Embed Size (px)
Citation preview
Trai
tem
ent
de l’
air
Bio
mas
se
Agr
oalim
enta
ire
Entretien exclusifLe point sur la contaminationaérienne avec Valéry Bonnet
Salon Bois énergieRendez-vous propour la filière bois
cfiA-Rennes 20161300 fournisseurs au menudu 20e anniversaire
Janv
ier
- fév
rier
201
6 - P
RIX
14
e N°106
équIPements IndustRIels de tRaItement des matIèRes PRemIèRes
PoudRes - gRanuleuX - PulvéRulents
lejo
urna
lduv
rac.
com
© Guerton
Stockage
TransfertPneumatiquePneumatique

Enjeux
32 LE JOURNAL DU VRAc janvIeR - févRIeR 2016 N°106
JTic 2015
Quelles réponses face à la « cross contamination aérienne » ? invité par l’association des anciens élèves des écoles des métiers des industries céréalières (Aemic) à participer à la conférence d’ouverture des Jtic 2015, Valéry Bonnet, responsable du pôle décontamination de la société Delta Neu, entreprise spécialiste des métiers de l’air, brosse un tour d’horizon de la problématique sanitaire liée à la présence de micro-organismes dans l’air au sein des sites de production agro-industriels. interview exclusive.
Depuis sa création en 1906, votre entreprise a déve-loppé une expertise en traitement de l’air : ventilation industrielle, climatisation, dépoussiérage et aspiration centralisée, etc. Voilà deux ans, elle a racheté une entre-prise, dont vous étiez l’un des fondateurs, pour donner naissance à un pôle, dit « pôle décontamination », dont vous êtes le responsable. Il s’agit, naturellement de la décontamination de l’air, face à une contamination dite « aéroportée ». Pourquoi un tel pôle ?Depuis un certain nombre d’années, les industriels expri-maient des besoins croissants d’amélioration de la qualité microbiologique de l’air (liés à l’application de référen-tiels tels que BRC, IFS, Iso 22 000). Cependant, les coûts de mise à niveau, liés notamment à l’amélioration des niveaux de filtration des centrales de traitement d’air, pouvaient être un frein à la mise en place. En outre, cer-taines réserves étaient émises, considérant que la filtra-
tion apportait une réponse importante mais ne pouvait pas répondre à toutes les attentes. Dans le domaine de l’agroalimentaire, par exemple, quand il s’agit de délivrer une qualité d’air ultrapropre jusqu’à la stéri-lité, les systèmes de filtra-tion présentent des limites. Mécaniquement, certains micro-organismes, tels que
les petites bactéries et bien évidemment les virus peuvent passer au travers. Par ailleurs, il apparaît que les filtres, et particulièrement dans l’agroalimentaire, peuvent associer température, humidité et éléments nutritifs et ainsi constituer un milieu favorable à la prolifération de micro-organismes invasifs. Ce sont de véritables nids pour les champi-gnons, Aspergillus et autres, qui ont ainsi la capacité de traverser les filtres en quelques mois. Parallèlement à cela, l’agro-industrie est confrontée à une demande de plus en plus contraignante de la part des donneurs d’ordres relayant les exigences de la distri-
bution souhaitant allonger la « Date limite d’utilisation optimale » (DLUO), c’est-à-dire la durée de conservation des produits. Aujourd’hui, avec une DLUO de soixante-dix jours pour un produit qui se conserve à température ambiante et qui n’a pas été conditionné sous atmosphère modifiée, la zone de risque est maximale et impose d’uti-liser de l’air très propre. Il a donc fallu mettre au point des techniques complémentaires en intégrant la problématique de décontamination microbiologique.
