Embed Size (px)
DESCRIPTION
KAP 업종별세미나 13년 08월 #01
Citation preview
Ⅰ. 4M 개선사례 Ⅱ. 긴급대응 시스템 Ⅲ. 지속적 개선활동 사례 Ⅳ. 주요공정 F/Proof 사례 Ⅴ. 4M 관리의 실상 및 개선안
F/Proof 개선사례 및 대책
본 자료는 당 재단에서 출간한 세미나 발표자료로서 개인 용도외 재단의 사전허락 없이 무단으로 사이트, 카페
블로그, 메일 등으로 유포하거나 공유할 수 없습니다.
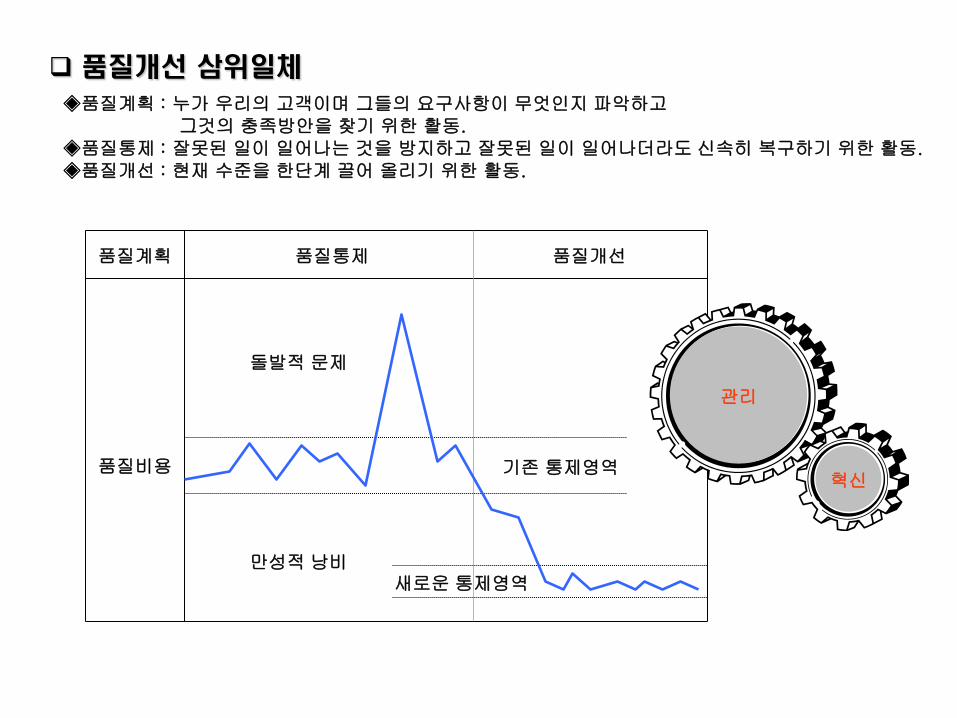
◈품질계획 : 누가 우리의 고객이며 그들의 요구사항이 무엇인지 파악하고 그것의 충족방안을 찾기 위한 활동. ◈품질통제 : 잘못된 일이 일어나는 것을 방지하고 잘못된 일이 일어나더라도 신속히 복구하기 위한 활동. ◈품질개선 : 현재 수준을 한단계 끌어 올리기 위한 활동.
품질계획 품질통제 품질개선
돌발적 문제
만성적 낭비
기존 통제영역
새로운 통제영역
품질비용 혁신
관리
품질개선 삼위일체
-.개선이란 ? 보다 좋게,보다 빠르게,보다 싸게,보다 편하게
물건을 만들거나 일을 할 수 있도록 문제점을
찾아내어 좋게 바꾸는 것.
Ⅰ. 4M 개선사례
개선전 개선후
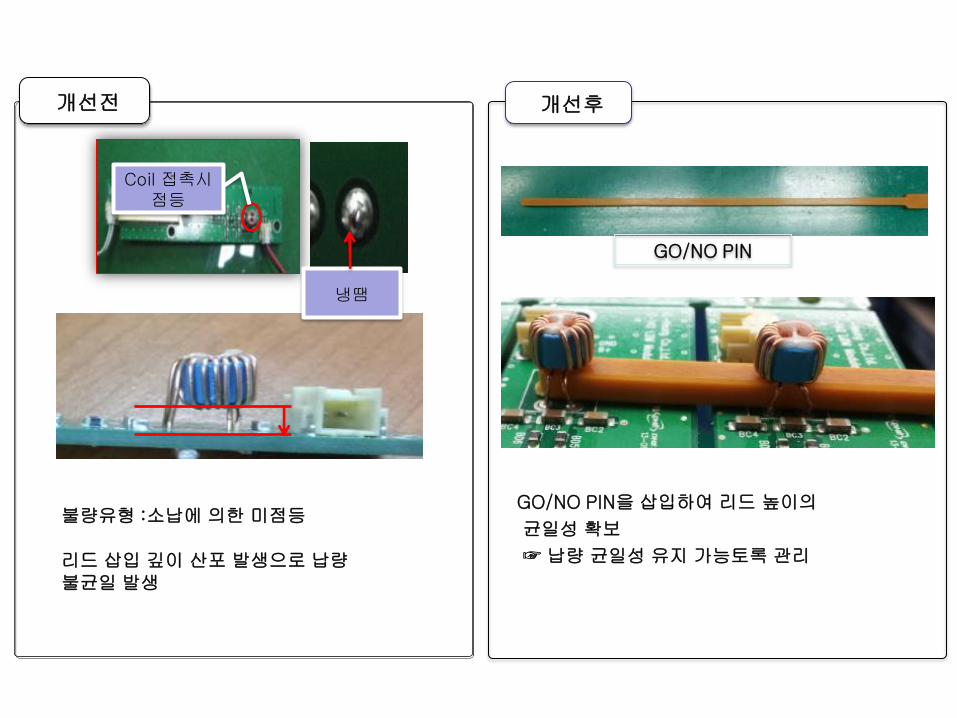
GO/NO PIN을 삽입하여 리드 높이의
균일성 확보
☞ 납량 균일성 유지 가능토록 관리
불량유형 :소납에 의한 미점등 리드 삽입 깊이 산포 발생으로 납량 불균일 발생
Coil 접촉시 점등
냉땜
GO/NO PIN
개선전 개선후
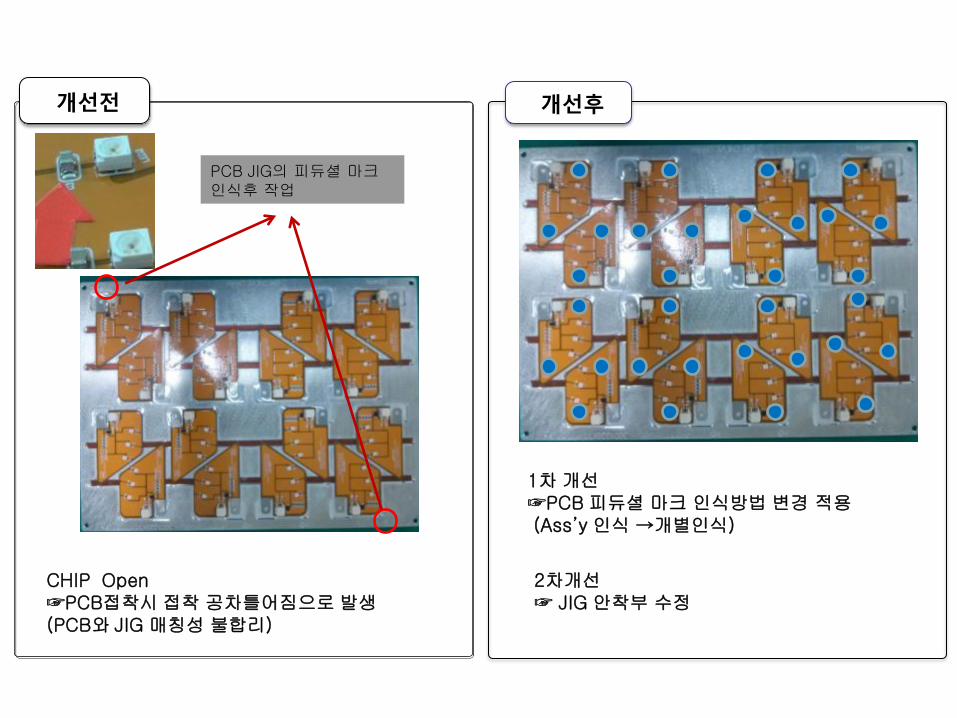
PCB JIG의 피듀셜 마크 인식후 작업
1차 개선 ☞PCB 피듀셜 마크 인식방법 변경 적용 (Ass’y 인식 →개별인식)
CHIP Open ☞PCB접착시 접착 공차틀어짐으로 발생 (PCB와 JIG 매칭성 불합리)
2차개선 ☞ JIG 안착부 수정
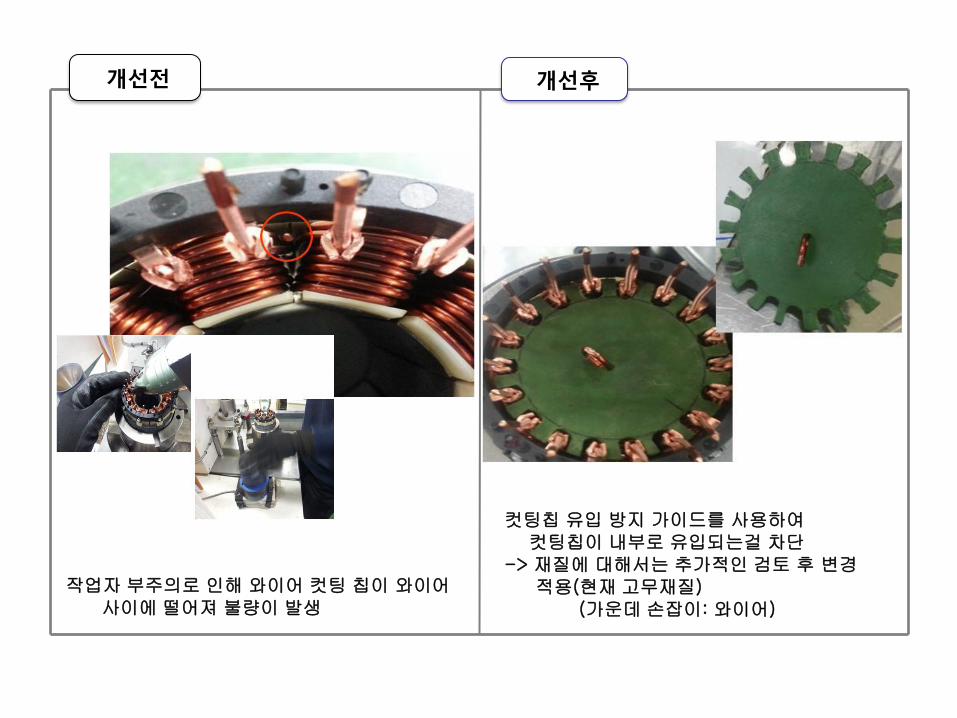
NO. : 내부 와이어 컷팅칩 불량(장비)
작업자 부주의로 인해 와이어 컷팅 칩이 와이어 사이에 떨어져 불량이 발생
컷팅칩 유입 방지 가이드를 사용하여 컷팅칩이 내부로 유입되는걸 차단 -> 재질에 대해서는 추가적인 검토 후 변경 적용(현재 고무재질) (가운데 손잡이: 와이어)
개선전 개선후

NO. :밴딩장비
작업 방법 와이어 밴딩시 높이가 불규칙하여 버스바 융착시 융착이 잘되지 않거나 뜨는 현상 발생
-> 와이어 밴딩을 수작업이 아닌 프레스를 이용하여 작업시 밴딩 높이의 수준이 일정하게 되어 품질향상에 기여함.
-> 작업자의 피로도 감소 & 작업능률 향상
개선전 개선후
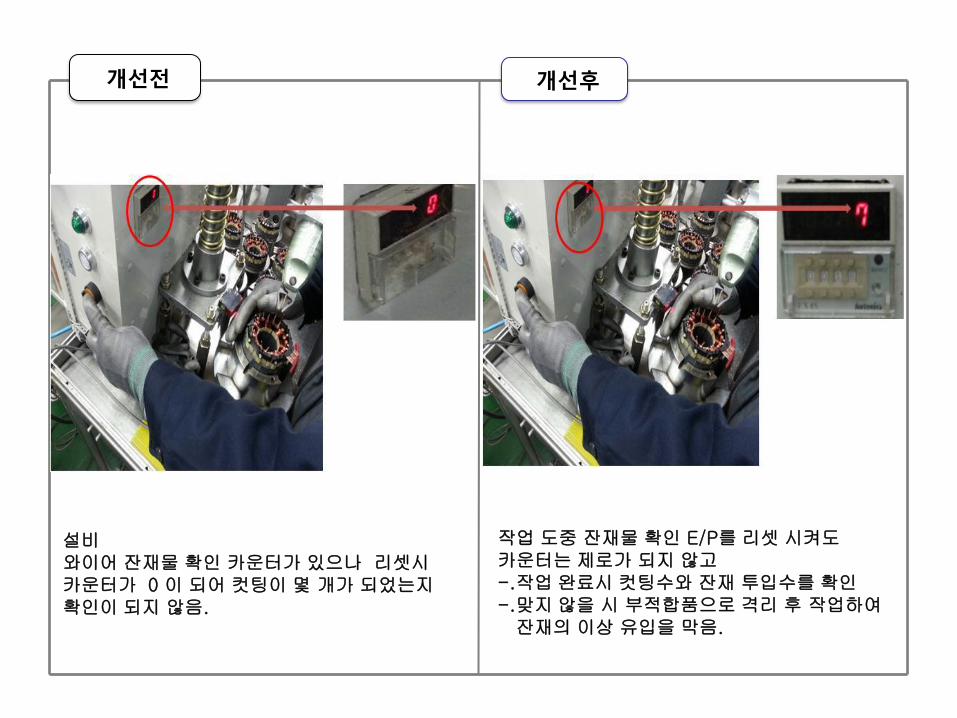
설비 와이어 잔재물 확인 카운터가 있으나 리셋시 카운터가 0 이 되어 컷팅이 몇 개가 되었는지 확인이 되지 않음.
작업 도중 잔재물 확인 E/P를 리셋 시켜도 카운터는 제로가 되지 않고 -.작업 완료시 컷팅수와 잔재 투입수를 확인 -.맞지 않을 시 부적합품으로 격리 후 작업하여 잔재의 이상 유입을 막음.
개선전 개선후
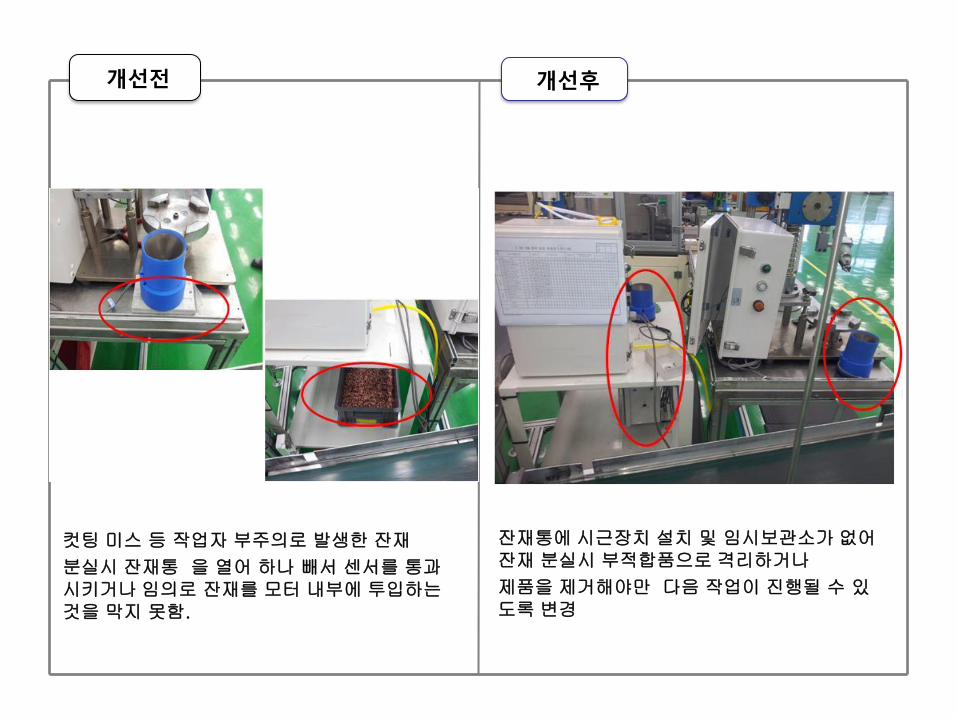
컷팅 미스 등 작업자 부주의로 발생한 잔재
분실시 잔재통 을 열어 하나 빼서 센서를 통과시키거나 임의로 잔재를 모터 내부에 투입하는 것을 막지 못함.
잔재통에 시근장치 설치 및 임시보관소가 없어 잔재 분실시 부적합품으로 격리하거나
제품을 제거해야만 다음 작업이 진행될 수 있도록 변경
개선전 개선후
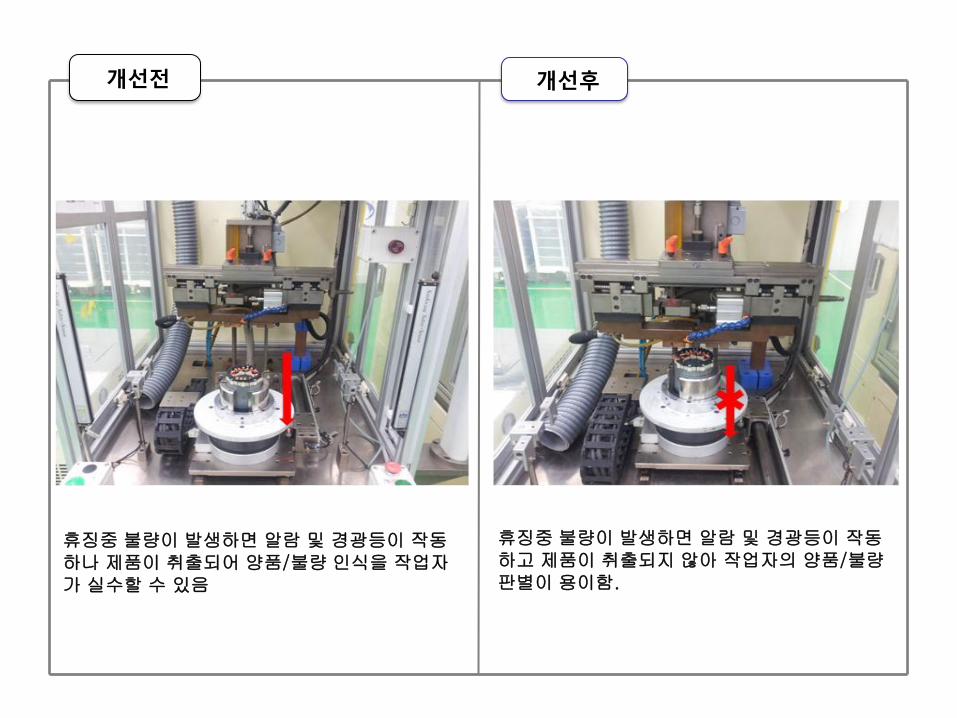
휴징중 불량이 발생하면 알람 및 경광등이 작동 하나 제품이 취출되어 양품/불량 인식을 작업자 가 실수할 수 있음
휴징중 불량이 발생하면 알람 및 경광등이 작동하고 제품이 취출되지 않아 작업자의 양품/불량 판별이 용이함.
개선전 개선후
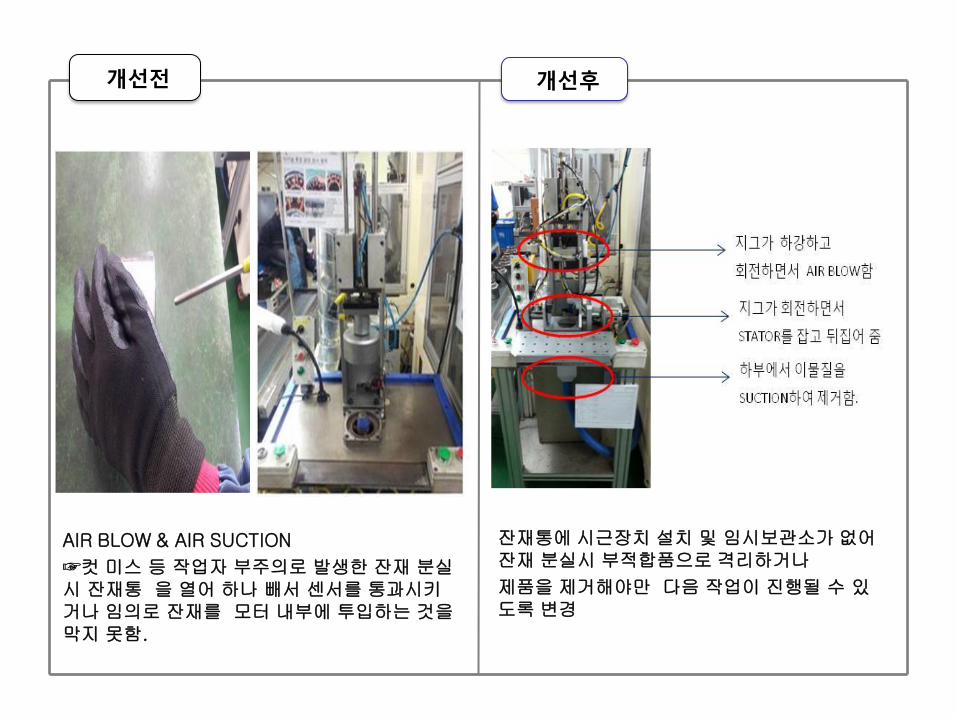
AIR BLOW & AIR SUCTION
☞컷 미스 등 작업자 부주의로 발생한 잔재 분실시 잔재통 을 열어 하나 빼서 센서를 통과시키거나 임의로 잔재를 모터 내부에 투입하는 것을 막지 못함.
잔재통에 시근장치 설치 및 임시보관소가 없어 잔재 분실시 부적합품으로 격리하거나
제품을 제거해야만 다음 작업이 진행될 수 있도록 변경
개선전 개선후
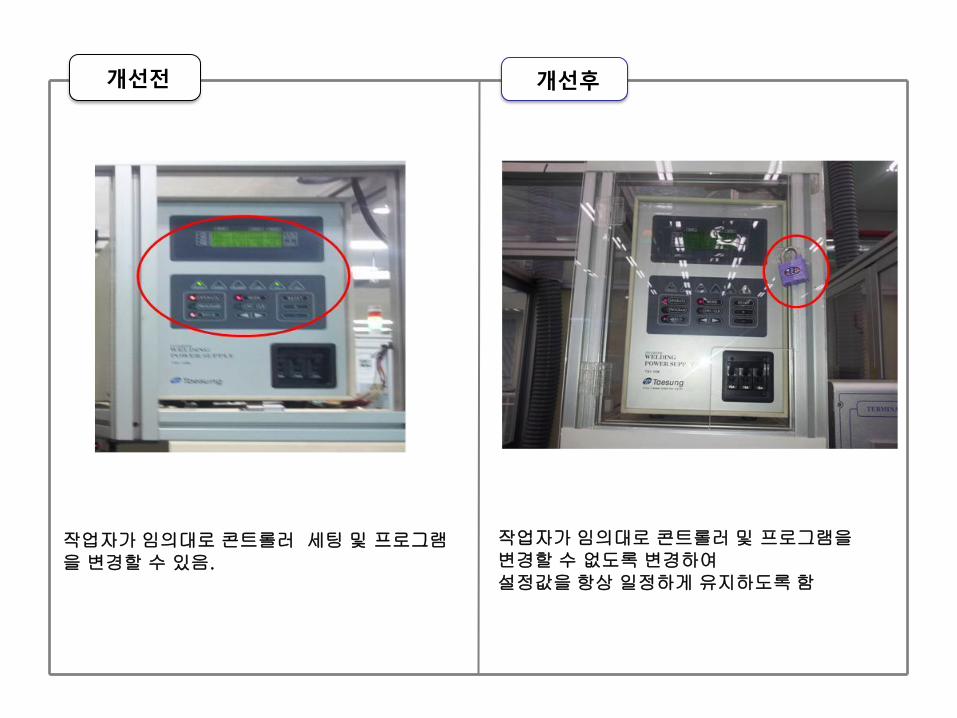
작업자가 임의대로 콘트롤러 세팅 및 프로그램을 변경할 수 있음.
작업자가 임의대로 콘트롤러 및 프로그램을 변경할 수 없도록 변경하여 설정값을 항상 일정하게 유지하도록 함
개선전 개선후

