Embed Size (px)
Citation preview

Федеральное агентство по образованию
Дальневосточный государственный технический университет (ДВПИ им. В.В.Куйбышева)
Ю.С. Дорошев, С.В. Нестругин
ПОВЫШЕНИЕ ТЕХНОЛОГИЧЕСКОЙ НАДЕЖНОСТИ КАРЬЕРНЫХ ЭКСКАВАТОРОВ
Владивосток • 2009

2
ББК 33 Д 69
Рецензенты:
ген. директор ОАО «ДальвостНИИпроектуголь» И.В. Садардинов канд. техн. наук;
ген. директор научно-производственного объединения «Экогеопроект» А.И. Агошков д-р. техн. наук,
Дорошев, Ю.С. Д 69 Повышение технологической надежности карьерных экскаваторов:
монография / Ю.С. Дорошев, С.В. Нестругин. – Владивосток: Изд-во ДВГТУ, 2009. – 194 с.
ISBN 978-5-7596-1106-2
В работе дано новое решение актуальной научной задачи – повышения технологической надежности карьерных экскаваторов путем организации про-ведения оптимальных ремонтных циклов карьерных экскаваторов по критерию минимума трудозатрат и перехода на новую систему технического обслужива-ния по фактическому состоянию оборудования.
Приведены результаты статистической обработки информации по ава-рийности, получены единичные и комплексные показатели надежности, по-строены математические модели надежности и аварийности всего экскаватор-ного парка Лучегорского угольного разреза.
Методом комбинаторного анализа рассчитаны все возможные структу-ры ремонтных циклов, составлены графики и формулы оптимальных структур ремонтных циклов экскаваторного парка с учетом их фактического техниче-ского состояния и минимума трудозатрат.
Предложены организационные и технические мероприятия по обеспе-чению надежности горного оборудования и организации вибромониторинга.
Предложена информационная система кодирования узлов, механизмов и видов работ, разработаны технологические карты обследования технического состояния шагающих, карьерных и роторных экскаваторов.
Результаты работы могут быть использованы при ведении всех видов занятий по курсам «горные машины», «эксплуатация и ремонт горного обору-дования», проведении экспериментальных исследований параметров надежно-сти и эффективности эксплуатации горного оборудования, курсовом, диплом-ном проектировании и НИР студентов.
Монография предназначена для студентов и работников высшего про-фессионального образования, может быть полезна работникам предприятий горнодобывающей промышленности.
ББК 33 ISBN 978-5-7596-1106-2 © Ю.С.Дорошев, Нестругин С.В., 2009
© ДВГТУ, изд-во ДВГТУ, 2009

3
ВВЕДЕНИЕ
Одной из острейших проблем в угольной отрасли в настоящее время яв-ляется значительный износ горных машин, который, по некоторым данным, со-ставляет до 90 % [66, 95, 96, 97, 98, 99, 144]. Предельный износ оборудования не только снижает эффективность горных работ, но также является существен-ным фактором снижения промышленной безопасности на угледобывающих предприятиях. Эксплуатация опасных производственных объектов, к которым относится горное оборудование, требует особого внимания к вопросам безо-пасности. Одним из важнейших факторов, обеспечивающих безопасность про-изводства и надежность работы оборудования, является внедрение новых тех-нологий (систем) технического обслуживания. Кроме того, внедрение новей-ших технологий и оборудования обеспечивает предприятию конкурентные преимущества, поэтому использование современных систем и механизмов ста-новится актуальным делом в самых разных отраслях промышленности.
Продолжительная и надежная работа горных машин возможна только при условии систематического и качественного проведения мероприятий по техни-ческому обслуживанию и ремонту оборудования. Под техническим обслужи-ванием понимают комплекс работ для поддержания исправности или только работоспособности машин при подготовке и использовании их по назначению, а также при хранении и транспортировании. Ремонт – комплекс работ для под-держания и восстановления исправности или работоспособности машин. Сис-тема технического обслуживания и ремонта – комплекс взаимосвязанных по-ложений и норм, определяющих организацию и порядок проведения работ по техническому обслуживанию и ремонту машин в заданных условиях эксплуа-тации для обеспечения показателей качества, предусмотренных нормативной документацией.
Для поддержания технического состояния горных машин на необходи-мом уровне в горном производстве реализуются различные системы техниче-ского обслуживания (ТО). Наиболее простой, не требующей специального обо-рудования для контроля технологических параметров, а также какого-либо тех-нического обслуживания в течение предполагаемого периода эксплуатации, но и наиболее затратной является реактивная система технического обслуживания (РТО), при которой ремонт или замена оборудования производится в случае выхода его из строя (как правило, внезапного) или выработки ресурса. Стои-мость ремонта по факту аварии существенно (иногда до 10 раз) дороже запла-нированного ремонта. Более высокий уровень управления обслуживанием по сравнению с РТО обеспечивается системой планово-предупредительного ре-монта (ППР) – более чем 30 % снижение эксплуатационных затрат. Идея ППР заключается в ремонте или замене оборудования ранее среднестатистического отказа с заданной вероятностью. ППР в настоящее время является основным видом ТО. Как правило, система ППР в общем случае содержит проведение следующих мероприятий: ТО – ежесменное, ежесуточное, месячное, сезонное;

4
плановые ремонты – текущие, средние, капитальные; наладки и ревизии – по-лугодовые и годовые. Плановые ремонты проводятся в установленные норма-тивами системы ППР сроки и имеют дифференцированный объем (Т1, Т2, Т3,… К) в соответствии со структурой ремонтного цикла, разработанной для определенного вида оборудования [10, 36, 40, 53, 101, 107, 146, 150, 170, 190]. Перечень ремонтных работ для каждого вида планового ремонта устанавлива-ется по результатам осмотров оборудования во время технического обслужива-ния. Однако, как показывает опыт, разборки оборудования, осуществляемые по регламенту ППР, сокращают реальный межремонтный период в среднем на 15–30 %. Это обусловлено тем, что в реальных условиях не существует сильной взаимосвязи между сроком эксплуатации и техническим состоянием (ТС) обо-рудования, если не присутствуют эрозийные формы износа и разрушения дета-лей, линейно связанные со сроком службы.
В связи с этим возникает необходимость перехода на более прогрессив-ную систему ТО, которая уже внедряется на предприятиях ряда отраслей про-мышленности – обслуживание по фактическому состоянию (ОФС). Идея ОФС состоит в минимизации (устранении) отказов путем применения методов от-слеживания и распознавания технического состояния оборудования методами неразрушающего контроля по совокупности его эксплуатационных характери-стик. Техническая база ОФС основана на взаимосвязи между эксплуатацион-ными параметрами и дефектами: различные дефекты имеют строго определен-ные диагностические признаки, появляющиеся при их возникновении, и диаг-ностические параметры, меняющиеся по мере их развития. В качестве диагно-стических признаков используются технологические и режимные параметры (температура, нагрузка, давление, влажность и т.п.), а также параметры вибра-ции (вибрационная скорость, вибрационное ускорение, вибрационное переме-щение). Надежность большинства механического и электромеханического обо-рудования напрямую определяется вращающимися узлами и деталями, испы-тывающими высокие динамические нагрузки и подверженными наибольшему износу. Именно с этим связано особое внимание специалистов к вопросам ди-агностики подобных узлов. За последние несколько десятилетий вибрационная диагностика стала основой контроля и прогноза состояния вращающегося обо-рудования. Физической причиной ее быстрого развития является огромный объем диагностической информации, содержащийся в колебательных силах и вибрации машин, работающих как в номинальных, так и в специальных режи-мах. Техническим обеспечением вибрационной диагностики являются высоко-точные средства измерения вибрации и цифровой обработки сигналов, возмож-ности которых непрерывно растут, а стоимость снижается.
В случае перехода предприятия на систему ТО по ОФС возникает воз-можность создания так называемой проактивной системы обслуживания (ПАО). Идея ПАО заключается в обеспечении максимально возможного меж-ремонтного срока эксплуатации оборудования за счет применения современных технологий обнаружения и подавления источников отказов, принятия мер по недопущению возникновения дефектов (т.е. в идеале – создание “вечного” обо-

5
рудования, не требующего ТО). ПАО включает: анализ причин возникновения остановов, аварий, обеспечение соблюдения требований ТУ при монтаже и ре-монте оборудования, оценку ТС оборудования после ремонта, обеспечение вы-сококвалифицированными кадрами служб диагностики и ремонта. Последнее является ключевым в системе ПАО, поскольку именно в уровне квалификации кадров – обслуживающего персонала, служб диагностики и ремонта заложен большой резерв увеличения межремонтного интервала. Например, по статисти-ке, бездефектный подшипник выходит из строя по причине естественного изно-са только в 10 % случаях, а в 90 % случаях – по причинам неквалифицирован-ного, халатного обслуживания, в том числе 40 % – из-за нарушения смазки, 30 % – сборки и установки, 20 % – неправильного применения, повышенной вибрации и др. Также можно было бы избежать сокращения межремонтного интервала за счет повышения качества ремонта, который в настоящее время проводится с нарушениями в 20 % случаях [11]. Таким образом, комплексы горного оборудования необходимо рассматривать не как технические, а как эр-гастические системы. Человеческий фактор необходимо учитывать при анализе работоспособности оборудования при разработке системы ТО наряду с эконо-мическими, техническими, технологическими, информационными и др.
Характерные особенности и недостатки рассматриваемых систем ТО представлены в таблице.
Характерные особенности различных видов ТО
Вид ТО Характерные особенности Недостатки
Реактивное РТО
Отсутствие ТО в течение предпола-гаемого периода эксплуатации
Высокая вероятность внеплановых ос-тановов, дорогостоящего длительного ремонта (серьезность и обширность поломок), отказа различных агрегатов одновременно (необходимость в ре-монте может превысить возможности ремонтной службы)
ППР Профилактика внеплановых остано-вов, резкое снижение вероятности внезапного отказа оборудования
Проведение «излишних» ремонтов, т.е. ремонтов исправного оборудова-ния, и, как следствие – излишний рост эксплуатационных затрат
ОФС Минимизация внеплановых остано-вов и ТО бездефектных машин (уз-лов), увеличение на 25–40 % межре-монтного интервала
Возможна ситуация, когда необходи-мость в проведении ремонтных работ на нескольких агрегатах одновременно превысит возможности ремонтной службы
ПАО Увеличение межремонтного интер-вала, подавление источников отказов

6
Системы управления ремонтами оборудования продолжают эволюциони-ровать. За рубежом 20 лет назад говорили о системах управления именно тех-обслуживанием и ремонтами. Существовали так называемые системы СММS (от Computerized Maintenance Management Systems). В 90-х гг. XX в. СММS в большинстве случаев были расширены за счет функциональности для управле-ния закупками и складскими запасами, людскими ресурсами (ремонтным пер-соналом), соответствующим документооборотом – т.е. элементами концепции ERP (Enterprise Resource Planning). Возникли системы комплексного управле-ния основными фондами – ЕАМ (Enterprise Asset Management) [2, 206].
В промышленно развитых странах получила распространение система информационных технологий сквозной поддержки сложного изделия на протя-жении всего его жизненного цикла, или САLS-технологии. В России эта систе-ма получила название ИПИ-технологий (Информационная поддержка жизнен-ного цикла изделия) [64]. В основе ИПИ-технологий лежит стандартизирован-ное, упорядоченное представление данных об изделии и обеспечение коллек-тивного доступа к этим данным. ИПИ-технологии предполагают фирменное сервисное гарантийное и постгарантийное обслуживание, при этом практиче-ски отпадает необходимость в ППР, а эксплуатация оборудования становится гораздо более удобной. Такие технологии должны включать систему управле-ния надежностью: сбор сведений о надежности агрегатов – отказах, аварийных и плановых ремонтах, влиянии ТО на надежность а также диагностику техни-ческого состояния с помощью специальных средств. В России внедряются по-добные системы в наукоемких отраслях промышленности (ФГУП «ЦНИИАто-минформ», ГП «Красная звезда», ВНИИ автоматики), в горной промышленно-сти внедряются элементы ИПИ-технологий с привлечением подрядных органи-заций для разовых сервисных работ.
В горной промышленности совершенствование системы ППР велось и ведется по следующим направлениям [96, 97, 133]: переход планирования меж-ремонтных сроков в единицах наработки, максимально отражающих фактиче-ский износ оборудования; централизация всех видов ТО и специализация ре-монтников на выполнение узкого круга операций; внедрение агрегатно-узлового метода ремонта; организация смазочного хозяйства на уровне, отве-чающем современным требованиям; комплексная механизация наиболее трудо-емких ремонтных и других связанных с ними вспомогательных работ; внедре-ние методов и средств технической диагностики состояния машин; разработка и внедрение АСУ техническим состоянием оборудования.
В настоящее время ряд предприятий применяет переходную систему ППР с элементами ОФС. Такая система обслуживания называется «ППР со скользя-щим графиком» и вводится на начальном этапе внедрения ОФС. Например, за 4–12 недель до запланированного срока проведения ремонта (ТО) оборудова-ния формируется и направляется запрос о его состоянии в группу диагностики. Если результаты проведенного группой диагностики обследования показывают, что агрегат находится в исправном (работоспособном) состоянии, ТО может быть задержано на 6–12 месяцев. Когда подходят сроки очередного ТО обору-

7
дования, описанная процедура повторяется и так до тех пор, пока не будут об-наружены признаки приближения состояния оборудования к предельному. От-мечаются следующие особенности ППР со скользящим графиком:
• контроль ТС оборудования производится комиссионно, с периодично-стью, предусмотренной графиком ППР, причем в состав комиссии вводят на-чальника установки (бригадира), механика, энергетика, специалиста службы ТД;
• по результатам распознавания ТС оборудования делается заключение о возможности дальнейшей эксплуатации оборудования с оформлением акта и приложением результатов контроля;
• при удовлетворительных результатах оценки состояния оборудования делается запись в акте изменения срока ремонта с заключением комиссии о продлении срока эксплуатации на время до очередного ремонта;
• при неудовлетворительных результатах оценки состояния механик вы-водит оборудование в ремонт в установленном порядке;
• служба ТД проводит мониторинг согласно графику ППР, собственному графику измерений и по заявке механика.
В системе технического обслуживания и ремонта горного оборудования нет теоретически обоснованных решений данных вопросов. Это приводит к слишком широкому выбору рекомендаций по формированию структур ремонт-ного цикла, назначению различных межремонтных периодов для одной и той же машины. Заводы-изготовители, научно-проектные институты рекомендуют для одного и того же оборудования разные виды и периодичности ремонтов, не учитывают конкретные условия эксплуатации машин, поэтому проблема опти-мизации структуры ремонтного цикла для различных типов оборудования при-менительно к конкретным условиям эксплуатации является одной из важней-ших задач.
Снижение уровня надежности горного оборудования в связи с выработ-кой его ресурса, приводит к сокращению ремонтного цикла и удорожанию ре-монтов. Следует отметить, что исследования по установлению уровня качества горного оборудования на предприятиях Дальнего Востока не проводились, ме-тодика сбора и обработки статистической информации и экспериментальной оценки качества горных и транспортных комплексов отсутствует. В связи с этим оценка и разработка способов повышения качества эксплуатации горного оборудования являются актуальными научными проблемами.

