Embed Size (px)
Citation preview

УТВЕРЖДЕНО Приказом от 30.04.2005 г. № 01-09/105
Группа Т52
С Т А Н Д А Р Т П Р Е Д П Р И Я Т И Я
Единая система учебной документации
ПРАВИЛА РАЗРАБОТКИ И ОФОРМЛЕНИЯ ТЕХНОЛОГИЧЕСКИХ ПЛАНИРОВОК
СТП 2.701-05 Введен впервые
Дата введения 01.09.2005
Настоящий стандарт устанавливает основные требования к правилам разработки и оформления планов расположения технологического оборудования (технологических плани-ровок) в учебных документах.
Стандарт частично соответствует ОСТ 23.4.260-86, ОСТ 23.4.261-86.
1 ОБЩИЕ ПОЛОЖЕНИЯ
1.1 Технологическая планировка (далее — планировка) является графическим доку-ментом, определяющим размещение подразделений предприятия и средств производства.
1.2 Планировки должны обеспечивать наиболее рациональное и экономичное для производства, удобное для организации труда, безопасное для работающих распределение и использование площадей для размещения производственных участков, вспомогательных по-мещений, средств технологического оснащения и предметов труда.
Планировки должны разрабатываться на основе прогрессивных технологических ре-шений, учитывающих последние достижения науки и техники и предусматривающих пере-довые технологические процессы, новейшее высокопроизводительное оборудование, эффек-тивные средства автоматизации и механизации производственных процессов, прогрессивные формы организации производства, научную организацию труда.
1.3 При разработке планировок должны быть предусмотрены площади для размеще-ния:
– технологического оборудования (станки, печи, машины сварочные, прессы, молоты, литейные машины, агрегаты, стенды, верстаки и т.д.);
– рабочих мест; – мест ремонта оборудования и технологической оснастки; – проходов и проездов; – средств и путей перемещения материалов, изделий, технологического оборудова-
ния; – мест складирования (складов, площадок, стеллажей) для материалов, изделий, осна-
стки, технологических отходов; – вспомогательных устройств и сооружений (каналов, колодцев, вентиляционных ус-
тановок, трансформаторных и газовых подстанций, природоохранительных объектов и др.); – конторско-бытовых помещений.
1.4 При разработке технологических планировок необходимо учитывать: – объекты производства (конструкция, материалы и габариты изделий, программа и
ритм выпуска); – виды применяемых технологических процессов по методам выполнения;

С. 2 СТП 2.701-05
– наличие опасных и вредных факторов, возникающих при выполнении технологиче-ских процессов; величины выделяемых опасных веществ и излучений;
– потребные производственное оборудование и технологическую оснастку (типаж, технические требования, режим работы, организация технического обслуживания);
– производственный персонал (профессия, пол и другие данные); – организацию и обслуживание производства (состав подразделений, их производст-
венная взаимосвязь); – систему перемещения, складирования и хранения материалов, заготовок, изделий,
технологических отходов; – конструкцию и расположение зданий и сооружений предприятия. 1.5 Основными задачами, решаемыми при разработке технологических планировок,
являются: – осуществление оптимальных решений по распределению потребных площадей и
размещению средств производства; – создание поточности и сокращение расстояний перемещения материалов, заготовок,
изделий; – создание условий для производительной и безопасной работы производственного
персонала; – возможность легкой перепланировки в будущем для организации производства но-
вых изделий; – возможность увеличения мощностей без остановки производственного процесса. 1.6 При разработке технологических планировок необходимо соблюдать действую-
щие стандарты, строительные нормы и правила, нормы технологического проектирования, нормы и требования противопожарной безопасности, производственной санитарии, охраны окружающей среды, техники безопасности, научной организации труда и промышленной эс-тетики.
2 СОДЕРЖАНИЕ ПЛАНИРОВОК
2.1 На планировке рабочих мест соответствующими условными обозначениями (при-ложение 1) должны быть показаны следующие строительные элементы:
– колонны с осями и очертания фундаментов под оборудование1; – наружные и внутренние стены, перегородки (с указанием их типа); – дверные и оконные проемы; – подвалы, основные каналы, люки и, при необходимости, антресоли, галереи и др. 2.2 На планировке должно быть изображено все оборудование и все устройства, кото-
рые относятся к рабочим местам, а именно: – основное производственное оборудование (станки, автоматические линии и другое
технологическое или контрольно-испытательное оборудование); – оргоснастка (инструментальные тумбочки, рабочие столы, верстаки, стеллажи, шка-
фы, плиты контрольные и разметочные, отдельно стоящая вне стеллажа производственная тара и т.п.);
– место рабочего во время работы; – местные подъемно-транспортные устройства. 2.3 На планировке также должны быть показаны: – проезды, проходы, туннели или ямы, предназначенные для производственных или
транспортных целей; – грузоподъемные и транспортные устройства цеха2 (подвесные, мостовые и наполь-
ные краны, конвейеры, скаты, склизы, рельсовые пути и др.);
1 Очертания фундаментов допускается не указывать. 2 На всех подъемно-транспортных устройствах должна быть указана их грузоподъемность (в тоннах).

СТП 2.701-05 С. 3
– схемы подвесного или напольного непрерывного транспорта для удаления техноло-гических отходов (стружки, листовых отходов, облоя и др.);
– места для складирования заготовок, полуфабрикатов, деталей и технологической оснастки;
– оборудованные рабочие места мастеров, контролеров; – обозначения точек подвода промышленных жидкостей, газов и энергии, вентиляци-
онные отсосы; – резервные места под оборудование (при необходимости); – средства связи, контроля и управления производством, места выдачи и приема ин-
формации (телефоны, сигнальные табло, счетчики и т.д.); – границы цехов, отделений, участков; – план размещения административных помещений цеха (при необходимости). 2.4 На планировках должны быть даны размеры между осями колонн, общие габари-
ты цеха и каждого участка. 2.5 На планировке цеха должны быть сделаны надписи с наименованиями или номе-
рами производственных и вспомогательных участков цеха. Надписи, наносимые непосредст-венно на изображение (например, участка), следует растягивать по длине между крайними границами его контура.
2.6 На планировках однопредметных поточных линий механической обработки в на-чале каждой линии следует указывать обозначение обрабатываемой детали и путь движения детали от первой до последней операции.
2.7 На планировках цеха, на свободном поле чертежа, следует размещать поперечный разрез цеха, выполненный в произвольном масштабе, с указанием высоты от пола до низа строительных конструкций.
3 ОФОРМЛЕНИЕ ПЛАНИРОВОК
3.1 Планировка в белке выполняется карандашом на листах бумаги1 стандартных форматов, соответствующих ГОСТ 2.301-68, в масштабе 1:100 (допускается масштаб 1:50).
3.2 Координационные оси здания на планировке наносят тонкими штрихпунктирны-ми линиями с длинными штрихами и обозначают прописными буквами русского алфавита (за исключением букв Ё, З, Й, О, Х, Ц, Ч, Щ, Ъ, Ы, Ь) и арабскими цифрами в кружках диа-метром 6…12 мм (рисунок 4).
Цифрами обозначают координационные оси по стороне здания (планировки) с боль-шим количеством осей.
Если для обозначения координационных осей не хватает букв алфавита, последующие оси обозначают двумя буквами, например, АА, ББ, ВВ.
Размер шрифта для обозначения координационных осей должен быть на один-два но-мера больше, чем размер шрифта, принятого для размерных чисел на том же чертеже.
Последовательность цифр и букв обозначений координационных осей принимают по плану слева направо и снизу вверх.
Обозначение координационных осей, как правило, наносят по ле-вой и нижней сторонам плана.
Отметки уровней (высота, глубина) элементов конструкций, обо-рудования и др. от уровня отсчета (условной «нулевой» от-метки) обозначают условным знаком в соответствии с ри-сунком 1 и указывают в метрах с тремя десятичными зна-ками, отделенными от целого числа запятой.
На разрезах и сечениях отметки помещают на вы-носных линиях или линиях контура в соответствии с рисун-
1 В курсовом проекте и практических работах допускается выполнять планировки на миллиметровой
бумаге.
Рисунок 2
Рисунок 1