C’est-à-dire intégrer la notion de « cross contamina-tion », autrement dit la contamination croisée aérienne. La question de la qualité de l’air est particulièrement aiguë en agroalimentaire, d’autant que certaines pro-ductions s’appuient elles-mêmes sur la collaboration de micro-organismes…En agro-industries, il faut effectivement bien intégrer la distinction entre deux types de produits. Tout d’abord, il y a ceux qui ont besoin de micro-organismes pour être fabriqués, tels que, le vin, la bière ou le pain avec la levure ou la fermentation ou encore les produits issus de process biologiques basés sur le génie enzymatique et microbien. Ils composent ce que l’on appelle la flore « technolo-gique » qui est utilisée dans une stratégie de compétition ou de collaboration : les « bons » micro-organismes entrent dans la composition du produit comme ingrédient à part entière.D’autre part, pour les produits qui ont besoin d’être pro-tégés des mauvais micro-organismes dits « altérants »,
Enjeux
34 LE JOURNAL DU VRAc janvIeR - févRIeR 2016 N°106
par exemple en boulangerie-pâtisserie, pâtes fraîches, gnocchi, etc, la stratégie à mener est alors centrée sur la protection des qualités du produit (saveur, odeurs, aspect…) Cette seconde catégorie englobe une sous-famille que l’on appelle la « flore pathogène », de type Salmonella, Escherichia Coli ou Listeria, qui impose une stratégie de prévention des accidents liés aux intoxica-tions.Pour donner une idée de l’importance de cette problé-matique, il faut savoir qu’en 2013, 1 346 foyers de toxi-infections alimentaires collectives (TIAC) ont été déclarés en France, affectant 10 602 personnes, dont 643 (6 %) ont été hospitalisées et deux sont décédées (source : Institut de veille sanitaire – InVS). Toujours selon l’InVS, 750 000 cas d’intoxication alimentaire isolée sont recen-sés chaque année. La plupart guérissent rapidement, mais 70 000 consultent aux urgences, 15 000 sont hospitali-sés et 400 décèdent. D’après le ministère de l’agriculture, en 2014, 78 000 contrôles sanitaires ont donné lieu à 550 fermetures totales ou partielles d’établissements. L’agro-industrie est confrontée à une vraie problématique sanitaire, de santé publique, mais aussi à un enjeu économique.
Quelles sont les principales sources de cross contami-nation aérienne ?Il s’agit d’abord et avant tout des matières premières. Si l’on prend, par exemple la question de la contamination de la farine, celle-ci vient principalement de la contamination du blé. Le process de la meunerie n’est pas altérant en soi, les conditions sont bonnes, d’autant que la farine est un produit sec, la disponibilité en eau n’est pas suffisante pour que les micro-organismes puissent attaquer la farine. En revanche, on retrouve des micro-organismes qui viennent du champ, donc le meunier hérite de la contamination du champ.Il existe d’autres sources de contamination, telles que l’emballage, les éléments de nettoyage, ou les outils eux-mêmes. Mais aussi les opérateurs qui peuvent être considérés, dans certains cas, comme source principale de contamination des produits.
Quelles réponses ont été mises en place par les indus-triels pour faire face à de tels risques ?Les industriels de l’agro-industrie ne nous ont naturelle-ment pas attendus pour trouver des réponses. Les parades sont nombreuses, cela commence par un choix rigoureux des matières premières, une bonne connaissance des pro-duits (pH, aw), avec des procédures de contrôles pour faire passer des échantillons en laboratoire afin de vérifier l’hygiène et la qualité des matières premières. Il est aussi possible de faire subir des chocs thermiques (du chaud, du froid) aux ingrédients et aux produits finis issus de la première transformation des céréales, ou bien d’ajouter des conservateurs de façon à protéger les produits de l’agression des micro-organismes, des antifongiques, des bactériostatiques, etc. Il existe également des techniques d’irradiation qui sont peu utilisées car la réglementation est très stricte à ce sujet et parce que les longueurs d’onde utili-sées sont courtes et portent beaucoup d’énergie susceptible d’altérer les propriétés organoleptiques des produits.
