными участками были проведены исследования по
нейтрализации кислых растворов содержащих только один из металлов, а также азотной кислоты без железа, никеля и кадмия.
В результате было установлено, что для всех рассмотренных случаев можно выделить четыре основных зоны
А – процесс нейтрализации кислоты
B – процесс образования твердой фазы
C – процесс полной нейтрализации раствора
D – процесс увеличения рН за счет увеличения концентрации карбоната натрия
Взаимодействие Na2CO3 с растворами
нитратов кадмия и никеляЗависимость рН и ОВП от
количества добавленного в раствор карбоната
для раствора нитрата кадмия
ОВП от рН среды для
процесса осаждения кадмия
Зависимость рН и ОВП от
количества добавленного в раствор карбоната
для раствора нитрата никеля
ОВП от рН среды для
процесса осаждения никеля
-1
0
1
2
3
4
5
6
7
8
9
0 1 2 3
Na2CO3H2O, моль
рН
-300
-200
-100
0
100
200
300
ОВП
, мВ
C
A
D
B
-300
-200
-100
0
100
200
300
0 1 2 3 4 5 6 7 8 9 10
pH
ОВП
, мВ
C
A
D
B
0
1
2
3
4
5
6
7
8
9
0 1 2 3
Na2CO3H2O, моль
рН
-300
-200
-100
0
100
200
300
ОВП
, мВ
C
A
D
B
-300
-200
-100
0
100
200
300
0 1 2 3 4 5 6 7 8 9 10
pH
ОВП
, мВ
C
A
D
B
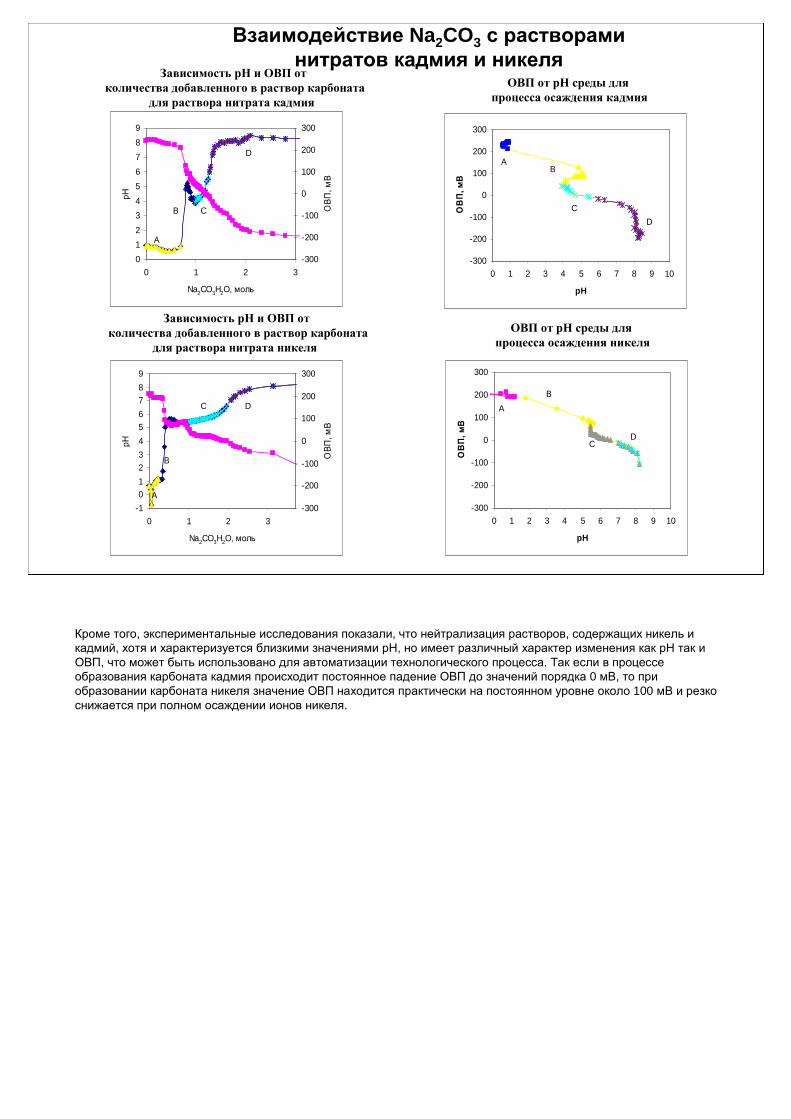
Кроме того, экспериментальные исследования показали, что нейтрализация растворов, содержащих никель икадмий, хотя и характеризуется близкими значениями рН, но имеет различный характер изменения как рН так иОВП, что может быть использовано для автоматизации технологического процесса. Так если в процессеобразования карбоната кадмия происходит постоянное падение ОВП до значений порядка 0 мВ, то приобразовании карбоната никеля значение ОВП находится практически на постоянном уровне около 100 мВ и резкоснижается при полном осаждении ионов никеля.