С. 4 СТП 2.701-05
ком 2. На планах отметки наносят в прямоугольнике в соответствии
с рисунком 3. 3.3 Разрезы здания обозначают арабскими цифрами после-
довательно в пределах чертежа. 3.4 Изображения строительных элементов зданий и соору-
жений, а также оборудования на технологических планировках следует выполнять в масштабе чертежа планировки в виде контур-ных очертаний или условными графическими обозначениями сплошной толстой линией по ГОСТ 2.303-68.
3.5 Условные обозначения оборудования и рабочих мест, промышленных подводок, строительных элементов зданий и со-оружений приведены в приложении 1.
Обозначения, не предусмотренные в приложении 1, должны поясняться на свободном поле планировки.
3.6 На планировке выше основной надписи указывают: наименование поточной ли-нии и детали, обрабатываемой на ней, общую площадь участка (отделения), количество станков и количество рабочих мест, категории помещений по взрывопожароопасности.
Рекомендуется наименование цеха, отделений, участков и др. размещать на полях планировки, не занятых изображением оборудования и устройств, на проездах, проходах.
3.7 Все основное производственное оборудование, оргоснастка рабочих мест, грузо-подъемные и транспортные устройства, показанные на планировке, обозначаются порядко-выми номерами и вносятся в спецификацию, которая прилагается к планировке.
3.8 Номера позиций на планировке наносят в соответствии с рисунком 4 одним из способов: на полках линий-выносок, проводимых от изо-бражений составных частей предметов (поз. 12), рядом с изображением без линии-выноски (поз. 18) или в пределах контура (поз. 19).
Рекомендуется сквозная порядковая нуме-рация, которая ведется на плане по отделениям и участкам последовательно слева направо и затем сверху вниз.
Одинаковое оборудование в пределах отде-ления, участка допускается нумеровать одним по-рядковым номером.
Допускается вести порядковую нумерацию оборудования в поточно-механизирован-ных и автоматических линиях последовательно по потоку в технологической последователь-ности операций.
3.9 На все оборудование, оргоснастку, местные подъемно-транспортные устройства составляется спецификация по форме, приведенной в приложении 2.
3.10 Спецификация составляется на отдельных листах формата А4 (ГОСТ 2.301-68). Основная надпись выполняется на первом листе по форме 2 (ГОСТ 2.104-68), на последующих – по форме 2а.
3.11 Спецификации оборудования присваивают обозначение, состоящее из обозначе-ния технологической планировки, для которой она составлена и через точку — код «С». На-пример,
Т0301.01.286.15.03.С
3.12 Спецификацию оборудования включают в ведомость проекта. 3.13 Спецификацию, как правило, составляют по разделам («Основное оборудова-
ние», «Оргоснастка», «Подъемно-транспортное оборудование», «Прочее»). Наименование каждого раздела записывают в виде заголовка в графе «Наименование» и подчеркивают.
Рисунок 3
Рисунок 4

СТП 2.701-05 С. 5
3.14 В спецификации указывается (приложение 2): в графе 1 — номер позиции на планировке; в графе 2 — наименование оборудования или других объектов, а также прочие необ-
ходимые сведения; в графе 3 — модель оборудования или обозначение документ на оргоснастку; в графе 4 — краткую техническую характеристику (основные размеры, габариты ор-
госнастки, грузоподъемность подъемно-транспортного оборудования); в графе 5 — количество; в графе 6 — массу, т; в графе 7 — установленную мощность, кВт. 3.15 Допускается на условных графических изображениях оборудования вносить
краткие записи наименований, моделей и суммарную мощность электродвигателей. В этом случае спецификация к планировке не составляется.
4 ИЗОБРАЖЕНИЕ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
4.1 Технологическое оборудование изображается на планировках в соответствии с правилами, установленными для выполнения темплетов по ГОСТ 2.428-841.
4.2 На темплете технологическое оборудование представляет вид сверху, на котором должны быть изображены и обозначены:
– габаритные контуры оборудования в положении покоя; – контуры подвижных частей оборудования, если при перемещении они выходят за
пределы габаритных контуров в положении покоя; – осевые линии; – места обслуживания оборудования и место обслуживающего персонала, с которого
преимущественно осуществляется обслуживание; – места подвода и отвода сред, виды сред; – обозначение технологического оборудования; – место выпуска отходов материалов. 4.3 В случае необходимости на изображении оборудования дополнительно показывают: – места подвода и отвода материалов, а также направление их движения; – контуры фундамента и каналов; – высоту оборудования, если она превышает 3000 мм от уровня пола. 4.4 Пример выполнения темплета технологического оборудования в соответствии с
ГОСТ 2.428-84 приведен на рисунке 5. Виды линий, применяемых на планировках, должны соответствовать ГОСТ 2.303-68.
Применяемые виды линий и их назначение приведены в таблице 5.1. 4.5 Если технологическое оборудование имеет обозначение, то его, как правило, на-
носят на вид сверху у главного места обслуживания вне (рисунок 6) или внутри (рисунок 7) габаритных контуров оборудования в положении покоя.
Рисунок 5 — Пример выполнения
темплета Рисунок 6 Рисунок 7
1 Темплет — изображение предмета в виде упрощенной ортогональной проекции в установ-
ленном масштабе, изготовленное из прозрачного или непрозрачного материала (пленка, калька, кар-тон, др.).

С. 6 СТП 2.701-05
Т а б л и ц а 5.1 — Виды линий на планировках и их назначение
Вид линии
Толщина линии, мм
(при масштабе 1:100)
Назначение линии
Сплошная толстая основная
0,50
Контуры ответственных функциональных частей оборудования (например, планшайбы), находящихся внутри габаритных контуров обо-рудования в положении покоя.
Сплошная тонкая
Условные графические обозначения Контуры ответственных функциональных
частей оборудования, находящиеся внутри габа-ритных контуров оборудования
Штриховая Контуры опорной поверхности основного
оборудования и его составных частей. Контуры фундаментов и каналов*
Штрихпунктирная тонкая Осевые линии
Штрихпунктирная с двумя точками, тонкая
0,25 Контуры подвижных частей оборудования, временами перемещающихся с целью управле-ния и технического обслуживания, если они во время перемещения выходят за пределы габа-ритных контуров в положении покоя.
Длина и ширина демонтируемых частей для производства монтажных и ремонтных работ.
Места подвода и отвода материалов за пре-делами габаритных контуров оборудования в положении покоя
Штрихпунктирная с двумя точками, толстая
0,50
Контуры подвижных частей оборудования, непрерывно движущихся в процессе работы, ес-ли они во время перемещения выходят за преде-лы габаритных контуров в положении покоя
4.6 Места подвода и отвода наиболее часто применяемых видов сред рекомендуется обозначать условными графическими обозначениями, приведенными в приложении 1.
Т а б л и ц а 5.2 — Обозначения мест обслуживания оборудования и промышленных подводок
Размеры (мм) при масштабе Наименование
Условное графическое обозначение 1:100 1:50
Главное место обслуживания
Второстепенное место обслужива-ния
а = 2,5 а = 5,0
Место обслуживающего персона-ла
а = 2,5 lmax= 8,0
а = 5,0 lmax= 16,0
Промышленные подводки
а = 3,5 а1= 1,8
а = 7,0 а1= 3,5
СТП 2.701-05 С. 7
4.7 Обозначения мест обслуживания технологического оборудования и места обслу-живающего персонала, а также обозначение промышленных подводок в зависимости от при-меняемого масштаба изображения следует выполнять в соответствии с таблицей 5.2.
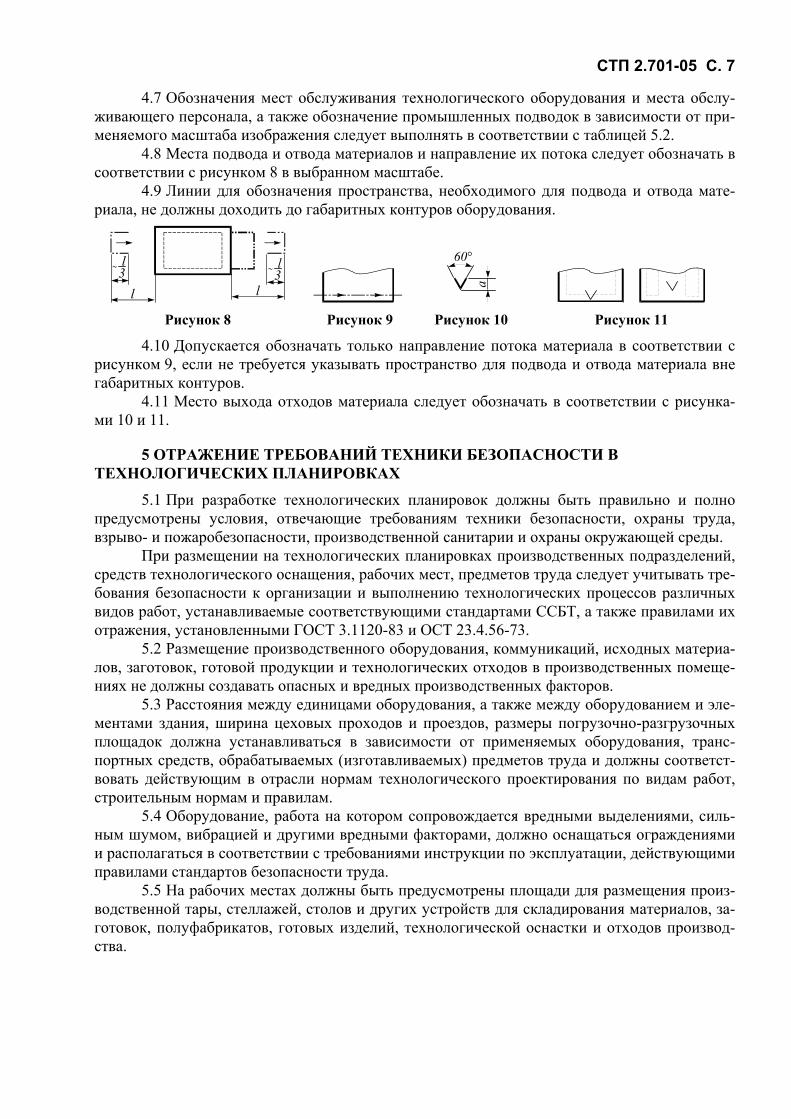
4.8 Места подвода и отвода материалов и направление их потока следует обозначать в соответствии с рисунком 8 в выбранном масштабе.
4.9 Линии для обозначения пространства, необходимого для подвода и отвода мате-риала, не должны доходить до габаритных контуров оборудования.
Рисунок 8 Рисунок 9 Рисунок 10 Рисунок 11
4.10 Допускается обозначать только направление потока материала в соответствии с рисунком 9, если не требуется указывать пространство для подвода и отвода материала вне габаритных контуров.
4.11 Место выхода отходов материала следует обозначать в соответствии с рисунка-ми 10 и 11.
5 ОТРАЖЕНИЕ ТРЕБОВАНИЙ ТЕХНИКИ БЕЗОПАСНОСТИ В ТЕХНОЛОГИЧЕСКИХ ПЛАНИРОВКАХ
5.1 При разработке технологических планировок должны быть правильно и полно предусмотрены условия, отвечающие требованиям техники безопасности, охраны труда, взрыво- и пожаробезопасности, производственной санитарии и охраны окружающей среды.
При размещении на технологических планировках производственных подразделений, средств технологического оснащения, рабочих мест, предметов труда следует учитывать тре-бования безопасности к организации и выполнению технологических процессов различных видов работ, устанавливаемые соответствующими стандартами ССБТ, а также правилами их отражения, установленными ГОСТ 3.1120-83 и ОСТ 23.4.56-73.
5.2 Размещение производственного оборудования, коммуникаций, исходных материа-лов, заготовок, готовой продукции и технологических отходов в производственных помеще-ниях не должны создавать опасных и вредных производственных факторов.
5.3 Расстояния между единицами оборудования, а также между оборудованием и эле-ментами здания, ширина цеховых проходов и проездов, размеры погрузочно-разгрузочных площадок должна устанавливаться в зависимости от применяемых оборудования, транс-портных средств, обрабатываемых (изготавливаемых) предметов труда и должны соответст-вовать действующим в отрасли нормам технологического проектирования по видам работ, строительным нормам и правилам.
5.4 Оборудование, работа на котором сопровождается вредными выделениями, силь-ным шумом, вибрацией и другими вредными факторами, должно оснащаться ограждениями и располагаться в соответствии с требованиями инструкции по эксплуатации, действующими правилами стандартов безопасности труда.
5.5 На рабочих местах должны быть предусмотрены площади для размещения произ-водственной тары, стеллажей, столов и других устройств для складирования материалов, за-готовок, полуфабрикатов, готовых изделий, технологической оснастки и отходов производ-ства.

