Embed Size (px)
Citation preview

1
Análisis de Sistemas de Medición
UNITEC, SPS
2
Sistemas de Medición
○Sistema de Medición Objetivos (variable).
○Sistemas de Medición Subjetivos (Especiales).
○Sistemas de Medición Visual.
3
Sistemas de Medición de Objetivos (Variables)
○Necesitamos “Buena” información para ser capaces de mejorar un proceso
○Hay tres características para que un buen sistema de medición nos dé “buena información”:
1. Debe ser exacto
2. Debe ser preciso
3. Debe ser un sistema de medición capaz

4
Sistema de Medición de Variables○ Exactitud: Es la habilidad de un sistema de medición de
medir un valor estándar en un promedio de datos.
○ Debemos tener una muestra estándar de un valor “conocido”
○ La muestra estándar debe estar certificada por una fuente externa, determinado por un sistema de medición bien preciso. Nosotros lo aceptamos como un valor ya conocido.
○ El estándar puede o no ser del mismo tipo de material o producto producido en la planta.
○ El estándar debe ser medido con cierta frecuencia a través del tiempo. Cuando está en control, el promedio medido es comparado con el estándar para determinar la exactitud.
5
Exactitud de los Sistemas de Medición
Brecha es la diferencia entre el promedio medido y el estándar.
Brecha = Valor Medido – Valor Estándar
○Si la Brecha no es estadísticamente significativa nos dice que el sistema de medición es exacto.
○Si la Brecha es estadísticamente significativa nos dice que el sistema de medición no es exacto.
6
Exactitud de los Sistemas de Medición
○La exactitud puede ser determinada usando la prueba “t- test”
○tcalc= X – Estándar (mide cuantas σ’s esta X difiere del estándar)
σ / √ N
○Es tcalc > t*? Si es mayor, la brecha es significativa. Si no lo es, la brecha no es significativa.
7
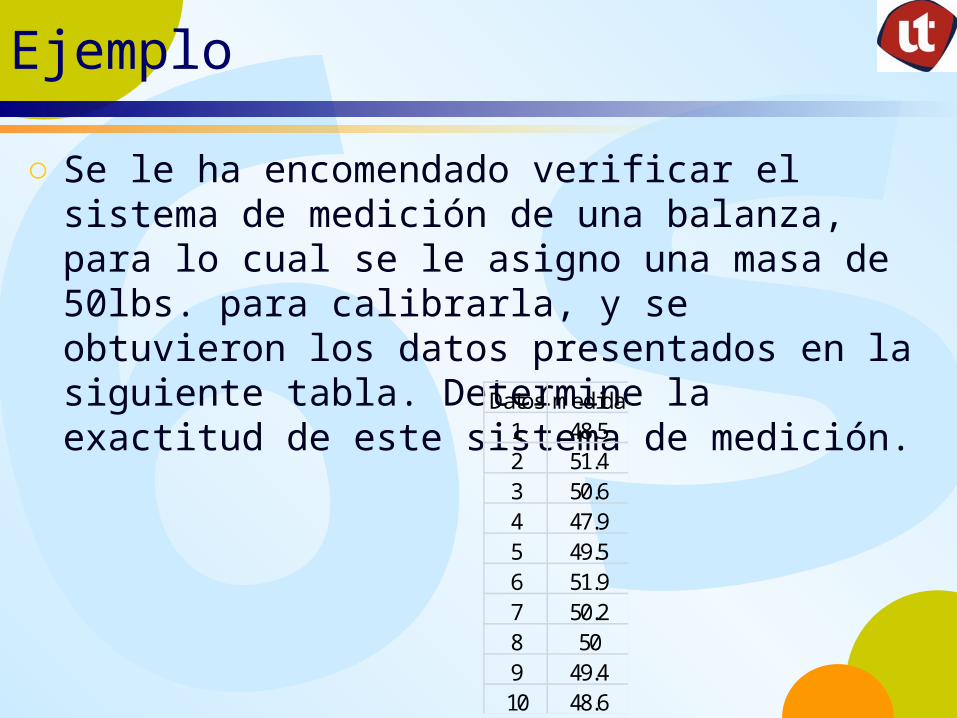
Ejemplo○Se le ha encomendado verificar el sistema de
medición de una balanza, para lo cual se le asigno una masa de 50lbs. para calibrarla, y se obtuvieron los datos presentados en la siguiente tabla. Determine la exactitud de este sistema de medición.Datos medida
1 48.52 51.43 50.64 47.95 49.56 51.97 50.28 509 49.410 48.6
8
Solución
○Registre:○X-barra = 49.8, mR-barra = 1.52, σm = mR/d2
= 1.52/1.13 = 1.35
○Estándar = 50lbs.
○Brecha = X-barra – Estándar = 49.80 - 50 = 0.20
○Es la Brecha estadísticamente significativa?○Cómo puede usted determinar si es significativa
9
Solución○La exactitud se puede determinar usando la
prueba t-test○tcalc= X – Estándar
σ / √ N ○tcalc = 49.8 – 50 = 0.20/0.43 = 0.47
(1.35/ √10)
○Con un 95% de confianza t*(0.025,N-1) = 2.262
○Dado que tcalc < t* la brecha es no significativa.
