Embed Size (px)
Citation preview

Trabajo de MetalesINDUSTRIA Y PROCESOS DE MANUFACTURAKARLA CARBALLO VALDERRABANO
Trabajo de los metales En frío: por debajo de las temperaturas Críticas, en general a temperatura ambiente
En caliente: arriba de las temperaturas Críticas
Conformación partiendo de◦ Estado líquido (fundición)◦ Flujo plástico (forja, troquelado, rechazado, rolado, extruído)◦ Unión sólida o térmica (soldadura)◦ Separación o remoción de viruta (maquinados)◦ Polvo (prensado en moldes y sinterizado)
Dependiente de plasticidad del metal sólido
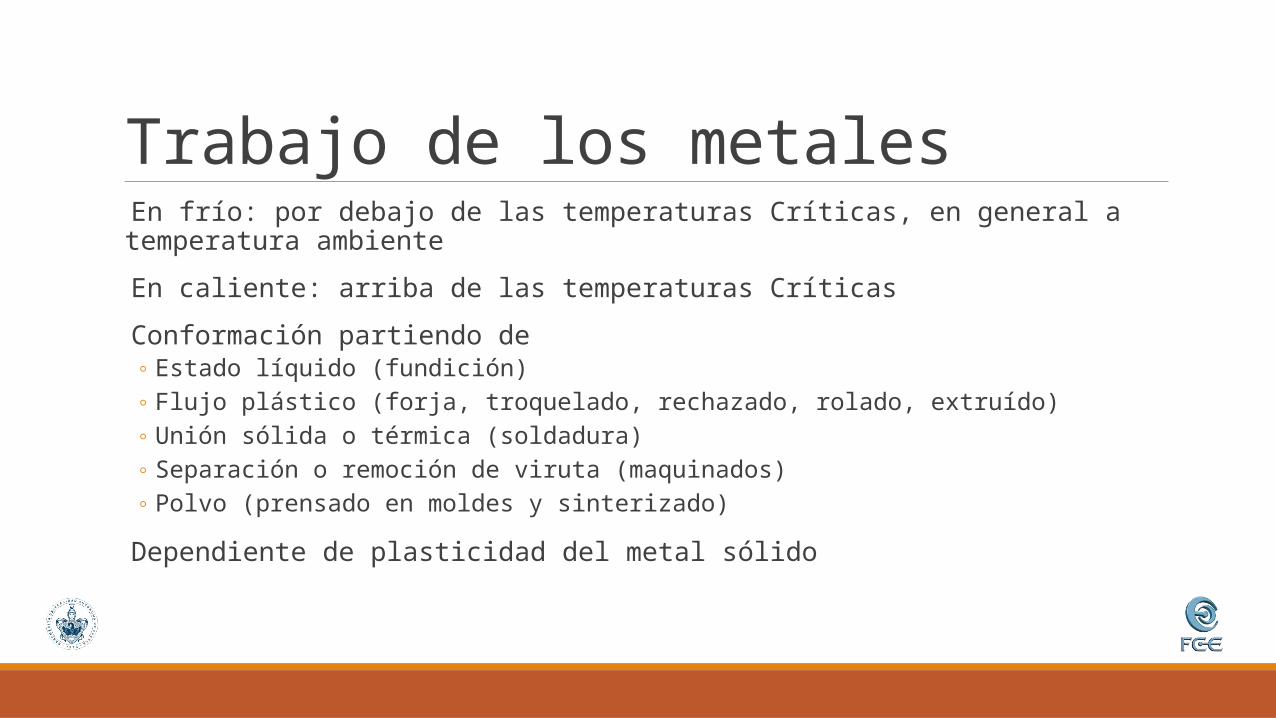
Laminado Reducción de espesor por paso entre un par de rodillos giratorios
◦ Cilíndricos: productos planos, estirado longitudinal como en láminas
◦ Ranurados o grabados: cambia el perfil y estampan patrones en relieve
En caliente: rápido y barato
En frío: Producción de buenas superficies de acabado o propiedades mecánicas especiales
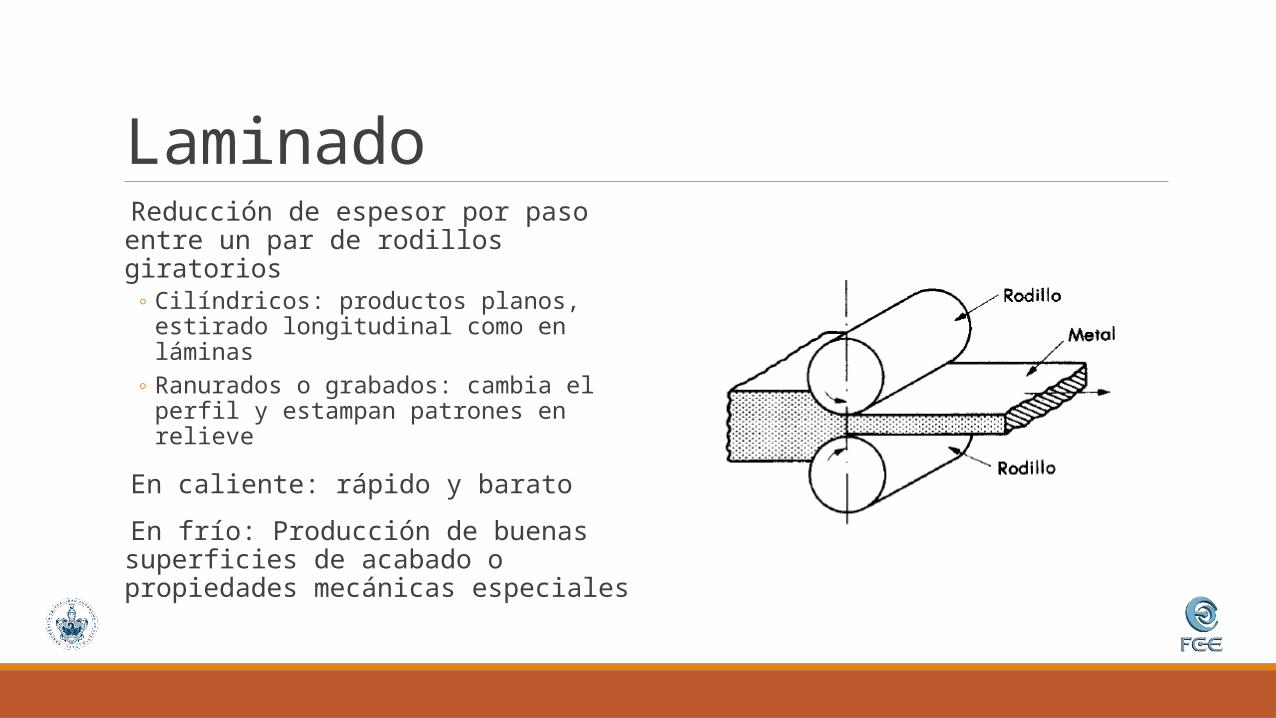
Troquelado de Corte Corte de blancs de lámina (de bajo carbón) con formas diversas con prensas para conformar o punzonar.