С. 8 СТП 2.701-05
ПРИЛОЖЕНИЕ 1
Условные графические обозначения, применяемые на планах расположения технологического оборудования
Наименование Обозначение
1. ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ И ОРГОСНАСТКА
Технологическое оборудование с номером по плану: а –без фундамента; б – с индивидуальным фундаментом
а) б)
Автоматические линии
Резервное место под оборудование
Электропечь сопротивления
Электропечь индукционная
Кабина сварочная металлическая
Верстак слесарный
Буквами также обозначаются: ВМ –верстак сборщика (монтажный); ШН – шкаф наладчика; ВСв – верстак сварщика; ШК – шкаф; ПС – приемный стол; С – стол; ПК – плита контрольная; СК – стол контролера; РП – плита разметочная; Т – тумбочка. ШИ – шкаф инструментальный;
Стеллаж Тара ящичная: с заготовками, с полуфабрикатами, с гото-выми изделиями
Тара ящичная для отходов
Решетка под ноги

СТП 2.701-05 С. 9
Наименование Обозначение
Инструмент подвесной на монорельсе: а – электрический; б – пневматический
а) б)
Скребковый транспортер для удаления стружки
Шнековый транспортер для стружки (показан люк в полу цеха для ее удаления из оборудования)
Стружкодробилка
2. ПОДЪЕМНО-ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ
Зона действия грузоподъемной машины: а – на разрезах, б – на планах
а) б)
Дорога монорельсовая (черточка на конце линии обознача-ет концевой упор)
Путь рельсовый (железнодорожный) (вместо многоточия следует указывать: для нормальной колеи – н.к., для узкой колеи – у.к.)
Путь подкрановый или рельсовый путь крана
Кран мостовой двухбалочный: а – на разрезах, б – на пла-нах
а) б)
Кран мостовой однобалочный опорный: а – на разрезах, б– на планах (на выносной линии обозначены: номер пози-ции на плане и грузоподъемность)
а) б)
Кран подвесной однобалочный с электроталью (кран-балка): а – на разрезах, б – на планах
а) б)
Кран консольный на колонне а) б)

С. 10 СТП 2.701-05
Наименование Обозначение
Кран консольный настенный
а) б)
Кран консольный передвижной
а) б)
Кран-штабелер стеллажный
Таль электрическая на монорельсе: а – электрическая; б –ручная
а) б)
Посадочная площадка с лестницей для крана мостового
Подъемник (лифт) в плане
Электротележка (электро-, автокар)
Тележка: а – рельсовая, б – прицепная а) б)
Напольная тележка (любой конструкции)
Автоматизированная транспортная тележка
Конвейер подвесной с указанием его длины и отметки от уровня пола в метрах
Участок подъема подвесного конвейера в плане с отметкой высоты
Участок спуска подвесного конвейера в плане с отметкой высоты
Зоны навески и съема деталей с конвейера
Натяжная станция подвесного конвейера
Угловой привод подвесного конвейера

СТП 2.701-05 С. 11
Наименование Обозначение
Конвейер ленточный
Конвейер пластинчатый
Конвейер роликовый неприводной (рольганг): а – одно-рядный, б – двухрядный
а) б)
Конвейер роликовый приводной
Конвейер тележечный
Скат, склиз, желоб
Манипулятор
Манипулятор на конвейере
Промышленный робот
3. МЕСТА ОБСЛУЖИВАЮЩЕГО ПЕРСОНАЛА
Место обслуживающего персонала (диаметр окружности 500 мм в масштабе чертежа)
Место рабочего у станка
Место рабочего при двухстороннем обслуживании
Место рабочего при многостаночном обслуживании
Стул
Кафедра мастера и нормировщика
Кабина мастера и контролера

С. 12 СТП 2.701-05
Наименование Обозначение
4. ПЛОЩАДИ
Место (на полу, не огороженное) складирования загото-вок, деталей, узлов
Проезд, проход (допускается затушевывать точками или всплошную)
Граница цеха, отделения, участка (не огороженная)
5. ПРОМЫШЛЕННЫЕ ПОДВОДКИ
Вода
Вода оборотная
Подвод охлаждающей воды
Отвод охлаждающей воды
Горячая вода
Сточная вода
Фонтанчик питьевой
Автомат питьевой (газированной) воды (сатуратор)
Умывальник на одно отделение: а – с холодной водой; б –с холодной и горячей водой
а) б)
Кислород
Буквами также обозначаются: А – аммиак; ЛК – лакокрасочные материа-
лы; Ац – ацетилен; М – масло; Б – бензин; Мз – мазут; ДТ – дизельное топливо; С – содовый раствор; К – керосин; ПБ – пропан-бутан.
Сжатый воздух
Воздух (вентиляция)
Местный вентиляционный отсос вредных выделений
Пар
Вакуум
Природный газ
Городской газ

СТП 2.701-05 С. 13
Наименование Обозначение
Защитный газ (допускается внутри знака или около него указывать буквенное обозначение газа: Аз – азот; Ар – ар-гон; В – водород; Г – гелий; У – углекислый газ; Эн – эн-догаз; Эк – экзогаз)
Средство охлаждения (эмульсия) Место выхода отходов материала (допускается рядом со знаком указывать буквенное обозначение отходов)
Электроэнергия, общее обозначение (точка подвода элек-трокабеля к оборудованию)
Переменный ток
Постоянный ток или
Заземление Электророзетка штепсельная (цифры указывают напряже-ние в сети)
Лампа накаливания осветительная или
Шина электрическая
Ответвление от шины
Отводы (отпайки) от шины
Шина электрическая на подвеске Шина электрическая на опорах, провода на опорах (кон-солях)
Воздухонагреватель (калорифер)
Фильтр для очистки воды
Пожарный кран
Колодец на сети с пожарным гидрантом
Огнетушитель переносной ручной
Огнетушитель переносной пенный
Место установки стационарного огнетушителя
Установка пожаротушения с автоматическим пуском
Дренчерная система пожаротушения
Спринклерная система пожаротушения