○Por lo tanto el sistema de medición es capaz.
10
Mejorando la Exactitud
○Si la brecha no es estadísticamente significativa, no ajuste o calibre el sistema de medición.○ Si lo ajustas, qué es lo que ocurre?
○ Si la brecha es estadísticamente significativa, debes de direccionarla.
○Haciendo ajuste una vez (calibración) con el fin de acercarse lo más posible al estándar. Vuelva a medir el estándar 20 veces en el tiempo, continué con el X/mR y reevalué la exactitud.
11
Manteniendo la Exactitud
○ Una vez la exactitud se ha establecido, debe ser mantenida a través del tiempo. El sistema de medición debe ser controlado como si fuera otro proceso.
○ De lo contrario, no podemos estar seguros que futuras mediciones se mantengan exactas.
○ Cómo puedo estar seguro que la exactitud se mantiene ?○ Un método sencillo es continuar manteniendo los Gráficos de
Control X/mR, utilizando el estándar. ○ El estándar debe ser guardado apropiadamente para prevenir
cambios a través del tiempo. La frecuencia de los datos depende de la probabilidad o significado de exactitud.
○ Por ejemplo, instrumentos electrónicos deben ser revisados en exactitud, después de cada encendido.
12
Manteniendo la Exactitud
○ Cuándo deberíamos recalibrar un instrumento?
○ Cuando el gráfico X/mR del estándar nos de algún signo de causa especial.
○ Un punto fuera de los límites 3σ ○ Un cambio en la media (7 o más puntos en una corrida)○ Una tendencia estadística (7 o más puntos hacia arriba o abajo)○ 2 de 3 puntos más allá de los límites 2σ.
○ Esta última regla fue agregada para reducir el riesgo de no calibrar el instrumento cuando realmente se necesita. Esto ligeramente aumenta el riesgo de calibrarla cuando realmente no se necesita.
13
Resumen de Exactitud
○ Una muestra estándar o valor “conocido” es necesario para determinar y mantener la exactitud.
○ El estándar deber ser medido a través del tiempo y graficado en un gráfico X/mR.
○ La brecha entre la media observada y el estándar debe ser probada con la prueba – t para ver si es significativa.
○ Una brecha significativa debe ser corregida con una sola calibración o ajuste, si es posible.
○ La exactitud debe ser mantenida a través del tiempo utilizando un gráfico X/mR de las mediciones del estándar.

14
Precisión en Sistemas de Medición
○ La variación del proceso observado es la suma de la variación del proceso y la variación del sistema de medición.
○ Matemáticamente, es la suma de estas dos varianzas. La varianza es el cuadrado de la desviación estándar.
○ No podemos medir la variación del proceso directamente. Podemos solamente hacerlo restando la medición del proceso observado.
Variación del Proceso
Variación de Medición
Variación Observada en el Proceso+ =
15
Relación de la Variación de Medición y la Variación del Proceso
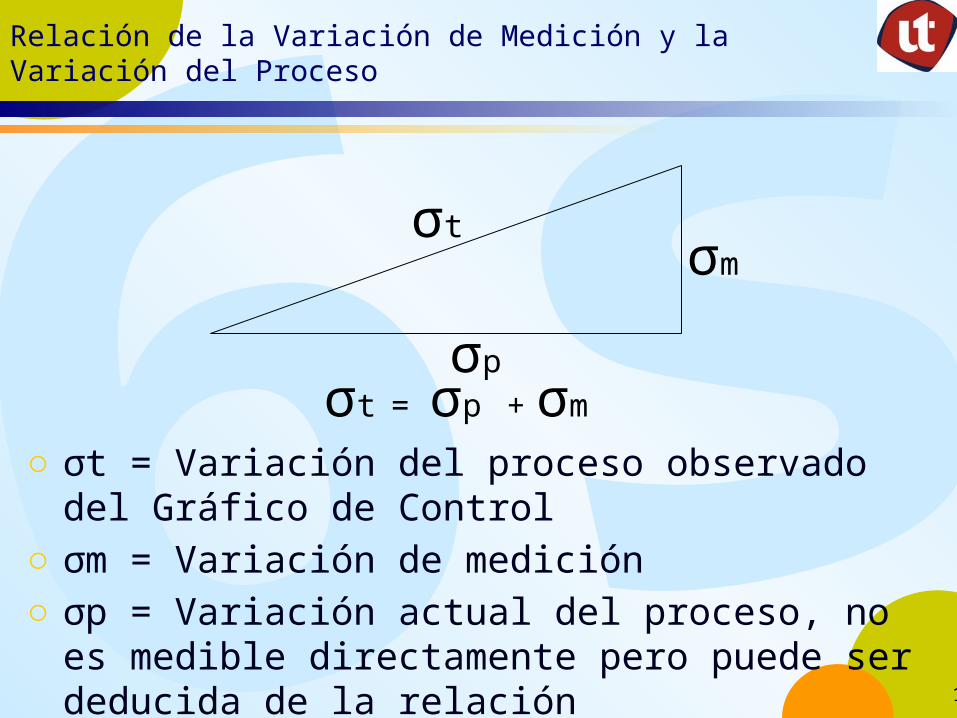
○σt = Variación del proceso observado del Gráfico de Control
○σm = Variación de medición○σp = Variación actual del proceso, no es
medible directamente pero puede ser deducida de la relación
σt = σp + σm
σt
σp
σm
16
Precisión en Sistemas de Medición○Precisión: Es la cantidad de variación presente en
el sistema de medición , la repetitibilidad de un sistema de medición.
