Embed Size (px)
Citation preview

11
22
La Comm. per progettisti, disegnatori tecnici ed appassionati La prima Community italiana, della piattaforma Google Plus sul CAD e le sue applicazioni, per
data di fondazione e numero di iscritti
BIM
CAD
CAD MEP
FEM
Linguaggi CAD
Modellatori 3D
Modellatori organici
Post produzione
Prog. edile
Altro software
Progettazione
Portfolios
A.N.T. Automotive
Stampa 3D
Concorsi
Curiosità
33
HOME PAGE
Le riviste serie, quelle che si rispettano e hanno un posto in prima fila sugli scaffali delle edicole, da sempre offrono ai propri lettori un “segno di affet-to” attraverso gli inserti speciali. Noi che giochia-mo ad essere una rivista seria e che pretendiamo un posto in prima fila su-gli scaffali virtuali del vo-stro PC, portatile, tablet,
smartphone ma, soprat-tutto, del vostro cuore ab-biamo deciso di realizzare questo inserto speciale per dirvi che, anche se siete pochi, per noi siete i migliori, perché avete la pazienza di seguirci ogni mese… Commossi!? LOL!
Se un argomento dovesse risultarvi poco chiaro o, lungo la lettura, vi imbat-
teste in qualche errore o inesattezza non esitate a contattarci in Community o via Mail.
Inserto speciale: un modo utile per esprimere affetto ai nostri lettori!
Stampa 3D
[stàm·pa tre·dì] sostantivo femminile
La riproduzione di un modello tridimensionale digitale in
più copie mediante un processo di fabbricazione stratificato.
sommario PAG. 04 PREFAZIONE “Un quaderno sulla Stampa 3D”
STAMPA 3D ED IMPLICAZIONI SOCIO-ECONOMICHE PAG. 06 “Stampa 3D, mass media e so-cietà” PAG. 08 “Le stampanti 3D: applicazioni oltre ogni immaginazione!” PAG. 10 “Edilizia, nautica, industria e stampa 3D: pro e contro…”
PRINCIPI DI FUNZIONAMENTO DELLE STAMPANTI 3D PAG. 13 “Prime ricerche e tipologie di stampanti”
PAG. 16 “I materiali per la stampa 3D” di Marco Garavaglia PAG. 20 “Il controller” PAG. 23 “I drivers” PAG. 29 “L’allestimento elettrico” PAG. 36 “Il piatto termico” PAG. 39 “I termistori” PAG. 42 “L’estrusore” PAG. 47 “Il telaio”
PAG. 51 UMORISMO
Direttore responsabile: Salvio Giglio In Redazione per questo speciale: Marco Garavaglia
Consulenza grafica: Paco Arcoleo Redazione bozze: N. Amalfitano, N Nullo

44
N ei quasi tre anni di vita dalla fondazione della Community AutoCAD, Rhino & SketchUp desi-gner, su , per cadi-
sti, progettisti ed appassionati di CG, abbiamo assistito allo sviluppo e diffusione di questa nuova peri-ferica hardware destinata a diven-tare sicuramente uno degli emble-mi della III Rivoluzione Industria-le. Questo quaderno è dedicato alle stampanti 3D nasce con la raccolta di articoli pubblicati nella I annata di CADZINE e qui riorganizzati in modo tale da offrire al lettore una panoramica abbastanza completa, anche se non esaustiva, del princi-pio di funzionamento di questi dispositivi.
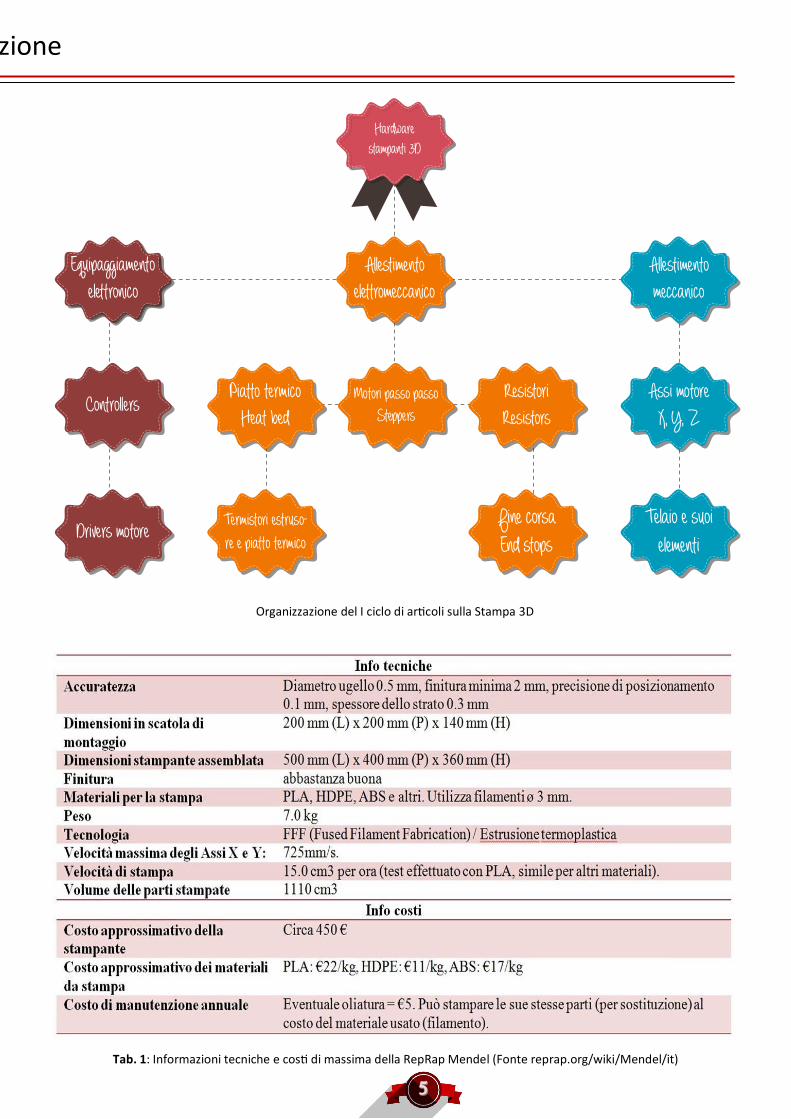
Come riferimento hardware è stata scelta la stampante RepRap Men-del poiché il suo progetto è Open ed è costantemente seguito ed ag-giornato dalla Community orbitan-te intorno a RepRap. Come si può osservare nella pagina successiva, gli articoli del I ciclo riguardano prettamente la struttura fisica del-la macchina mentre quelli del II ciclo, ancora da sviluppare e che verranno ospitati in un secondo quaderno , riguarderanno il soft-ware di produzione e gestione del-la stampante. Nel frattempo seguite CADZINE e suggeriteci argomenti su questo topic in modo da poterlo approfon-dire insieme. Qualche parola per presentare la RepRap Mendel Il papà della RepRap è un matema-tico ed ingegnere inglese, Adrian Bowyer, che creò il Replicating Rapid-prototyper (prototipatore rapido replicante), per gli amici
più semplicemente RepRap. Da quel momento RepRap è diventato marchio e sinonimo di stampa 3D, offrendo tantissimi progetti Open Source da realizzare al solo costo del materiale per costruire la stampante. La Mendel è tra le stampanti da costruire più econo-miche (circa 450 €) anche in termi-ni di manutenzione, costi della materia prima per la stampa e consumo di elettricità. Appartiene alla famiglia di stampanti 3D FFF (Fused Filament Fabrication), o estrusione termoplastica, che de-positano in sequenza strati di ma-teriale plastico (come l’ABS o il PLA), fuso o ammorbidito, uno sull'altro. Nella Tab. 1 sono riporta-te le principali caratteristiche co-struttive della Mendel.
Prefazione
Un quaderno sulla stampa 3D
di Salvio Gigl io
55
Tab. 1: Informazioni tecniche e costi di massima della RepRap Mendel (Fonte reprap.org/wiki/Mendel/it)
Prefazione
Hardware stampanti 3D
Allestimento meccanico
Equipaggiamento elettronico
Allestimento elettromeccanico
Assi motore X, Y, Z
Controllers Piatto termico
Heat bed Motori passo passo
Steppers Resistori Resistors
Drivers motore Termistori estruso-re e piatto termico
Fine corsa End stops
Telaio e suoi elementi
Organizzazione del I ciclo di articoli sulla Stampa 3D
66
Stampa 3D ed implicazioni socio-economiche
A nalizzando le relazioni sussistenti tra innova-zione tecnico-scientifica, economia,
mezzi d’informazione e società negli ultimi 250 anni, ci si rende conto che il rapporto tra invenzio-ne e mass media può essere anno-verato tra i maggiori propulsori dell’economia mondiale. Infatti, soprattutto oggi che ai media tra-dizionali si è aggiunta anche la multimedialità del WEB, gli si deve riconoscere un ruolo di fondamen-tale importanza nella divulgazione scientifica e tecnologica nell’infor-mare la società rendendola, così, sempre più partecipe, critica ed attenta al progresso e alle sue infi-nite ricadute, positive o negative che siano. La promozione mediati-ca dei nuovi fenomeni tecnologici
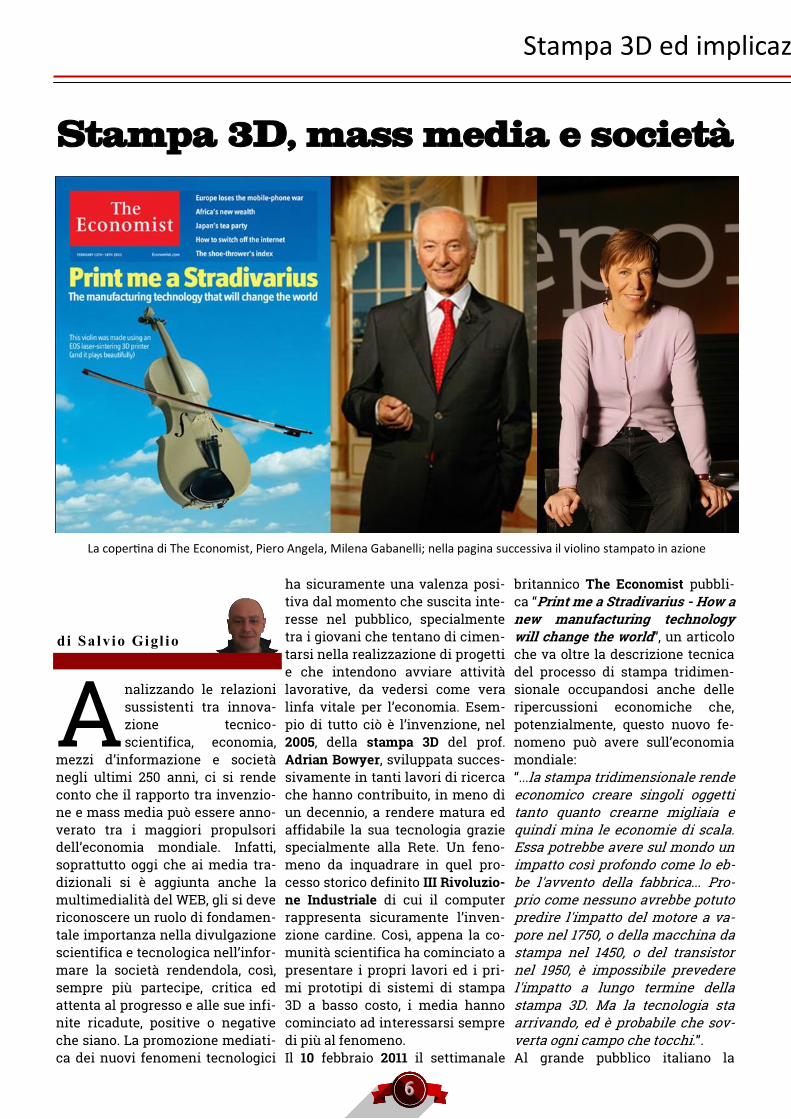
ha sicuramente una valenza posi-tiva dal momento che suscita inte-resse nel pubblico, specialmente tra i giovani che tentano di cimen-tarsi nella realizzazione di progetti e che intendono avviare attività lavorative, da vedersi come vera linfa vitale per l’economia. Esem-pio di tutto ciò è l’invenzione, nel 2005, della stampa 3D del prof. Adrian Bowyer, sviluppata succes-sivamente in tanti lavori di ricerca che hanno contribuito, in meno di un decennio, a rendere matura ed affidabile la sua tecnologia grazie specialmente alla Rete. Un feno-meno da inquadrare in quel pro-cesso storico definito III Rivoluzio-ne Industriale di cui il computer rappresenta sicuramente l’inven-zione cardine. Così, appena la co-munità scientifica ha cominciato a presentare i propri lavori ed i pri-mi prototipi di sistemi di stampa 3D a basso costo, i media hanno cominciato ad interessarsi sempre di più al fenomeno. Il 10 febbraio 2011 il settimanale
britannico The Economist pubbli-ca “Print me a Stradivarius - How a new manufacturing technology will change the world”, un articolo che va oltre la descrizione tecnica del processo di stampa tridimen-sionale occupandosi anche delle ripercussioni economiche che, potenzialmente, questo nuovo fe-nomeno può avere sull’economia mondiale: “...la stampa tridimensionale rende economico creare singoli oggetti tanto quanto crearne migliaia e quindi mina le economie di scala. Essa potrebbe avere sul mondo un impatto così profondo come lo eb-be l'avvento della fabbrica... Pro-prio come nessuno avrebbe potuto predire l'impatto del motore a va-pore nel 1750, o della macchina da stampa nel 1450, o del transistor nel 1950, è impossibile prevedere l'impatto a lungo termine della stampa 3D. Ma la tecnologia sta arrivando, ed è probabile che sov-verta ogni campo che tocchi.”. Al grande pubblico italiano la
di Salvio Gigl io
Stampa 3D, mass media e società
La copertina di The Economist, Piero Angela, Milena Gabanelli; nella pagina successiva il violino stampato in azione
77
Stampa 3D ed implicazioni socio-economiche
stampa 3D è presentata televisiva-mente qualche mese dopo da Piero Angela, nella puntata del 16 giugno 2011 di SuperQuark, col servizio “Lo stampa cose” di Giovanni Car-rada e Andrea Pasquini. Il servizio rappresenta un ottimo approccio divulgativo sul processo di stampa 3D in cui vengono descritte le sue tante implicazioni produttive e le potenziali ricadute economi-che. Sarà poi il Team di Report, capitanato dalla straordina-ria Milena Gabanelli, a rea-lizzare, con un enorme lavoro giornalistico, la puntata del 26 maggio 2014, dimostrando pra-ticamente quanto sta-va accadendo, in soli tre anni, anche nel nostro Paese. Da quella trasmissione, presentata come una bella ed appassionante lezione universita-ria, sono emerse alcune realtà tec-nologiche italiane che simboleg-giano una soluzione valida e con-
creta per tentare di rilanciare l’ar-tigianato e l’industria nazionali. Highlights della puntata i servizi
“La grande ricchezza” di Michele Buono e “Il
grande fra-
tellino” di Paolo Mondani: in essi sono individuati i
tre nuovi protagonisti dell’ultima rivoluzione industriale, Arduino, le stampanti 3D e i droni. Un flusso ininterrotto di informazio-ni di ogni genere su queste tecno-logie lo dispensa quotidianamente il web attraverso siti, forum e So-cial network mediante migliaia di
filmati, post ed articoli e contribuendo in
real time al loro sviluppo e miglio-
ramento; anche questo è un fenome-
no che si osserva per la prima volta nella
storia umana.
N ato nel 1952 a Londra, Adrian è il primo figlio dei coniugi Rosemary e John Bowyer. Dopo aver fre-quentato la Woodroffe School, il Lyme Regis e l’Im-perial College di Londra, ove si laurea in Ingegneria
Meccanica, nel 1977, entra a far parte del Dipartimento di Mate-matica presso l'Università di Bath poco dopo aver ricevuto il dottorato presso l'Imperial College di Londra per la ricerca sull'attrito indotto dalle vibrazioni. Tra le svariate attività svolte nel Dipartimento di Matematica scopre, insieme a David Watson, l'algoritmo per il calcolo dei diagrammi di Voronoi che porta il loro nome (l'algoritmo Bowyer - Watson). Dopo circa quattro lu-stri trascorsi nel Dipartimento di Matematica passa al Diparti-mento di Ingegneria Meccanica dello stesso Ateneo. Nel 2005, sviluppa il progetto di una stampante 3D chiamata RepRap (prototipatore rapido). Nel 2012, si ritira dalla vita accademica mantenendo la carica di direttore della società RepRap profes-sional Ltd. Bowyer è sposato con una maestra in pensione da cui ha avuto una figlia.
Adrian Bowyer
88
I campi di applicazione della stampa 3D sono innumerevoli e spaziano dalle applicazioni industriali a quelle chirurgi-
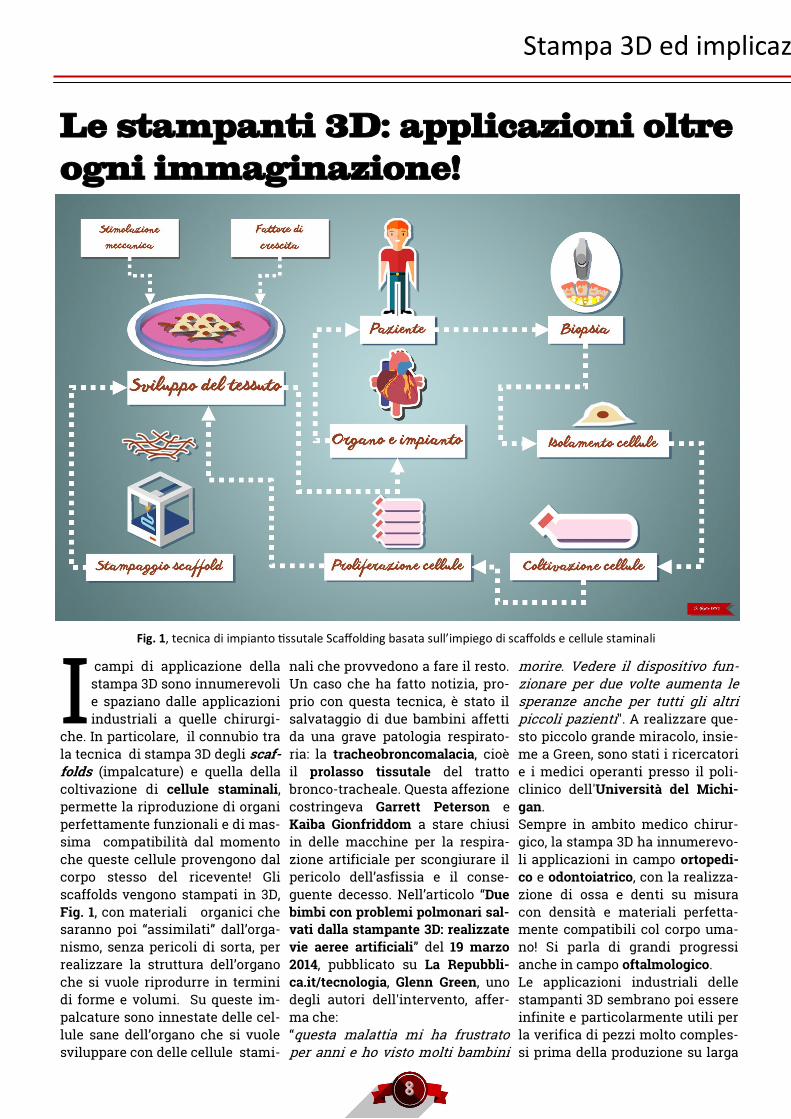
che. In particolare, il connubio tra la tecnica di stampa 3D degli scaf-folds (impalcature) e quella della coltivazione di cellule staminali, permette la riproduzione di organi perfettamente funzionali e di mas-sima compatibilità dal momento che queste cellule provengono dal corpo stesso del ricevente! Gli scaffolds vengono stampati in 3D, Fig. 1, con materiali organici che saranno poi “assimilati” dall’orga-nismo, senza pericoli di sorta, per realizzare la struttura dell’organo che si vuole riprodurre in termini di forme e volumi. Su queste im-palcature sono innestate delle cel-lule sane dell’organo che si vuole sviluppare con delle cellule stami-
nali che provvedono a fare il resto. Un caso che ha fatto notizia, pro-prio con questa tecnica, è stato il salvataggio di due bambini affetti da una grave patologia respirato-ria: la tracheobroncomalacia, cioè il prolasso tissutale del tratto bronco-tracheale. Questa affezione costringeva Garrett Peterson e Kaiba Gionfriddom a stare chiusi in delle macchine per la respira-zione artificiale per scongiurare il pericolo dell’asfissia e il conse-guente decesso. Nell’articolo “Due bimbi con problemi polmonari sal-vati dalla stampante 3D: realizzate vie aeree artificiali” del 19 marzo 2014, pubblicato su La Repubbli-ca.it/tecnologia, Glenn Green, uno degli autori dell'intervento, affer-ma che: “questa malattia mi ha frustrato per anni e ho visto molti bambini
morire. Vedere il dispositivo fun-zionare per due volte aumenta le speranze anche per tutti gli altri piccoli pazienti". A realizzare que-sto piccolo grande miracolo, insie-me a Green, sono stati i ricercatori e i medici operanti presso il poli-clinico dell'Università del Michi-gan. Sempre in ambito medico chirur-gico, la stampa 3D ha innumerevo-li applicazioni in campo ortopedi-co e odontoiatrico, con la realizza-zione di ossa e denti su misura con densità e materiali perfetta-mente compatibili col corpo uma-no! Si parla di grandi progressi anche in campo oftalmologico. Le applicazioni industriali delle stampanti 3D sembrano poi essere infinite e particolarmente utili per la verifica di pezzi molto comples-si prima della produzione su larga
Le stampanti 3D: applicazioni oltre ogni immaginazione!
Stampa 3D ed implicazioni socio-economiche
Fig. 1, tecnica di impianto tissutale Scaffolding basata sull’impiego di scaffolds e cellule staminali
99
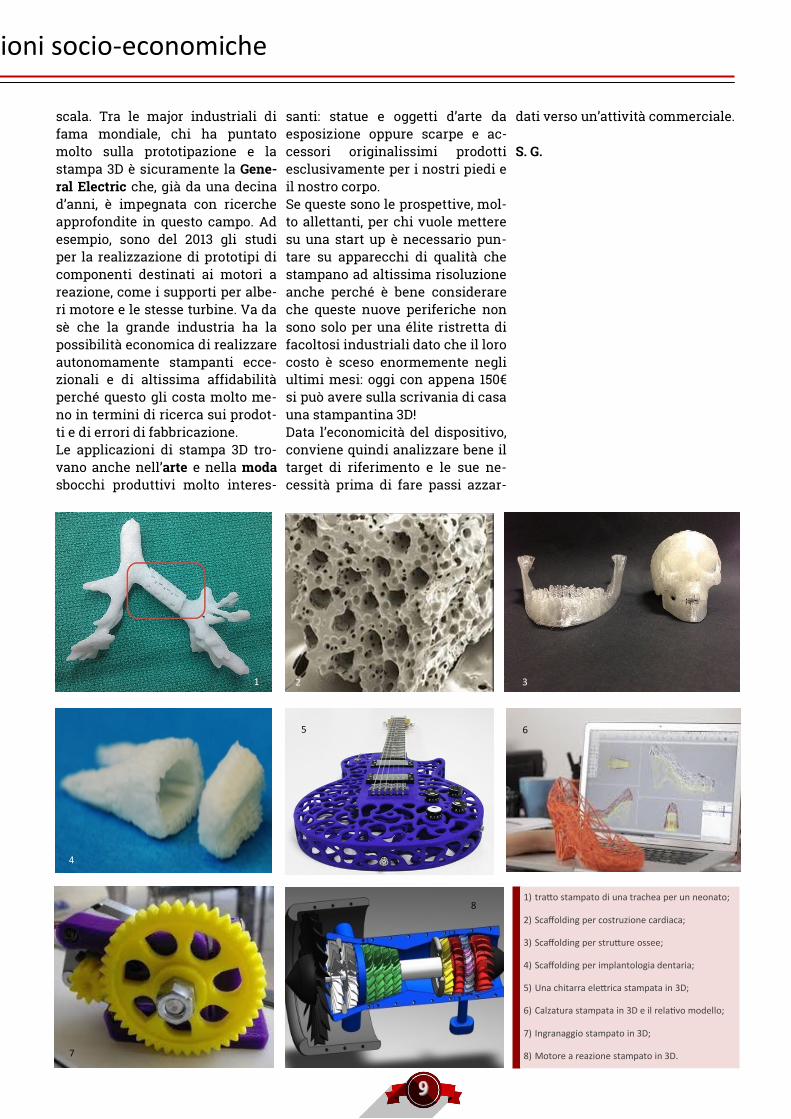
scala. Tra le major industriali di fama mondiale, chi ha puntato molto sulla prototipazione e la stampa 3D è sicuramente la Gene-ral Electric che, già da una decina d’anni, è impegnata con ricerche approfondite in questo campo. Ad esempio, sono del 2013 gli studi per la realizzazione di prototipi di componenti destinati ai motori a reazione, come i supporti per albe-ri motore e le stesse turbine. Va da sè che la grande industria ha la possibilità economica di realizzare autonomamente stampanti ecce-zionali e di altissima affidabilità perché questo gli costa molto me-no in termini di ricerca sui prodot-ti e di errori di fabbricazione. Le applicazioni di stampa 3D tro-vano anche nell’arte e nella moda sbocchi produttivi molto interes-
santi: statue e oggetti d’arte da esposizione oppure scarpe e ac-cessori originalissimi prodotti esclusivamente per i nostri piedi e il nostro corpo. Se queste sono le prospettive, mol-to allettanti, per chi vuole mettere su una start up è necessario pun-tare su apparecchi di qualità che stampano ad altissima risoluzione anche perché è bene considerare che queste nuove periferiche non sono solo per una élite ristretta di facoltosi industriali dato che il loro costo è sceso enormemente negli ultimi mesi: oggi con appena 150€ si può avere sulla scrivania di casa una stampantina 3D! Data l’economicità del dispositivo, conviene quindi analizzare bene il target di riferimento e le sue ne-cessità prima di fare passi azzar-
dati verso un’attività commerciale. S. G.