Troquelado progresivo◦ Recorte y conformación, al estar completa se
desprende de la cinta original
Utilizado en línea blanca y automotriz
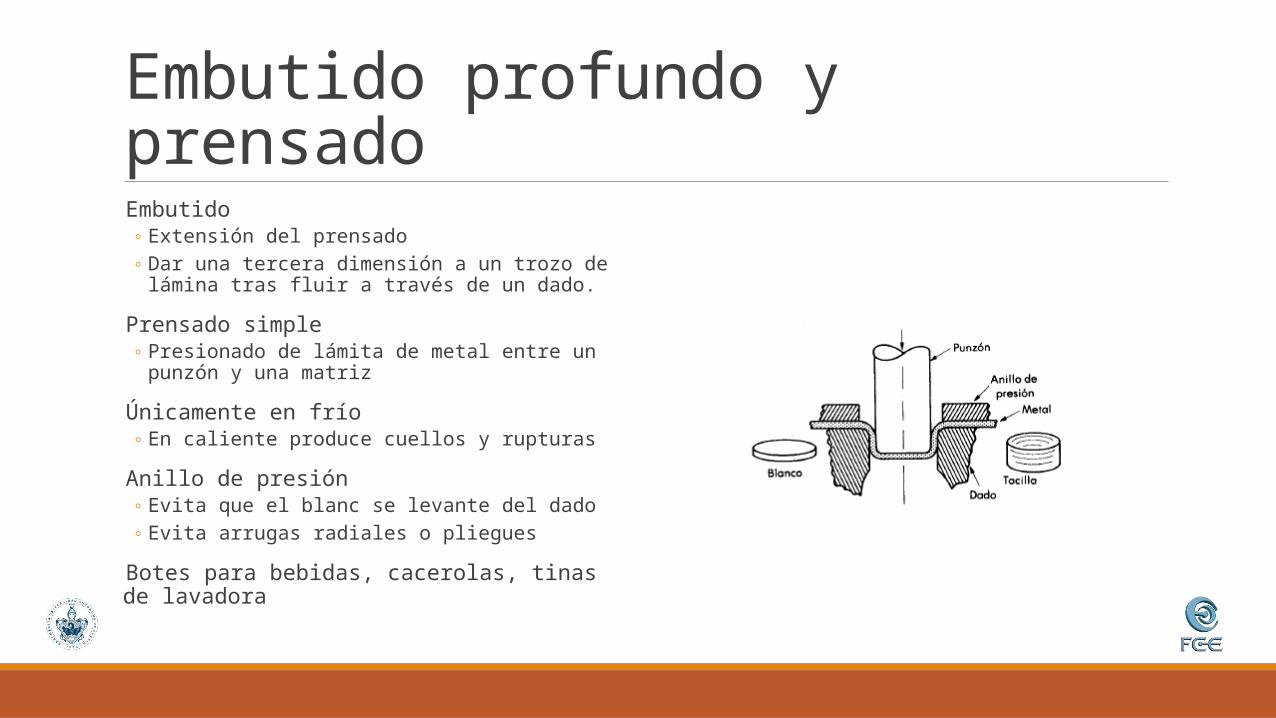
Embutido profundo y prensado Embutido
◦ Extensión del prensado◦ Dar una tercera dimensión a un trozo de lámina tras fluir
a través de un dado.
Prensado simple◦ Presionado de lámita de metal entre un punzón y una
matriz
Únicamente en frío◦ En caliente produce cuellos y rupturas
Anillo de presión◦ Evita que el blanc se levante del dado◦ Evita arrugas radiales o pliegues
Botes para bebidas, cacerolas, tinas de lavadora
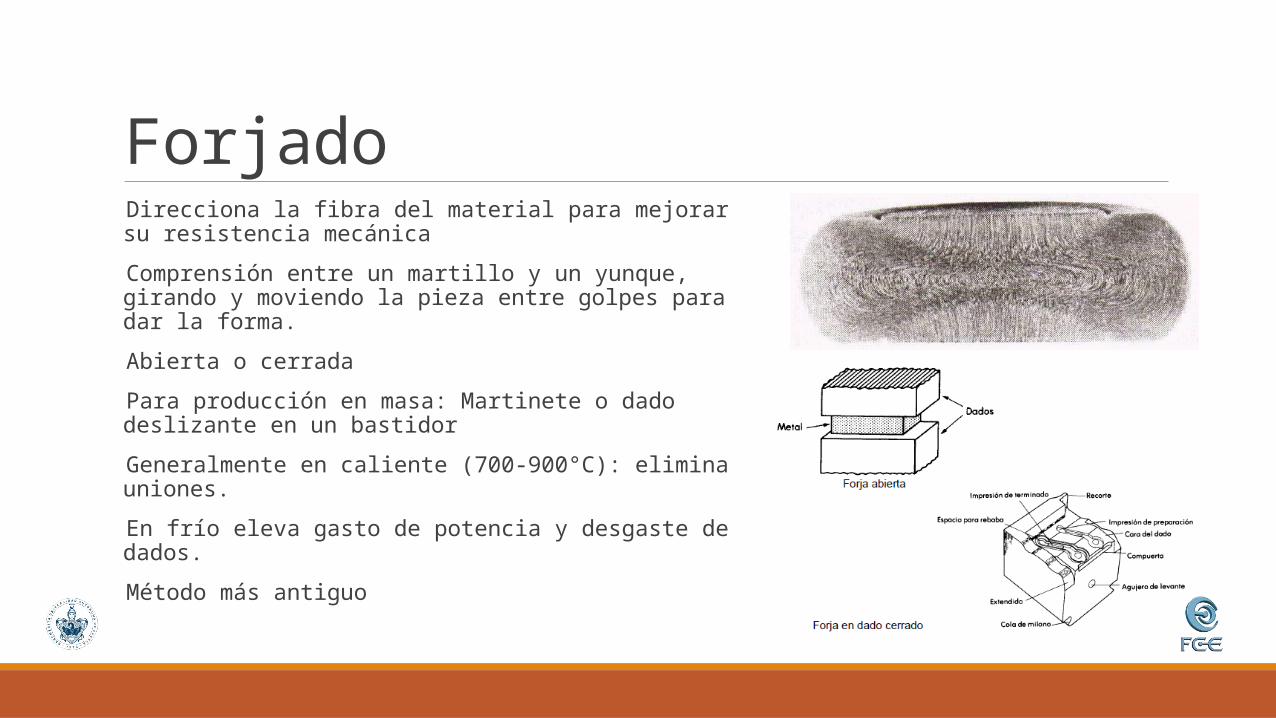
Forjado Direcciona la fibra del material para mejorar su resistencia mecánica
Comprensión entre un martillo y un yunque, girando y moviendo la pieza entre golpes para dar la forma.
Abierta o cerrada
Para producción en masa: Martinete o dado deslizante en un bastidor
Generalmente en caliente (700-900°C): elimina uniones.
En frío eleva gasto de potencia y desgaste de dados.
Método más antiguo
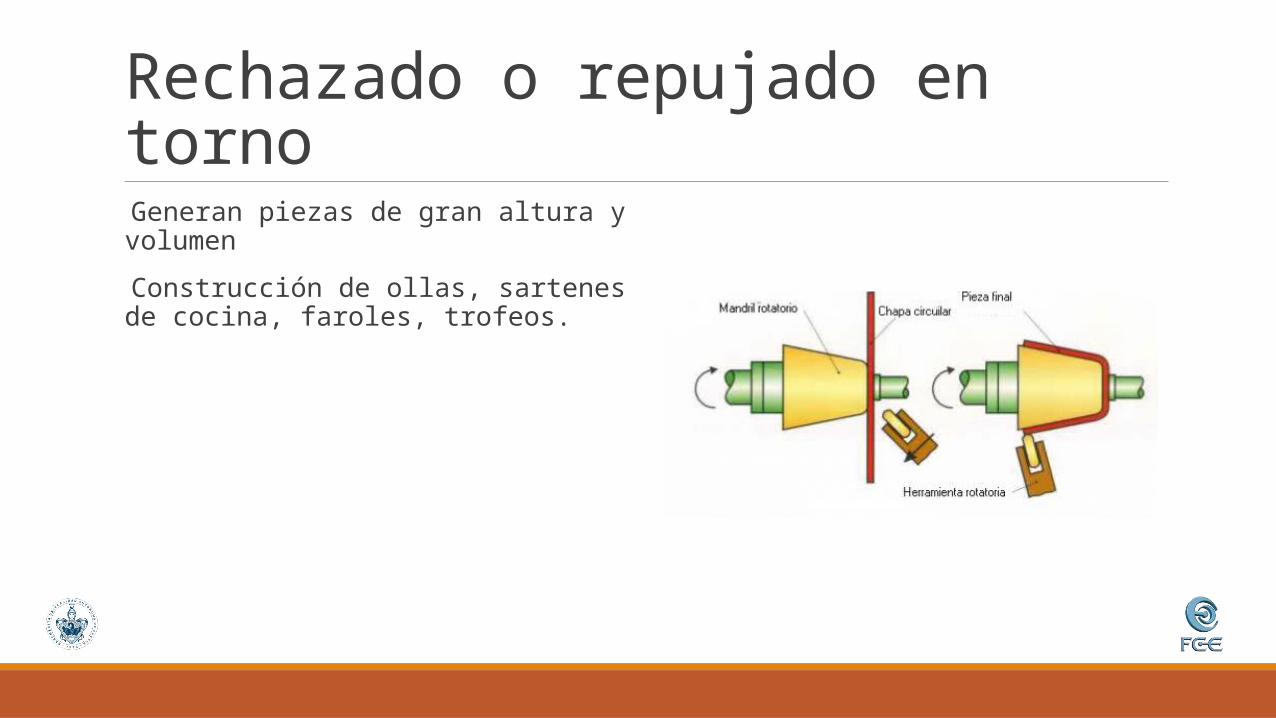
Rechazado o repujado en torno Generan piezas de gran altura y volumen
Construcción de ollas, sartenes de cocina, faroles, trofeos.