와이어를 바닥에 적재하여 교체시 와어어 보빈이 무거워 작업자가 힘들고 안전사고의 위험이 있음.
와이어를 항상 채워넣고 교체시 작업자가 원활 하게 교체할 수 있도록 바닥에 레일을 설치함.
개선전 개선후

와이어를 바닥에 적재하여 교체시 와이어 보빈이 무거워 작업자가 힘들고 안전사고의 위험이 있음.
와이어를 항상 채워넣고 교체시 작업자가 원활하게 교체할 수 있도록 바닥에 레일을 설치함.
개선전 개선후
NO. :밴딩장비
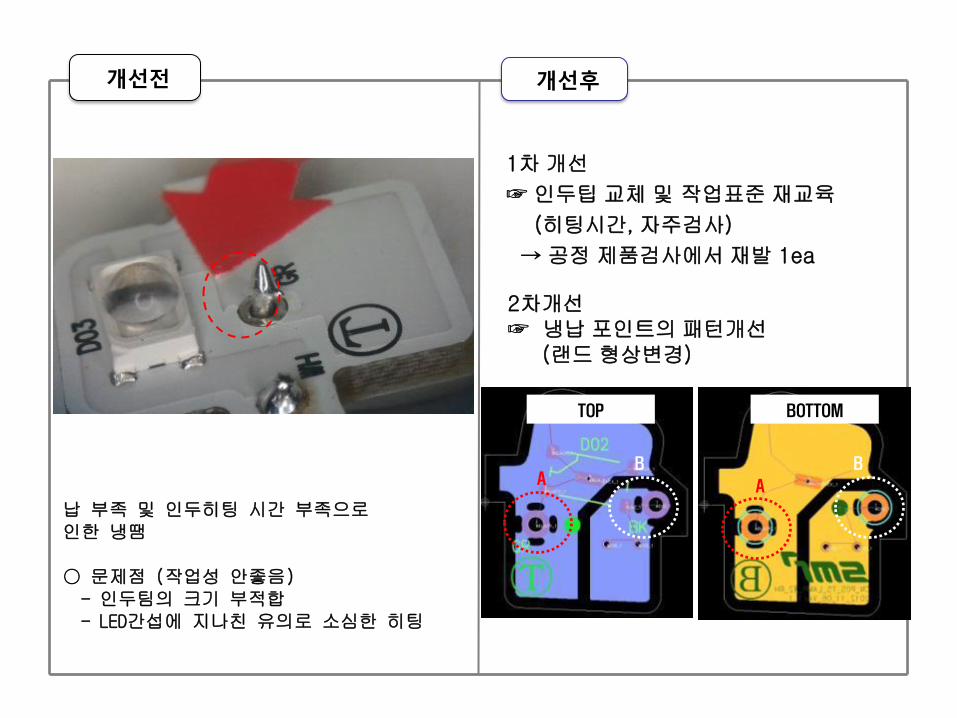
납 부족 및 인두히팅 시간 부족으로 인한 냉땜 ○ 문제점 (작업성 안좋음) - 인두팀의 크기 부적합 - LED간섭에 지나친 유의로 소심한 히팅
개선전 개선후
1차 개선
☞ 인두팁 교체 및 작업표준 재교육
(히팅시간, 자주검사)
→ 공정 제품검사에서 재발 1ea
2차개선 ☞ 냉납 포인트의 패턴개선 (랜드 형상변경)
BOTTOM TOP
A B
A
B
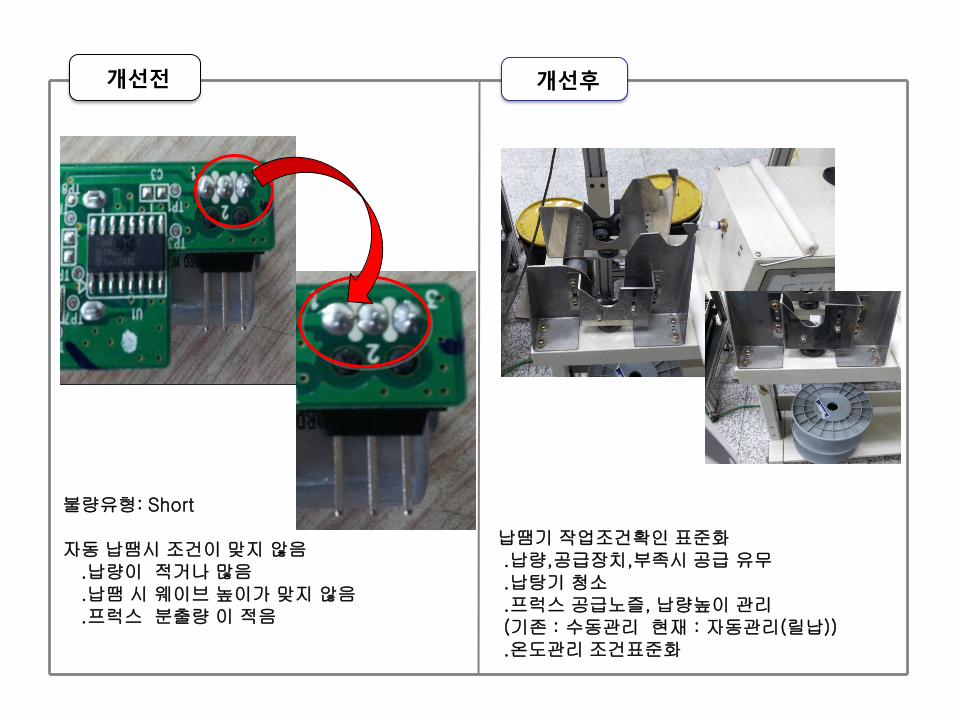
불량유형: Short 자동 납땜시 조건이 맞지 않음 .납량이 적거나 많음 .납땜 시 웨이브 높이가 맞지 않음 .프럭스 분출량 이 적음
납땜기 작업조건확인 표준화 .납량,공급장치,부족시 공급 유무 .납탕기 청소 .프럭스 공급노즐, 납량높이 관리 (기존 : 수동관리 현재 : 자동관리(릴납)) .온도관리 조건표준화
개선전 개선후

Screw 작업 수량의 개수 정량화 안됨
작업수량에 대한 정량화 안돼서 미삽시
유출위험 높아 Fool Proof 화 요구됨
Screw Counter 개발적용 (자체개발) ☞ Screw 작업의 자동 카운터 설치로 미삽 유출 Fool Proof 화 완료 ※ 미세전류 감지 10회 기준 counter작동후 Jig 열림 (미달시 부저 울림)
개선전 개선후
Screw Counter

수삽 트래이 JIG S.W 누름 상판JIG 과 오픈으로 누름 포인트 불안정하여 S.W 기울림에 의한 들뜸 발생
트래이 S.W 누름 JIG 위치고정용 파이프 제작 적용
개선전 개선후
코너부분 누르지 못함
개선 후 코너 누름 상태
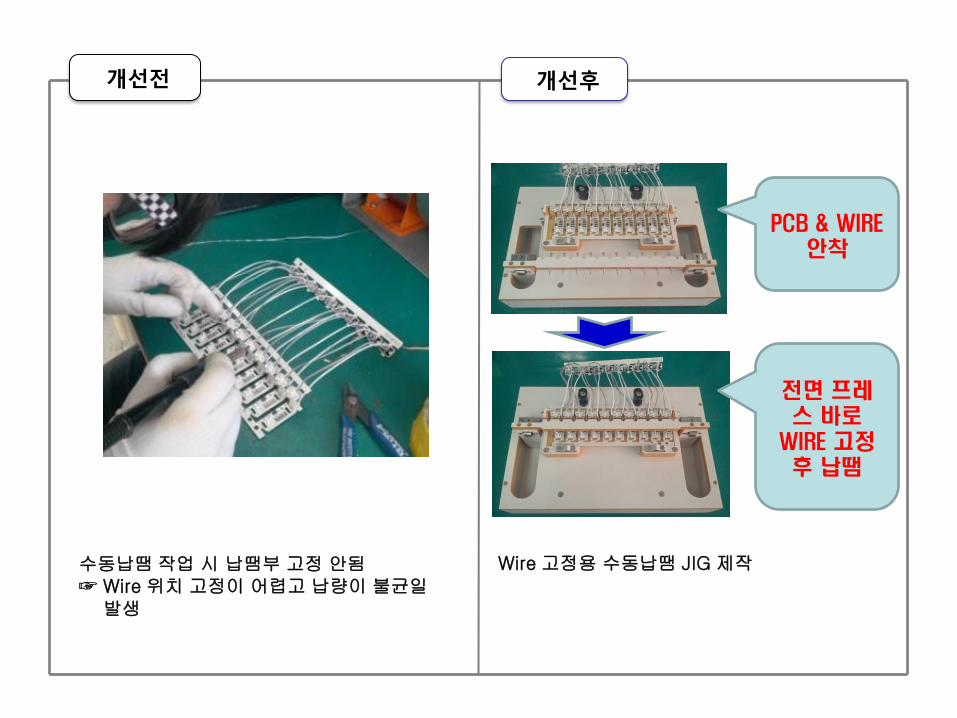
수동납땜 작업 시 납땜부 고정 안됨 ☞ Wire 위치 고정이 어렵고 납량이 불균일 발생
Wire 고정용 수동납땜 JIG 제작
개선전 개선후
PCB & WIRE 안착
전면 프레스 바로
WIRE 고정 후 납땜
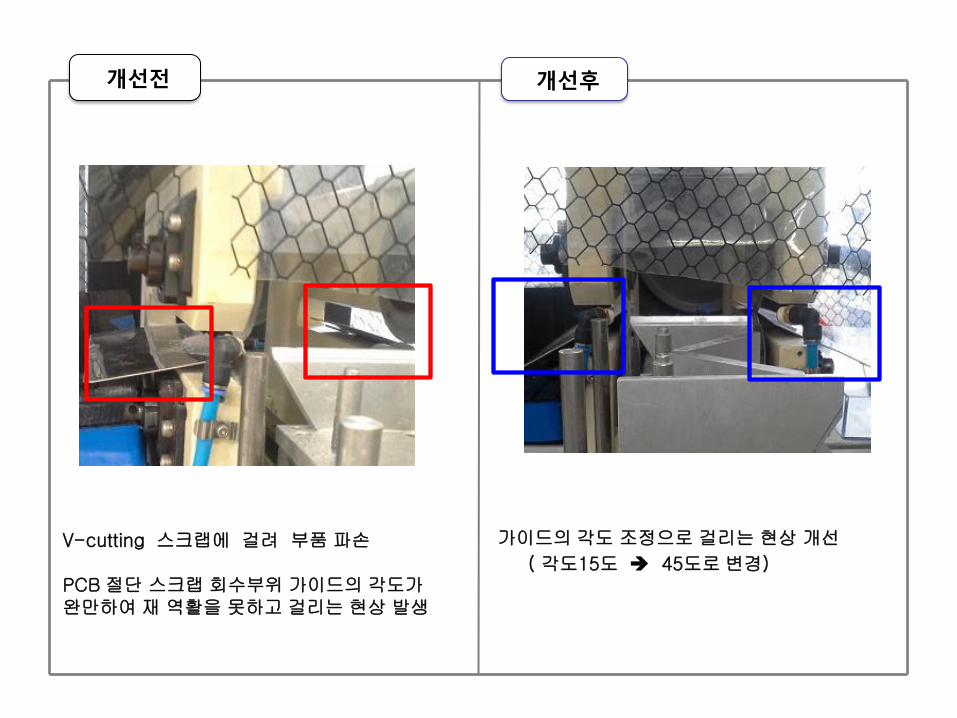
V-cutting 스크랩에 걸려 부품 파손 PCB 절단 스크랩 회수부위 가이드의 각도가 완만하여 재 역활을 못하고 걸리는 현상 발생
가이드의 각도 조정으로 걸리는 현상 개선
( 각도15도 45도로 변경)
개선전 개선후
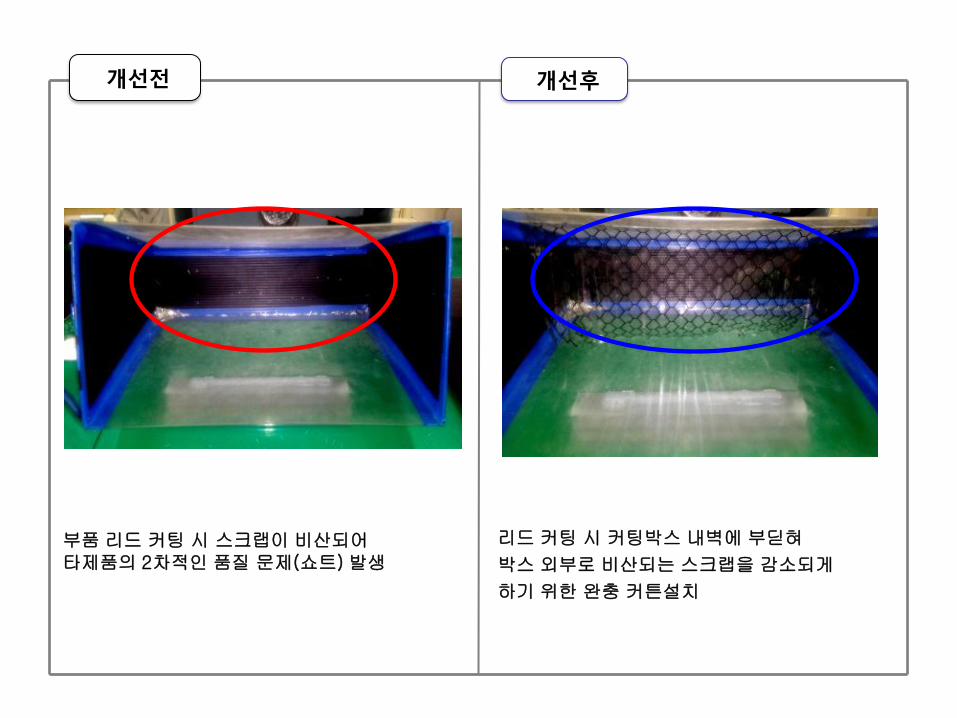
부품 리드 커팅 시 스크랩이 비산되어 타제품의 2차적인 품질 문제(쇼트) 발생
리드 커팅 시 커팅박스 내벽에 부딛혀
박스 외부로 비산되는 스크랩을 감소되게
하기 위한 완충 커튼설치
개선전 개선후
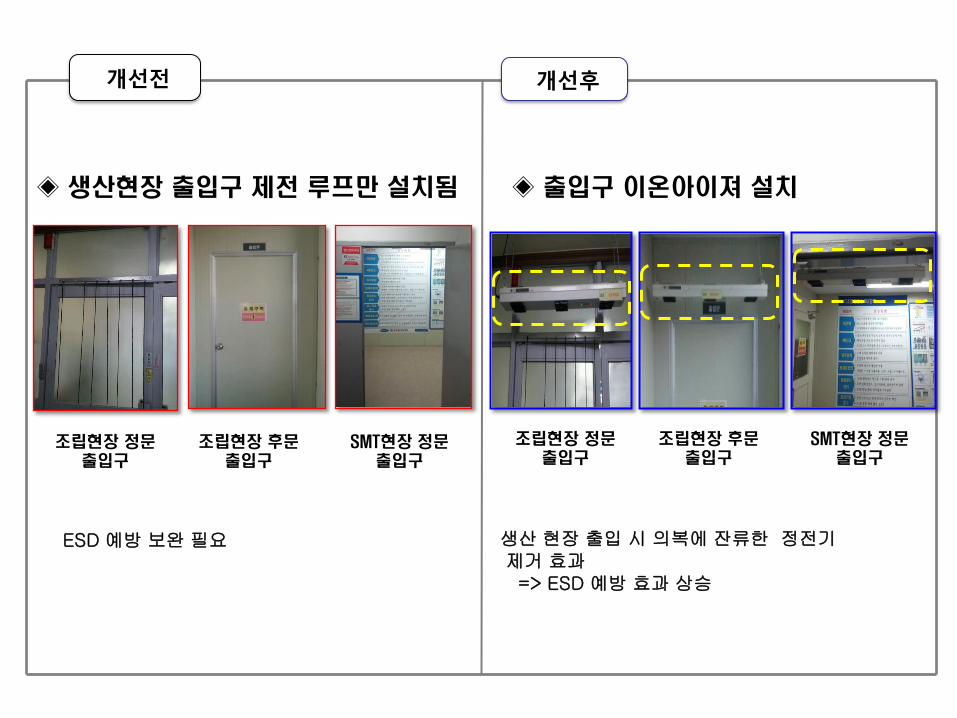
ESD 예방 보완 필요 생산 현장 출입 시 의복에 잔류한 정전기 제거 효과 => ESD 예방 효과 상승
개선전 개선후
◈ 생산현장 출입구 제전 루프만 설치됨 ◈ 출입구 이온아이져 설치
조립현장 정문 출입구
조립현장 후문 출입구
SMT현장 정문 출입구
조립현장 정문 출입구
조립현장 후문 출입구
SMT현장 정문 출입구