С. 14 СТП 2.701-05
Наименование Обозначение
6. СРЕДСТВА СВЯЗИ, КОНТРОЛЯ И УПРАВЛЕНИЯ ПРОИЗВОДСТВОМ
Диспетчерский пульт управления: а – цеховой, б – участ-ковый
а) б)
Диспетчерский (переговорный) пункт
Аппарат телефонный административно-хозяйственной связи: а – на столе, б – на стене
а) б)
Аппарат телефонный диспетчерской связи
Аппарат городской телефонной связи а) б)
Телефонная будка для переговоров с вызывной сигнализа-цией
Сигнальное табло о простоях оборудования: а – на один сигнал (с одной сигнальной лампой); б – на несколько сиг-налов, например, с тремя сигнальными лампами
а) б)
Извещатель пожарный
Телевизионная установка
7. СТРОИТЕЛЬНЫЕ ЭЛЕМЕНТЫ
Капитальная стена: а – на компоновочных планах, б – на планировках (допускается бледно затушевывать)
а) б)
Перегородка сплошная до низа фермы или до потолка
Легкие перегородки всех видов на компоновочных планах
Перегородка сборная щитовая
Перегородка сетчатая Перегородка из светопрозрачных материалов (стеклобло-ков)
Ограждение площадок, барьеры Колонна железобетонная (допускается бледно затушевы-вать) или
Колонна с фундаментом (контур фундамента показывает-ся только для колонн, вблизи которых располагается обо-рудование с индивидуальным фундаментом)

СТП 2.701-05 С. 15
Наименование Обозначение
Колонна металлическая или
Колонна здания на компоновочных планах
Проем в стене, перегородке, не доходящий до пола
Проем в стене, перегородке, доходящий до пола
Проем оконный
Дверь (ворота) однопольная правая, цифрами указываются размеры дверей: в числителе – высота, в знаменателе –ширина (указываются при необходимости)
Дверь (ворота) двупольная
Дверь (ворота) откатная однопольная
Тепловая завеса
Лестница в плане, верхний марш
Лестница металлическая наклонная в плане
Подвал с отметкой уровня его пола (штриховка должна быть бледной и редкой; сплошная штриховка необяза-тельна, если показывается установленное оборудование)
Антресоли, балкон, вентплощадки с отметкой высоты рас-положения
Канал подпольный (тоннель) с отметкой уровня пола ка-нала
Люк, проем в полу, в перекрытии или кровле Яма для технологических целей (приямок) с отметкой уровня пола приямка
Колодец (люк), накрытый решеткой
Трап напольный
Отметка уровня (высота, глубина) элементов конструкций, оборудования и др. от «нулевой» отметки (пол первого этажа): а – на разрезах, сечениях, б – на планах
а) б)
8. РАЗНОЕ
Контрольный пункт
Трансформаторная подстанция

С. 16 СТП 2.701-05
Наименование Обозначение
Щит управления
Шкаф управления
Пульт управления
Вентилятор
Аптечка медицинская
ПРИЛОЖЕНИЕ 2
Форма спецификации оборудования к планировке
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН цикловой комиссией «Металлорежущие станки» Минского государственного машиностроительного колледжа ИСПОЛНИТЕЛЬ В.В. Жданович
2. ВВЕДЕН ВПЕРВЫЕ
3. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
ОСТ 23.4.260-86, ОСТ 23.4.261-86





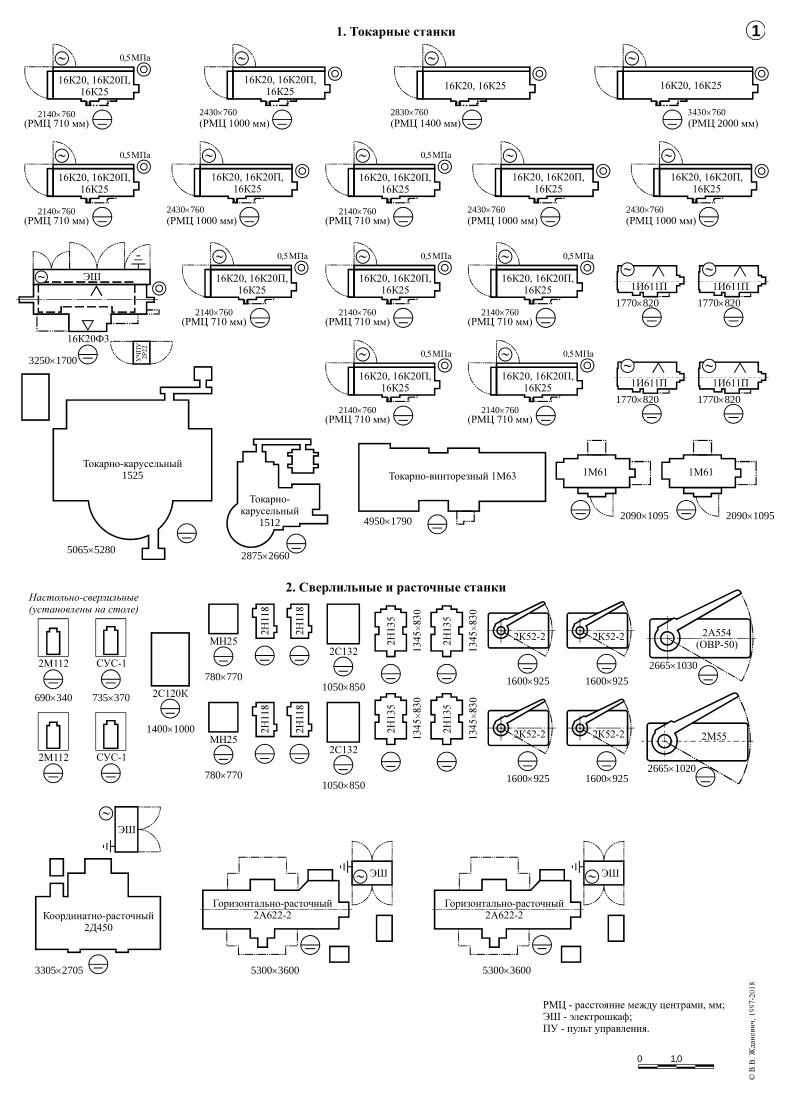
1. Токарные станки
16К20, 16К20П,16К25
2140 760(РМЦ 710 мм)
ґ
0,5МПа
2830 760(РМЦ 1400 мм)
ґ
16К20, 16К25
3430ґ760(РМЦ 0 мм)200
16К20, 16К25
2430 760(РМЦ 1000 мм)
ґ
16К20, 16К20П,16К25
16К20, 16К20П,16К25
2140 760(РМЦ 710 мм)
ґ
0,5МПа
2430 760(РМЦ 1000 мм)
ґ
16К20, 16К20П,16К25
16К20, 16К20П,16К25
2140 760(РМЦ 710 мм)
ґ
0,5МПа
2430 760(РМЦ 1000 мм)
ґ
16К20, 16К20П,16К25
2430 760(РМЦ 1000 мм)
ґ
16К20, 16К20П,16К25
ЭШ
16К20Ф3
3250 1700ґ
1И611П
1770 820ґ
1М61
2090 1095ґ
2875 2660ґ
Токарно-карусельный
1512
РМЦ - расстояние между центрами, мм;ЭШ - электрошкаф;ПУ - пульт управления.
16К20, 16К20П,16К25
2140 760(РМЦ 710 мм)
ґ
0,5МПа
16К20, 16К20П,16К25
2140 760(РМЦ 710 мм)
ґ
0,5МПа
16К20, 16К20П,16К25
2140 760(РМЦ 710 мм)
ґ
0,5МПа
2. Сверлильные и расточные станки
2М112
690 340ґ
СУС-1
735 370ґ
2665 1030ґ
2А554(ОВР-50)
1600 925ґ
2К52-2
1400 1000ґ
2С120К
780 770ґ
МН25
1050 850ґ
2С132
Настольно-сверлильные(установлены на столе)
1600 925ґ
2К52-2
2665 1020ґ
2М55
ЭШ
Координатно-расточный2Д450
3305 2705ґ
Горизонтально-расточный2А622-2
5300ґ3600
ЭШ
1600 925ґ
2К52-2
1600 925ґ
2К52-2
780 770ґ
МН25
1050 850ґ
2С1322М112 СУС-1
16К20, 16К20П,16К25
2140 760(РМЦ 710 мм)
ґ
0,5МПа
16К20, 16К20П,16К25
2140 760(РМЦ 710 мм)
ґ
0,5МПа
1И611П
1770 820ґ
4950 1790ґ
Токарно-винторезный 1М63 1М61
2090 1095ґ
1И611П
1770 820ґ
1И611П
1770 820ґ
Горизонтально-расточный2А622-2
5300ґ3600
ЭШ
5065 5280ґ
Токарно-карусельный1525
1
Масштаб 1:100
0 1,0 2,0 м