1) tratto stampato di una trachea per un neonato;
2) Scaffolding per costruzione cardiaca;
3) Scaffolding per strutture ossee;
4) Scaffolding per implantologia dentaria;
5) Una chitarra elettrica stampata in 3D;
6) Calzatura stampata in 3D e il relativo modello;
7) Ingranaggio stampato in 3D;
8) Motore a reazione stampato in 3D.
1 2 3
4
5 6
7
8
Stampa 3D ed implicazioni socio-economiche
1010
Edilizia, nautica, industria e stampa 3D: pro e contro...
N ella stampa 3D ciò che vale per oggetti piccoli e talvolta infinitamen-te piccoli è valido an-
che per oggetti di grandi dimen-sioni come edifici e un natanti: è solo una questione di dimensioni della stampante e dei materiali impiegati per la stampa! Sono si-curamente convinti di questo i membri del team del CRAFT (Center for Rapid Automated Fa-brication, Centro per la Fabbrica-zione Rapida Automatizzata), una creatura dell’immaginifico prof. Behrokh Khoshnevis sviluppata in seno alla prestigiosa USC (Università della California Meri-dionale) che promuove ricerche sulle nuove tecnologie destinate alla fabbricazione rapida di edifici. L’obiettivo principale per il CRAFT,
come si legge dal sito della fonda-zione: www.contourcrafting.org, è quello di sviluppare la conoscen-za e l'ingegneria necessarie per una realizzazione rapida e auto-matizzata di oggetti di varie di-mensioni, fino a strutture su gran-de scala come: edifici, imbarcazio-ni, apparecchiature industriali, arte pubblica, ecc. La grande sfida che il CRAFT sta cercando di su-perare è la realizzazione della stampa di una casa, dal design personalizzato, in un solo giorno, riducendo così drasticamente i costi, le opere di scavo, i rifiuti e l'impatto ambientale connessi con tecniche costruttive tradizionali. Il progetto è una rivoluzione nella costruzione di alloggi, sotto qua-lunque punto di vista lo si guardi.
Infatti, con esso si potrebbero for-nire alloggi, a prezzi accessibili, per 30 milioni di famiglie america-ne che attualmente affrontano pesanti oneri economici. L’idea è quella di realizzare abitazioni di proprietà a basso costo per il pri-mo insediamento della classe me-dia emergente e complessi resi-denziali per le famiglie meno ab-bienti facendo così diminuire il sovraffollamento urbano. Inoltre questa tecnologia permetterebbe di realizzare anche alloggi di emergenza per gli sfollati in segui-to a catastrofi naturali. Dal punto di vista estetico e com-positivo, questa tecnica promette stilizzazioni architettoniche molto più organiche, con superfici curve piuttosto che piane, una soluzione, quest’ultima, che avrebbe suscita-
Behrokh Khoshnevis: quell’uom di multiforme ingegno...
B ehrokh Khoshnevis è un professore di Ingegneria Civile, Industriale e Ambientale ed è il direttore del CRAFT (Center for Rapid Automated Fabrication, centro per la fabbrica-zione rapida automatizzata) e del MEGP (Manufacturing Engineering Graduate Pro-gram, corso di Laurea in Ingegneria per la Produzione) presso l’Università della Cali-
fornia Meridionale USC. Il prof. Khoshnevis è operante anche in progetti di ricerca relativi allo sviluppo di:
CAD / CAM, robotica e meccatronica industriale;
Free Form per la prototipazione rapida;
processi Contour Crafting e SIS per la costruzione automatizzata di strutture civili, sviluppo di sistemi meccatronici per applicazioni biomediche (ad es. odontoiatria restaurativa, inge-gneria per la riabilitazione motoria, ecc.);
robot mobili e modulari autonomi per applicazioni di assemblaggio sulla terra e nello spazio.
Guida regolarmente conferenze e seminari aventi per tema l’invenzione e lo sviluppo tecnologico. E’ membro presso:
l'Istituto degli Ingegneri Industriali;
la SCS (Society for Computer Simulation);
la Society of Manufacturing Engineering.
Le sue invenzioni hanno ricevuto eco a livello mondiale nei media internazionali e sono stati oggetto di numerosi programmi radiofonici e televisivi. L'invenzione per la fabbricazione di edifi-ci automatizzata, il Contour Crafting, è stata selezionata nel 2006 come una delle 25 migliori sco-perte provenienti da più di 4000 inventori candidati dal National Inventors Hall of Fame e il pro-gramma Modern Marvels dell’History Channel.
Il prof. Behrokh Khoshnevis della USC
Stampa 3D ed implicazioni socio-economiche

1111
Meraviglie del CRAFT
1 e 2. La stampante a portale mentre realizza
delle abitazioni
3, 4 e 5. Strutture portanti di un edificio stam-
pate al CRAFT
6. Gli obiettivi del CRAFT per la realizzazione di
edifici nello spazio tramite robot e droni
Immagini dal sito del CRAFT
1
2
3 5
4
6
to sicuramente gli apprezzamenti entusiastici di Frank Loyd Wright. Tra le tante applicazioni quella più fantascientifica e futuristica sem-bra essere quella della costruzione di edifici extraterrestri realizzati con materiali raccolti sul posto. I primi esperimenti potrebbero av-venire sulla Luna con la costruzio-ne di una base internazionale per-manente per scienziati e ricerca-tori. Sul sito della Countour Craf-ting, nella sezione “Application”, più specificatamente in “Commercial application” nel pa-ragrafo “Situation”, si fanno alcune considerazioni circa il comparto edile statunitense… “Ogni anno gli USA spendono circa 1.000 miliardi dollari di cui un terzo sono del set-tore pubblico e due terzi di quello privato. Anche se il settore delle costruzioni può apparire come
una fiorente industria, è, invece, anch’essa afflitta da problemi di lavoro, spreco di risorse e man-canza di crescita creativa.”. Sem-pre secondo la Countour Crafting: “Qualsiasi deviazione dal disegno rettilineo, aumenta significativa-mente il costo di una costruzione convenzionale. Gli architetti sono ulteriormente limitati nella loro progettazione dall’incapacità degli operai di realizzare progetti com-plessi. La forza lavoro qualificata negli Stati Uniti è in calo ed i costi di costruzione commerciale sono sempre più proibitivi. Inoltre, i lunghi tempi di costruzione deter-minano elevati costi di finanzia-mento e aumentano significativa-mente il costo complessivo di pro-duzione. Occorre, quindi, trovare una soluzione per diminuire il co-sto nel settore delle costruzioni,
promuovendo, contemporanea-mente progetti più ambiziosi.”. Ovviamente questa descrizione potrebbe applicarsi in qualunque Paese in crescita, specialmente nel nostro, dove ad aggravare la situazione ci si mettono la corru-zione e le infiltrazioni mafiose. Sembrano essere assolutamente fuori luogo, invece, le considera-zioni fatte circa le maestranze edi-li e le limitazioni che esse porreb-bero ai progettisti. Varrebbe la pe-na di ricordare all’autorevole cen-tro di ricerca che da secoli operai ed artigiani edili sono stati in gra-do di realizzare manufatti archi-tettonici di grande complessità come il Colosseo, il Partenone o le Piramidi, ancora in piedi dopo de-cine di secoli e svariate vicissitu-dini, sino ai maestosi transatlanti-ci dei nostri giorni.
Stampa 3D ed implicazioni socio-economiche

1212
Quest’ultimo punto offre spazio per un’amara riflessione: il prezzo da pagare all’automazione, pur-troppo, è proprio lo svilimento del ruolo del lavoratore prima seguito subito dopo dal taglio drastico del-la manodopera. Ecco perché l’in-novazione dovrebbe procedere molto gradualmente permettendo il riassorbimento e la riqualifica-zione del personale in altri com-parti produttivi ma questa è un’al-tra questione. Tra le altre proposte della Contour Crafting, leggiamo ancora che con questa tecnologia sarà possibile ridurre significati-vamente il costo delle costruzioni commerciali. Le loro proiezioni indicano, infatti, che i costi sareb-bero abbattuti fino ad un quinto in meno rispetto alle costruzioni convenzionali con l’eliminazione quasi totale dello spreco di mate-riali da costruzione. Per sottoli-neare ulteriormente questo aspet-to la Contour Crafting ricorre all’e-sempio della realizzazione di una casa di 2.000mq che, grazie allo stampaggio rapido, può essere edi-ficata in meno di 24 ore contro i circa sei mesi o più che richiede-rebbe la cantieristica tradizionale.
Di riflesso ciò farebbe calare il costo della manodopera e aprireb-be le porte del cantiere a tecnici qualificati in grado di gestire il processo. Dopo un’adeguata pre-parazione per la prima volta le donne e gli anziani potranno pren-dere parte nel settore delle costru-zioni dal momento che non è più indispensabile la sola forza fisica per la fabbricazione di uno stabile. La riduzione dei costi e la costru-zione automatizzata farebbero co-sì diventare l’edilizia accessibile a chiunque trasformandola in un prodotto di largo consumo come tantissimi altri, in cui le abitazioni potrebbero essere progettate e co-struite direttamente dalla famiglia che li occuperà. Tutto ciò sembra essere molto bel-lo e conveniente in una confedera-zione di stati come gli USA che ha solo cinque secoli di storia e tan-tissimo spazio a disposizione. Lo scenario cambierebbe radical-mente nel continente europeo e specialmente qui in Italia che da sempre vede nella speculazione edilizia un’occasione di facili gua-dagni per organizzazioni malavi-tose, amministratori pubblici e
politici corrotti e che da qualche lustro vanta un particolare libera-lismo economico che tutto avalla e tutto concede. Il primo effetto disastroso lo subi-rebbe il comparto edile con la spa-rizione di migliaia di imprese di costruzione con il relativo licen-ziamento della manodopera in esubero senza contare l’impatto con la filiera di aziende impegnate nella produzione di articoli per l’edilizia tradizionale. Altra conseguenza sarebbe il dila-gare dell’abusivismo edilizio: se dovessero realmente approdare sul suolo patrio le stampanti per edifici, certe mostruose oscenità, che prima richiedevano mesi di costruzione, verrebbero realizzate a tempi da record e nei posti più impensabili e senza alcun timore di essere abbattuti, confidando nell’ennesima deroga al Piano Re-golatore comunale (sempre giusti-ficata dal pressante bisogno di abitazioni) e dall’ennesimo condo-no edilizio (sempre in auge per salvare le casse di uno Stato co-stantemente in bolletta). S. G.
Stampa 3D ed implicazioni socio-economiche

1313
Prime ricerche e tipologie di stampanti
N egli USA, nel 2006, due ricercatori universitari, Sébastien Dion e John Balistreri, a capo di un
team presso la Bowling Green Sta-te University, cominciarono ad interessarsi all’evoluzione delle macchine per la prototipazione rapida in 3D. Successivamente, gli esiti di quelle ricerche hanno sug-gerito, in meno di un decennio, tante idee diverse sulla stampa 3D anche se, sostanzialmente, l’idea di base rimane sempre la stessa: un oggetto, realizzato mediante una sovrapposizione di strati, tra-mite il deposito di una particolare sostanza opportunamente proces-sata. Ecco, in estrema sintesi, una panoramica delle principali tecni-che di stampa 3D:
A deposito di sostanze termo-plastiche fuse o ammorbidite, la FDM (fused deposition mode-ling), modellazione a deposizio-ne fusa.
A laminazione, in cui si hanno sottili strati, tagliati secondo il modello, e successivamente uniti insieme.
A deposito di polvere di gesso e getto d’inchiostro, processo multicolore realizzato spruz-zando sullo strato polveroso un getto d’inchiostro del colore voluto. Indicata per velocità, costo contenuto e facilità d'uso. Ideale per le fasi concettuali della progettazione ingegneri-stica anche nel collaudo funzio-nale. Gli oggetti realizzati con polvere legata possono essere
ulteriormente rinforzati me-diante l'impregnazione con ce-ra o polimero termofissato.
A deposito di resina legata e getto d’inchiostro, analogo a quello con polvere di gesso ma effettuato con resina a cui viene spruzzato uno speciale inchio-stro colorato che ha anche la funzione di solidificare rapida-mente lo strato. Indicata per velocità, costo contenuto e faci-lità d'uso. Ideale per le fasi con-cettuali della progettazione in-gegneristica anche nel collaudo funzionale. Gli oggetti realizzati con polvere legata possono es-sere ulteriormente rinforzate mediante l'impregnazione con cera o polimero termofissato.
A fotopolimero liquido reattivo
John Balistreri in un tutorial di YouTube
Principi di funzionamento delle stampanti 3D
La riproduzione di un volto con una stampante 3D
1414
alla luce. Questo processo so-miglia tantissimo allo sviluppo delle vecchie pellicole fotogra-fiche. In una camera oscura è posizionata una vasca, ospitan-te il fotopolimero e munita di un elevatore elettrico, e un proiettore molto simile a quelli dell’Home Theatre. Da esso è proiettata l'immagine della se-zione trasversale dell’oggetto da stampare, la cui luce induri-sce selettivamente solo l'area indicata dalla stessa. Lo strato più recentemente stampato è poi riposizionato dall’elevatore per lasciare spazio allo strato successivo. L’oggetto è quindi la somma di questi cicli. Questa tecnica è molto nota per la sua alta risoluzione, tipicamente in grado di raggiungere spessori di livello inferiori a 30 micron, una frazione di un foglio di car-ta.
A fusione selettiva di polimero stampato in un letto granulare SLS (selective laser sintering). Un laser sintetizza selettiva-mente solo i granuli di polime-ro che formeranno l’oggetto da stampare, mentre la parte non interessata dalla fusione funge da sostegno per le sporgenze e le pareti sottili, riducendo così il bisogno di supporti ausiliari temporanei. Normalmente si usa un laser per sinterizzare il mezzo e formare il solido. Una variante di questa tecnica è il DMLS (direct metal laser sinte-ring) che impiega i metalli.
Fotopolimerizzazione a due fo-toni. Un fascio laser concentra-to agisce su di un blocco di gel fotopolimerizzante da cui si ricaverà l'oggetto desiderato. .Il gel è fatto indurire, grazie alla natura non lineare della fotoec-citazione, nei punti dove si con-centra il fascio laser. A polime-rizzazione terminata, la parte di gel rimanente viene lavata via. Con questo processo si possono
raggiungere dimensioni al di sotto dei 100nm e realizzare strutture molto complesse con parti mobili e intrecciate.
La stampa 3D è una tecnologia di-rettamente derivante da quella 2D con la sostanziale differenza che il file da cui provengono i dati da elaborare non è il classico edi-tor grafico o di testo ma un model-latore 3D come Blender, SketchUp, 3D Studio Max, ecc., da cui vengo-no tratti una serie di blocchi del modello, in sezione trasversale, poi stampati uno in cima all’altro. Il risultato finale è una riproduzio-ne reale del modello 3D che abbia-mo progettato. Un altro aspetto allettante di questi dispositivi consiste nella possibilità di stam-pare e assemblare parti composte da materiali diversi, con specifi-che proprietà fisiche e meccani-che, in una singola sessione di stampa. In definitiva una 3D prin-ter utilizza una tecnologia molto collaudata in campo industriale e artigianale poiché implementa i principi di funzionamento CAD/ CAM. La fabbricazione assistita dal computer, infatti, prevede l’im-piego di applicativi in grado di esaminare un elaborato progettua-le bidimensionale o tridimensio-nale e di derivare da esso le istru-zioni, per una macchina utensile a controllo numerico computerizza-to (CNC), capaci di produrre l’og-getto specificato nel progetto. Un programma di CAM effettua il se-guente set di macro operazioni: 1. Apertura del file CAD da stam-
pare. 2. Determinazione della parte da
stampare. 3. Impostazione del sistema di
coordinate utilizzato dalla mac-china.
4. Impostazione dei parametri di lavorazione (velocità di sposta-mento dell’ugello/ utensile; tipo di fresa, ecc.).
5. Generazione delle istruzioni
macchina per la stampante, successivamente salvate come file di testo.
6. Visualizzazione della sequenza delle istruzioni generate per eventuali modifiche.
7. Visualizzazione grafica del per-corso generato.
8. Invio dati al PLC della stampante. La fase più delicata e pesante per l’elaboratore è proprio la genera-zione delle istruzioni, poiché ven-gono adottati complessi algoritmi geometrici per determinare il per-corso utensile ottimale che poi viene indicato alla macchina. Analogamente a quanto accade nei software CAD/CAM che, inte-grando strumenti CAD con quelli CAM, permettono all'utente di pro-gettare e generare le istruzioni per una macchina utensile CNC, le stampanti 3D sono associate a uno o più software CAD 2 e 3D in grado di creare la sequenza esecutiva di istruzioni. Il vantaggio è la genera-zione diretta delle istruzioni per il dispositivo sotto forma di un file, binario o ASCII, STL (Standard Triangulation Language) nato per i software di stereolitografia CAD.