ICT FIXSTURE PIN 관리 프레스 세팅 FIXNUT 고정 안되 하강 높이 변해 ICT 핀이 콘넥핀을 밀어 올림
핀 하강높이 측정용 JIG( 틈게이지 ; 0.8mm) ; 시업 전 & 모델 변경시 확인 후 작업
개선전 개선후
눌림에 따른 이격 눌림에 따른 Crack
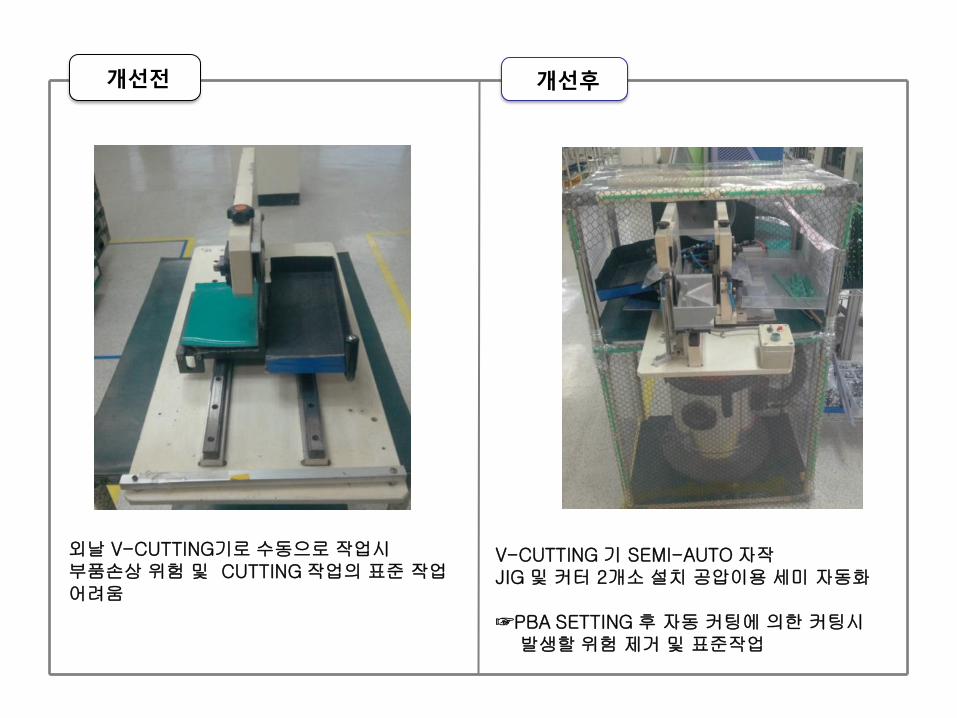
외날 V-CUTTING기로 수동으로 작업시 부품손상 위험 및 CUTTING 작업의 표준 작업 어려움
V-CUTTING 기 SEMI-AUTO 자작 JIG 및 커터 2개소 설치 공압이용 세미 자동화 ☞PBA SETTING 후 자동 커팅에 의한 커팅시 발생할 위험 제거 및 표준작업
개선전 개선후
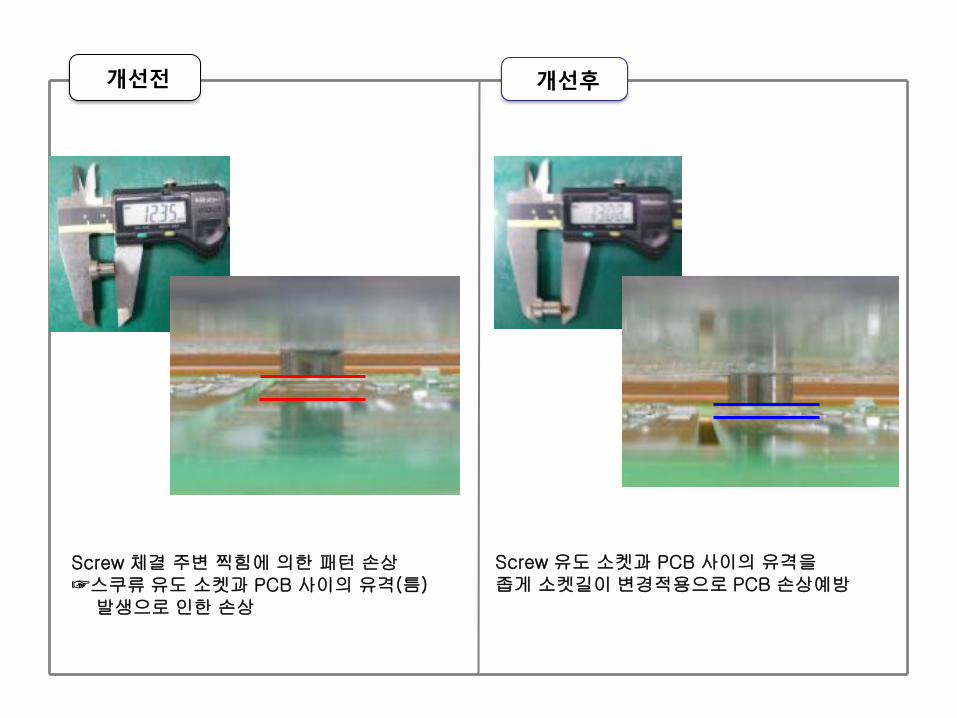
Screw 체결 주변 찍힘에 의한 패턴 손상 ☞스쿠류 유도 소켓과 PCB 사이의 유격(틈) 발생으로 인한 손상
Screw 유도 소켓과 PCB 사이의 유격을 좁게 소켓길이 변경적용으로 PCB 손상예방
개선전 개선후
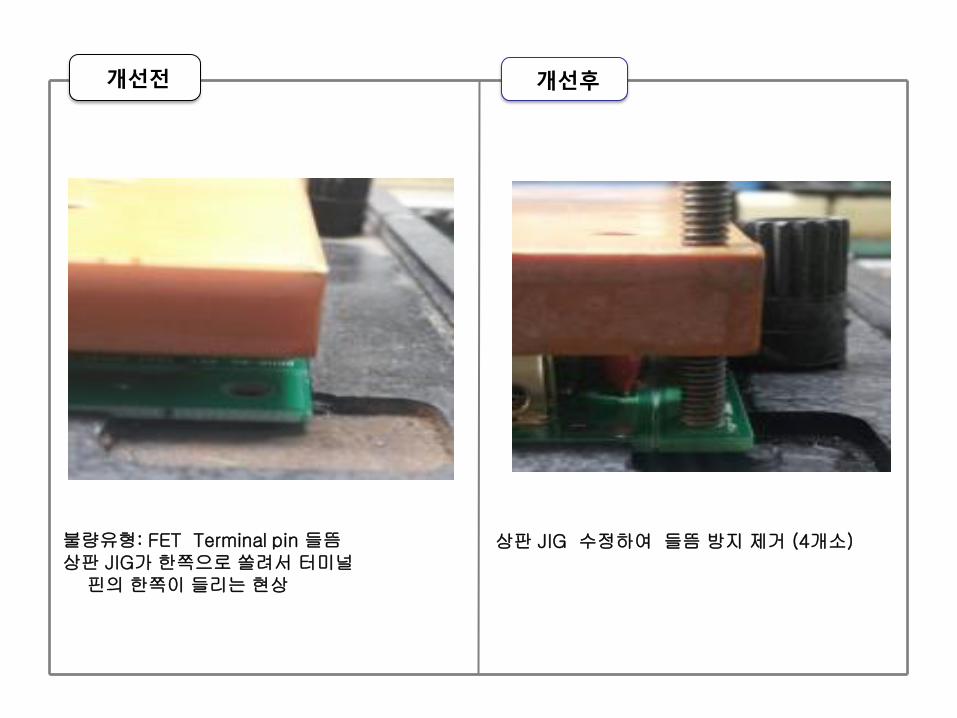
불량유형: FET Terminal pin 들뜸 상판 JIG가 한쪽으로 쏠려서 터미널 핀의 한쪽이 들리는 현상
상판 JIG 수정하여 들뜸 방지 제거 (4개소)
개선전 개선후
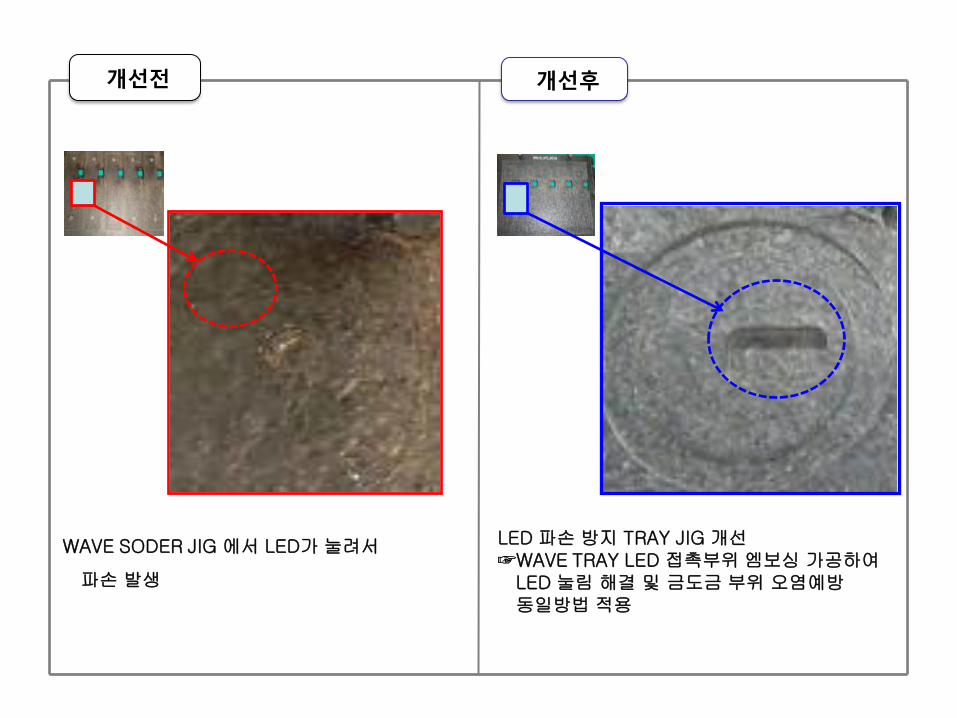
WAVE SODER JIG 에서 LED가 눌려서
파손 발생
LED 파손 방지 TRAY JIG 개선 ☞WAVE TRAY LED 접촉부위 엠보싱 가공하여 LED 눌림 해결 및 금도금 부위 오염예방 동일방법 적용
개선전 개선후

Screw 체결부위 주변 찍힘에 의한 패턴 손상 ☞Connector 고정용 Screw 체결 작업 JIG의 작업부위 과다 노출에 의한 PCB 패턴 찍힘으로 인하여 불량 발생
Screw 유도 소켓 적용 및 보호커버로 PCB 파손 방지 ▶작업공수 단축 생산성 향상
개선전 개선후

상온방치 지정장소 확보되나 FOOL PROOF 안되 관리기준 준수여부 불확실함
상온 방지 INTER-LOCK 기능이 포함된
상온방치기 제작 설치로 관리기준 준수
FULL PROOF 가능함
개선전 개선후

메탈마스크 손 세척에 의한 세척력 및
정량화 관리 미흡으로 인한 인쇄불량
발생 위험 높음
스텐실 마스크 세척 관리 개선
☞메탈마스크 세척 정량화로 마스크 관리
세척 품질 확보
개선전 개선후
NO. :밴딩장비
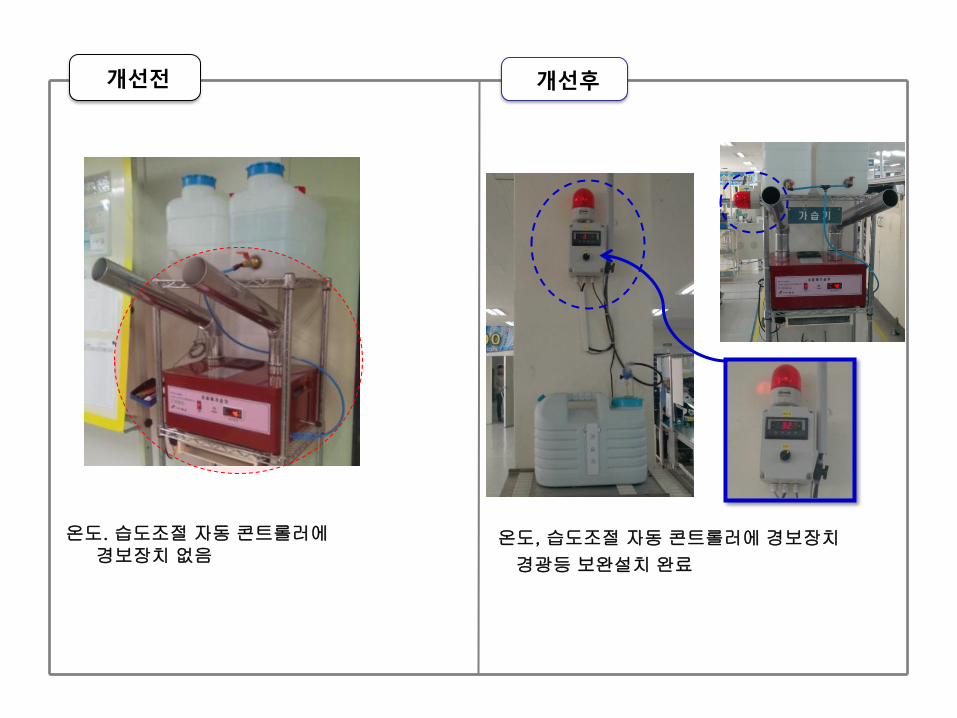
온도. 습도조절 자동 콘트롤러에 경보장치 없음
온도, 습도조절 자동 콘트롤러에 경보장치
경광등 보완설치 완료
개선전 개선후

개선전 개선후
문제점 : 계절별 면패드 접착력 차이발생 (SUB)
HG 220-3V300 (M) 스펀지 작업 불량 47 EA
(스펀지 벌어짐 현상)
- 완성 작업시 자주검사 후 출고
자재 스폰지 패드 선입선출 관리 (자재)
계절별 스폰지 접착력 관리 (품질)
※ 관리기준 : 상기 내용 참조
33

개선전 개선후
- FAKRA 전용 압입기 추가 구매
→ Smb전용, fakra전용 압입기 구분관리 실시
- 기존 압입기 압입 실린더 수리 완료
Smb 전용 Fakra 앵글타입 전용
콘넥터 단자 쇼트 및 Cap 조립불량 발생
압력 게이지 고장 → 실린더 불량 1)CAP 압입시 훼손 발생 2)압입 치구 혼용 생산에 따른 유격 발생 3)작업자 임의 조정 (관리POINT 불안정)
단면 촬영 쇼트 확인
압력 게이지 고장
34
개선전 개선후
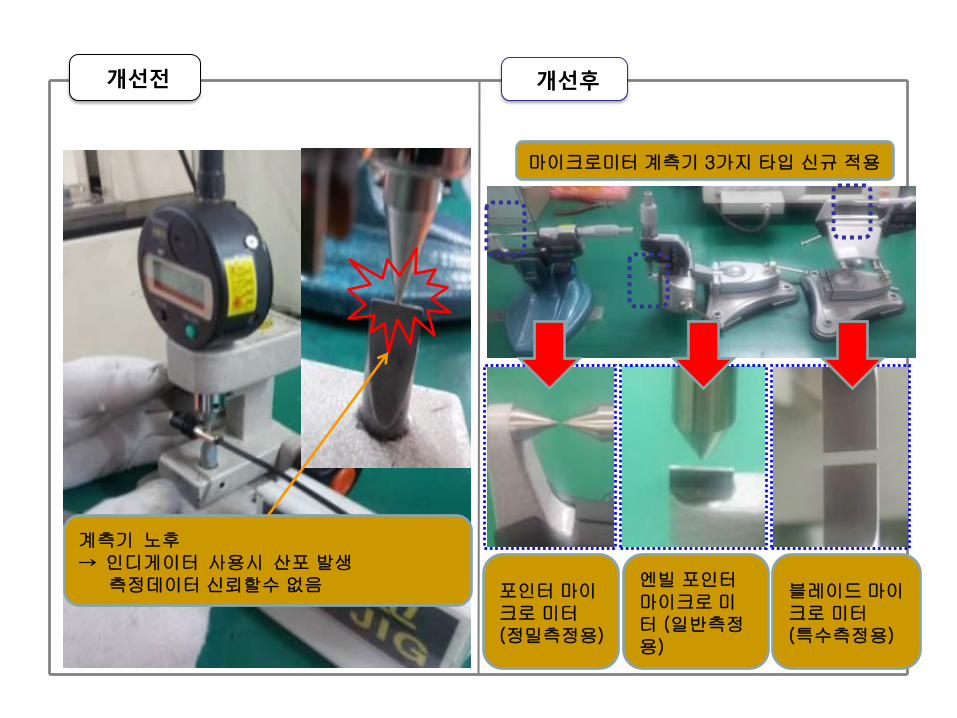
계측기 노후 → 인디게이터 사용시 산포 발생 측정데이터 신뢰할수 없음
마이크로미터 계측기 3가지 타입 신규 적용
포인터 마이크로 미터 (정밀측정용)
엔빌 포인터 마이크로 미터 (일반측정용)
블레이드 마이크로 미터 (특수측정용)
개선전 개선후
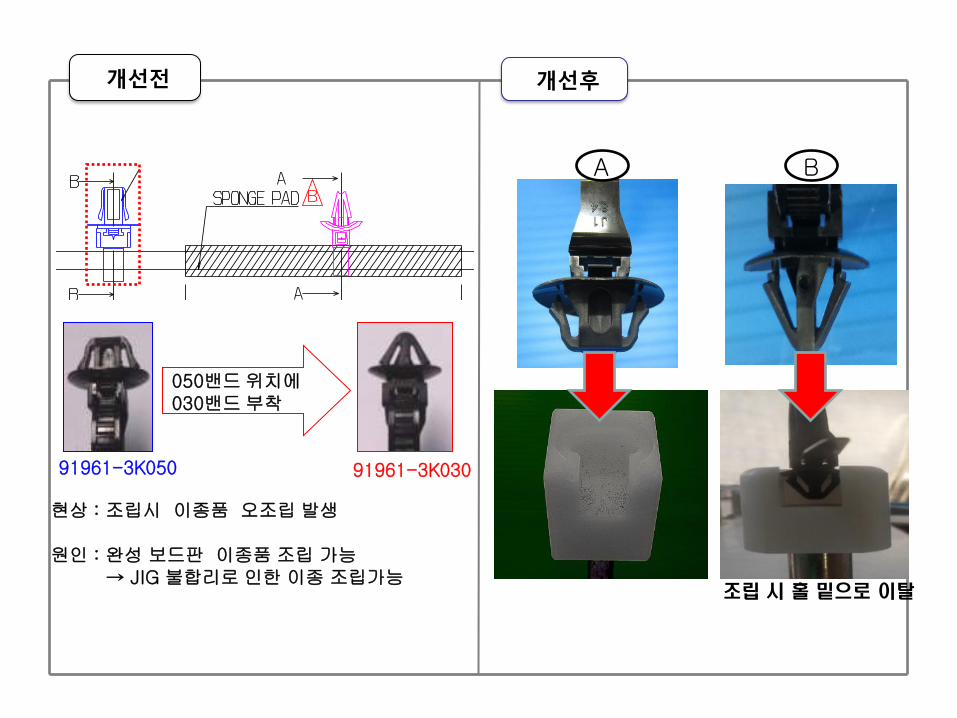
현상 : 조립시 이종품 오조립 발생 원인 : 완성 보드판 이종품 조립 가능 → JIG 불합리로 인한 이종 조립가능
91961-3K050 91961-3K030
050밴드 위치에 030밴드 부착 3K050조립상태
조립 시 홀 밑으로 이탈
A B
Ⅱ. 긴급대응 시스템 사례
SUB 완제품 적재장
완제품 적재장
중국 입고품 적재장
입고
출하
출하 입
고
사출 성형
금형실
수입 검사실
원재료 창고
완제품 적재장
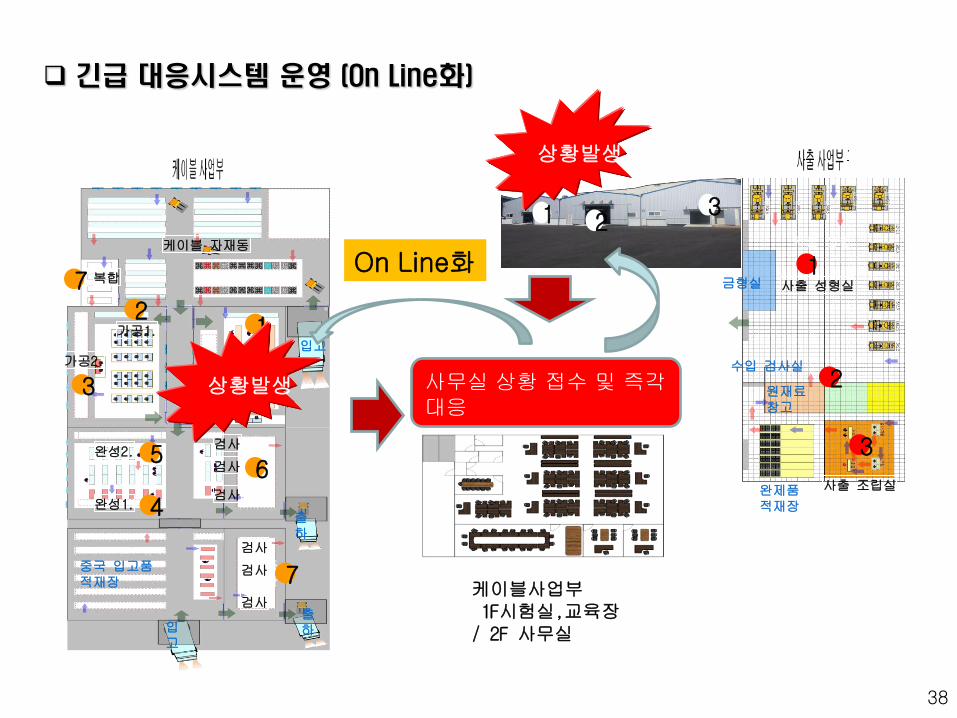
케이블사업부 1F시험실,교육장 / 2F 사무실
케이블 자재동
사출 성형실
사출 조립실
1
6
2
3
4
5
3 1 2
1
2
3
절단
가공1.
가공2.
완성1.
완성2. 검사
검사
검사
검사
검사
검사
7
7 복합
상황발생
38
상황발생
사무실 상황 접수 및 즉각 대응
On Line화
긴급 대응시스템 운영 (On Line화)
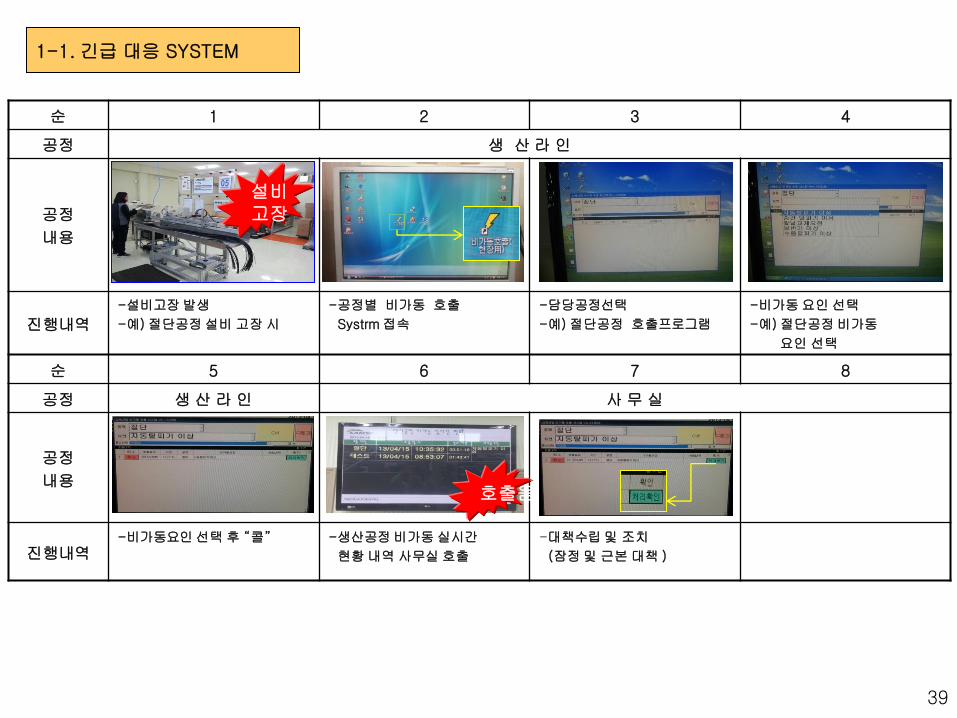
순 1 2 3 4
공정 생 산 라 인
공정
내용
진행내역
-설비고장 발생
-예) 절단공정 설비 고장 시
-공정별 비가동 호출
Systrm 접속
-담당공정선택
-예) 절단공정 호출프로그램
-비가동 요인 선택
-예) 절단공정 비가동
요인 선택
순 5 6 7 8
공정 생 산 라 인 사 무 실
공정
내용
진행내역 -비가동요인 선택 후 “콜” -생산공정 비가동 실시간
현황 내역 사무실 호출
-대책수립 및 조치
(잠정 및 근본 대책 )
호출음
설비 고장
1-1. 긴급 대응 SYSTEM
39
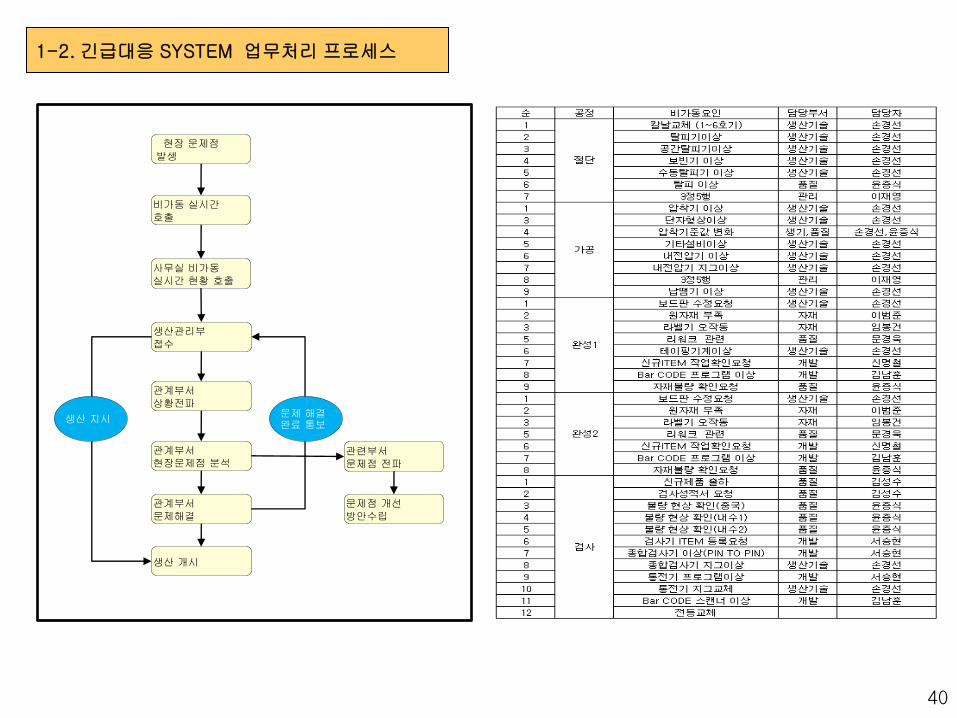
현장 문제점 발생
비가동 실시간 호출
사무실 비가동 실시간 현황 호출
생산관리부 접수
관계부서 상황전파
관계부서 현장문제점 분석
관계부서 문제해결
문제 해결완료 통보
생산 개시
생산 지시
관련부서 문제점 전파
문제점 개선 방안수립
1-2. 긴급대응 SYSTEM 업무처리 프로세스
40
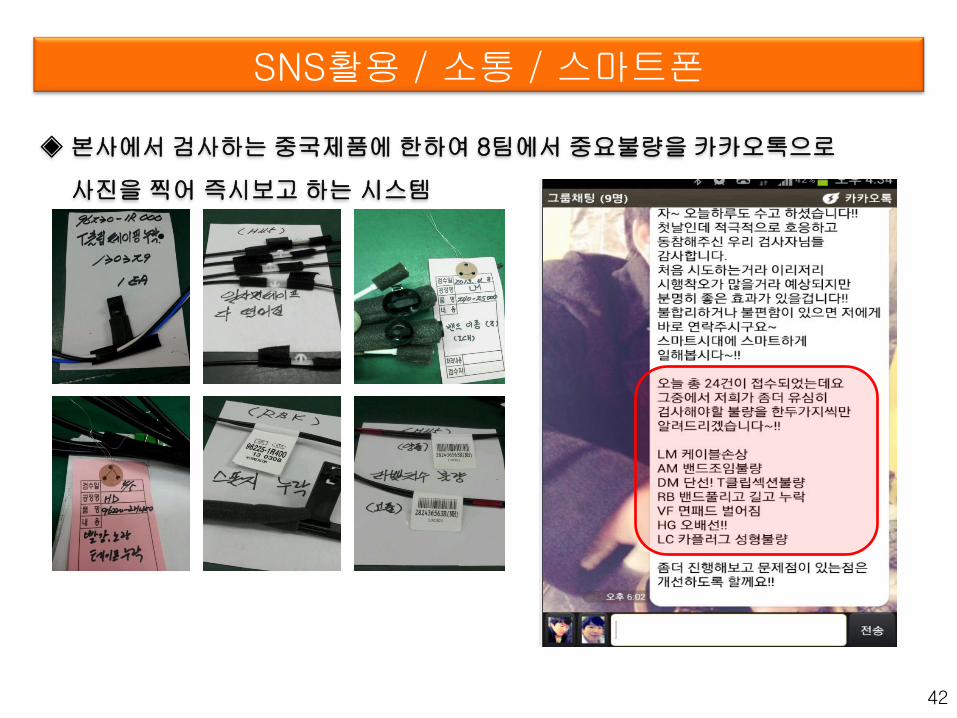
◈ 본사에서 검사하는 중국제품에 한하여 8팀에서 중요불량을 카카오톡으로
사진을 찍어즉시보고 하는 시스템
-검사자 끼리 경쟁이 붙어 의욕활성 및 동기부여
-즉시 수리가능한 불량은 암묵적으로 처리하였으나 부적합 처리절차 외
편리하게 불량 데이터 입력가능 (숨겨진 데이터 발췌가능)
-각 팀별 경중에 따른 검사능력 및 성과에 대한 평가 가능 (포상제 실시)
-중요불량에 대한 지속적 어필로 인해 초보작업자 인지 및 한국관리자 인지 효과
-중국에 동일 불량을 지속적으로 통보함에 따른 강제적 개선효과
카카오톡 활용 예상 효과
SNS를 이용한 스마트 중요불량 집계
중국 공장 긴급 대응 체제 구축
41
◈ 본사에서 검사하는 중국제품에 한하여 8팀에서 중요불량을 카카오톡으로
사진을 찍어 즉시보고 하는 시스템
SNS활용 / 소통 / 스마트폰
42
Ⅲ. 지속적 개선활동 사례