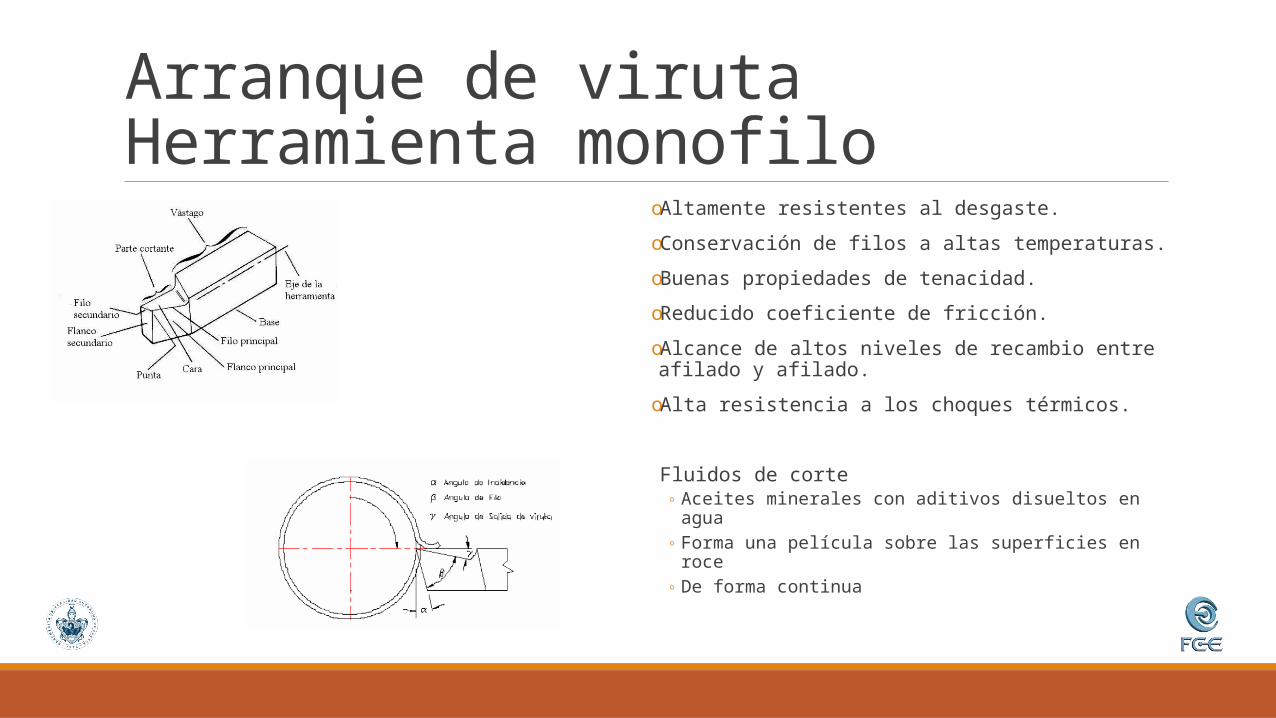
Arranque de virutaHerramienta monofilo
oAltamente resistentes al desgaste.
oConservación de filos a altas temperaturas.
oBuenas propiedades de tenacidad.
oReducido coeficiente de fricción.
oAlcance de altos niveles de recambio entre afilado y afilado.
oAlta resistencia a los choques térmicos.
Fluidos de corte◦ Aceites minerales con aditivos disueltos en agua◦ Forma una película sobre las superficies en roce◦ De forma continua
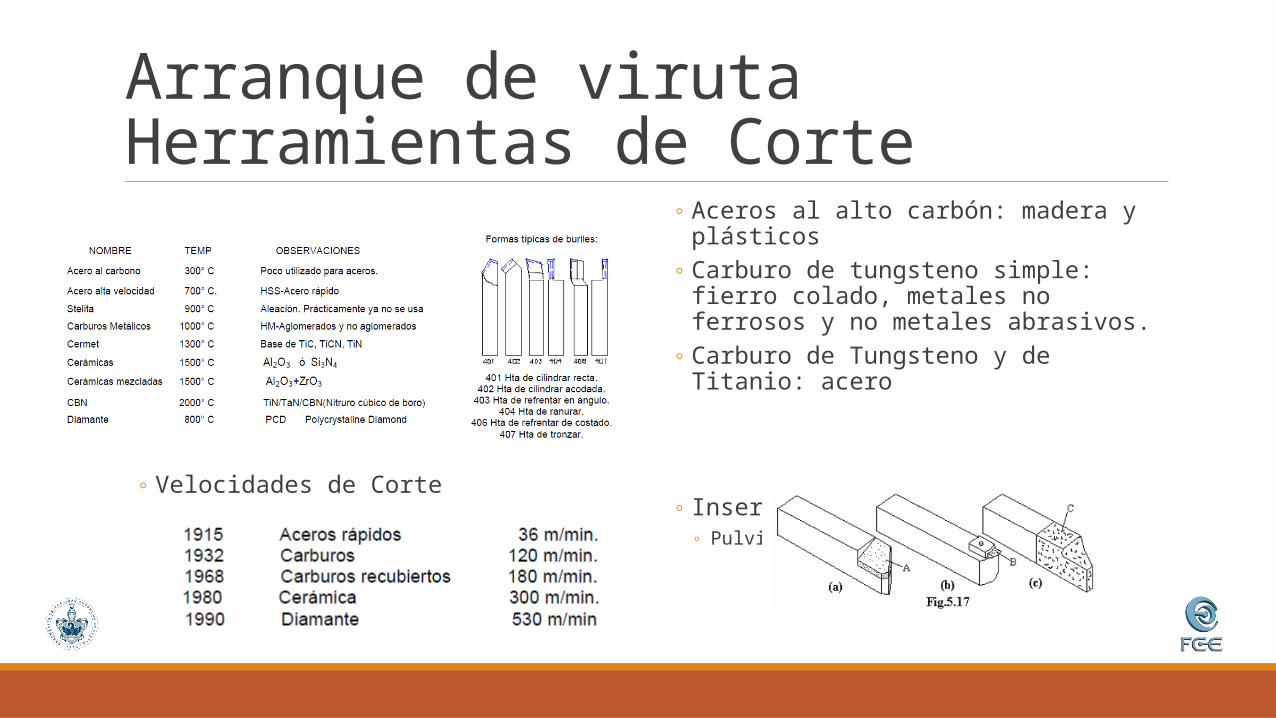
Arranque de virutaHerramientas de Corte
◦ Velocidades de Corte
◦ Aceros al alto carbón: madera y plásticos◦ Carburo de tungsteno simple: fierro colado,
metales no ferrosos y no metales abrasivos.◦ Carburo de Tungsteno y de Titanio: acero
◦ Insertos◦ Pulvimetalurgia
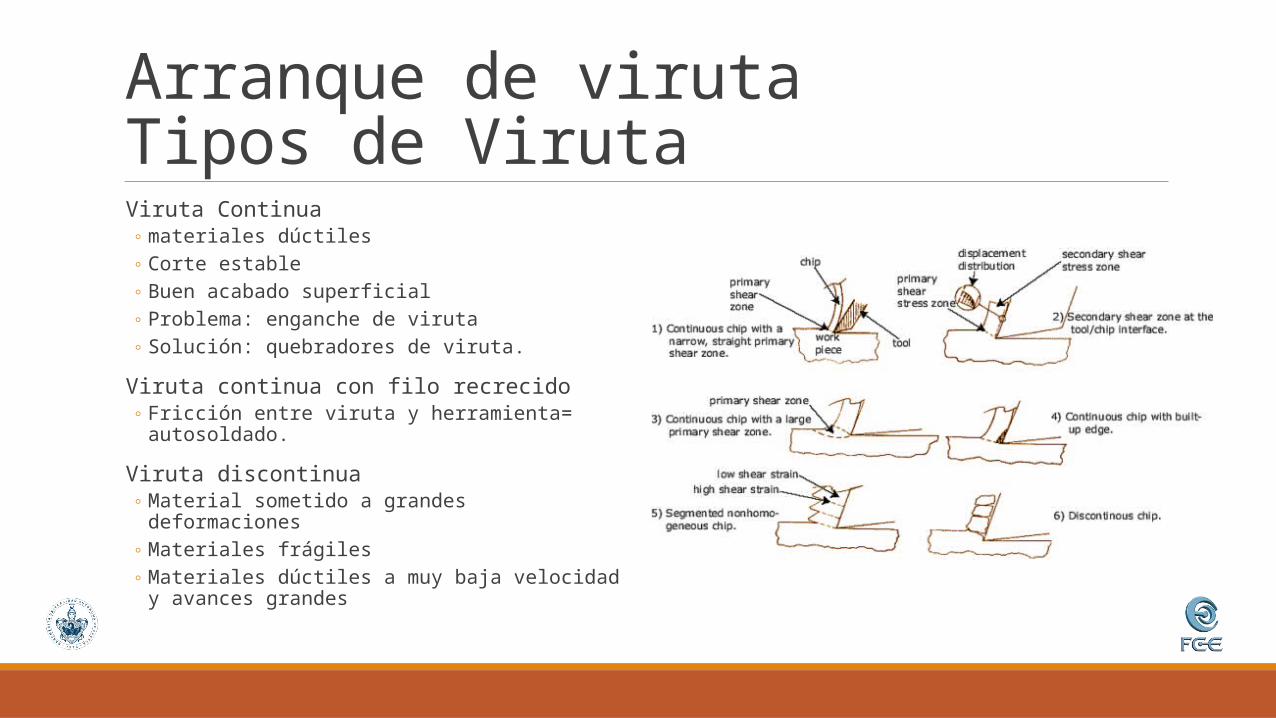
Arranque de virutaTipos de Viruta
Viruta Continua ◦ materiales dúctiles◦ Corte estable◦ Buen acabado superficial◦ Problema: enganche de viruta◦ Solución: quebradores de viruta.