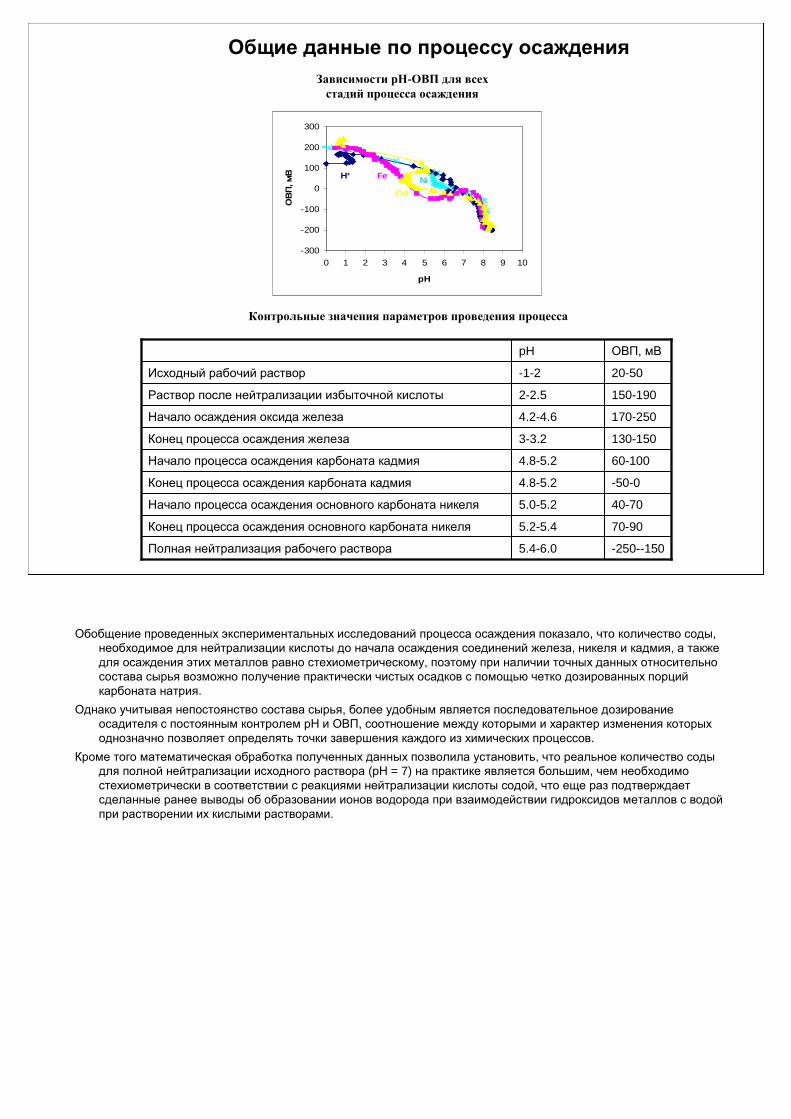
Общие данные по процессу осаждения
Контрольные значения параметров проведения процесса
40-705.0-5.2Начало процесса осаждения основного карбоната никеля
70-905.2-5.4Конец процесса осаждения основного карбоната никеля
-50-04.8-5.2Конец процесса осаждения карбоната кадмия
130-1503-3.2Конец процесса осаждения железа
150-1902-2.5Раствор после нейтрализации избыточной кислоты
-250--1505.4-6.0Полная нейтрализация рабочего раствора
60-1004.8-5.2Начало процесса осаждения карбоната кадмия
170-2504.2-4.6Начало осаждения оксида железа
20-50-1-2Исходный рабочий раствор
ОВП, мВpH
Зависимости рН-ОВП для всех
стадий процесса осаждения
-300
-200
-100
0
100
200
300
0 1 2 3 4 5 6 7 8 9 10
pHОВП
, мВ H+
Cd
NiFe
Обобщение проведенных экспериментальных исследований процесса осаждения показало, что количество соды, необходимое для нейтрализации кислоты до начала осаждения соединений железа, никеля и кадмия, а такжедля осаждения этих металлов равно стехиометрическому, поэтому при наличии точных данных относительносостава сырья возможно получение практически чистых осадков с помощью четко дозированных порций
карбоната натрия.