À cela s’ajoute, bien entendu, les bonnes pratiques de pro-duction et d’hygiène au niveau de l’intelligence du process, permettant de protéger les produits, avec de l’air propre, de la décontamination de surface, du lavage de mains, des pédiluves, des combinaisons adaptées, des procédures HACCP…
Concrètement, quels sont les critères objectifs poursui-vis ?Dans un bon tiers des cas, l’enjeu est de sécuriser les DLC (date limite de consommation) : protéger le produit pour la sécurité du consommateur. Dans 40 à 50 % des cas, les industriels cherchent à sécuriser les DLUO (date limite d’utilisation optimale, aujourd’hui aussi appelée date de disponibilité maximale) qui ont tendance à être toujours plus repoussées. Certains référentiels, tels que l’IFS, le BRC, l’Iso 22 000, permettent également de sécuriser les clients. Enfin, même si cela reste encore une minorité, de plus en plus d’indus-triels optent pour de nouveaux services et produits biolo-giques en mettant en avant une « haute qualité » de produc-tion, notamment en limitant le recours aux conservateurs et additifs utilisés pour protéger le produit et faire en sorte qu’il soit le plus « naturel » possible. L’enjeu est, en effet, important avec une progression à deux chiffres. L’année dernière, le marché biologique européen a progressé de + 15 %, ce qui est bien supérieur à l’évolution du marché agroalimentaire dans sa globalité. Le marché bio est porteur avec la promesse, qu’il faut tenir et sécuriser, d’offrir un « produit sain ».
Dans un tel contexte, il semble néanmoins que les indus-triels ne soient pas toujours bien armés pour faire face au risque de contamination biologique ; c’est en tout cas ce que vous soulignez en dénonçant régulièrement quelques idées reçues en la matière. Pourriez-vous nous en donner quelques exemples ?En effet, ce sont des idées reçues que nous entendons assez régulièrement et qu’il est intéressant d’examiner. La première consiste à dire que l’air neuf est un air propre ou faiblement contaminé, ce qui est complètement faux. C’est même complètement l’inverse. Dans un bureau ordinaire, le nombre de particules fines présentes dans l’air est d’environ 25 millions par m3. Il s’agit de particules de 0,4 µ, suffisam-ment fines pour ne pas être perçues, qu’elles soient vivantes (viables) ou minérales. La proportion de particules vivantes y est d’environ 0,1 % qui se répartit entre bactéries (1/3) et