○ Esto es determinado usando una muestra “controlada”, representando el producto(s) hechos.
○ Una muestra controlada de la producción no tiene un valor “conocido” como el estándar, pero éstas deberían ser homogéneas, con una mínima variación en la muestra.
17
Determinando la Precisión
○Proceso de Producción – La muestra es hecha de una forma que represente la salida a través del tiempo para definir la variación de causas comunes total σt.
○Proceso de Medición – La muestra debe excluir la variación común del proceso de producción y solamente mostrar la variación de causas comunes debido al sistema de medición σm.
○Cómo?○ Utilizando mediciones repetidas de las mismas muestras
18
Precisión en Sistemas de Medición○ La precisión en sistemas de medición puede ser
determinada usando una muestra de producción controlada. El control debe ser propiamente guardado para asegurar que no hay cambios en las propiedades a través del tiempo.
○ Mida el control en la misma frecuencia del set, Ej..: El comienzo de cada turno, todas las personas e instrumentos normalmente utilizados para la prueba deber ser utilizados, justo como si fuera una muestra de producción normal.
○ Haga un gráfico X/mR de las observaciones.
○ Si esta en control, calcule σm = mR-bar / d2
19
Precisión en Sistemas de Medición○Cuál es la precisión del sistema de medición de la
balanza?
○σm= mR-barra/d2= 1.52/1.13= 1.35
○El sigma de medición es un camino para definir la precisión de un sistema de medición.
○Sin embargo, precisión tiene un pequeño significado, a menos que sea comparado con algo que determine si esto es lo suficientemente preciso para trabajar en mejorar un proceso.
20
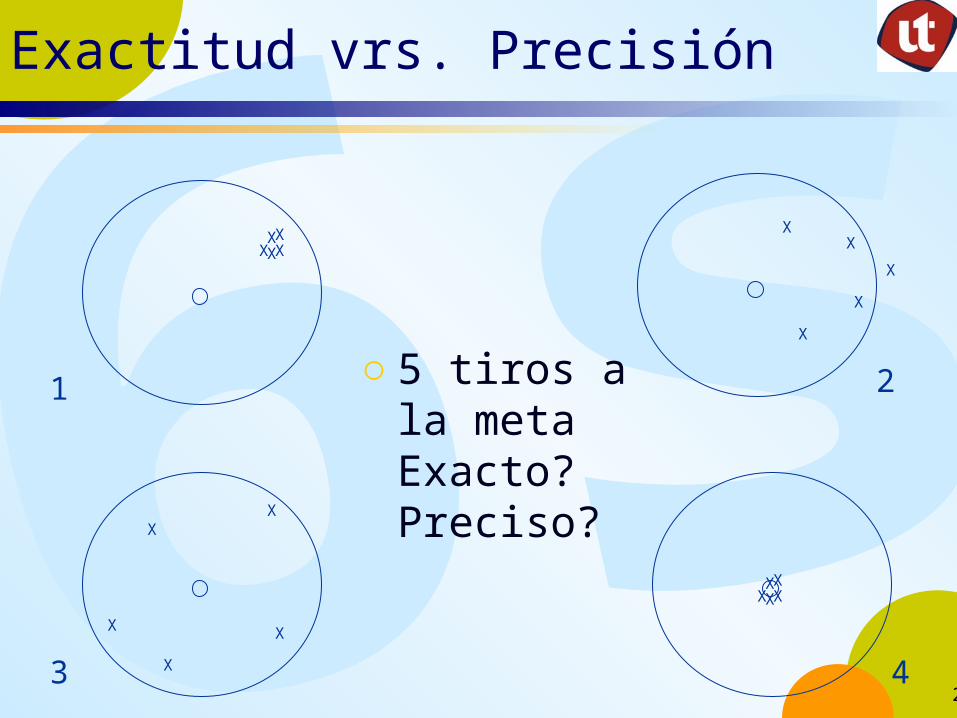
Exactitud vrs. Precisión
○5 tiros a la meta Exacto? Preciso?
