Embed Size (px)
Citation preview

Материаловедение и технологии конструкционных
материаловМодуль 1. Технологии
Автор курса: доцент кафедры управления качествомФакультета инновационных технологий ТГУМалеткина Татьяна Юрьевна
Тема 5. Методы получения неразъемных соединений. Сварка. Пайка. Классы сварки в зависимости от вида вводимой энергии. Дуговая сварка. Сварочные материалы, виды дуговой сварки, оборудование. Газовая сварка. Сварка электрическая контактная. Сварка трением. Холодная сварка. Сущность каждого вида сварки, области применения. Достоинства и недостатки.

сварка
Методы получения неразъемных соединений
сварка
пайкаклепка
заливка армирующих элементов расплавом
запрессовка с требуемым натягом.
Сваркой называется процесс получения неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании или пластическом деформировании
либо при сочетании нагрева и пластического деформирования. Для создания этих сил необходимо сближение поверхностей на расстояние, соизмеримое с расстоянием между атомами в соединяемых материалах.
В настоящее время существует более 150 видов сварочных процессов, которые классифицируются по различным признакам.
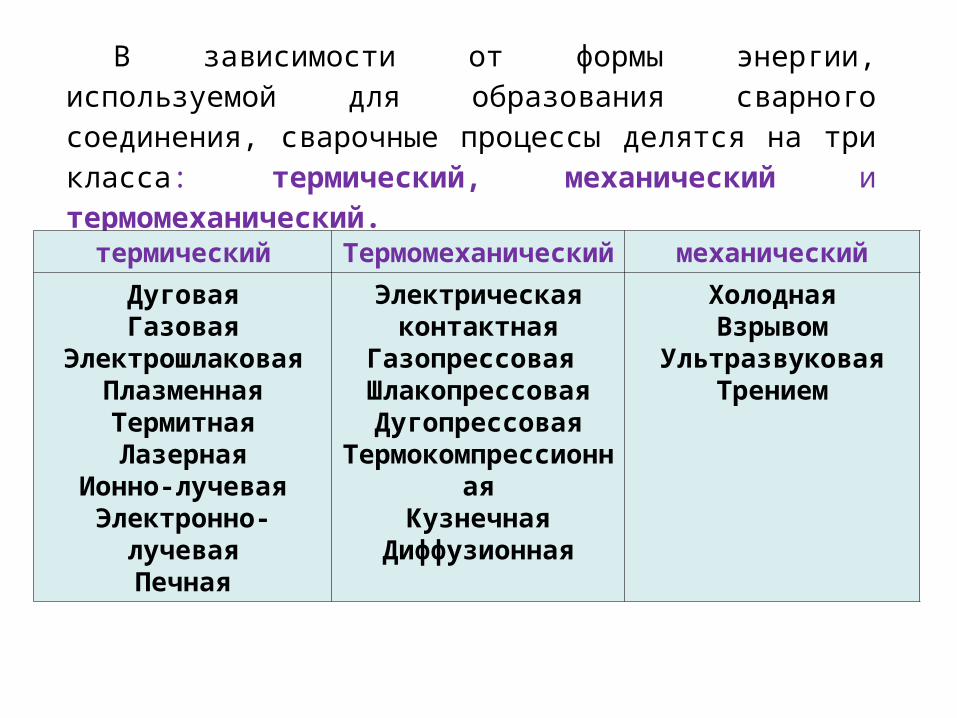
В зависимости от формы энергии, используемой для образования сварного соединения, сварочные процессы делятся на три класса: термический, механический и термомеханический.
термический Термомеханический механический
ДуговаяГазовая
ЭлектрошлаковаяПлазменнаяТермитнаяЛазерная
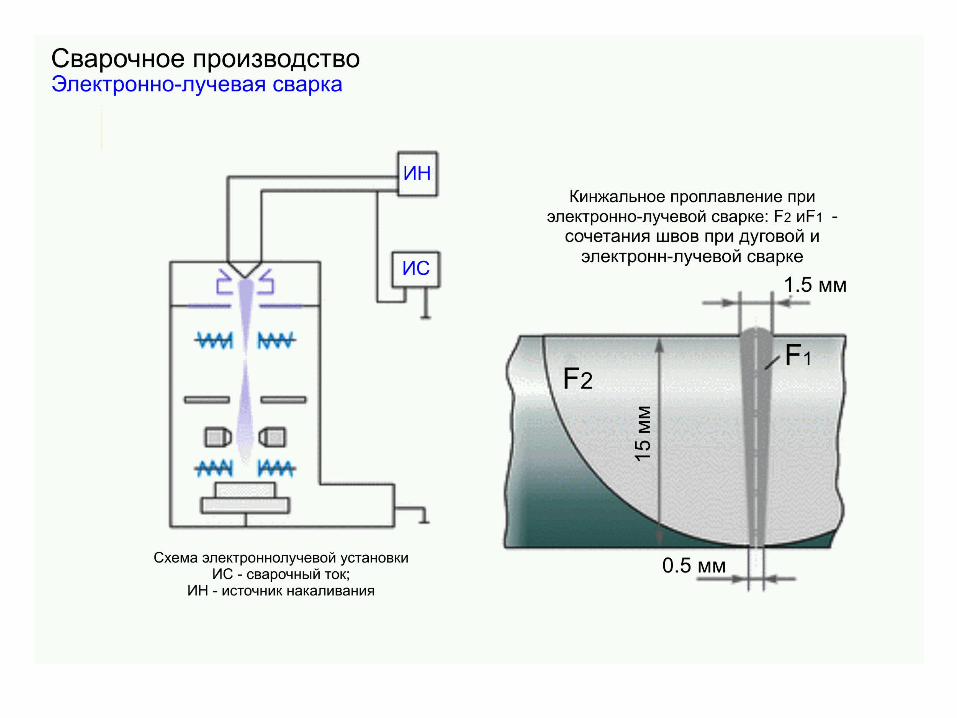
Ионно-лучеваяЭлектронно-лучевая
Печная
Электрическая контактная
Газопрессовая Шлакопрессовая
ДугопрессоваяТермокомпрессионна
яКузнечная
Диффузионная
ХолоднаяВзрывом
УльтразвуковаяТрением