Principi di funzionamento delle stampanti 3D
1515
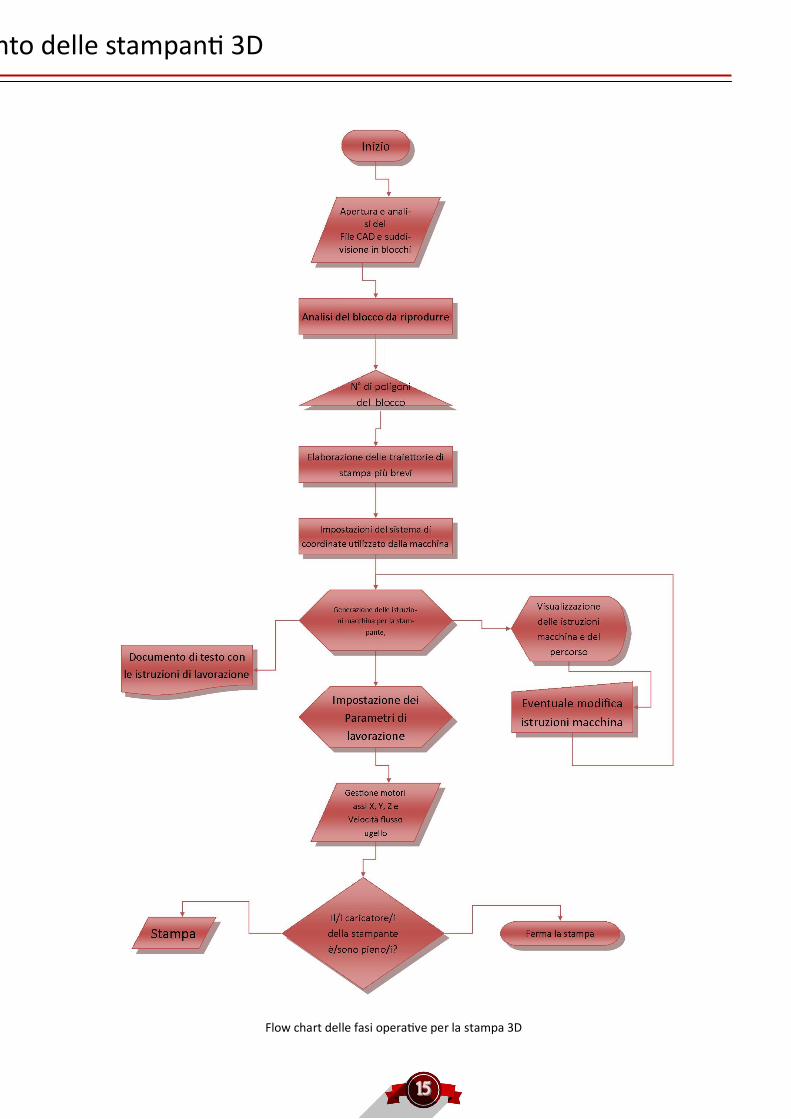
Flow chart delle fasi operative per la stampa 3D
Principi di funzionamento delle stampanti 3D

1616
U no degli aspetti fon-damentali per la creazione di un ma-nufatto è la realizza-
zione del suo prototipo. Quando il progettista pensa un oggetto gli viene del tutto naturale volerlo vedere dal vivo, toccarlo con mano per testarne le potenzialità e gli eventuali punti deboli. Un aiuto concreto arriva dalle stampanti 3D, macchine che permettono di prototipizzare geometrie anche parecchio complicate, in poco tempo e con costi relativamente contenuti. Il principio di funzio-namento è semplice: trattasi di fatto di una macchina a control-lo numerico che riceve in in-gresso un file CAM dell’oggetto (precedentemente realizzato al calcolatore), lo interpreta e, gra-zie ad un iniettore orientabile nello spazio tridimensionale, co-struisce il prototipo attraverso il processo di “modellazione per deposizione fluida” o FdM. Dall’i-niettore fuoriesce un sottile strato di materiale polimerico portato, tramite un riscaldamen-to dell’ugello, al di sopra della sua temperatura di transizion
vetrosa (Tg): in questa condizio-ne il polimero “fluidifica”, depo-sitandosi in strati sottili control-lati proprio dall’orientazione dell’iniettore. A contatto con l’a-ria la temperatura del polimero scende ed esso si risolidifica più o meno rapidamente nella forma in cui si trova. Il risultato? Un oggetto dalla forma e dal colore desiderato che rispecchia in tutto e per tutto quello progettato vir-tualmente. I materiali che meglio si prestano a questa tecnologia sono, ovviamente, le plastiche. Sotto forma di filamento avvolto in bobina, il polimero viene po-sizionato di lato alla macchina e appositamente collegato all’e-stremità della slitta dell’ugello iniettore (quasi come in una mac-china da cucire, in cui il filo di co-tone nella spoletta viene collegato all’ago). Ovviamente non tutte le plastiche sono adatte all’utilizzo su macchine FdM. Vediamo a tal proposito di fare chiarezza. I POLIMERI Dal punto di vista chimico pos-siamo dire semplicemente che i polimeri sono delle lunghe cate-ne molecolari, formate da tante unità ripetitive chiamate mono-meri. A seconda della lunghezza della catena, e della natura chi-mica dei monomeri, le proprietà
fisiche del polimero risultante saranno sensibilmente differenti. Per fare un esempio pratico, possiamo pensare alle differenze che intercorrono tra la plastica di una semplice bottiglia di acqua minerale (in PET – polietilene tereftalato) e la plastica del bic-chiere del nostro frullatore in cu-cina (generalmente in policarbo-nato). Il PET della bottiglia risulta morbido, sottile, deformabile sotto una leggera pressione delle dita; il policarbonato del bicchiere del frullatore, invece, è rigido, non deformabile, resistente all’alta temperatura della minestra di mamma. In poche parole, le pla-stiche non sono tutte uguali. Una prima sommaria classificazione può essere fatta tra polimeri ter-moplastici e polimeri termoindu-renti. POLIMERI TERMOPLASTICI Questi polimeri sono caratteriz-zati da catene lineari poco reti-colate e corte. Ciò comporta che un aumento della temperatura è sufficiente a farli passare dallo stato solido ad uno stato viscoso, quasi “fluido”, e quindi modellabile a piacimento. Si definisce tempe-ratura di transizione vetrosa (Tg) quella temperatura (o range di temperatura in molti casi) in cui il polimero termoplastico pas-
I materiali per la Stampa 3D
di Marco Garavaglia
Principi di funzionamento delle stampanti 3D
1717
Principi di funzionamento delle stampanti 3D

1818
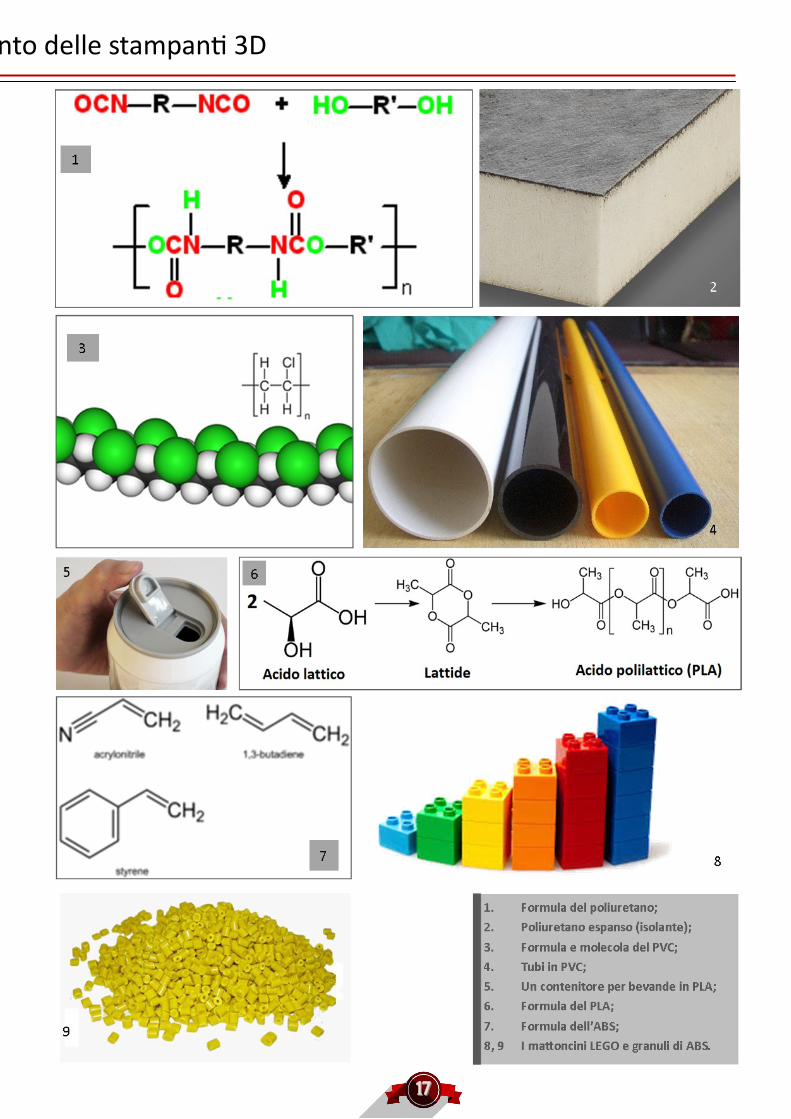
sa dallo stato solido ad uno stato fortemente viscoso. Esempi di polimeri termoplastici sono i già citati polietilene tereftalato (Tg = 79°C) e policarbonato (Tg = 150°C), ma anche: • Polipropilene Tg = -20°C (atattico) • Acetato di polivinile Tg = 28°C • Cloruro di polivinile (PVC) Tg = 81°C • Polistirene Tg = 95°C • Polidimetilsilossano Tg = -127°C • Nylon-6 Tg = 50°C. POLIMERI TERMOINDURENTI Le plastiche termoindurenti sono invece dei polimeri che una vol-ta reticolati non possono più an-dare incontro a fusione (se non per completa degradazione chimi-ca). A livello molecolare, sono caratterizzati da catene polimeri-che lunghe, con un elevato grado di reticolazione, che ne accentua un comportamento meccanico fra-gile. Un simile materiale non può essere preso in considerazione per tecniche FdM, perché il riscalda-mento dell’ugello non comporta un automatico rammollimento del materiale. Esempi di polimeri ter-moindurenti sono:
• Poliuretano • Resina epossidica • Polifenoli. MATERIALI PER LA STAMPA 3D Abbiamo visto che un polimero termoplastico si rivela la scelta più idonea in una macchina a stampaggio 3D. Il riscaldamento dell’ugello è sufficiente a fluidifi-care il polimero quel tanto che basta per l’estrusione e la sua successiva messa in forma. Con la diminuzione della temperatu-ra, la plastica si solidifica spon-taneamente realizzando così l’og-getto desiderato. Attualmente, i materiali più utilizzati sono due: il PLA (poliacidolattico) e l’ABS (acrilonitrile-butadiene-stirene). Vediamoli nel dettaglio. Poli (acido lattico) o PLA Come suggerisce il nome, è un polimero dell’acido lattico e, più precisamente, un poliestere ali-fatico con catena molecolare ad elica ottenuto da sostanze natu-rali come l’amido che si ricava dal mais, dalle barbabietole, dal siero di latte o dalla melassa. Il grosso vantaggio risiede nel fatto
che il suo riscaldamento oltre la temperatura di transizione vetro-sa (Tg = 58°C) non comporta l’e-salazione di vapori potenzial-mente tossici per l’uomo ed è quindi una valida alternativa “verde” ai polimeri derivati dal pe-trolio. Attualmente il PLA, com-pletamente atossico e biocompa-tibile, trova largo impiego negli imballaggi alimentari come bot-tiglie di acqua minerale, conteni-tori di cibi secchi o umidi e sac-chetti ecologici. Dal punto di vista chimico, l’acido lattico (da cui de-riva il polimero) presenta due ste-reoisomeri otticamente attivi: de-stro D- e levo L-. Dal rapporto di questi due stereoisomeri dipendo-no le proprietà fisiche del polime-ro: si possono dunque ottenere un PLA completamente amorfo o se-micristallino. Gli amorfi sono so-lubili in molti solventi organici mentre i semicristallini in sol-venti clorurati o benzene ad alta temperatura. Le proprietà mecca-niche sono intermedie a quelle del polietilene e del polistirene ma risulta fragile e poco flessi-bile. I produttori industriali stan-no studiando i modi per aumen-
Una testina per stampante 3D
Principi di funzionamento delle stampanti 3D
1919
tarne la tenacità, attraverso la mi-scelazione, ad esempio, con altri polimeri. Può essere trasparente o pigmentato e ciò permette di realizzare un prototipo 3D diret-tamente del colore desiderato e dalle sfumature cromatiche lucide e accattivanti. Nella stampante 3D viene utilizzato per la realiz-zazione di pezzi di grandi di-mensioni perché la sua elevata velocità di raffreddamento con-sente all’oggetto di prendere subi-to forma evitando imbarcamenti. ABS (acrilonitrile butadiene stire-ne) Sicuramente ciò che fa apprezza-re molto questa plastica, anche a livello ingegneristico, sono le sue caratteristiche: l’acrilonitrile-butadiene-stirene, più semplice-mente detto ABS, è infatti un po-limero termoplastico leggero, rigi-do e tenace che trova numerosissi-me applicazioni nella vita di tutti i giorni. Si impiega per la realiz-zazione di tubazioni idrauliche (non sotto pressione), per gli stru-menti musicali, per i giocattoli (i
famosissimi mattoncini LEGO), per la realizzazioni di oggetti di arredo come tavoli o librerie, in campo automobilistico e aeronautico, ecc. La sua densità varia da 1.03 a 1.07 g/cm3 ed ha una temperatu-ra di transizione vetrosa relativa-mente alta, circa 105°C. Questo aspetto è sinonimo, in genere, di stabilità molecolare e spiega inoltre le buone doti meccaniche del materiale. Si presta molto bene allo stampaggio per iniezione, per estrusione, per soffiaggio, alla ca-landratura e, naturalmente, alla termoformatura. L’ABS, inoltre, mantiene inalterate le sue pro-prietà fisiche in un range di temperatura molto ampio (da -45 a +85°C) e resiste molto bene a tutta una serie di sostanze come: soluzioni saline; soluzioni alcaline; acidi diluiti; idrocarburi saturi; benzina; oli minerali; grassi animali e vegetali. E’ inoltre una plastica facilmen-te manipolabile una volta forma-
ta perché si presta molto bene all’incollaggio e alla saldatura, nonché all’avvitamento con viti automaschianti. Anche l’ABS, in fase di polimerizzazione, può es-sere pigmentato donando però al materiale solo un colore solido, che può essere riverniciato in fasi successive. Questo polimero, in una stampante 3D, trova largo im-piego per la realizzazione di pezzi meccanici, proprio grazie alle sue elevate proprietà di rigidezza e tenacità. Essendo una resina ter-moplastica sintetica, derivata di fatto dal petrolio, il suo riscalda-mento oltre la Tg comporta la li-berazione nell’aria di vapori tos-sici che, se inalati in grande quan-tità, possono creare seri danni all’organismo umano. Questo pro-blema può essere arginato ope-rando la lavorazione dell’ABS in ambienti idonei e correttamente ventilati.
Principi di funzionamento delle stampanti 3D
2020
I l cuore di una qualunque peri-ferica del PC, tra cui anche una 3D printer, è il suo con-troller, cioè quella scheda
elettronica su cui è allocato un MCU (Micro Controller Unit) o mi-crontrollore che ha il compito di farla funzionare perfettamente. Gli MCU, dispositivi elettronici inte-grati su singolo chip, sono nati come evoluzione alternativa ai microprocessori dei PC e sono uti-lizzati, generalmente, per applica-zioni specifiche in sistemi embed-ded ovvero ove è necessario un controllo digitale dei processi. L’MCU è progettato per interagire direttamente con il mondo esterno
tramite un programma residente (una sorta di BIOS) nella propria memoria interna, chiamato Firmware, e mediante l'uso di pin specializ-zati o configurabili tramite pro-grammazione con software spe-ciali chiamati compilatori. Gli MCU sono disponibili in 3 fasce di capacità elaborativa (in base all’ampiezza del bus dati): 8, 16 e 32 bit. In un recente passato, nella maggior parte delle realizzazioni, gli MCU “parlavano” il linguaggio assembly CISC (complex instruc-tion set computer, set d’istruzioni in grado di eseguire operazioni complesse) con architettura hard-ware, tipo von Neumann, che pre-vede la condivisione di dati e istruzioni del firmware nello stes-so spazio di memoria. In tempi più recenti, è stata elaborata una nuo-va filosofia per il linguaggio
firmware destinato a questi pro-cessori: il RISC (reduced instruc-tion set computer, set d’istruzioni ridotto per computer) che, avendo snellito enormemente il codice e semplificato routines ed istruzio-ni, permette una velocità di elabo-razione ed un resa in esecuzione estremamente performanti. Ciò è stato reso possibile grazie all’ado-zione di compilatori moderni, co-me quelli contenuti nella GCC (GNU Compiler Collection, in origi-ne GNU C Compiler). Un GCC scari-cato dal sito della Fondazione (gcc.gnu.org) è un compilatore multi-target che dispone di va-ri front-end per altri linguaggi quali: Java, C++, Objective, For-tran e Ada più vari back-end che sono in grado di generare linguag-gi macchina per mol-te architetture hardware. I proces-
di Salvio Gigl io
Il controller
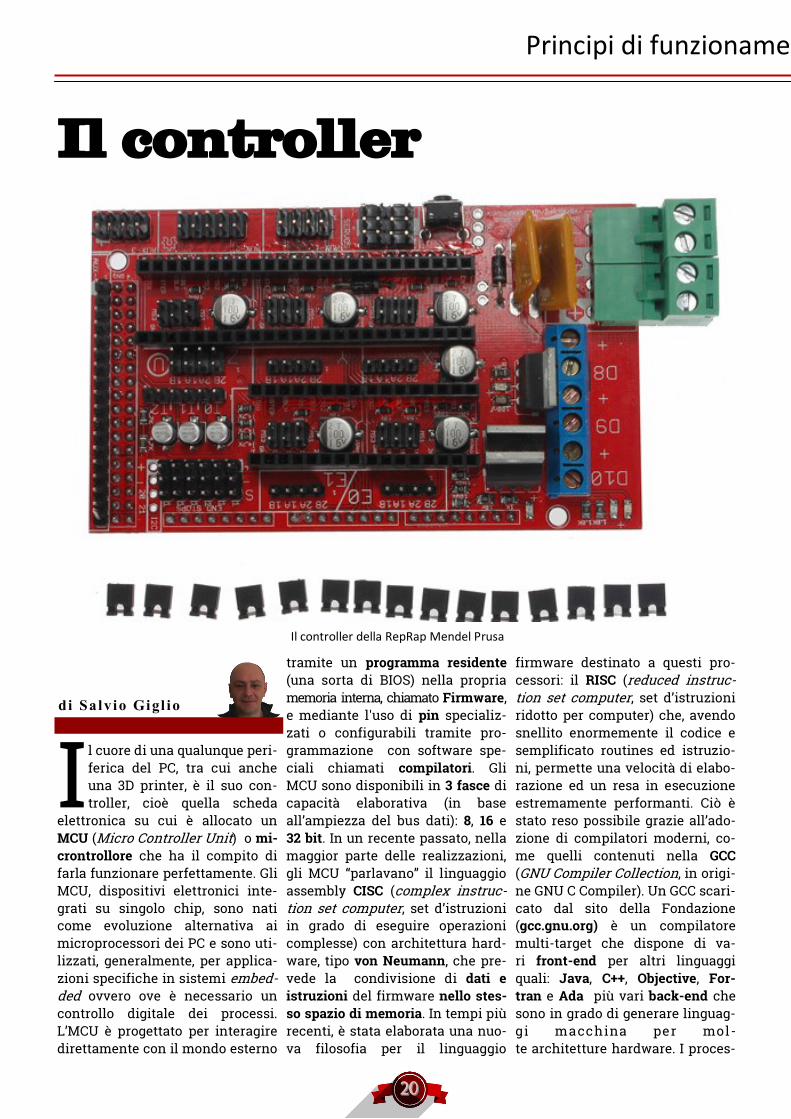
Il controller della RepRap Mendel Prusa
Principi di funzionamento delle stampanti 3D
2121
Principi di funzionamento delle stampanti 3D
sori di tipo RISC si basano su un’architettura hardware di tipo Harvard in cui i dati e le istruzio-ni del programma sono allocati in spazi di memoria distinti. In alcu-ne esecuzioni, particolarmente complesse e destinate ad applica-zioni specifiche, il processore RISC è separato dal processore CORE. L'ampia gamma di funzioni di comando e controllo disponibili, sia analogiche che digitali integra-te sullo stesso chip, permette l'im-piego delle MCU in sostituzione delle schede elettroniche cablate tradizionali ben più complesse e costose. Per i microcontrollori sono inoltre pubblicati siste-mi di sviluppo amatoriali e professionali anche in moda-
lità open source. Qualche parola su Arduino Faremo spesso riferimento ad Ar-duino in questi articoli e sento la necessità di aggiungere una de-scrizione sintetica su questo pro-dotto tutto italiano destinato a creare una vera e propria nuova rivoluzione industriale… pur aven-do dimensioni estremamente ri-dotte! Si tratta di un circuito stam-pato su cui è integrato un micro-controllore a 8-bit AVR prodotto dalla Atmel della serie megaAVR (equipaggianti i modelli ATmega8, ATmega168, ATmega328, ATme-ga1280 e ATmega2560) con: pin connessi alle porte I/O; un oscilla-tore a cristallo a 16 MHz che fa da
clock; un'interfaccia USB che per-mette la comunicazione con un computer; un regolatore di tensio-ne lineare a 5V e componenti com-plementari per facilitarne l'incor-porazione in altri circuiti. Nel cor-so dei nostri appuntamenti, trove-remo spesso un altro acronimo associato al controller Arduino: RAMPS che salta fuori da: RepRap Arduino Mega Pololu Shield (dove Pololu è il nome di un costruttore di componenti elettronici per la robotica e Shield è il nome in ger-go che si da ad una scheda appli-cativa di espansione o plug-in). Con RAMPS si fa riferimento ad una tipologia di controller proget-tato per ospitare tutta l’elettronica necessaria alla costruzione di una
1 2
4
3
5
6
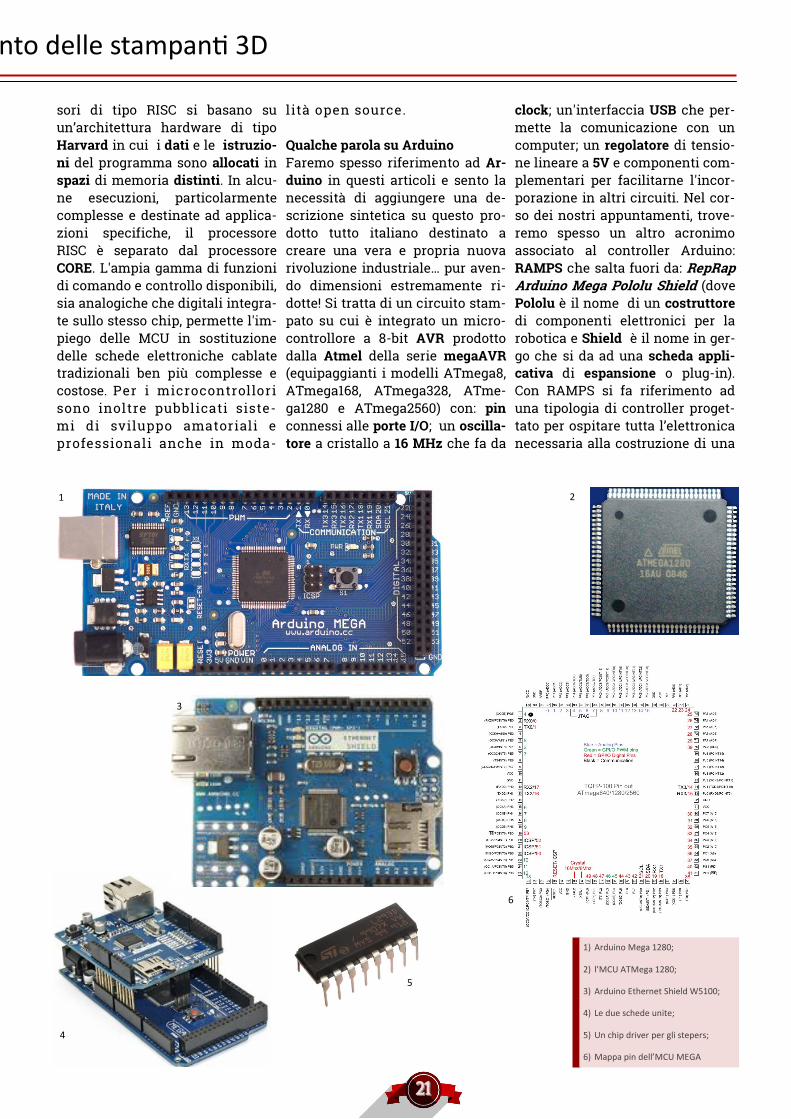
1) Arduino Mega 1280;
2) l’MCU ATMega 1280;
3) Arduino Ethernet Shield W5100;
4) Le due schede unite;
5) Un chip driver per gli stepers;
6) Mappa pin dell’MCU MEGA
2222
RepRap come, ad esempio, i chips dei driver per i motori passo passo e l’elettronica di controllo neces-saria per gestire un estrusore. La logica modulare di RAMPS preve-de una scheda principale a cui si possono aggiungere, in base alle proprie esigenze, un certo numero di shields di espansione specifici come, ad esempio, un Arduino Ethernet Shield W5100 che per-mette il controllo della stampante in remoto via web. A questo hard-ware viene affiancato un ambiente di sviluppo integrato (IDE) multi-piattaforma (per Linux, Apple Ma-cintosh e Windows). Questo soft-ware permette anche ai novizi di scrivere programmi con un lin-guaggio semplice e intuitivo, deri-vato da C e C++, chiamato Wiring, liberamente scaricabile e modifi-cabile. Arduino può essere utiliz-zato per lo sviluppo di oggetti inte-rattivi stand-alone e può anche interagire, tramite collegamento, con software residenti su compu-ter, come Adobe Flash, Processing, Max/MSP, Pure Data, SuperColli-der. Arduino è nato con lo scopo di realizzare velocemente prototipi
hobbistici e didattici. Le applica-zioni del controller sono tantissi-me e quotidianamente se ne speri-mentano di nuove. Il motivo di questo successo è la semplicità di uso, la modularità e la grande pos-sibilità di espansione. È fornito insieme ad un semplice ambiente di sviluppo integrato per la pro-grammazione. Tutto il software a corredo è libero e gli schemi cir-cuitali sono distribuiti come hard-ware libero. Arduino IDE è un'ap-plicazione multipiattaforma scritta in Java ed è derivata dall'IDE creato per il linguaggio di pro-grammazione Processing e per il progetto Wiring. È stata ideata per iniziare alla programmazione arti-sti e altri neofiti completamente a digiuno di queste nozioni. Il nome della scheda, tanto parti-colare, è stato ispirato da quello di un bar di Ivrea (il cui nome era ispirato ad Arduino d'Ivrea, Re d'I-talia nel 1002) frequentato spesso da alcuni fondatori del progetto. Il controller per la RepRap Mendel Le RepRap utilizzano solitamente come MCU un ATMega 1280 o
2560, in base al modello di stam-pante. Altri equipaggiamenti della RepRap prevedono motherboard open source costruite ad hoc come nel caso di Gen o Sanguino. ATMe-ga appartiene alla famiglia AVR di microcontrollori RISC ad architet-tura Harvard sviluppati dalla Atmel a partire dal 1996. Fu una delle prime famiglie di MCU a uti-lizzare una memoria flash interna per registrare il firmware. Un grande passo avanti questo perchè permette di aggiornare il firmware con una nuova versione, in pochi secondi e senza rimuovere il mi-crocontrollore dalla scheda su cui è montato, velocizzando così enor-memente il processo di correzione e messa a punto del codice.