XXX
XX
1
X
X
X
X
X
2
X
XX
X
X3
XXX
XX
4
21
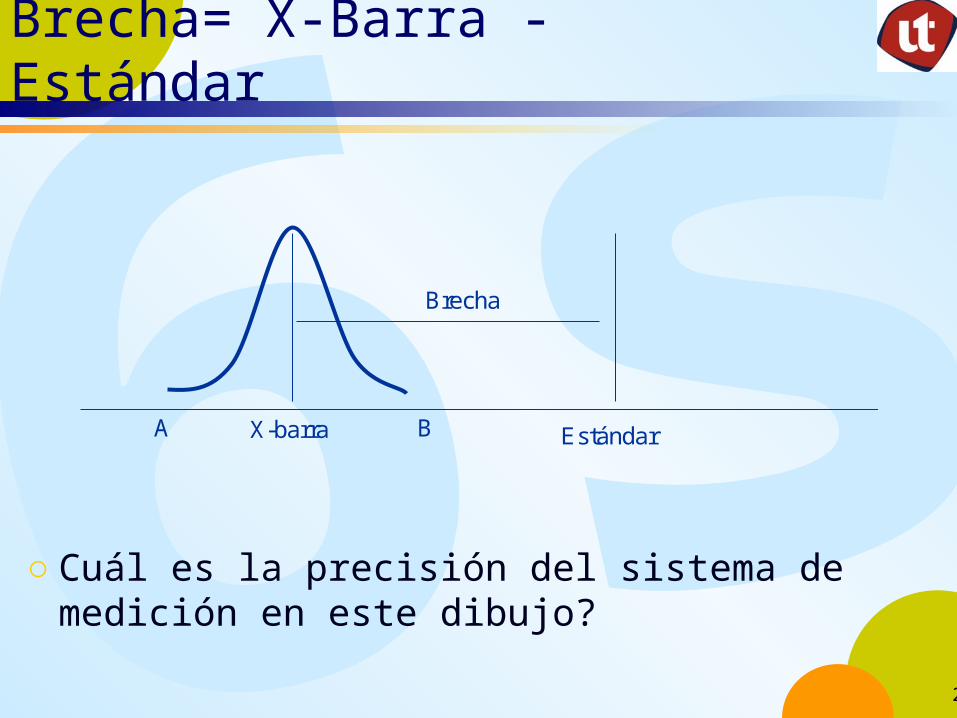
Brecha= X-Barra - Estándar
○Cuál es la precisión del sistema de medición en este dibujo?
EstándarX-barraA B
Brecha
22
Capacidad en Sistemas de Medición
○ Existen tres métodos o mediciones separadas que nos permiten determinar la capacidad en los sistemas de medición.
○ Primero, la variación de medición σm puede ser comparada con la variación total del proceso σt, utilizando el Índice de Medición de proceso PMI:
○ PMI = 100 (σm/ σt)
○ El PMI mide el porcentaje de variación total del proceso observado que viene del sistema de medición.
○ Si el PMI es menor que 20%, la precisión del sistema de medición es muy buena con respecto a la variación total del proceso
○ Si el PMI esta entre 20% - 30%, es marginalmente capaz○ Si el PMI esta arriba del 30%, el sistema de medición no es capaz

23
Capacidad en Sistemas de Medición
○Cuál es el PMI para nuestro ejemplo de sistema de medición de la balanza que se hizo?
○Si el σt es de 1.55 libras, cuál debería ser nuestro PMI?
○PMI= 100(σm/σt) = 100(1.35/1.55) = 87.09%
○Es nuestro sistema de medición capaz?
○Si no lo es, qué deberíamos hacer?
24
Capacidad en Sistemas de Medición
○ La segunda forma para encontrar la capacidad de un sistema de medición es comparar la varianza del sistema de medición con respecto a la varianza total observada. Se conoce como %TV (% Varianza total)
○ % TV= 100(σm/σt)²
○ Si el % TV es menor que un 10%, el sistema de medición es capaz.
○ Cuál es el % TV para nuestro sistema de medición?
○ %TV= 100(σm/σt)² = 100(1.35/1.55)² = 75.69% ○ Esto significa que el 75.69% de la varianza viene del sistema de medición.
25
Capacidad en Sistemas de Medición
○ La tercera forma para encontrar la capacidad en los sistemas de medición es comparando la variación en medición con las tolerancias de especificación o rango de especificaciones. Este se le conoce como % ST (Tolerancia en Especificaciones)
○ % ST= 100 (6 σm/(USL - LSL))
○ El % ST mide el porcentaje de tolerancia de especificación que es consumida por el sistema de medición.
○ Si el trabajo que estudiamos anteriormente, se esperaba que terminará entre 49 a 51libras, cual es el % ST?
○ %ST= 100(6 σm/(USL - LSL))= 100(6*1.35)/2= 405%○ Se siguen los mismos criterios de evaluación del PMI.
26
Capacidad en Sistemas de Medición
○ Existen tres formas para determinar la capacidad de los sistemas de medición. Las tres están involucradas en la comparación de la precisión de medición a otra medición del desempeño total.
○ Los tres métodos son:
Compara la medición de la variación○ PMI= 100(σm/σt) Variación total del Proceso
○ %TV= 100(σm/σt)² Varianza total del proceso
○ %ST= 100(6σm/(USL - LSL)) Tolerancia de Especificación
27
Mejorando la Capacidad en Sistemas de Medición
○ Si el sistema de medición no es capaz, quiere decir que el sistema de medición tiene demasiada variación con respecto a la variación total del proceso o la tolerancia en especificaciones.