Самым древним способом сварки металлов является кузнечная сварка. Свариваемые детали нагревали в горне или печи до температуры пластического состояния (для низкоуглеродистой стали 1100 - 1200 С), накладывали одну на другую и проковывали, в результате чего они сваривались. Для очистки стали от окалины использовали кварцевый песок. В настоящее время кузнечная сварка не применяется, так как она связана c большой трудоемкостью и качество сварки не гарантируется.
История развития сварки

Электродуговая сварка

Электродуговая сварка Это наиболее широко применяемый сегодня способ.
Сварочной дугой называется мощный устойчивый электрический разряд в ионизированной газовой среде, образованной между электродом и изделием или между двумя электродами
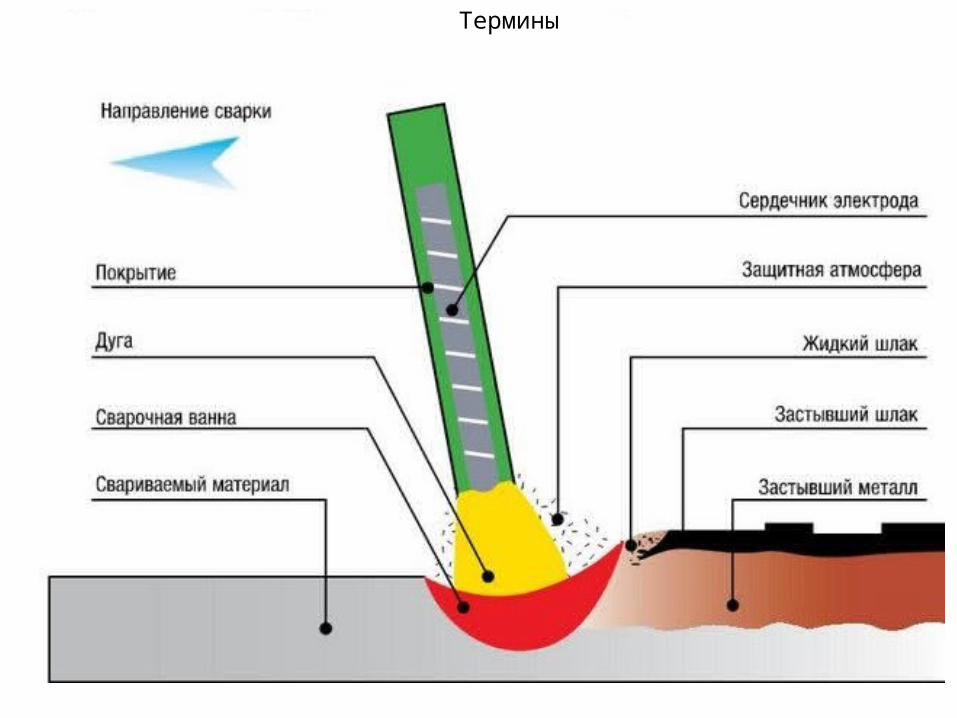
Термины