개선전 개선후 (1차개선)
파크라 미 삽입으로 인해 핀이 뒤로 밀리는 현상 발생
조립 Jig
기능검사 Jig
파크라 하우징 핀밀림 으로 인한 수신불량 -조립불량, 기능검사기 검출 불가
1. 조립jig 제작하여 조립시 육안으로 양,불 구분 2. 기능검사기 상대물과 갭을 두어 불량품 삽입시 검출할수 있도록 jig 개선 3. 개발 : 미삽입 개선 지그 제작(1P)
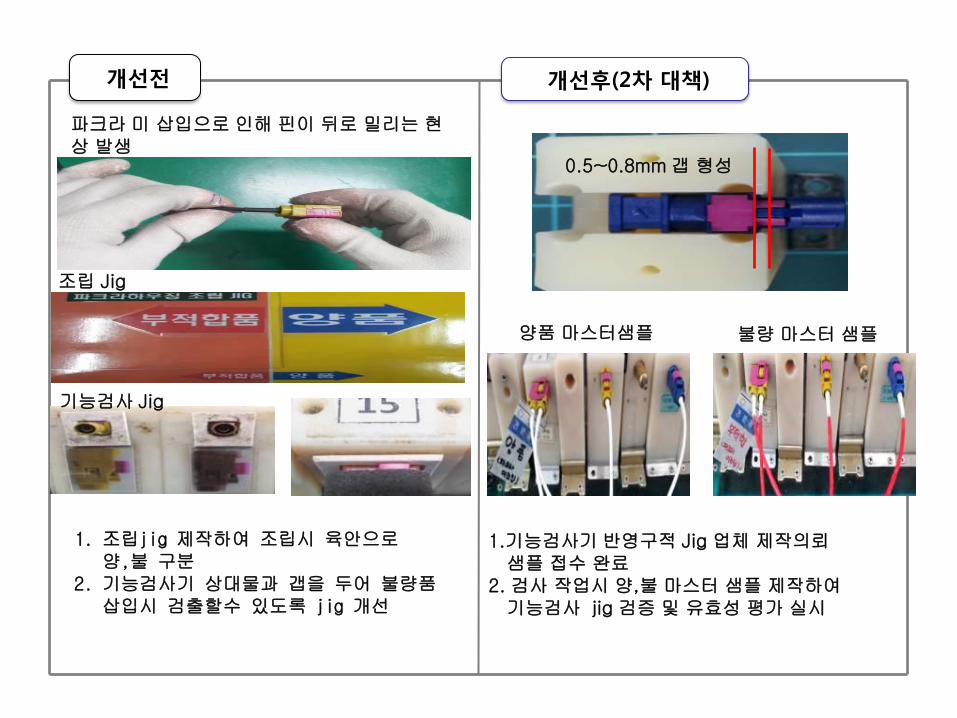
개선전 개선후(2차 대책)
1. 조립jig 제작하여 조립시 육안으로 양,불 구분 2. 기능검사기 상대물과 갭을 두어 불량품 삽입시 검출할수 있도록 jig 개선
1.기능검사기 반영구적 Jig 업체 제작의뢰 샘플 접수 완료 2. 검사 작업시 양,불 마스터 샘플 제작하여 기능검사 jig 검증 및 유효성 평가 실시
파크라 미 삽입으로 인해 핀이 뒤로 밀리는 현상 발생
조립 Jig
기능검사 Jig
양품 마스터샘플 불량 마스터 샘플
0.5~0.8mm 갭 형성
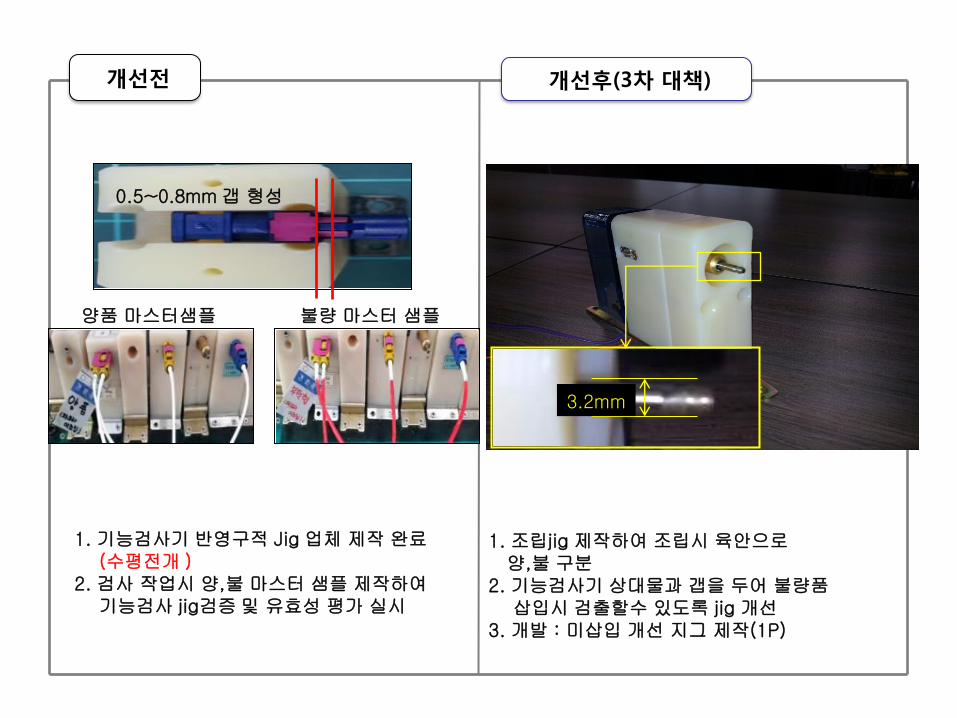
개선전 개선후(3차 대책)
1. 기능검사기 반영구적 Jig 업체 제작 완료 (수평전개 ) 2. 검사 작업시 양,불 마스터 샘플 제작하여 기능검사 jig검증 및 유효성 평가 실시
1. 조립jig 제작하여 조립시 육안으로 양,불 구분 2. 기능검사기 상대물과 갭을 두어 불량품 삽입시 검출할수 있도록 jig 개선 3. 개발 : 미삽입 개선 지그 제작(1P)
양품 마스터샘플 불량 마스터 샘플
0.5~0.8mm 갭 형성
3.2mm
Ⅳ. 주요공정 F/Proof 사례
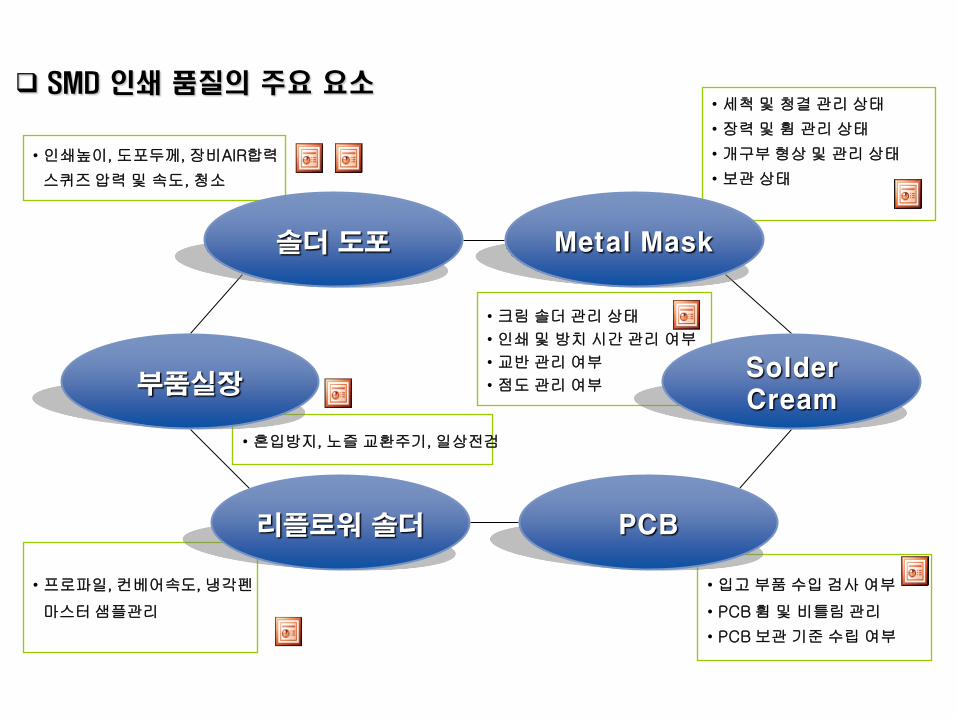
• 혼입방지, 노즐 교환주기, 일상전검
SMD 인쇄 품질의 주요 요소
• 프로파일, 컨베어속도, 냉각펜
마스터 샘플관리
• 입고 부품 수입 검사 여부
• PCB 휨 및 비틀림 관리
• PCB 보관 기준 수립 여부
• 인쇄높이, 도포두께, 장비AIR합력
스퀴즈 압력 및 속도, 청소
• 세척 및 청결 관리 상태
• 장력 및 휨 관리 상태
• 개구부 형상 및 관리 상태
• 보관 상태
• 크림 솔더 관리 상태
• 인쇄 및 방치 시간 관리 여부
• 교반 관리 여부
• 점도 관리 여부
Metal Mask 솔더 도포
부품실장
리플로워 솔더 PCB
Solder Cream
METAL MASK 관리 SYSTEM
관리의 풀프로프 사례
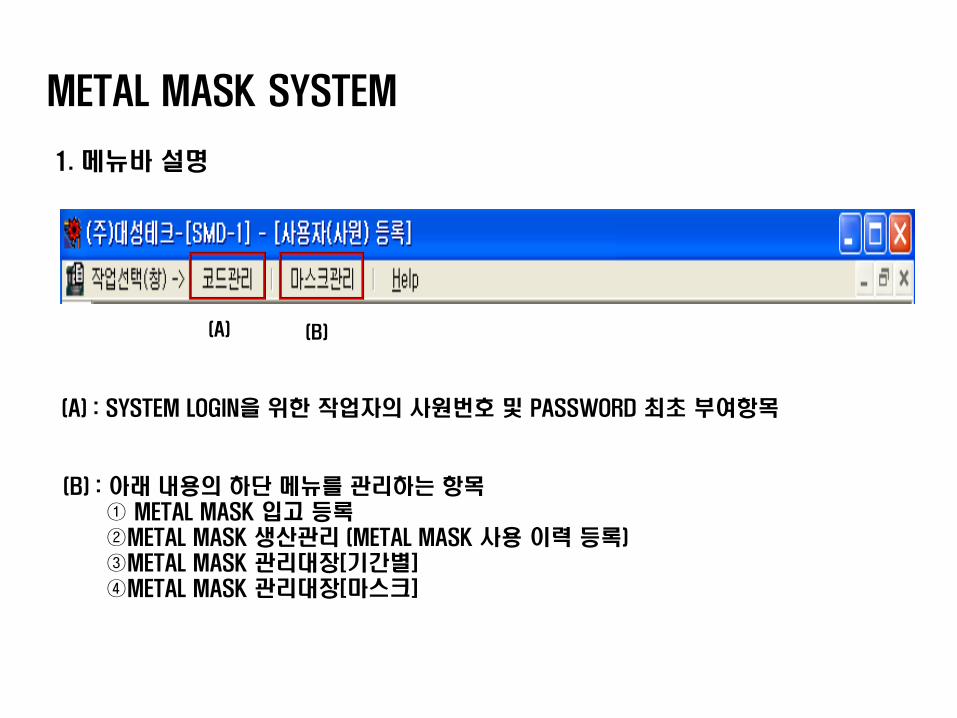
METAL MASK SYSTEM
(A) (B)
(A) : SYSTEM LOGIN을 위한 작업자의 사원번호 및 PASSWORD 최초 부여항목
1. 메뉴바 설명
(B) : 아래 내용의 하단 메뉴를 관리하는 항목 ① METAL MASK 입고 등록 ②METAL MASK 생산관리 (METAL MASK 사용 이력 등록) ③METAL MASK 관리대장[기간별] ④METAL MASK 관리대장[마스크]
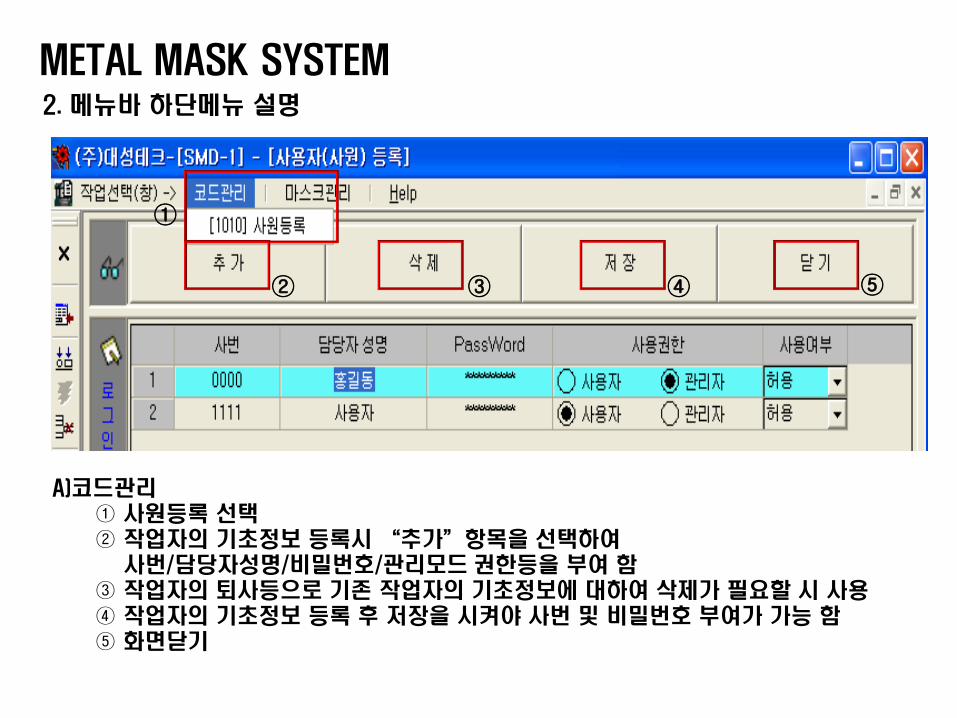
METAL MASK SYSTEM 2. 메뉴바 하단메뉴 설명
①
② ③ ④ ⑤
A)코드관리 ① 사원등록 선택 ② 작업자의 기초정보 등록시 “추가”항목을 선택하여 사번/담당자성명/비밀번호/관리모드 권한등을 부여 함 ③ 작업자의 퇴사등으로 기존 작업자의 기초정보에 대하여 삭제가 필요할 시 사용 ④ 작업자의 기초정보 등록 후 저장을 시켜야 사번 및 비밀번호 부여가 가능 함 ⑤ 화면닫기
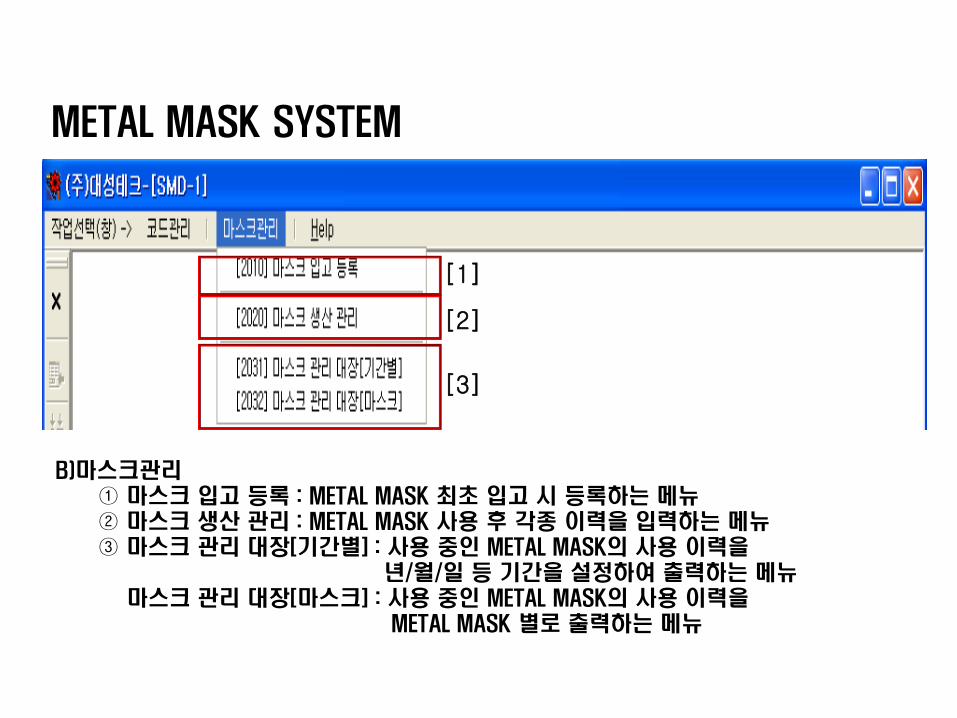
METAL MASK SYSTEM
B)마스크관리 ① 마스크 입고 등록 : METAL MASK 최초 입고 시 등록하는 메뉴 ② 마스크 생산 관리 : METAL MASK 사용 후 각종 이력을 입력하는 메뉴 ③ 마스크 관리 대장[기간별] : 사용 중인 METAL MASK의 사용 이력을 년/월/일 등 기간을 설정하여 출력하는 메뉴 마스크 관리 대장[마스크] : 사용 중인 METAL MASK의 사용 이력을 METAL MASK 별로 출력하는 메뉴
[1]
[2]
[3]
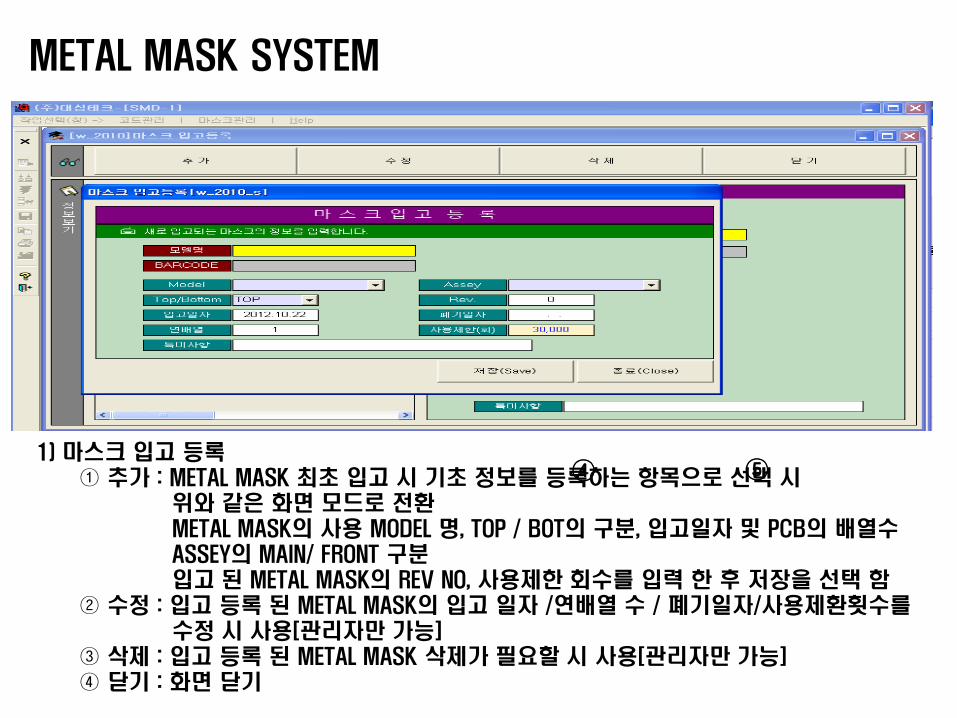
METAL MASK SYSTEM
④ ⑤ 1) 마스크 입고 등록 ① 추가 : METAL MASK 최초 입고 시 기초 정보를 등록하는 항목으로 선택 시 위와 같은 화면 모드로 전환 METAL MASK의 사용 MODEL 명, TOP / BOT의 구분, 입고일자 및 PCB의 배열수 ASSEY의 MAIN/ FRONT 구분 입고 된 METAL MASK의 REV NO, 사용제한 회수를 입력 한 후 저장을 선택 함 ② 수정 : 입고 등록 된 METAL MASK의 입고 일자 /연배열 수 / 폐기일자/사용제환횟수를 수정 시 사용[관리자만 가능] ③ 삭제 : 입고 등록 된 METAL MASK 삭제가 필요할 시 사용[관리자만 가능] ④ 닫기 : 화면 닫기
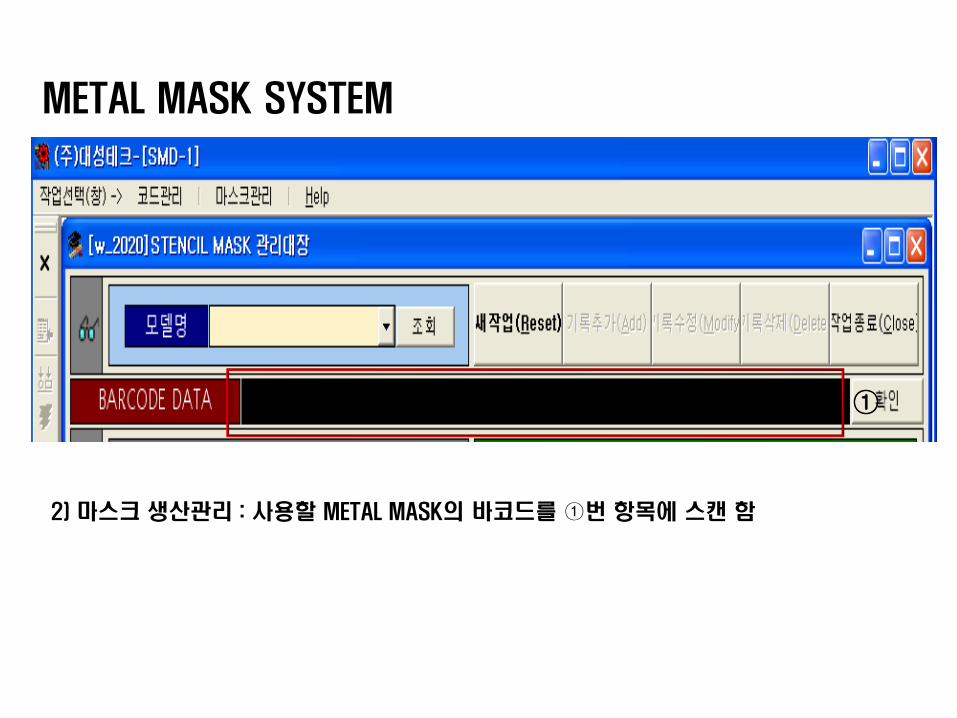
METAL MASK SYSTEM
2) 마스크 생산관리 : 사용할 METAL MASK의 바코드를 ①번 항목에 스캔 함
①
METAL MASK SYSTEM
②
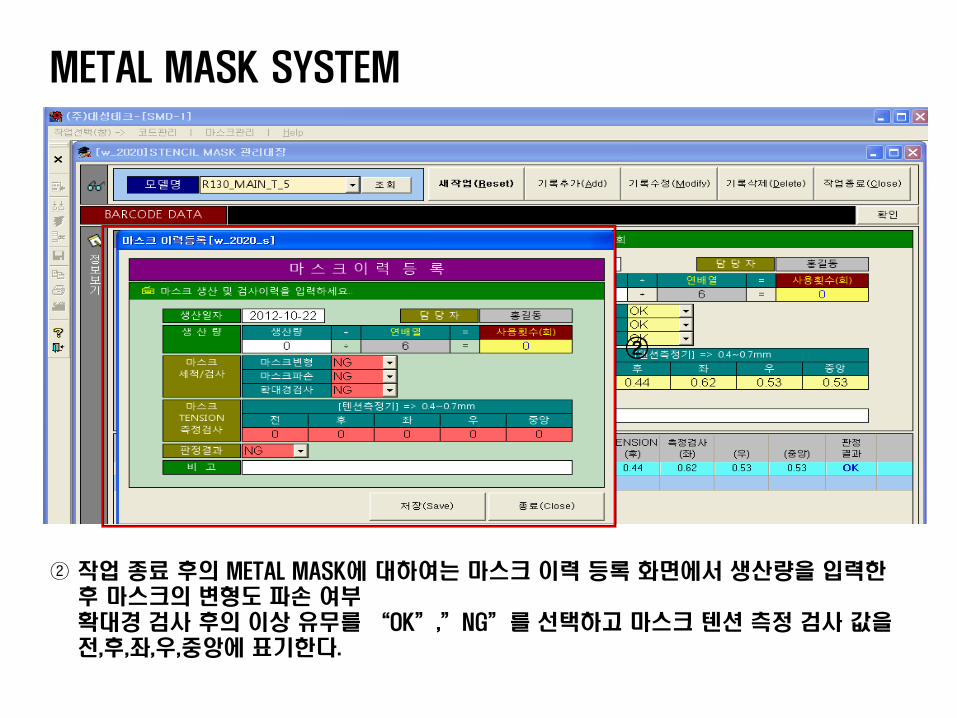
② 작업 종료 후의 METAL MASK에 대하여는 마스크 이력 등록 화면에서 생산량을 입력한 후 마스크의 변형도 파손 여부 확대경 검사 후의 이상 유무를 “OK”,”NG”를 선택하고 마스크 텐션 측정 검사 값을 전,후,좌,우,중앙에 표기한다.
METAL MASK SYSTEM
① ② ③ ④ ⑤
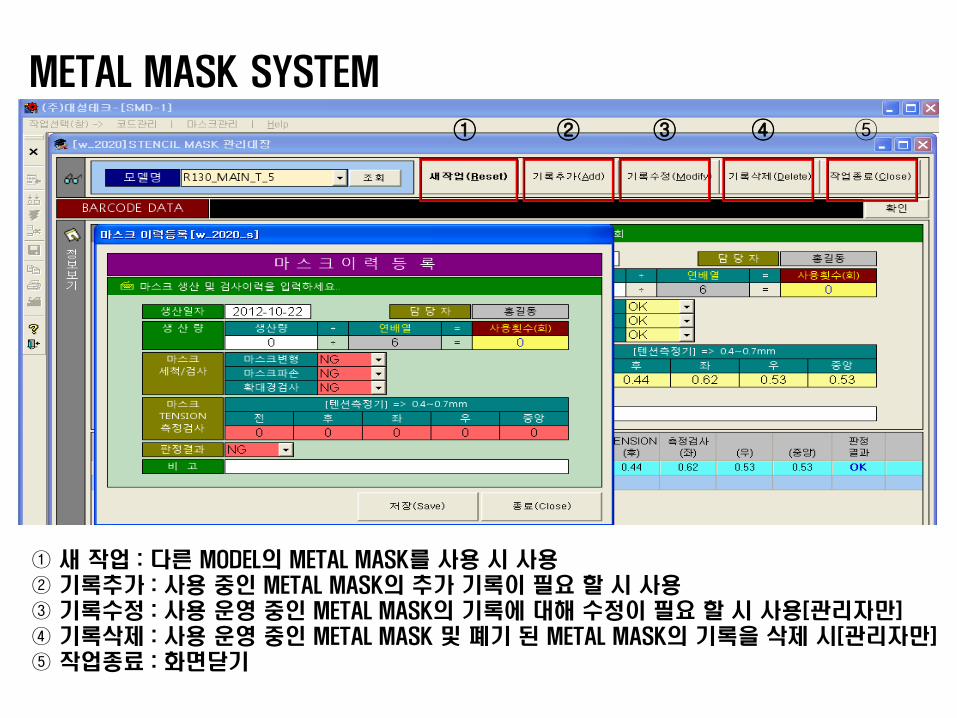