Viruta continua con filo recrecido◦ Fricción entre viruta y herramienta= autosoldado.
Viruta discontinua◦ Material sometido a grandes deformaciones◦ Materiales frágiles◦ Materiales dúctiles a muy baja velocidad y avances
grandes
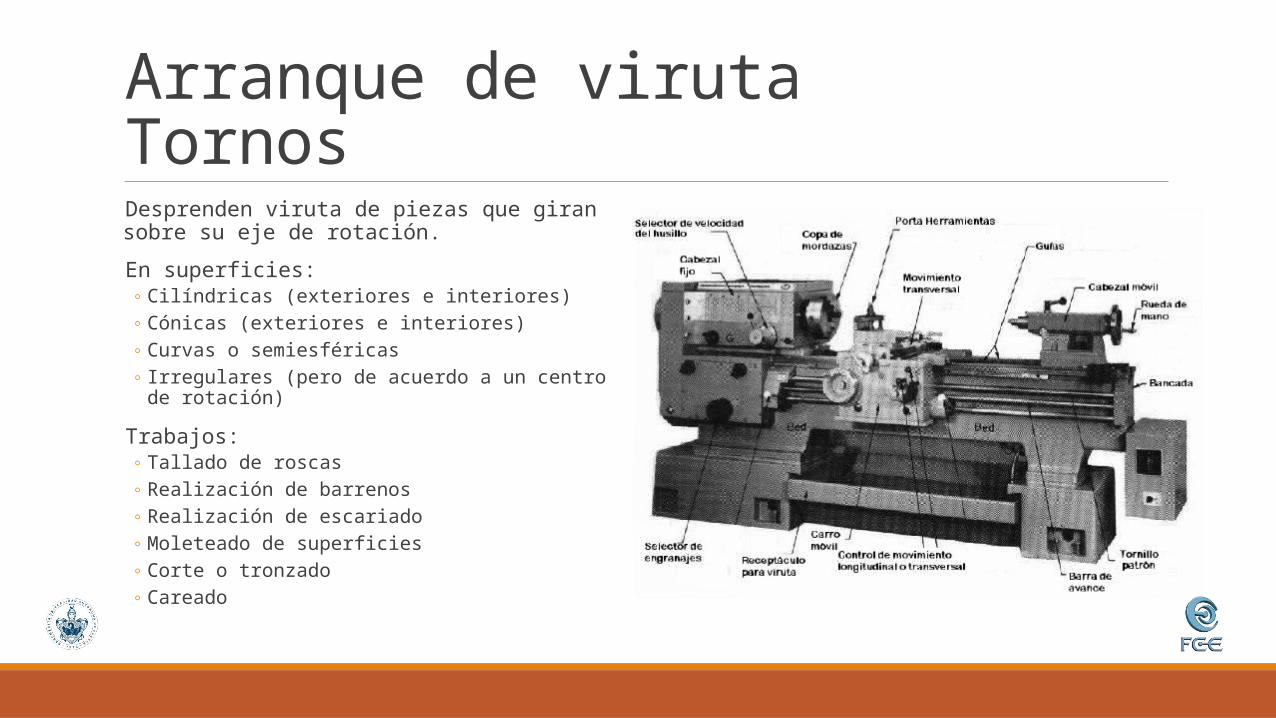
Arranque de virutaTornos
Desprenden viruta de piezas que giran sobre su eje de rotación.
En superficies:◦ Cilíndricas (exteriores e interiores)◦ Cónicas (exteriores e interiores)◦ Curvas o semiesféricas◦ Irregulares (pero de acuerdo a un centro de rotación)
Trabajos:◦ Tallado de roscas◦ Realización de barrenos◦ Realización de escariado◦ Moleteado de superficies◦ Corte o tronzado◦ Careado
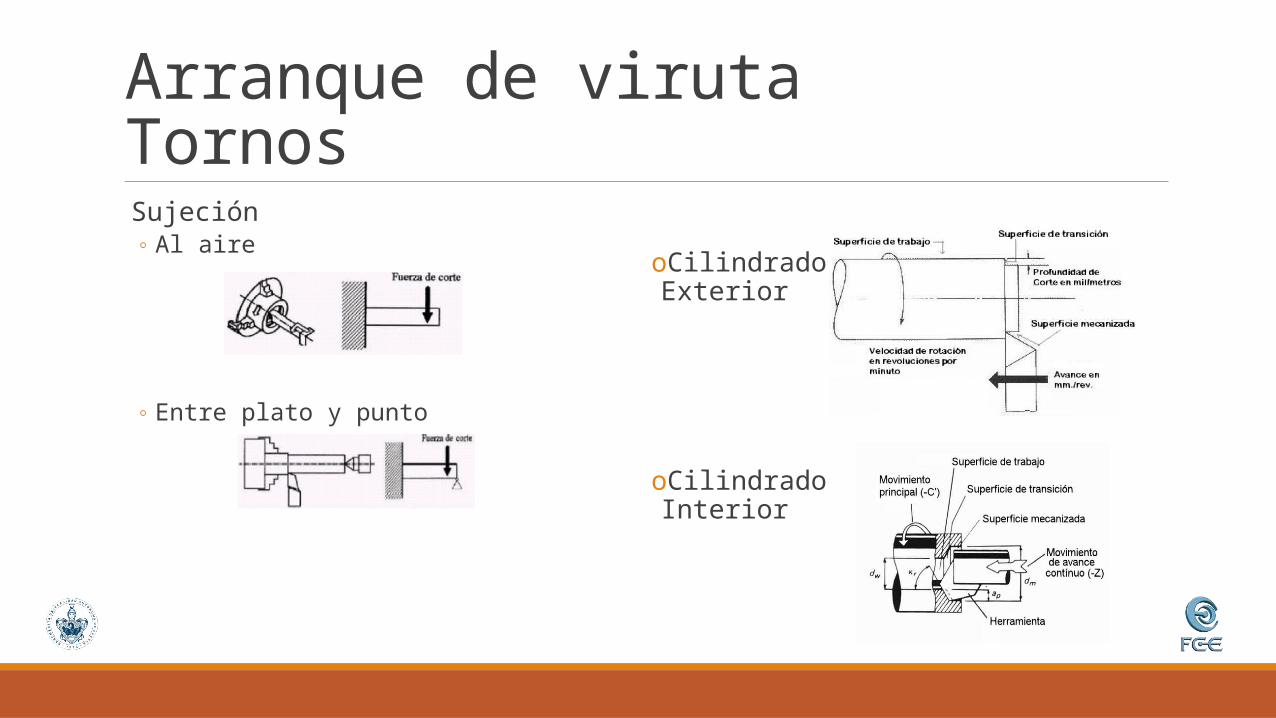