8
Г л а в а 1
ПРОБЛЕМЫ ПОВЫШЕНИЯ ТЕХНОЛОГИЧЕСКОЙ НАДЕЖНОСТИ
КАРЬЕРНЫХ ЭКСКАВАТОРОВ
1.1. Состояние разработки проблемы
Эффективное использование оборудования по назначению, повышение качества ремонта горного оборудования и квалификации машинистов, водите-лей, ремонтников, а также совершенствование системы технического обслужи-вания и ремонта – острые проблемы горнодобывающих предприятий [13, 97]. Причем в качестве главной проблемы все-таки следует назвать обеспечение вы-сокой технологичности горного оборудования при ремонтах, т.е. совокупность свойств, позволяющих добиться оптимальных затрат времени, труда и средств при ремонтах, исходя из показателей качества, объема производства и условий выполняемых работ. Необходимость научного подхода к решению данной за-дачи вызвана еще и тем, что на предприятиях горной промышленности в ре-монтной службе ощущается острый недостаток запчастей, специального обору-дования.
Проблемами эксплуатации и совершенствования систем технического об-служивания горного оборудования занималось большое число исследователей, среди которых следует отметить Г.И. Солода, В.И. Солода, В.И. Русихина, Е.М. Титиевского, П.И. Коха, Ю.Н. Белякова, В.И. Морозова, А.А. Демина, Я.М. Радкевича, В.С. Квагинидзе, Д.Е. Махно, П.В. Семенчу, Г.А. Кучерова, В.В. Болотина, Б.И. Бубновского, О.Д. Гольдберга, В.Н. Гетопанова, А.И. Горо-вого, А.В. Жукова, В.Ф. Замышляева, Е.Е. Шешко, В.Н. Ефимова, П.М. Шилов, А.Н. Шпигановича и др.
До недавнего времени машины и оборудование, в том числе и на про-мышленных предприятиях, либо эксплуатировались до выхода их из строя, ли-бо обслуживались по регламенту, т.е. осуществлялось планово-профилактичес-кое техническое обслуживание [25, 48, 61, 81, 146].
В первом случае эксплуатация оборудования до выхода из строя возмож-на при использовании недорогих машин и при дублировании важных участков технологического процесса.
Более широкое распространение в настоящее время получило обслужива-ние по регламенту, т.е. планово-профилактическое техническое обслуживание, что обусловлено невозможностью или нецелесообразностью дублирования и большими потерями при непредусмотренных остановках машин или оборудо-вания. В этом случае техническое обслуживание проводится с фиксированными интервалами времени. Эти интервалы часто определяются статистически как период с момента начала работы нового или прошедшего полное техническое обслуживание исправного машинного оборудования до момента, когда ожида-

9
ется, что не более 2 % машинного парка выйдет из строя. Но оказывается, что для многих машин обслуживание и ремонт по регламенту не снижает частоту выхода их из строя. Более того, надежность работы машин и оборудования по-сле технического обслуживания часто снижается иногда временно до момента их приработки, а иногда снижение надежности обусловлено появлением ранее отсутствующих дефектов монтажа. Исследования показали, что около 70 % воз-никающих после вмешательства дефектов были вызваны ППР [64].
Применение ОФС позволяет, не снижая качества обслуживания, одно-временно достигать существенной экономии средств. Снижение затрат на само обслуживание, за счет уменьшение количества обслуживаний и устранение внезапных отказов уже за первый год работы оборудования составляет соответ-ственно, 75, 50 и 70 % [64].
Однако обслуживание по фактическому состоянию возможно лишь на современной, качественной технике, снабженной системой телеметрии. Суть такой системы состоит в том, что на основе постоянного технического диагно-стирования производится анализ состояния узлов и агрегатов в целом и делает-ся прогноз необходимого технического обслуживания и ремонта. Диагностиро-вание можно проводить по разным критериям. Чаще всего организуется кон-троль по изменению допустимого уровня одного или нескольких технологиче-ских или технических параметров. Более сложные варианты, помимо этого, включают прогноз уровня надежности узла или агрегата в целом.
В настоящее время за рубежом широко используются автоматические системы технического диагностирования оборудования. Так, только фирма «Дюпон» (США) разработала и внедрила их несколько сотен, окупаемость за-трат составила 500 %.
В Германии принята концепция децентрализованной иерархической структуры автоматизации управления горным предприятием, в рамках которой различные производственные участки или процессы (в том числе ТО) имеют собственные специализированные системы, способные интегрироваться в об-щепроизводственную структуру управления и имеющие возможность благода-ря модульному принципу легко адаптироваться к постоянно меняющейся про-изводственной ситуации [22].
Поиском снижения издержек на ТО при минимальных вложениях заняты предприятия в различных отраслях промышленности [3, 20, 90, 116, 123, 138, 165, 166, 199]. В атомной энергетике совершенствование систем ТО осуществ-ляется с использованием программных средств класса ЕАМ (Enterprise Asset Management) [3] – программного комплекса TRIM, позволяющего создавать не-обходимые пользовательские системы и в результате осуществлять АСУ ТО, собирать в единую систему и привязывать к конкретной единице оборудования технические данные, эксплуатационные параметры, результаты технического контроля и диагностики, чертежи, технологические схемы, документацию, все виды регламентных работ. Таким образом, формируемый план ТО может свое-временно перепланироваться, максимально соответствуя реальным задачам и возможностям предприятия. ЕАМ-системы позволяют анализировать и сопос-

10
тавлять множество параметров, осуществляя мониторинг ТС оборудования рас-сматривая оборудование на протяжении всего жизненного цикла. Однако удач-ное внедрение ЕАМ-систем возможно при выполнении определенного набора рекомендаций, одним из которых является необходимость максимально струк-турировать информацию о неисправностях, для типовых неисправностей необ-ходимо ввести коды [204].
Инновационные концепции в сфере управления ТО создаются на базе многочисленных стратегий управления производством – TQM, ERP, CRM, MES, MRP, CMMS, TIA и др. [204, 217, 218]. В частности, концепция TIA – достаточно новый путь решения задач автоматизации управления любого на-значения и любой степени сложности на основе унифицированных стандарт-ных компонентов SIMATIC фирмы SIEMENS. Автоматизированные системы управления – дорогое удовольствие. Это верно в любом случае: создаются ли они как часть нового предприятия, усовершенствование уже имеющегося или в планах на долгосрочное внедрение. Не так легко заменить или обновить АСУ, даже если выпускается новая система, поэтому на многих предприятиях если и была АСУ, то старая система остается до конца работы предприятия. На вопрос о возрасте самой старой АСУ на предприятии 26 % респондентов ответили, что он меньше 6 лет, 27 % – 6–12 лет, 26 % – от 13 до 19 лет и старше 20 лет – на 21 % предприятий [217].
Вариантом обслуживания по фактическому состоянию может служить планирование объема работ. Планирование может быть полезным в случае, ко-гда диагностика узлов неразрушающими методами невозможна, или когда име-ется статистическая база по работе агрегата за определенный период или в раз-ных режимах как модификация системы ППР.
По мере накопления диагностической информации, на основании опыта работы ППР со скользящим графиком вносятся поправки в установленные сис-темой ППР сроки периодичности проведения ТО, а также типовой объем ре-монтных работ.
Основой программы обеспечения надежности оборудования является мо-ниторинг, поскольку точная информация о состоянии оборудования, обеспечи-ваемая его проведением, дает возможность на основе функционально-стоимост-ного анализа определить оптимальный баланс различных видов ТО, которые реализуются в виде отдельных подпрограмм автоматизированной системы управления (АСУ) обслуживания и ремонта. Зарубежный опыт создания АСУ предприятия свидетельствует об эффективности иерархических структур, кото-рые позволяют по мере создания и развития подпрограмм отдельных техноло-гических процессов легко интегрировать их в единую структуру. Структуры самих подпрограмм также должны быть иерархическими.

11
1.2. Ремонтная программа Лучегорского угольного разреза
Ремонтная программа (2004–2007 гг.) направлена на поддержание в рабо-
тоспособном состоянии горно-транспортного оборудования (ГТО), необходи-мого для выполнения производственной программы (табл. 1.2).
Таблица 1.2
Характеристика оборудования РУ «Лучегорское»
№ п/п
Наименование оборудования Количество
С остаточной нулевой стоимостью
на 01.04.04 г. %
1. Экскаваторы 52 29 55,7
2. БелАЗы 52 18 34,6
3. Дорожно-строительная техника: бульдозеры экскаваторы гидравлич.
22 11
4 1
18,2 9,1
4. Железнодорожная техника: локомотивы подвижной состав
37 278
1
120
2,7 43,2
Как видно из приведенной таблицы, наиболее изношенным по состоянию на 2004 г.является экскаваторный парк. Динамика старения к 2007 году выгля-дит следующим образом:
- 2005 г. – 58 %; - 2006 г. – 60 %; - 2007 г. – 66 %. Состояние парка основного технологического оборудования, имеющего
более 60 % нормативного срока службы, характеризуется как критическое и требует значительных финансовых затрат для поддержания его в работоспо-собном состоянии.
В 2003 г. фактические затраты на ремонт составили 288006 тыс. руб. (без учета щебня), в том числе подрядным способом – 145876 тыс. руб. материалы и запасные части 142130 тыс. руб.
Основными статьями затрат были проведение подрядным способом двух капитально-восстановительных ремонтов экскаваторов и путепереукладочные работы по верхнему строению железнодорожных путей.
Фактическое финансирование составило 84,1 % от утвержденного, что осложнило задачу поддержания в работоспособном состоянии горно-транс-портного оборудования.
При формировании ремонтного фонда в объеме 373 млн руб. на 2004 г. была учтена необходимость проведения ремонтов большегрузных автосамосва-

12
лов, ходовых частей импортных бульдозеров и дополнительные материальные затраты с учетом физического износа экскаваторов и автомобилей БелАЗ. Од-нако Федеральной экономической комиссией был утвержден ремонтный фонд в объеме 297 млн руб., по бизнес-плану окончательный объем ремонтного фон-да составил 271186 тыс. руб., что ниже уровня 2003 г. на 14 %.
Учитывая данную ситуацию, ремонтная программа 2004 г. была скоррек-тирована в сторону уменьшения количества капитальных ремонтов и направле-на на текущее поддержание в работоспособном состоянии горно-транспортного оборудования, в основном бульдозерной техники.
При формировании программы на 2005 г. ставилась задача проведения большего количества ремонтов горно-транспортного оборудования, в том числе исчерпавшего свой нормативный ресурс.
План затрат в 2005 г. по отношению к 2004 г. увеличился на 16,7 %. Увеличение затрат хозяйственным способом на 25,2 % связано с увеличе-
нием количества ремонтов горно-транспортного оборудования и обеспечением подрядчиков материалами РУ «Лучегорское».
Увеличение количества горно-транспортного оборудования: экскаваторы – на 2 капитальных, 8 средних и 9 текущих ремонтов, опре-
деленных согласно «Положению о планово-предупредительном ремонте обо-рудования открытых горных работ на предприятиях угольной промышленно-сти» (наработка объемов);
дорожно-строительная техника – на 16 капитальных и 24 текущих ре-монта (наработка мото/ч);
тепловозный парк – на 2 капитальных и 5 текущих ремонтов, определен-ных согласно «Руководству по эксплуатации обслуживанию и ремонту тепло-возов» (межремонтные сроки пробега);
автомобильный парк – на 4 средних ремонта (межремонтные сроки пробега). Затраты на ремонт подрядным способом предусмотрены на уровне затрат
2004 г. При этом доля затрат на ремонт подрядным способом составит 51,5 % от ремонтной составляющей.
Увеличение фонда оплаты труда связано с индексацией заработной платы персонала при неизменной численности ремонтного персонала.
Увеличение затрат в 2006 и 2007 гг. наблюдается за счет прогнозируемого увеличения цен на запасные части и материалы, а также стоимости услуг на проведение ремонтов подрядным способом. Доля подрядного способа в сред-нем составляет 51,2 % от ремонтной составляющей.
При формировании ремонтной программы основных производственных фондов РУ «Лучегорское» на 2004–2007 гг. ставились следующие задачи:
• сохранить ремонтную составляющую в себестоимости тонны угля на уровне 2003 г. с целью конкурентоспособности лучегорских углей с привозны-ми углями;
• произвести эффективное вложение затрат на ремонт с целью поддержа-ния горно-транспортного оборудования в рабочем состоянии для выполнения программы горнотехнических показателей в 2004–2007 гг.;

13
• сэкономить финансовые средства при проведении ремонтных работ под-рядным способом за счет использования материалов РУ «Лучегорское» и сни-жение стоимости работ при проведении конкурсных торгов;
• увеличить стоимость основных производственных фондов за счет вы-полнения и финансирования ремонтов по статье «Амортизация».
1.3. Стратегия проведения ремонтов в 2004–2007 гг. (РУ «Лучегорское»)
Ремонт экскаваторного парка в 2004 г. осуществлялся хозяйственным
способом с привлечением экскаваторной бригады и цеха по ремонту горно-транспортного оборудования.
Подрядным способом выполняется только ремонт некоторых узлов экс-каваторов (электродвигатели постоянного и переменного тока, синхронные электродвигатели, корпуса редукторов, ковши).
Выполнение ремонтной программы на 2005–2007 гг. предусматривается хозяйственным способом, но с некоторым изменением метода проведения.
По мере создания обменного ремонтного фонда проводится переход на новую систему проведения ремонтов, а именно, агрегатно-узловой метод или так называемый «обезличенный» ремонт, при котором неисправные агрегаты или по своему состоянию близкие к отказу, заменяются новыми или заранее от-ремонтированными. Замена агрегатов проводится в период планово-предупре-дительных ремонтов, что исключает остановку экскаваторов на капитальные, средние и текущие ремонты.
Применение такого вида ремонта предусматривает реализацию системы контроля, учёта, диагностики и сервисного обслуживания экскаваторов с осна-щением современными измерительно-диагностическими средствами.
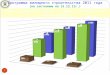
Для качественного и полноценного ремонта необходимо провести час-тичное обновление станочного парка. В табл. 1.3 и на рис. 1.1–1.3 представлен анализ затрат на техническое обслуживание основных производственных фон-дов РУ «Лучегорское» на период с 2007 по 2007 гг.
По бульдозерному парку в 2004 г. производились текущие, средние, капи-тальные ремонты как хозяйственным способом – ремонт отечественной техни-ки силами персонала участка № 6 и цеха по ремонту ГТО на ремонтных площа-дях РММ (профилакторий для ремонта бульдозеров и экскаваторов), РМНУ, ремонтно-стояночного бокса БСУ, так и подрядным способом – ремонт и про-ведение ТО импортной техники.
Предусматривалось в 2005–2007 гг. перейти на проведение ремонтов оте-чественной техники агрегатно-узловым методом хозяйственным способом, для чего было необходимо:
1) на ремонтных площадях РММ произвести установку стендов для ре-монта и испытаний узлов и агрегатов;
2) произвести обучение персонала цеха по ремонту ГТО; 3) создать обменный ремонтный фонд; 4) проводить замену узлов и агрегатов в РММ специалистами цеха ГТО и
экипажами бульдозеров.