Однако учитывая непостоянство состава сырья, более удобным является последовательное дозированиеосадителя с постоянным контролем рН и ОВП, соотношение между которыми и характер изменения которыходнозначно позволяет определять точки завершения каждого из химических процессов.
Кроме того математическая обработка полученных данных позволила установить, что реальное количество содыдля полной нейтрализации исходного раствора (рН = 7) на практике является большим, чем необходимостехиометрически в соответствии с реакциями нейтрализации кислоты содой, что еще раз подтверждаетсделанные ранее выводы об образовании ионов водорода при взаимодействии гидроксидов металлов с водой
при растворении их кислыми растворами.
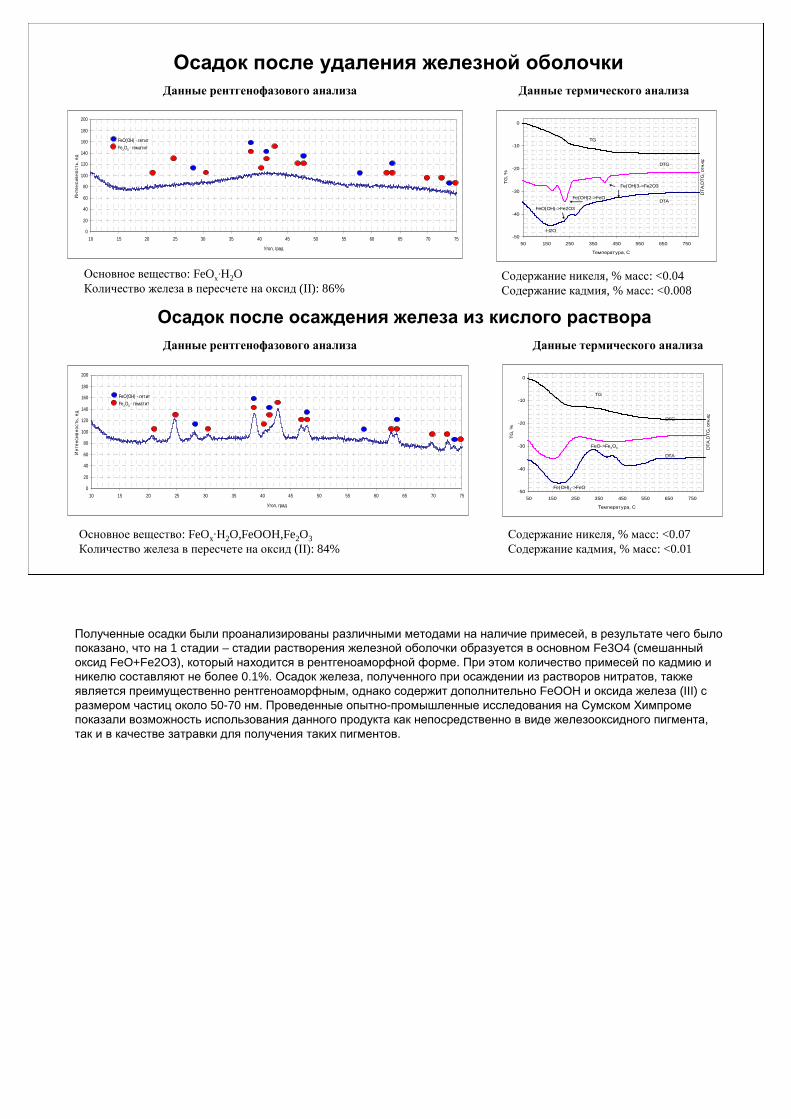
Осадок после удаления железной оболочки
Данные рентгенофазового анализа Данные термического анализа
Основное вещество: FeOx·H2OКоличество железа в пересчете на оксид (II): 86%
Данные рентгенофазового анализа Данные термического анализа
Основное вещество: FeOx·H2O,FeOOH,Fe2O3
Количество железа в пересчете на оксид (II): 84%
Осадок после осаждения железа из кислого раствора
Содержание никеля, % масс: <0.07Содержание кадмия, % масс: <0.01
Содержание никеля, % масс: <0.04Содержание кадмия, % масс: <0.008
-50
-40
-30
-20
-10
0
50 150 250 350 450 550 650 750
Температура, С
TG
, %
DT
A,D
TG
, отн
.ед
DTG
TG
DTA
-H2O
Fe(OH)3->Fe2O3
Fe(OH)2->FeO
FeO(OH)->Fe2O3
-50
-40
-30
-20
-10
0
50 150 250 350 450 550 650 750