Arranque de virutaTornos
Sujeción◦ Al aire
◦ Entre plato y punto
oCilindrado Exterior
oCilindrado Interior
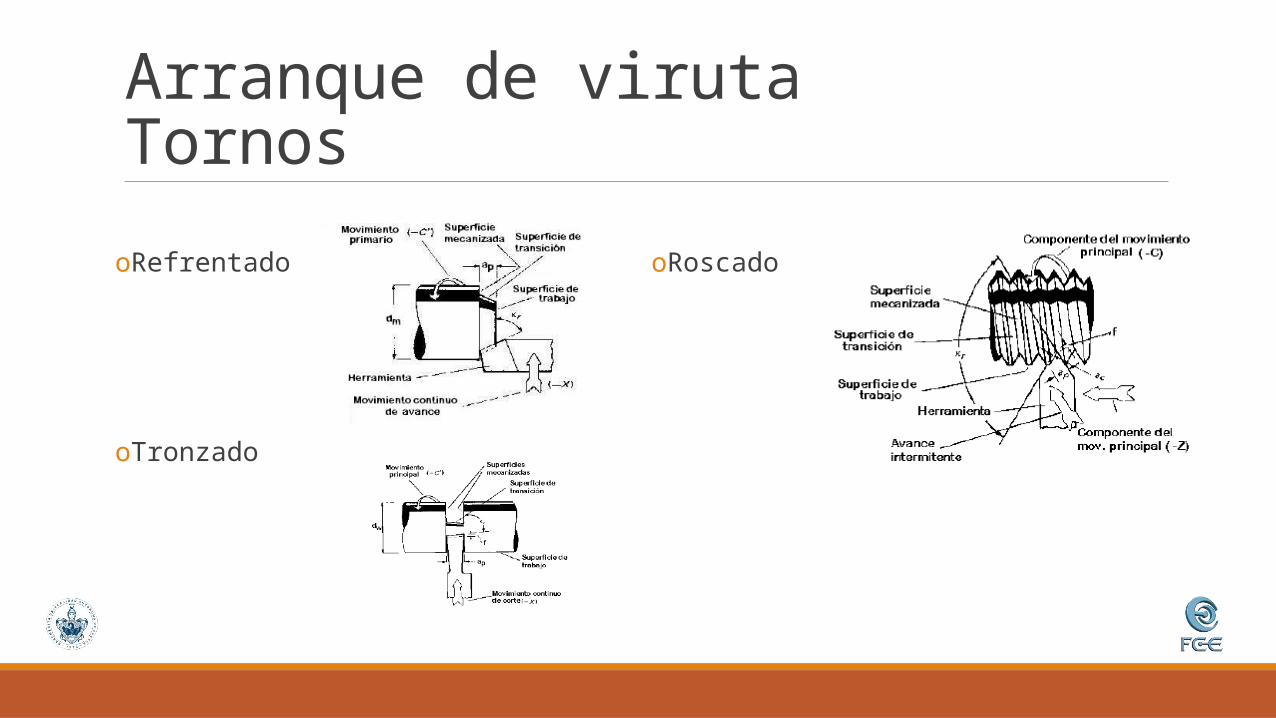
Arranque de virutaTornosoRefrentado
oTronzado
oRoscado
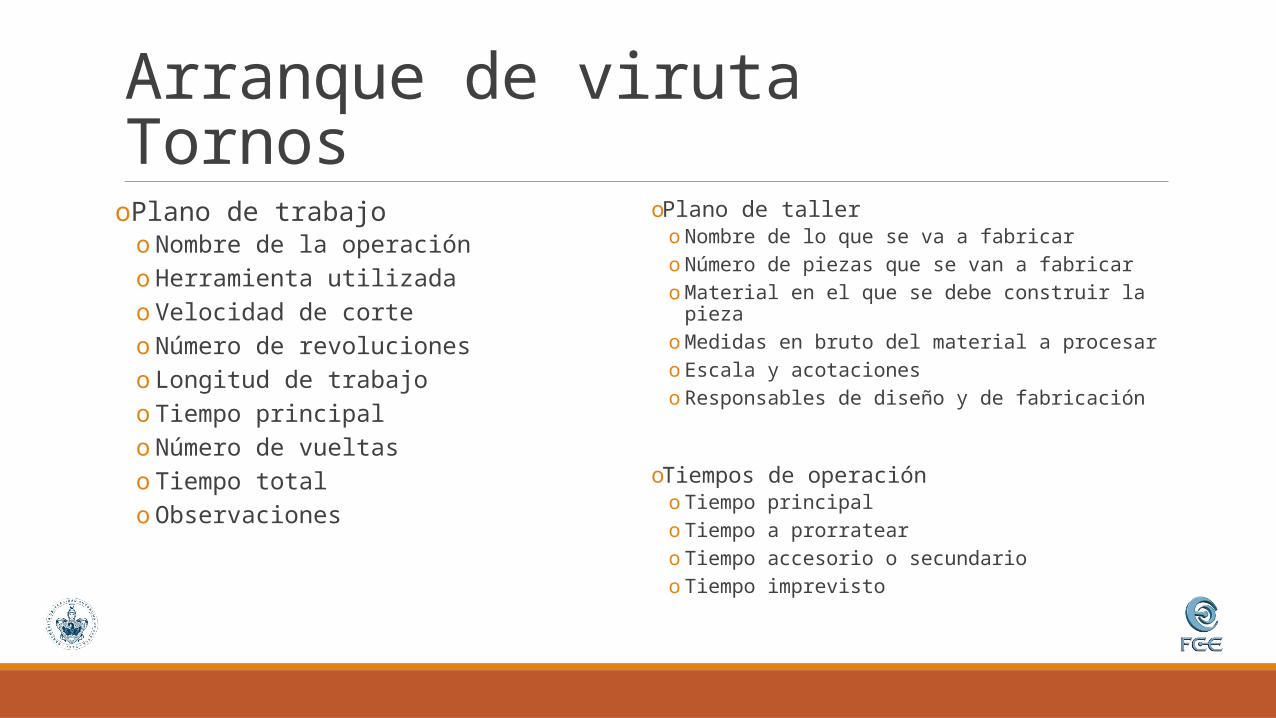
Arranque de virutaTornosoPlano de trabajoo Nombre de la operacióno Herramienta utilizadao Velocidad de corteo Número de revolucioneso Longitud de trabajoo Tiempo principalo Número de vueltaso Tiempo totalo Observaciones
oPlano de tallero Nombre de lo que se va a fabricaro Número de piezas que se van a fabricaroMaterial en el que se debe construir la piezaoMedidas en bruto del material a procesaro Escala y acotacioneso Responsables de diseño y de fabricación