Виды действия электрической дуги
Закрытая (под флюсом)
Прямого действия
Косвенного действия
Комбинированного действия

Процесс возникновения дуги длится всего доли секунды.

Классификации дуговой сварки
Сварка плавящимся и неплавящимся электродомПлавящийся электрод используется также для формирования сварного шва,
поэтому он должен быть изготовлен из того же по химическому составу материала, что и свариваемый. При использовании неплавящегося электрода (вольфрамового или угольного), дополнительно вводится для формирования
сварного шва присадочная проволока.

По степени механизации различают сварку ручную, механизированную (полуавтоматическую) и автоматическую сварку. Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определенной длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки.
Полуавтоматическая

Аргонно-дуговая сварка
Дуговая под флюсом

В зависимости от способов защиты зоны сварки от кис лорода воздуха различают: ручную дуговую сварку метал лическими электродами с покрытием; сварку под слоем флюса; сварку в среде защитных газов.
Сварка плавящимся электродом в защитном газе
Сварка плавящимся электродом под флюсом
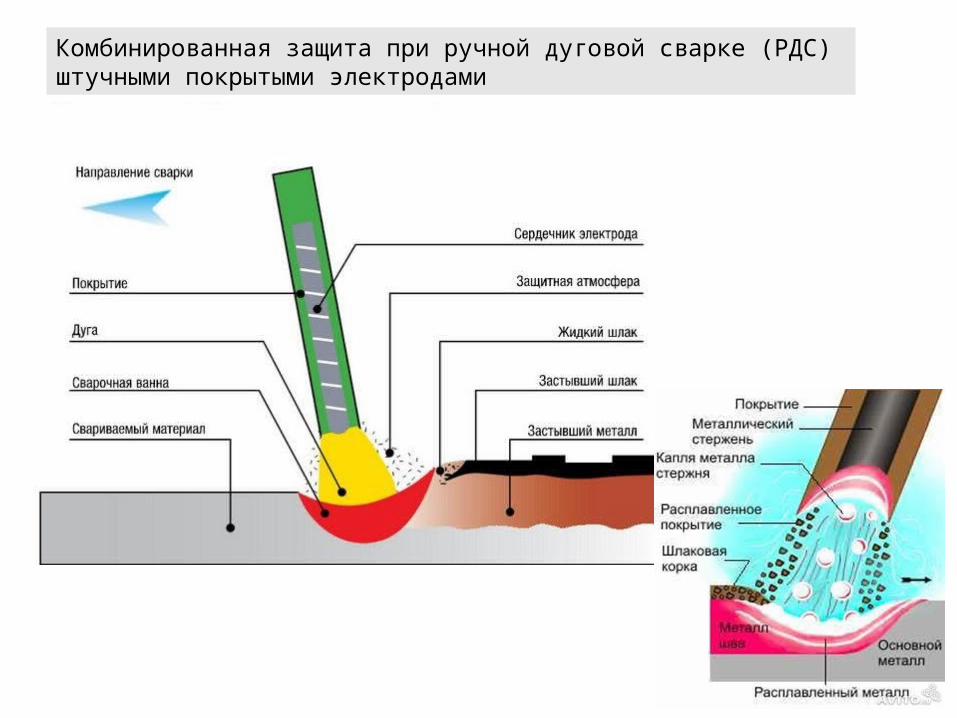
Комбинированная защита при ручной дуговой сварке (РДС) штучными покрытыми электродами