○ Si estamos tratando de reducir la variación total del proceso, debemos trabajar en reducir la variación del sistema de medición.
○ De dónde proviene la variación en los sistemas de medición?○ Existen dos fuentes que son:
○ Dentro del operador y Entre operadores○ Variación dentro de los operadores llamado también Repetitibilidad○ Variación entre operadores, llamado también Reproducibilidad
○ El método para separar estas dos fuentes se llama R & R.
28
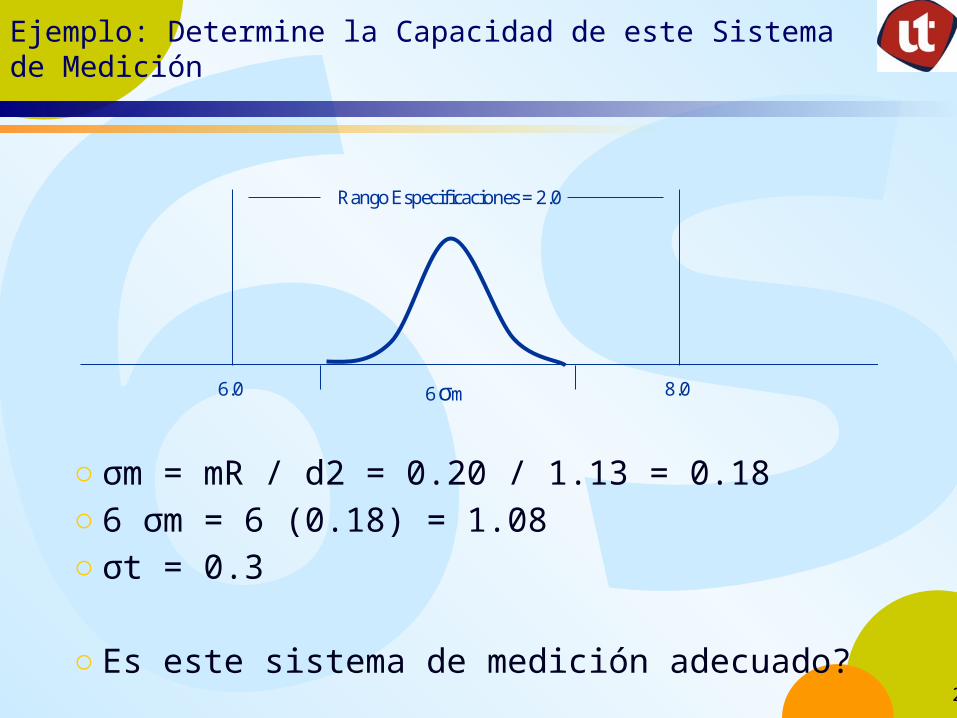
Ejemplo: Determine la Capacidad de este Sistema de Medición
○σm = mR / d2 = 0.20 / 1.13 = 0.18○6 σm = 6 (0.18) = 1.08○σt = 0.3
○Es este sistema de medición adecuado?
Rango Especificaciones = 2.0
6.0 8.06 σm
29
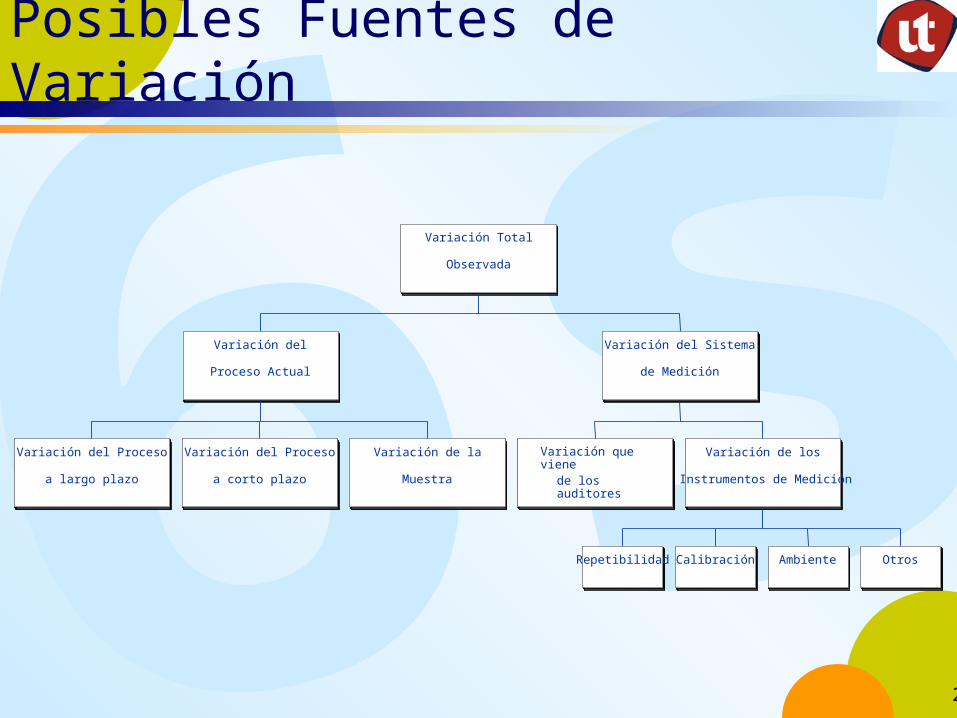
Posibles Fuentes de Variación
Variación del Proceso
a largo plazo
Variación del Proceso
a corto plazo
Variación de la
Muestra
Variación del
Proceso Actual
Variación que viene
de los auditores
Repetibilidad Calibración Ambiente Otros
Variación de los
Instrumentos de Medición
Variación del Sistema
de Medición
Variación Total
Observada
30
Otras Posibles Fuentes de Variación en Sistemas de Medición
○Método de muestreo del proceso
○Preparación y Manejo de la muestra
○Método de colocar la muestra en el instrumento
○Procedimientos de laboratorio
31
Determinando Precisión
○Existen dos maneras convenientes de determinar la precisión en los sistemas de medición σm.