14
Таблица 1.3
Затраты на ремонт РУ «Лучегорское» в 2003–2007 гг. (прогноз) без НДС, тыс. руб.
2003 факт 2004 план 2005 прогноз 2006 прогноз 2007 прогноз
1. Ремонтный фонд, всего 383504 377635 440549 468194 506661 в том числе 1.1. Подрядный способ 145876 135789 137728 151974 166891
339770 1.2. Хозяйственный способ в том числе 237628 241846 302821
316220
1.2.1.Материалы, запчасти и оборудование 142130 135397 178540 186342 201196
в том числе материалы предприятия 0 22499 25021 20799 21946
Доля материалов предприятия в общей стоимости материалов 0 16,6 14,0 11,2 10,9
1.2.2. Зарплата 71985 80180 93585 97800 104348 1.2.3. Начисления на зарплату 23513 26269 30696 32078 34226
Численность ремонтного персонала 624 625 625 625 625
Подряд + хоз. способ без ФОТ И ЕСН 288006 271186 316268 338316 368087
Подряд + материалы предприятия 145876 158288 162749 172773 188837
Доля затрат на подряд в ремонтной составляющей 50,7 58,4 51,5 51,1 51,3
Доля затрат (п. 1) на ремонт в себестоимости угля 24,1 23,2 24,4 24,1 24,1
П р и м е ч а н и е. Фактические затраты 2003 г. приведены без учета щебня.

15
368087
338316316268
271186288006
201196186342178540
135397142130
166891151974
137728135789145876
80000
120000
160000
200000
240000
280000
320000
360000
400000
2003 г- план 2004 г-план 2005 г-прогноз 2006 г- прогноз 2007г-прогноз
Рем. фондМатериалыУслуги по ремонту
Рис. 1.1. Затраты на ремонт РУ «Лучегорское» на 2004–2007 гг.

16
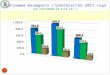
Рис. 1.2. Доля затрат на ремонт в себестоимости угля
Рис. 1.3. Состав затрат на ремонт РУ «Лучегорское» на 2004–2007 гг.
1592 1700 1807 1943 2102
383,5 378 440,5 468 507
200
600
1000
1400
1800
2200
2003 г.-факт 2004 г.-план 2005 г.-прогноз
2006 г.-прогноз
2007 г.- прогноз
Ремонтный фонд Себестоимость угля
25% 28% 28% 28% 28%
37% 30% 35% 35% 35%
0 6%6% 4% 4%
38% 36% 31% 33% 33%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
2003 г.-факт 2004 г.-план 2005 г.-прогноз
2006 г.-прогноз
2007 г.- прогноз
ФОТ и ЕСН Материалы на ремонт хоз. способМатериалы давальческие Подрядный способ

17
Ремонт импортной техники планируется проводить с привлечением под-рядных специализированных организаций.
Проведение ремонтов по автомобильному парку проводится в основном хозяйственным способом на существующих ремонтных площадях АТХ силами бригад автомобилей. Подрядным способом выполняется ремонт основных уз-лов (ДВС, коробки передач).
В 2005–2007 гг. планировалось хозяйственным способом проведение аг-регатно-узловым методом ремонтов автомобильной техники на площадях РММ, АТХ с привлечением экипажей машин. Оборотный фонд создавался соб-ственным ремонтным персоналом АТХ, цеха по ремонту ГТО и подрядными организациями в долевом отношении 50 % на 50 %.
По локомотивному парку ремонтная программа 2004–2007 гг. предусмат-ривала выполнение капитальных, текущих, профилактических и малых ремонтов.
Капитальные ремонты локомотивов первого и второго объема (КР-1, КР-2) планировалось производить силами специализированного подрядного предпри-ятия на его ремонтных площадях.
Текущие ремонты второго и третьего объемов (ТР-2, ТР-3) предполага-лось выполнять на базе локомотивного депо РУ «Лучегорское» в следующем порядке:
1) ремонт дизель-генераторной установки выполнять подрядной органи-зацией, представляющей завод-изготовитель данного агрегата, на собственных ремонтных площадях локомотивного депо;
2) ремонт остального оборудования производить хозяйственным спосо-бом агрегатно-узловым методом с использованием оборотного ремонтного фонда. Накопление ремонтного фонда производить путем производства ремон-та некоторых видов оборудования (электрических машин, колесных пар) в под-рядных организациях.
Профилактические и малые ремонты (ТР-1, ТО-3) выполнять на дейст-вующих ремонтных площадях силами ремонтных бригад локомотивного депо УЖТ хозяйственным способом.
Выполнение ремонтной программы вагонного парка в 2004–2007 гг. осу-ществляется силами ремонтного персонала вагонного депо УЖТ на собствен-ных ремонтных площадях хозяйственным способом.
В 2004–2007 гг. планировалось производство ремонтов вагонов в сле-дующем порядке:
1) производство деповских ремонтов думпкарного парка производить аг-регатно-узловым методом ремонта. Оборотный ремонтный фонд узлов и агре-гатов создаётся с использованием подрядных организаций;
2) ремонт кузовной платформы осуществлять силами бригад вагонного депо на собственных ремонтных площадях.
В данное время ремонтные площади локомотивного и вагонного депо не позволяют в полном объеме охватить плановыми видами ремонта весь подвиж-ной состав, допускается перепробег подвижного состава между плановыми ви-дами ремонтов, что влечет за собой интенсивный износ подвижного состава,

18
частые заходы подвижного состава на внеплановые ремонты. В целях исключе-ния перепробега между плановыми ремонтами необходимо возобновить строи-тельство нового корпуса локомотивного депо с его оснасткой. Ввод в действие нового локомотивного депо даст возможность увеличить ремонтные площади вагонного депо, создаст условия для организации проведения текущих ремон-тов (ТР-2, ТР-3).
1.4. Ремонтная служба РУ «Лучегорское»
Для поддержания горнотраспортного оборудования в работоспособном состоянии в РУ «Лучегорское» существует ремонтная служба с собственным ремонтным персоналом (рис.1.4). Данная структура создана в соответствии с новой концепцией и утверждена в общей структуре РУ «Лучегорское» гене-ральным директором ОАО «ДГК».
В настоящее время предлагаемая структура позволит обеспечить доста-точный уровень ремонтов горно-транспортного оборудования, содержать обо-рудование в исправном состоянии, способствовать повышению ее производи-тельности, сокращать простои из-за технических неисправностей, предупреж-дать внеплановую постановку оборудования в ремонт, а также обеспечивать восстановление его работоспособности.
Основной базой для организации и развития всей инфраструктуры, вновь созданной ремонтной службы будет профилакторий для ремонта бульдозеров и экскаваторов (РММ).
Существующая ремонтная база РММ позволяет производить ремонтные работы и сервисное обслуживание горно-транспортной техники (шагающие, карьерные, гидравлические экскаваторы, бульдозерная техника, автомобили «БелАЗ», горно-механическое оборудование), т.к. она на 80 % укомплектована необходимым оборудованием, материалами, помещениями.
Выполнение ремонтной программы экскаваторного парка, дорожно-строительной техники и автомобилей «БелАЗ» предусматривается проводить с помощью хозяйственного способа, но с некоторым изменением метода прове-дения.
По мере создания обменного ремонтного фонда проводится переход на новую систему проведения ремонтов, а именно агрегатно-узловой метод или так называемый «обезличенный» ремонт, при котором неисправные агрегаты или по своему состоянию близкие к отказу, заменяются новыми или заранее от-ремонтированными. Замена агрегатов проводится в период планово-преду-предительных ремонтов, что исключает остановку механизмов на капитальные, средние и текущие ремонты.
Применение такого вида ремонта предусматривает реализацию системы контроля, учета, диагностики и сервисного обслуживания экскаваторов с осна-щением современными измерительно-диагностическими средствами.

19
Рис. 1.4. Структура ремонтной службы РУ «Лучегорское»
Зам.главного инженера по ремонту
Отдел подготовки и проведения ремонтов
Главный механик
Старшие механики
Электромеханики горных участков
Главный энергетик
Начальники смен по механическому и энергетическому обо-рудованию
Участок «энерго-снабжения»
Участок связи
Цех по ремонту горно-транспортного оборудования
Механический уча-сток
Участок по ремонту экскаваторов и электрооборудования
Участок по ремонту дорожно-строительной техники

20
1.5. Организация труда при проведении ремонтных работ на РУ «Лучегорское»
До начала проведения ремонтных работ по одному из видов регламента
составляется и утверждается проект организации работ. Например, проект ор-ганизации работ на текущий ремонт экскаватора ЭКГ-10 № 19 РУ «Лучегор-ское» разработан на основе «Руководства по капитальному ремонту экскавато-ров ЭКГ-8и, 5у, ЭКГ-10», НИИОГР. РК-1-77-РА, подготовленного в соответст-вии с ГОСТ 2.602 – 68 «Единая система конструкторской документации. Ре-монтные работы».
Проект содержит основные решения по организации труда, производства ремонтных работ и предназначен для проведения текущего ремонта ЭКГ-10 № 19 в полевых условиях РУ «Лучегорское». Технологические карты разрабо-таны НИИОГР г. Челябинск.
Проект предусматривает организацию текущего ремонта ЭКГ-10 № 19 по следующим направлениям:
подготовка ремонта; организация ремонта; проведение ремонта. Текущий ремонт экскаватора ЭКГ-10 № 19 производится в полевых усло-
виях. Ремонт осуществляется участком РМНУ, с привлечением участков № 10, РММ. Ремонт производится в полевых условиях разреза с частичной вывозкой отдельных узлов для ремонта в ремонтно-механические мастерские.
Последовательность работ и их совмещение производится в соответствии с графиком ремонта.
Проект предусматривает бригадную форму организации труда. Ремонт экскаватора производит комплексная бригада – экипаж экскава-
тора, сварщики, слесари-ремонтники и электрослесари участка РМНУ. Бригаде определен объем работ согласно дефектной ведомости. Бригада несет коллек-тивную ответственность за закрепленный за ней объем работ по выпуску экска-ватора из среднего ремонта, оценка и оплата труда по единому наряду за ко-нечный результат. Внутри бригады организация труда строится на взаимозаме-няемости и коллективной ответственности за результаты труда.
Руководство ремонтными работами осуществляет лицо, назначенное при-казом по предприятию. В приказе указываются сроки ремонта, состав ком-плексной бригады, режим рабочего дня. Ремонт на экскаваторе производят в первую смену, при необходимости допускается ремонт отдельных узлов в по-мещении РММ во вторую смену.
Руководство по сборке узлов во вторую смену в РММ осуществляет де-журный электромеханик РМНУ.
Лицо, ответственное за ремонт, выдает наряд на ремонтные работы еже-сменно комплексной бригаде под роспись и письменно назначает старшего в смене, записывая в книге нарядов на ремонтные работы. На все виды ремонт-ных работ выписывается наряд-допуск.

21
Механик по ремонту руководит бригадой в течение смены, а в свое отсут-ствие механик назначает старшего в смене и определяет ему (бригаде) выпол-нение несложных работ: очистка узлов и агрегатов от смазки, грязи, уборка ре-монтной площадки, раскладка оборудования на ремонтной площадке, ремонт несложных узлов.
Все члены комплексной бригады обязаны выполнять распоряжения меха-ника по ремонту и старшего в смене. Работа в комплексной бригаде строится на принципе совмещения профессий.
В проекте описываются необходимые требования к ремонтной площадке, ее техническое оснащение, распределяются обязанности ремонтной службы по материально-техническому снабжению и правила безопасности при ведении работ.
Расчет необходимой номенклатуры и количества материалов и запчастей, стоимости затрат производится на основании утвержденных типовых дефект-ных ведомостей на соответствующий вид ТО.
1.6. Планирование и проведение ТО и ремонта экскаватора
Планирование работ по планово-предупредительному ремонту начинает-
ся с составления годового графика, при этом учитывают техническое состояние экскаватора, объем выполненной работы, характер предыдущих ремонтов. В годовом графике указывают тип экскаватора, его местонахождение и заво-дской номер. Вид ремонта проставляют в графе соответствующего месяца ус-ловным обозначением: РО – ремонтный осмотр; Т – текущий ремонт Т1; Т2; Т3; К – капитальный ремонт.
Исходя из годовых графиков, составляются месячные графики планово-предупредительных ремонтов.
Подготовку к очередному ремонту начинают с составления дефектной ведомости, в которой перечисляют все необходимые ремонтные работы и ука-зывают, какие сборочные единицы и детали подлежат замене.
На основании дефектной ведомости приобретают запасные части и мате-риалы, необходимые для ремонта. Для оперативного учета затрат на ремонт на каждый экскаватор заполняют инвентарную карточку учета, в которую заносят его балансовую стоимость и норму годовой амортизации. В дальнейшем в кар-точке делают отметки о капитальном ремонте, о перемещениях экскаватора внутри предприятия и о его выбытии или списании. В отделе главного механи-ка на каждую машину должны вестись журналы поагрегатного учета, куда так-же заносят все сведения о ремонтах.
Материальная подготовка ремонта заключается в составлении экономи-чески обоснованных заявок на основные и вспомогательные материалы, необ-ходимые для проведения ремонта, в приобретении этих материалов и своевре-менной доставке их на ремонтное предприятие.
Общий технологический процесс ремонта экскаватора состоит из подго-товительных, основных и заключительных операций.

22
1.7. Контроль технического состояния горного оборудования
Классификация методов неразрушающего контроля
В настоящее время имеется 9 видов и более 50 физических методов не-
разрушающего контроля, применяемых в отечественной и зарубежной практике для контроля за качеством материалов и изделий [82, 135, 136, 149].
Согласно ГОСТу 18353-79, в основу классификации методов неразру-шающего контроля (МНК) положены физические процессы взаимодействия физического поля или вещества с объектом контроля (рис. 1.5). Нами предлага-ется присвоить всем методам неразрушающего контроля соответствующие номера.
В табл. 1.4 систематизированы методы неразрушающего контроля, при-меняемые в горной промышленности, и аппаратурное обеспечение этих методов.
Рис. 1.5. Классификация видов неразрушающего контроля
1. Магнитный вид. Физический процесс: взаимодействие магнитного по-ля с контролируемым объектом.
Контролируемые объекты из ферромагнитных материалов. Первичные информативные параметры: коэрцитивная сила Нс, магнитная
проницаемость μ, намагниченность I, параметры кривой намагничивания. Контролируемые параметры: степень закалки, прочность, толщина, хи-
мический состав, структура, степень пластической деформации, наличие не-сплошностей, трещины.
Методы 1.1. Магнитопорошковый 1.2. Индуктивный 1.3. Магнитографический 1.4. Феррозондовый 1.5. Магниторезонансный

23
2. Электрический вид. Физический процесс: регистрация параметров электрического поля, взаимодействующего с контролируемым объектом.
Контролируемые объекты: диэлектрические, полупроводниковые мате-риалы, а также проводники.
Первичные информативные параметры: электрическая емкость, потенци-ал, диэлектрическая проницаемость.
Контролируемые параметры: химический состав пластмасс, полупровод-ников, металлов, наличие несплошностей.
Методы 2.1. Термоэлектрический 2.2. Трибоэлектрический 2.3. Экзоэлектронной эмиссии 2.4. Электроискровой 2.5. Электростатический
3. Вихретоковый вид. Физический процесс: взаимодействие электромаг-нитного поля вихретокового преобразователя с электромагнитным полем фих-ревых токов, наводимых в контролируемом объекте.
Контролируемые объекты: электропроводящие материалы. Первичные информативные параметры: частота, амплитуда, спектраль-
ный состав. Контролируемые параметры: геометрические размеры, химический со-
став, внутреннее напряжение, поверхностные и подповерхностные дефекты.
Методы 3.1. Прохождения.
4. Радиоволновый вид. Физический процесс: регистрация изменения па-раметров электромагнитных волн радиодиапазона, взаимодействующих с кон-тролируемым объектом.
Контролируемые объекты: диэлектрики (пластмассы, керамика, стекло-волокно), магнитодиэлектрики (ферриты), полупроводники, тонкостенные ме-таллические объекты.
Первичные информативные параметры: волны СВЧ диапазона (1–100 мм), амплитуда, частота, фаза, поляризация, геометрия распространения вторичных волн, время их прохождения, волновое сопротивление, tgδ.
Методы 4.1. Прошедшего излучения 4.2. Отраженного излучения 4.3. Рассеянного излучения 4.4. Резонансный
На практике вышеперечисленные методы получили названия: толщино-метрия, структуроскопия, дефектоскопия, интроскопия.
5. Тепловой вид. Физический процесс: регистрация изменений тепловых или температурных полей контролируемых объектов.