Ручная дуговая сварка

Сварка полуавтоматическая в углекислом газе

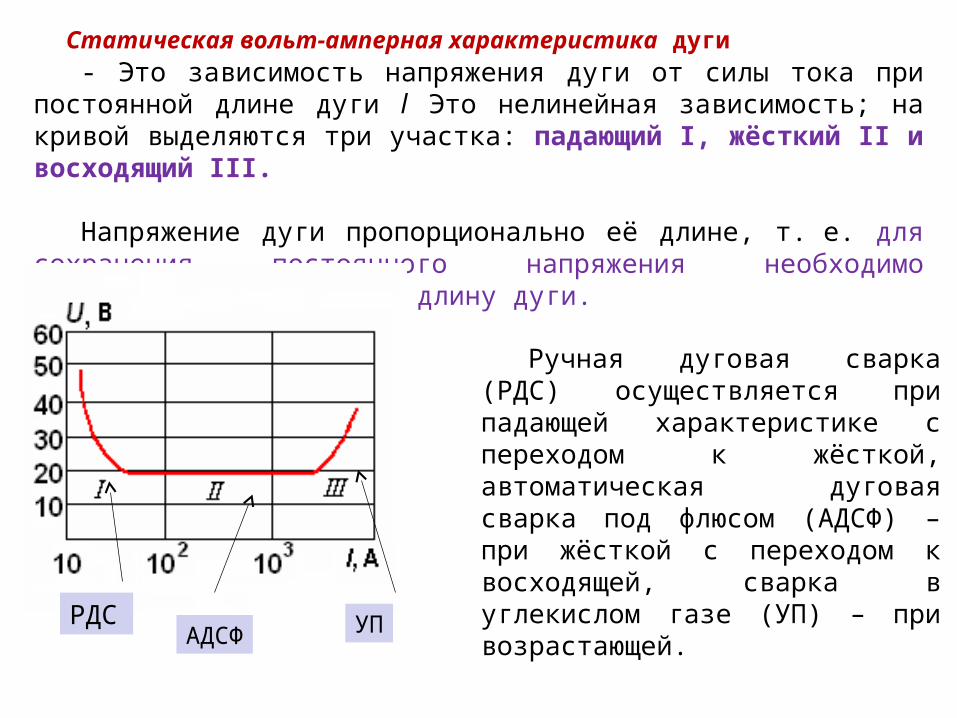
- Это зависимость напряжения дуги от силы тока при постоянной длине дуги l Это нелинейная зависимость; на кривой выделяются три участка: падающий I, жёсткий II и восходящий III.
Напряжение дуги пропорционально её длине, т. е. для сохранения постоянного напряжения необходимо поддерживать постоянную длину дуги.
Ручная дуговая сварка (РДС) осуществляется при падающей характеристике с переходом к жёсткой, автоматическая дуговая сварка под флюсом (АДСФ) – при жёсткой с переходом к восходящей, сварка в углекислом газе (УП) – при возрастающей.
Статическая вольт-амперная характеристика дуги
РДС АДСФ УП

Оборудование для дуговой сварки
Дуговая сварка ведётся на постоянном и переменном токе.
Сварочные трансформаторы
Сварочные выпрямители и генераторы
Инверторные источники
Сварочные агрегаты

Внешняя вольт-амперная характеристика источника питания – это зависимость между напряжением на выходе источника и током в цепи при установившемся режиме.
Источники тока для сварки могут иметь различные типы характеристик: 1 – крутопадающая, 2 – пологопадающая, 3 – жёсткая, 4 – возрастающая. Идеализированная внешняя характеристика 5 наилучшим образом удовлетворяет требованиям к источнику сварочного тока. Именно такая характеристика у инверторных источников питания.
Для ручной дуговой сварки используют источники только с крутопадающими характеристиками. При при крутопадающей характеристике источника ток практически не зависит от длины дуги.
Для регулирования тока при РДС меняют внешнюю характеристику источника питания

При нагреве и охлаждении в околошовной зоне металла (зоне термического влияния) происходят структурные и фазовые превращения, которые при несоблюдении технологии сварки могут изменить его структуру и свойства, вызвать появление термических сварочных напряжений.

http://dis.podelise.ru/text/index-101807.html?page=4
Для сварного шва характерна склонность к образованию столбчатой структуры, т. е. типичной структуры литого металла. Рост столбчатых кристаллов способствует лучшему удалению из расплавленного металла шлаковых и газовых включений, которые по мере роста кристаллов выталкиваются на поверхность ванны.