① 새 작업 : 다른 MODEL의 METAL MASK를 사용 시 사용 ② 기록추가 : 사용 중인 METAL MASK의 추가 기록이 필요 할 시 사용 ③ 기록수정 : 사용 운영 중인 METAL MASK의 기록에 대해 수정이 필요 할 시 사용[관리자만] ④ 기록삭제 : 사용 운영 중인 METAL MASK 및 폐기 된 METAL MASK의 기록을 삭제 시[관리자만] ⑤ 작업종료 : 화면닫기
METAL MASK SYSTEM
①
②
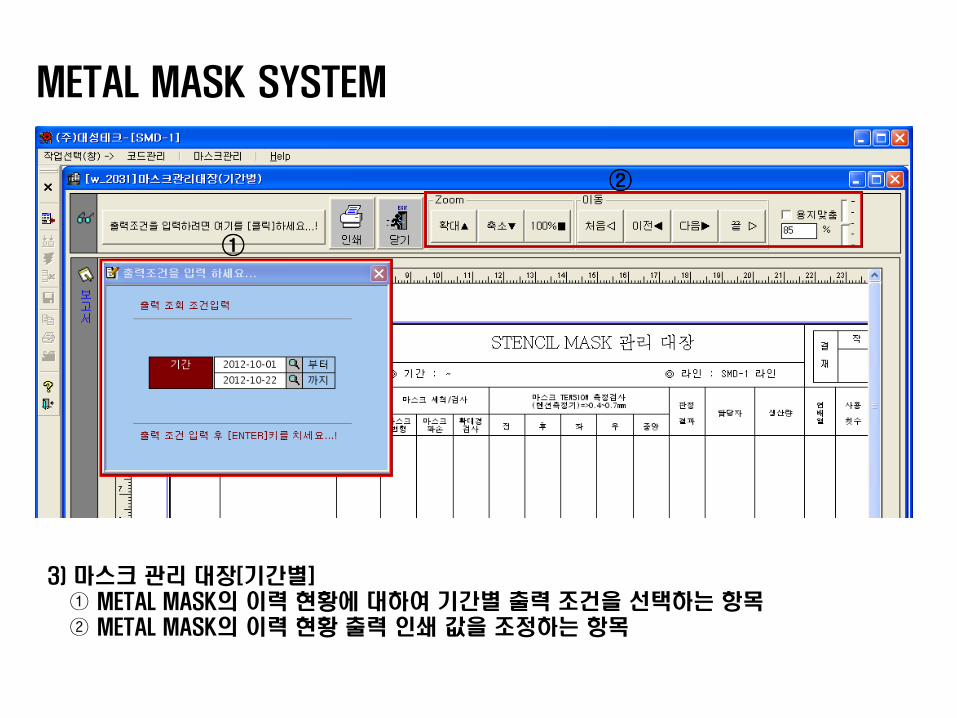
3) 마스크 관리 대장[기간별] ① METAL MASK의 이력 현황에 대하여 기간별 출력 조건을 선택하는 항목 ② METAL MASK의 이력 현황 출력 인쇄 값을 조정하는 항목
METAL MASK SYSTEM
①
②
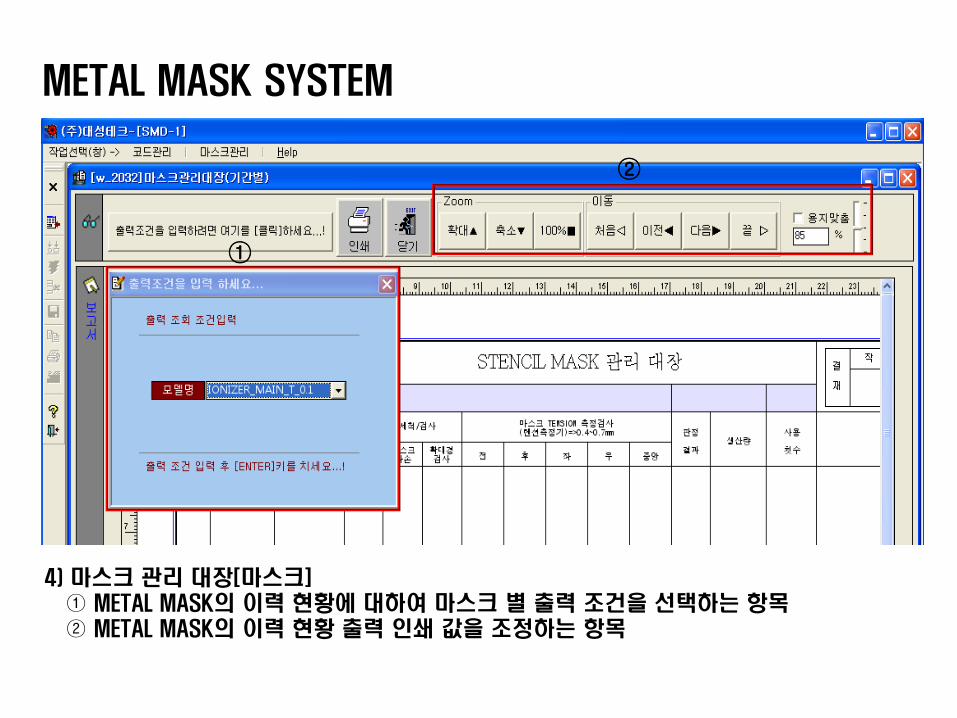
4) 마스크 관리 대장[마스크] ① METAL MASK의 이력 현황에 대하여 마스크 별 출력 조건을 선택하는 항목 ② METAL MASK의 이력 현황 출력 인쇄 값을 조정하는 항목
오삽방지 SYSTEM
관리의 풀프로프 사례
오삽방지 SYSTEM
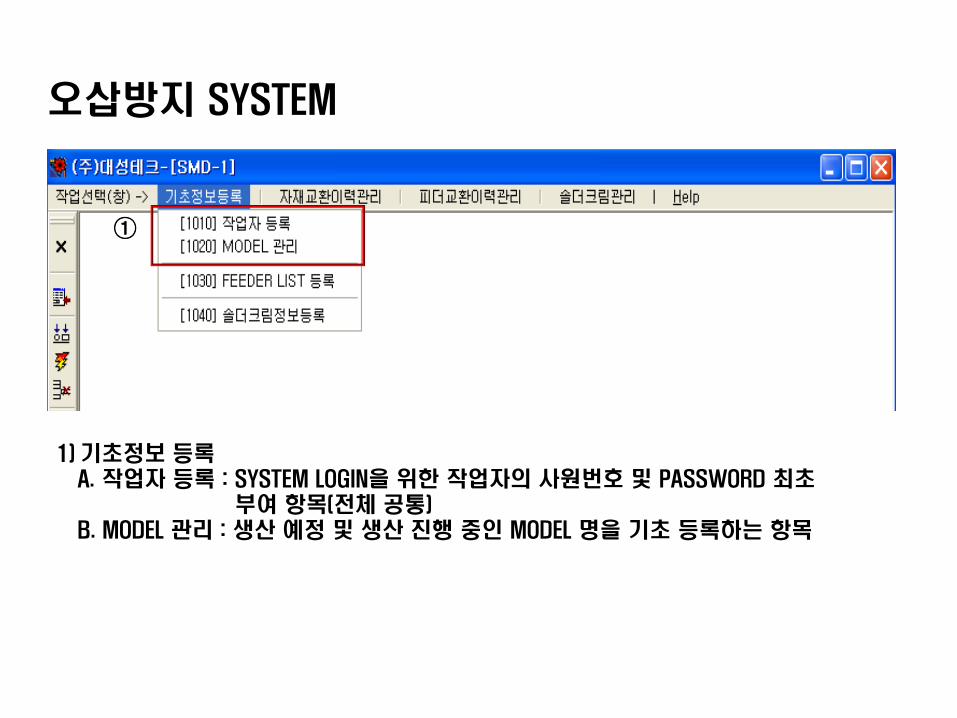
①
1) 기초정보 등록 A. 작업자 등록 : SYSTEM LOGIN을 위한 작업자의 사원번호 및 PASSWORD 최초 부여 항목(전체 공통) B. MODEL 관리 : 생산 예정 및 생산 진행 중인 MODEL 명을 기초 등록하는 항목
오삽방지 SYSTEM
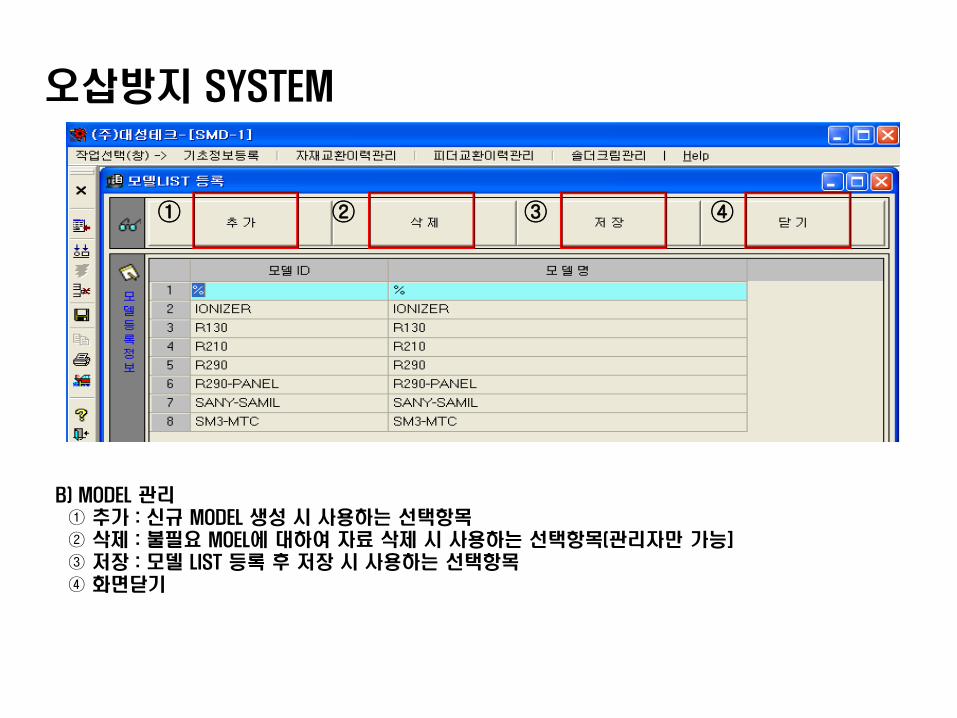
② ④ ① ③
B) MODEL 관리 ① 추가 : 신규 MODEL 생성 시 사용하는 선택항목 ② 삭제 : 불필요 MOEL에 대하여 자료 삭제 시 사용하는 선택항목(관리자만 가능] ③ 저장 : 모델 LIST 등록 후 저장 시 사용하는 선택항목 ④ 화면닫기
오삽방지 SYSTEM
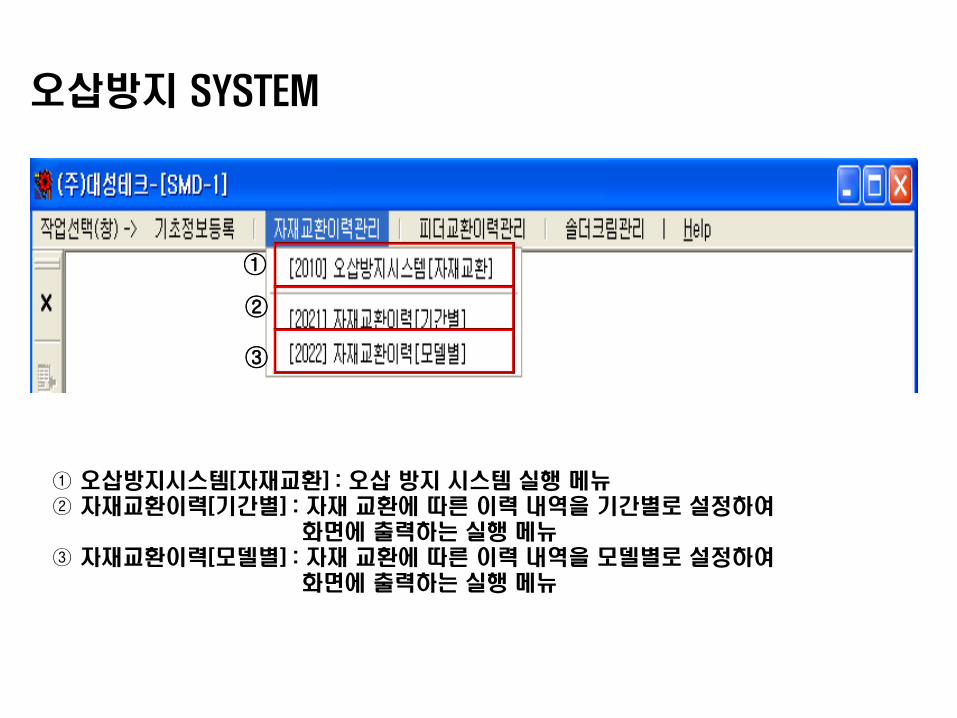
①
②
③
① 오삽방지시스템[자재교환] : 오삽 방지 시스템 실행 메뉴 ② 자재교환이력[기간별] : 자재 교환에 따른 이력 내역을 기간별로 설정하여 화면에 출력하는 실행 메뉴 ③ 자재교환이력[모델별] : 자재 교환에 따른 이력 내역을 모델별로 설정하여 화면에 출력하는 실행 메뉴
오삽방지 SYSTEM
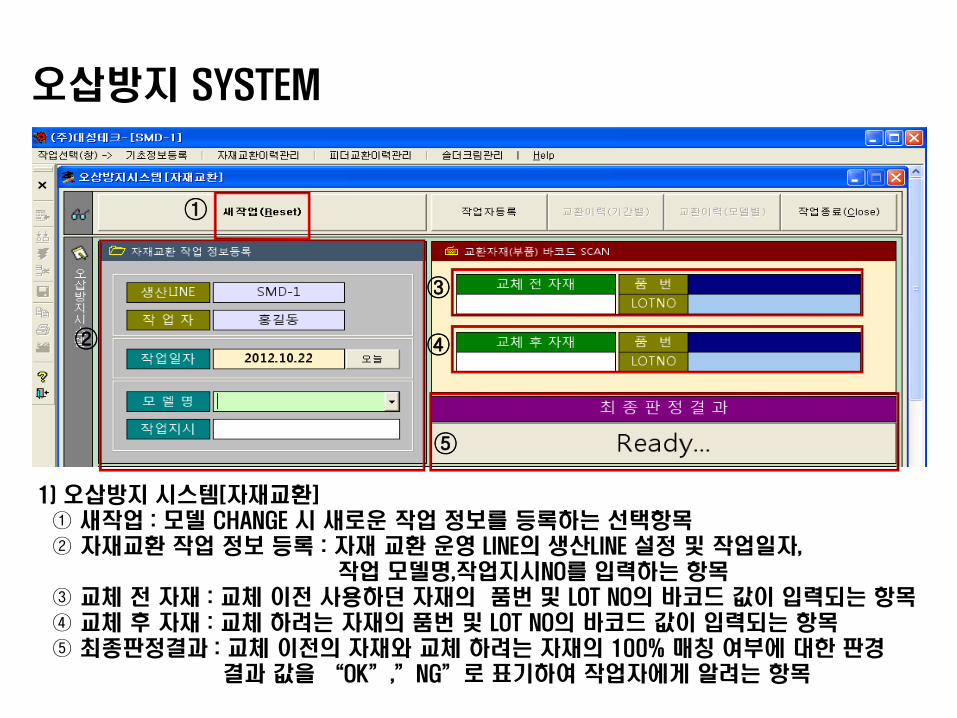
1) 오삽방지 시스템[자재교환] ① 새작업 : 모델 CHANGE 시 새로운 작업 정보를 등록하는 선택항목 ② 자재교환 작업 정보 등록 : 자재 교환 운영 LINE의 생산LINE 설정 및 작업일자, 작업 모델명,작업지시NO를 입력하는 항목 ③ 교체 전 자재 : 교체 이전 사용하던 자재의 품번 및 LOT NO의 바코드 값이 입력되는 항목 ④ 교체 후 자재 : 교체 하려는 자재의 품번 및 LOT NO의 바코드 값이 입력되는 항목 ⑤ 최종판정결과 : 교체 이전의 자재와 교체 하려는 자재의 100% 매칭 여부에 대한 판경 결과 값을 “OK”,”NG”로 표기하여 작업자에게 알려는 항목
②
①
③
④
⑤
오삽방지 SYSTEM
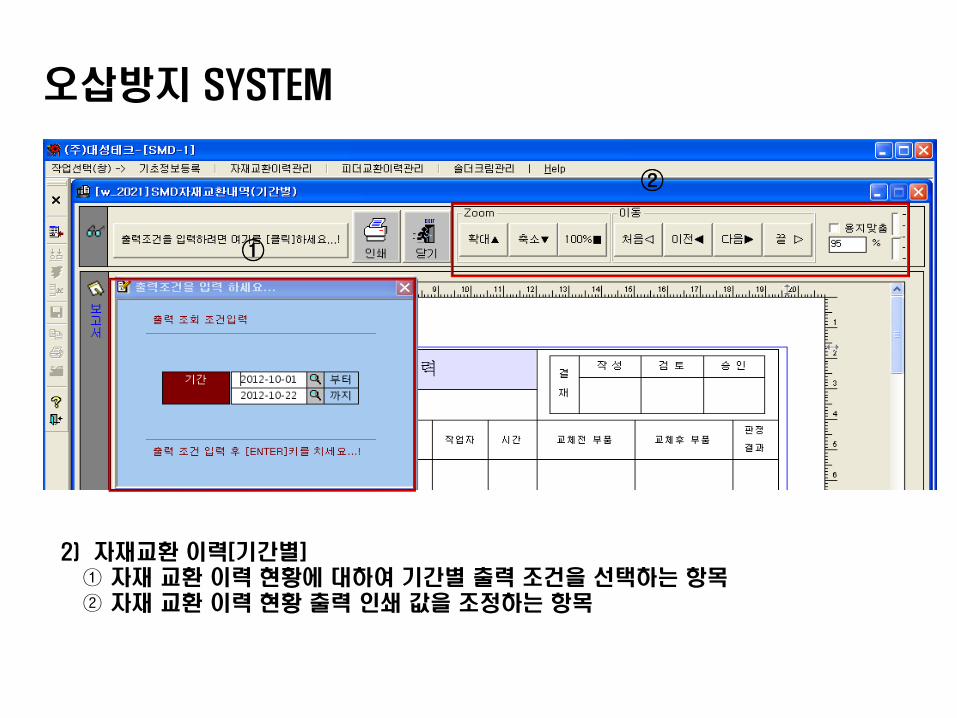
2) 자재교환 이력[기간별] ① 자재 교환 이력 현황에 대하여 기간별 출력 조건을 선택하는 항목 ② 자재 교환 이력 현황 출력 인쇄 값을 조정하는 항목
①
②
오삽방지 SYSTEM
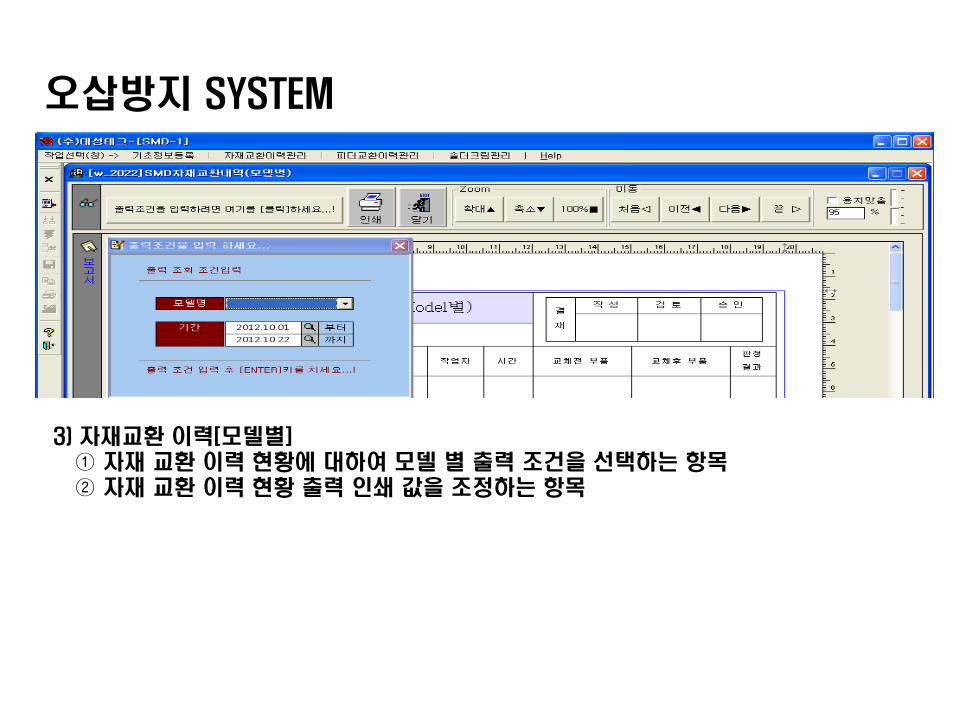
3) 자재교환 이력[모델별] ① 자재 교환 이력 현황에 대하여 모델 별 출력 조건을 선택하는 항목 ② 자재 교환 이력 현황 출력 인쇄 값을 조정하는 항목
목차
피더교환 SYSETM
관리의 풀프로프 사례
피더교환 관리 SYSTEM
①
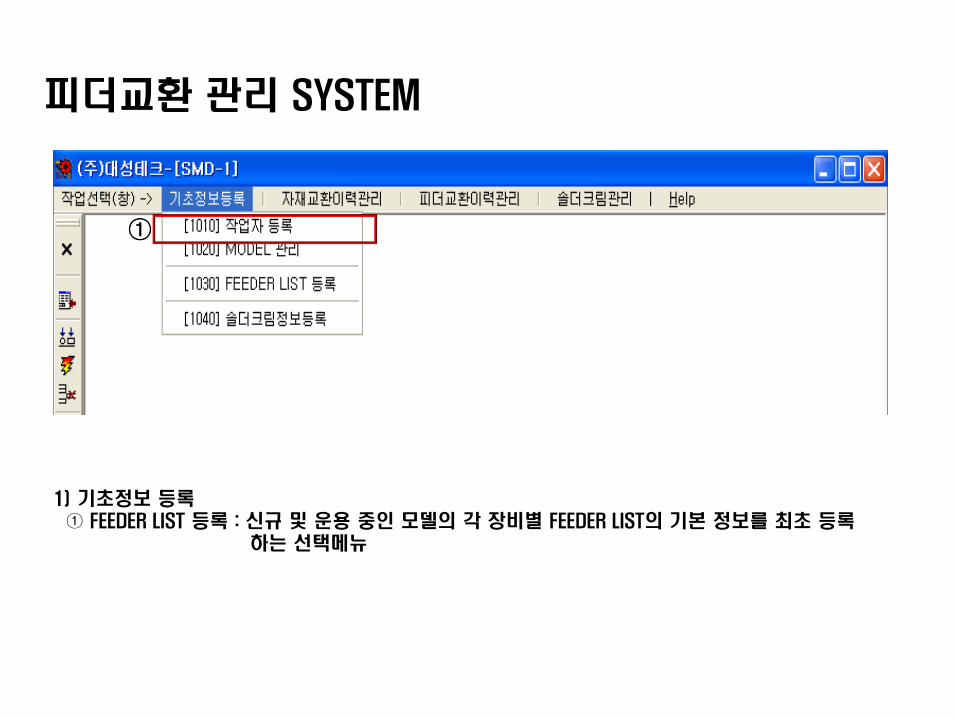
1) 기초정보 등록 ① FEEDER LIST 등록 : 신규 및 운용 중인 모델의 각 장비별 FEEDER LIST의 기본 정보를 최초 등록 하는 선택메뉴
피더교환 관리 SYSTEM
①
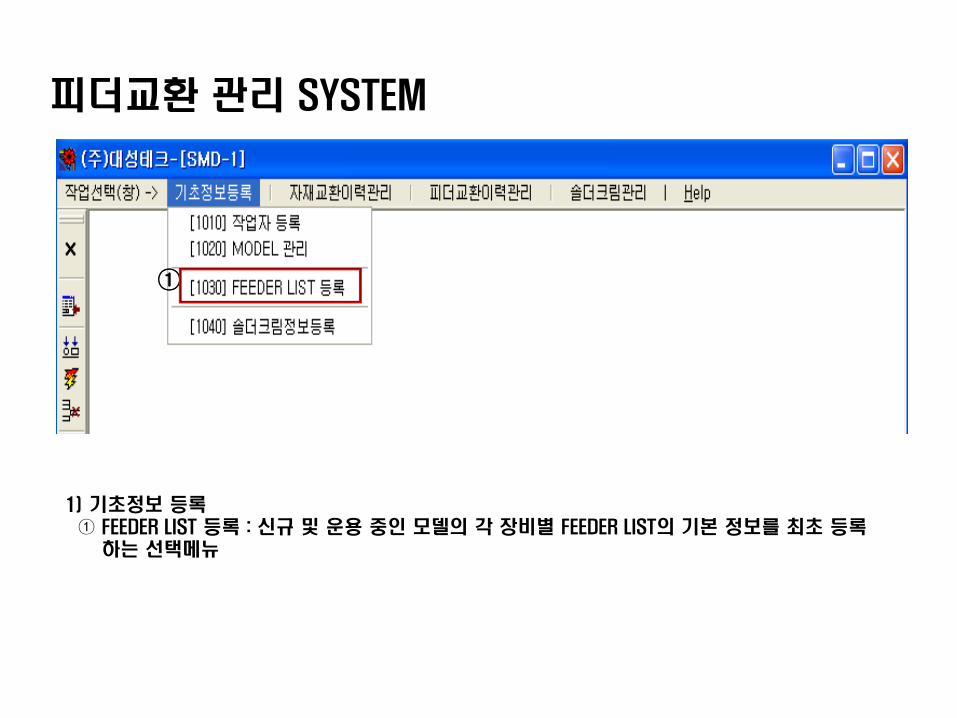
1) 기초정보 등록 ① FEEDER LIST 등록 : 신규 및 운용 중인 모델의 각 장비별 FEEDER LIST의 기본 정보를 최초 등록 하는 선택메뉴
피더교환 관리 SYSTEM
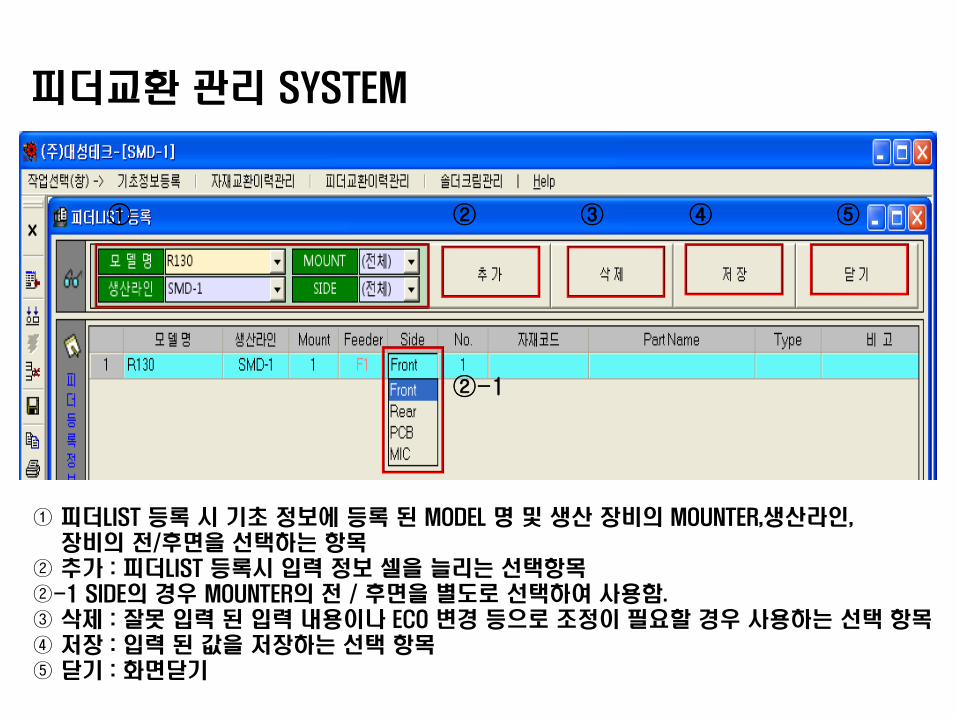
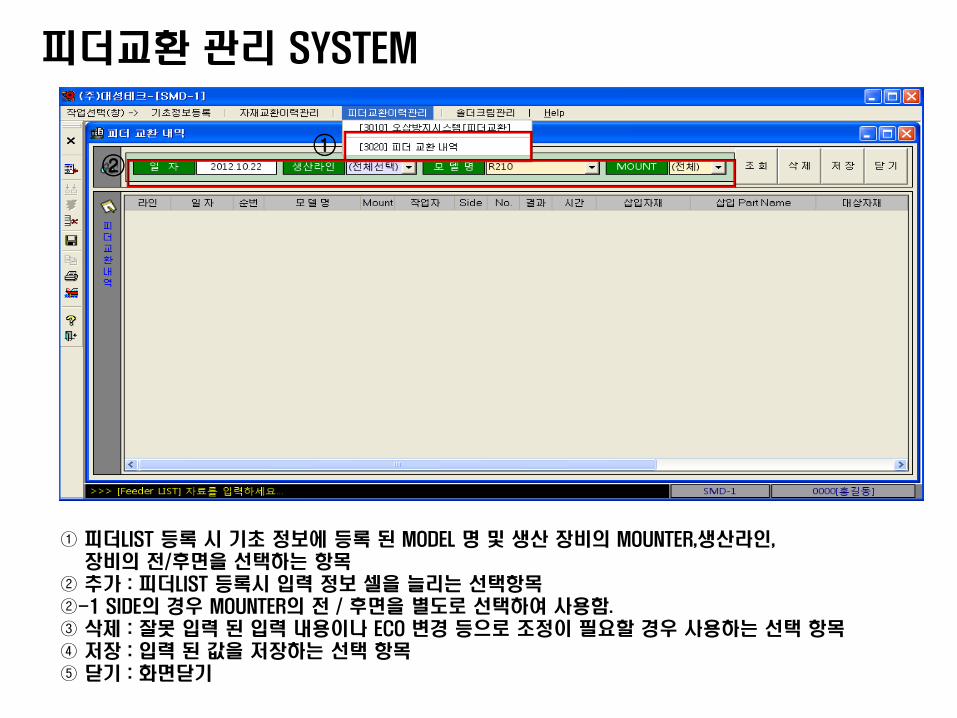
① 피더LIST 등록 시 기초 정보에 등록 된 MODEL 명 및 생산 장비의 MOUNTER,생산라인, 장비의 전/후면을 선택하는 항목 ② 추가 : 피더LIST 등록시 입력 정보 셀을 늘리는 선택항목 ②-1 SIDE의 경우 MOUNTER의 전 / 후면을 별도로 선택하여 사용함. ③ 삭제 : 잘못 입력 된 입력 내용이나 ECO 변경 등으로 조정이 필요할 경우 사용하는 선택 항목 ④ 저장 : 입력 된 값을 저장하는 선택 항목 ⑤ 닫기 : 화면닫기
② ④ ① ③ ⑤
②-1
피더교환 관리 SYSTEM
①
②
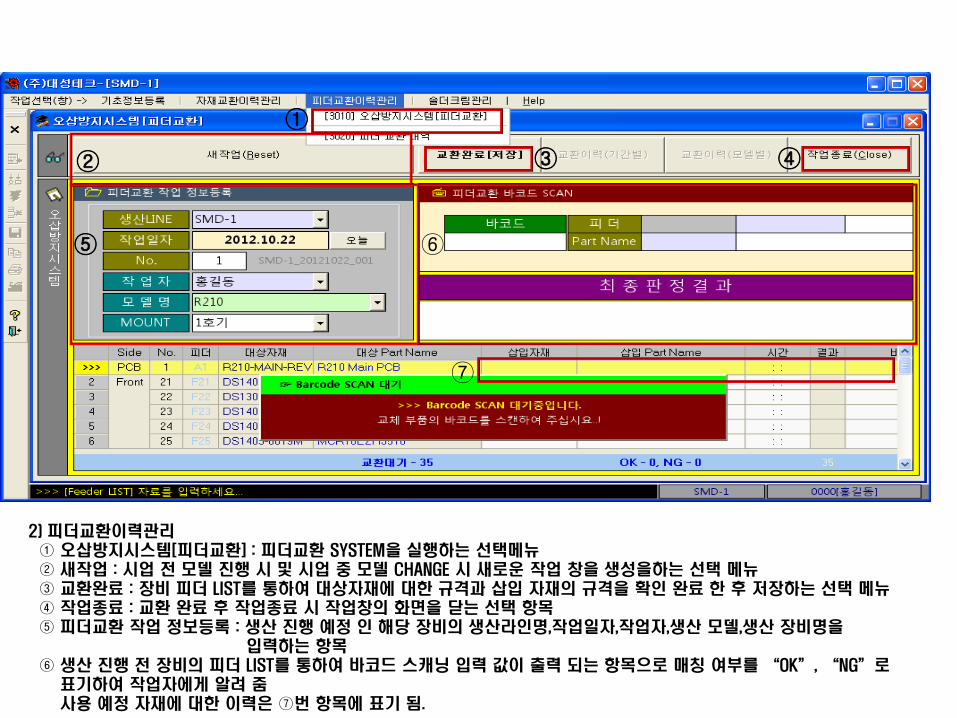