oTiempos de operacióno Tiempo principalo Tiempo a prorratearo Tiempo accesorio o secundarioo Tiempo imprevisto
Arranque de virutaTornos
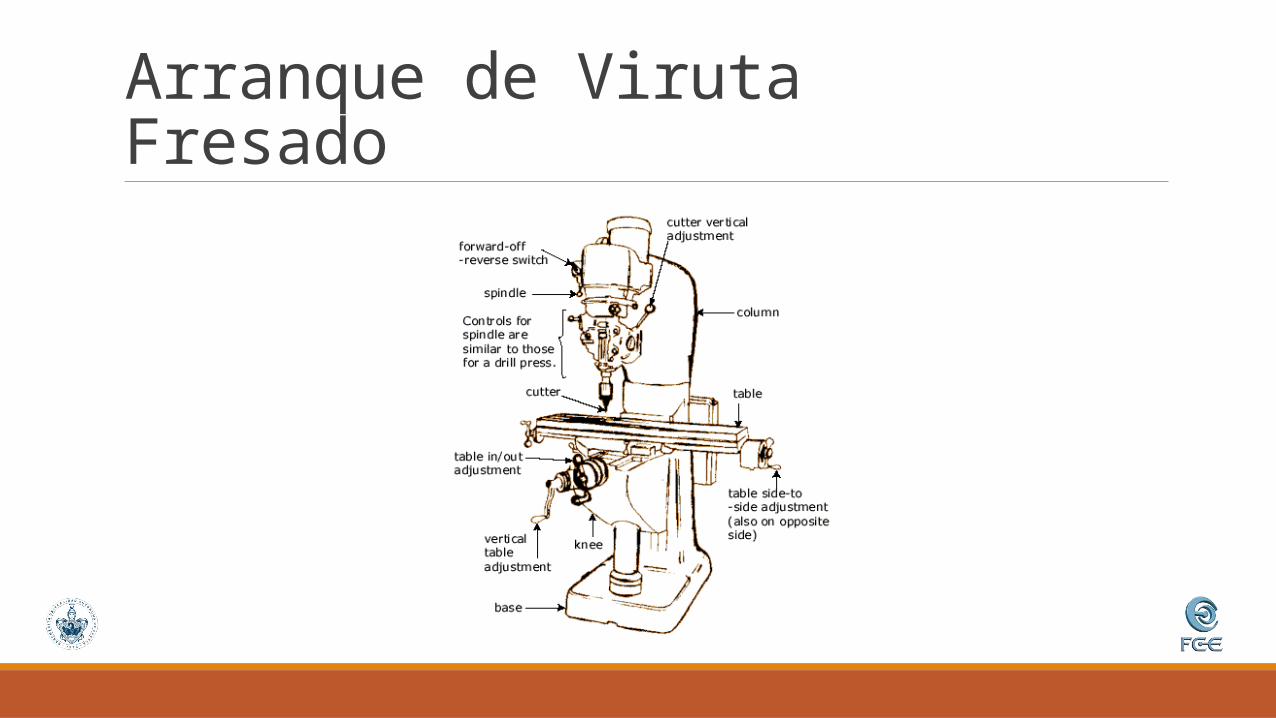
Arranque de VirutaFresado
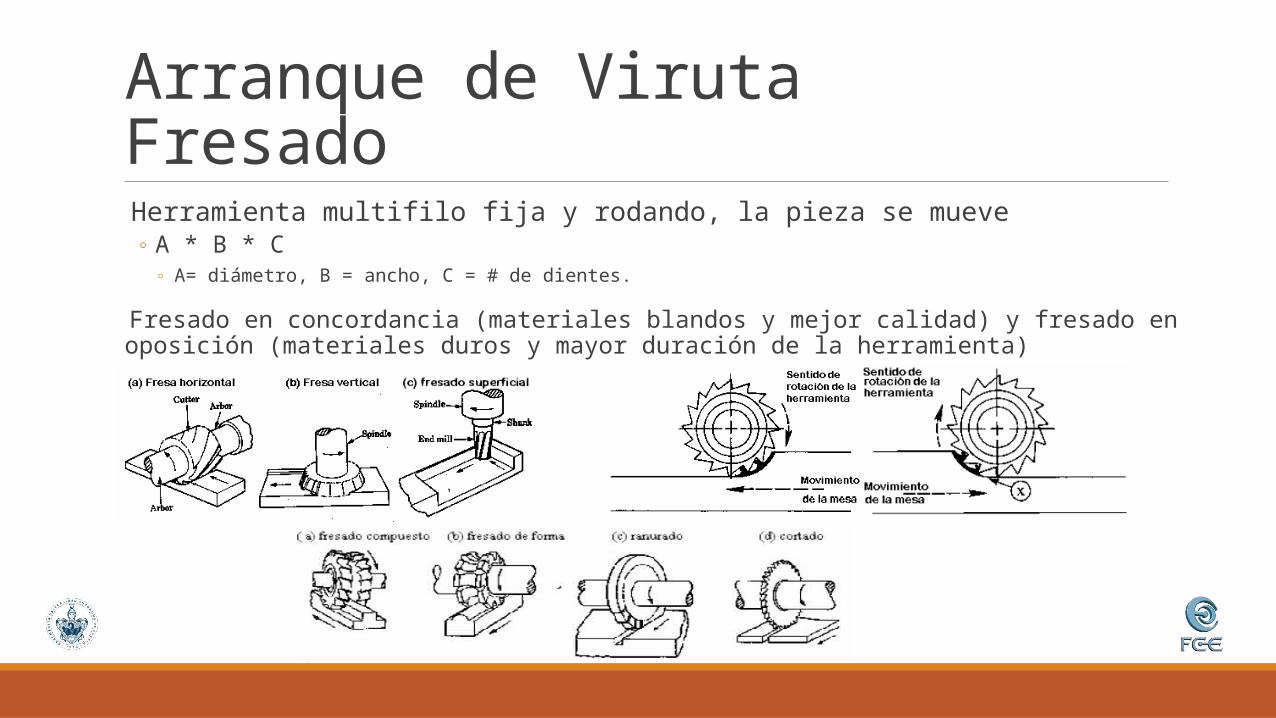
Herramienta multifilo fija y rodando, la pieza se mueve◦ A * B * C
◦ A= diámetro, B = ancho, C = # de dientes.
Fresado en concordancia (materiales blandos y mejor calidad) y fresado en oposición (materiales duros y mayor duración de la herramienta)
Arranque de VirutaFresado
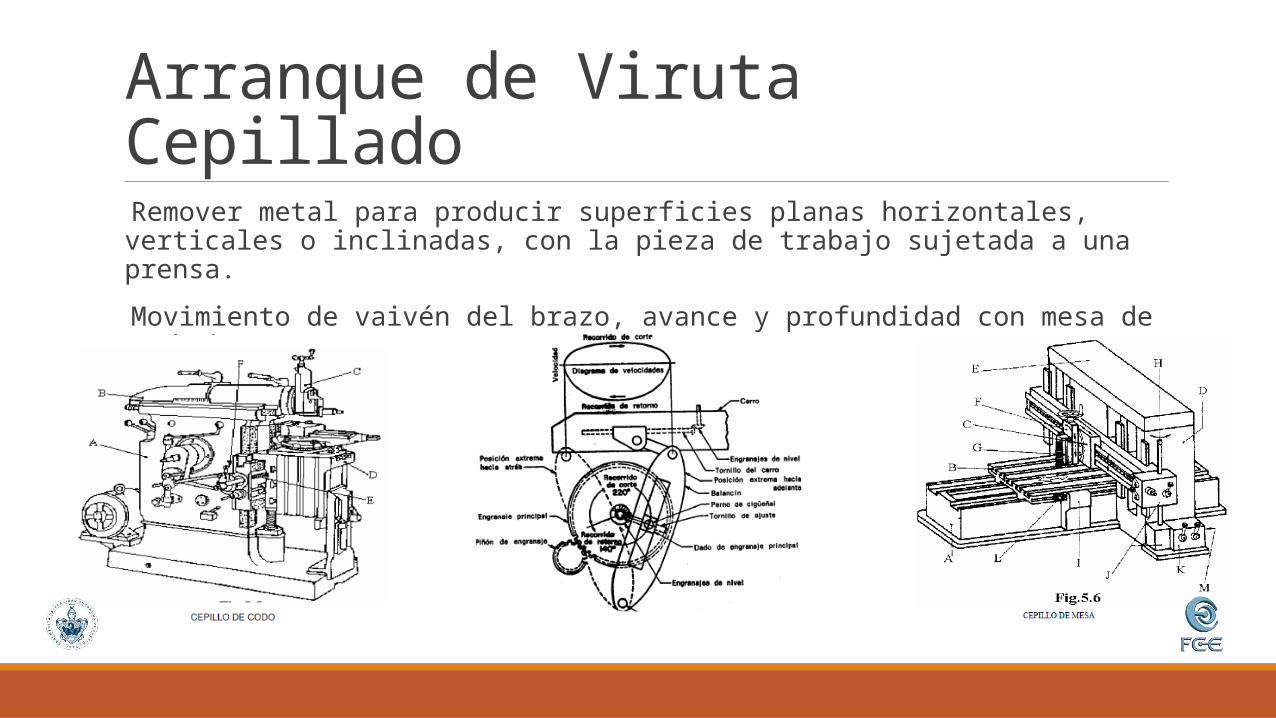
Arranque de VirutaCepillado
Remover metal para producir superficies planas horizontales, verticales o inclinadas, con la pieza de trabajo sujetada a una prensa.