○Medir una muestra sencilla de la producción a través del tiempo (Ej.., una por cada turno). Graficarla en un gráfico X/mR. Si está en control, calcular:
σm= mR / d2
○Medir una muestra doble de producción a ciegas a través del tiempo, (Ej.., Una por turno). Graficarla en un gráfico X/R-barra. Si está en control, calcular:
σm= R-barra / d2
32
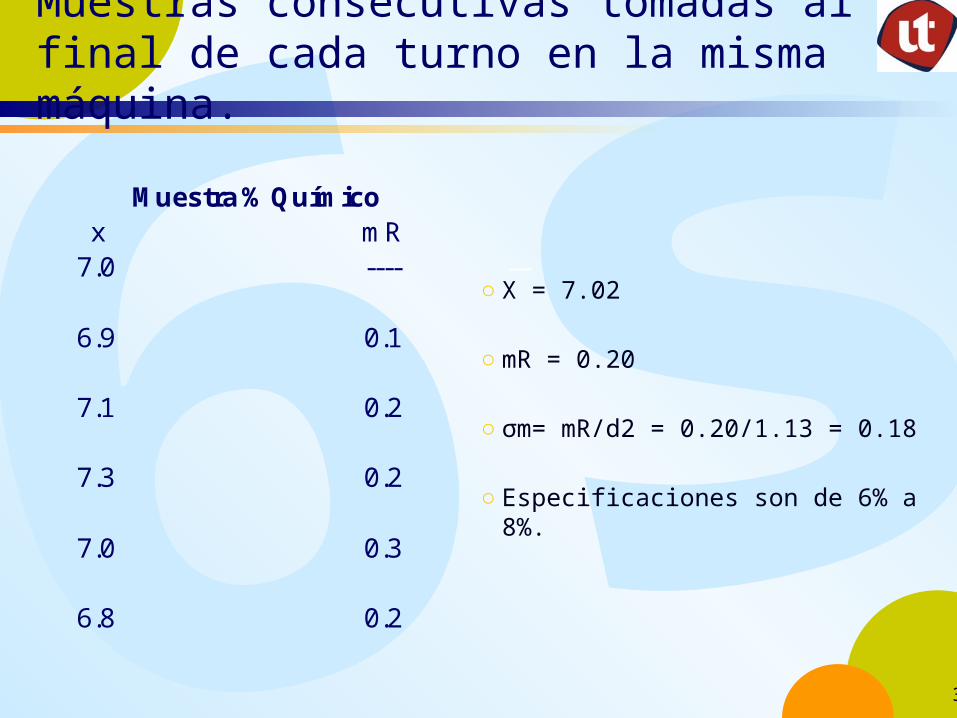
Muestras consecutivas tomadas al final de cada turno en la misma máquina.
○ X = 7.02
○ mR = 0.20
○ σm= mR/d2 = 0.20/1.13 = 0.18
○ Especificaciones son de 6% a 8%.