6Р80
1525 1875ґ
6Р12
2305ґ1950
6. Фрезерные станки
2560 2260ґ
Электро-шкаф
2570 2252ґ
6Т836Т83Г6Т83Ш6Т13
2280 1965ґ
6Т826Т82Г6Т82Ш6Т12
2115 1725ґ1800 1655ґ
3Б1613Б161
4100 2100ґ
3А1513Б151
3100 2100ґ
3А2283А229
3А228 - 3360ґґ
15703А229 - 4015 1900
~1900~2100
Э.Ш.
2600ґ1750
3Б153
3. Шлифовальные станки
Э.Ш.
1940ґ910
2620
3А227
3К12
2600 1900ґ
3060 2450ґ
3Т161
3М152
4975ґ2337
3Ш182Д
2700ґ2300
Бесцентрово-шлифовальный
3Л631
Заточные станки (т а)очил
6Р80
1525 1875ґ
6Р80
1525 1875ґ2280 1965ґ
6Т826Т82Г6Т82Ш6Т12
2570 2252ґ
6Т836Т83Г6Т83Ш6Т13
6Р12
2305ґ1950
6Р12
2305ґ1950
6Р12
2305ґ1950
6Р12
2305ґ1950
2560 2260ґ
Электро-шкаф
2560 2260ґ
Электро-шкаф
3А1513Б151
3100 2100ґ
3А1513Б151
3100 2100ґ
Э.Ш.
1940ґ910
2620
3А227
Э.Ш.
1940ґ910
2620
3А227
3А2283А229
3А228 - 3360ґґ
15703А229 - 4015 1900
~1900~2100
Э.Ш.
2380ґ1955
3Г713Е710А
2560 1980ґ
3П732
3800 2130ґ
6Р12
2305ґ1950
6Р12
2305ґ1950
3060 2450ґ
3Т161
3060 2450ґ
3Т161
6605
5400ґ3550
2
3Б852
Пылеулавли-вающий агрегат УВП-1200А (или ПУ-800/SP и др.)
3Б852УВП-1200А3К634
Масштаб 1:100
0 1,0 2,0 м

5245
2050ґ1650
5. Зубообрабатывающие станки
5350
(2335, 2585,3085, 3585) 1550ґ
5В12
1320 940ґ
53А10
1370 980ґ
5А140П
1650 1200ґ
2600 1500ґ
53А50Ф2
2200ґ2038
5К822В
2200ґ2038
5У822ВФ1
3300 2600ґ
5К822В
5А140П
1650 1200ґ
5А140П
1650 1200ґ
5В12
1320 940ґ1370 980ґ
53А20А
5350
(2335, 2585,3085, 3585) 1550ґ
5350
(2335, 2585,3085, 3585) 1550ґ 2200ґ2038
5К822В
2200ґ2038
5У822ВФ1
2200ґ2038
5У822ВФ1
3300 2600ґ
5К822В
160 20000ґ
Печьсопротивл.
1 кГц50 кВт
160 20000ґ
Печьиндукцион.
1690 700ґ
8725ожовочныйн
2820 1250ґ
МП6-1481абразивно-отрезной
Пылеулавливающийагрегат ПА-218
Прочее оборудование
2500
4000
1
2
+0,400
Элеваторныйстеллаж
Стеллаж
1690 700ґ
8725ожовочныйн
160 20000ґ
Печьсопротивл.
160 20000ґ
Печьсопротивл.
Тара
СПВерстак
9 0 000 9ґ
2500
4000
1
2
+0,400
2760 1425ґ
Ножницыгильотинные
НК34188Г663
круглопильный
2600 1500ґ
53А50Ф2
1370 980ґ
53А20А
Машина моечнаяН164А
6 кВт
0,5МПа
600 5000 1ґ
Стеллаж
Стеллаж
СП РПКП
- сборочная плита - разметочная плита- контрольная плита
Стеллаж Тара Тара
1630 т
155 т
+6,500
Кабина мастеров
Кабина мастеров Кафедра мастеров
3
Огражденная галереядля ТО и ремонта крана
ВерстакВерстак
СПВерстак
9 0 000 9ґ
ВерстакВерстак
СПВерстак
9 0 000 9ґ
СПВерстак
9 0 000 9ґ
СПВерстак
9 0 000 9ґ
СПВерстак
9 0 000 9ґ
РПВерстак
9 0 000 9ґ
Кабина сварочная
Кабина сварочная
Кабина сварочная Масштаб 1:100
0 1,0 2,0 м

Состав и взаимосвязь производственных подразделений РМЦ

На разработанной планировке РМЦ должны быть (кроме предусмотренных в расчетах) следующие дополнительные помещения:
• кладовые (склады): o склад металла; o деталей, подлежащих ремонту (восстановлению); o промежуточного хранения (не ремонтируемых
деталей); o готовых деталей и запасных частей; o сварочных постов; o материальная кладовая.
• кабины мастеров механического и слесарно-сбороч-ного участков (в центре этих участков);
• санузлы (М и Ж, общей площадью ок. 30 м2); • гардероб (для рабочих) – это помещение и следую-
щее (контору РМЦ) размещать на планировке рекоменду-ется в последнюю очередь и только, если остается «лиш-няя» площадь в РМЦ;
• контора РМЦ (для ИТР и начальника цеха).
Прочие подразделения РМЦ и примерный состав вспомогательного производственного оборудования (дополнительно к табл. 5.40 [ТЭТО, с. 137])
Подразделение РМЦ Перечень оборудования Площадка для оборудования, прибывающего на ремонт
—
Демонтажное отделение (разборочно-промывочное), ок. 5×5…10×10 м
Кран настенный (консольный или поворотный) L (R) = 3 м; Q = 0,5 т, ван-ны для мытья деталей (моечная машина), верстак, стеллажи
Слесарно-сборочный участок: • узловая сборка; • общая сборка.
Слесарные верстаки, настольно-сверлильные станки (1…2 шт.), прессы ручные и гидравлические, обдирочно-шлифовальные станки, наждачное точило, станки для динамической и статической балансировки, краны по-воротные (над отдельными верстаками) или консольный (вдоль ряда вер-стаков) – для разборки-сборки тяжелых узлов, L (R) = 3 м, Q = 0,5 т, плиты разметочные, поверочные и сборочные, плита для правки, шкафы (стелла-жи) для материалов и запасных частей, индукционная установка для по-догрева подшипников, стеллажи, тара для отходов (обтирочных концов), тара для изношенных деталей и др.
Отделения восстановления деталей: • сварочное отделение [ТЭТО, с. 149,
табл. 1.4] Верстаки, сварочные трансформаторы (СТН, СТШ-500 и т.п.), сварочный трансформатор передвижной (ТД-500 и т.п.), сварочные выпрямители (ВСС-300 и т.п.), электросварочные аппараты для точечной сварки, шкаф для сушки электродов, генератор ацетиленовый, баллоны для газов, шир-мы или кабины (для электросварщиков), стол металлический, стеллажи
• кузнечное отделение Вертикально и радиально-сверлильный станки, плиты рихтовочные, валь-цы листогибочные, гибочная машина, четырехкромочный станок для гну-тья профилей, пресс винтовой (гидравлический), Верстаки с тисками, наковальни однорогие, пресс гидравлический, молоты пневматический, рессорный, печи нагревательные и термические (для за-калки, отжига), горн кузнечный, вентилятор высокого давления для пода-чи воздуха в фурму горна, баки для воды и масла, плиты, стеллажи для хранения инструмента и приспособлений и др.
• отделение ремонта гидроаппаратуры Испытательные г/стенды, стеллажи, верстаки и др. • отделение металлопокрытий Установка электродуговой наплавки (1К62), металлизационные аппараты,
виброконтактная установка, стеллажи, верстаки и др. Заготовительное отделение и склад заготовок (ок. 18×18 м)
Станки отрезные, центровальный. Ножницы гильотинные, стеллажи и др.
Заточный участок Станки универсально-заточные (для заточки сверл, фрез и т.п., 2…3 шт.), доводочные, наждачное точило, верстак, стеллажи и др.
Трубопроводное отделение (если предусмот-рено при расчете площадей РМЦ)
Вертикально-сверлильный станок, термопила для резки труб диском из мягкой стали, трубоотрезной, трубогибочный и трубонарезной станки, приспособление для гибки змеевиков из труб, вышка для набивки труб песком, верстаки, стеллажи
Участок нестандартного оборудования и средств механизации и автоматизации
Ножницы гильотинные, пресс-ножницы, сварочные трансформаторы, то-чечные сварочные машины, обдирочно-шлифовальные станки, верстаки, стеллажи и др.
Испытательный участок (отделение) Шкафы и стеллажи для хранения инструмента и приспособлений и др. Участок окраски (желательно недалеко от экспедиции)
Краскопульты, компрессор для сжатого воздуха, столы, стеллажи
Экспедиция Столы, шкафы и стеллажи для хранения документов
Оборудование на участках и в отделениях: • подъемно-транспортное оборудование: краны
мостовые электрические, кран-балки, электротали и др. • стеллажи для узлов, материалов, инструмента и
др. (глубина полок, до стены — не более 0,8 м);
• тара для стружки (черные металлы, алюминий, медь) – по одному комплекту на участок
На планировке РМЦ.doc

Другие элементы планировки РМЦ: • средства пожаротушения (пожарные краны, по-
жарные щиты, огнетушители, др. — количество в соот-ветствии с нормативами);
• посадочные площадки мостовых кранов (0,6×8 м) с галереей (для ремонта-обслуживания крана);
• тепловые завесы у ворот цеха;
• тара для отходов (металла – по группам, ветоши, мусора, др.);
• место для отдыха.