Сварочные материалы
Электроды для РДС
Сварочная проволока
Защитные газы
флюсы
Э42Э50АЭ -07Х20Н9
Св-08Св-10Г2ССв-12Х13
АргонГелийУглекислый газ
АН-348АОСЦ-45

TIG - Tungsten Insert Gas- ручная дуговая сварка неплавящимся электродом
СОВРЕМЕННЫЕ ПРОИЗВОДИТЕЛЬНЫЕ СПОСОБЫ ДУГОВОЙ СВАРКИ

Полуавтоматическая сварка MIG-MAG (Metal Inert/Active Gas). Сварка нержавеющей и углеродистой стали.•метод MIG-MAG может использоваться для сварки как низко-, так и высоколегированных (нержавеющих) сталей, а также для сварки конструкций из алюминия и его сплавов. Относительно новым применением метода MIG-MAG является высокопроизводительная пайка MIG Brazing в среде защитного газа. Причем возможно различное сочетание соединяемых материалов: сталь-сталь, медь-медь, медь-сталь и пр.


Импульсная сварка MIG/MAGПри капельном переносе наблюдается снижение технологических характеристик дуги, а также затруднение сварки в отдельных положениях. При этом, расход металла электродов увеличивается на 12-15%. Чтобы повысить характеристики дуги, используется изменение ее мощности – импульсно-дуговая сварка MIG/MAG.
Однако скорость подачи электродной проволоки не равна скорости ее плавления. Чтобы ускорить процесс плавления проволоки электрода, на нее воздействуют импульсом тока, что и обеспечивает образование капли на конце электрода.
Электродинамические силы, резко увеличиваясь, сужают шейку капли, сбрасывая ее к сварочной ванне. В данном случае можно применять как одиночные, так и целую группу импульсов.
Стабильность всего MIG/MAG процесса напрямую зависит от соотношения длительности и величины импульсов и пауз между ними.
Методом подбора тока импульса и дуги можно ускорить плавку проволоки электрода, способствовать изменению формы и размеров сварочного шва. Наконец, можно уменьшить нижний предел сварочного тока, который отвечает за стабильность горения дуги.
Технология импульсного сварочного процесса: TwinPulse, SpedPulse, STT, HighSpeed (Райский В.Г. http://www.intertehno.ru)








Вопрос 1. Какой вид сварки обеспечивает лучшее качество сварного шва? 1) ручная;2) газовая;3) дуговая;4) автоматическая;5) полуавтоматическая.
2. ПРОИЗВОДИТЕЛЬНОСТЬ ПРИ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКЕ ЗАВИСИТ ОТ1)мощности дуги 3) сварщика2)напряжения 4) силы тока
3. В КАЧЕСТВЕ ОБОРУДОВАНИЯ ДЛЯ ПОЛУЧЕНИЯ ПОСТОЯННОГО ТОКА ПРИ ДУГОВОЙ СВАРКЕ ИСПОЛЬЗУЕТСЯ1)трансформатор 3) выпрямитель2)стабилизатор 4) аккумулятор
4. КРИТЕРИЙ, ПО КОТОРОМУ ВЫБИРАЕТСЯ ДИАМЕТР ЭЛЕКТРОДА ПРИ СВАРКЕ ШВОВ СТЫКОВЫХ СОЕДИНЕНИЙ1)тип электрода 3) катет шва2)сила тока 4) толщина листов




Источник переменного тока 7 подключен к сварочному электроду 4 и к свариваемым заготовкам 1. Электрод погружен в расплавленный флюс (шлаковую ванну) 3, обладающий электропроводимостью.


Взрыв газовых баллонов в Нижнем Тагиле Газовая сварка
применяется для сварки тонколистового проката, в литейном производстве, ремонтныхработах
Редукторы для понижения давления газа, поступающего из баллона, до рабочего и поддержания последнего постоянным