levures-moisissures (2/3). Globalement, la concentration extérieure en bac-téries est d’environ 5 000 UFC (Unité Formant Colonie) par m3 et celle des champignons de 10 000 UFC/m3.Les opérateurs sont source de contami-nation, bien évidem-
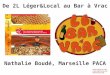
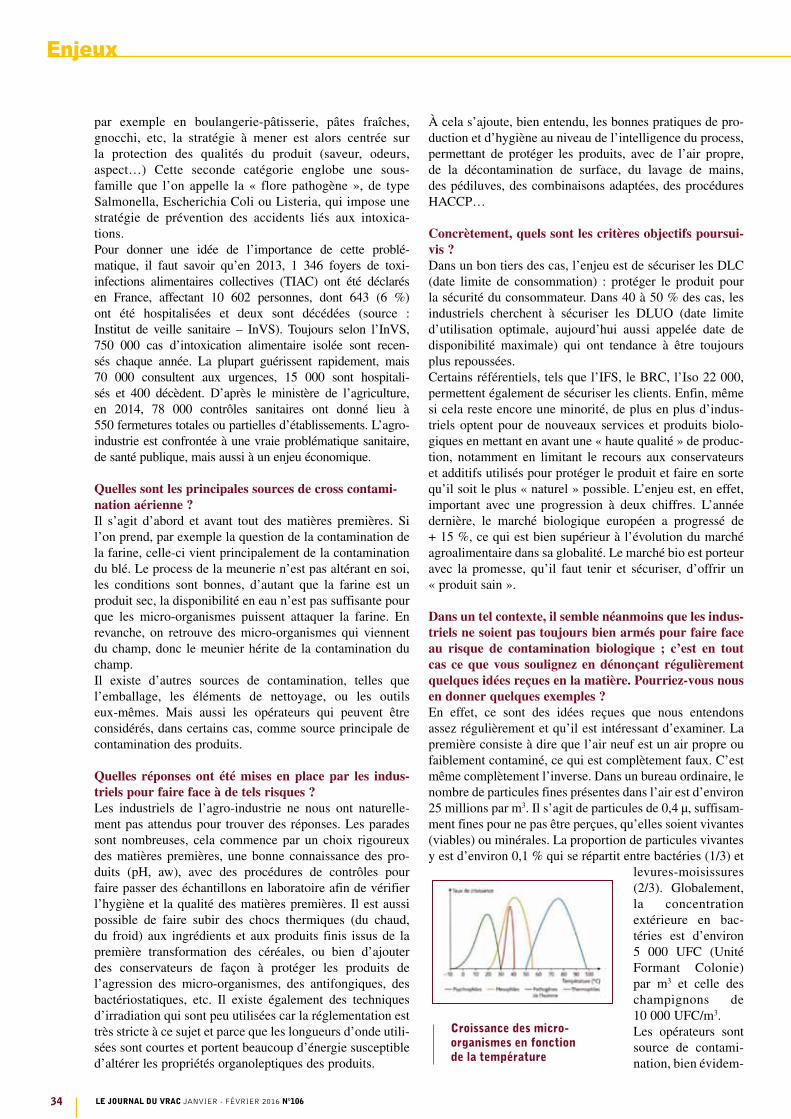
croissance des micro-organismes en fonction de la température

35N°106 janvIeR - févRIeR 2016 LE JOURNAL DU VRAc
Enjeux
AGRI CONSULT, 14 route de Troyes 21121 DAROIS - E-mail : [email protected] - Web : www. agriconsult-industrie.fr
Renseignements, étude et installation
Tél. : 03 80 35 20 60
StockageVotre partenaireSTOCKAGE - SÉCHAGE - MANUTENTION - VENTILATION - THERMOMÉTRIE - PRÉ-NETTOYAGE - NETTOYAGE CALIBRAGE
AGRICONSULT
Optimisation des coûts à la tonne stockée. Préservation des qualités sanitaires du grain. Cellules à fond plat ou conique jusqu’à 18000 T. Manutention fixe de 60 à 600 T/h. Etude, installation et S.A.V. dans toute la France Montage garanti 10 ans. Distributeur exclusif
ment, puisqu’ils importent la pollution de l’air extérieur. Avec juste une blouse et sans trop bouger, un opérateur émet environ un million de particules par minute (dont 1 000 vivantes). Avec une protection renforcée (masques, charlotte, gants, etc.) l’émission est réduite à 300 parti-cules vivantes par minute. Si vous avez quinze opérateurs, cela fait 15 000 micro-organismes par minute…
Vous relativisez également la fiabilité des chocs ther-miques…Effectivement, ce n’est pas non plus une solution miracle, la pression du vivant est très forte et il existe de nombreuses résistances aux chocs thermiques. Certains micro-orga-nismes dits « thermophiles » apprécient particulièrement la chaleur et se développent bien mieux à des températures de + 70, + 80 ou + 90 °C. Une température que l’on retrouve notamment en sortie de four sur des viennoiseries ou de la brioche… De même, les « psychrophiles » ont besoin de température très basse pour se développer. Les spores et toxines du Bacillus céréus (féculents) résistent à la chaleur alors qu’une centaine de bactéries psychotrophes altérantes, dont Pseudomonas, résistent au froid.Le même processus est observé avec l’absence ou non d’oxygène dans l’air. Le conditionnement sous atmosphère modifiée (AM), sous azote ou sous CO
2, n’est pas la pana-
cée. Certains Pseudomonas se développent sous AM ; la bactérie botulique, qui est pathogène, se développe parti-culièrement bien en atmosphère chargée en CO
2 et craint
l’oxygène ; Echerichia Coli se développe dans tous les milieux… L’AM n’inactive pas tous les micro-organismes.