Температура, СT
G, %
DT
A,D
TG
, отн
.ед
DTG
TG
DTA
FeO->Fe2O3
Fe(OH)2->FeO0
20
40
60
80
100
120
140
160
180
200
10 15 20 25 30 35 40 45 50 55 60 65 70 75
Угол, град
Интенсивность
, ед
FeO(OH) - гетитFe2O3 - гематит
0
20
40
60
80
100
120
140
160
180
200
10 15 20 25 30 35 40 45 50 55 60 65 70 75
Угол, град
Интенсивность
, ед
FeO(OH) - гетит
Fe2O3 - гематит
Полученные осадки были проанализированы различными методами на наличие примесей, в результате чего былопоказано, что на 1 стадии – стадии растворения железной оболочки образуется в основном Fe3O4 (смешанныйоксид FeO+Fe2O3), который находится в рентгеноаморфной форме. При этом количество примесей по кадмию иникелю составляют не более 0.1%. Осадок железа, полученного при осаждении из растворов нитратов, такжеявляется преимущественно рентгеноаморфным, однако содержит дополнительно FeOOH и оксида железа (III) сразмером частиц около 50-70 нм. Проведенные опытно-промышленные исследования на Сумском Химпромепоказали возможность использования данного продукта как непосредственно в виде железооксидного пигмента, так и в качестве затравки для получения таких пигментов.
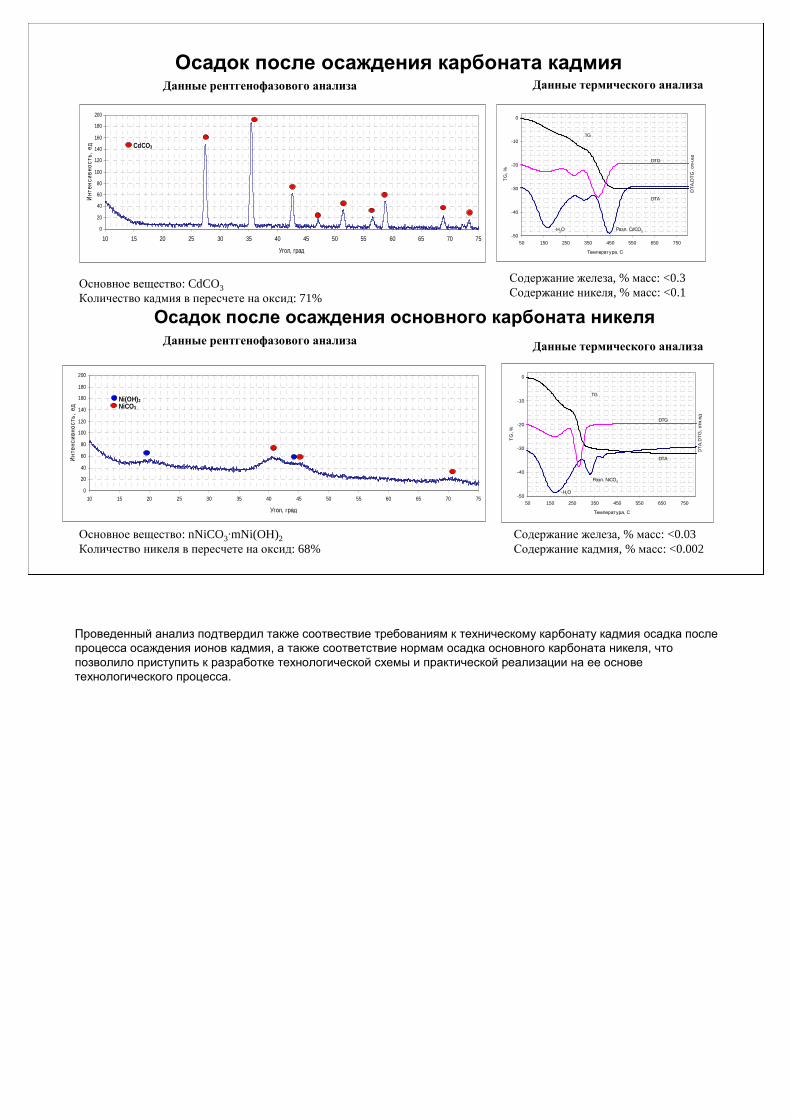
Осадок после осаждения карбоната кадмияДанные рентгенофазового анализа Данные термического анализа
Основное вещество: CdCO3
Количество кадмия в пересчете на оксид: 71%
Данные рентгенофазового анализаДанные термического анализа
Основное вещество: nNiCO3·mNi(OH)2Количество никеля в пересчете на оксид: 68%