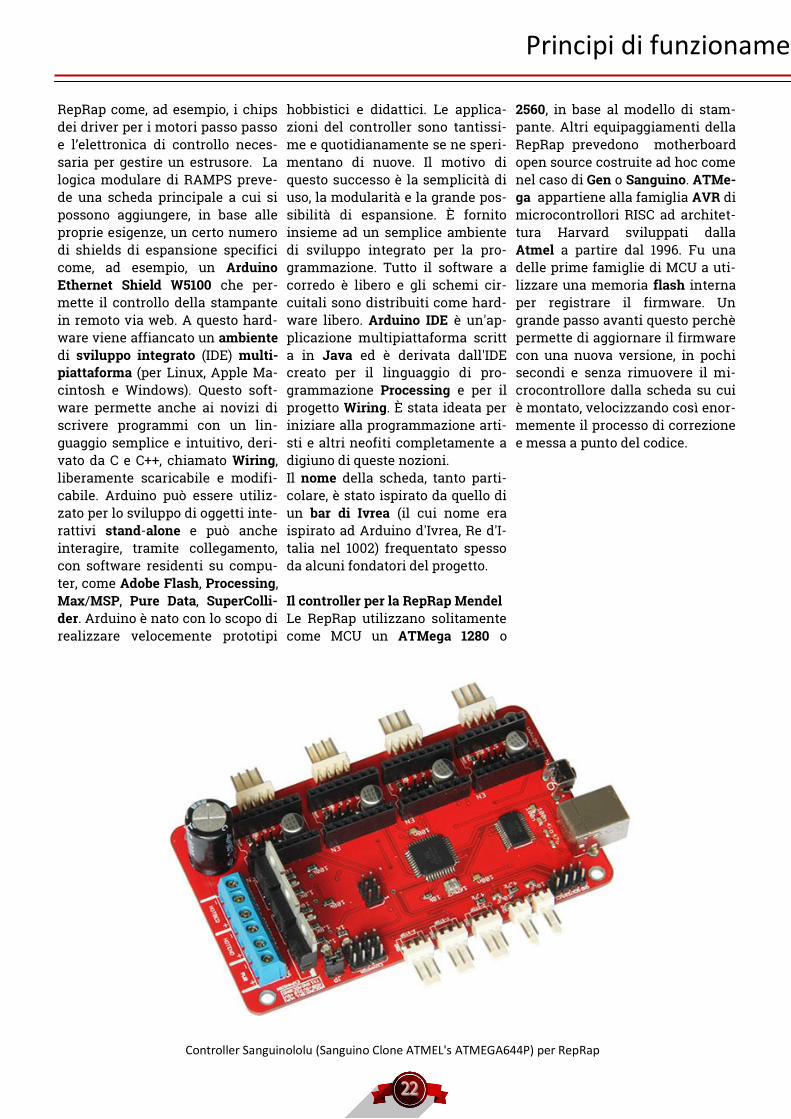
Controller Sanguinololu (Sanguino Clone ATMEL's ATMEGA644P) per RepRap
Principi di funzionamento delle stampanti 3D
2323
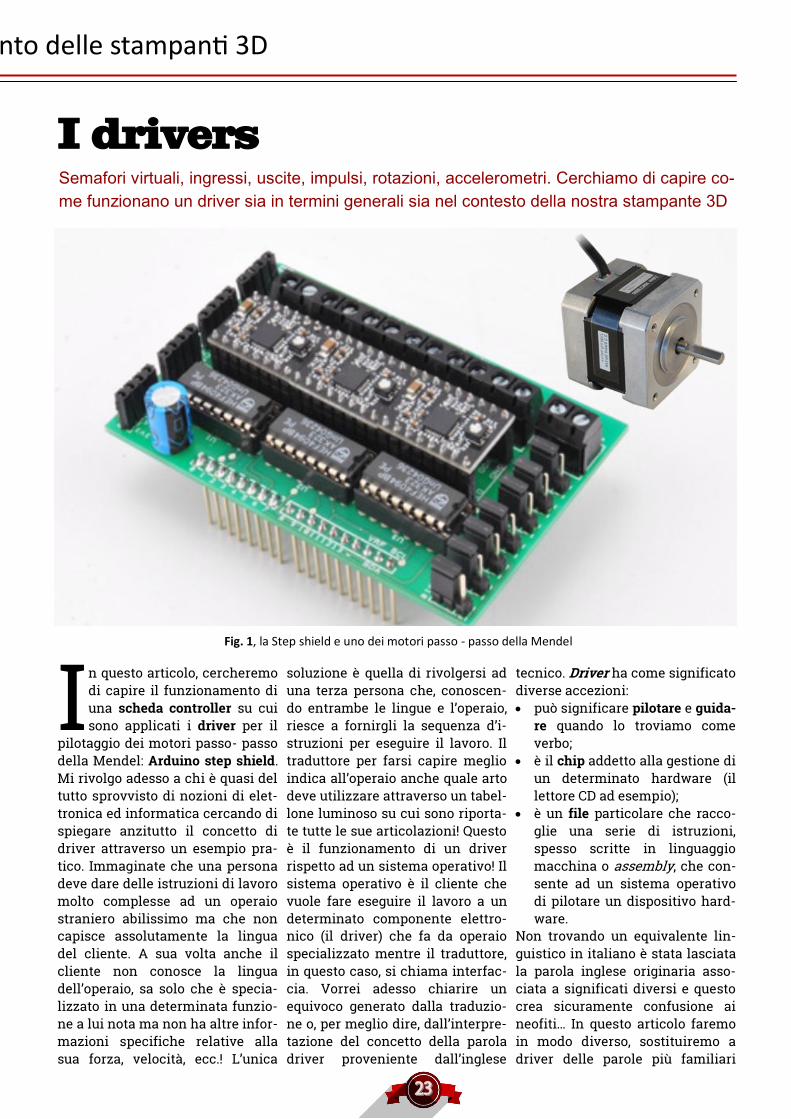
I n questo articolo, cercheremo di capire il funzionamento di una scheda controller su cui sono applicati i driver per il
pilotaggio dei motori passo- passo della Mendel: Arduino step shield. Mi rivolgo adesso a chi è quasi del tutto sprovvisto di nozioni di elet-tronica ed informatica cercando di spiegare anzitutto il concetto di driver attraverso un esempio pra-tico. Immaginate che una persona deve dare delle istruzioni di lavoro molto complesse ad un operaio straniero abilissimo ma che non capisce assolutamente la lingua del cliente. A sua volta anche il cliente non conosce la lingua dell’operaio, sa solo che è specia-lizzato in una determinata funzio-ne a lui nota ma non ha altre infor-mazioni specifiche relative alla sua forza, velocità, ecc.! L’unica
soluzione è quella di rivolgersi ad una terza persona che, conoscen-do entrambe le lingue e l’operaio, riesce a fornirgli la sequenza d’i-struzioni per eseguire il lavoro. Il traduttore per farsi capire meglio indica all’operaio anche quale arto deve utilizzare attraverso un tabel-lone luminoso su cui sono riporta-te tutte le sue articolazioni! Questo è il funzionamento di un driver rispetto ad un sistema operativo! Il sistema operativo è il cliente che vuole fare eseguire il lavoro a un determinato componente elettro-nico (il driver) che fa da operaio specializzato mentre il traduttore, in questo caso, si chiama interfac-cia. Vorrei adesso chiarire un equivoco generato dalla traduzio-ne o, per meglio dire, dall’interpre-tazione del concetto della parola driver proveniente dall’inglese
tecnico. Driver ha come significato diverse accezioni: può significare pilotare e guida-
re quando lo troviamo come verbo;
è il chip addetto alla gestione di un determinato hardware (il lettore CD ad esempio);
è un file particolare che racco-glie una serie di istruzioni, spesso scritte in linguaggio macchina o assembly, che con-sente ad un sistema operativo di pilotare un dispositivo hard-ware.
Non trovando un equivalente lin-guistico in italiano è stata lasciata la parola inglese originaria asso-ciata a significati diversi e questo crea sicuramente confusione ai neofiti… In questo articolo faremo in modo diverso, sostituiremo a driver delle parole più familiari
I drivers
Fig. 1, la Step shield e uno dei motori passo - passo della Mendel
Semafori virtuali, ingressi, uscite, impulsi, rotazioni, accelerometri. Cerchiamo di capire co-
me funzionano un driver sia in termini generali sia nel contesto della nostra stampante 3D
Principi di funzionamento delle stampanti 3D
2424
che ci permetteranno di capire subito se si sta facendo riferimen-to al chip o al file d’istruzioni per azionarlo! Chiameremo il chip operatore e il file istruttore, l’inter-faccia traduttore mentre le “articolazioni” del nostro chip sa-ranno i registri. Che ne dite? Modalità di funzionamento Un istruttore permette al sistema operativo di utilizzare l'operatore senza sapere come esso funzioni ma dialogandoci attraverso un tra-duttore che si rivolge direttamente ai registri dell’operatore. Questa logica ha permesso nel corso degli anni di standardizzare la compo-nentistica elettronica permetten-done così anche l'intercambiabili-tà. Ogni istruttore è un qualcosa di molto specifico sia dal punto di vista dell'hardware che pilota, sia da quello del sistema operativo per cui è scritto. Infatti, non è possibi-le utilizzare istruttori scritti per un determinato sistema operativo su uno differente, perché il traduttore è diverso. Nella maggioranza dei
casi l’istruttore è scritto, ovvia-mente, dal produttore del disposi-tivo hardware. Se il progetto dell’o-peratore è di tipo Open Source e la licenza è aperta a tutti può accade-re anche che i driver siano scritti da terze parti sulla base della do-cumentazione tecnica rilasciata dal produttore. Nei sistemi embed-ded, come nel caso di Arduino, tut-to il software è un unico program-ma compilato e caricato in memo-ria e l’istruttore non è altro che una sua routine che si collega con l'hardware da pilotare. Come funziona un driver e la teo-ria dei semafori virtuali Ogni istruttore deve garantire ad un solo processo per volta, e per tutta la sua durata, l'accesso esclusivo alla periferica operatore. Per far fronte ad un elevato nume-ro di processi, che potrebbero inte-ragire direttamente con la periferi-ca, può rendersi necessario intro-durre un istruttore virtualizzato: in questo modo ogni processo può agire sulla periferica in maniera
indipendente. Questa procedura somiglia molto a quanto accade in qualunque strada cittadina percor-sa da veicoli e pedoni; in punti particolarmente critici, come gli incroci, vengono installati dei se-mafori per regolare il traffico ed evitare incidenti. Analogamente, nell’elettronica digitale esistono delle procedure assimilabili agli stati che assume un semaforo che vengono, appunto, definite sema-fori virtuali. La teoria dei semafori virtuali fu elaborata dall’informati-co olandese Edsger Wybe Dijkstra negli anni ’70 del secolo scorso ed è stata proficuamente applicata specialmente nei sistemi multita-sking (che compiono più operazio-ni simultaneamente). Ad ogni pe-riferica è associato uno di questi semafori che dicono al sistema operativo se la periferica è libera o occupata da un determinato pro-cesso. Un tipo di semaforo molto utilizzato è quello binario che ha solo 2 stati, 0 ed 1, a cui sono asso-ciate le operazioni: wait (aspetta) nel caso di perife-
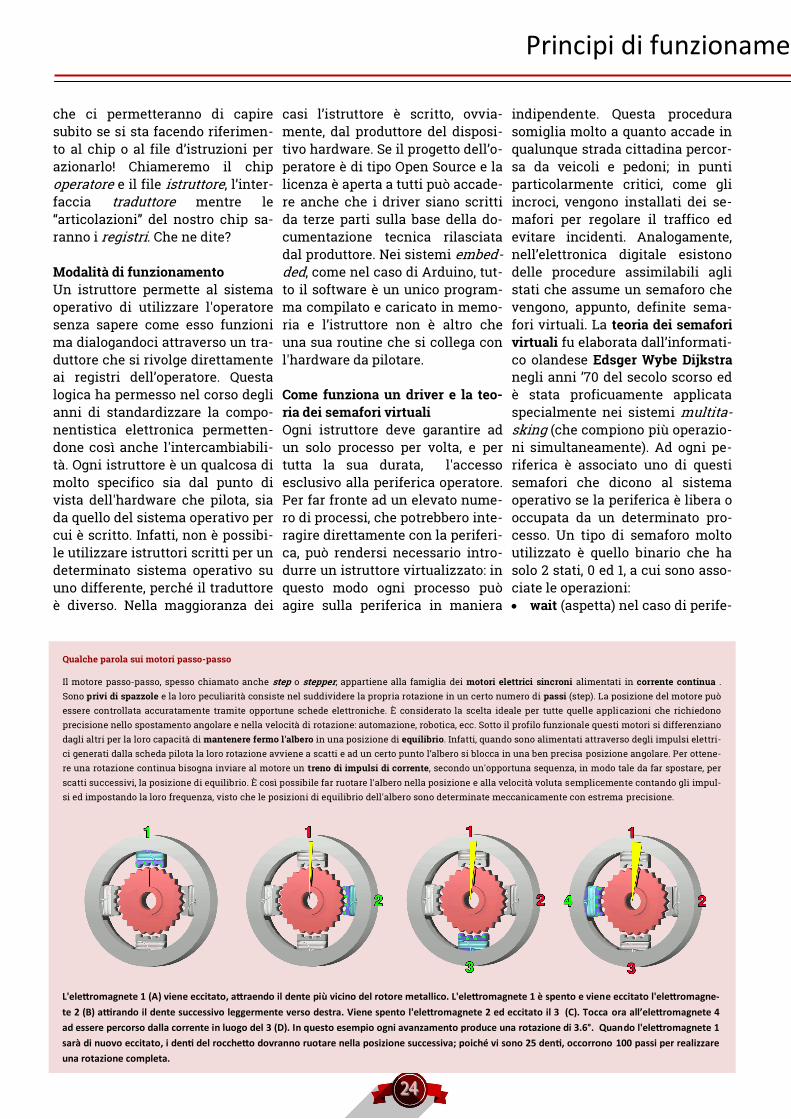
Qualche parola sui motori passo-passo
Il motore passo-passo, spesso chiamato anche step o stepper, appartiene alla famiglia dei motori elettrici sincroni alimentati in corrente continua . Sono privi di spazzole e la loro peculiarità consiste nel suddividere la propria rotazione in un certo numero di passi (step). La posizione del motore può essere controllata accuratamente tramite opportune schede elettroniche. È considerato la scelta ideale per tutte quelle applicazioni che richiedono precisione nello spostamento angolare e nella velocità di rotazione: automazione, robotica, ecc. Sotto il profilo funzionale questi motori si differenziano dagli altri per la loro capacità di mantenere fermo l'albero in una posizione di equilibrio. Infatti, quando sono alimentati attraverso degli impulsi elettri-ci generati dalla scheda pilota la loro rotazione avviene a scatti e ad un certo punto l’albero si blocca in una ben precisa posizione angolare. Per ottene-re una rotazione continua bisogna inviare al motore un treno di impulsi di corrente, secondo un'opportuna sequenza, in modo tale da far spostare, per scatti successivi, la posizione di equilibrio. È così possibile far ruotare l'albero nella posizione e alla velocità voluta semplicemente contando gli impul-si ed impostando la loro frequenza, visto che le posizioni di equilibrio dell'albero sono determinate meccanicamente con estrema precisione.
L'elettromagnete 1 (A) viene eccitato, attraendo il dente più vicino del rotore metallico. L'elettromagnete 1 è spento e viene eccitato l'elettromagne-
te 2 (B) attirando il dente successivo leggermente verso destra. Viene spento l'elettromagnete 2 ed eccitato il 3 (C). Tocca ora all’elettromagnete 4
ad essere percorso dalla corrente in luogo del 3 (D). In questo esempio ogni avanzamento produce una rotazione di 3.6°. Quando l'elettromagnete 1
sarà di nuovo eccitato, i denti del rocchetto dovranno ruotare nella posizione successiva; poiché vi sono 25 denti, occorrono 100 passi per realizzare
una rotazione completa.
Principi di funzionamento delle stampanti 3D
2525
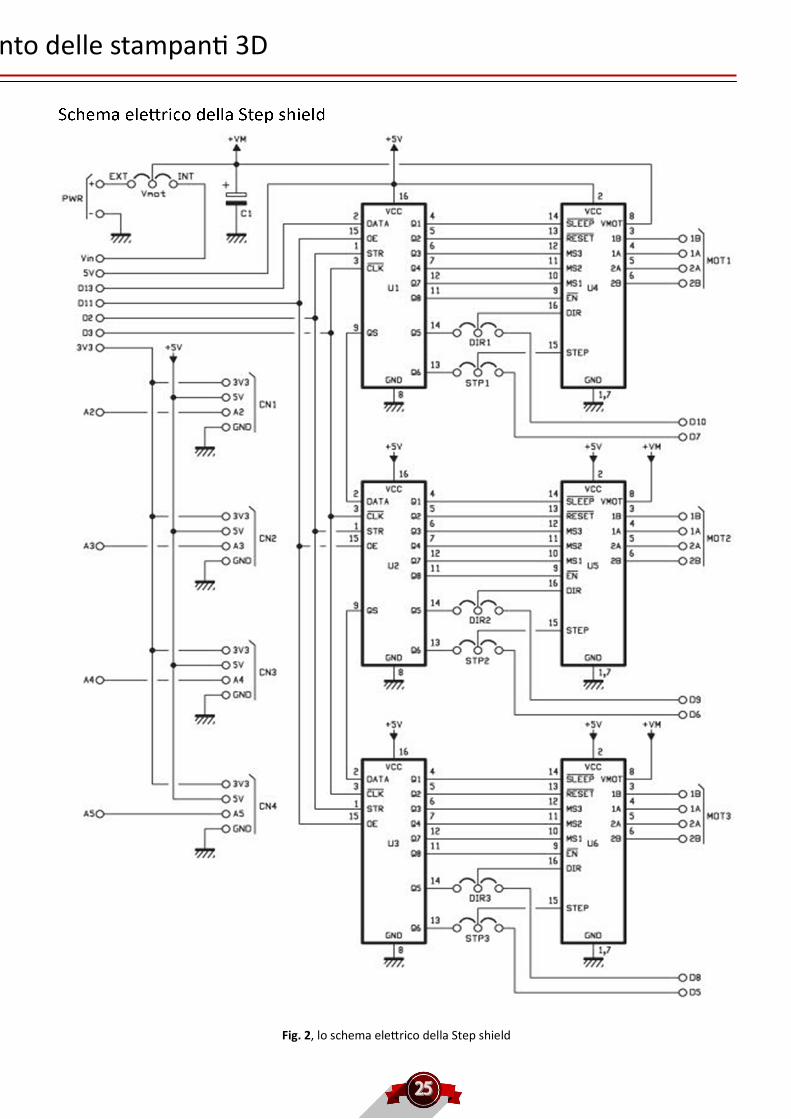
Fig. 2, lo schema elettrico della Step shield
Principi di funzionamento delle stampanti 3D
2626
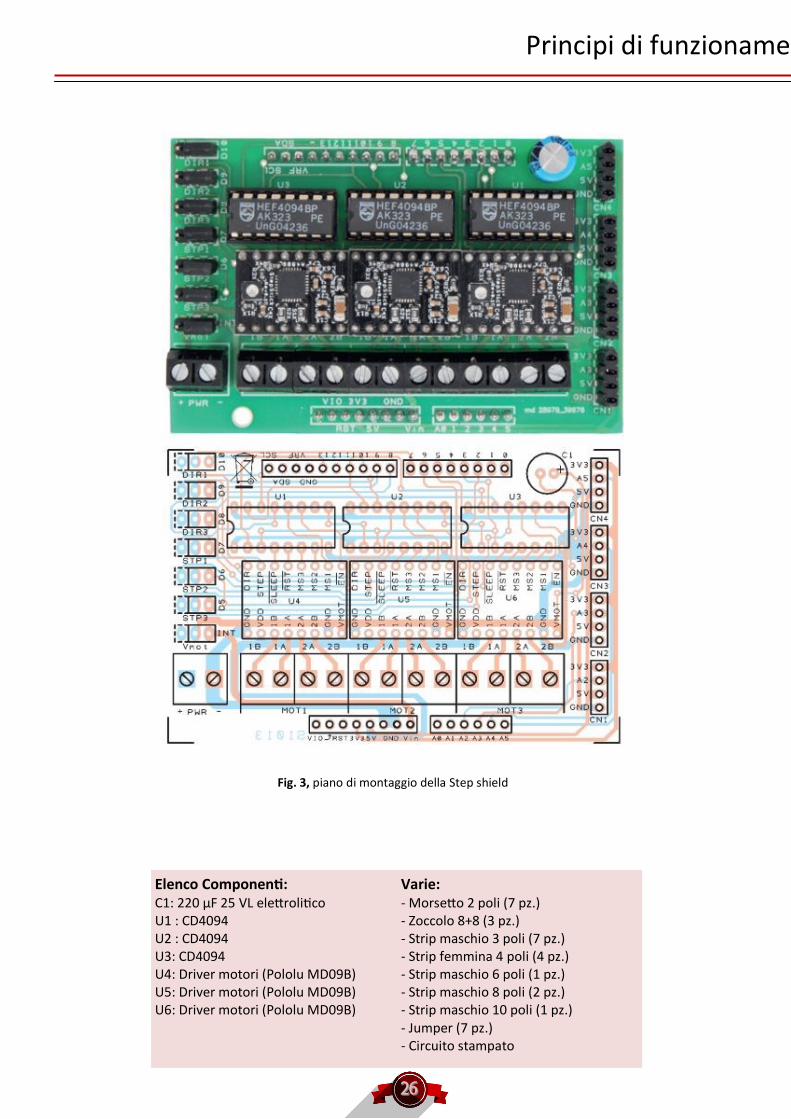
Elenco Componenti: C1: 220 µF 25 VL elettrolitico U1 : CD4094 U2 : CD4094 U3: CD4094 U4: Driver motori (Pololu MD09B) U5: Driver motori (Pololu MD09B) U6: Driver motori (Pololu MD09B)
Varie: - Morsetto 2 poli (7 pz.) - Zoccolo 8+8 (3 pz.) - Strip maschio 3 poli (7 pz.) - Strip femmina 4 poli (4 pz.) - Strip maschio 6 poli (1 pz.) - Strip maschio 8 poli (2 pz.) - Strip maschio 10 poli (1 pz.) - Jumper (7 pz.) - Circuito stampato
Fig. 3, piano di montaggio della Step shield
Principi di funzionamento delle stampanti 3D
2727
rica occupata; signal (segnale) nel caso di pe-
riferica libera. Proprio come accade al semaforo di qualunque strada trafficata che, quando c’è il rosso, crea nel corso dei minuti una coda più o meno lunga di veicoli in attesa di riparti-re, analogamente quando il sema-foro di una periferica è su wait si crea una coda di processi in attesa di essere smaltita. Nel caso di una stampante 3D, come la nostra Mendel, i suoi semafori dialogano col PC attraverso la MCU infor-mandolo sullo stato di tutti i suoi vari attuatori (i motori, il piatto termico, l’alimentazione del fila-mento di materiale termoplastico, ecc.). La scheda per il controllo dei motori della Mendel segue an-ch’essa la logica dei semafori; in-fatti nel codice del suo istruttore ci sono scritti i seguenti gruppi di istruzione: Procedura di acquisizione; Procedure d'uso; Procedura di rilascio. Dopo aver acquisito l’uso esclusivo della periferica, il processo di stampa può applicare le procedure d'uso e, quando ha terminato, deve rilasciarla comunicando al siste-ma operativo che ha finito.
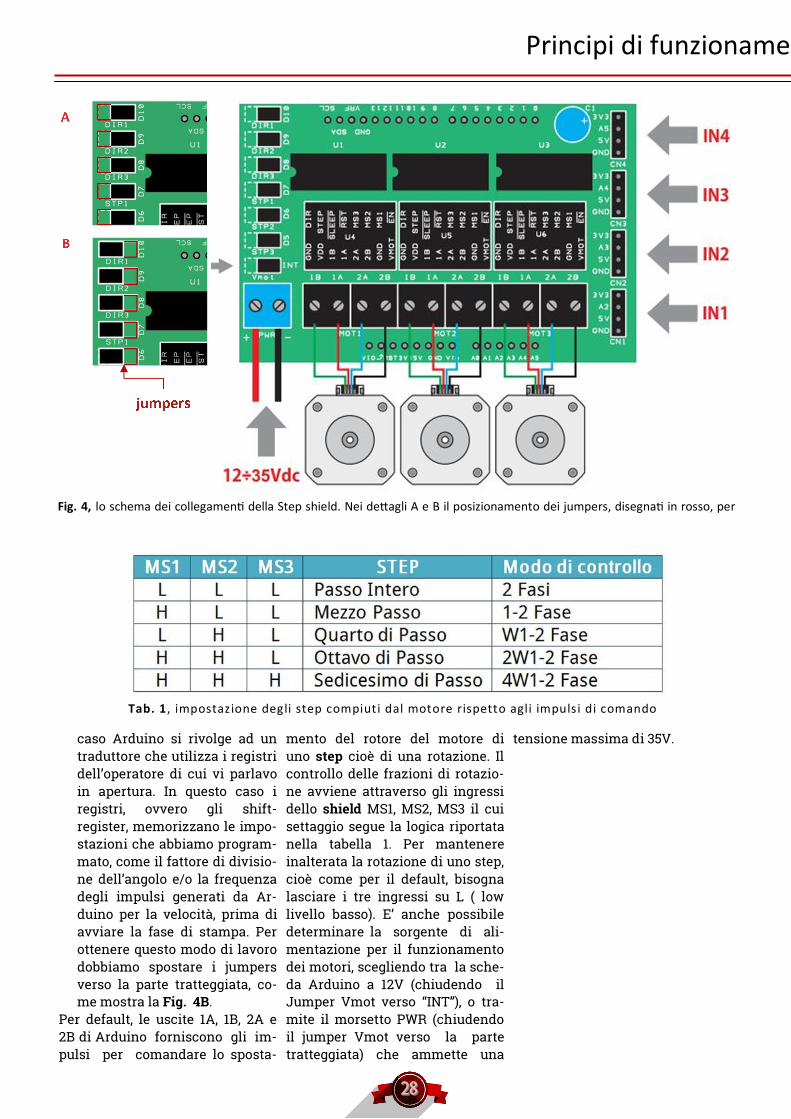
Caratteristiche della step shield Shield per Arduino, UNO o Mega, permette di comandare tre moto-ri passo-passo bipolari da 2A. Il controllo di ciascuno di essi è affi-dato ad un driver “operatore” (MD09B) prodotto dal-la Pololu (un costruttore di compo-nentistica elettronica per l’auto-mazione e la robotica). Si può im-postare ogni driver operatore in base all’accuratezza che vogliamo dare al nostro lavoro di stampa. Infatti possiamo stabilire sia il senso di rotazione (orario o antio-rario) che il numero di gradi che il rotore del motore deve compiere alla ricezione di ogni comando: da uno step alla volta fino a delle fra-zioni di esso (1/2, 1/4, 1/8 o 1/16). Il circuito Si tratta di un circuito, di dimen-sioni 86 x 56mm, composto di 4 ingressi analogici e 3 driver per motori passo-passo alimentato a 12V in corrente continua stabiliz-zata. Agli ingressi analogici (A0, A1, A2, A3) possiamo collegare sia dei fine corsa per i motori che al-tri, di vario tipo, come gli accelero-metri. I 3 driver operatori per-mettono una gestione completa dei motori della Mendel suppor-tando un consumo massimo di 2A. I driver per motori, nello schema elettrico, sono contrassegnati dal-
le sigle U4, U5 e U6 e sono chiama-ti anche shift-register. Essi sono componenti utilizzati nell'elettro-nica digitale e costituiti da una catena di celle di memoria ad 1 bit interconnesse tra loro (comunemente dei flip-flop): ad ogni impulso di clock essi consentono lo scorri-mento dei bit da una cella a quella immediatamente adiacente. Lo scorrimento può avvenire verso destra, verso sinistra o, in alcuni tipi detti bidirezionali, in entram-be le direzioni in base allo stato di una linea di controllo: a seconda se questa linea è a un livello di 0 logico oppure di 1 logico, i dati vanno in una direzione oppure nell'altra. Il comando del movi-mento (verso di rotazione, angola-zione dell’albero motore, frequen-za degli impulsi per la velocità del motore) può essere ottenuto in due modi: Gestione diretta in cui Arduino
gestisce direttamente l’operato-re collegato al motore utilizzan-do due linee digitali dedicate costituite dai pin (asticelle me-talliche che fuoriescono dalla scheda) DIR e STEP del driver Pololu. Questa modalità si ottie-ne spostando i jumpers (ponticelli di contatto tra due pin) verso il pin “Arduino” co-me in Fig. 4 A.