24
Контролируемые объекты: любые материалы. Первичные информационные параметры: температура, тепловой поток. Контролируемые параметры: неисправности, связанные с повышенным
нагревом – участки электрических цепей и радиосхем, трещины в двигателях, места утечки теплоты, пористость.
Методы 5.1. Пассивного излучения 5.2. Собственного излучения 5.3. Активный
6. Оптический вид. Физический процесс: наблюдение или регистрация параметров оптического излучения, взаимодействующего с контролируемым объектом.
Контролируемые объекты: любые материалы, прозрачные материалы. Первичные информационные параметры: амплитуда, фаза, степень поля-
ризации, частота или частотный спектр, время прохождения света через объект, геометрия преломления и отражения лучей, интерференция, дифракция.
Контролируемые параметры: видимые дефекты, отклонения от заданной формы, цвета и т.д., сферичность, плоскостность, шероховатость, толщина из-делия, диаметр тонкий волокон, формы острых кромок, в прозрачных объектах – структурные неоднородности, внутренние напряжения.
Методы 6.1. Прошедшего излучения:
фотометрический денситометрический (фотоэлектрический)
6.2. Отраженного излучения 6.3. Рассеянного излучения 6.4. Индуцированного излучения 6.5. Органолептический (визуально-оптический) 6.6. Оптической голографии 6.7. Лазерный
7. Радиационный вид. Физический процесс: регистрация и анализ прони-кающего ионизирующего излучения после взаимодействия его с контролируе-мым объектом.
Контролируемые объекты: любые материалы. Первичные информационные параметры: плотность потока излучения. Контролируемые параметры: толщина изделия (до 60 см), глубокие внут-
ренние дефекты, качественный состав материала.
Методы 7.1. Рентгеновский 7.2. Гамма-метод 7.3. Бета-метод (поток электронов) 7.4. Нейтронный 7.5. Позитронный

25
7.6. Радиографический 7.7. Радиометрический 7.8. Радиоскопический
8. Акустический вид. Физический процесс: регистрация параметров уп-ругих волн звукового и ультразвукового диапазонов (свыше 20 кГц), возни-кающих или возбуждаемых в объекте.
Контролируемые объекты: металлы, пластмасса, керамика, бетон. Первичные информационные параметры: амплитудно-частотная характе-
ристика, количество сигналов в единицу времени, частота, амплитудное рас-пределение, локация места возникновения упругих волн.
Контролируемые параметры: трещины, непровары, перестройка структу-ры материала, аллотропические превращения в кристаллической решетке, свойства материалов (модуль упругости, коэффициент затухания), твердость, податливость (упругий импеданс) поверхности, толщина труб и сосудов.
Методы 8.1. Ультразвуковой 8.2. Пассивный:
шумовибрационный вибрационный
8.3. Активный 8.4. Акустической эмиссии 8.5. Импедансный 8.6. Отражения (эхо-метод) 8.7. Вычислительная ультразвуковая голография
9. Вид неразрушающего контроля проникающими веществами. Физи-ческий процесс: проникновение пробных веществ в полость дефектов контро-лируемого объекта.
Контролируемые объекты: любые материалы, имеющие слабо видимые невооруженным глазом дефекты, выходящие на поверхность.
Первичные информационные параметры: индикация дефекта больше его реальных размеров. Контролируемые параметры: трещины, микроскопические отверстия.
Методы 9.1. Капиллярные 9.2. Течеискания:
масс-спектрометрический галогенный пузырьковый манометрический (абсолютный, дифференциальный) химической реакции ультразвукового течеискателя люминесцентно-гидравлический люминесцентно-капиллярный

26
Методы неразрушающего контроля, применяемые в горной промышленности
Таблица 1.4
П. класс- сифи- кации
Метод Объект контроля Средства контроля
1 2 3 4 1.1. 1.3.
Магнитопорошковый Магнитографический (магнитная структуро скопия)
Напряженное состоя-ние металлоконст-рукций, тросов и ка-натов, стенок трубо-проводов, сосудов и резервуаров
Дефектоскопы ПМД-70; 77ПДМ-3М; КРЦ-4: Дейтропульс 1000/1500 (ФРГ); КН-09 (15) Магнафлюс (США), магнитный структуроскоп КРЦ-4
2.1. 2.4.
Термоэлектрический Электроискровой
Токопроводящая часть и изоляция
Набор электроизмерительных приборов
5.1. Пассивного излуче-ния (тепловидение и термография)
Электроэнергетиче-ское оборудование, теплообменное обо-рудование, теплоизо-ляция, котлы, печи и др.
Полупроводниковые термомет-ры ЭТП-М; тепловизор TER-MOCAM (США); дистанцион-ный измеритель температуры Кельвин; инфракрасные пиро-метры СSI 510А, VES 4-10-100; С-300 Фаворит; С-500.7 Кри-сталл; С-3000 Сталь; С-110 Фа-кел; С-300.3 Фотон
6.5. Органолептический (визуально-оптический)
Энергомеханическое оборудование, метал-локонструкции
Обзорные лупы ЛПК-470, ЛП-1, БЛ-2; телескопические лупы ЛПШ-474, ТЛА; бинокль БПЦ7х50; труба зрительная ЗРТ-457; эндоскопы РВП-451, 469, АС-1, УСП, ОД-20Э
7.2. Радиационный гамма Уровнемеры, дозато-ры, счетчики деталей, устройства блокиров-ки и сигнализации
Гамма-реле ГР-6 (7, 8)
7.4. Радиационный ней-тронный
Контроль физических свойств материалов (плотность и состав), наличия и процентно-го содержания ком-понентов в различных полезных ископаемых
Радиационные плотномеры ПР-1024В, ПГП-2, влагомеры Ней-трон-37 (3), концентратомер КРК-2, многоэлементные анали-заторы состава вещества (при-боры с устройствами логиче-ской обработки данных)

27
Окончание табл. 1.4
1 2 3 4 7.6. Радиационный радио-
графический Металлоконструкции, сварные швы
Рентгеновские аппараты РУП-100 (200, 300, 400), РИНА-1Д, ИРА-2Д, ИРИС1-500-3, НОРА, Макротанк, Мюллер, Эреско-120 (ФРГ), МТР-1(4), ПТУ-39, рентгеновские интроскопы РИ-10 (Т, Ф, ФП), ЭРГА-0,3; гамма-дефектоскопы РД-10Р, РИД-21М (41, 13), Гаммарид-11 (12, 25, 20)
7.7. Радиационный ра-диометрический
Стальные листы, мно-гослойные изделия
Толщиномеры листов ИТХ-5736, ИТГ-5688, ИТ-5460, ИТШ-496-1, толщиномеры покрытий ТОР-3, Бетамикрометр-2, Бетас-коп, ТПРУ-1, ФРАТ-2
8.1. Акустический ультра-звуковой (ультразву-ковая дефектоскопия)
Состояние и толщина несущих конструк-ций, кранов, сосудов давления, резервуа-ров, трубопроводов и др.
Дефектоскопы ДУК-13ИМ, ДУК-66П, УД-11ПУ, УДМ-3, FlawMike, А1210, дефектоскоп стальных канатов Интрос; тол-щиномеры Кварц-15, УТ-50МЦ, ТИЦ-100, T-Mike EL
8.2. Акустический пас-сивный (шумовибра-ционный, вибрацион-ный – вибродиагно-стика)
Энергомеханическое оборудование с дви-жущимися и вра-щающимися частями
Вибродиагностическая система СSI 2125 (США); виброанализа-тор СД-12М; СК-2300; вибро-метр Vibration Per(plus)CMVP50; система вибрационного монито-ринга DREAM, ВМ-21
8.4. Акустической эмис-сии (аэроультразву-ковой контроль уте-чек, вакуумные утеч-ки)
Компрессионное обо-рудование, сосуды давления, трубопро-воды, несущие конст-рукции кранов
Приборы регистрации импуль-сов АЭ, АФ-11, АФ-14, УКОД, NDT-200, Сериес 7500, акусти-ко-эмиссионная система Диатон, Интерюнис
9.1. Капиллярный Изделия из металлов (неферромагнитных), неметаллических ма-териалов и композит-ные изделия любой конфигурации
Дефектоскопичекие комплексы ДК-1, ДК-4, ДК-6; дефектоско-пы ДМК-4, ДМК-5, пенетранты ЗИГЛО ZL-1В, ZL-2; установка КД-33Л
9.2.3. Течеискания пузырь-ковый
Объекты под давлением, погружаемые в жидкость либо обмыленные
9.2.4. Течеискания мано-метрический
Объекты вакуумиро-ванные либо под дав-лением
Насосы, вакуумные насосы, ма-нометры
9.2.8. Течеискания люми-несцентно-капиллярный
Перегородки, стенки изделий, имеющие доступ с обеих сторон
Нориол с керосином, пенетрант, ультрафиолетовые светильники (ртутно-кварцевые лампы ЛУФ-4-1, ДРУФ), установка КД-33Л

28
ВЫВОДЫ
1. Затраты на содержание и ремонт оборудования предприятий увеличи-ваются по мере его эксплуатации и могут составлять величину, которая на по-рядок выше стоимости нового оборудования. Состояние основных фондов в угольной отрасли является критическим – экскаваторный парк страны на 90 % отработал свой ресурс, его обновление в ближайшие годы невозможно. При общем снижении инвестиций на техническое обслуживание и ремонт необхо-димо обеспечивать требуемый уровень надежности и безопасности эксплуата-ции горного оборудования.
2. Продолжительная и надежная работа горных машин возможна только при условии систематического и качественного проведения мероприятий по техническому обслуживанию и ремонту (ТОиР). Существующая система об-служивания по регламенту (ППР) в силу ряда причин не всегда обеспечивает необходимое качество ремонта, более того, сокращает реальный межремонт-ный период в среднем на 15–30 %.
3. Современные достижения в области неразрушающих методов контроля технического состояния позволяют перейти на новую технологию проведения ТОиР – обслуживание по фактическому состоянию (ОФС). Для реализации дан-ной технологии необходимо проведение ряда мероприятий, основными из ко-торых являются приобретение необходимого оборудования и организация службы технической диагностики, мониторинг технического состояния, изме-нение структуры ремонтной службы, информационное обеспечение системы ТОиР.
4. Минимизировать затраты на проведение ТОиР позволяют автоматизи-рованные системы управления техническим обслуживанием (АСУ ТО). В зару-бежной практике и в наукоемких отраслях промышленности нашей страны ис-пользуется большое разнообразие программных средств, позволяющих созда-вать необходимые пользовательские системы. Однако внедрение таких систем требует больших затрат, времени и квалифицированных кадров, а также необ-ходимо максимально структурировать информацию об имеющемся оборудова-нии, видах работ и неисправностях.
5. Система ТОиР Лучегорского угольного разреза корректируется в сто-рону уменьшения количества капитальных ремонтов (нарушается регламент ППР) и направляется на текущее поддержание в работоспособном состоянии горно-транспортного оборудования. Доля затрат на ремонт в себестоимости уг-ля остается в течение нескольких лет практически неизменной; несмотря на не-обходимость увеличения затрат на ремонт в связи со старением экскаваторного парка, увеличением цен на запасные части и материалы, а также стоимости ус-луг на проведение ремонтов подрядным способом, утверждаемое, а также фак-тическое финансирование ремонтной программы ежегодно снижается более чем на 10 %.
6. В утвержденной структуре ремонтной службы Лучегорского разреза не предусмотрены элементы перехода на новую технологию ОФС, а также авто-матизации управления техническим обслуживанием горного оборудования. Ор-

29
ганизация труда, планирование и проведение ТОиР осуществляются в соответ-ствии с руководящими документами без учета фактического технического со-стояния горного оборудования.
7. В горной промышленности применяется достаточно широкая номенк-латура технических средств, позволяющих реализовать несколько методов не-разрушающего контроля и осуществлять мониторинг технического состояния горного оборудования.

30
Г л а в а 2
АНАЛИЗ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ДЕЙСТВУЮЩЕГО ЭКСКАВАТОРНОГО ПАРКА
ЛУЧЕГОРСКОГО РАЗРЕЗА
2.1. Исходные положения
Регламентирующим документом по терминологии в области качества промышленной продукции является ГОСТ 15467-79 «Управление качеством продукции. Основные понятия. Термины и определения». Термины, установ-ленные этим стандартом, являются обязательными для применения в докумен-тах всех видов, технической и справочной литературе.
Техническое состояние промышленной продукции, каковой являются карьерные экскаваторы, оценивается количественными характеристиками од-ного или нескольких свойств продукции, составляющих ее качество.
Различают следующие показатели качества продукции: единичный, если он характеризует только одно из свойств продукции; комплексный, если он характеризует несколько ее свойств; определяющий – показатель качества продукции, по которому принима-
ют решение оценивать ее качество; интегральный – отношение суммарного полезного эффекта от эксплуа-
тации или потребления продукции к суммарным затратам на ее создание и экс-плуатацию или потребление.
Примерами единичных показателей могут служить наработка на отказ То, ресурс, уровень вибрации и др. Наработка на отказ – это среднее время беспе-ребойной работы между соседними отказами – для ремонтируемых изделий:
∑=
=nt
ioi
toTnТ
10
1 , (2.1)
где Тоi – промежутки времени между отказами; nto – количество промежутков времени между отказами.
Примером комплексного показателя может быть коэффициент готовно-сти Кг, т.к. он характеризует одновременно безотказность (наработку на отказ То) и ремонтопригодность (среднее время восстановления Тв). Коэффициент го-товности имеет физический смысл – вероятность того, что изделие окажется работоспособным в любой промежуток времени между периодами планового технического обслуживания.
Кг = То/(То + Тв). (2.2)

31
Интегральный показатель качества J продукции может быть вычислен по формуле:
( )( )
( )tЗЕ
ЕЗ
ЭJ
эt
i
iн
tн
с ++
+=
∑=1
1
1, (2.3)
где Э – суммарный полезный эффект от эксплуатации или потребления продук-ции; Зс – суммарные затраты на создание продукции; t – срок службы продук-ции, лет; Зэ – суммарные затраты на эксплуатацию продукции (техническое об-служивание, ремонт); Ен – нормативный коэффициент экономической эффек-тивности.
Для решения практических задач, связанных с количественной оценкой качества продукции, применяется ограниченная совокупность показателей ка-чества, регламентированных ГОСТ четвертой группы и РД 50-64-84.
Выбор вида представления показателей качества зависит от того, сравни-ваются ли машины одного типоразмера, одного типа разных типоразмеров или машины разных типов и типоразмеров одного функционального назначения.
При оценке качества машин одного типоразмера целесообразно исполь-зовать абсолютные (натуральные) значения показателей качества (Рij), т.е.
qij = Pij. (2.4)
При оценке качества машин одного типа, но разных типоразмеров целе-сообразно использовать относительные значения показателей качества, т.е.
qij = Pij/Гi, (2.5)
где Гi – главный параметр машины – объективная характеристика экскаватора, учитывающая через полезную физическую работу, величину конечного про-дукта (объема вскрыши), перемещенную экскаватором в конкретных условиях его применения.
При оценке изделий разных типов и типоразмеров целесообразно исполь-зовать удельные значения показателей качества, т.е.
qij = Pij/λi, (2.6)
где λi – конечный результат функционирования машины (функциональный кри-терий машины).
С физической точки зрения удельная величина характеризует затраты ре-сурсов, представленных показателями (Pij) на достижение единицы конечного результата функционирования (λi).
При оценке качества все показатели должны быть одного вида: либо аб-солютными, либо относительными, либо удельными.
Базовое значение показателя качества продукции – значение показате-ля качества продукции, принятое за основу при сравнительной оценке ее каче-ства. Базовые удельные значения единичных показателей качества – достигну-