Осадок после осаждения основного карбоната никеля
Содержание железа, % масс: <0.03Содержание кадмия, % масс: <0.002
Содержание железа, % масс: <0.3Содержание никеля, % масс: <0.1
-50
-40
-30
-20
-10
0
50 150 250 350 450 550 650 750
Температура, СT
G, %
DT
A,D
TG
, отн
.ед
DTG
TG
DTA
Разл. NiCO3
-H2O
-50
-40
-30
-20
-10
0
50 150 250 350 450 550 650 750
Температура, С
TG
, %
DT
A,D
TG
, отн
.ед
DTG
TG
DTA
Разл. CdCO3-H2O
0
20
40
60
80
100
120
140
160
180
200
10 15 20 25 30 35 40 45 50 55 60 65 70 75
Угол, град
Интенсивность
, ед
Ni(OH)2NiCO3
0
20
40
60
80
100
120
140
160
180
200
10 15 20 25 30 35 40 45 50 55 60 65 70 75
Угол, град
Интенсивность
, ед CdCO3
Проведенный анализ подтвердил также соотвествие требованиям к техническому карбонату кадмия осадка после
процесса осаждения ионов кадмия, а также соответствие нормам осадка основного карбоната никеля, чтопозволило приступить к разработке технологической схемы и практической реализации на ее основе
технологического процесса.
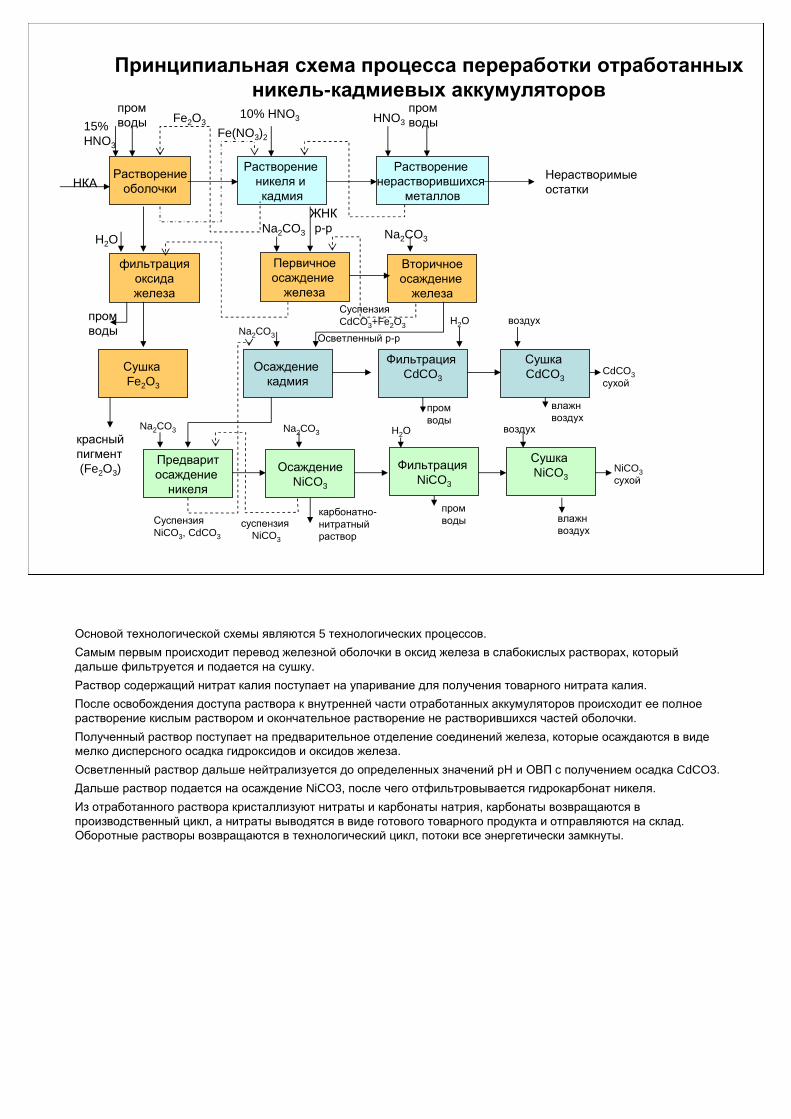
Принципиальная схема процесса переработки отработанных
никель-кадмиевых аккумуляторов
Растворение
оболочки
Растворение
никеля и
кадмия
Первичное
осаждение
железа
15% HNO3
Fe(NO3)2
красный
пигмент
(Fe2O3)
НКА
Fe2O310% HNO3 HNO3
Растворение
нерастворившихся
металлов
пром
воды
фильтрация
оксида
железа
Сушка
Fe2O3
Вторичное
осаждение
железа
Осаждение
кадмия
пром
воды
Нерастворимые
остатки
Сушка
CdCO3
Фильтрация
CdCO3