Movimiento de vaivén del brazo, avance y profundidad con mesa de trabajo
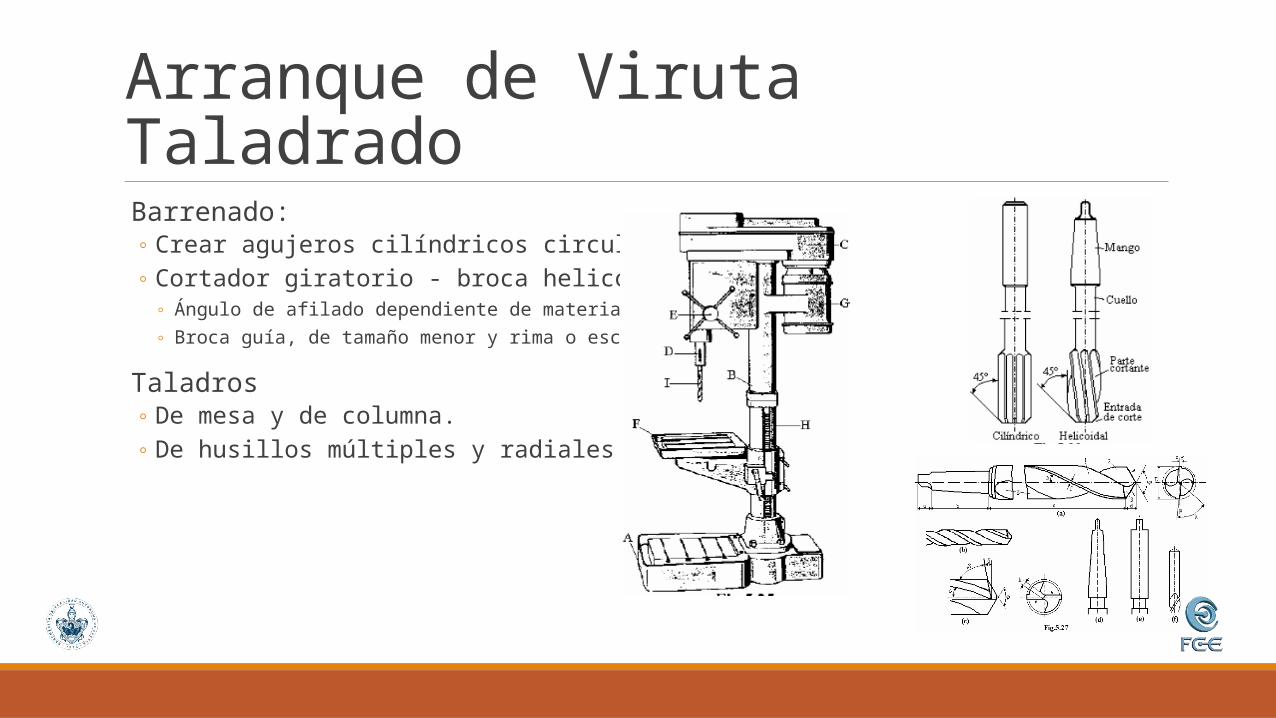
Arranque de VirutaTaladrado
Barrenado:◦ Crear agujeros cilíndricos circulares◦ Cortador giratorio - broca helicoidal
◦ Ángulo de afilado dependiente de material◦ Broca guía, de tamaño menor y rima o escariadora
Taladros ◦ De mesa y de columna.◦ De husillos múltiples y radiales de bandera
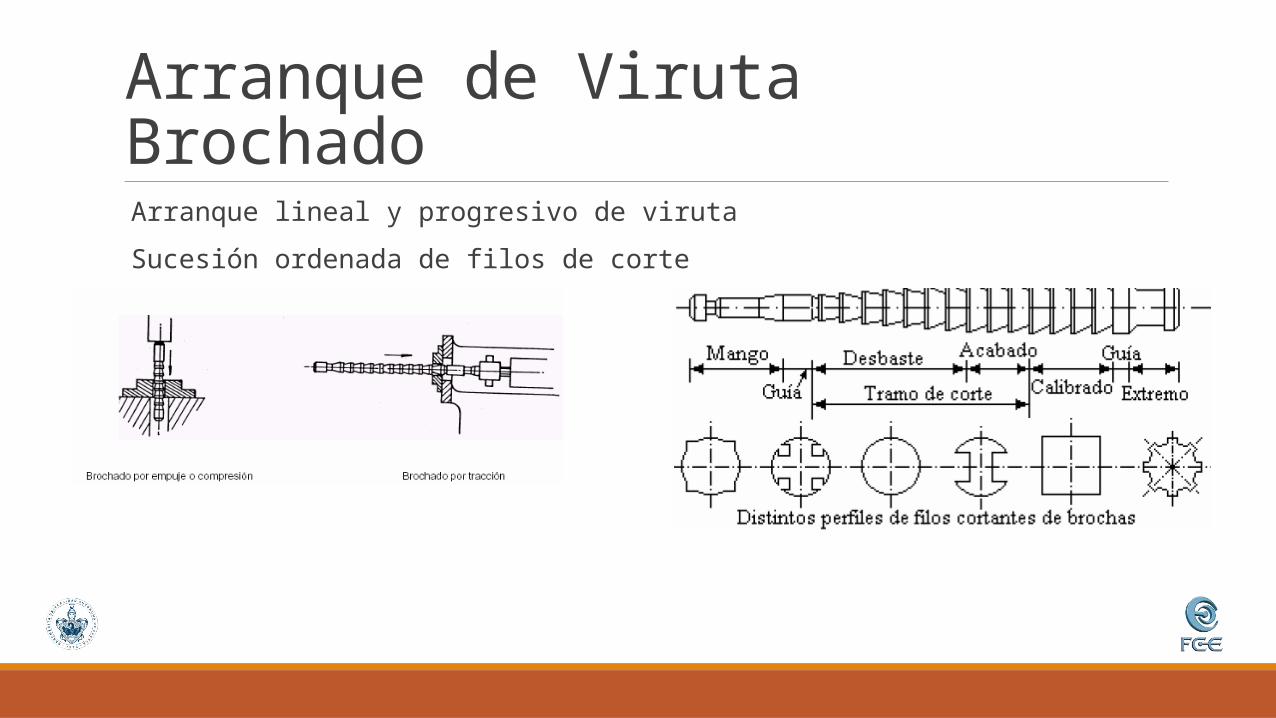
Arranque de VirutaBrochado
Arranque lineal y progresivo de viruta
Sucesión ordenada de filos de corte
Arranque de VirutaRectificado
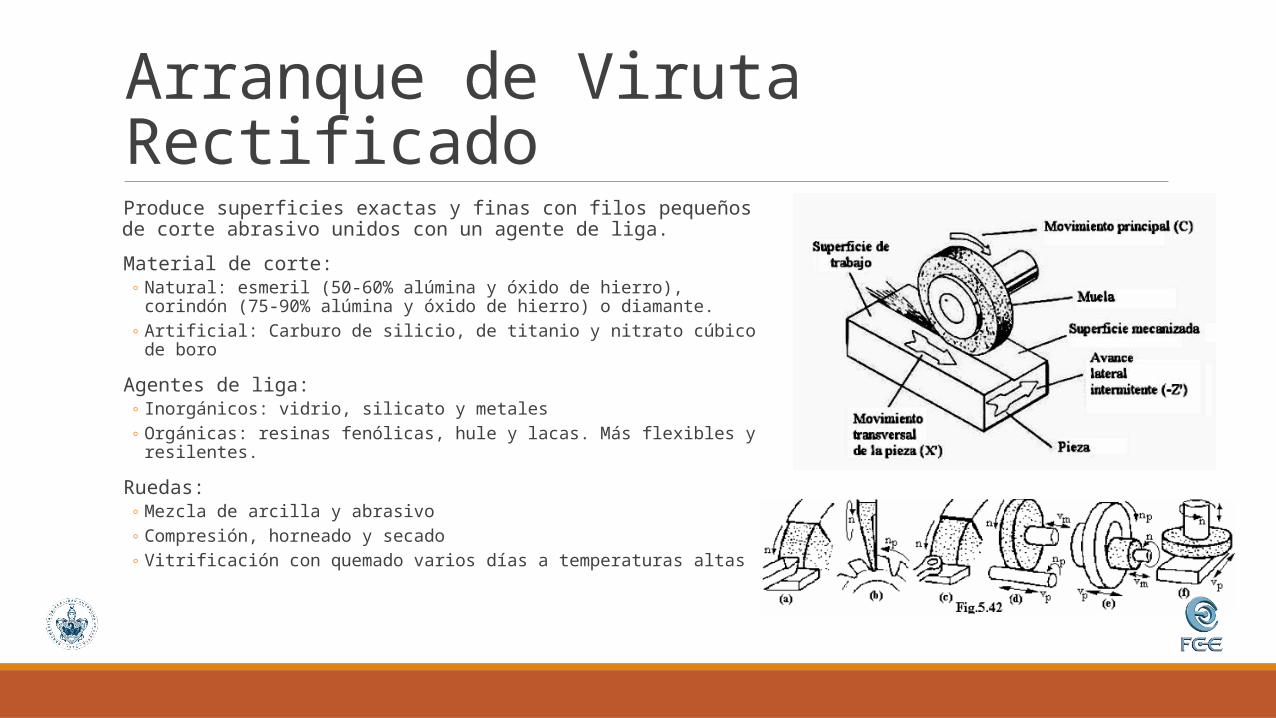
Produce superficies exactas y finas con filos pequeños de corte abrasivo unidos con un agente de liga.
Material de corte:◦ Natural: esmeril (50-60% alúmina y óxido de hierro), corindón (75-
90% alúmina y óxido de hierro) o diamante.◦ Artificial: Carburo de silicio, de titanio y nitrato cúbico de boro
Agentes de liga:◦ Inorgánicos: vidrio, silicato y metales◦ Orgánicas: resinas fenólicas, hule y lacas. Más flexibles y resilentes.