32
тые минимальные значения удельных показателей из сравниваемой совокупно-сти. Базовый уровень качества по единичным и комплексному показателям – относительная характеристика, рассчитанная на основании наивысших достиг-нутых значений удельных показателей.
2.2. Методика оценки качества оборудования (экскаваторов)
Общим для всех существующих методик является процесс оценки уровня
качества, состоящий из следующих основных этапов [71]: выбор номенклатуры показателей, характеризующих качество, и их базо-
вых значений (Б). При выборе данной номенклатуры можно руководствоваться принятой на предприятии системой учета;
оценки качества по единичным показателям (Е); сведения воедино (агрегирования) значений уровней качества по единич-
ным показателям для определения уровня качества по комплексному показате-лю (О).
Этапы Б, Е и О являются функциональными структурными элементами (составными частями) методик оценки качества. Структурные элементы могут быть связаны между собой по абсолютным значениям (а), относительным (о) или удельным (у) значениям показателей качества. Под абсолютными подразу-меваются показатели, выраженные в натуральных единицах измерения; под от-носительными – показатели, полученные делением абсолютных показателей на значение главного параметра изделий; под удельными – показатели, получен-ные делением абсолютных значений показателей на полезную работу, выпол-ненную машиной в заданных условиях эксплуатации.
Структурную формулу процесса оценки качества К (технического со-стояния) промышленной продукции можно представить в следующем виде:
К = Б сi E сi O, (2.7)
где сi – род связей (а, о или у) между структурными элементами. В зависимости от комбинации различных видов структурных элементов и
рода связей между ними формально существует 24 различные структурные формулы оценки качества, разделенные на 7 групп. В табл. 2.1 представлены структурные формулы оценки качества.
Первая группа структурных формул содержит одноэтапные методики оценки качества и базируются на субъективном мнении экспертов.
Вторая группа состоит из методик оценки качества по абсолютным пока-зателям; пригодны для оценки качества машин одного типа и типоразмера.
Третья и четвертая группы содержат методики для оценки качества по относительным показателям. Методики этих групп можно использовать для оценки качества машин разных типоразмеров одного типа.

33
Таблица 2.1
Структурные формулы методик оценки качества
Принцип построения структурных формул
Структур-ные фор-мулы
№ фор-мулы
Группа формул
Методика оценки уровня качества
Особенно-сти методик оценки качества
Б 1 Е 2
С вырождением 2-х элементов
О 3 1
По абстракт-ным показа-телям
Обособлен-ные оценки
БаЕ 4 БаО 5
С вырождением 1-го элемента
ЕаО 6
Функцио-нально не-полные С
огласование
элементов
Базовая формула БаЕаО 7
11 По абсолют-ным показа-телям
Полные БоЕ 8 БоО 9 С вырождением ЕоО 10
111 Функцио-нально не-полные
БоЕоО 11 БоОаЕ 12 С согласованием БаЕоО 13
С элемента-ми оценки по абсолютным показателям Сочленение эле-
ментов
Всех БоЕоО 14
1V
По относи-тельным по-казателям
Полные БуЕ 15 БуО 16 С вырождением ЕуО 17
V Функцио-нально не-полные
БуЕоО 18 БуОаЕ 19 С согласованием БаЕуО 20
V1
С элемента-ми оценки по абсолютным показателям
БуЕоО 21 БуОоЕ 22
С сочленением БоЕуО 23
С элемента-ми оценки по относитель-ным показа-телям
Совмещение
элементов
Всех БуЕуО 24
V11
По удельным показателям
Полные
Пятая, шестая и седьмая группы содержат методики оценки качества по удельным величинам показателей. Методики этих групп можно использовать для оценки качества машин разных типов, типоразмеров и конструктивных ис-полнений одного функционального назначения.
Совершенство методик оценки качества увеличивается с увеличением номера структурной формулы. Однако существующие на предприятиях систе-мы учета единичных показателей не всегда позволяют получить необходимый объем данных для применения более совершенной методики оценки качества продукции.

34
2.3. Выбор номенклатуры показателей качества продукции
Выбор номенклатуры показателей качества продукции регламентируется
комплексом стандартов СПКП (система показателей качества продукции) для основного оборудования [50, 51, 57, 58, 110, 111, 112].
Стандартами СПКП предусматриваются следующие группы показателей качества: назначения; надежности (безотказности, долговечности, сохраняемо-сти, ремонтопригодности); экономного использования сырья, материалов, топ-лива, энергии и трудовых ресурсов; эргономические; технологичности; стан-дартизации и унификации; патентно-правовые и безопасности.
Группой показателей, которые характеризуют техническое состояние ме-ханизмов, являются показатели надежности. Номенклатура этих показателей достаточно обширна. В качестве показателей надежности используются:
показатели безотказности, которые характеризуют свойство изделия со-хранять работоспособность в течение некоторой наработки без вынужденных перерывов (средняя наработка до первого отказа, вероятность безотказной ра-боты, параметр потока отказов, интенсивность отказов, гарантийная наработка);
показатели долговечности, характеризующие свойство изделия сохра-нять работоспособность до предельного состояния при принятой системе тех-нического обслуживания и ремонта (ресурс, гамма-процентный ресурс, назна-ченный ресурс, средний срок службы, медианный срок службы, срок службы до первого капитального ремонта, межремонтный срок службы, срок службы до списания, средний ресурс, ресурс до первого капитального ремонта, межре-монтный ресурс, суммарный ресурс);
показатели ремонтопригодности, характеризующие приспособленность изделия к предупреждению, обнаружению и устранению отказов и неисправно-стей путем проведения технического обслуживания и ремонта (среднее время восстановления, средняя оперативная продолжительность технического обслу-живания данного вида, средняя оперативная продолжительность планового те-кущего (капитального) ремонта данного вида, удельная суммарная оперативная продолжительность технических обслуживаний, суммарная оперативная про-должительность текущих (капитальных) ремонтов, объединенная оперативная продолжительность технических обслуживаний и ремонтов;
показатели сохраняемости, характеризующие свойство продукции со-хранять работоспособное состояние в течение хранения и (или) транспортиро-вания (гамма-процентный срок сохраняемости, средний срок сохраняемости).
В общем случае необходимо придерживаться следующих принципов при выборе показателей качества: количество единичных показателей качества должно быть минимальным, но достаточным для достижения поставленной це-ли; в номенклатуру показателей не должны входить показатели, функциональ-но зависящие друг от друга; по всем выбранным показателям должна быть пре-дусмотрена возможность получения численных значений.

35
Из всей номенклатуры показателей качества в соответствии с принятой на Лучегорском угольном разрезе системой учета простоев экскаваторов (су-точными отчетами начальников смен), представляется возможным выбрать сле-дующие единичные показатели качества:
из показателей ремонтопригодности: среднюю оперативную продолжи-тельность технического обслуживания (среднюю продолжительность плановых ремонтов Тпл.ср. и среднее время восстановления Тв.ср.:
Тпл.ср. = Тпл. / nпл., (2.8)
Тв.ср. = Тав. / nав.; (2.9)
из показателей безотказности: наработку на отказ:
То = (Т∑ – Тпл – Тэ.ав. – Тэ.пл.) / nав.; (2.10)
комплексный показатель – коэффициент готовности
Кг = То / (То + Тв.ср.), (2.11)
где Тпл. – суммарное время плановых простоев за рассматриваемый период; nпл. – количество плановых ремонтов; nав. – количество аварийных ремонтов; Т∑ – продолжительность рассматриваемого периода; Тэ.ав. – суммарное время аварийного отсутствия электроэнергии за рассматриваемый период; Тэ.пл. – сум-марное время планового отсутствия электроэнергии за рассматриваемый пери-од; Тав. – суммарное время аварийных простоев за рассматриваемый период.
2.4. Анализ технического состояния экскаваторного парка
Для анализа технического состояния экскаваторного парка Лучегорского
угольного разреза были использованы статистические материалы – ежесуточ-ные отчеты начальников смен, в которых фиксировались причины и время про-стоев горного оборудования. На каждый из 53 экскаваторов был заведен лист в формате Excel, куда заносились сведения о простоях, время простоев переводи-лось в минуты для удобства последующего суммирования. Форма и фрагмент такого документа представлены в табл. 2.2.
Результаты анализа отчетов начальников смен за февраль 2001 г. – де-кабрь 2001 г. (11 месяцев), январь 2002 г. – ноябрь 2002 г. (10 месяцев), январь 2004 г. – март 2004 г. (3 месяца), всего 758 суток, или 109152 минуты, пред-ставлены в табл. 2.3, а значения показателей качества – в табл. 2.4.
Для определения относительных значений единичных показателей каче-ства необходимо выбрать главный параметр экскаватора. Главным называют параметр, который определяет важнейший эксплуатационный показатель ма-шины и не зависит от технического усовершенствования изделия и технологии изготовления. Например, главный параметр для мостового крана – грузоподъ-ёмность, электродвигателя – мощность и т.п.

36
Таблица 2.2
Фрагмент таблицы
Статистика отказов ЭШ-11/70 №2
Дата Отсутствие эл.W, час. Плановый ремонт Аварийный ремонт
Год, мес. День Авар. План мин. Оборудо-
вание Вид работ мин. Оборудо-
вание Неисправ- ность
1 2 3 4 5 6 7 8 9 10
1 4 720 ппр 540генератор поворота подшипник
2 4 1440 ппр 3 4 1440 ппр
16 50 4 19 480 4 20 4 560
04. 01
21 4 30 ппр
11 4 180 ковш 12 4 240 цепи упр. 15 4 720 ппр 16 4 720 ппр 17 4 720 ппр 18 4 1440 ппр
04. 02.
25 4 77 ппр
1 4 720 ппр 2 4 1440 ппр 3 4 720 ппр 720 с.д. 6 4 180 с.д. 7 4 720 с.д.
13 4 30 с.д. 29 60 4
04. 03.
4
12 4 1440 ппр 14 30 4 16 4 1440 ппр 20 4 1440 ппр 24 4 1440 ппр
01. 02.
28 4 1440 ппр

37
Таблица 2.3
Статистика простоев экскаваторов РУ «Лучегорское»
Отсутствие электроэнергии
Плановый ремонт
Аварийный ремонт
Рассматри-ваемый период
Аварийное Плановое
Тип экскаватора
Инвентарный номер
Ном
ер листа
Тэ.ав, мин.
nэ.ав., к-во
Тэ.пл, мин.
nэ.пл., к-во
Тпл., мин.
nпл, к-во
Тав., мин.
nав, к-во С
утки
Т∑, мин.
1 2 3 4 5 6 7 8 9 10 11 12 13 1 1 5522 15 6028 21 144720 127 28420 41
3 2 4335 16 6061 26 109665 96 31770 52
4 3 2762 12 4579 26 103245 96 31935 56
5 4 2203 16 6296 27 89160 83 52255 65
ЭШ-
6/45
6 5 2730 16 6259 30 98730 97 21520 40
ЭШ-
13/50
1 6 975 6 575 6 327510 267 10625 19
7 7 2027 21 2595 20 89760 91 37037 67
11 8 2969 10 2308 24 125880 105 31199 46
13 9 1372 11 1346 8 48780 53 34260 63
14 10 1925 9 2469 10 112166 102 30496 60
ЭШ-
10/70
15 11 2499 20 2753 18 177600 141 41955 75
2 12 894 6 - - 70817 73 22807 49
3 13 3481 19 1650 9 148620 127 20883 48
4 14 2552 19 5608 35 55860 55 46578 71
6 15 840 10 6109 23 169820 138 10450 10
8 16 1520 15 4584 32 116200 95 38928 69
758 1091520
9 17 105 1 950 4 8640 12 1070 5 90 129600
10 18 2939 13 2130 6 100200 99 25855 57
12 19 700 7 2195 6 108528 97 40405 66
16 20 1480 10 3550 15 101640 111 28645 53
ЭШ-
11/70
17 21 846 13 1275 7 196950 172 14430 35
2 22 4648 32 4083 30 212585 182 19432 39 ЭКГ-
4У 3 23 3772 25 4446 21 111885 108 59057 108
758 1091520

38
Окончание табл. 2.3
1 2 3 4 5 6 7 8 9 10 11 12 13 5 24 2244 21 3384 26 69160 69 20007 44
6 25 3797 16 6835 43 83130 83 43705 81
7 26 1686 19 5372 27 85905 76 18460 46
15 27 3403 21 5887 32 177690 168 73060 116 669 963360
1 28 3482 20 4808 30 126060 109 22526 53
2 29 1334 11 4760 30 112110 109 35091 70
758 1091520 ЭКГ-5У
20 30 1755 7 780 5 13730 16 16200 33 178 256320
1 31 1330 5 373 5 87120 107 7520 15 730 1051200
2 32 3188 6 3820 12 165495 138 77170 84
3 33 1050 8 1145 9 47640 48 9430 13
4 34 1490 6 1556 9 41040 37 11260 31
5 35 1750 19 3880 19 180420 158 59559 65
6 36 2415 19 4157 33 105100 92 20894 42
7 37 2976 23 3488 23 110760 97 17505 38
758 1091520
ЭКГ-5А
8 38 2550 5 1291 5 64395 72 7901 14 730 1051200
ЭКГ -6,3
1 39 3121 24 9506 40 13624 126 23030 53
1 40 3313 12 3311 13 194949 182 34248 51
9 41 2277 16 4077 18 125280 138 18529 47
10 42 3455 21 7364 29 171600 155 60899 116
ЭКГ-8И
14 43 1682 12 3654 14 223980 189 45318 58
ЭКГ-8У
11 44 2535 19 1150 12 109240 105 72448 120
16 45 2547 26 4808 31 133600 119 33104 71 ЭКГ-10 19 46 1455 12 6321 27 148320 132 34795 70
17 47 2831 22 8757 53 82230 81 52285 92 ЭКГ-15 18 48 4620 25 7919 51 136030 132 52531 111
758 1091520
1 49 1560 9 1734 13 194790 174 51646 80 730 1051200
2 50 1254 17 2577 21 93785 91 18635 52
3 51 843 7 2521 17 153600 136 38710 73
4 52 2338 18 5706 36 103330 94 45347 84
758 1091520
ЭР-1250
5 53 999 11 1400 19 171330 134 14950 36 730 1051200