Gestione indiretta, in questo
Edsger Wybe Dijkstra
N asce in Olanda a Rotterdam, l’11 maggio del 1930; suo padre,
che era un chimico, era stato il presidente della Società Chimica Olandese. Si laurea nel 1951 in Mate-matica e Fisica e nel 1956 in Fisica Teorica all'Uni-
versità di Leida. Dal 1952 al 1962 Dijkstra lavora come programmatore scientifico presso il Mathe-
matisch Centrum di Amsterdam. In quel periodo sviluppa il compilatore per il linguaggio Algol 60 e l’algoritmo che porta il suo nome. Nel 1962, ottiene la Cattedra in Informatica presso l'Eindhoven Uni-versity of Technology dove lavorerà sino al 1984. Nel 1972, vince il Premio Turing per i contributi fondamentali allo sviluppo dei linguaggi di pro-grammazione. Dal 1982 diventa consulente infor-matico della Burroughs Corporation. Nel 1984, gli affidano la prestigiosa cattedra Schlumberger Centennial Chair in Computer Sciences all'Univer-sità di Austin nel Texas ove lavorerà sino al 1999.
Principi di funzionamento delle stampanti 3D
2828
Principi di funzionamento delle stampanti 3D
caso Arduino si rivolge ad un traduttore che utilizza i registri dell’operatore di cui vi parlavo in apertura. In questo caso i registri, ovvero gli shift-register, memorizzano le impo-stazioni che abbiamo program-mato, come il fattore di divisio-ne dell’angolo e/o la frequenza degli impulsi generati da Ar-duino per la velocità, prima di avviare la fase di stampa. Per ottenere questo modo di lavoro dobbiamo spostare i jumpers verso la parte tratteggiata, co-me mostra la Fig. 4B.
Per default, le uscite 1A, 1B, 2A e 2B di Arduino forniscono gli im-pulsi per comandare lo sposta-
mento del rotore del motore di uno step cioè di una rotazione. Il controllo delle frazioni di rotazio-ne avviene attraverso gli ingressi dello shield MS1, MS2, MS3 il cui settaggio segue la logica riportata nella tabella 1. Per mantenere inalterata la rotazione di uno step, cioè come per il default, bisogna lasciare i tre ingressi su L ( low livello basso). E’ anche possibile determinare la sorgente di ali-mentazione per il funzionamento dei motori, scegliendo tra la sche-da Arduino a 12V (chiudendo il Jumper Vmot verso “INT”), o tra-mite il morsetto PWR (chiudendo il jumper Vmot verso la parte tratteggiata) che ammette una
tensione massima di 35V.
Tab. 1 , impostazione degli step compiuti dal motore rispetto agli impulsi di comando
Fig. 4, lo schema dei collegamenti della Step shield. Nei dettagli A e B il posizionamento dei jumpers, disegnati in rosso, per

2929
Principi di funzionamento delle stampanti 3D
I n questa puntata, ci occupe-remo di definire l’allestimen-to elettromeccanico di una stampante 3D, partendo da
alcune nozioni di base che posso-no tornare utili anche in altre oc-casioni. Pensando al montaggio della Mendel, qualche settimana fa, mi è tornato in mente il periodo in cui mi occupavo di automazio-ne industriale professionalmente: un lavoro bello ma massacrante. Ci occupavamo di allestire mac-chinari molto complessi come le catene di montaggio per lavatrici con oltre 40 postazioni di lavoro. La linea di produzione prelevava la scocca di una lavatrice provenien-te dalla verniciatura e, stazione dopo stazione, la macchina veniva montata, testata e imballata. Allestimento elettromeccanico Allestire elettricamente e/o mec-canicamente una macchina signi-fica corredarla di tutti quei dispo-sitivi, attivi e passivi, che ne con-sentono il controllo per il funzio-namento e la produzione. Al pari del corpo umano, ogni macchina è
equipaggiata da almeno un centro di controllo digitale (PLC, MCU, WS) e necessita di un albero elet-trico (composto da cavi di potenza e cavi di segnale) opportunamente collegati, alle loro estremità, da una parte a generatori (elettrici o di segnale) e dall’altra ad attuatori e rivelatori. Un esempio immedia-tamente a portata di… mano è pro-prio la mano! :D Se cercassimo di replicare bionicamente questo ar-to complicatissimo dovremmo, dopo aver costruito la struttura portante che funge da ossatura, applicare tutta una serie di sensori ed attuatori per consentirne il mo-vimento e controllo. L’allestimento di una macchina, in termini di componentistica impiegata, è di-rettamente proporzionale alla complessità delle funzioni a cui è chiamata ad assolvere. Un buon allestimento elettrico deve tener conto non solo di attuatori e sen-sori ma anche del loro fissaggio, cablaggio e del posizionamento della loro cavetteria elettrica e del-le relative condutture protettive, lì ove esse sono richieste. Essendo
ogni macchina dotata di un certo numero di GDL (gradi di libertà) o DOF (degree of freedom) l’allesti-mento elettrico non deve assolu-tamente interferire con essi impe-dendone i movimenti durante un’operazione: ne consegue che ogni cavetto e/o conduttura elet-trica deve avere gioco sufficiente in prossimità di articolazioni e snodi. Fortunatamente la nostra Mendel è una macchina molto semplice e i suoi attuatori e senso-ri si limitano a poche unità le cui membrature elettriche (cavi se-gnale e potenza) sono di sezione ridotta e di facile fissaggio alla struttura della stampante. L’alle-stimento elettromeccanico della Mendel consiste dei seguenti ele-menti: MPP motori passo-passo (stepper); resistori estrusori (per ammor-
bidire il filamento termoplasti-co);
termistori per il controllo degli estrusori (sensori termici per far riscaldare i resistori entro una certa temperatura);
piatto termico ove stampiamo il
L’allestimento elettrico
Fig. 1, la componentistica hardware di base di una RepRap Mendel
3030
Principi di funzionamento delle stampanti 3D
nostro modello evitando che si saldi alla stampante;
termistore per il controllo del piatto termico (per evitare di “cuocere” il modello).
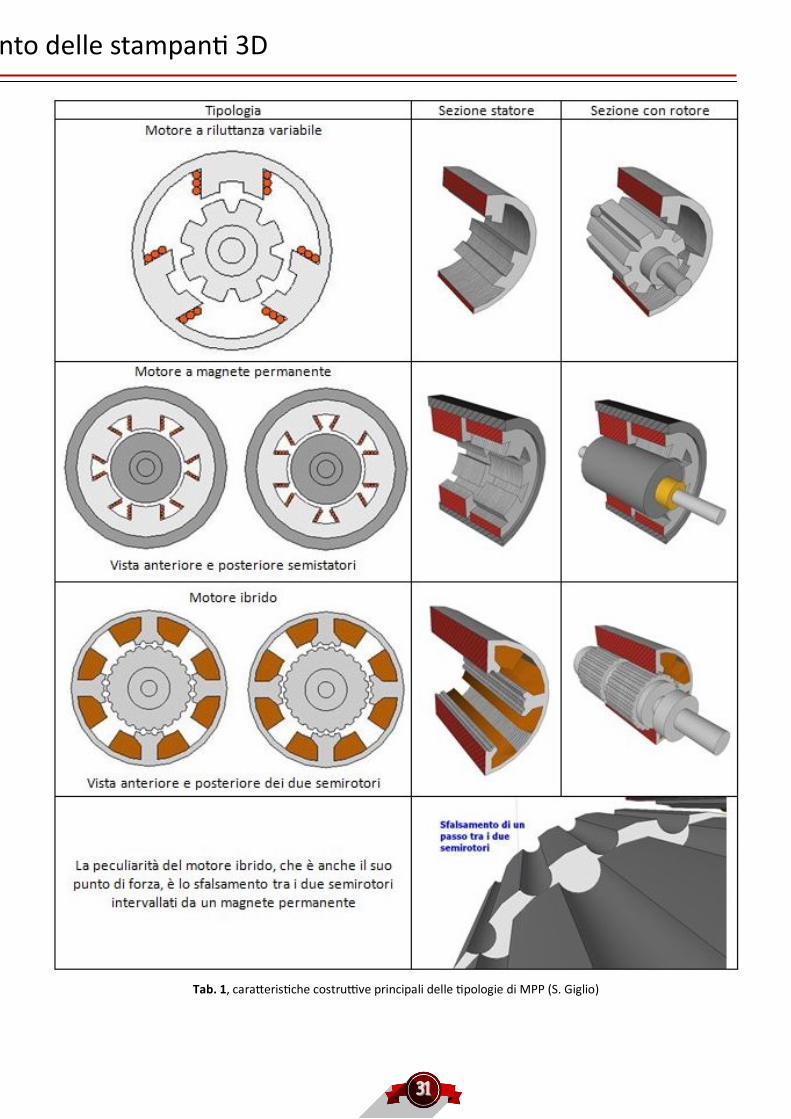
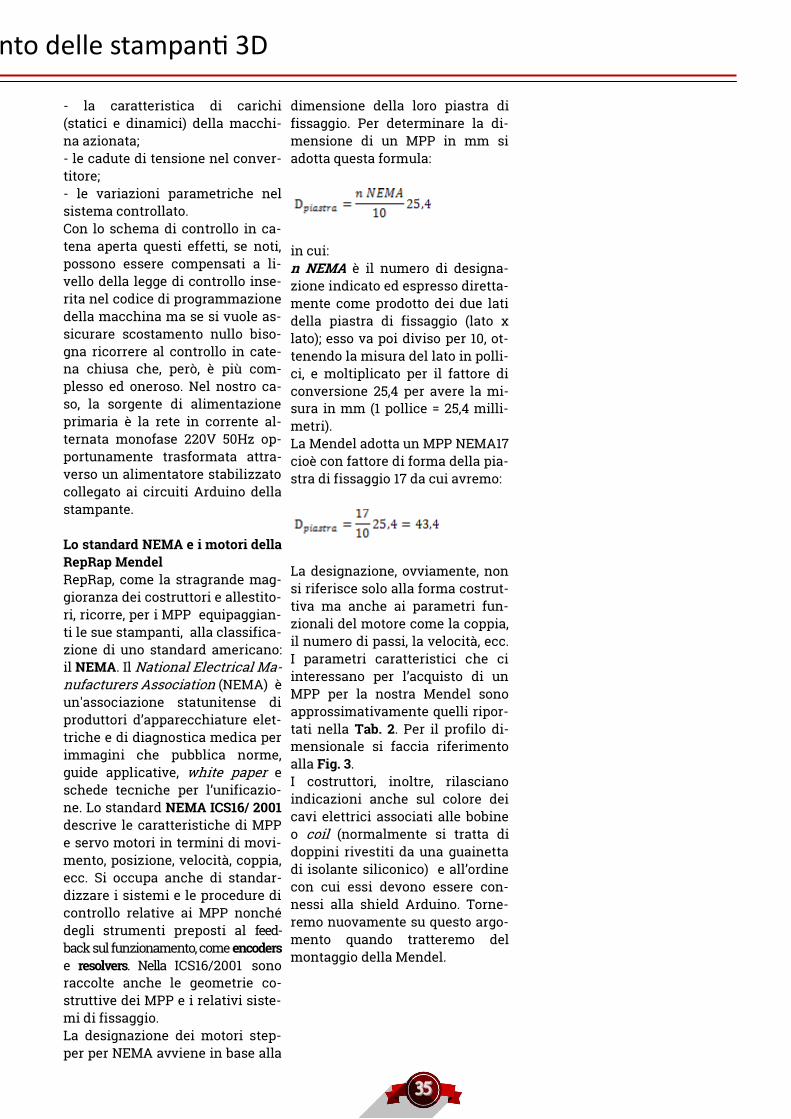
Pur trattandosi di componenti elettrici ed elettronici alimentati in ELV (extra low voltage - bassis-sima tensione), essi vanno adegua-tamente fissati alla struttura per evitare danneggiamenti e donare anche una certa estetica alla mac-china! Tutti i consigli necessari all’allestimento ottimale della stampante ve li fornirò nel ciclo di articoli destinati all’assemblaggio della printer; in questa puntata approfondiremo l’argomento intro-dotto nel numero 2 relativamente ai drivers e alla steper shield: i mo-tori passo-passo o stepper. I motori passo-passo o stepper (MPP) Con questa designazione si fa rife-rimento ad una famiglia di motori elettrici, alimentati da impulsi, che può essere suddivisa in tre catego-rie costruttive principali: a rilut-tanza variabile, a magnete perma-nente e ibridi. Di questi analizze-remo rapidamente, nei prossimi paragrafi, le principali caratteristi-che di funzionamento e valutere-mo vantaggi e svantaggi legati alla
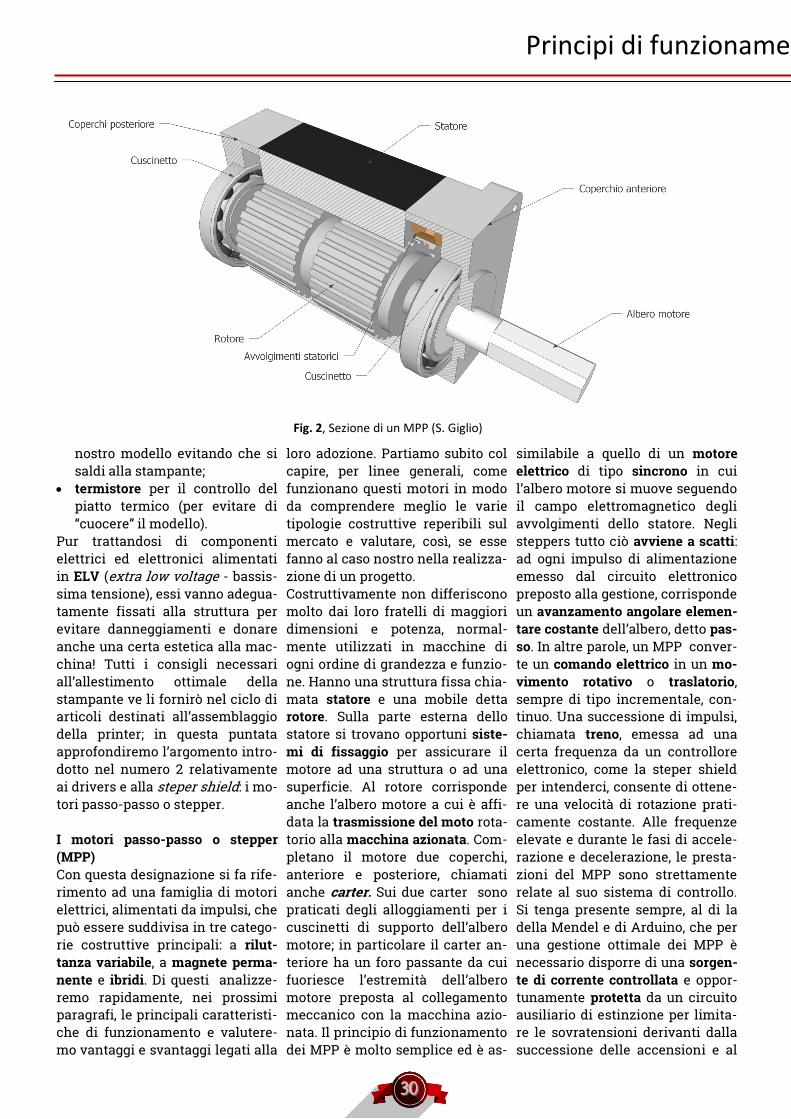
loro adozione. Partiamo subito col capire, per linee generali, come funzionano questi motori in modo da comprendere meglio le varie tipologie costruttive reperibili sul mercato e valutare, così, se esse fanno al caso nostro nella realizza-zione di un progetto. Costruttivamente non differiscono molto dai loro fratelli di maggiori dimensioni e potenza, normal-mente utilizzati in macchine di ogni ordine di grandezza e funzio-ne. Hanno una struttura fissa chia-mata statore e una mobile detta rotore. Sulla parte esterna dello statore si trovano opportuni siste-mi di fissaggio per assicurare il motore ad una struttura o ad una superficie. Al rotore corrisponde anche l’albero motore a cui è affi-data la trasmissione del moto rota-torio alla macchina azionata. Com-pletano il motore due coperchi, anteriore e posteriore, chiamati anche carter. Sui due carter sono praticati degli alloggiamenti per i cuscinetti di supporto dell’albero motore; in particolare il carter an-teriore ha un foro passante da cui fuoriesce l’estremità dell’albero motore preposta al collegamento meccanico con la macchina azio-nata. Il principio di funzionamento dei MPP è molto semplice ed è as-
similabile a quello di un motore elettrico di tipo sincrono in cui l’albero motore si muove seguendo il campo elettromagnetico degli avvolgimenti dello statore. Negli steppers tutto ciò avviene a scatti: ad ogni impulso di alimentazione emesso dal circuito elettronico preposto alla gestione, corrisponde un avanzamento angolare elemen-tare costante dell’albero, detto pas-so. In altre parole, un MPP conver-te un comando elettrico in un mo-vimento rotativo o traslatorio, sempre di tipo incrementale, con-tinuo. Una successione di impulsi, chiamata treno, emessa ad una certa frequenza da un controllore elettronico, come la steper shield per intenderci, consente di ottene-re una velocità di rotazione prati-camente costante. Alle frequenze elevate e durante le fasi di accele-razione e decelerazione, le presta-zioni del MPP sono strettamente relate al suo sistema di controllo. Si tenga presente sempre, al di la della Mendel e di Arduino, che per una gestione ottimale dei MPP è necessario disporre di una sorgen-te di corrente controllata e oppor-tunamente protetta da un circuito ausiliario di estinzione per limita-re le sovratensioni derivanti dalla successione delle accensioni e al
Fig. 2, Sezione di un MPP (S. Giglio)
3131
Principi di funzionamento delle stampanti 3D
Tab. 1, caratteristiche costruttive principali delle tipologie di MPP (S. Giglio)
3232
Principi di funzionamento delle stampanti 3D
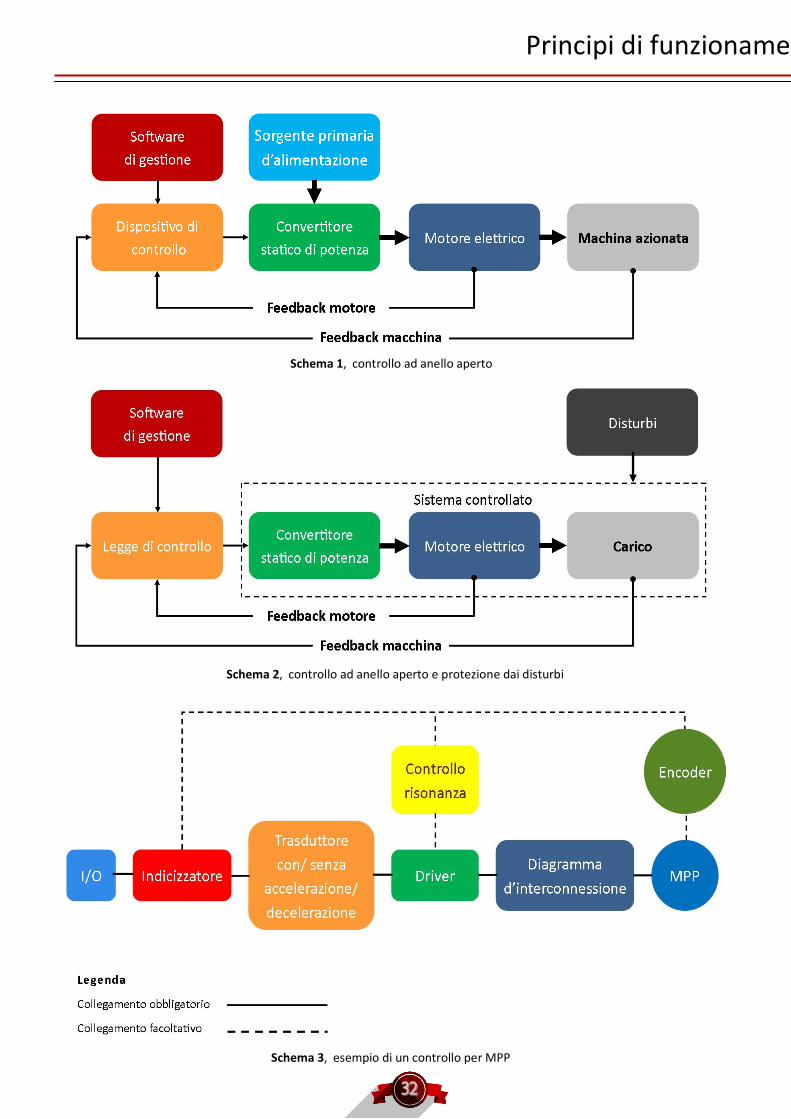
Schema 1, controllo ad anello aperto
Schema 2, controllo ad anello aperto e protezione dai disturbi
Schema 3, esempio di un controllo per MPP
3333
Principi di funzionamento delle stampanti 3D
di là degli spegnimenti delle bobi-ne. La stessa poi deve anche assi-curare la successione delle com-mutazioni tra le varie fasi del MPP a un ritmo compatibile con le fun-zioni da realizzare. E’ necessario considerare l’adozione di un con-trollo del tipo ad anello aperto, come vedremo più innanzi, data la natura sincrona del MPP. In con-clusione, questi motori permetto-no di convertire “informazioni” in un controllo di posizione e veloci-tà estremamente affidabile e pre-ciso. Passiamo adesso a capire il funzionamento delle tre tipologie di MPP. MPP a riluttanza variabile Lo statore è costituito da una serie di lamierini metallici. La forma costruttiva prevede un certo nu-mero di protuberanze, chiamate espansioni polari, attorno alle quali sono avvolte delle bobine che costituiscono, dopo essere state opportunamente abbinate, dei circuiti magnetici chiamati anche fasi del motore. Il numero di coppie di bobine può essere 2,3,4,5 oppure 8; ciò dipende da una serie di parametri del motore quali: il numero di passi per giro, la coppia, la velocità, ecc. Alcuni produttori realizzano anche delle versioni monofasi. La parte più esterna di questi prolungamenti, quella vicina al rotore per capirci, è realizzata con un profilo denta-to. Il rotore è un cilindro in ferro dolce su cui è ricavata una denta-tura e il cui passo è uguale a quel-lo della dentatura dello statore Tab. 1. Il nome di questi MPP è dovuto alla riluttanza magnetica cioè alla misura del legame esi-stente tra flusso di induzione ma-gnetica e la forza magneto-motrice, per estensione è la resi-stenza opposta da un circuito ma-gnetico al flusso di induzione ma-gnetica. La riluttanza è quindi co-me una sorta di “attrito magneti-co” che oppone un circuito ma-gnetico al flusso che lo vorrebbe
far ruotare. A questo punto, quan-do la riluttanza è minima, la posi-zione assunta dal rotore può con-siderarsi in equilibrio stabile. Ec-co perché quando il circuito ma-gnetico è attraversato dalla cor-rente e si eccita, il rotore si sposta nella posizione di riluttanza mini-ma relativa alla fase alimentata, in corrispondenza della quale po-tremmo anche notare un allinea-mento tra le dentature di statore e rotore. Fino a che la fase è eccitata questa posizione non muta; cam-bierà solo quando la fase corrente sarà diseccitata per lasciare il po-sto ad un’altra, fatto questo che determinerà una nuova posizione di equilibrio del rotore e allinea-mento delle dentature e così via. MPP a magnete permanente. I MPP di questa tipologia devono il nome al rotore realizzato in mate-riale magnetico permanente su cui sono presenti, in successione, le due polarità nord e sud. Due se-mistatori cilindrici cavi, perfetta-mente identici, rappresentano lo statore. Essi sono realizzati con lamierini ferromagnetici con un numero di poli pari a quello del rotore e sfalsati tra loro di mezzo passo polare. Sui poli di ciascun semistatore sono disposte delle bobine, opportunamente collegate in serie l’un l’altra, in modo da ot-tenere un unico avvolgimento in grado di generare, quando percor-so da corrente continua, polarità magnetiche nord e sud alternati-vamente, facendo assumere così al rotore la posizione di equilibrio desiderata. Anche in questo caso le coppie di bobine, che possono essere 4, 5, 6, prendono il nome di fasi del motore e fanno capo ad un certo numero fisso di conduttori che fuoriescono dal MPP per l’ali-mentazione. Ad essi è applicata la sequenza di impulsi per l’avanza-mento del rotore Tab. 1. Principali pregi di questo tipo di motore so-no: basso costo ed elevata robu-stezza; principali difetti: scarsa
precisione e limitate prestazioni in termini di coppia e velocità. MPP ibridi Il rotore di questo tipo di MPP è formato da due nuclei realizzati da una serie di lamierini in metal-lo ferromagnetico, opportunamen-te dentati, chiamati anche coppet-te. L’assemblaggio del rotore è concepito in modo tale che tra i denti di una coppetta e l’altra sus-sista uno sfalsamento di mezzo passo di dentatura. I due nuclei sono separati da un magnete permanente polarizzato in dire-zione assiale; in tal modo i denti di una coppetta risultano tutti ma-gnetizzati nord, quelli dell'altra tutti magnetizzati sud Tab. 1. Lo statore è anche esso realizzato con lamierini metallici ferroma-gnetici, munito di un numero pari di espansioni polari con l’estremi-tà rivolta verso il rotore, recanti un profilo dentato, attorno a cui so-no disposte delle bobine, oppor-tunamente collegate per realizza-re due fasi. Definizione ed elementi di un Azionamento Elettrico (A.E.) Dopo aver accennato alle caratte-ristiche di base dei MPP, ci occu-peremo adesso del loro controllo attraverso una schematizzazione ideale. Quando si parla di gestione di un motore elettrico, di qualun-que tipo esso sia, per controllare i suoi parametri principali come la coppia, la velocità, il senso di rota-zione, la posizione del suo albero motore, ecc., si fa riferimento ad un Azionamento Elettrico (A.E.). Un Azionamento Elettrico è, infat-ti, l'insieme composto da un moto-re elettrico e dai relativi apparati d'alimentazione, comando e con-trollo. Nello Schema 1 sono ripor-tati, sotto forma di flow chart, i componenti essenziali di un A.E.: sorgente elettrica di alimenta-
zione primaria; il convertitore statico di poten-
za;
3434
Principi di funzionamento delle stampanti 3D
il dispositivo di controllo; il motore elettrico; la macchina azionata. Se contestualizziamo questa defi-nizione alla nostra stampante, rin-tracceremo subito gli elementi costituenti l’azionamento elettrico per la gestione dei suoi movimen-ti: l’alimentatore stabilizzato è la
sorgente di alimentazione; Arduino e la shield fungono da
convertitore statico di potenza e dispositivo di controllo;
i 4 MPP sono il motore elettri-co;
la stampante è la macchina da azionare.