Пролеты РМЦ имеют ширину преимущественно 24 или 18 м, шаг колонн — 12 м. Высоту пролета принимают с учетом габаритов ремонтируемого оборудования. Высоту до головки рельса подкра-нового пути принимают 8,15 или 9,65 м.
Механические отделения размещают в низких пролетах, осна-щенных кран-балками. В них применяют в основном напольный транспорт, а также подвесные кран-балки грузоподъемностью до 5 т.
Один из пролетов, в котором размещаются участок крупнога-баритных станков механического участка, демонтажное и слесарно-сборочное отделения (с испытательным и окрасочным участками), рекомендуется делать высоким и оборудовать мостовыми элек-трокранами грузоподъемностью 10…30 т в зависимости от макси-мальной массы узлов ремонтируемого оборудования.
При расположении сборочного отделения в пролете, перпен-дикулярном станочным пролетам, в нем устанавливаются свои мостовые краны.
Балочные краны используются также в отделениях горячей обработки.
Поворотные консольные краны устанавливаются на местах узловой и общей сборки и разборки ремонтируемых машин, у неко-торых станков — в дополнение к балочным или мостовым кранам.
Грузоподъемность составляет: подвесных кран-балок — 1…5 т, мостовых кранов — 10…30 т; местных поворотных, консольных кранов, электроталей —
0,5…2,0 т (в зависимости от массы отдельных деталей, узлов и оборудования, поступающего в ремонт).
Количество мостовых и балочных кранов принимается из расчета: один кран на 40...60 м длины пролета.
Количество местных поворотных кранов определяют исходя из условий планировки рабочих мест и объема производимых ра-бот. Большей частью бывает достаточно одного крана на одно-два рабочих места.
Для транспортирования материалов, деталей и частей ремон-тируемого оборудования применяются также электрические тележ-ки (2…4 шт. на цех).
Основное оборудование располагают по предметному прин-ципу, т.е. однотипные станки устанавливают отдельными группа-ми: токарные, фрезерные, зубообрабатывающие, шлифовальные и т. д.
Группы станков располагают так, чтобы не было пересечения потоков изготовляемых деталей. Например, вблизи от заготови-

тельного отделения помещают группу токарных станков, затем группу фрезерных, зубообрабатывающих и шлифовальных.
При расстановке станков необходимо учитывать многоста-ночное обслуживание, т.е. располагать станки так, чтобы была возможность одному рабочему обслуживать несколько станков. Это относится главным образом к зуборезным, строгальным, тяже-лым токарным и карусельным станкам.
На планировке РМЦ должны быть указаны (изображены):
границы участков — пунктирными линиями; проезды и проходы — штрихпунктирными линиями; общая ширина и длина цеха, ширина пролетов, ширина про-
ездов и проходов, шаг колонн; привязка отдельных станков к колоннам, к стенам, расстоя-
ния между смежными станками; рабочие места у станков, верстаков и др. — 500 мм в мас-
штабе 1:100, т.е. кружком 5 мм на бумаге; места подвода сжатого воздуха, воды и т. п.; спецификация участков и отделений, над основной надпи-
сью; условные обозначения элементов планировки (промышлен-
ных подводок, стеллажей и др.) на свободном поле чертежа; места сбора стружки.


На планировке РМЦ над основной надписью чертежа (по ширине 185 мм) следует записать основные технико-экономические показатели РМЦ, характеризующие спроектированное ремонтное производство:
1. Общая площадь цеха, м 2 ............................................................................. ХХХХ,X
2. Производственная площадь, м 2 .............................................................. ХХХХ,X
3. Количество рабочих мест ....................................................................... ХХ
4. Общее количество обслуживаемого оборудования пред-
приятия, ед. ..................................................................................................................... ХХХХ
5. Годовая ремонтоемкость цеха, р.е./год .......................................... ХХХХ
6. Категория пожаровзрывоопасности цеха ........................................ Х
Годовая ремонтоемкость цеха (р.е.год) определяется как число обслуживаемого оборудова-
ния предприятия Nобсл, умноженное на его среднюю категорию ремонтосложности Rср.

Система противопожарного нормирования и стандартизации
НПБ 5-2005. НОРМЫ ПОЖАРНОЙ БЕЗОПАСНОСТИ РЕСПУБЛИКИ БЕЛАРУСЬ
Категорирование помещений, зданий и наружных установок по взрывопожарной и пожарной опасности
Срок введения в действие с 01.07.2006
Таблица 1 — Определение категорий помещений следует осуществлять путем последова-тельной проверки принадлежности помещения к категориям от высшей (А) к низшей (Д)
Категория помещения
Характеристика веществ и материалов, находящихся (обращающихся) в помещении
А (взрыво- пожаро- опасная)
Горючие газы (далее - ГГ), легковоспламеняющиеся жидкости (далее - ЛВЖ) с температурой вспышки не более 28 град. C в таком количестве, что могут образовывать взрывоопасные парогазовоздушные смеси, при вос-пламенении которых развивается расчетное избыточное давление взрыва в помещении, превышающее 5 кПа. Вещества и материалы, способные взрываться и гореть при взаимодейст-вии с водой, кислородом воздуха или друг с другом в таком количестве, что расчетное избыточное давление взрыва в помещении превышает 5 кПа
Б (взрыво- пожаро- опасная)
Горючие пыли или волокна, ЛВЖ с температурой вспышки более 28 град. C, горючие жидкости (далее - ГЖ) в та- ком количестве, что могут образо-вывать взрывоопасные пыле- или паровоздушные смеси, при воспламене-нии которых развивается расчетное избыточное давление взрыва в поме-щении, превышающее 5 кПа
В1 - В4 (пожаро- опасные)
ЛВЖ, ГЖ и трудногорючие жидкости, твердые горючие и трудногорючие вещества и материалы (в том числе пыли и волокна), вещества и материа-лы, способные при взаимодействии с водой, кислородом воздуха или друг с другом взрываться и гореть, при условии, что помещения, в которых они имеются в наличии или обращаются, не относятся к категориям А или Б
Г1 ГГ, ЛВЖ, ГЖ, твердые горючие вещества и материалы, используемые в ка-честве топлива
Г2 Негорючие вещества и материалы в горячем, раскаленном или расплав-ленном состоянии, процесс обработки которых сопровождается выделени-ем лучистого тепла, искр и пламени
Д Негорючие вещества и материалы в холодном состоянии
П р и м е ч а н и я :
1. Разделение помещений на категории В1 - В4 осуществляется согласно разделу 9 настоящих Норм.
2. Допускается относить к категории В4 помещения, в которых находятся: горючие и трудногорючие жидкости с температурой вспышки 120 град. C и выше в сис-
темах смазки, охлаждения и гидропривода оборудования массой менее 60 кг на единицу оборудования при давлении в системе менее 0,2 МПа;
твердые трудногорючие вещества и материалы, строительные материалы группы го-рючести Г1 в качестве временной пожарной нагрузки;
электрические кабели для запитки технологического и инженерного оборудования, приборов освещения (за исключением маслонаполненных);
ГГ (при условии, что помещения, в которых они имеются в наличии или обращаются, не относятся к категории А);
негорючие грузы в горючей упаковке (для складских помещений). 3. Допускается относить к категории Д помещения, в которых находятся предметы ме-
бели на рабочих местах, а также помещения с мокрыми процессами (охлаждаемые камеры, помещения мойки и подобные им помещения).