Ruedas:◦ Mezcla de arcilla y abrasivo◦ Compresión, horneado y secado◦ Vitrificación con quemado varios días a temperaturas altas
Fundición Proceso de producción de piezas metálicas a través del vertido de metal fundido sobre un molde hueco, por lo general hecho de arena, el cual está ligeramente sobredimensionado debido a la contracción de material
Molde:◦ Abierto◦ Cerrado:
◦ Sistema de vaciado
La fundición se enfría, entonces se desmoldea, posteriores procesamientos:◦ Desbaste del excedente◦ Limpieza de superficie◦ Tratamiento térmico para mejorar propiedades◦ Maquinados para lograr tolerancias estrechas
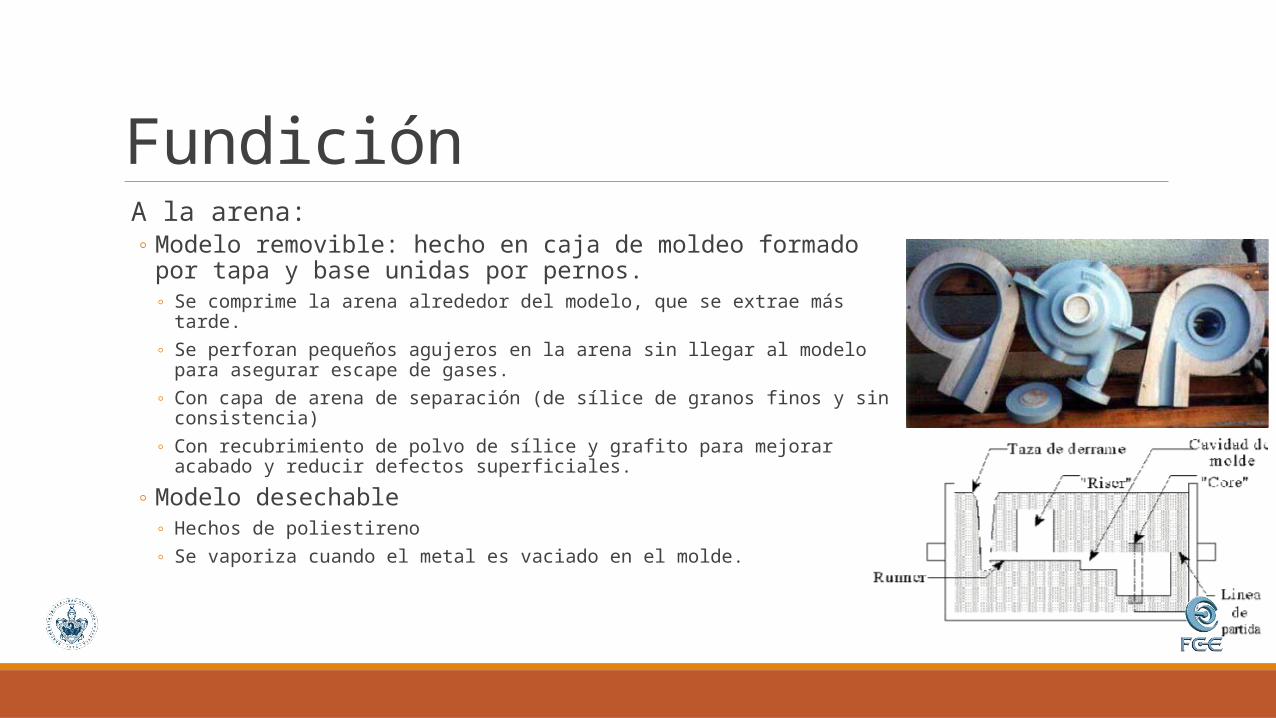
Fundición A la arena:
◦ Modelo removible: hecho en caja de moldeo formado por tapa y base unidas por pernos. ◦ Se comprime la arena alrededor del modelo, que se extrae más tarde. ◦ Se perforan pequeños agujeros en la arena sin llegar al modelo para asegurar escape de gases.◦ Con capa de arena de separación (de sílice de granos finos y sin consistencia)◦ Con recubrimiento de polvo de sílice y grafito para mejorar acabado y reducir defectos
superficiales.◦ Modelo desechable
◦ Hechos de poliestireno◦ Se vaporiza cuando el metal es vaciado en el molde.
Fundición Proceso de moldeo
◦ Molde de arena en verde: Arena no curada (no endurecida por horneado) mezclada con aglutinante y agua.
◦ Molde con capa seca o cáscara (shell): se vierte arena al modelo de 10 mm de espesor con un compuesto que la endurece o cubrir molde de arena verde con resina para endurecer al aplicar calor. Se seca por aire o con un soplete para endurecer la superficie y eliminar exceso de humedad.
◦ Molde de arcilla: En trabajos grandes. Molde con ladrillo o hierro, se agrega una capa de mortero de arcilla, la forma se obtiene con un esqueleto del modelo, se deja secar.
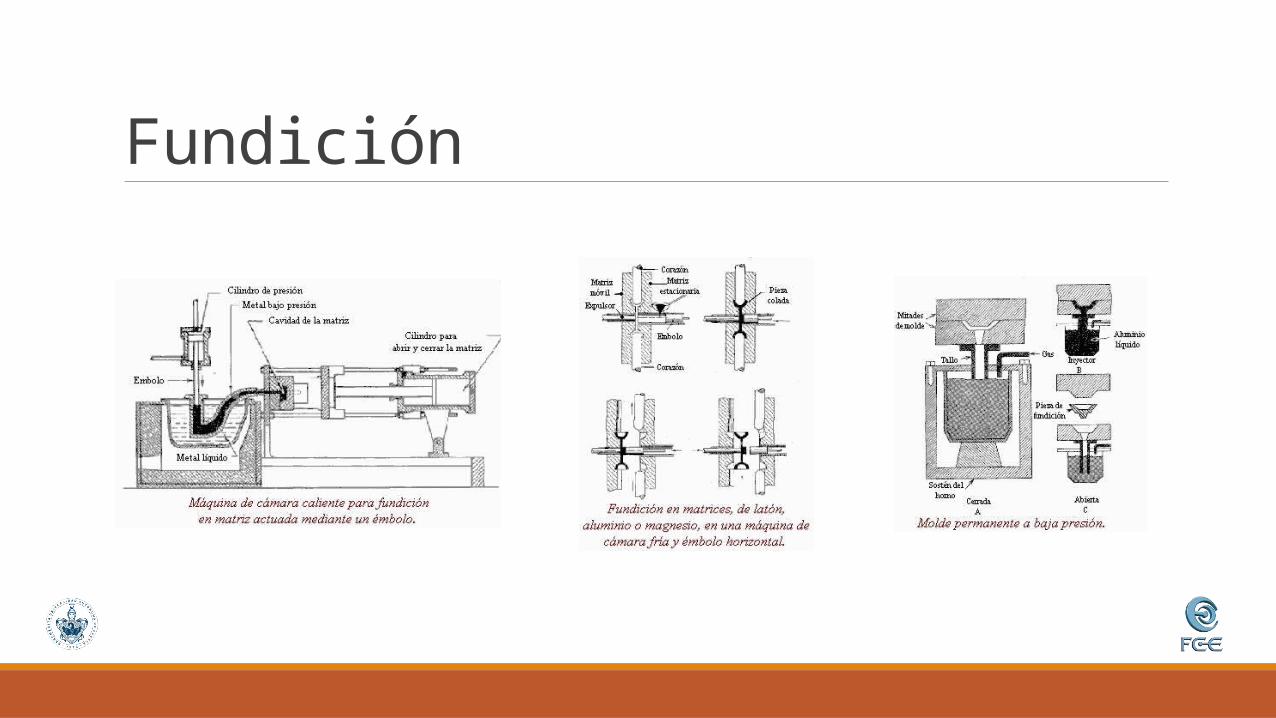
◦ Molde de metal: en piezas pequeñas, matriz de aleaciones de bajo punto de fusión y alta producción.◦ Molde especial: plástico, cemento, papel, yeso, madera y hule
Fundición Proceso de moldeo
◦ Moldeo en banco: trabajos pequeños y grandes cantidades, reutilizable◦ Moldeo en piso: para piezas medianas y de gran tamaño◦ Moldeo en fosa: piezas extremadamente grandes, fosa= base de la caja, lados de ladrillos, con capa de
carbón y tubos de ventilación◦ Moldeo en máquina: más eficiente que a mano
Fundición Moldes:
◦ Fuerte para sostener el peso del metal◦ Resistir erosión del metal que fluye◦ Genera cantidad mínima de gas◦ Gas generado debe salir a través del cuerpo del mismo◦ Refractario por altas temperaturas y limpieza del colado◦ Tomar en cuenta la contracción del metal
Fundición Tipos de Arena
◦ Sílica: con aglomerantes (8-16% arcilla), de bajo costo, gran duración, variedad de tamaño y formas de grano.◦ Naturales: erosión de rocas ígneas, con agua y arcilla, no muy refractaras a temperaturas elevadas.◦ Sintéticas: de sílice de granos agudos, con 3-5% arcilla, genera menos gas.
Pruebas para arena de moldeo◦ Permeabilidad◦ Resistencia – cohesión◦ Resistencia en seco◦ Resistencia en verde◦ Refractariedad◦ Resistencia en caliente◦ Desprendimiento◦ Tamaño y forma del grano
Fundición