Предварит
осаждение
никеля
Сушка
NiCO3Фильтрация
NiCO3
Осаждение
NiCO3
H2O
пром
воды Na2CO3
Na2CO3
ЖНК
р-р
Суспензия
CdCO3+Fe2O3
Na2CO3
Осветленный р-р
Суспензия
NiCO3, CdCO3
CdCO3сухой
H2O
пром
воды
воздух
влажн
воздухNa2CO3 Na2CO3 H2O
пром
воды
NiCO3сухой
карбонатно-нитратный
раствор
суспензия
NiCO3
воздух
влажн
воздух
Основой технологической схемы являются 5 технологических процессов.
Самым первым происходит перевод железной оболочки в оксид железа в слабокислых растворах, которыйдальше фильтруется и подается на сушку.
Раствор содержащий нитрат калия поступает на упаривание для получения товарного нитрата калия.
После освобождения доступа раствора к внутренней части отработанных аккумуляторов происходит ее полное
растворение кислым раствором и окончательное растворение не растворившихся частей оболочки.
Полученный раствор поступает на предварительное отделение соединений железа, которые осаждаются в видемелко дисперсного осадка гидроксидов и оксидов железа.
Осветленный раствор дальше нейтрализуется до определенных значений рН и ОВП с получением осадка CdCO3.
Дальше раствор подается на осаждение NiCO3, после чего отфильтровывается гидрокарбонат никеля.
Из отработанного раствора кристаллизуют нитраты и карбонаты натрия, карбонаты возвращаются впроизводственный цикл, а нитраты выводятся в виде готового товарного продукта и отправляются на склад. Оборотные растворы возвращаются в технологический цикл, потоки все энергетически замкнуты.