2) 피더교환이력관리 ① 오삽방지시스템[피더교환] : 피더교환 SYSTEM을 실행하는 선택메뉴 ② 새작업 : 시업 전 모델 진행 시 및 시업 중 모델 CHANGE 시 새로운 작업 창을 생성을하는 선택 메뉴 ③ 교환완료 : 장비 피더 LIST를 통하여 대상자재에 대한 규격과 삽입 자재의 규격을 확인 완료 한 후 저장하는 선택 메뉴 ④ 작업종료 : 교환 완료 후 작업종료 시 작업창의 화면을 닫는 선택 항목 ⑤ 피더교환 작업 정보등록 : 생산 진행 예정 인 해당 장비의 생산라인명,작업일자,작업자,생산 모델,생산 장비명을 입력하는 항목 ⑥ 생산 진행 전 장비의 피더 LIST를 통하여 바코드 스캐닝 입력 값이 출력 되는 항목으로 매칭 여부를 “OK”, “NG”로 표기하여 작업자에게 알려 줌 사용 예정 자재에 대한 이력은 ⑦번 항목에 표기 됨.
③ ④
⑤ ⑥
⑦
피더교환 관리 SYSTEM
① ②
① 피더LIST 등록 시 기초 정보에 등록 된 MODEL 명 및 생산 장비의 MOUNTER,생산라인, 장비의 전/후면을 선택하는 항목 ② 추가 : 피더LIST 등록시 입력 정보 셀을 늘리는 선택항목 ②-1 SIDE의 경우 MOUNTER의 전 / 후면을 별도로 선택하여 사용함. ③ 삭제 : 잘못 입력 된 입력 내용이나 ECO 변경 등으로 조정이 필요할 경우 사용하는 선택 항목 ④ 저장 : 입력 된 값을 저장하는 선택 항목 ⑤ 닫기 : 화면닫기
솔더크림 입/출고 SYSTEM
관리의 풀프로프 사례
솔더크림 입/출고 관리 SYSTEM
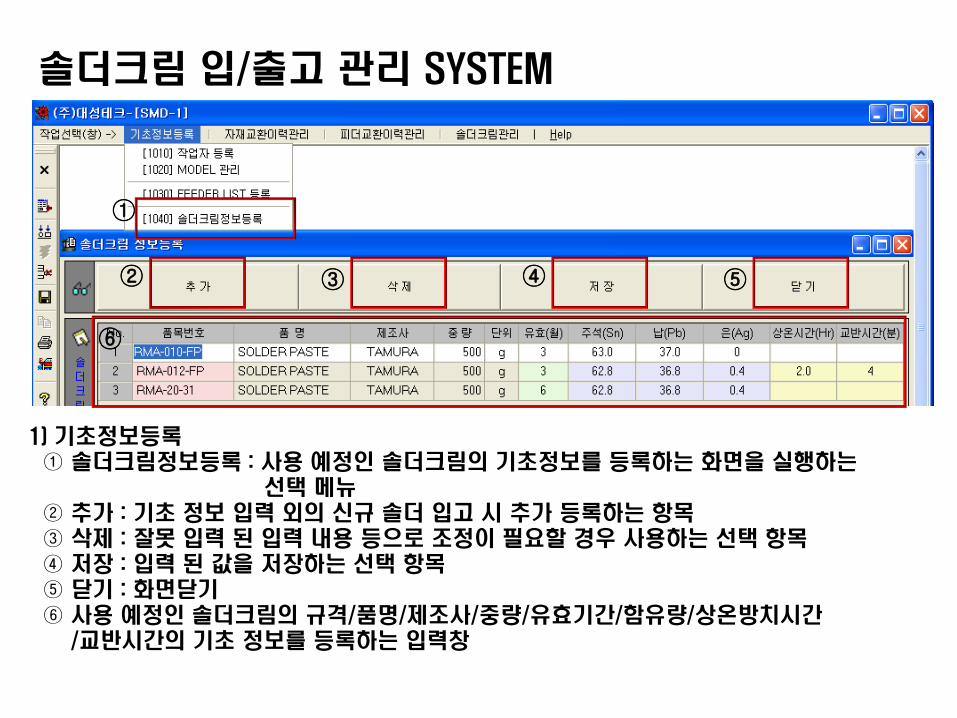
1) 기초정보등록 ① 솔더크림정보등록 : 사용 예정인 솔더크림의 기초정보를 등록하는 화면을 실행하는 선택 메뉴 ② 추가 : 기초 정보 입력 외의 신규 솔더 입고 시 추가 등록하는 항목 ③ 삭제 : 잘못 입력 된 입력 내용 등으로 조정이 필요할 경우 사용하는 선택 항목 ④ 저장 : 입력 된 값을 저장하는 선택 항목 ⑤ 닫기 : 화면닫기 ⑥ 사용 예정인 솔더크림의 규격/품명/제조사/중량/유효기간/함유량/상온방치시간 /교반시간의 기초 정보를 등록하는 입력창
①
② ③ ④ ⑤
⑥
솔더크림 입/출고 관리 SYSTEM
①
② ③ ④
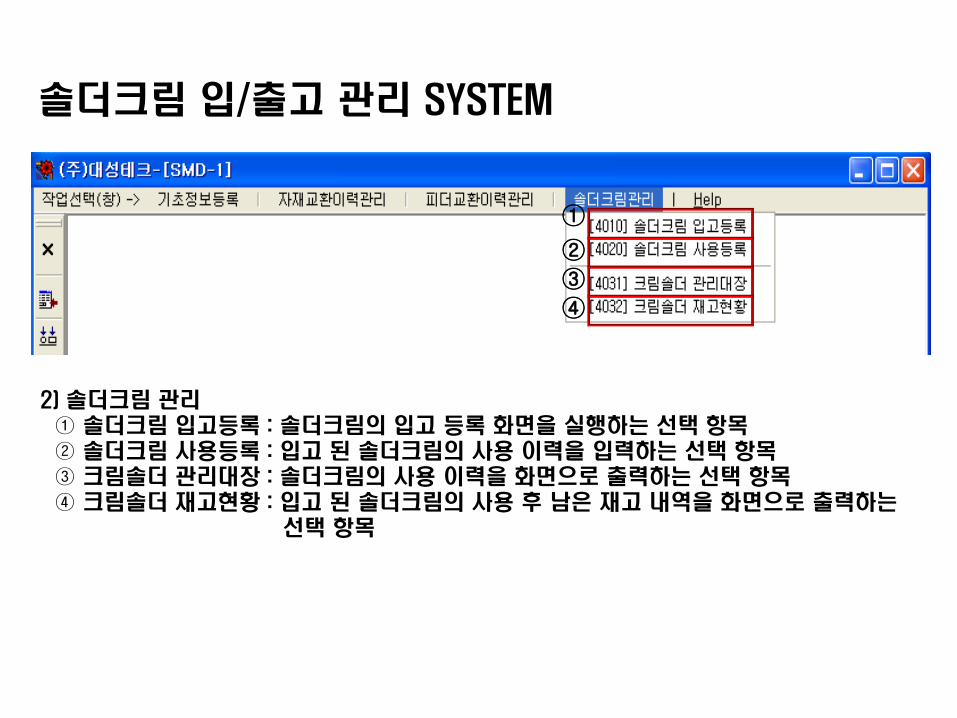
2) 솔더크림 관리 ① 솔더크림 입고등록 : 솔더크림의 입고 등록 화면을 실행하는 선택 항목 ② 솔더크림 사용등록 : 입고 된 솔더크림의 사용 이력을 입력하는 선택 항목 ③ 크림솔더 관리대장 : 솔더크림의 사용 이력을 화면으로 출력하는 선택 항목 ④ 크림솔더 재고현황 : 입고 된 솔더크림의 사용 후 남은 재고 내역을 화면으로 출력하는 선택 항목
솔더크림 입/출고 관리 SYSTEM
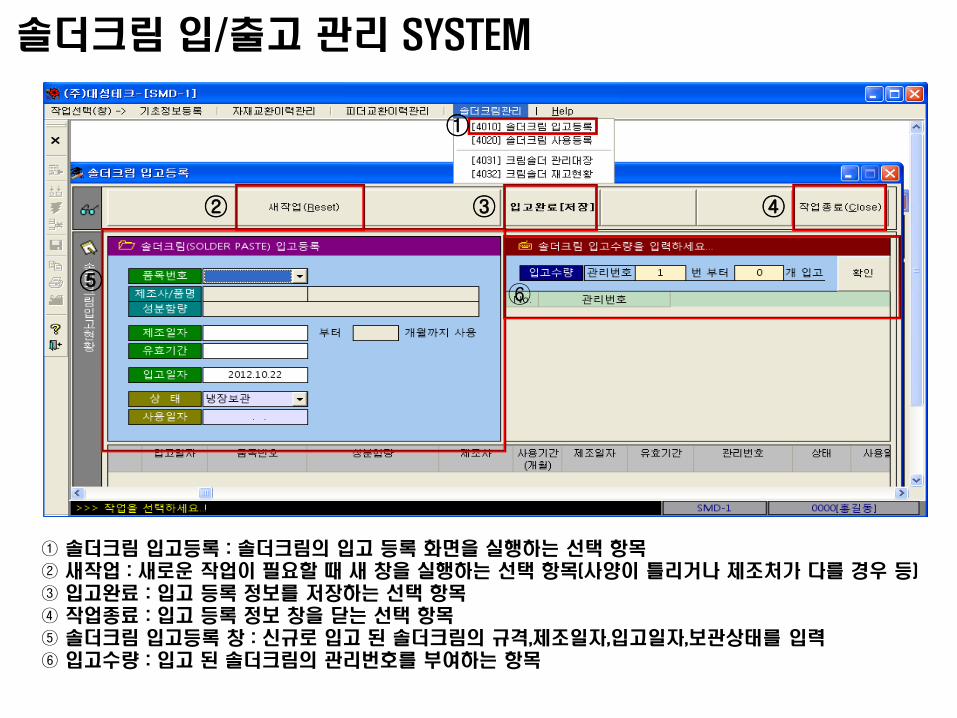
① 솔더크림 입고등록 : 솔더크림의 입고 등록 화면을 실행하는 선택 항목 ② 새작업 : 새로운 작업이 필요할 때 새 창을 실행하는 선택 항목(사양이 틀리거나 제조처가 다를 경우 등) ③ 입고완료 : 입고 등록 정보를 저장하는 선택 항목 ④ 작업종료 : 입고 등록 정보 창을 닫는 선택 항목 ⑤ 솔더크림 입고등록 창 : 신규로 입고 된 솔더크림의 규격,제조일자,입고일자,보관상태를 입력 ⑥ 입고수량 : 입고 된 솔더크림의 관리번호를 부여하는 항목
①
② ③ ④
⑤ ⑥
솔더크림 입/출고 관리 SYSTEM
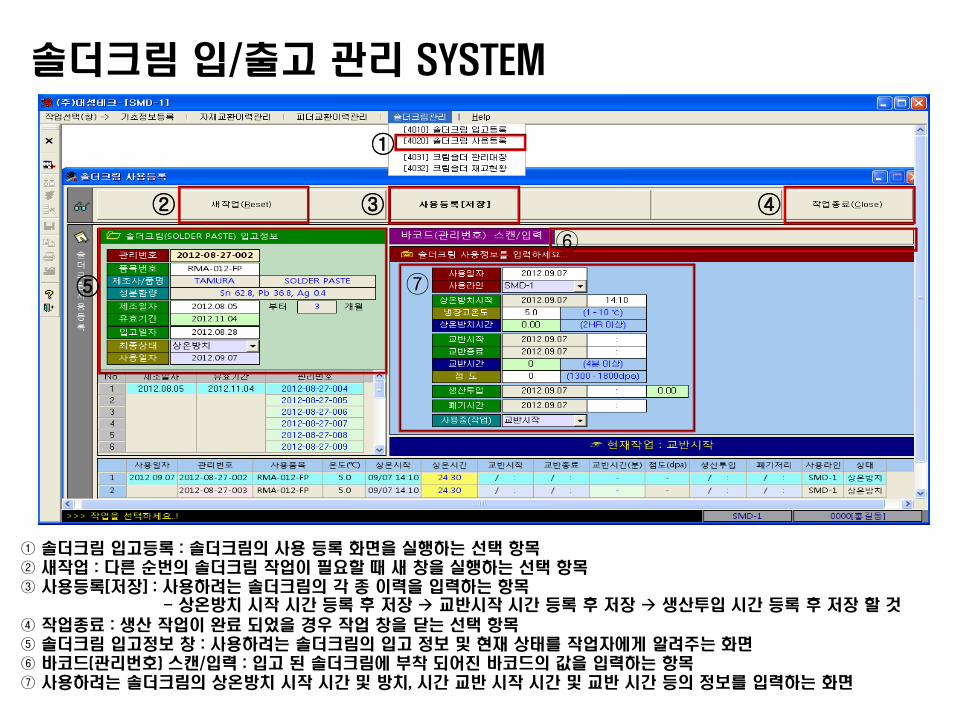
① 솔더크림 입고등록 : 솔더크림의 사용 등록 화면을 실행하는 선택 항목 ② 새작업 : 다른 순번의 솔더크림 작업이 필요할 때 새 창을 실행하는 선택 항목 ③ 사용등록[저장] : 사용하려는 솔더크림의 각 종 이력을 입력하는 항목 - 상온방치 시작 시간 등록 후 저장 교반시작 시간 등록 후 저장 생산투입 시간 등록 후 저장 할 것
④ 작업종료 : 생산 작업이 완료 되었을 경우 작업 창을 닫는 선택 항목 ⑤ 솔더크림 입고정보 창 : 사용하려는 솔더크림의 입고 정보 및 현재 상태를 작업자에게 알려주는 화면 ⑥ 바코드(관리번호) 스캔/입력 : 입고 된 솔더크림에 부착 되어진 바코드의 값을 입력하는 항목 ⑦ 사용하려는 솔더크림의 상온방치 시작 시간 및 방치, 시간 교반 시작 시간 및 교반 시간 등의 정보를 입력하는 화면
①
② ③ ④
⑤
⑥
⑦
솔더크림 입/출고 관리 SYSTEM
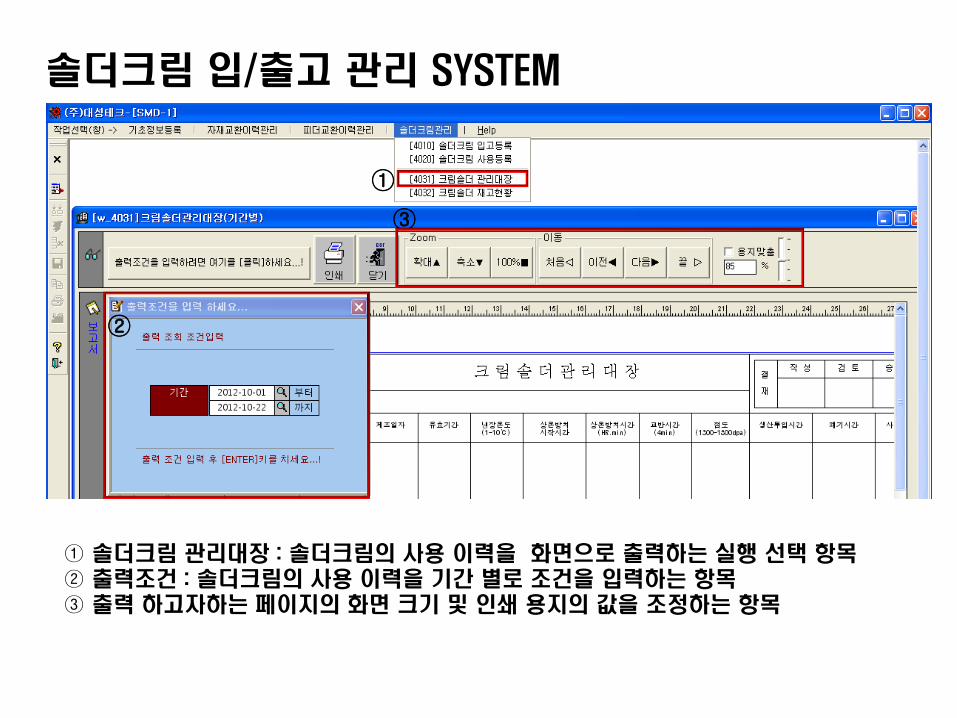
① 솔더크림 관리대장 : 솔더크림의 사용 이력을 화면으로 출력하는 실행 선택 항목 ② 출력조건 : 솔더크림의 사용 이력을 기간 별로 조건을 입력하는 항목 ③ 출력 하고자하는 페이지의 화면 크기 및 인쇄 용지의 값을 조정하는 항목
①
②
③
솔더크림 입/출고 관리 SYSTEM
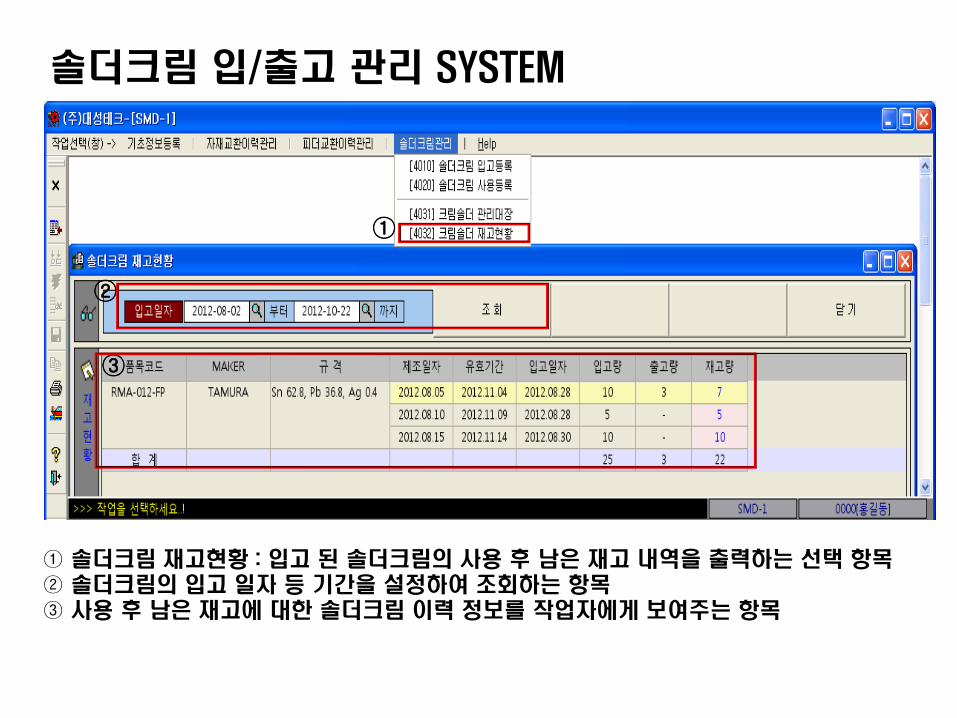
① 솔더크림 재고현황 : 입고 된 솔더크림의 사용 후 남은 재고 내역을 출력하는 선택 항목 ② 솔더크림의 입고 일자 등 기간을 설정하여 조회하는 항목 ③ 사용 후 남은 재고에 대한 솔더크림 이력 정보를 작업자에게 보여주는 항목
①
②
③
ⅴ.4M 관리의 실상 및 개선안
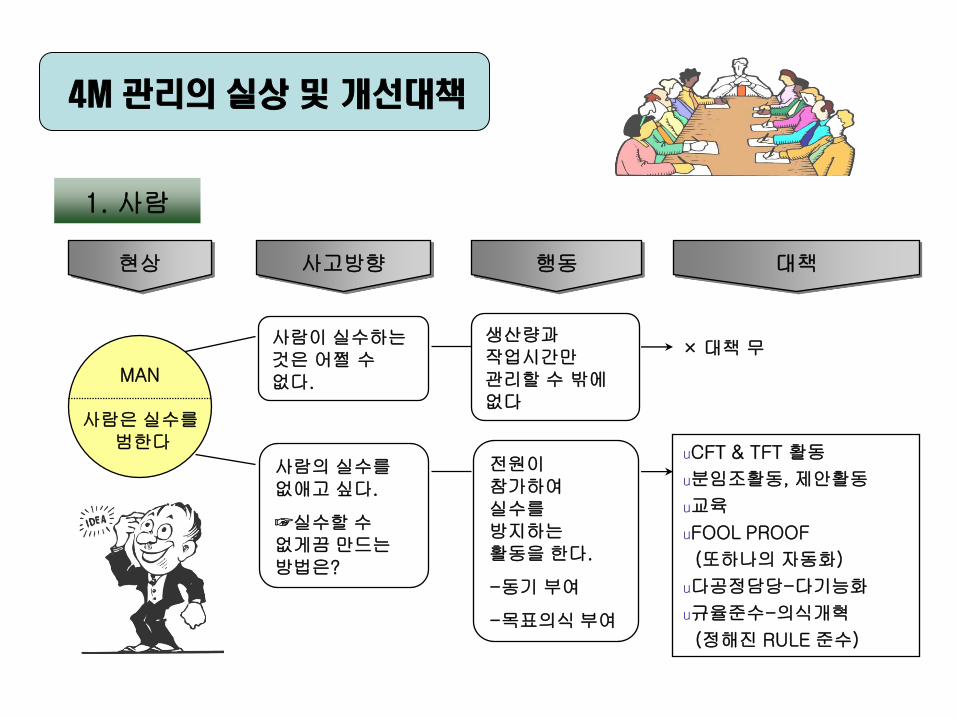
1. 사람
생산량과 작업시간만 관리할 수 밖에 없다
사람이 실수하는 것은 어쩔 수 없다.
× 대책 무
uCFT & TFT 활동
u분임조활동, 제안활동
u교육
uFOOL PROOF
(또하나의 자동화)
u다공정담당-다기능화
u규율준수-의식개혁
(정해진 RULE 준수)
사고방향 행동 대책
전원이 참가하여 실수를 방지하는 활동을 한다.
-동기 부여
-목표의식 부여
사람의 실수를 없애고 싶다.
☞실수할 수 없게끔 만드는 방법은?
MAN
사람은 실수를 범한다
현상
4M 관리의 실상 및 개선대책
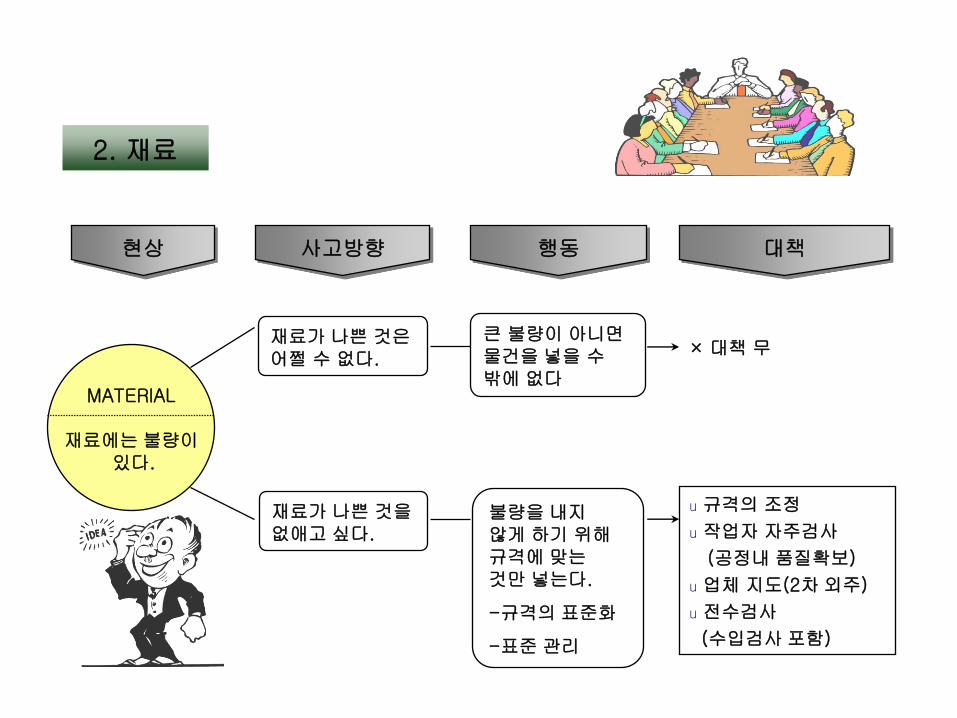
큰 불량이 아니면 물건을 넣을 수 밖에 없다
재료가 나쁜 것은 어쩔 수 없다.
× 대책 무