Oltre all'esperienza della costru-zione della Mendel, se in futuro vi cimenterete in altre applicazioni di robotica, automazione o elettro-meccanica, ricordate sempre che è proprio la macchina da azionare a definire, in base alle proprie ca-ratteristiche meccaniche, le speci-fiche elettriche dimensionali di ogni componente costituente il complesso dell’A.E. stesso! Circa il convertitore statico di potenza vorrei ricordare che questo è l’ele-mento principe di un A.E. e lo pos-siamo paragonare, in un certo senso, ad un amplificatore di po-tenza che provvede a modificare, sotto il governo del dispositivo di
controllo, le caratteristiche dell'e-nergia elettrica proveniente dalla sorgente d'alimentazione prima-ria in modo da adattarle all'ali-mentazione del particolare tipo di motore. Il dispositivo di controllo determina, istante per istante, il valore delle grandezze di coman-do del convertitore statico in base alla modalità ed alla strategia di controllo adottate per lo specifico azionamento. Il controllo della tensione può presentare, a regime, degli scostamenti rispetto al valo-re di riferimento per presenza di disturbi. La natura di questi di-sturbi può essere dovuta a una o più tra queste cause:
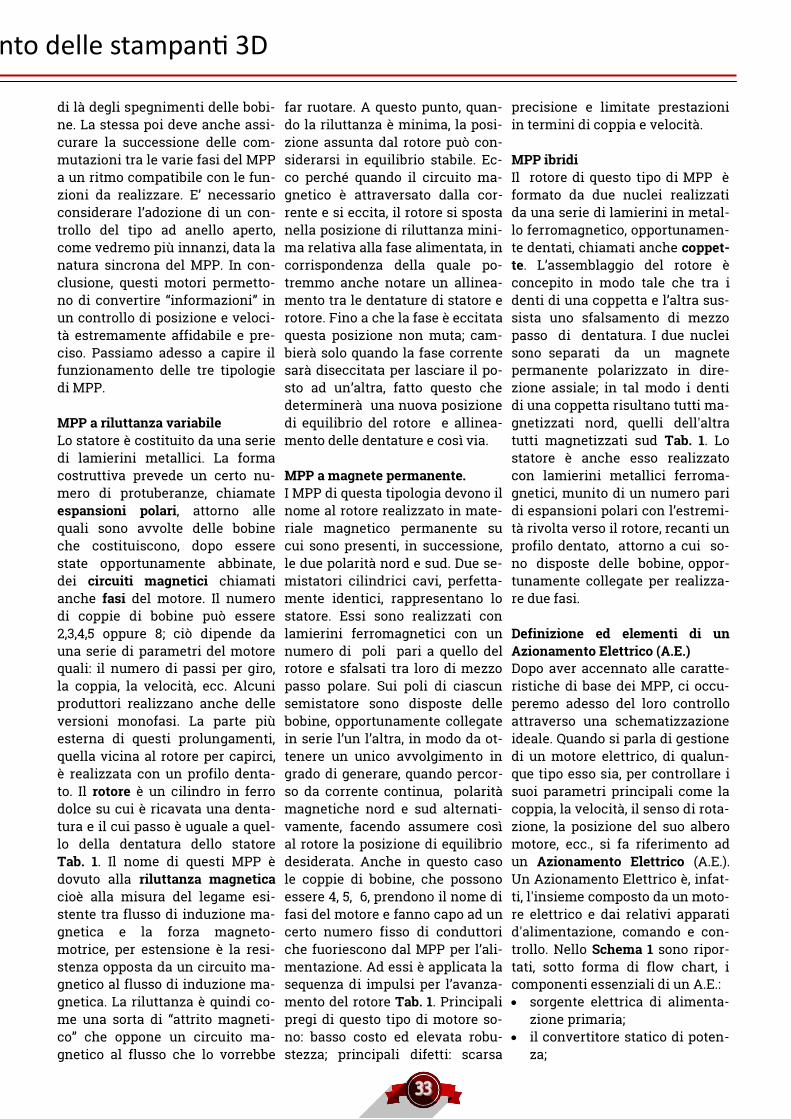
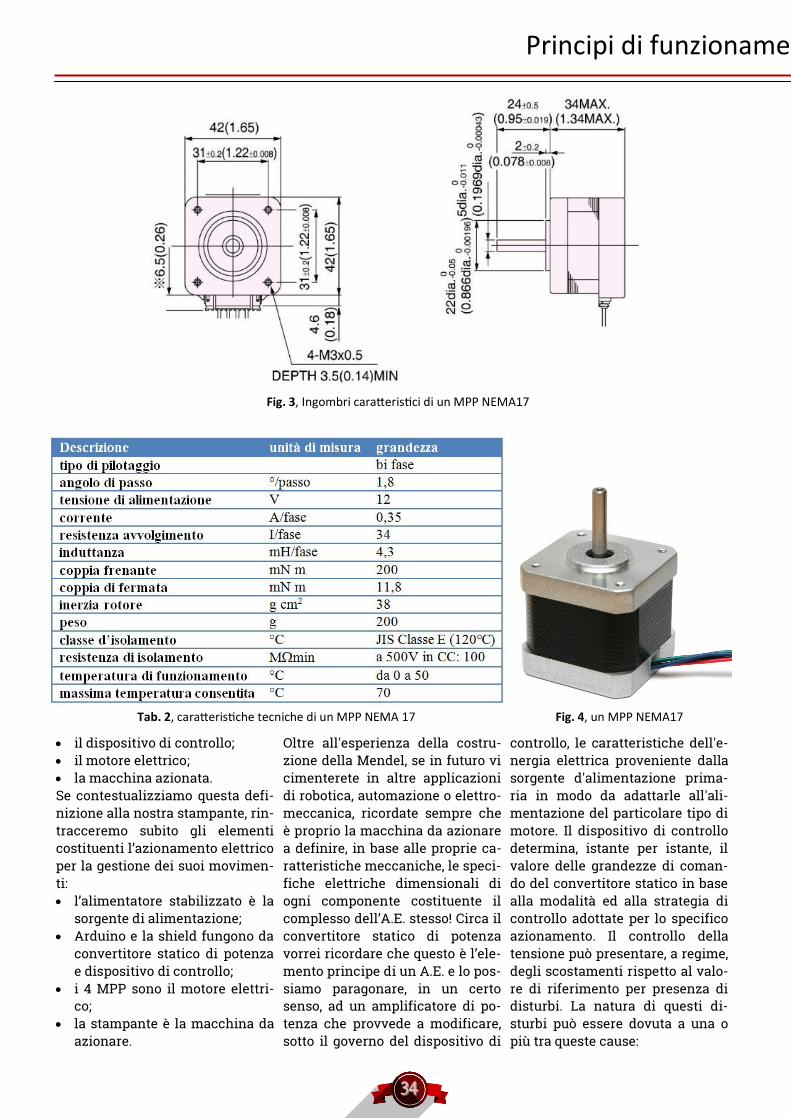
Fig. 3, Ingombri caratteristici di un MPP NEMA17
Fig. 4, un MPP NEMA17 Tab. 2, caratteristiche tecniche di un MPP NEMA 17
3535
Principi di funzionamento delle stampanti 3D
- la caratteristica di carichi (statici e dinamici) della macchi-na azionata; - le cadute di tensione nel conver-titore; - le variazioni parametriche nel sistema controllato. Con lo schema di controllo in ca-tena aperta questi effetti, se noti, possono essere compensati a li-vello della legge di controllo inse-rita nel codice di programmazione della macchina ma se si vuole as-sicurare scostamento nullo biso-gna ricorrere al controllo in cate-na chiusa che, però, è più com-plesso ed oneroso. Nel nostro ca-so, la sorgente di alimentazione primaria è la rete in corrente al-ternata monofase 220V 50Hz op-portunamente trasformata attra-verso un alimentatore stabilizzato collegato ai circuiti Arduino della stampante. Lo standard NEMA e i motori della RepRap Mendel RepRap, come la stragrande mag-gioranza dei costruttori e allestito-ri, ricorre, per i MPP equipaggian-ti le sue stampanti, alla classifica-zione di uno standard americano: il NEMA. Il National Electrical Ma-nufacturers Association (NEMA) è un'associazione statunitense di produttori d’apparecchiature elet-triche e di diagnostica medica per immagini che pubblica norme, guide applicative, white paper e schede tecniche per l’unificazio-ne. Lo standard NEMA ICS16/ 2001 descrive le caratteristiche di MPP e servo motori in termini di movi-mento, posizione, velocità, coppia, ecc. Si occupa anche di standar-dizzare i sistemi e le procedure di controllo relative ai MPP nonché degli strumenti preposti al feed-back sul funzionamento, come encoders e resolvers. Nella ICS16/2001 sono raccolte anche le geometrie co-struttive dei MPP e i relativi siste-mi di fissaggio. La designazione dei motori step-per per NEMA avviene in base alla
dimensione della loro piastra di fissaggio. Per determinare la di-mensione di un MPP in mm si adotta questa formula:
in cui: n NEMA è il numero di designa-zione indicato ed espresso diretta-mente come prodotto dei due lati della piastra di fissaggio (lato x lato); esso va poi diviso per 10, ot-tenendo la misura del lato in polli-ci, e moltiplicato per il fattore di conversione 25,4 per avere la mi-sura in mm (1 pollice = 25,4 milli-metri). La Mendel adotta un MPP NEMA17 cioè con fattore di forma della pia-stra di fissaggio 17 da cui avremo:
La designazione, ovviamente, non si riferisce solo alla forma costrut-tiva ma anche ai parametri fun-zionali del motore come la coppia, il numero di passi, la velocità, ecc. I parametri caratteristici che ci interessano per l’acquisto di un MPP per la nostra Mendel sono approssimativamente quelli ripor-tati nella Tab. 2. Per il profilo di-mensionale si faccia riferimento alla Fig. 3. I costruttori, inoltre, rilasciano indicazioni anche sul colore dei cavi elettrici associati alle bobine o coil (normalmente si tratta di doppini rivestiti da una guainetta di isolante siliconico) e all’ordine con cui essi devono essere con-nessi alla shield Arduino. Torne-remo nuovamente su questo argo-mento quando tratteremo del montaggio della Mendel.
3636
Principi di funzionamento delle stampanti 3D
Questo articolo tratterà il funzio-namento degli HBP, letteralmente Heat Bed Platform. Le prime due parole, Heat e Bed, assumono nel-la nostra lingua un certo significa-to: letto caldo! Subito la nostra fan-tasia si accende e la mente comin-cia ad evocare notti di sfrenata e travolgente passione tali da arro-ventare il nostro letto… Sono spia-cente di dover brutalmente stron-care queste piacevoli visioni, po-nendovi dinanzi ad una semplice piastra quadrata, di una ventina di centimetri di lato, la cui funzione è solo quella di evitare che i primi strati di una nostra eventuale stampa in ABS, appena estrusi, si solidifichino troppo velocemente facendo così deformare il resto dell’oggetto! Girando sul web, in cerca di una traduzione orecchia-bile, ho trovato frequentemente “piatto riscaldato”… Non so perché, ma questo termine mi metteva una certa tristezza! Mi fa pensare, infatti, ai resti di un pranzo mode-sto conservati e riciclati la sera per una cena da consumare maga-ri pure in solitudine! Ho pensato quindi che cambiare l’aggettivo “riscaldato” in “termico” avrebbe avuto un suono molto più tecnico, elegante ed intuitivo… Ecco quindi
piatto termico, di cui userò l’acro-nimo PT, per descrivervi un com-ponente molto importante per una stampante 3D se si decide di uti-lizzare filamenti di ABS come ma-teriale per la stampa. Infatti, molti siti specializzati non riferiscono evidenti miglioramenti in termini di qualità con il PT per prove effet-tuate con filamenti in PLA o poli-meri simili. Lo sviluppo del PT ha una sua storia nel pur breve arco di esistenza delle stampanti 3D ed è ancora oggetto di ricerca da par-te di aziende ad hobbisti. Alcune realizzazioni, mol-to empiriche, uti-lizzano delle pia-stre di alluminio sotto di cui sono fissati, in “punti strategici”, cinque o più resistori, come potete vedere nella Fig.2. Questa soluzione com-porta una serie di inconvenienti : Tensione potenzialmente peri-
colosa. Per riscaldare i resistori della piastra occorre una ten-sione di una cinquantina di volt in corrente continua, quindi non più ELV. La tensione ne-cessaria ai resistori è generata da un ulteriore apposito ali-mentatore il cui acquisto au-
menta così le spese generali per la costruzione, i consumi elettrici, il peso e gli ingombri della macchina.
Appesantimento strutturale. Il peso della piastra, anche se questa è molto sottile, non è un parametro trascurabile. Si con-sideri che la piastra deve avere dei bordi laterali per proteggere i resistori. In alcuni casi i resi-stori sono alloggiati entro delle cave appositamente realizzate cosa che richiede fogli più
spessi, pesanti e costosi oltre alla realizzazione dell’alloggia-mento per i resistori stessi. Il peso della piastra metallica in-cide notevolmente sulle presta-zioni di quelle stampanti che hanno la testina di estrusione ferma e la base di stampa moto-rizzata poiché i MPP di questa vanno sotto sforzo, soprattutto in caso di stampe pesanti, ac-corciandone notevolmente la durata.
Il piatto termico
Un piatto termico è un componente molto importante specie se si
fanno stampe con filamenti in ABS. Senza di esso si rischierebbero
deformazioni significative alla base del pezzo, dal momento che
l’ABS, dopo l’estrusione, deve poggiarsi su di una superficie riscal-
data per evitare un brusco indurimento superficiale degli strati, cosa
che poi si paga con perdita di precisione e vistose deformazioni…

3737
Principi di funzionamento delle stampanti 3D
Funzionalità termica insoddi-sfacente. Il calore prodotto dai resistori non è uniformemente distribuito lungo la superficie ma è localizzato solo in alcuni punti della piastra determinan-do così, tra un resistore e l’altro, dei gradienti termici che inci-dono negativamente sulla geo-metria del pezzo stampato in quanto le diverse temperature creano delle tensioni superfi-ciali nel materiale che non ri-sulta meccanicamente omoge-neo. Aspetto molto deleterio nel caso stiamo stampando pezzi a cui è richiesta un’estrema pre-cisione!
Il HBP stampato di Prusa Joseph Prusa, un giovane studente di ingegneria di Praga, ha risolto brillantemente il problema del PT ricorrendo, manco a dirlo, ad una tecnologia molto simile a quella dei circuiti stampati, di cui vi ho già accennato qualcosa in questo numero, nell’articolo per la rubrica ARDUINO. Non a caso il progetto di Prusa si chiama Heatbed PCB MK1. Prusa ha adottato un foglio di ve-tronite, o di materiale ceramico refrattario, dello spessore di pochi millimetri, estremamente leggero e rigido. Il foglio è rivestito galva-nicamente di una lega Cu Ni, se-miconduttrice che oppone una
certa resistenza al passaggio della corrente producendo il calore ne-cessario. L’HB di Prusa si alimenta con i soli 12 V in CC prodotti dall’a-limentatore della scheda. Ciascuna delle due facce di lavoro della pia-stra riporta un circuito che costi-tuisce un resistore a forma di ser-pentina; i due circuiti sono oppor-tunamente collegati in serie l’un l’altro. Uno strato di vernice epos-sidica rossa completa l’HBP PCB. Montaggio del HB PCB MK1 Il PT viene collocato, a quota op-portuna, al di sotto della testina/e di stampa (estrusore/i) su di un foglio di materiale isolante per evi-tare che il calore generato dal HB si trasferisca al telaio della stam-pante causando seri problemi alla macchina. Il sito della RepRap suggerisce di realizzare l’isola-mento termico con legno, cartone, panno di cotone o di lana di suffi-cientemente spessore. Da vecchio elettricista ho pensato che, anche se la tensione di esercizio è ELV, mettere dei materiali infiammabili a diretto contatto con parti elettri-che non è molto saggio! La soluzio-ne migliore è adottare dei fogli di minerale isolante: la mica. Questo materiale, appartenente al gruppo dei ferrosilicati, è presente in com-mercio sotto forma di lastre, più difficili da reperire, o di fogli per
forni a microonde, di facile reperi-bilità presso i rivenditori di ricam-bi per elettrodomestici normal-mente nel formato 30 x 30cm con spessore di 0,4mm. Con un paio, o più, di questi fogli potete rivestire un comune foglio di compensato utilizzando del silicone rosso per alte temperature come collante. Il silicone va opportunamente spato-lato sul foglio di compensato pri-ma della posa del foglio di mica. Occorre un giorno intero per otte-nere un incollaggio ottimale. Per la nostra Mendel possiamo utilizzare un foglio di multistrato da 10mm opportunamente rivestito di mica come base per il PT. Quando arri-veremo al cablaggio vi darò ulte-riori ragguagli su questo supporto. Il piatto termico necessita anche di un opportuno cablaggio per l’ali-mentazione elettrica, con condut-tori di sezione adeguata e opportu-namente isolati anche dalla tem-peratura. Si possono utilizzare tranquillamente: i cavetti per i ferri da stiro in
gomma siliconica rivestiti di tessuto;
cavetto con guaina siliconica e conduttori rivestiti di isolante siliconico tipo FG4G4;
conduttori unipolari rivestiti in isolante siliconico tipo H05S-K custoditi in una guainetta di tela siliconata.
Fig. 1, retro di un piatto termico in alluminio Fig. 2, Joseph Prusa al lavoro
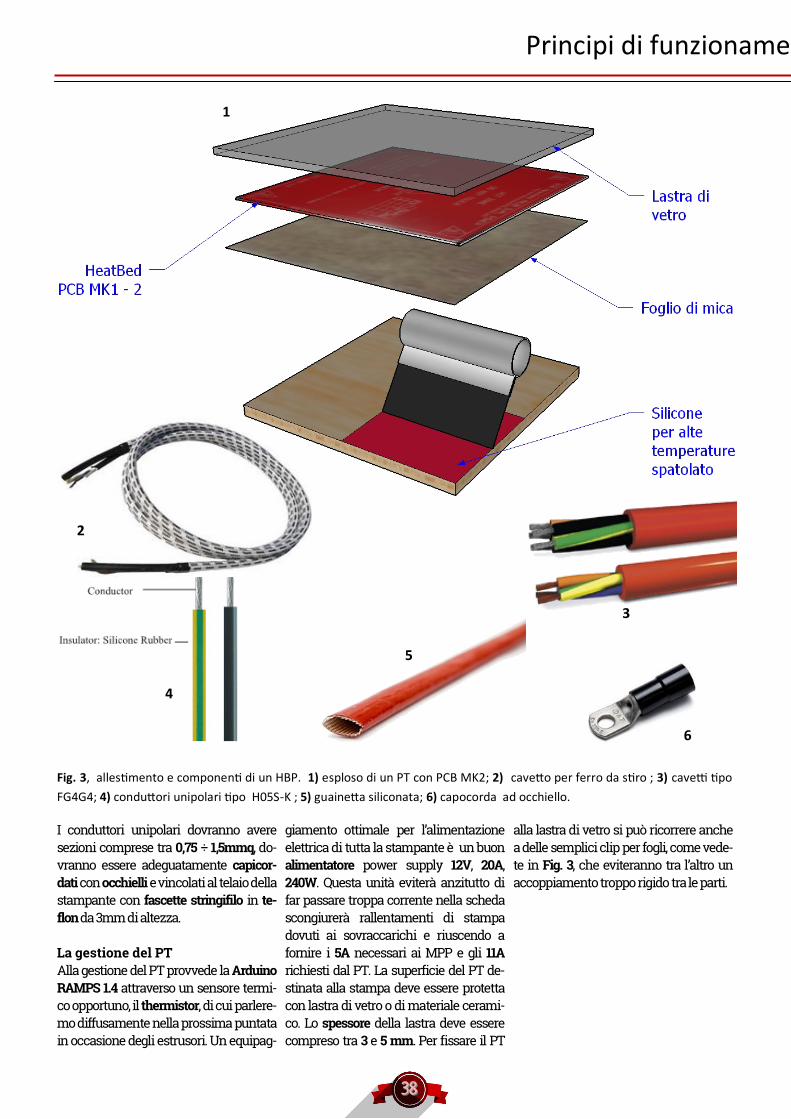
3838
Principi di funzionamento delle stampanti 3D
I conduttori unipolari dovranno avere sezioni comprese tra 0,75 ÷ 1,5mmq, do-vranno essere adeguatamente capicor-dati con occhielli e vincolati al telaio della stampante con fascette stringifilo in te-flon da 3mm di altezza. La gestione del PT Alla gestione del PT provvede la Arduino RAMPS 1.4 attraverso un sensore termi-co opportuno, il thermistor, di cui parlere-mo diffusamente nella prossima puntata in occasione degli estrusori. Un equipag-
giamento ottimale per l’alimentazione elettrica di tutta la stampante è un buon alimentatore power supply 12V, 20A, 240W. Questa unità eviterà anzitutto di far passare troppa corrente nella scheda scongiurerà rallentamenti di stampa dovuti ai sovraccarichi e riuscendo a fornire i 5A necessari ai MPP e gli 11A richiesti dal PT. La superficie del PT de-stinata alla stampa deve essere protetta con lastra di vetro o di materiale cerami-co. Lo spessore della lastra deve essere compreso tra 3 e 5 mm. Per fissare il PT
alla lastra di vetro si può ricorrere anche a delle semplici clip per fogli, come vede-te in Fig. 3, che eviteranno tra l’altro un accoppiamento troppo rigido tra le parti.