Реактор растворения
1
2
3
6
5
4
7
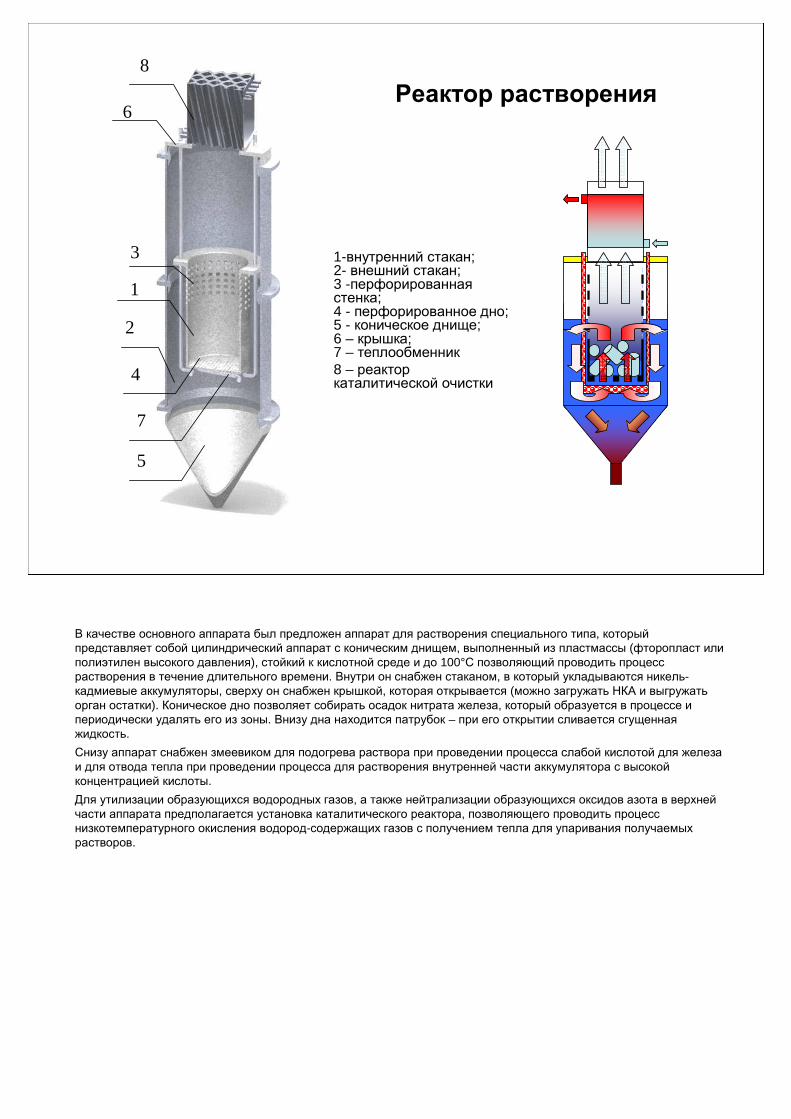
1-внутренний стакан; 2- внешний стакан; 3 -перфорированнаястенка; 4 - перфорированное дно; 5 - коническое днище; 6 – крышка; 7 – теплообменник8 – реакторкаталитической очистки
8
В качестве основного аппарата был предложен аппарат для растворения специального типа, которыйпредставляет собой цилиндрический аппарат с коническим днищем, выполненный из пластмассы (фторопласт илиполиэтилен высокого давления), стойкий к кислотной среде и до 100°С позволяющий проводить процессрастворения в течение длительного времени. Внутри он снабжен стаканом, в который укладываются никель-кадмиевые аккумуляторы, сверху он снабжен крышкой, которая открывается (можно загружать НКА и выгружатьорган остатки). Коническое дно позволяет собирать осадок нитрата железа, который образуется в процессе ипериодически удалять его из зоны. Внизу дна находится патрубок – при его открытии сливается сгущеннаяжидкость.
Снизу аппарат снабжен змеевиком для подогрева раствора при проведении процесса слабой кислотой для железа
и для отвода тепла при проведении процесса для растворения внутренней части аккумулятора с высокой
концентрацией кислоты.
Для утилизации образующихся водородных газов, а также нейтрализации образующихся оксидов азота в верхнейчасти аппарата предполагается установка каталитического реактора, позволяющего проводить процесснизкотемпературного окисления водород-содержащих газов с получением тепла для упаривания получаемыхрастворов.
Экономические характеристики технологии
для производительности переработки - 10 т сырья в год
6месСрок организации производства
120000грнСтоимость оборудования
300000грнЮридическое оформление, лицензирование
14246514247Прибыль
36месСрок окупаемости
Доход от реализации продукции
3177131775635кгОксид железа, пигм41997841998120350кгКарбонат кадмия, тех1429901429918079кгОсновной карбонат никеля, тех5802558036967кгНитрат натрия
60006006100кгНитрат калия
65876565876Итого
40000400050%Отчисления на ФЗП
43025043025Итого
86050860520%Накладные расходы
51629951630Себестоимость переработки
41667416730%Отчисления на аммортизацию оборудования
3000030008037.5м2Аренда помещения
80000800010800чел·чЗП
420420.42100кВт·чЭл. энергия30003000.13000лВода деминерализованная
5050.0015000лВода, тех.5189751906.5798кгКарбонат натрия, тех.3321633222.51329кгАзотная кислота (56%), тех.