39
Таблица 2.4
Численные значения единичных показателей
Единичные показатели
Абсолютные Относительные
№ пп
Тип экскаватора
Хоз
. №
Срок служ
бы
на 0
1.01
.02
Наработка
на
01.0
1.02
Средняя
наработка
за
год
Г
Тпл.ср. То Тв.ср. tпл.ср. tо tв.ср.
Ком
лексны
й показатель
Кг
1 2 3 4 5 6 7 8 9 10 11 12 13 1 1 14,6 20733 1420 1139 22811 693 0,8021 16,063 0,4880 0,9705
2 3 14,6 11509 788 271 18682 611 0,3438 23,699 0,7751 0,9683
3 4 14,6 3950 271 230 17517 570 0,8501 64,746 2,1068 0,9684
4 5 14,6 3733 256 137,7 15290 804 0,5386 59,800 3,1445 0,95
5
ЭШ-
6/45
6 14,6 17537 1201 171 24595 538 0,1424 20,476 0,4479 0,9786
6 ЭШ-
13/50
1 14,6 8865 607 162,5 40129 559 0,2676 66,089 0,9206 0,9863
7 7 14,6 52417 3590 96,5 14883 553 0,0269 4,145 0,1540 0,9642
8 11 14,6 41698 2856 297 20877 678 0,1040 7,310 0,2374 0,9685
9 13 14,6 37460 2566 125 16508 544 0,0487 6,434 0,2120 0,9681
10 14 14,6 32306 2213 214 16249 508 0,0967 7,343 0,2296 0,9697
11
ЭШ-
10/70
15 14,6 29884 2047 125 12115 559 0,0611 5,919 0,2731 0,9559
12 2 14,6 19790 1355 149 20812 464 0,1099 15,354 0,3423 0,9781
13 3 14,6 18320 1255 183 195537 435 0,1458 155,832 0,3467 0,9782
14 4 14,6 15970 1094 134 14472 656 0,1225 13,231 0,5997 0,9566
15 6 14,6 10890 746 84 48145 550 0,1126 64,547 0,7374 0,9887
16 8 14,6 9206 631 101 14047 564 0,1602 22,277 0,8945 0,9614
17 9 1746 105 23981 214 0,0601 13,735 0,1226 0,9912
18 10 14,6 9151 627 226 17303 454 0,3606 27,606 0,7243 0,9744
19 12 14,6 2400 164 100 14850 612 0,6083 90,338 3,7230 0,9604
20 16 14,6 26027 1783 148 18582 540 0,0830 10,424 0,3029 0,9717
21
ЭШ-
11/70
17 14,6 12070 827 65 25499 412 0,0786 30,844 0,4984 0,9841
22 2 14,6 22754 1558 145 22313 498 0,0930 14,317 0,3195 0,9782
23
ЭКГ-
4У 3 14,6 20586 1410 150 8995 547 0,1064 6,379 0,3879 0,9427

40
Окончание табл. 2.4
1 2 3 4 5 6 7 8 9 10 11 12 13 24 5 14,6 17968 1231 107 23107 455 0,0869 18,776 0,3697 0,9807
25 6 14,6 14542 996 237 12318 539 0,2379 12,367 0,5411 0,9581
26 7 14,6 14465 991 89 21708 401 0,0898 21,911 0,4047 0,9819
27
ЭКГ-
4У
15 1058 162 6693 630 0,1531 6,326 0,5955 0,914
28 1 14,6 12472 854 174 18060 425 0,2037 21,141 0,4975 0,977
29 2 14,6 6988 479 121 13904 501 0,2528 29,050 1,0467 0,9652
30
ЭКГ-
5У
20 764 251 7274 491 0,3285 9,521 0,6427 0,9367 31 1 14,6 7900 541 266 64158 501 0,4916 118,570 0,9259 0,9923
32 2 14,6 7200 493 531 10941 918 1,0768 22,186 1,8615 0,9226
33 3 14,6 7189 492 131 80130 725 0,2660 162,734 1,4724 0,991
34 4 14,6 409 248 33788 363 0,6064 82,611 0,8875 0,9894
35 5 14,6 130 92 13930 916 0,7077 107,154 7,0462 0,9383
36 6 14,6 3557 244 127 23330 497 0,5213 95,760 2,0400 0,9791
37 7 14,6 2255 154 129 25639 460 0,8352 166,000 2,9783 0,9824
38
ЭКГ-
5А
8 14,6 272 19 510 70212 564 27,3750 3768,73 30,273 0,992
39 ЭКГ-
6,3
1 14,6 10009 686 130 20099 434 0,1896 29,318 0,6331 0,9789
40 1 14,6 9209 631 276 17450 671 0,4376 27,665 1,0638 0,963
41 9 14,6 27221 1864 142 20423 394 0,0762 10,954 0,2113 0,981
42 10 14,6 28217 1933 164 7837 525 0,0849 4,055 0,2716 0,9372
43
ЭКГ-
8И
14 14,6 21024 1440 140 14865 781 0,0972 10,323 0,5424 0,95
44 ЭКГ-
8У
11 14,6 809 55 133 8155 604 2,4002 147,173 10,900 0,931
45 16 14,6 8590 588 98 13388 466 0,1666 22,755 0,7920 0,9664
46
ЭКГ-
10 19 14,6 7322 502 121 13363 497 0,2413 26,646 0,9910 0,9641
47 17 14,6 8110 555 129 10845 568 0,2322 19,524 1,0225 0,9502
48
ЭКГ-
15 18 14,6 9045 620 185 8495 473 0,2986 13,712 0,7635 0,9473
49 1 15,8 31206 1975 173 10664 645 0,0876 5,399 0,3266 0,943
50 2 15,8 36765 2327 73 20460 358 0,0314 8,793 0,1539 0,9828
51 3 15,8 15509 982 120 12802 530 0,1223 13,042 0,5399 0,9602
52 4 15,8 7229 458 130 11668 540 0,2841 25,502 1,1802 0,956
53
ЭР-
1250
5 15,8 933 91 24374 415 0,0975 26,124 0,4448 0,9832

41
Главный параметр служит базой для определения числовых значений ос-новных параметров (определяющих качество машин). Для карьерных экскава-торов в качестве главный параметр – емкость ковша. Однако для оценки каче-ства экскаваторов, которое обусловлено частичной утратой свойств машины при ее использовании по назначению, главный параметр должен быть связан с энергетическим ресурсом экскаватора и его элементов. Уменьшение запаса энергии в деталях машин пропорционально полезной работе, которую они вы-полнили. Под полезной работой понимают затраты энергии на выполнение функции экскаватора в конкретных условиях работы. Аналитический расчет полезной работы экскаватора связан с применением большого объема парамет-ров забоя, экскавируемого грунта и др. Поскольку условия работы экскаваторов часто меняются, то предлагается в качестве главного параметра использовать фактическое среднее значение объема выполненных работ, которое находится в функциональной зависимости от энергетических затрат и, соответственно, от полезной работы экскаватора. Данные среднегодового значения объема выпол-ненных работ получены из отчетов службы главного механика, а недостающие – из записей в паспорте экскаваторов (табл. 2.5.).
2.5. Оценка уровня качества экскаваторов по величине единичных показателей
Оценку качества экскаваторов будем производить по структурной фор-
муле № 10 ЕоО (табл. 2.1). Процесс оценки уровня качества по единичным показателям состоит из
сравнения показателей качества оцениваемой машины с аналогичным базовым значением, в качестве которого принимается наивысший показатель из произ-веденной выборки, т.е. проранжирования экскаваторов по уровню качества по всем показателям. Нужно учитывать, к какой группе относится данный показа-тель: увеличивающих или уменьшающих. К увеличивающим относятся еди-ничные показатели, с уменьшением которых уровень качества при прочих рав-ных условиях увеличивается, к уменьшающим – с уменьшением которых уро-вень качества уменьшается.
Из выбранных единичных показателей качества показатели ремонтопри-годности Тпл.ср. и tпл.ср. относятся к увеличивающим, т.к. при уменьшении средней оперативной продолжительности планового технического обслужива-ния увеличивается качество экскаватора, поэтому ранжирование по этому пока-зателю необходимо производить по возрастанию (наилучшее качество – при минимальном значении параметра). Показатели ремонтопригодности (среднее время восстановления) Тв.ср. и tв.ср. – увеличивающие, т.к. уровень качества экскаватора увеличивается, если на его ремонт требуется меньшее количество времени (сортировка по возрастанию). Показатели безотказности То и tо явля-ются уменьшающими, поскольку уровень качества экскаватора уменьшается, если уменьшается время безотказной работы (сортировка по убыванию). Ком-плексный показатель Кг относится также к уменьшающим, т.к. с уменьшением вероятности безотказной работы и времени восстановления уменьшается каче-ство экскаватора.

42
Таблица 2.5
Наработка экскаваторов ЗАО «ЛуТЭК» по годам, план/факт, тыс.(м3 или т)
Тип экскаватора
Инв.№ 1988 1989 1990 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000 2001 2002 2003 Нср.
1 2 3 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 550 480 770 600 1
521 519 841 627
697 514 730 3
640 569 622 610
630 990 940 4
737 1000 940 892
764 5
964
712 521 705 646
ЭШ-6/45
6
750 394 571 571
1630 1915 1680 1280 1435 2025 ЭШ-13/50 1
1205 1796 1532 1191 1480 0 1039 2160 1486
2100 1630 2035 2340 1915 2400 1427 1895 ЭШ-10/70 7
1817 1510 1969 1614 1241 0 1772 1379 1011 1539

43
Продолжение табл. 2.5
1 2 3 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 800 1190 1360 11
1198 831 1374 1275 1169
2165 2470 1570 1010 1830 1985 1985 2005 13
1909 1457 1279 857 910 9971 1648 1054 2139 2358
2745 2700 2065 2567 1755 1475 1165 14
2500 2500 2570 2322 1907 1709 1174 1737 1700 1572 1207 1899
2895 2878 2775 2825 2690 2235 2160 2343 1495 1670 1005 1630 1703 2260 1730
15
3253 3294 2759 2832 2791 1840 1397 1822 1439 1214 1045 1455 0 1073 1533 1453 1946
2130 1770 2240 2535 2635 1665 2310 2518 2125 1740 1930 2
2551 1948 1690 1754 2842 1375 1717 1607 1710 1048 0 1497 2170 1825
3080 2800 2550 1435 2451 1665 1375 1905 1665 0 1540 2550 2270 3
3090 2897 2089 947 2166 1375 1121 1011 1659 1008 1121 2323 2360 1782
70 1920 2090 1600 1985 1320 1090 1900 1700 2000 1730 2240 4
80 2171 2439 1859 2295 1649 1046 1624 1487 1936 1790 1132 2158 1666
840 2160 2820 1960 1470 785 1390 6
699 853 1917 2223 2082 1733 1413 831 1528 1475
2165 2550 2375 1190 900 2270 2430
ЭШ-11/70
8
1962 2429 1438 1260 1166 987 1542 2183 1620

44
Продолжение табл. 2.5
1 2 3 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 1140 1950 2360 2150 2030 1835 1695 9
2963 1012 1676 1410 2295 1541 1446 1568 1811 1746
990 2170 2568 2350 1750 400 10
859 1723 1385 1923 1069 1000 1778 398 1266
1165 1820 2365 12
1104 1872 2476 1817
1485 3035 3080 2715 2760 2430 2361 1275 1950 2360 2590 2290 2595 1875 16
1561 3481 3153 3040 2253 2171 1822 1097 1676 1410 1695 0 1608 2279 1603 2060
1860 2310 1710 1797 1950 1970 1740 2260
17
1802 2447 1696 1289 1454 1444 1174 1132 1920 1595
1060 1195 1310 2
668 1082 1163 971
1365 1565 1453 1573 1470 1255 1690 1560 1630 1310 562 1014 1005 1025 905 1045 3
1672 1770 1525 1606 1425 1176 1190 1388 1434 1283 321 639 684 918 1117 998 1196
1705 1760 1497 1644 1690 1565 1782 1294 1630 1455 1341 1260 1210 1150 1497 1451 5
1907 1985 1643 1848 1364 1244 1184 1295 1434 1606 1047 1006 865 1290 1466 1615 1424
695 1750 1763 1450 1465 1390 1590 1560 1400 1310 1481 1530 1185 1335 1457 1444
ЭКГ-4У
6
824 1934 2044 1373 1485 1099 950 1385 865 1178 1222 1437 621 1033 1334 1318 1256

45
Продолжение табл. 2.5
1 2 3 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 1617 1605 1725 1550 1485 1460 1465 1530 1435 1340 1330 1488 1600 7
1847 1651 1330 1371 1495 1349 1529 1101 1470 1340 1452 1437 1636 1462
1805 1830 1654 1542 1720 1380 1510 1400 965 1145 1265 1120 1205 780 1355 1330
15
1831 1839 1703 1081 1477 919 1119 1400 580 808 635 697 768 425 770 890 1058
874 1400 1385 1575 1530 1300 1215 1506 1315 1120 1455 1400 1135 1
668 1259 969 1289 1195 1459 1046 1083 1140 948 1435 1570 1244 1177
1085 1823 1480 1371 1355 1170 1105 968 980 1215 1386 2
970 1488 1042 1292 0 1144 1019 766 526 779 1288 1343 1059
1890 1965 1730 1615 1693 1535 1280 450 1190
ЭКГ-5У
20
208 2225 1672 1510 1594 1366 588 200 200 200 200 200 200 200 415 1251 764
1
145 2
135 211 173
315 115 120 135 3
255 319 144 145 134 199
ЭКГ-5А
4
409 409

46
Продолжение табл. 2.5
1 2 3 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 280 140 120 145 140 5
150 128 102 151 119 130
720 833 813 803 781 1005 1225 6
578 649 704 594 960 1264 1243 856
828 863 736 1014 1248 7
748 732 921 1306 1289 999
195 119 125
ЭКГ-5А
8
42 110 123 0 128 100
315 1825 1786 1578 1595 1190 1670 1200 1380 1215 1225 1315 1465 1352 1455 1115 ЭКГ-6,3 1
356 1966 1933 1427 1520 1133 1066 907 886 925 772 873 1129 878 1191 1058 1126
1595 1893 1550 1625 1545 795 1430 995 811 769 637 634 579 823 508 1
1556 1808 1436 1350 866 298 1396 920 855 734 389 638 410 810 741 947
646 916 871 9
708 929 931 856
1106 835 1390 10
627 567 889 694
505 415 1185 1080 980 875 635
ЭКГ-8И
14
251 224 502 750 768 531 426 601 506

47
Окончание табл. 2.5
1 2 3 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 1215 1475 1485 1595 ЭКГ-8У 11
809 1174 1408 1699 1272 1550 1540 1335 1255 1290 1415 1345 825 755 1550 1700 16
1220 1082 1273 1095 950 985 535 479 585 1488 1628 1029 1370 1195 1380 1335 1490 1400 1565 1033
ЭКГ-10
19
1081 1068 810 983 915 1457 1145 936 1049 660 1825 1825 1640 1005 1535 1505 1375 1607 1005 1575 1050 17
229 1818 1218 1503 1069 1138 868 1126 904 1391 1325 1143 1144
880 1485 1255 1005 1265 1680 1245 1538 1500 1275
ЭКГ-15
18
482 1014 992 885 1177 1221 1035 0 1113 1016 1058 999 980 123 1
779 0 99 439
1290 1350 1690 1015 1228 2
1405 1400 1840 0 978 1310 1386
1044 1445 1344 3
822 1719 1373 1304
553 1357 130 1220 622 1350 975 935 1105 1284 1387 1635 1365 1435 1473 4
506 137 134 1107 703 918 897 1115 928 1140 1344 1554 0 1123 1364 1585 970
935 1030 1115 705 1045 521 877 869
ЭР-1250
5
1115 980 1147 501 1069 1059 481 1050 1001 933