u 규격의 조정
u 작업자 자주검사
(공정내 품질확보)
u 업체 지도(2차 외주)
u 전수검사
(수입검사 포함)
불량을 내지 않게 하기 위해 규격에 맞는 것만 넣는다.
-규격의 표준화
-표준 관리
재료가 나쁜 것을 없애고 싶다.
MATERIAL
재료에는 불량이 있다.
사고방향 행동 대책 현상
2. 재료
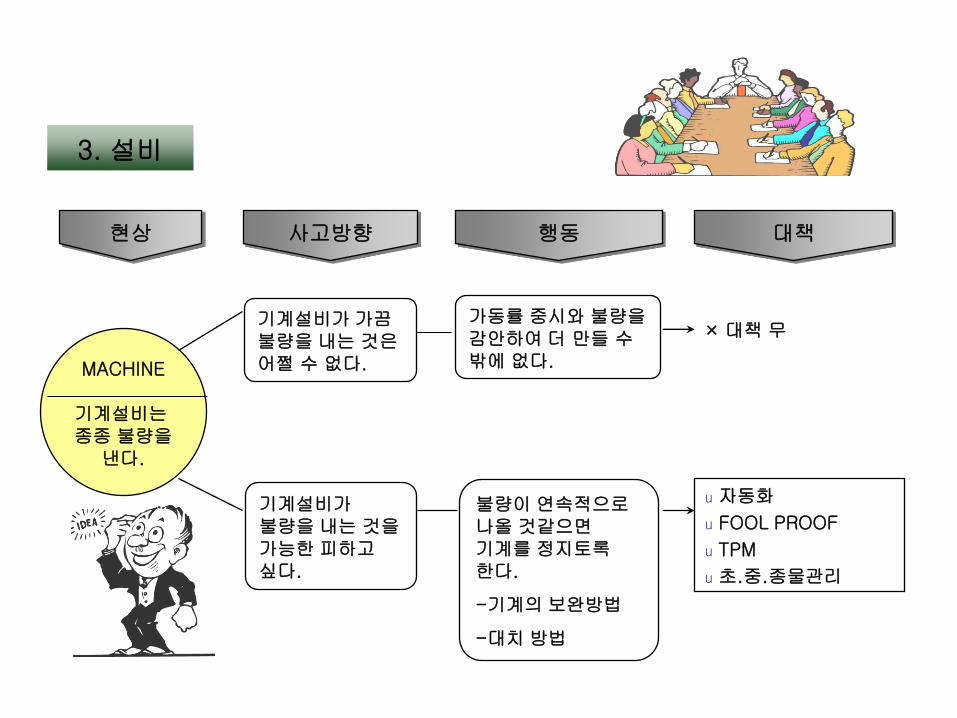
가동률 중시와 불량을 감안하여 더 만들 수 밖에 없다.
기계설비가 가끔 불량을 내는 것은 어쩔 수 없다.
× 대책 무
u 자동화
u FOOL PROOF
u TPM
u 초.중.종물관리
불량이 연속적으로 나올 것같으면 기계를 정지토록 한다.
-기계의 보완방법
-대치 방법
기계설비가 불량을 내는 것을 가능한 피하고 싶다.
MACHINE
기계설비는 종종 불량을
낸다.
사고방향 행동 대책 현상
3. 설비
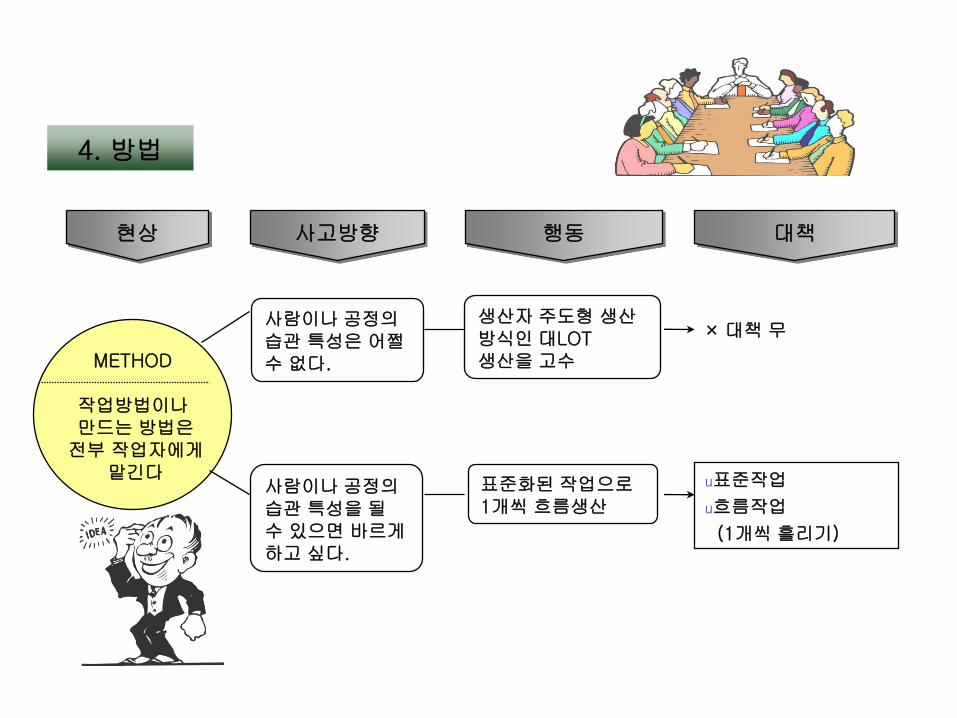
생산자 주도형 생산 방식인 대LOT 생산을 고수
사람이나 공정의 습관 특성은 어쩔 수 없다.
× 대책 무
u표준작업
u흐름작업
(1개씩 흘리기)
표준화된 작업으로 1개씩 흐름생산
사람이나 공정의 습관 특성을 될 수 있으면 바르게 하고 싶다.
METHOD
작업방법이나 만드는 방법은
전부 작업자에게 맡긴다
사고방향 행동 대책 현상
4. 방법
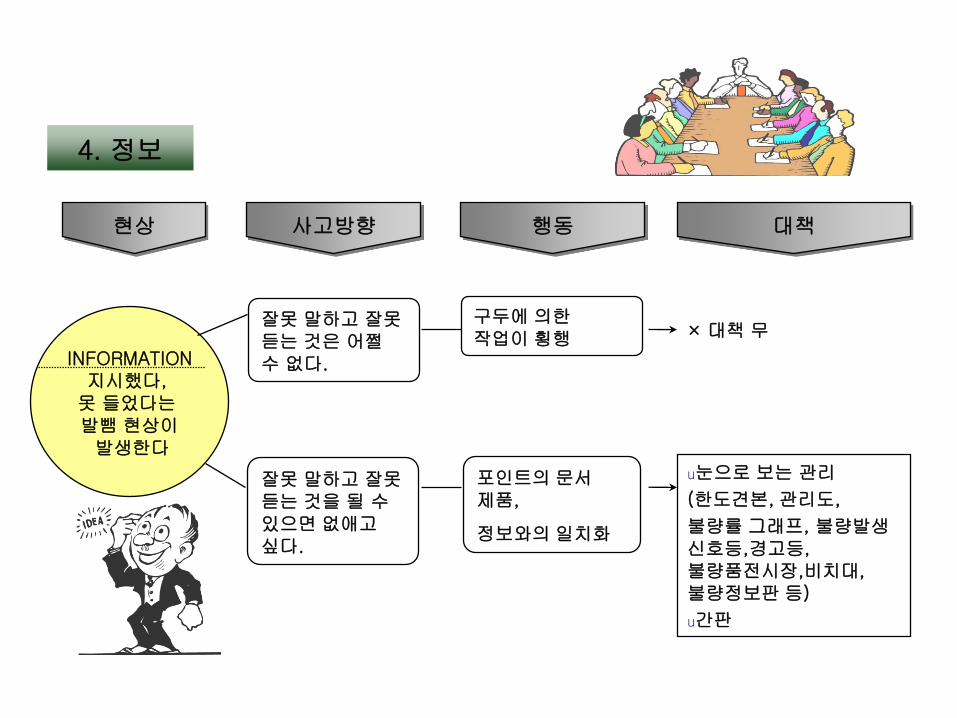
구두에 의한 작업이 횡행
잘못 말하고 잘못 듣는 것은 어쩔 수 없다.
× 대책 무
u눈으로 보는 관리
(한도견본, 관리도,
불량률 그래프, 불량발생 신호등,경고등, 불량품전시장,비치대, 불량정보판 등)
u간판
포인트의 문서 제품,
정보와의 일치화
잘못 말하고 잘못 듣는 것을 될 수 있으면 없애고 싶다.
INFORMATION 지시했다,
못 들었다는 발뺌 현상이 발생한다
사고방향 행동 대책 현상
4. 정보
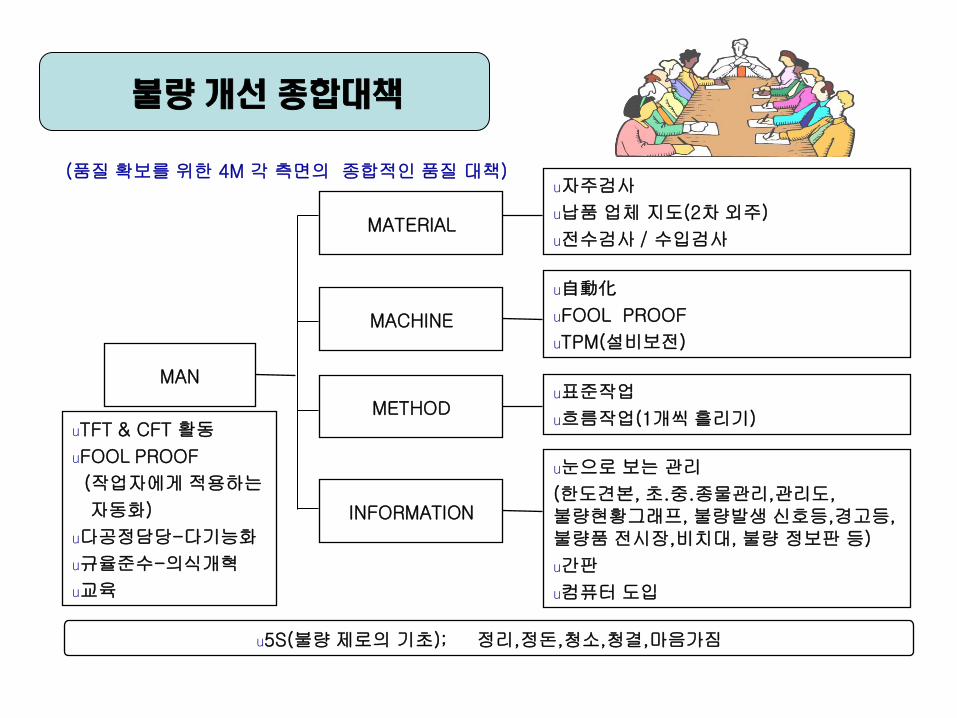
MATERIAL
uTFT & CFT 활동
uFOOL PROOF
(작업자에게 적용하는
자동화)
u다공정담당-다기능화
u규율준수-의식개혁
u교육
u자주검사
u납품 업체 지도(2차 외주)
u전수검사 / 수입검사
u自動化
uFOOL PROOF
uTPM(설비보전) MACHINE
METHOD
INFORMATION
u표준작업
u흐름작업(1개씩 흘리기)
u눈으로 보는 관리
(한도견본, 초.중.종물관리,관리도, 불량현황그래프, 불량발생 신호등,경고등, 불량품 전시장,비치대, 불량 정보판 등)
u간판
u컴퓨터 도입
MAN
u5S(불량 제로의 기초); 정리,정돈,청소,청결,마음가짐
(품질 확보를 위한 4M 각 측면의 종합적인 품질 대책)
불량 개선 종합대책
Because
If ?
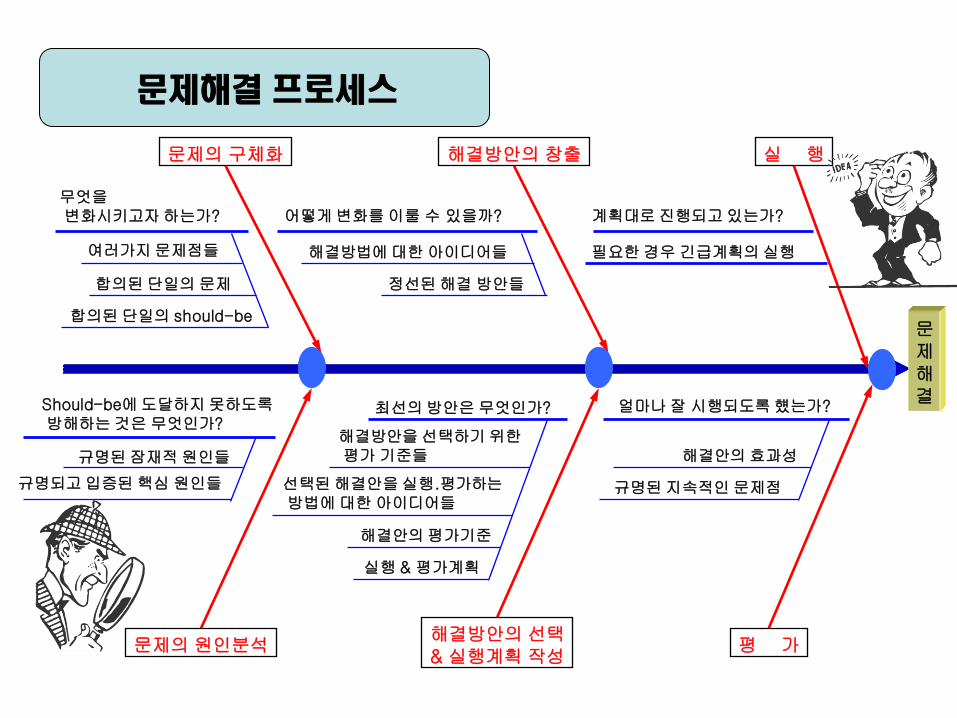
문제해결
실 행 해결방안의 창출
최선의 방안은 무엇인가?
평 가
얼마나 잘 시행되도록 헀는가?
문제의 구체화
무엇을 변화시키고자 하는가?
문제의 원인분석
Should-be에 도달하지 못하도록 방해하는 것은 무엇인가?
여러가지 문제점들
합의된 단일의 문제
합의된 단일의 should-be
규명된 잠재적 원인들
규명되고 입증된 핵심 원인들
어떻게 변화를 이룰 수 있을까?
해결방법에 대한 아이디어들
정선된 해결 방안들
계획대로 진행되고 있는가?
필요한 경우 긴급계획의 실행
해결방안을 선택하기 위한 평가 기준들
선택된 해결안을 실행.평가하는 방법에 대한 아이디어들
해결안의 평가기준
실행 & 평가계획
해결안의 효과성
규명된 지속적인 문제점
해결방안의 선택 & 실행계획 작성
문제해결 프로세스
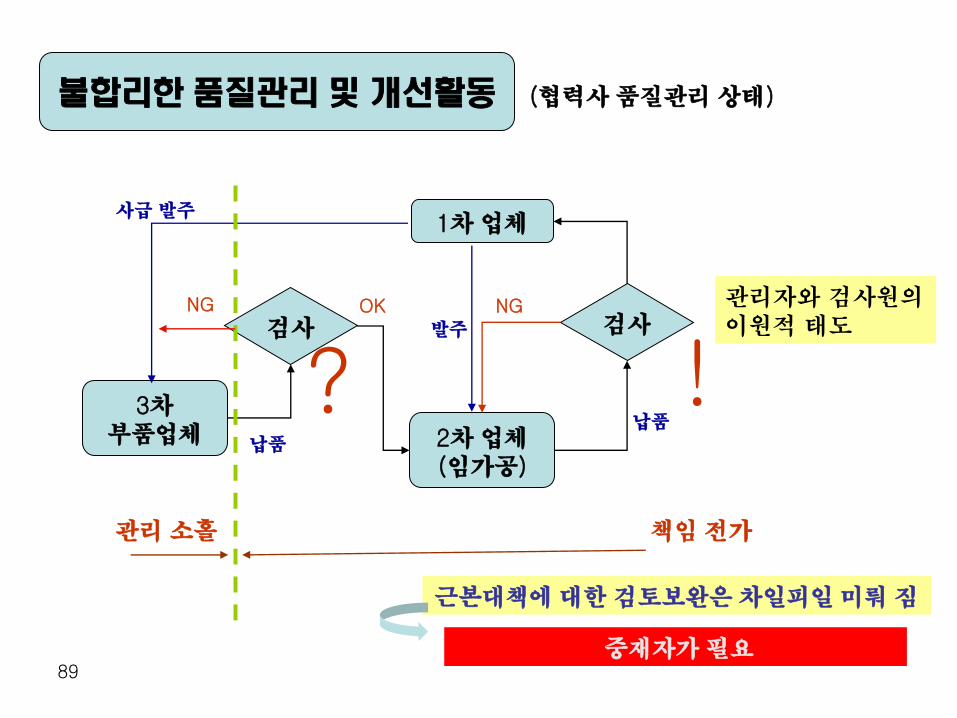
89
1차 업체
3차 부품업체 2차 업체
(임가공)
검사 NG OK
? 검사
NG
!
관리 소홀 책임 전가
근본대책에 대한 검토보완은 차일피일 미뤄 짐
(협력사 품질관리 상태)
관리자와 검사원의 이원적 태도
사급 발주
발주
납품 납품
중재자가 필요
불합리한 품질관리 및 개선활동
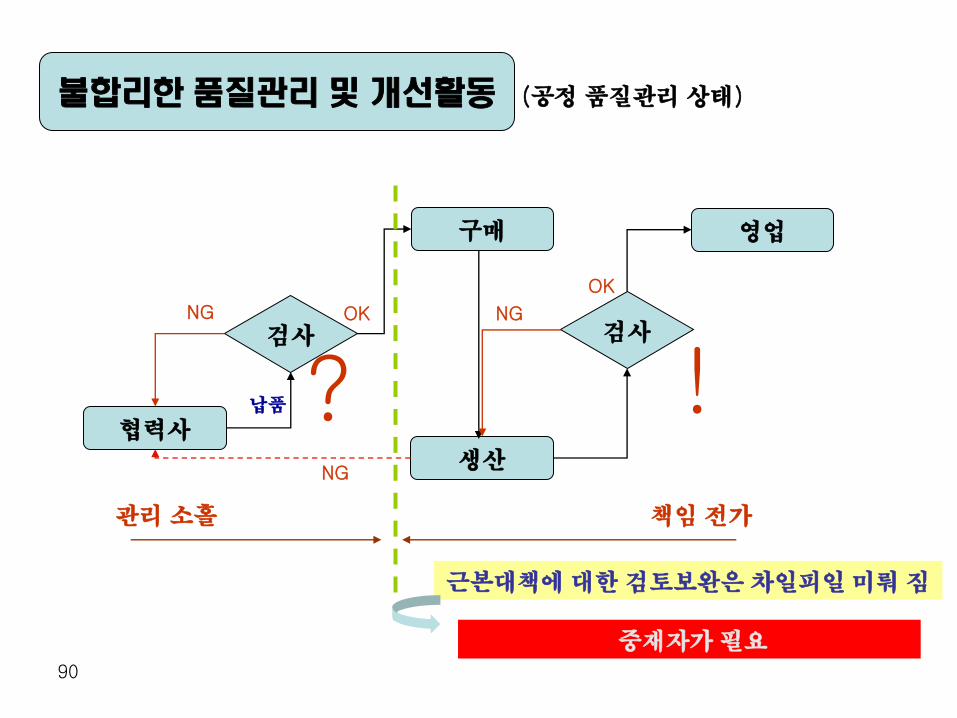
90
구매
협력사
생산
검사 NG OK
? 검사
NG
!
관리 소홀 책임 전가
영업
근본대책에 대한 검토보완은 차일피일 미뤄 짐
(공정 품질관리 상태)
OK
납품
NG
중재자가 필요
불합리한 품질관리 및 개선활동
설계&개발 > >
현 개선 활동 실태
설비& Tool 작업자
불합리한 품질관리 및 개선활동
효율적 개선 활동
작업자 > >
설계& 개발
설비& Tool
합리적 품질관리 및 개선활동
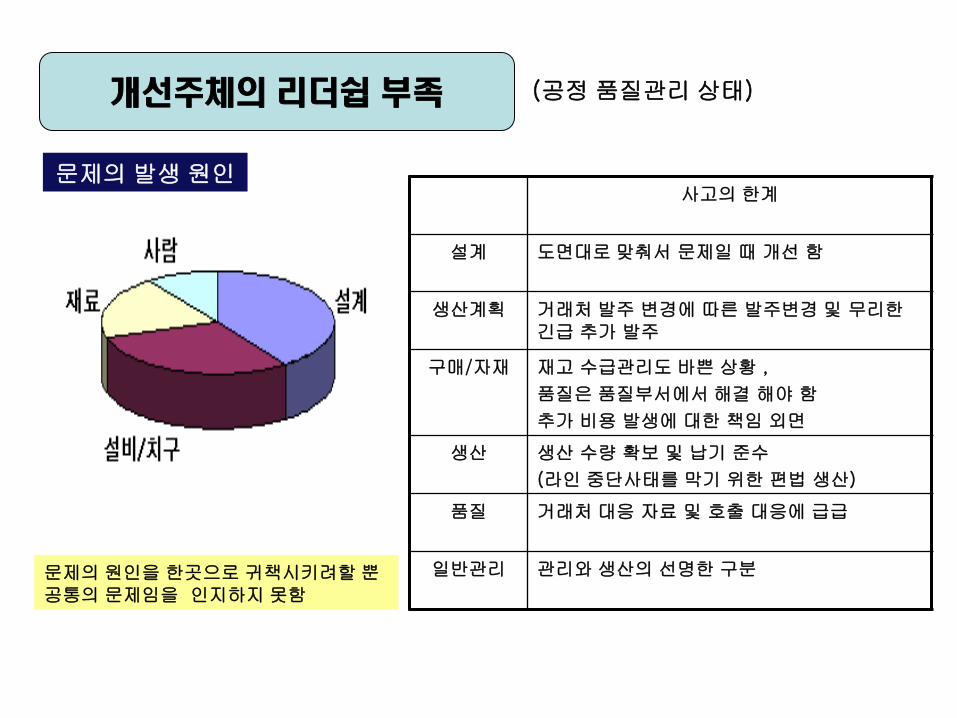
(공정 품질관리 상태)
문제의 발생 원인 사고의 한계
설계 도면대로 맞춰서 문제일 때 개선 함
생산계획 거래처 발주 변경에 따른 발주변경 및 무리한 긴급 추가 발주
구매/자재 재고 수급관리도 바쁜 상황 ,
품질은 품질부서에서 해결 해야 함
추가 비용 발생에 대한 책임 외면
생산 생산 수량 확보 및 납기 준수
(라인 중단사태를 막기 위한 편법 생산)
품질 거래처 대응 자료 및 호출 대응에 급급
일반관리 관리와 생산의 선명한 구분 문제의 원인을 한곳으로 귀책시키려할 뿐 공통의 문제임을 인지하지 못함
개선주체의 리더쉽 부족
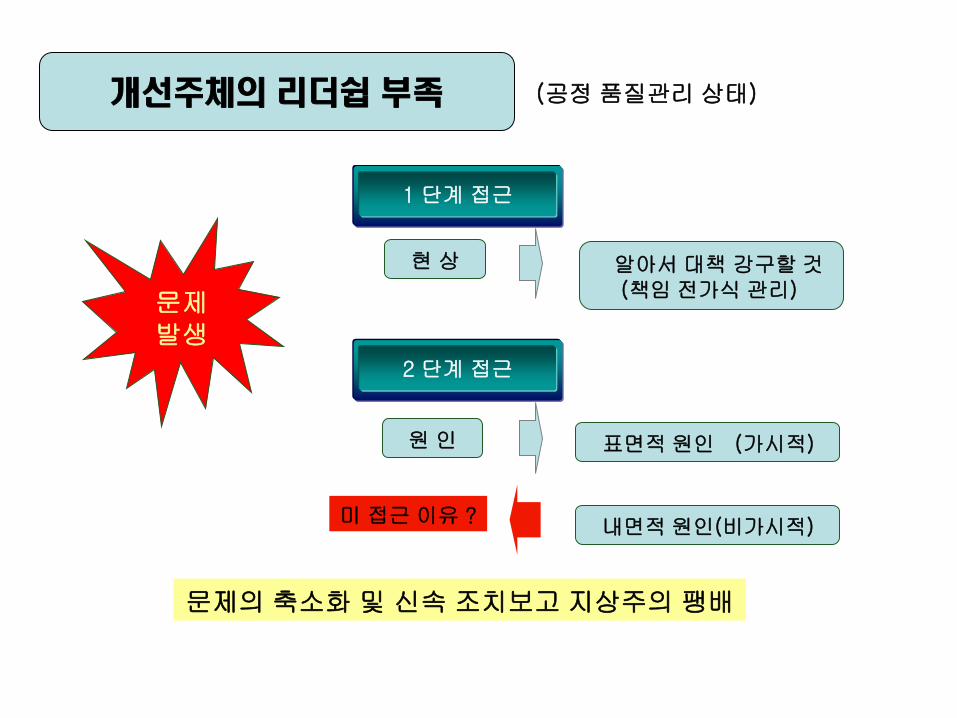
(공정 품질관리 상태)
문제 발생
원 인
현 상
표면적 원인 (가시적)
알아서 대책 강구할 것 (책임 전가식 관리)
1 단계 접근
2 단계 접근
문제의 축소화 및 신속 조치보고 지상주의 팽배
내면적 원인(비가시적) 미 접근 이유 ?
개선주체의 리더쉽 부족