Muestra % Químicox mR
7.0 ----
6.9 0.1
7.1 0.2
7.3 0.2
7.0 0.3
6.8 0.2
33
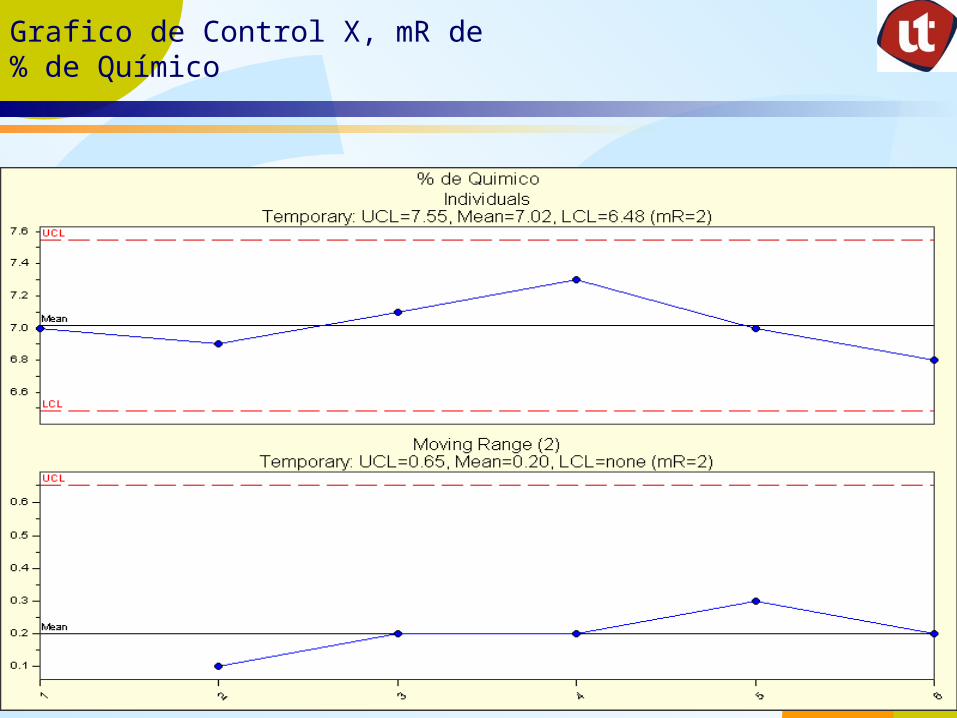
Grafico de Control X, mR de % de Químico

34
% de Químico
○Si el sigma total σt es 0.33%, determine del Gráfico de Control, para la medición de % Químico, cuál seria la capacidad del sistema de medición del % de Químico?
○PMI =
○%TV =
○%ST =

35
Retos con los Sistemas de Medición○ Discriminación - Es la inhabilidad de ver diferencias en
muestras diferentes del mismo producto. Cómo podemos identificar este problema?
○ A ciegas? Operarios no conocen que ellos están examinando las mismas muestra que antes
○ Medio a ciegas? - Operarios saben que están examinando la misma muestra que antes pero no conocen los resultados anteriores. (Las pruebas deben ser corridas medio a ciegas como mínimo)
○ Capacidad - Si el proceso de medición no es capaz, la salida será de poco valor
36
Resumen de los Sistemas de Medición Objetivos
○ Exactitud debe ser determinada y mantenida usando un estándar conocido como valor conocido. La prueba t mide la media contra el valor conocido.
○ Precisión debe ser determinada y mantenida a través del tiempo usando una prueba sencilla de control de producción a través del tiempo o preferiblemente una serie de pruebas medidas dos veces a ciegas.
○ Capacidad debe ser determinada comparando la precisión al total de ancho del proceso (PMI) o al total de la varianza (%TV) o a la tolerancia en especificación (%ST). Si no es capaz hay que trabajar en reducir la variación.
37
Sistema de Medición Subjetivos (Especiales)
Características:○Es un sistema de medición donde no necesariamente
existen instrumentos para recolección de las mediciones.
○No es un sistema de detección de defectos.
○Normalmente involucra el uso de formatos, registros manuales de información y digitación en computadoras.
○Puede ser complemento de un sistema de medición de variables o subjetivo.
38
Definición del Sistema
○ Se debe observar el proceso y el sistema de medición:
○ Entender el flujo del sistema de medición
○ Detectar las personas (posiciones) y documentación que se esta generando en cada paso