Et la filtration dans tout cela ?Il y a, là aussi, beaucoup d’idées reçues. Ce n’est pas parce qu’on a de l’air filtré que l’ambiance de travail est protégée. Les opérateurs sont eux-mêmes des sources de pollution, même si le niveau de filtration est élevé. Par ailleurs, les filtres eux-mêmes laissent passer les micro-organismes qui n’ont pas tous la même granulométrie (« perméance »). Un filtre de type « F9 », par exemple, qui représente un niveau de filtration fréquemment utilisé dans l’agroalimentaire, qui
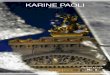
Efficacité de la microfiltration biologique.

Enjeux
36 LE JOURNAL DU VRAc janvIeR - févRIeR 2016 N°106
est quand même assez poussé malgré tout, est susceptible d’arrêter la plupart des spores mais seulement les bactéries les plus grosses. Il n’arrête pas les virus. Son efficacité globale est évaluée à 70 % des micro-organismes de 0,4 µ. C’est-à-dire qu’il laisse passer 30 % de la très grande majori-té des spores et des bactéries, et… 100 % des virus. Un filtre « H14 » arrête les bactéries plus petites, mais seulement une partie des virus les plus gros. Il n’arrête pas les plus petits de type Influenza, Coronavirus ou Adenovirus qui sont bloqués par aucun filtre.Autre limite : la filtration consiste à piéger, elle ne stoppe pas les mécanismes de reproduction et de diffusion. Or, une population bactérienne double toutes les vingt minutes, c’est une croissance exponentielle. Une seule bactérie peut en générer 17 millions en huit heures et ainsi coloniser et tra-verser un filtre. Si les conditions sont réunies (milieu nutritif, oxygène, humidité…), un filtre « H14 » de 0,45 mm d’épais-seur pourrait être traversé en trois mois… Ce qui peut être observé. Il y a, là aussi, une très grosse pression du vivant.
Cela vous a conduit à développer un savoir-faire nou-veau qui ne relève pas de la filtration mécanique mais de votre expertise en microbiologie…Effectivement, il est difficile de monter en efficacité avec la seule filtration sans accroître de manière exponentielle la dépense énergétique, comme cela pourrait se faire en utilisant, par exemple, des filtres de type « U » d’ultra-haute efficacité, tels qu’ils sont utilisés en industrie pharmaceu-tique. Les tamis sont tellement fins qu’il faut beaucoup plus d’énergie pour alimenter le flux.La voie que nous avons explorée repose sur la technique de « catalyse hétérogène », que nous avons développée en col-laboration avec le CNRS. Nous sommes capables, non plus de piéger, mais de détruire les micro-organismes. Le principe est d’organiser le contact entre les micro-organismes alté-rants ou pathogènes et des catalyseurs. Ce contact génère une oxydation du micro-organisme qui entraîne sa minéralisation et sa gazéification par dégradation de sa structure molécu-laire. Littéralement, les micro-organismes sont inactivés et transformés en CO
2 et H
2O par la catalyse hétérogène.
Pourquoi hétérogène ?Il s’agit de la capacité du catalyseur à réorganiser les charges à sa surface, celle-ci s’effectue de manière aléatoire et permet
une destruction multiple des molécules organiques comme inorganiques. On peut dire que le cataly-seur libère des radicaux libres dont l’énergie dés-tabilise les liaisons entre les atomes. Cette catalyse n’entraîne pas de dété-rioration du support qui ne subit qu’une érosion mécanique limitée n’im-posant pas de mainte-nance, mais un remplace-ment préventif préconisé tous les trois ans.
La mise en œuvre de cette catalyse s’effectue par l’implantation, en sortie de centrale de traitement d’air, de caissons compo-
sés d’étages successifs de catalyseur et de lampes. L’énergie apportée par les UVA des lampes intercalées permet d’acti-ver le catalyseur avec un échange d’électrons entraînant la réaction chimique. Le nombre d’étages est déterminé par le niveau de décontamination recherchée.