48
Ранжирование в выборке по величине комплексного показателя Кг и от-носительных показателей tпл.ср., tо и tв.ср. необходимо осуществлять отдельно для шагающих, мехлопат и роторных, т.е. однотипных экскаваторов разных ти-поразмеров (табл. 2.6–2.11).
Таблица 2.6
Ранжирование карьерных экскаваторов по величине единичных показателей Кг и tпл.ср.
Тип экскаватора
Хоз. №
Комплексный показатель Кг № п.п. Тип
экскаватора Хоз. № tпл.ср.
1 0,9923 1 9 0,0762
8 0,992 2 ЭКГ-8И 10 0,0849
3 0,991 3 5 0,0869
4 0,9894 4 7 0,0898 ЭКГ-5А
7 0,9824 5 ЭКГ-4У
2 0,093 ЭКГ-4У 7 0,9819 6 ЭКГ-8И 14 0,0972 ЭКГ-8И 9 0,981 7 3 0,1064 ЭКГ-4У 5 0,9807 8 ЭКГ-4У 15 0,1531
ЭКГ-5А 6 0,9791 9 ЭКГ-10 16 0,1666
ЭКГ-6,3 1 0,9789 10 ЭКГ-6,3 1 0,1896
ЭКГ-4У 2 0,9782 11 ЭКГ-5У 1 0,2037 ЭКГ-5У 1 0,977 12 ЭКГ-15 17 0,2322 ЭКГ-10 16 0,9664 13 ЭКГ-4У 6 0,2379
ЭКГ-5У 2 0,9652 14 ЭКГ-10 19 0,2413
ЭКГ-10 19 0,9641 15 ЭКГ-5У 2 0,2528
ЭКГ-8И 1 0,963 16 ЭКГ-5А 3 0,266 ЭКГ-4У 6 0,9581 17 ЭКГ-15 18 0,2986
ЭКГ-15 17 0,9502 18 ЭКГ-5У 20 0,3285 ЭКГ-8И 14 0,95 19 ЭКГ-8И 1 0,4376 ЭКГ-15 18 0,9473 20 1 0,4916 ЭКГ-4У 3 0,9427 21 6 0,5213 ЭКГ-5А 5 0,9383 22 4 0,6064 ЭКГ-8И 10 0,9372 23 5 0,7077 ЭКГ-5У 20 0,9367 24 7 0,8352 ЭКГ-8У 11 0,931 25
ЭКГ-5А
2 1,0768 ЭКГ-5А 2 0,9226 26 ЭКГ-8У 11 2,4002 ЭКГ-4У 15 0,914 27 ЭКГ-5А 8 27,375

49
Таблица 2.7 Ранжирование роторных экскаваторов
по величине единичных показателей Кг и tпл.ср.
Тип экскаватора
Хоз. №
Комплексный показатель Кг № п.п. Тип
экскаватора Хоз. № tпл.ср.
5 0,9832 1 2 0,1539 2 0,9828 2 1 0,3266 3 0,9602 3 5 0,4448 4 0,956 4 3 0,5399
ЭР-1250
1 0,943 5
ЭР-1250
4 1,1802
Таблица 2.8
Ранжирование шагающих экскаваторов по величине единичных показателей Кг и tпл.ср.
Тип экскаватора
Хоз. №
Комплексный показатель Кг № п.п. Тип
экскаватора Хоз. № tпл.ср.
9 0,9912 1 7 0,0269 ЭШ-11/70 6 0,9887 2 ЭШ-10/70 13 0,0487 ЭШ-13/50 1 0,9863 3 ЭШ-11/70 9 0,0601
ЭШ-11/70 17 0,9841 4 ЭШ-10/70 15 0,0611
ЭШ-6/45 6 0,9786 5 17 0,0786
3 0,9782 6 ЭШ-11/70
16 0,083 2 0,9781 7 14 0,0967 10 0,9744 8 ЭШ-10/70 11 0,104 ЭШ-11/70
16 0,9717 9 2 0,1099 ЭШ-6/45 1 0,9705 10 6 0,1126
14 0,9697 11 ЭШ-11/70
4 0,1225 ЭШ-10/70 11 0,9685 12 ЭШ-6/45 6 0,1424 4 0,9684 13 3 0,1458 ЭШ-6/45 3 0,9683 14 ЭШ-11/70 8 0,1602 13 0,9681 15 ЭШ-13/50 1 0,2676 ЭШ-10/70 7 0,9642 16 ЭШ-6/45 3 0,3438 8 0,9614 17 ЭШ-11/70 10 0,3606 12 0,9604 18 ЭШ-6/45 5 0,5386 ЭШ-11/70 4 0,9566 19 ЭШ-11/70 12 0,6083
ЭШ-10/70 15 0,9559 20 1 0,8021
ЭШ-6/45 5 0,95 21 ЭШ-6/45 4 0,8501

50
Таблица 2.9
Ранжирование карьерных экскаваторов по величине единичных показателей tо и tв.ср.
Тип
экскаватора Хоз. № tо №
п.п. Тип
экскаватора Хоз. № tв.ср.
1 2 3 4 5 6 7 8 3768,732 1 9 0,2113 7 166 2 ЭКГ-8И 10 0,2716 ЭКГ-5А 3 162,734 3 2 0,3195
ЭКГ-8У 11 147,173 4 5 0,3697 1 118,57 5 3 0,3879 5 107,154 6
ЭКГ-4У
7 0,4047 6 95,76 7 ЭКГ-5У 1 0,4975 ЭКГ-5А
4 82,611 8 ЭКГ-4У 6 0,5411 ЭКГ-6,3 1 29,318 9 ЭКГ-8И 14 0,5424 ЭКГ-5У 2 29,05 10 ЭКГ-4У 15 0,5955 ЭКГ-8И 1 27,665 11 ЭКГ-6,3 1 0,6331
19 26,646 12 ЭКГ-5У 20 0,6427 ЭКГ-10 16 22,755 13 ЭКГ-15 18 0,7635 ЭКГ-5А 2 22,186 14 ЭКГ-10 16 0,792 ЭКГ-4У 7 21,911 15 4 0,8875 ЭКГ-5У 1 21,141 16 ЭКГ-5А 1 0,9259 ЭКГ-15 17 19,524 17 ЭКГ-10 19 0,991
5 18,776 18 ЭКГ-15 17 1,0225 ЭКГ-4У 2 14,317 19 ЭКГ-5У 2 1,0467 ЭКГ-15 18 13,712 20 ЭКГ-8И 1 1,0638 ЭКГ-4У 6 12,367 21 3 1,4724
9 10,954 22 2 1,8615 ЭКГ-8И 14 10,323 23 6 2,04 ЭКГ-5У 20 9,521 24 7 2,9783
3 6,379 25
ЭКГ-5А
5 7,0462 ЭКГ-4У 15 6,326 26 ЭКГ-8У 11 10,9004ЭКГ-8И 10 4,055 27 ЭКГ-5А 8 30,2735
Таблица 2.10
Ранжирование роторных экскаваторов по величине единичных показателей tо и tв.ср.
Тип
экскаватора Хоз. № tо № п.п. Тип
экскаватора Хоз. № tв.ср.
5 26,124 1 2 0,1539 4 25,502 2 1 0,3266 3 13,042 3 5 0,4448 2 8,793 4 3 0,5399
ЭР-1250
1 5,399 5
ЭР-1250
4 1,1802

51
Таблица 2.11
Ранжирование шагающих экскаваторов по величине единичных показателей tо и tв.ср.
Интерпретировать значения показателей в табл. 2.6–2.11 можно следую-щим образом.
Коэффициент готовности Кг характеризует качество экскаватора – его го-товность к работе в течение времени после проведения профилактических ре-монтов. Экскаваторы ЭКГ-5А № 1, № 8 и ЭШ-11/70 № 9 в течение рассматри-ваемого периода большую часть времени находились в планово-предупредительном ремонте, поэтому в оставшееся после ППР время они име-ют наибольшие значения вероятности безотказной работы.
Показатели ремонтопригодности tпл.ср. характеризуют продолжитель-ность и количество плановых ремонтов, а tв.ср. – аварийных. Большие значения этих показателей свидетельствуют о небольшом количестве отказов оборудова-ния, требующего продолжительного ремонта. Экскаватор ЭШ-11/70 № 9 при малом значении tпл.ср. имеет также малое значение tв.ср., что свидетельствует о хорошей ремонтопригодности экскаватора при среднем в выборке значении наработки на отказ. Экскаваторы ЭКГ-5А № 8 и № 1 при большом времени пла-новых и аварийных ремонтов (см. «Статистика аварийности») имеют, соответ-ственно, малые значения наработки на отказ. Это может быть связано с недос-
Тип экскаватора
Хоз. № tо № п.п. Тип
экскаватора Хоз. № tв.ср.
3 155,832 1 ЭШ-11/70 9 0,1226 ЭШ-11/70 12 90,338 2 7 0,154 ЭШ-13/50 1 66,089 3 13 0,212 ЭШ-6/45 4 64,746 4
ЭШ-10/70 14 0,2296
ЭШ-6/45 5 59,8 6 15 0,2731 17 30,844 7 16 0,3029 ЭШ-11/70 10 27,606 8 2 0,3423
ЭШ-6/45 3 23,699 9 ЭШ-11/70
3 0,3467 ЭШ-11/70 8 22,277 10 6 0,4479
6 20,476 11 ЭШ-6/45 1 0,488 ЭШ-6/45 1 16,063 12 17 0,4984 2 15,354 13 4 0,5997 9 13,735 14 10 0,7243 4 13,231 15
ЭШ-11/70
6 0,7374 ЭШ-11/70
16 10,424 16 ЭШ-6/45 3 0,7751 14 7,343 17 ЭШ-11/70 8 0,8945 11 7,31 18 ЭШ-13/50 1 0,9206 13 6,434 19 4 2,1068 15 5,919 20
ЭШ-6/45 5 3,1445
ЭШ-10/70
7 4,145 21 ЭШ-11/70 12 3,723

52
таточно высоким качеством обслуживания экскаваторов, квалификации и опы-та работы обслуживающего персонала.
Экскаваторы, имеющие высокие значения комплексного показателя на-дежности, имеют высокие значения наработки на отказ.
В табл. 2.6–2.8 экскаваторы проранжированы по комплексному показате-лю надежности, а в табл. 2.9–2.11 – по наработке на отказ.
Полученные результаты по определению показателей надежности можно представить в виде формул – математических моделей надежности Мн экскава-торов, объединяющих значения абсолютных и комплексного показателей на-дежности каждого экскаватора (табл. 2.12). Относительные показатели надеж-ности мало информативны, они нужны для сравнения, определения положения данного экскаватора в ряду однотипных. Абсолютные значения единичных па-казателей надежности пригодны для практических целей – планирования тех-нического обслуживания и ремонта, разработки структур ремонтных циклов, расстановки материальных и людских ресурсов. В связи с этим математическая модель надежности экскаватора будет выглядеть следующим образом:
Кн = а Кг + b То + c Тпл.ср. + d Тв.ср.,
где а, b, с, d – численные значения показателей надежности Кг, То, Тпл.ср., Тв.ср., соответственно.
Таблица 2.12
Модели надежности экскаваторов Лучегорского разреза
№ п.п.
Тип экскаватора
Хоз. № Модели надежности
1 2 3 4 1 1 КН = 0,9705КГ + 22811То + 1139Тпл.ср. + 693Тв.ср. 2 3 КН = 0,9683КГ + 18682То + 271Тпл.ср. + 611Тв.ср. 3 4 КН = 0,9684КГ + 17517То + 230Тпл.ср. + 570Тв.ср. 4 5 КН = 0,95КГ + 15290То + 137,7Тпл.ср. + 804Тв.ср. 5
ЭШ-6/45
6 КН = 0,9786КГ + 24595То + 171Тпл.ср. + 538Тв.ср. 6 ЭШ-13/50 1 КН = 0,9863КГ + 40129То + 162,5Тпл.ср. + 559Тв.ср. 7 7 КН = 0,9642КГ + 14883То + 96,5Тпл.ср. + 553Тв.ср. 8 11 КН = 0,9685КГ + 20877То + 297Тпл.ср. + 678Тв.ср. 9 13 КН = 0,9681КГ + 16508То + 125Тпл.ср. + 544Тв.ср. 10 14 КН = 0,9697КГ + 16249То + 214Тпл.ср. + 508Тв.ср. 11
ЭШ-10/70
15 КН = 0,9559КГ + 12115То + 125Тпл.ср. + 559Тв.ср. 12 2 КН = 0,9781КГ + 20812То + 149Тпл.ср. + 464Тв.ср. 13 3 КН = 0,9782КГ + 195537То + 183Тпл.ср. + 435Тв.ср. 14 4 КН = 0,9566КГ + 14472То + 134Тпл.ср. + 656Тв.ср. 15
ЭШ-11/70
6 КН = 0,9887КГ + 48145То + 84Тпл.ср. + 550Тв.ср.

53
Окончание табл. 2.12
№ п.п.
Тип экскаватора
Хоз. № Модели надежности
1 2 3 4 16 8 КН = 0,9614КГ + 14047То + 101Тпл.ср. + 564Тв.ср. 17 9 КН = 0,9912КГ + 23981То + 105Тпл.ср. + 214Тв.ср. 18 10 КН = 0,9744КГ + 17303То + 226Тпл.ср. + 454Тв.ср. 19 12 КН = 0,9604КГ + 14850То + 100Тпл.ср. + 612Тв.ср. 20 16 КН = 0,9717КГ + 18582То + 148Тпл.ср. + 540Тв.ср. 21
17 КН = 0,9841КГ + 25499То + 65Тпл.ср. + 412Тв.ср. 22 2 КН = 0,9782КГ + 22313То + 145Тпл.ср. + 498Тв.ср. 23 3 КН = 0,9427КГ + 8995То + 150Тпл.ср. + 547Тв.ср. 24 5 КН = 0,9807КГ + 23107То + 107Тпл.ср. + 455Тв.ср. 25 6 КН = 0,9581КГ + 12318То + 237Тпл.ср. + 539Тв.ср. 26 7 КН = 0,9819КГ + 21708То + 89Тпл.ср. + 401Тв.ср. 27
ЭКГ-4У
15 КН = 0,914КГ + 6693То + 162Тпл.ср. + 630Тв.ср. 28 1 КН = 0,977КГ + 18060То + 174Тпл.ср. + 425Тв.ср. 29 2 КН = 0,9652КГ + 13904То + 121Тпл.ср. + 501Тв.ср. 30
ЭКГ-5У 20 КН = 0,9367КГ + 7274То + 251Тпл.ср. + 491Тв.ср.
31 1 КН = 0,9923КГ + 64158То + 266Тпл.ср. + 501Тв.ср. 32 2 КН = 0,9226КГ + 10941То + 531Тпл.ср. + 918Тв.ср. 33 3 КН = 0,991КГ + 80130То + 131Тпл.ср. + 725Тв.ср. 34 4 КН = 0,9894КГ + 33788То + 248Тпл.ср. + 363Тв.ср. 35
ЭКГ-5А
5 КН = 0,9383КГ + 13930То + 92Тпл.ср. + 916Тв.ср. 36 ЭКГ-5А 6 КН = 0,9791КГ + 23330То + 127Тпл.ср. + 497Тв.ср. 37 7 КН = 0,9824КГ + 25639То + 129Тпл.ср. + 460Тв.ср. 38 8 КН = 0,992КГ + 70212То + 510Тпл.ср. + 564Тв.ср. 39 ЭКГ-6,3 1 КН = 0,9789КГ + 20099То + 130Тпл.ср. + 434Тв.ср. 40 ЭКГ-8И 1 КН = 0,963КГ + 17450То + 276Тпл.ср. + 671Тв.ср. 41 9 КН = 0,981КГ + 20423То + 142Тпл.ср. + 394Тв.ср. 42 10 КН = 0,9372КГ + 7837То + 164Тпл.ср. + 525Тв.ср. 43 14 КН = 0,95КГ + 14865То + 140Тпл.ср. + 781Тв.ср. 44 ЭКГ-8У 11 КН = 0,931КГ + 8155То + 133Тпл.ср. + 604Тв.ср. 45 ЭКГ-10 16 КН = 0,9664КГ + 13388То + 98Тпл.ср. + 466Тв.ср. 46 19 КН = 0,9641КГ + 13363То + 121Тпл.ср. + 497Тв.ср. 47 ЭКГ-15 17 КН = 0,9502КГ + 10845То + 129Тпл.ср. + 568Тв.ср. 48 18 КН = 0,9473КГ + 8495То + 185Тпл.ср. + 473Тв.ср. 49 ЭР-1250 1 КН = 0,943КГ + 10664То + 173Тпл.ср. + 645Тв.ср. 50 2 КН = 0,9828КГ + 20460То + 73Тпл.ср. + 358Тв.ср. 51 3 КН = 0,9602КГ + 12802То + 120Тпл.ср. + 530Тв.ср. 52 4 КН = 0,956КГ + 11668То + 130Тпл.ср. + 540Тв.ср. 53 5 КН = 0,9832КГ + 24374То + 91Тпл.ср. + 415Тв.ср.