С п е ц и ф и к а ц и я оборудования к плану № 361.44759
№ поз.
Наименование оборудования Краткая техническая
характеристика Тип, модель,
фирма
Кол
-во
Масса
, т
Мощ-ность,кВт
1 Портально-расточный 50002500 WETZEL 1 37,0 24,2 2 Наждак 600 МТЗ 1 0,12 7,0 3 Пылеулавливающий агрегат V = 900 м3 ЗИЛ-900 1 2,8 4 Груз 2т 1 5 Установка теплозащиты ворот Т3-5 1 28,0 6 Выпрямитель сварочный ВД-301 1 20,0
7 Устройство обогрева на твердом топливе (металлическая печь)
МТЗ 1
8 Выпрямитель сварочный ВД-402 1 20,0 9 Ножницы S = 163150 НБ478 1
10 Пресс КВ2132 1 11 Груз 5т 1 12 Выпрямитель сварочный ВД306 1 20,0 13 Стеллаж для штампов МТЗ 1 14 Радиально-сверлильный 50 2Н55 1 4,1 6,2 15 Фрезозаточной 300 МТЗ 1 3,75 7,5 16 Пылеулавливающий агрегат V = 900 м3 ЗИЛ-900 1 2,8 17 Зубофрезерный 3000 m = 30 ZWF-30 1 76,5 32,0 18 Токарно-карусельный 1250 1531М 1 14,1 7,1 19 Токарно-карусельный 3100 L = 1600 Schis Dewwis 1 40,0 68,1 20 Кран полукозловой 5т МТЗ 1 6,7 21 Нагревательная печь ГНУ-1 1 22 Нагревательная печь ГНУ-2 1 23 Радиально-сверлильный 50 2М55 1 4,7 6,2 24 2-х стоечный шлифовальный 160016004000 SZ 1 7,55 15,4 25 Плоскошлифовальный для направляющих 400012001150 3А544 1 25,5 22,0 26 Кран мостовой 10т МТЗ 1 7,55 15,4 27 Пресс ножницы С229А 1 1,0 1,5 28 Пресс гидравлический Q = 10т П411А 1 1,5 10,0 29 Радиально-сверлильный 35 2Л53У 1 2,5 2,2 30 Радиально-сверлильный 50 RF31/6 1 5,2 7,5 31 Токарно-винторезный 400 1К62 1 2,2 11,1 32 Плита разметочная 28001200 1 33 Стенд для испытания насосов Поршневые насосы МТЗ 1 1,45 22,0 34 Пресс гидравлический 250т.с. П63В4 1 8,5 3,0 35 Поперечно-строгальный 1000560 7307ГТ 1 1,8 5,5 36 Поперечно-строгальный 1000560 7М37 1 4,4 10,0 37 Приспособление для алмазной заточки резцов 150 ЭС-509 1 0,08 1,5 38 Наждак 450 МТЗ 1 0,2 4,5 39 Наждак 600 МТЗ 1 0,22 5,5 40 Пылеулавливающий агрегат V = 900 м3 ЗИЛ-900 1 2,8 41 Пылеулавливающий агрегат V = 900 м3 ЗИЛ-900 1 2,8 42 Выпрямитель сварочный ВДУ506 1 30,0 43 Установка для наплавки крановых колёс 800 МТЗ 1 1,0 1,5 44 Шлицешлифовальный 1251500 ZSKW-400 1 4,0 3,4 45 Плоскошлифовальный 1000320400 3Б722 1 6,95 8,4 46 Поперечно-строгальный 1000560 7М37 1 4,4 10,0 47 Вертикально-фрезерный 900240420 FASAV-50 1 3,65 10,0 48 Горизонтально-фрезерный 3201250 6Т82Г 1 3,1 13,3 49 Универсально-фрезерный FGS-32 1 3,2 16,5

№ поз.
Наименование оборудования Краткая техническая
характеристика Тип, модель,
фирма
Кол
-во
Масса
, т
Мощ-ность,кВт
50 Горизонтально-расточный 12001200 W9 1 8,8 9,33 51 Кран-балка 3т МТЗ 1 3,05 8,3 52 Токарный с ЧПУ 500900 16А20Ф3 1 4,0 22,0 53 Токарный с ЧПУ 500900 16А20Ф3 1 4,0 22,0 54 Токарный с ЧПУ 500900 16К20Ф3 1 3,8 22,0 55 Токарно-винторезный 4001500 ГС526У-01 1 2,8 11,0 56 Круглошлифовальный 4001400 3У143 1 8,83 20,8 57 Круглошлифовальный 200 3132 1 3,0 8,3 58 Плоскошлифовальный 3201250 3Л722А 1 7,1 13,5 59 Внутришлифовальный 400350 3К228А 1 3,2 5,5 60 Токарно-винторезный 630 1М63М 1 5,0 18,5 61 Токарно-винторезный 400 16К20 3 2,25 11,0 62 Токарно-винторезный 400 16ВТ20П-21 1 2,25 11,7 63 Токарно-винторезный 400 ГС526У-01 1 2,8 8,1 64 Горизонтально-протяжной 1802000 7Б56 1 5,12 30,0 65 Пилоотрезной 240 8В66А 1 3,65 9,9 66 Пилоотрезной 240 8Б66 1 3,98 9,9 67 Ёмкость для кальцинированной соды МТЗ 1
68 Ёмкость для отработанного веретенного масла
V = 4 м3 МТЗ 1
69 Ёмкость для сульфофрезола V = 1,5 м3 МТЗ 1 70 Ёмкость для керосина V = 1,3 м3 МТЗ 1 71 Ёмкость для отходов масла V = 1,0 м3 МТЗ 1 72 Ёмкость для веретенного масла V = 3 м3 МТЗ 1 73 Ёмкость для машинного иасла V = 3 м3 МТЗ 1 74 Ёмкость для отработанного машинного масла V = 4 м3 МТЗ 1 75 Ёмкость для приготовления эмульсии V = 2,2 м3 МТЗ 1 1,5 76 Координатно-расточный 5001000 2А450 1 7,3 4,5 77 Координатно-расточный 270420 2431 1 78 Вертикально-фрезерный 250400 Ф2-250 1 79 Настольно-сверлильный 12 2М112 1 0,12 0,6 80 Вертикально-сверлильный 18 2Н118 1 0,45 1,5 81 Стенд испытательный Универсальный МТЗ 1 1,5 11,5 82 Стенд для испытания насосов МТЗ 1 5,0 12,5 83 Приспособление для притирки МТЗ 1 0,7 1,5 84 Ванна моечная МТЗ 1 0,1 85 Плоскошлифовальный 630200320 3Б71 1 1,95 3,0 86 Круговой монорельс 0,5т МТЗ 1 5,8 6,0 87 Токарно-карусельный 2000 Schiess 1 13,1 28,0 88 Токарно-карусельный 2000 King 1 12,3 27,0 89 Токарно-винторезный 1000 1658 1 21,0 22,1 90 Токарно-винторезный 1000 1М65 1 15,75 23,6 91 Кран мостовой 5т МТЗ 1 5,8 6,0 92 Установка теплозащиты ворот Т3-6 1 28,0 93 Горизонтально-расточный 15001500 W-100A 1 19,0 15,0 94 Продольно-строгальный 9003000 7А110 1 25,5 40,0 95 Продольно-строгальный 400012501120 7212 1 38,0 55, 96 Горизонтально-расточный 180016001250 2М636ГФ1 1 33,7 39,4 97 Горизонтально-расточный 180016001800 2А637Ф1 1 33,2 45,3 98 Горизонтально-расточный 1000700800 BFT 100/V 1 13,55 18,0 99 Станок для резки труб вулканитом передвижной МТЗ 1 0,5 1,5
100 Продольно-строгальный 60001400 7Б216-3 1 46,2 145,0

№ поз.
Наименование оборудования Краткая техническая
характеристика Тип, модель,
фирма
Кол
-во
Масса
, т
Мощ-ность,кВт
101 Продольно-строгальный 400012501120 7212 1 38,0 55, 102 Горизонтально-расточный 35004000 BFP-160 1 21,4 18,0 103 Зубострогальный m = 6 200 MODUL 1 2,1 4,5 104 Долбёжный 650500 MARAV 1 5,2 4,5 105 Долбёжный 650500360 7430 1 5,2 8,4 106 Долбёжный EKUR 1 1,05 2,2 107 Плоскошлифовальный 5001500 3Д725 1 4,5 10,0 108 Фрезерный с ЧПУ 1600400 6Р13Ф3 1 5,9 11,1 109 Токарно-винторезный 400 1К62 5 2,2 11,1 110 Горизонтально-фрезерный ГФ2923 1 2,8 7,5 111 Вертикально-фрезерный 700240370 6М12П 1 3,0 7,5 112 Вертикально-фрезерный 900300420 6М83 1 3,65 9,8 113 Универсально-фрезерный FV-400 1 3,8 7,5 114 Универсально-фрезерный FC50H 1 4,1 10,0 115 Кран-балка 3т МТЗ 1 3,05 8,3 116 Токарно-винторезный 630 1М63БФ 1 3,5 17,0 117 Токарно-винторезный 630 1М63БФ 1 3,5 17,0 118 Токарно-винторезный 630 1М63 1 3,4 17,0 119 Токарно-винторезный 350 VDF 1 3,6 10,1 120 Зубофрезерный m7/9 OF-71 1 6,8 7,1 121 Внутришлифовальный 500 3К229А 1 4,2 7,5 122 Контейнер для ветоши 1 123 Контейнер для алюминиевой стружки 1 124 Контейнер для бронзовой стружки 1 125 Шлицефрезерный 5350 1 4,55 14,0 126 Токарно-винторезный 500 SU-50A 1 2,98 16,4 127 Токарно-винторезный 630 16ВТ20П-21 1 2,25 128 Токарно-винторезный 400 ГС526У-01 1 2,25 129 Токарно-винторезный 400 16К25 1 2,25 130 Токарно-винторезный 400 16К25 1 2,25 131 Токарно-винторезный 400 16К20 1 2,25 132 Полуавтомат зубодолбёжный m = 12 800 5В161 1 133 Полуавтомат зубофрезерный m = 8 600 FO-10 1 134 Полуавтомат зубофрезерный m = 14 1100 5327 1 135 Полуавтомат специальный зуборезный m = 10 600 5С280П 1 136 Круглошлифовальный 3202000 BHU 32/2000 1 137 Круглошлифовальный 3001000 SU 315 1 138 Универсальный круглошлифовальный 350700 RU350 1 139 Подъёмник телескопический 5,2 м ПТ-5,2 1 0,5 140 Станок для закругления кромок зубьев ZRU 1 141 Полуавтомат заточной 3666 1 142 Полуавтомат зубообкатной 5А725 1 143 Полуавтомат для нарезения конических колёс m = 8 650 528 1 144 Станок зубодолбёжный m = 5 500 5М14 1 145 Станок зубодолбёжный специальный m = 5 5140 1 146 Полуавтомат зубофрезерный m = 4 450 ZFWК 1 147 Полуавтомат зубошлифовальный m = 6 450 5831 1 148 Настольно-сверлильный 12 2М112 1 0,12 149 Закалочный станок МТЗ 1 2,8 150 Печь камерная ПН-12 1 3,3 151 Печь камерная Н-30 1 3,0 152 Печь электрическая Н-60 1 4,0