1
2
3
4
5
6
Fig. 3, allestimento e componenti di un HBP. 1) esploso di un PT con PCB MK2; 2) cavetto per ferro da stiro ; 3) cavetti tipo
FG4G4; 4) conduttori unipolari tipo H05S-K ; 5) guainetta siliconata; 6) capocorda ad occhiello.
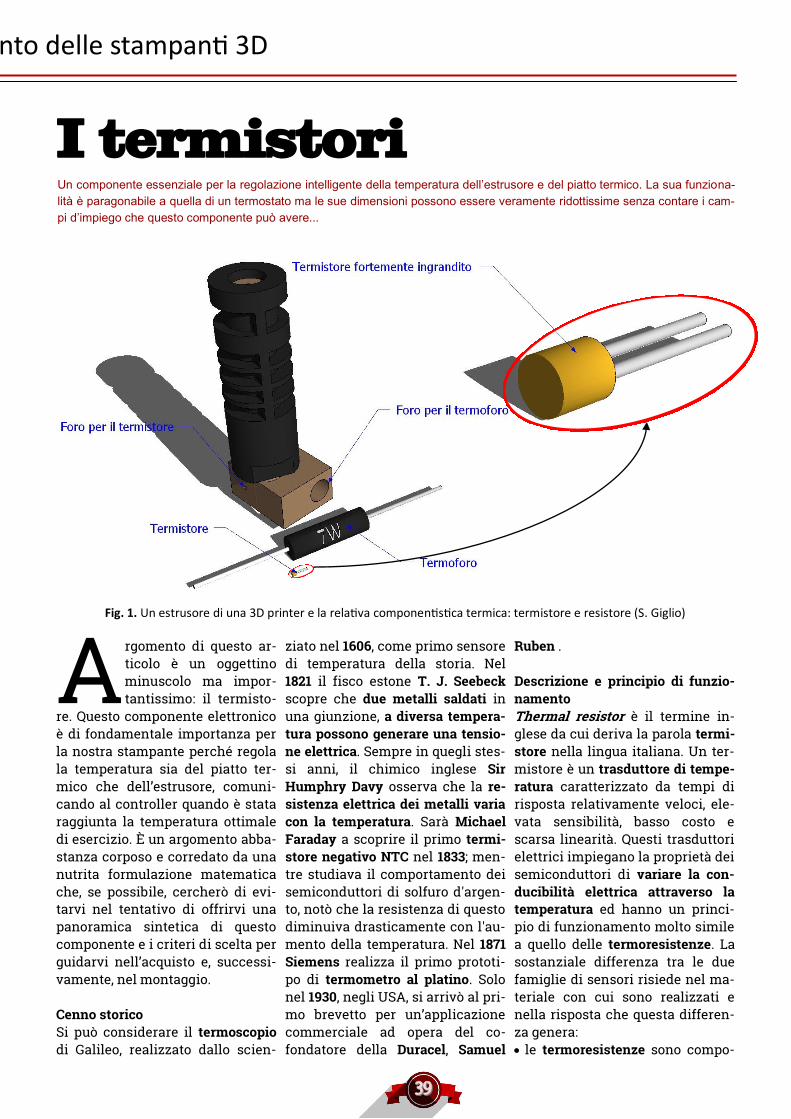
3939
Principi di funzionamento delle stampanti 3D
A rgomento di questo ar-ticolo è un oggettino minuscolo ma impor-tantissimo: il termisto-
re. Questo componente elettronico è di fondamentale importanza per la nostra stampante perché regola la temperatura sia del piatto ter-mico che dell’estrusore, comuni-cando al controller quando è stata raggiunta la temperatura ottimale di esercizio. È un argomento abba-stanza corposo e corredato da una nutrita formulazione matematica che, se possibile, cercherò di evi-tarvi nel tentativo di offrirvi una panoramica sintetica di questo componente e i criteri di scelta per guidarvi nell’acquisto e, successi-vamente, nel montaggio. Cenno storico Si può considerare il termoscopio di Galileo, realizzato dallo scien-
ziato nel 1606, come primo sensore di temperatura della storia. Nel 1821 il fisco estone T. J. Seebeck scopre che due metalli saldati in una giunzione, a diversa tempera-tura possono generare una tensio-ne elettrica. Sempre in quegli stes-si anni, il chimico inglese Sir Humphry Davy osserva che la re-sistenza elettrica dei metalli varia con la temperatura. Sarà Michael Faraday a scoprire il primo termi-store negativo NTC nel 1833; men-tre studiava il comportamento dei semiconduttori di solfuro d'argen-to, notò che la resistenza di questo diminuiva drasticamente con l'au-mento della temperatura. Nel 1871 Siemens realizza il primo prototi-po di termometro al platino. Solo nel 1930, negli USA, si arrivò al pri-mo brevetto per un’applicazione commerciale ad opera del co-fondatore della Duracel, Samuel
Ruben . Descrizione e principio di funzio-namento Thermal resistor è il termine in-glese da cui deriva la parola termi-store nella lingua italiana. Un ter-mistore è un trasduttore di tempe-ratura caratterizzato da tempi di risposta relativamente veloci, ele-vata sensibilità, basso costo e scarsa linearità. Questi trasduttori elettrici impiegano la proprietà dei semiconduttori di variare la con-ducibilità elettrica attraverso la temperatura ed hanno un princi-pio di funzionamento molto simile a quello delle termoresistenze. La sostanziale differenza tra le due famiglie di sensori risiede nel ma-teriale con cui sono realizzati e nella risposta che questa differen-za genera: le termoresistenze sono compo-
I termistori
Fig. 1. Un estrusore di una 3D printer e la relativa componentistica termica: termistore e resistore (S. Giglio)
Un componente essenziale per la regolazione intelligente della temperatura dell’estrusore e del piatto termico. La sua funziona-
lità è paragonabile a quella di un termostato ma le sue dimensioni possono essere veramente ridottissime senza contare i cam-
pi d’impiego che questo componente può avere...
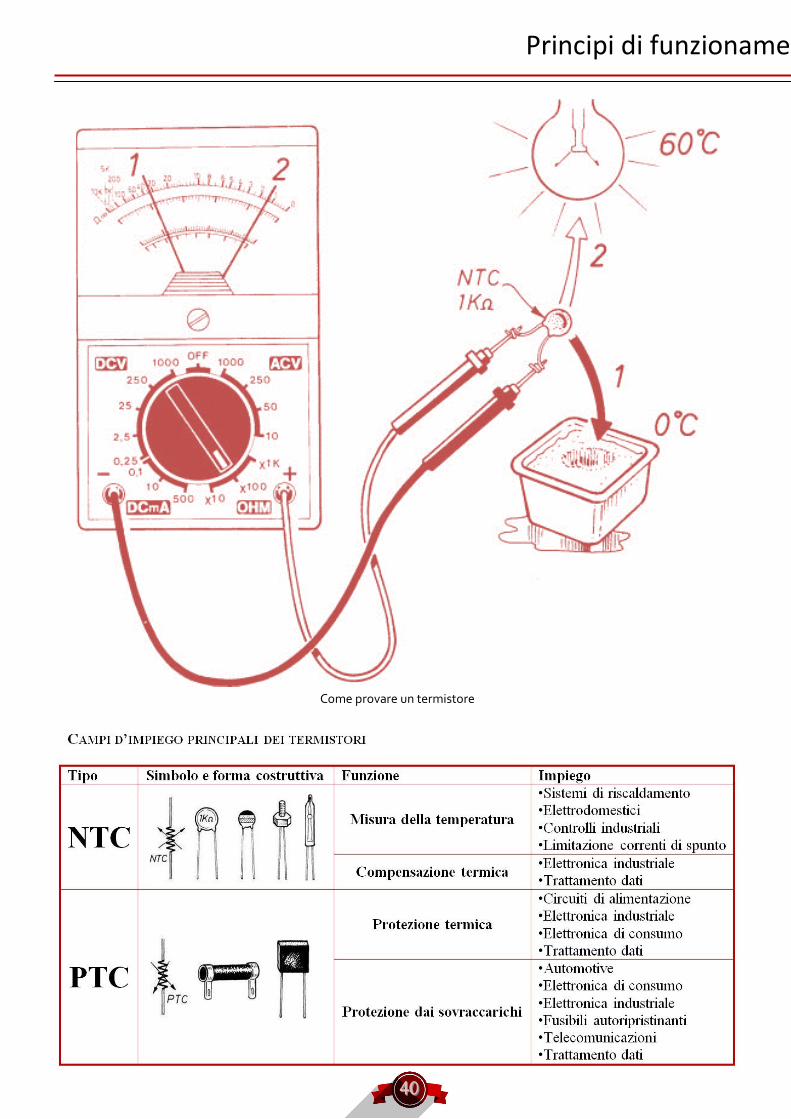
4040
Come provare un termistore
Principi di funzionamento delle stampanti 3D
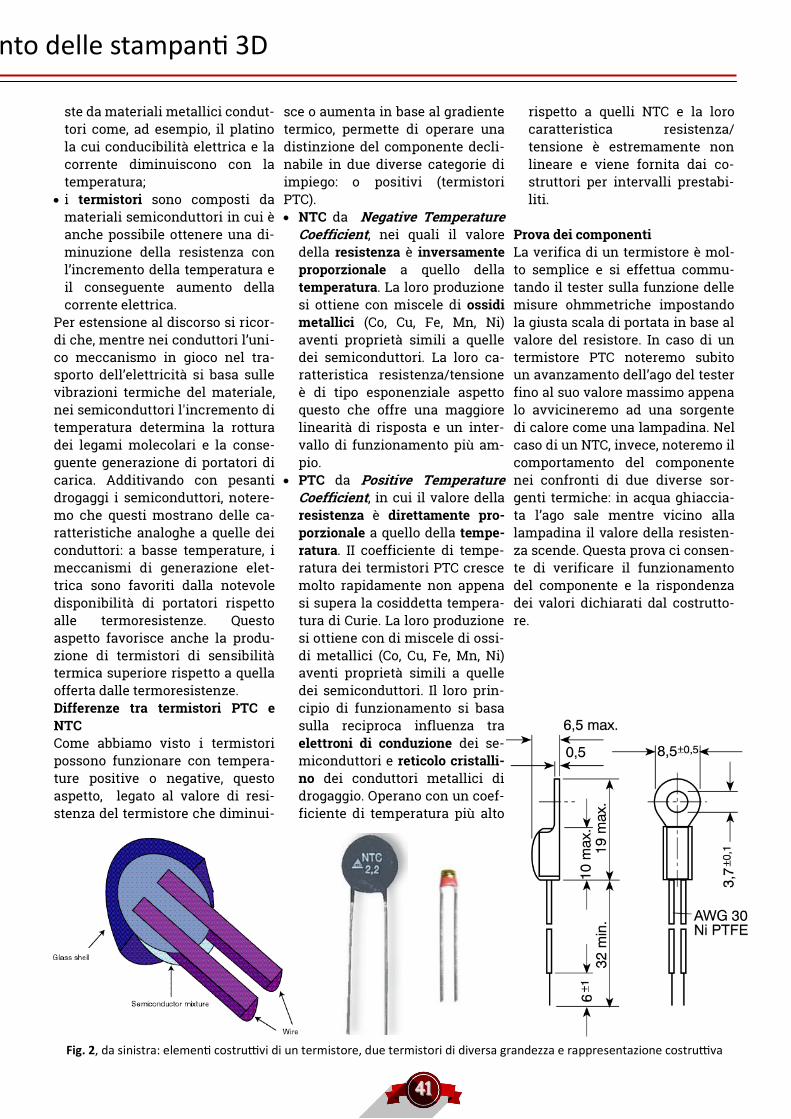
4141
Principi di funzionamento delle stampanti 3D
ste da materiali metallici condut-tori come, ad esempio, il platino la cui conducibilità elettrica e la corrente diminuiscono con la temperatura;
i termistori sono composti da materiali semiconduttori in cui è anche possibile ottenere una di-minuzione della resistenza con l’incremento della temperatura e il conseguente aumento della corrente elettrica.
Per estensione al discorso si ricor-di che, mentre nei conduttori l’uni-co meccanismo in gioco nel tra-sporto dell’elettricità si basa sulle vibrazioni termiche del materiale, nei semiconduttori l'incremento di temperatura determina la rottura dei legami molecolari e la conse-guente generazione di portatori di carica. Additivando con pesanti drogaggi i semiconduttori, notere-mo che questi mostrano delle ca-ratteristiche analoghe a quelle dei conduttori: a basse temperature, i meccanismi di generazione elet-trica sono favoriti dalla notevole disponibilità di portatori rispetto alle termoresistenze. Questo aspetto favorisce anche la produ-zione di termistori di sensibilità termica superiore rispetto a quella offerta dalle termoresistenze. Differenze tra termistori PTC e NTC Come abbiamo visto i termistori possono funzionare con tempera-ture positive o negative, questo aspetto, legato al valore di resi-stenza del termistore che diminui-
sce o aumenta in base al gradiente termico, permette di operare una distinzione del componente decli-nabile in due diverse categorie di impiego: o positivi (termistori PTC). NTC da Negative Temperature
Coefficient, nei quali il valore della resistenza è inversamente proporzionale a quello della temperatura. La loro produzione si ottiene con miscele di ossidi metallici (Co, Cu, Fe, Mn, Ni) aventi proprietà simili a quelle dei semiconduttori. La loro ca-ratteristica resistenza/tensione è di tipo esponenziale aspetto questo che offre una maggiore linearità di risposta e un inter-vallo di funzionamento più am-pio.
PTC da Positive Temperature Coefficient, in cui il valore della resistenza è direttamente pro-porzionale a quello della tempe-ratura. II coefficiente di tempe-ratura dei termistori PTC cresce molto rapidamente non appena si supera la cosiddetta tempera-tura di Curie. La loro produzione si ottiene con di miscele di ossi-di metallici (Co, Cu, Fe, Mn, Ni) aventi proprietà simili a quelle dei semiconduttori. Il loro prin-cipio di funzionamento si basa sulla reciproca influenza tra elettroni di conduzione dei se-miconduttori e reticolo cristalli-no dei conduttori metallici di drogaggio. Operano con un coef-ficiente di temperatura più alto
rispetto a quelli NTC e la loro caratteristica resistenza/tensione è estremamente non lineare e viene fornita dai co-struttori per intervalli prestabi-liti.
Prova dei componenti La verifica di un termistore è mol-to semplice e si effettua commu-tando il tester sulla funzione delle misure ohmmetriche impostando la giusta scala di portata in base al valore del resistore. In caso di un termistore PTC noteremo subito un avanzamento dell’ago del tester fino al suo valore massimo appena lo avvicineremo ad una sorgente di calore come una lampadina. Nel caso di un NTC, invece, noteremo il comportamento del componente nei confronti di due diverse sor-genti termiche: in acqua ghiaccia-ta l’ago sale mentre vicino alla lampadina il valore della resisten-za scende. Questa prova ci consen-te di verificare il funzionamento del componente e la rispondenza dei valori dichiarati dal costrutto-re.
Fig. 2, da sinistra: elementi costruttivi di un termistore, due termistori di diversa grandezza e rappresentazione costruttiva
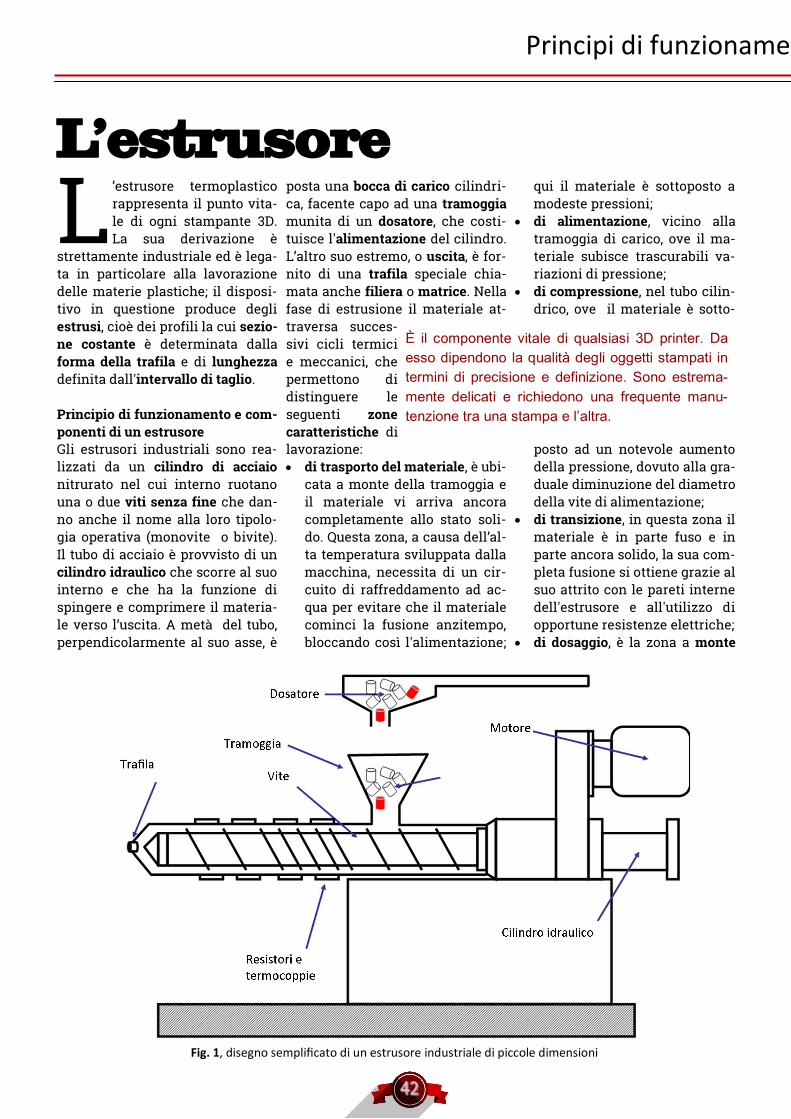
4242
Principi di funzionamento delle stampanti 3D
L ’estrusore termoplastico rappresenta il punto vita-le di ogni stampante 3D. La sua derivazione è
strettamente industriale ed è lega-ta in particolare alla lavorazione delle materie plastiche; il disposi-tivo in questione produce degli estrusi, cioè dei profili la cui sezio-ne costante è determinata dalla forma della trafila e di lunghezza definita dall'intervallo di taglio. Principio di funzionamento e com-ponenti di un estrusore Gli estrusori industriali sono rea-lizzati da un cilindro di acciaio nitrurato nel cui interno ruotano una o due viti senza fine che dan-no anche il nome alla loro tipolo-gia operativa (monovite o bivite). Il tubo di acciaio è provvisto di un cilindro idraulico che scorre al suo interno e che ha la funzione di spingere e comprimere il materia-le verso l’uscita. A metà del tubo, perpendicolarmente al suo asse, è
posta una bocca di carico cilindri-ca, facente capo ad una tramoggia munita di un dosatore, che costi-tuisce l'alimentazione del cilindro. L’altro suo estremo, o uscita, è for-nito di una trafila speciale chia-mata anche filiera o matrice. Nella fase di estrusione il materiale at-traversa succes-sivi cicli termici e meccanici, che permettono di distinguere le seguenti zone caratteristiche di lavorazione: di trasporto del materiale, è ubi-
cata a monte della tramoggia e il materiale vi arriva ancora completamente allo stato soli-do. Questa zona, a causa dell’al-ta temperatura sviluppata dalla macchina, necessita di un cir-cuito di raffreddamento ad ac-qua per evitare che il materiale cominci la fusione anzitempo, bloccando così l'alimentazione;
qui il materiale è sottoposto a modeste pressioni;
di alimentazione, vicino alla tramoggia di carico, ove il ma-teriale subisce trascurabili va-riazioni di pressione;
di compressione, nel tubo cilin-drico, ove il materiale è sotto-
posto ad un notevole aumento della pressione, dovuto alla gra-duale diminuzione del diametro della vite di alimentazione;
di transizione, in questa zona il materiale è in parte fuso e in parte ancora solido, la sua com-pleta fusione si ottiene grazie al suo attrito con le pareti interne dell'estrusore e all'utilizzo di opportune resistenze elettriche;
di dosaggio, è la zona a monte
L’estrusore
Fig. 1, disegno semplificato di un estrusore industriale di piccole dimensioni
È il componente vitale di qualsiasi 3D printer. Da
esso dipendono la qualità degli oggetti stampati in
termini di precisione e definizione. Sono estrema-
mente delicati e richiedono una frequente manu-
tenzione tra una stampa e l’altra.

4343
Principi di funzionamento delle stampanti 3D
della filiera e qui il materiale subisce variazioni di pressione alquanto trascurabili;
di trasporto del fuso, è la zona a valle della filiera dove il mate-riale in uscita è completamente fuso.