Que se passe-t-il au niveau de la perte de charge ?Elle est beaucoup plus faible que dans le cas d’une filtra-tion. Un caisson de catalyse affiche une perte de charge entre 50 et 80 pascals, avec un filtre « F7 » cela fait environ 250 pascals, là où un filtre d’efficacité équivalente (type
La catalyse s’appuie sur l’implantation de caissons composés d’étages successifs de catalyseur et de lampes.

37N°106 janvIeR - févRIeR 2016 LE JOURNAL DU VRAc
Enjeux
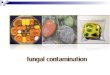
« H14 ») en afficherait 400 à 500. La destruction après filtration augmente la sécurité à faibles encombrements et perte de charge en générant un air ultrapropre de classe « M1 ». C’est une technologie relativement simple à insérer.Ainsi, il est par exemple possible de réaliser la décontami-nation de l’air entrant en insérant un caisson de catalyse en sortie d’air au niveau des bouches de soufflage. L’objectif est là de faire barrière au biofilm susceptible de se former dans la gaine à partir des spores de bactéries ou champi-gnons qui ont échappé aux filtres. L’air produit par une unité de décontamination microbiologique peut être utilisé pour mettre en surpression un atelier, une zone de fragilité, voire une boîte à gants de manipulation, pour lutter contre la contamination de pulvérulent par l’opérateur. Nous avons, notamment, conçu une solution « boîte à gants » sur ce principe avec un flux de 500 m3/h d’air ultrapropre. L’air peut aussi être récupéré dans l’atelier pour créer un confine-ment en « poupée russe » sur le produit selon le principe de la surpression avec un flux unidirectionnel d’air ultrapropre soufflé sur le produit pour l’isoler de l’air ambiant. Il est, bien entendu, aussi possible de traiter l’air de process, par exemple, en décontaminant l’air entrant et l’échappement d’un réseau de transfert pneumatique.
Le frein peut-il être celui du coût ?L’installation de centrales de traitement avec catalyseur engendre un surcoût d’investissement d’environ 15 à 20 %, pour un coût annuel de fonctionnement de l’ordre de 5 à 7 % du montant de l’investissement. Compte tenu de son expertise et de ses compétences, l’agro-industrie peut, avec un tel procédé, concevoir l’air comme une composante technologique à part entière de son process et devenir un véritable maillon fort de la chaîne sanitaire.
nous nous concentrons sur les besoins spécifiquesdu client, offrant des technologies de tamisage
innovantes pour tous secteurs de l’industrie
[email protected] +33 (0)1 76 66 09 87
appelez-nous dès maintenant ou consultez notre site internetpour découvrir notre gamme complète de produits & services
40 ans de savoir-faire1976 2016
> tamis pour petites exploitations
> conforme aux normes EC1935/2004/FDA
> diamètres 200 & 400mm
> toiles interchangeables
> poudres & liquides
> cadres mobiles
> tamisage de contrôle performant
> conforme aux normes EC1935/2004/FDA
> diamètres 600, 900, 1200 & 1500mm
> versions en aspiration ou sous pression
> cadre de support sur mesure
> démontage sans outils
> poudres & liquides
> station vide sacs
> conforme aux normes EC1935/2004/FDA
> connexion pour tous convoyeurs
> diamètres 600 & 1000mm
> démontage sans outils
> poudres & liquides
> cadres mobiles
> séparateur circulaire vibrant haute performance
> diamètres 600,800,1000,1200 & 1500mm
> option de décolmatage par ultrason
> séparation multi-étages (5 niveaux)
> toiles rapidement interchangeables
> poudres, granules & liquides
> puissant tamis rotatif centrifuge
> arbre de transmission fixe ou en porte-à-faux
> paniers de maille rapidement interchangeables
> conforme aux normes EC1935/2004/FDA
> versions en aspiration ou sous pression
> version démotteur/tamiseur
Principe de la surpression secondaire : un confinement en « poupée russe ».
Décontamination de l’air entrant.