№ поз.
Наименование оборудования Краткая техническая
характеристика Тип, модель,
фирма
Кол
-во
Масса
, т
Мощ-ность,кВт
153 Таль электрическая 0,5т МТЗ 1 154 Электропечь ПН-32 1 3,7 155 Электропечь газовой цементации Ц-60 1 4,0 156 Кран-балка 2 т. МТЗ 1 2,0 157 Ванна закалочная МТЗ 1 158 Ванна закалочная МТЗ 1 159 Ванна закалочная МТЗ 1 160 Ванна закалочная МТЗ 1 161 Печь шахтная Ш-70 1 50,0 162 Приспособление закалочное МТЗ 1 3,5 20,0 163 Закалочная станция 1 6,5 50,0 164 Закалочная станция 1 5,5 35,0 165 Ванна закалочная МТЗ 1 166 Токарно-винторезный для закалки ТВЧ Шаерер 1 5,5 11,0 167 Приспособление для вулканизации МТЗ 1 1,2 168 Пресс гидравлический Д2434А 1 14,5 10,0 169 Пресс гидравлический для пластмасс ДГ2432А 1 15,0 10,0 170 Приспособление контрольное 1 0,5 171 Пресс механический винтовой ПД-30 1 6,3 5,5 172 Станок полировочный МТЗ 1 0,25 1,5 173 Электропечь газовой цементации Ц-105 1 4,0 30,0 174 Установка для закалки зубьев шестерен 1 3,3 20,0 175 Вальцы С258 1 0,3 176 Тележка рельсовая МТЗ 1 0,2 177 Приспособление для изготовления шнура МТЗ 1 0,3 2,2 178 Молот ковочный пневматический МА4132 1 8,2 3,0 179 Печь камерная — 1 180 Молот ковочный пневматический М415А 1 11,0 5,5 181 Печь камерная — 1 182 Молот ковочный пневматический МА417 1 12,5 7,5 183 Выпрямитель сварочный ВД-306УЗ 1 0,5 20,0 184 Полуавтоматическая толкательная печь 1 15,8 185 Наковальня 2 186 Пила дисковая Вагнер 1 3,2 5,5 187 Пресс гидравлический К25 1 4,5 8,5 188 Кран-балка 2 т. МТЗ 1 2,0 5,0 189 Пресс гидравлический RUE-160 1 3,0 5,5 190 Кран-балка 3 т. МТЗ 1 3,05 8,3
191 Устройство обогрева на твердом топливе (металлическая печь)
МТЗ 1
192 Сварочный п/а с выпрямителем НДГ-508 1 0,6 30,0 193 Монорельс 1,0 т. МТЗ 1 0,5 3,0 194 Станок для резки труб ЭС-288 1 0,5 2,2 195 Токарно-винторезный 400 16К20 1 2,25 11,0 196 Выпрямитель сварочный ВД401 1 0,48 40,0 197 Выпрямитель сварочный ВДГ401 1 0,52 40,0
198 Фильтро-вентиляционная установка передвижная
1000 м3/ч ФВУ-1000 1 0,5 1,5
199 Пылеотсос ПА-218 1 0,2 1,5 200 Станок абразивно-отрезной 250 БС-657 1 0,25 1,5 201 Ножницы S = 6 мм НК3418 1 3,0 5,0 202 Пресс-ножницы НВ5222Б 1 1,0 1,5 203 Радиально-сверлильный 75 2Б57 1 9,5 7,5 204 Пылеулавливающий агрегат ЗИЛ-900 1 0,4 2,8

№ поз.
Наименование оборудования Краткая техническая
характеристика Тип, модель,
фирма
Кол
-во
Масса
, т
Мощ-ность,кВт
205 Наждак 300 V = 30 м/с ЭС-564 1 0,4 1,5 206 Станок точильно-полировальный 200 V = 31,4 м/с ЭС-738 1 0,3 1,5 207 Груз Q = 8,5 т.с. 1 208 Кран мостовой 10 т. 1 20,0 209 Горизонтально-расточной 11201250 2622В 1 12,2 10,0
210 Вертикальный консольно-фрезерный 6301000 FGSV 50/630
1 6,5 7,0
211 Радиально-сверлильный 50 2М55 1 4,1 4,0 212 Вертикально-сверлильный 32 2С132 1 1,1 4,0 213 Вертикально-сверлильный 35 2Н135 1 1,35 4,0 214 Токарно-винторезный 400 МК6056 1 2,25 11,0 215 Токарно-винторезный 500 CU580M 1 2,1 11,0 216 Токарно-винторезный 5001000 16К20 1 3,5 11,0 217 Радиально-сверлильный 25 2532Л 1 1,5 3,0 218 Вертикально-сверлильный 35 2Н135 1 1,35 4,0 219 Плоскошлифовальный 630320 3Б71 1 1,9 3,3 220 Ванна для нагрева подшипников Масло веретенное 25л МТЗ 1 0,1 0,5 221 Плоскошлифовальный 1000300 372Б 1 4,5 4,5 222 Кран мостовой 20/5 т. 1 53,5 223 Плита демонтажная 23 м 1 224 Пылеулавливающий агрегат ЗИЛ-900М 1 0,4 2,8 225 Наждак 400 V = 28,5 м/с 3Б634 1 0,43 4,6 226 Приспособление для испытания секций МТЗ 1 0,5 1,5 227 Приспособление для сборки 1К282 1 228 Ванна моечная МТЗ 1 0,3

Поз
.
Наименование Модель,
обозначение документа
Техническая характеристика К
ол. Масса,
т
Мощ-ность, кВт
1 Точило наждачное — — 4 0,3 1
2 Кран мостовой — Q = 5 т 2 0,7 —
3 Кран консольный настенный — Q = 1 т 1 — —
4 Пресс гидравлический ПО443 100 кН 1 5 3
5 Радиально-сверлильн. станок 2К52-2 D = 32 мм, L 250
2 0,95 1,5
6 Токарно-карусельный станок 1512 D=1250 мм, L=1000 1 16,5 30
7 Отрезной станок 8725 D = 250 мм 1 0,7 2,2
8 Плоскошлифовальный станок 3Е710А 400х125 мм 1 2,3 4
9 Внутришлифовальный станок 3А227 ⌀200х200 мм 1 6,9 5,5
10 Круглошлифовальный станок 3М151 ⌀125х705 мм 1 5,6 10
11 Поперечно-строгальный 737 360х500 мм 1 2 5,5
12 Универс.-фрезерный станок 6Т83 400х1600 мм 2 3,8 11
13 Верт.-фрезерный станок 6Р12 460х1600 мм 3 4,2 11
14 Зубофрезерный станок 5350 D=500 мм, L=750 мм 1 3,9 6,5
15 Зубодолбежный станок 5А140П D=500 мм, L=560 мм 1 7,5 4,5
16 Продольно-строгальн. станок 7231 2800х8000 мм 1 124,7 125
17 Верт.-сверлильный станок 2Н135 D=35 мм, L=250 мм 2 1,2 4
18 Токарно–винторезный станок 16К20 D=120 мм, L=1400 мм 7 2,8 11
19 Координатно-расточн. станок 2Д450 630х1100 мм 1 7,8 2
Из Лист № докум. Подп. Дата
2-360103.01.463.20.02.С Разраб. Хралович Подпись 25.04.13 Лит. Лист Листов
Рук. Жданович Подпись 26.04.13 1
Н.контр.
Утв.
Планировка РМЦ Спецификация МГМК



















![The Indomitable Technological Vision [Неукротимое технологическое предвидение]](https://img.pdfslide.tips/doc/110x75/55b71aadbb61eb14288b459c/the-indomitable-technological-vision-.jpg)