15000015000151000кгОтработанные НКА
Затраты на производство
на годна 1 тсырья
Стоимость, грн*
расход на
1т сырьяРазмер-ность
Статьи
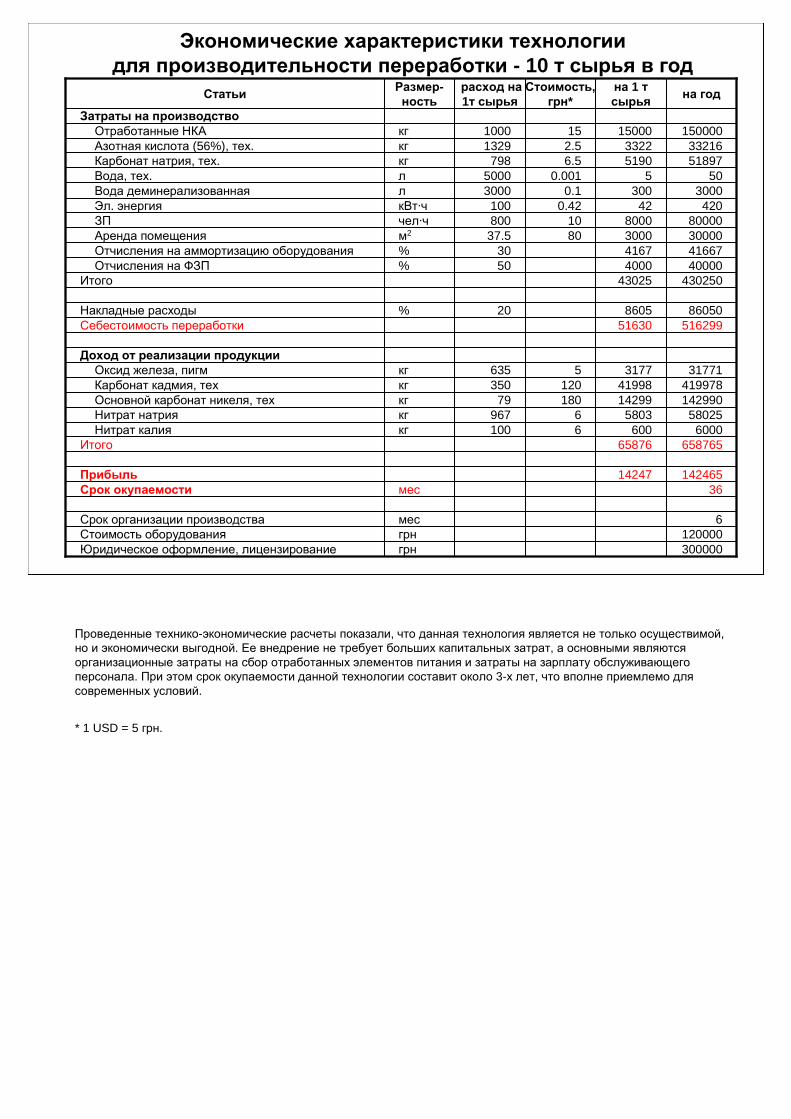
Проведенные технико-экономические расчеты показали, что данная технология является не только осуществимой, но и экономически выгодной. Ее внедрение не требует больших капитальных затрат, а основными являютсяорганизационные затраты на сбор отработанных элементов питания и затраты на зарплату обслуживающего
персонала. При этом срок окупаемости данной технологии составит около 3-х лет, что вполне приемлемо длясовременных условий.
* 1 USD = 5 грн.


















![Shipyard and Cadmium (59.1) [Correc y Enm]](https://img.pdfslide.tips/doc/110x75/5695cf171a28ab9b028c8aa2/shipyard-and-cadmium-591-correc-y-enm.jpg)


![Shipyard Cadmium (59.1) [Correc y Enm]](https://img.pdfslide.tips/doc/110x75/56d6c09d1a28ab30169b17b4/shipyard-cadmium-591-correc-y-enm.jpg)