개선전 (PPM)
개선후 (PPM)
개선율 개선테마 (항목수)
개선완 미결 비고
A사 14,195 764 95 54 44 10 SMD 및 조립공정
B사 1,650 167 90 183 176 7 SMD 및 조립공정
C사 4,906 275 95 134 129 5 SMD 및 조립공정
D사 8,485 530 96 72 70 2 W/Harness 조립공정
KAP 봉사활동 최근 개선 사례 요약
96
변화 속에 숨어있는 기회
“ 나는 힘이 센 강자도 아니고 그렇다고 두뇌가 뛰어난 천재도 아닙니다. 날마다 새롭게 변했을 뿐입니다. 그것이 나의 성공비결입니다. CHANGE (변화)의 G를 C로 바꾸어 보십시오 CHANCE (기회)가 되지 않습니까? 변화 속에는 반드시 기회가 숨어있습니다.” ………….빌 게이츠 (마이크로소프트 회장)
CHANGE의 G를 C로 바꾸면?... CHANCE(기회)







![[newsletter 08월] campaign creative](https://img.pdfslide.tips/doc/110x75/55814a82d8b42ab9548b46fa/newsletter-08-campaign-creative.jpg)




![[굿모닝 베트남 프로젝트] 2012-13년 후기 보고서](https://img.pdfslide.tips/doc/110x75/568bd95e1a28ab2034a6cb80/-2012-13--56de9da977b69.jpg)