L’estrusore di una stampante 3D non differisce molto da uno indu-striale sia per il principio di fun-zionamento che per le zone di la-voro appena descritte. Il suo com-pito, analogamente alle macchine industriali, è quello di estrudere un filamento plastico le cui dimensio-ni, solitamente di 1,75 o 3mm che rappresentano i diametri più diffu-si, influenzano anche le dimensio-ni della Hot-End. Il filamento pla-stico viene trascinato grazie ad un motore passo-passo grazie ad una coppia di trascinamento formata da un cilindro zigrinato, calettato su di un perno di rotazione che
riceve il moto tramite corona e pi-gnone dal motore PP, e da qui tra-scinato nella camera di fusione ove è ammorbidito e spinto fuori dalla pressione esercitata dall’arri-vo del filamento non ancora fuso. Il materiale caldo e ammorbidito attraversa la trafila che in questo ambito è anche chiamata ugello o nozzle. Come già saprete, nella fase iniziale della stampa, all’usci-ta dall’estrusore, il filamento fuso viene compresso tra la parte finale dell’ugello e il piatto termico che, grazie alla sua temperatura più bassa rispetto a quella di fusione, consente una solidificazione gra-duale dei primi strati dell’oggetto da stampare, evitando così defor-mazioni e spaccature dovuti, altri-menti, allo sbalzo di temperatura. I primi estrusori per la RepRap im-piegavano per l’alimentazione del filamento motori a corrente conti-
nua che però presentavano il gros-so inconveniente di non poter es-sere avviati o arrestati istantanea-mente data la geometria dello sta-tore, risultando quindi non idonei per un impiego di estrema preci-sione richiesto ad una macchina CNC. Per questo motivo sono stati adottati i motori passo-passo, otte-nendo così un controllo totale del deposito di fusione durante il pro-cesso di stampa con precisione sempre maggiore! L' estrusore di una stampante 3D come la Mendel è essenzialmente composto dalle seguenti parti: camera di fusione del filamento
o Hot-End, componente mecca-nico, normalmente in ottone, formato da un elemento cilin-drico terminante con una filet-tatura per l’innesto in un bloc-chetto di forma rettangolare e munito di appositi alloggia-
Fig. 2, Vista posteriore di un estrusore per stampante 3D e suoi componenti fondamentali
Gig
lio
2014
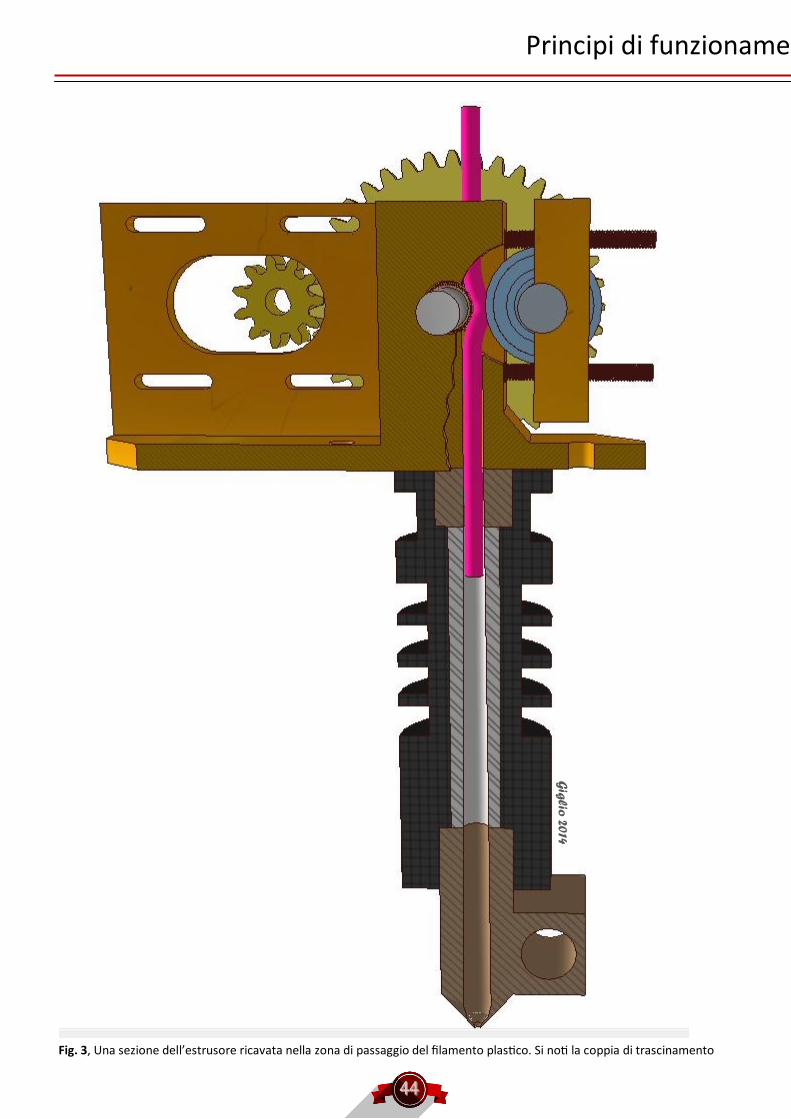
4444
Principi di funzionamento delle stampanti 3D
Fig. 3, Una sezione dell’estrusore ricavata nella zona di passaggio del filamento plastico. Si noti la coppia di trascinamento
Gig
lio
2014
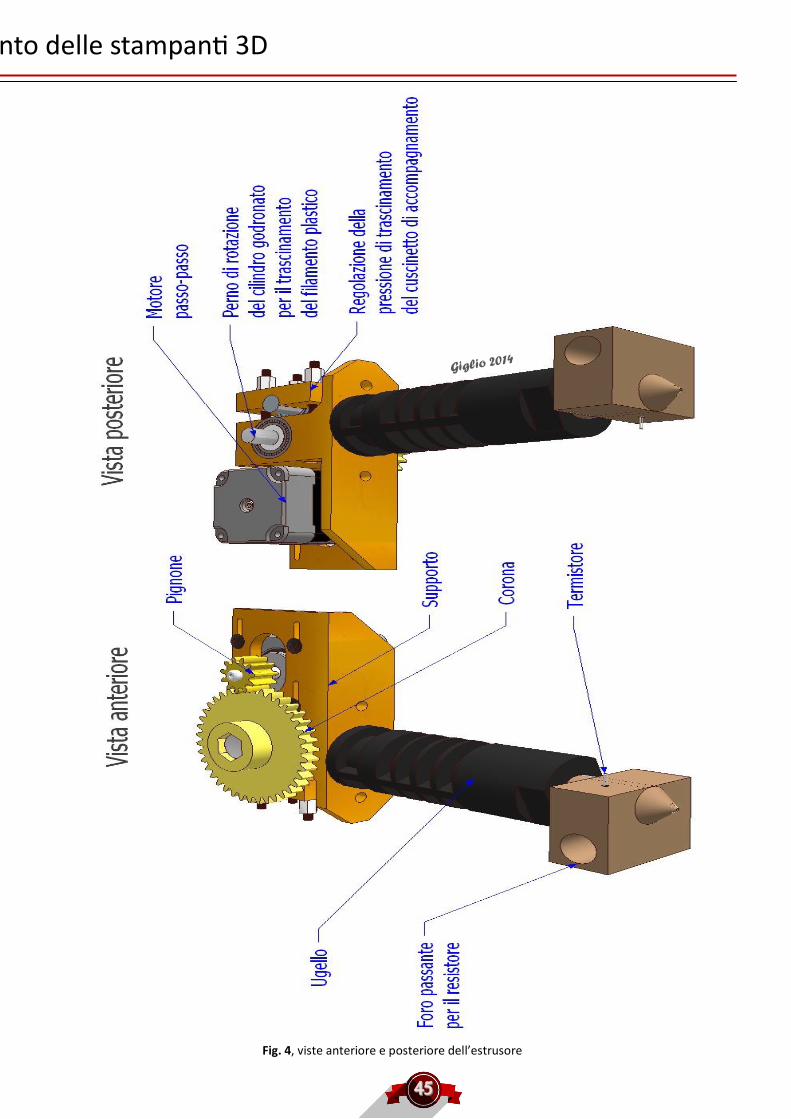
4545
Principi di funzionamento delle stampanti 3D
Giglio 2014
Fig. 4, viste anteriore e posteriore dell’estrusore
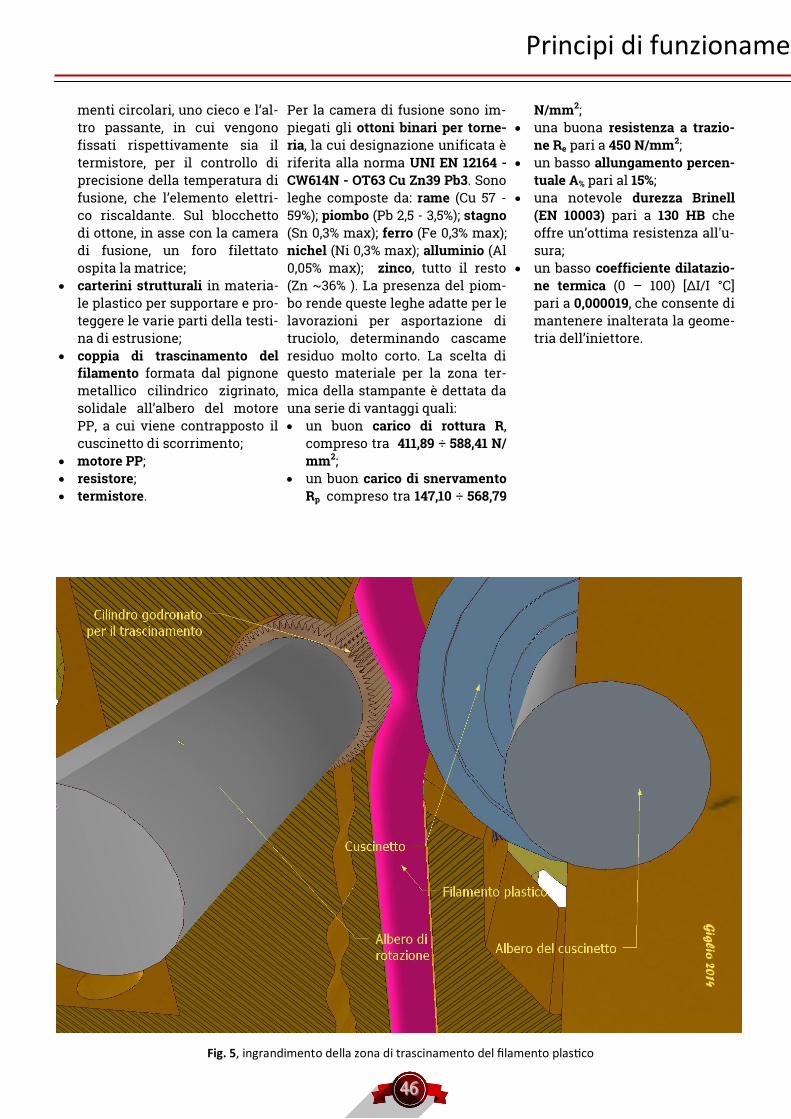
4646
Principi di funzionamento delle stampanti 3D
menti circolari, uno cieco e l’al-tro passante, in cui vengono fissati rispettivamente sia il termistore, per il controllo di precisione della temperatura di fusione, che l’elemento elettri-co riscaldante. Sul blocchetto di ottone, in asse con la camera di fusione, un foro filettato ospita la matrice;
carterini strutturali in materia-le plastico per supportare e pro-teggere le varie parti della testi-na di estrusione;
coppia di trascinamento del filamento formata dal pignone metallico cilindrico zigrinato, solidale all’albero del motore PP, a cui viene contrapposto il cuscinetto di scorrimento;
motore PP; resistore; termistore.
Per la camera di fusione sono im-piegati gli ottoni binari per torne-ria, la cui designazione unificata è riferita alla norma UNI EN 12164 - CW614N - OT63 Cu Zn39 Pb3. Sono leghe composte da: rame (Cu 57 - 59%); piombo (Pb 2,5 - 3,5%); stagno (Sn 0,3% max); ferro (Fe 0,3% max); nichel (Ni 0,3% max); alluminio (Al 0,05% max); zinco, tutto il resto (Zn ~36% ). La presenza del piom-bo rende queste leghe adatte per le lavorazioni per asportazione di truciolo, determinando cascame residuo molto corto. La scelta di questo materiale per la zona ter-mica della stampante è dettata da una serie di vantaggi quali: un buon carico di rottura R,
compreso tra 411,89 ÷ 588,41 N/mm2;
un buon carico di snervamento Rp compreso tra 147,10 ÷ 568,79
N/mm2; una buona resistenza a trazio-
ne Re pari a 450 N/mm2; un basso allungamento percen-
tuale A% pari al 15%; una notevole durezza Brinell
(EN 10003) pari a 130 HB che offre un’ottima resistenza all'u-sura;
un basso coefficiente dilatazio-ne termica (0 – 100) [∆I/I °C] pari a 0,000019, che consente di mantenere inalterata la geome-tria dell’iniettore.
Fig. 5, ingrandimento della zona di trascinamento del filamento plastico
Gig
lio
2014
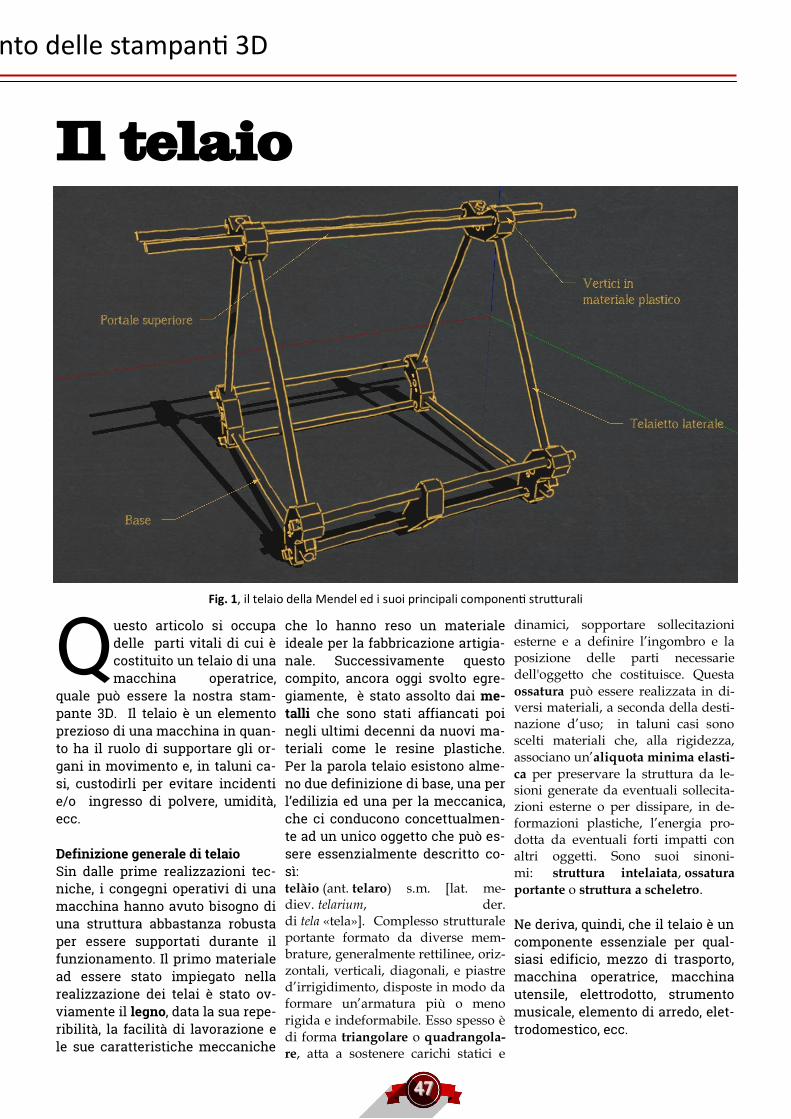
4747
Principi di funzionamento delle stampanti 3D
Q uesto articolo si occupa delle parti vitali di cui è costituito un telaio di una macchina operatrice,
quale può essere la nostra stam-pante 3D. Il telaio è un elemento prezioso di una macchina in quan-to ha il ruolo di supportare gli or-gani in movimento e, in taluni ca-si, custodirli per evitare incidenti e/o ingresso di polvere, umidità, ecc. Definizione generale di telaio Sin dalle prime realizzazioni tec-niche, i congegni operativi di una macchina hanno avuto bisogno di una struttura abbastanza robusta per essere supportati durante il funzionamento. Il primo materiale ad essere stato impiegato nella realizzazione dei telai è stato ov-viamente il legno, data la sua repe-ribilità, la facilità di lavorazione e le sue caratteristiche meccaniche
che lo hanno reso un materiale ideale per la fabbricazione artigia-nale. Successivamente questo compito, ancora oggi svolto egre-giamente, è stato assolto dai me-talli che sono stati affiancati poi negli ultimi decenni da nuovi ma-teriali come le resine plastiche. Per la parola telaio esistono alme-no due definizione di base, una per l’edilizia ed una per la meccanica, che ci conducono concettualmen-te ad un unico oggetto che può es-sere essenzialmente descritto co-sì: telàio (ant. telaro) s.m. [lat. me-diev. telarium, der. di tela «tela»]. Complesso strutturale portante formato da diverse mem-brature, generalmente rettilinee, oriz-zontali, verticali, diagonali, e piastre d’irrigidimento, disposte in modo da formare un’armatura più o meno rigida e indeformabile. Esso spesso è di forma triangolare o quadrangola-
re, atta a sostenere carichi statici e
dinamici, sopportare sollecitazioni esterne e a definire l’ingombro e la posizione delle parti necessarie dell'oggetto che costituisce. Questa
ossatura può essere realizzata in di-versi materiali, a seconda della desti-nazione d’uso; in taluni casi sono scelti materiali che, alla rigidezza, associano un’aliquota minima elasti-
ca per preservare la struttura da le-sioni generate da eventuali sollecita-zioni esterne o per dissipare, in de-formazioni plastiche, l’energia pro-dotta da eventuali forti impatti con altri oggetti. Sono suoi sinoni-mi: struttura intelaiata, ossatura
portante o struttura a scheletro.
Ne deriva, quindi, che il telaio è un componente essenziale per qual-siasi edificio, mezzo di trasporto, macchina operatrice, macchina utensile, elettrodotto, strumento musicale, elemento di arredo, elet-trodomestico, ecc.
Il telaio
Fig. 1, il telaio della Mendel ed i suoi principali componenti strutturali
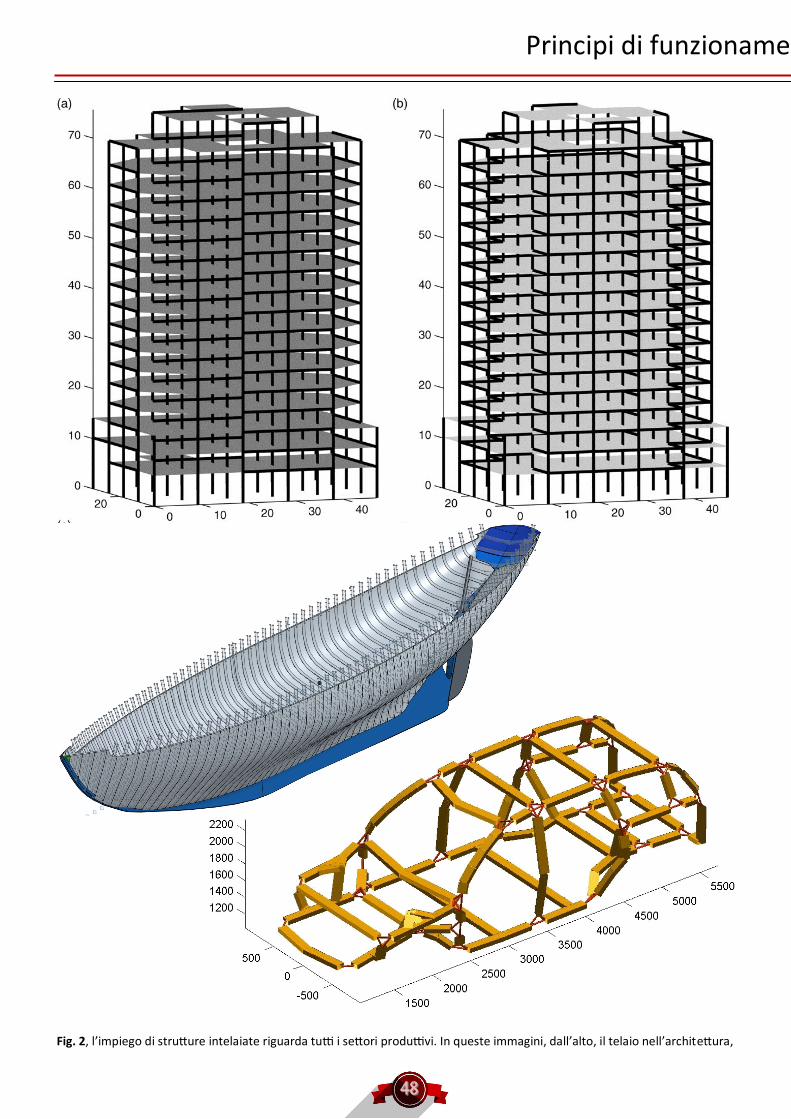
4848
Principi di funzionamento delle stampanti 3D
Fig. 2, l’impiego di strutture intelaiate riguarda tutti i settori produttivi. In queste immagini, dall’alto, il telaio nell’architettura,

4949
Principi di funzionamento delle stampanti 3D
Tipologie di telai Nella fabbricazione industriale ed artigianale di un oggetto, a pre-scindere dalla destinazione d’uso dello stesso, e ove richiesto, è pre-sente un telaio. Decenni di pratica produttiva hanno determinato tre tipologie di base per la costruzione di telai: Smontabili, strutture a traliccio
formate da longheroni, traverse e diagonali di controventatura, collegati tra di loro con bullone-ria, chiodature, cunei e spine.
Semi smontabili, sono formati da una parte fissa, costituita da elementi fusi, saldati o stampa-ti comunque permanentemente solidali tra loro, ed una o più parti rimovibili per accedere a determinati contenuti dell’og-getto che compongono.
Fissi, proteggono il contenuto con un’unica struttura su cui sono praticate, se necessario, delle aperture per accedere a specifici componenti dell’og-getto di cui fanno parte.
Il telaio della Mendel Il telaio della Mendel rientra nella categoria di quelli smontabili e, nel suo insieme, garantisce alla stampante una struttura abbastan-
za rigida per rispettare le esigenze di precisione a cui è preposto. Le sue membrature sono disposte in modo da costituire, per la base di appoggio, delle intelaiature oriz-zontali quadrangolari controven-tate mentre il portale superiore, ove scorre il termo estrusore, è supportato lateralmente da due frames triangolari. Come elementi del telaio troviamo una serie di barre metalliche zincate filettate M8 e un gruppo di opportuni colle-gamenti di raccordo in materiale plastico appositamente stampati. Elementi intelaiati della Mendel La Mendel, in quanto machina CNC, è costituita da tre gruppi fun-zionali principali che rappresenta-no i suoi assi operativi. La nostra stampante può essere equiparata ad un automatismo operante su di una struttura a portale con 3 gradi di libertà: una traslazione lungo ogni asse. Per farvi comprendere meglio il rapporto esistente tra parte strutturale ed asse operativo ho preferito rappresentare la stampante in modo leggermente diverso dal solito, come abbozzata con dei gessetti colorati su di una lavagna, priva di tutto l’allestimen-to elettrico e l’equipaggiamento
elettronico. Ho scelto anche il Si-stema Europeo per rappresentare la terna di assi cartesiani X, Y, Z ponendo la stampante dinanzi ad essa. Seguendo questo criterio, ho attribuito al telaio del dispositivo il giallo ocra per enfatizzare la sua indipendenza dalle sue sub strut-ture intelaiate della stampante, a cui ho assegnato il colore conven-zionale dell’asse di pertinenza. Facendo riferimento alla Fig. 2 di-stingueremo le seguenti funziona-lità: Asse X, si può definire come
l’asse operativo principale, poi-chè su di esso scorre il carrello della testina termica di estru-sione del filamento plastico. Strutturalmente è costituito da un telaietto quadrangolare for-mato da elementi plastici che fungono da traverse a due lon-gheroni cilindrici di metallo.
Asse Z, è legato a al gruppo car-rello della testina termica di estrusione ed ha il compito di sollevarlo durante la fase di stampa e poi di abbassarlo per ripristinare la posizione di de-fault dopo aver rimosso l’ogget-to appena stampato dal piatto termico della stampante. E’ composto da quattro longheroni
Fig. 2, tipologie di telaio a confronto; dalla configurazione a traliccio derivano i componenti strutturali di base di ogni telaio
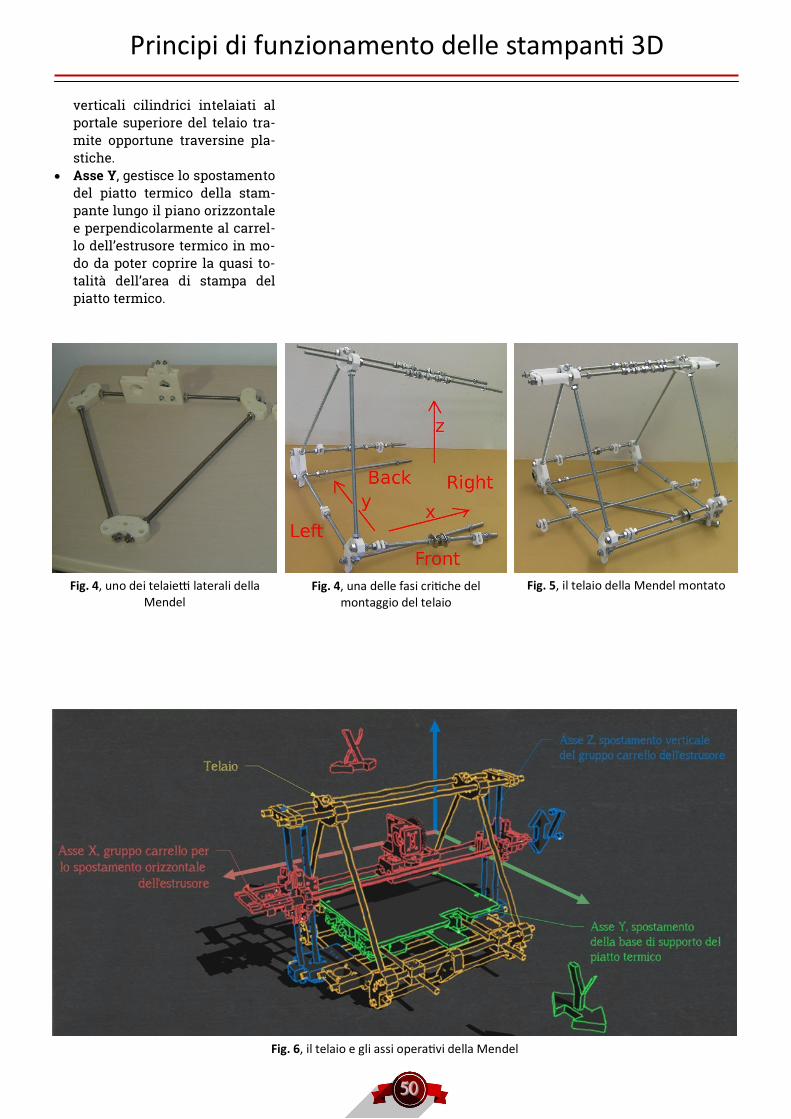
5050
Principi di funzionamento delle stampanti 3D
verticali cilindrici intelaiati al portale superiore del telaio tra-mite opportune traversine pla-stiche.
Asse Y, gestisce lo spostamento del piatto termico della stam-pante lungo il piano orizzontale e perpendicolarmente al carrel-lo dell’estrusore termico in mo-do da poter coprire la quasi to-talità dell’area di stampa del piatto termico.
Fig. 6, il telaio e gli assi operativi della Mendel
Fig. 4, uno dei telaietti laterali della Mendel
Fig. 4, una delle fasi critiche del montaggio del telaio
Fig. 5, il telaio della Mendel montato
5151
UMORISMO
5252