Термитная сварка
Сварка стыков рельсов
Термитные спички
Термитный патрон

Термомеханический класс

машина стыковая для сварки оплавлениемМноготочечная для сварки арматурных сеток

Сварка с оплавлением
Сварка без оплавления
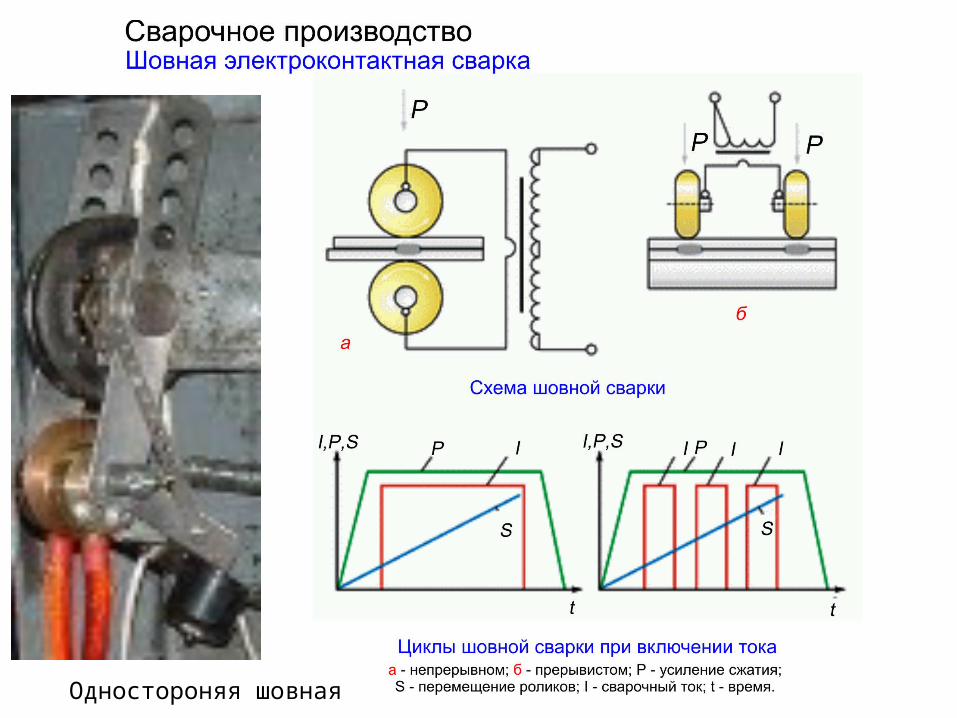
Одностороняя шовная




Сварка трением перемешиванием
w.solver-net.com
Сварка трением заготовок резцов для строгальных станков


наплавка


1. ИСТОЧНИК ПИТАНИЯ СВАРОЧНОЙ ДУГИ ПЕРЕМЕННОГО ТОКА
1) сварочный трансформатор2) сварочный преобразователь3) сварочный выпрямитель4) сварочный генератор 2. ВНЕШНЯЯ ХАРАКТЕРИСТИКА ИСТОЧНИКА ПИТАНИЯ
ПРИ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКЕ1) жёсткая или возрастающая 3) крутопадающая2) полого падающая 4) любая
3. СПОСОБ НАГРЕВА МЕТАЛЛА ПРИ КОНТАКТНОЙ СВАРКЕ1)горение электрической дуги2)горение ацетилена в струе кислорода3)прохождение электрического тока через место контакта4)прохождение тока через расплавленный флюс
4. ГОРЮЧИМ ГАЗОМ, ИСПОЛЬЗУЕМЫМ ПРИ ГАЗОВОЙ СВАРКЕ, ЯВЛЯЕТСЯ1)Аргон 2) кислород 3) азот 4) ацетилен
5. НАХЛЕСТОЧНЫЕ СВАРНЫЕ СОЕДИНЕНИЯ ОБРАЗУЮТСЯ ПРИ СВАРКЕ1) стыковой 3) точечной и шовной2) термитной 4) трением6. ПРИ ЭЛЕКТРОДУГОВОЙ СВАРКЕ В ЗАЩИТНЫХ ГАЗАХ ПРИМЕНЯЮТ1) Н и О2 3) СО2 и О22) метан и этан 4) Ar и СО2

Пайка (паяние)- это процесс получения неразъёмного соединения материалов (стали, чугуна,стекла, графита, керамики и др.), находящихся в твёрдом состоянии,с использованием промежуточной среды -- расплавленного припоя. При пайке происходит взаимное растворение и проникновение основного металла и припоя, заполняющего зазор между соединяемыми частями изделия. В зависимости от источника нагрева различают пайку паяльником, лазером, газопламенную, электродуговую и др.
Схемы контактной (а) и капиллярной (б, в) пайки

Структура паяных соединений

Паяные соединения





