○ ¿Cómo son estas fuentes de información?
○ Electrónicas, manuales, reportes impresos o manuales
○ En este punto queremos observar las oportunidades y fuentes de variación
39
Evaluación del Sistema – Recolección de Información
Pasos:1. Definir el proceso representándolo en un diagrama de flujo2. Identificar en cada bloque del proceso los elementos involucrados:
1. Personas o departamentos2. Formatos y registros3. Sistemas de información electrónicos
3. Cada elemento debe ser evaluado4. De acuerdo a los elementos de cada proceso se debe de realizar una
lluvia de ideas de los las fuentes de error de este sistema de medición.5. De acuerdo a las fuentes de error crear un mecanismo de evaluación
tomando en consideración:1. Plan de muestreo2. Método de prueba3. Criterios de pasa/no pasa
6. Los resultados de esta evaluación se colocaran en un grafico de control de atributos con su respectivo pareto, su capacidad será alcanzada hasta que su media alcance el 0% de falla
40
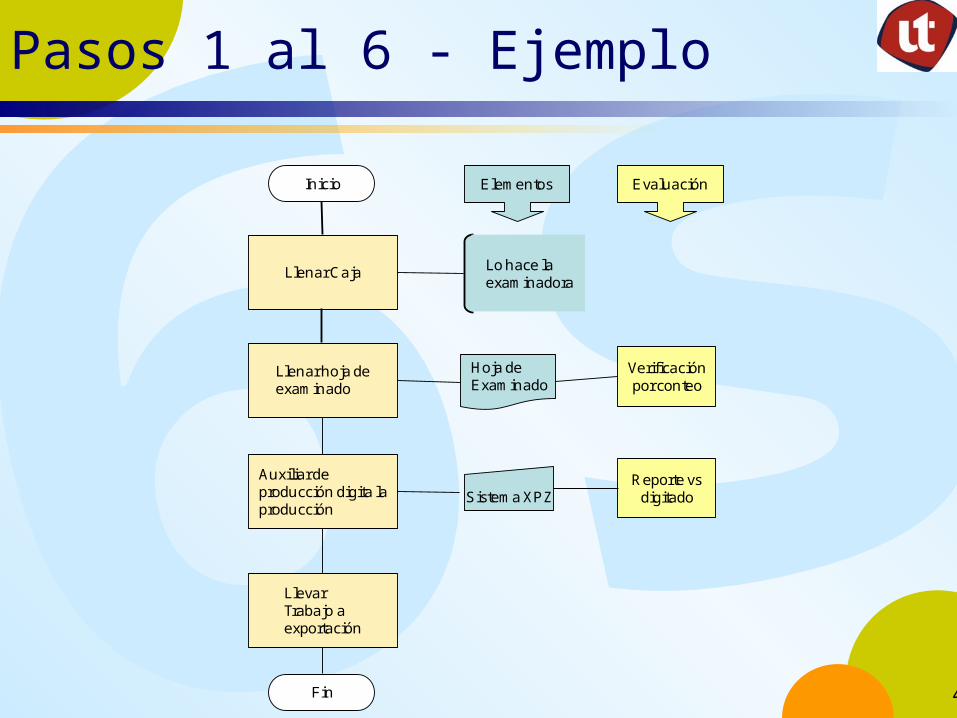
Pasos 1 al 6 - Ejemplo
Llenar Caja Lo hace la examinadora
Inicio
Hoja de Examinado
Auxiliar de producción digita la producción
LlevarTrabajo a exportación
Fin
Elementos Evaluación
Sistema XPZ
Verificación por conteo
Reporte vs digitado
Llenar hoja de examinado
41
Evaluación del Sistema – Recolección de Información
7. Tomar acciones según los resultados de la evaluación según el pareto de fallas
1. Algunas de las acciones que se pueden aplicar:2. Auditorias periódicas3. Entrenamientos y Lecciones de éxito4. Puntos de control y verificación5. Rediseño de formatos
8. Reevaluar el sistema de medición y continuar trabajando hasta que este cumple con los requisitos definidos
42
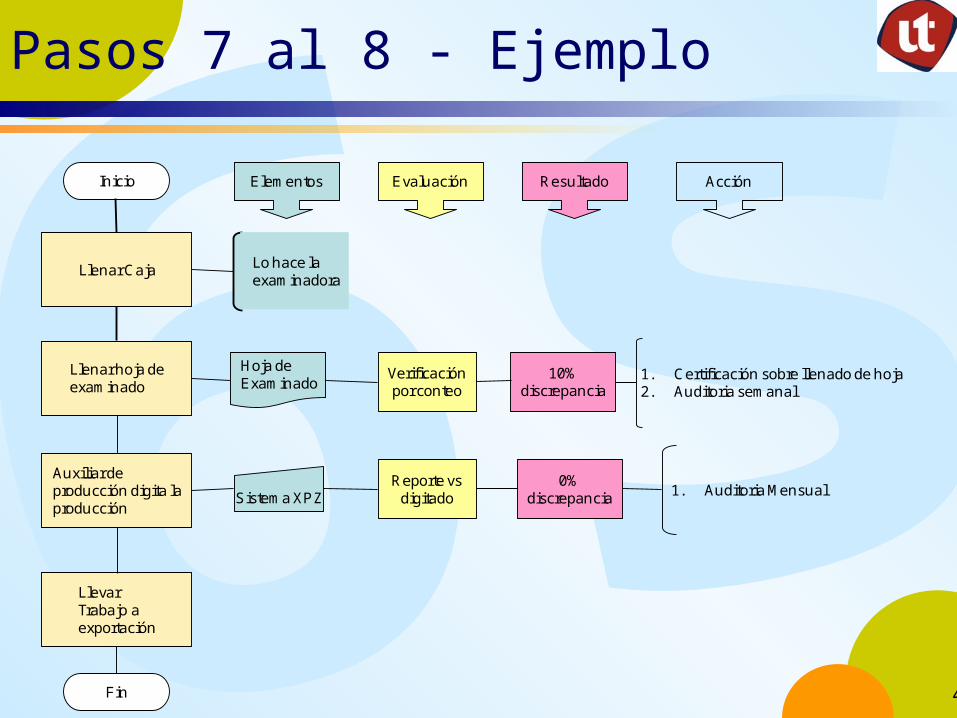
Pasos 7 al 8 - Ejemplo
Llenar Caja Lo hace la examinadora
Inicio
Hoja de Examinado
Auxiliar de producción digita la producción
LlevarTrabajo a exportación
Fin
Elementos Evaluación
Sistema XPZ
Verificación por conteo
Reporte vs digitado
Llenar hoja de examinado
Resultado
10% discrepancia
0% discrepancia
Acción
1. Certificación sobre llenado de hoja2. Auditoria semanal
1. Auditoria Mensual