54
2.6. Распределение отказов по видам оборудования экскаваторного парка
Лучегорского разреза
В соответствии с информацией о видах и времени отказов оборудования, которая закладывалась в отчетах начальников смен (табл. 2.2), были системати-зированы виды отказов и построены эмпирические модели технического со-стояния экскаваторного парка Лучегорского разреза в виде диаграмм распреде-ления отказов различных узлов горного оборудования.
В качестве таких узлов для карьерных и шагающих экскаваторов приня-ты: канат, синхронный двигатель, главные привода, кабель, ковш, пневмообо-рудование, механическое оборудование; для роторных экскаваторов еще ро-торное колесо и конвейер.
Подобная классификация оборудования не является научно обоснован-ной, характеризует лишь место локализации отказов на экскаваторе, но, тем не менее, позволяет охарактеризовать общую картину технического состояния. В литературе встречаются подобного рода анализы технического состояния экс-каваторов по отдельным узлам [143].
Нами построены модели технического состояния всего экскаваторного парка Лучегорского разреза – шагающих 21, карьерных 27 и роторных экскава-торов 5, всего 53. Ниже (рис. 2.1–2.3) представлены обобщенные модели техни-ческого состояния шагающих, карьерных и роторных экскаваторов, которые были получены усреднением суммарного времени отказов узлов экскаваторов. В диаграммах учтены простои экскаваторов, вызванные остановками горнотех-нической инспекции (ГТИ).
Как видно из рис. 2.1–2.3, основная доля отказов как шагающих, так и карьерных экскаваторов приходится на электрические машины с цепями управ-ления: у шагающих это 34 %, а у карьерных 54 %. Что касается механического оборудования, то здесь примерное равенство: у шагающих вместе со стрелой 18 %, а у карьерных 22 %. Естественно, что у шагающих экскаваторов большую долю простоев составляет отсутствие или замена тяговых или подъемных кана-тов – 22 %, в то время как у карьерных всего 13 %.
Для роторных экскаваторов картина несколько иная. Поскольку в качест-ве приводов на роторных экскаваторах используются в основном асинхронные двигатели – более надежные, чем электрические машины постоянного тока, то и доля простоев по причине их отказов существенно меньше, чем у шагающих и карьерных – 23 %, но все равно она довольно весома и требует пристального внимания. Две трети простоев приходится на отказы механического оборудова-ния (69 %), куда входят металлоконструкции, роторное колесо, поворотные и ходовые механизмы.

55
22%
12%
11%11%4%
16%
3%2%
9%9% 1%
канат синхр.дв. гл.приводацепи упр. кабель ковшкомпрессор в.в.оборудов. мех.оборуд.стрела гти
Рис. 2.1. Обобщенная диаграмма технического состояния шагающих экскаваторов
13%
5%
35%14%
3%
4%
1%
2%
22%1%
канат синхр.дв. гл.приводацепи упр. кабель ковшкомпрессор в.в.оборуд. мех.оборуд.гти
Рис. 2.2. Обобщенная диаграмма технического состояния карьерных экскаваторов

56
По аналогии с табл. 2.12 составим таблицу моделей аварийности МА экс-каваторов Лучегорского разреза (табл. 2.13). С этой целью принимаем следую-щие сокращения узлов и механизмов:
Кан – канаты; СД – синхронный (сетевой) двигатель; ГП – главные привода; ЦУ – цепи управления; Каб – кабель; Ко – ковш; Пно – пневмооборудование; ВВ – высоковольтное оборудование; МО – механическое оборудование; РК – роторное колесо; Кон – конвейер; С – стрела; И – горнотехническая инспекция. В этом случае математическая модель аварийности экскаватора будет
иметь вид:
МА = а Кан + b СД + с ГП + d ЦУ + е Каб + f Ко + g Пно + h ВВ + k МО +
+ l РК + m Кон + n С + f И,
где латинские буквы перед сокращениями узлов и механизмов – доля отказов узла или механизма в общем потоке аварий на экскаваторе.
Таблица 2.13
Модели аварийности экскаваторов Лучегорского разреза
№ п.п.
Тип экскаватора
Хоз. № Модели аварийности
1 2 3 4 1 1 МА = 13Кан + 24СД + 2ГП + 5ЦУ + 20Каб + 9Ко + 7Пно + 20МО 2 3 МА = 41Кан + 12СД + 1ГП + 10ЦУ + 1Каб + 24Ко + 11С 3 4 МА = 30Кан + 3СД + 34ГП + 5ЦУ + 2Каб + 3Ко + 7Пно + 16МО 4 5 МА = 5Кан + 12СД + 3ГП + 11ЦУ + 2Ко + 1ВВ + 1МО + 64С + 1И 5
ЭШ-6/45
6 МА = 30Кан + 2СД + 1ГП + 12ЦУ + 11Каб + 30Ко + 10Пно + 4МО 6 ЭШ-13/50 1 МА = 30Кан + 2СД + 1ГП + 12ЦУ + 11Каб + 30Ко + 10Пно + 4МО 7 7 МА = 41Кан + 2СД + 12ГП + 11ЦУ + 14Ко + 9Пно + 2МО + 9С 8 11 МА = 3Кан + 2СД + 10ГП + 5ЦУ + 8Каб + 33Ко + 6Пно + 7ВВ +
3МО + 8С + 15И 9 13 МА = 14Кан + 5СД + 7ГП + 5ЦУ + 11Каб + 31Ко + 4Пно + 3ВВ +
20МО 10 14 МА = 22Кан + 15СД + 7ГП + 11ЦУ + 8Каб + 18Ко + 1Пно + 9ВВ +
9МО 11
ЭШ-10/70
15 МА = 38Кан + 1СД + 22ГП + 4ЦУ + 4Ко + 1Пно + 8ВВ + 21МО + 1С

57
Продолжение табл. 2.13
№ п.п.
Тип экскаватора
Хоз. № Модели аварийности
1 2 3 4 12 2 МА = 18Кан + 11СД + 31ГП + 6ЦУ + 10Ко + 3Пно + 1ВВ + 20МО 13 3 МА = 18Кан + 34СД + 3ЦУ + 1Каб + 25Ко + 12Пно + 7МО 14 4 МА = 19Кан + 27СД + 6ГП + 6ЦУ + 3Каб + 30Ко + 9МО 15 6 МА = 37Кан + 20ГП + 27ЦУ + 5Ко + 6ВВ + 5И 16 8 МА = 28Кан + 2СД + 17ГП + 30ЦУ + 3Каб + 16Ко + 2ВВ + 2МО 17 9 МА = 44Кан + 10ЦУ + 39Ко + 7ВВ 18 10 МА = 18Кан + 25СД + 1ГП + 17ЦУ + 8Ко + 10Пно + 3ВВ + 1МО +
17С 19 12 МА = 9Кан + 30СД + 18ГП + 18ЦУ + 1ВВ + 24МО 20 16 МА = 35Кан + 1СД + 6ГП + 5ЦУ + 11Каб + 10Ко + 5Пно + 2ВВ +
5МО + 20С 21
ЭШ-11/70
17 МА = 17Кан + 32СД + 16ГП + 12ЦУ + 5Каб + 9Ко + 9МО 22 2 МА = 19Кан + 5СД + 37ГП + 21ЦУ + 2Ко + 1ВВ + 15МО 23 3 МА = 17Кан + 3СД + 20ГП + 13ЦУ + 3Ко + 3Пно + 2ВВ + 39МО 24 5 МА = 40Кан + 8СД + 10ГП + 31ЦУ + 3Каб + 5Ко + 1ВВ + 2МО 25 6 МА = 8Кан + 17СД + 58ГП + 7ЦУ + 5Ко + 1Пно + 4МО 26 7 МА = 22Кан + 1СД + 41ГП + 14ЦУ + 7Ко + 3ВВ + 12МО 27
ЭКГ-4У
15 МА = 3Кан + 8СД + 49ГП + 5ЦУ + 11Ко + 1Пно + 5ВВ + 18МО 28 1 МА = 46Кан + 13ГП + 26ЦУ + 1Ко + 1ВВ + 13МО 29 2 МА = 10Кан + 32СД + 27ГП + 17ЦУ + 2Каб + 1Ко + 7МО + 4И 30
ЭКГ-5У 20 МА = 17Кан + 1СД + 68ГП + 4ЦУ + 2Каб + 1Ко + 3Пно + 4МО
31 ЭКГ-5А 1 МА = 28СД + 11ГП + 30ЦУ + 4Ко + 27ВВ 32 2 МА = 2Кан + 1СД + 51ГП + 3ЦУ + 21Каб + 2Пно + 2ВВ + 18МО 33 3 МА = 3Кан + 70ГП + 7ЦУ + 5ВВ + 15МО 34 4 МА = 5Кан + 15СД + 42ГП + 11ЦУ + 4Ко + 4ВВ + 19МО 35 5 МА = 69ГП + 2ЦУ + 1Каб + 1Ко + 27МО 36 ЭКГ-5А 6 МА = 2Кан + 39ГП + 37ЦУ + 1Каб + 2Пно + 4ВВ + 15МО 37 7 МА = 6Кан + 2ГП + 23ЦУ + 4Каб + 15Ко + 38МО + 12И 38 8 МА = 44СД + 13ГП + 32ЦУ + 7ВВ + 4МО 39 ЭКГ-6,3 1 МА = 47Кан + 2СД +9ГП +15ЦУ +7Каб +4Ко +4Пно +3ВВ + 9МО 40 ЭКГ-8И 1 МА = 24Кан +1СД +40ГП +12ЦУ +1Каб +10Ко +3Пно +1ВВ + 8МО 41 9 МА = 19Кан +47ГП +17ЦУ +1Каб + 2Ко + 3Пно + 4ВВ + 4МО + 3И 42 10 МА = 13Кан +10СД +35ГП +14ЦУ +2Ко +3Пно +4ВВ +4 МО +8И 43 14 МА = 16Кан + 1СД + 5ГП + 16ЦУ + 1Каб + 7Ко + 5ВВ + 44МО 44 ЭКГ-8У 11 МА = 6Кан + 1СД + 14ГП + 10ЦУ + 1Каб + 2Ко + 1Пно + 1ВВ +
63МО + 1И 45 ЭКГ-10 16 МА = 12Кан + 54ГП + 14ЦУ + 4Каб + 3Ко + 13 МО 46 19 МА = 11Кан + 10СД +18 ГП + 36ЦУ + 1Каб + 5Ко + 1ВВ +18 МО 47 ЭКГ-15 17 МА = 19Кан + 1СД + 11ГП + 12ЦУ + 1Каб + 1Ко + 2Пно + 1ВВ +
51МО + 1И 48 18 МА = 14Кан + 30ГП + 21 ЦУ + 3Каб + 4Ко + 1Пно + 2ВВ + 25 МО 49 ЭР-1250 1 МА = 5ГП + 11ЦУ + 2 Пно + 62 МО + 18РК + 2 Кон

58
Окончание табл. 2.13
№ п.п.
Тип экскаватора
Хоз. № Модели аварийности
1 2 3 4 50 2 МА = 34ГП + 19ЦУ + 2Каб + 2Пно + 15МО + 20РК + 8Кон 51 3 МА = 4ГП + 7ЦУ + 7Пно + 29МО + 36РК + 17Кон 52 4 МА = 12ГП + 13ЦУ + 2Каб + 59МО + 14РК 53 5 МА = 12ГП + 13ЦУ + 15 МО + 59РК + 2Кон
Формулы обобщенных моделей аварийности шагающих, карьерных и ро-торных экскаваторов в соответствии с рис. 2.1–2.3, имеют вид:
МАШАГ = 22Кан + 12СД + 11ГП + 11ЦУ + 4Каб + 6Ко + 3Пно + 2ВВ + 9МО + 9С + 1И; МАКАР = 13Кан + 5СД + 35ГП + 14ЦУ + 3Каб + 4Ко + 1Пно + 2ВВ + 22МО + 1И;
МАРОТ = 11ГП + 12ЦУ + 1Каб + 2Пно + 45МО + 24РК + 5Кон.
Как видно из табл. 2.13, все модели технического состояния 53 экскавато-ров существенно отличаются друг от друга. Чем это обусловлено? Условия экс-плуатации и методы технического обслуживания для всех 53 экскаваторов яв-ляются практически одинаковыми, отличаются только бригады, их эксплуати-рующие (опыт и квалификация обслуживающего персонала). Можно также предположить, что каждая единица горного оборудования кроме технических параметров имеет и свой характер, что является проявлением закона самоорга-низации технических систем, открытого институтом «Механобр» 90-х гг. XX в.
Опыт эксплуатации горной техники свидетельствует о том, что машины одного типоразмера, произведенные одним и тем же изготовителем, имеют весьма большой разброс по эксплуатационному ресурсу [153]. Исследования показывают, что у машин с низким ресурсом часто отдельные элементы и дета-ли не вызывают никаких сомнений относительно качества их изготовления. Причина низкой долговечности в этом случае может быть связана не только с условиями эксплуатации – по этому вопросу написано немало трудов – [1, 87, 92, 93, 95, 96, 97, 99, 105, 107, 117, 123], но и с погрешностями сборки и качест-вом эксплуатации [153]. Важную роль в сложившейся ситуации играет челове-ческий фактор, который проявляется на всех стадиях жизненного цикла как горной техники, так и предприятия в целом: при конструировании (проектиро-вании), изготовлении, эксплуатации, техническом обслуживании, ремонтах и т.д. [72, 75, 108]. Имеются мнения, что помимо технического аспекта техниче-ское состояние и, соответственно, ресурс работы оборудования необходимо рассматривать и как экономическую категорию, характеризующую время, в те-чение которого амортизируется стоимость оборудования [4]. По определению академика В.А. Трапезникова, горнодобывающие предприятия и по основным характеристикам, структуре и особенностям относятся к большим техническим системам [163]. К ним относятся цеха, заводы, энергосистемы и т.д., а также можно отнести горные комплексы (к таковым относятся карьерные экскавато-

59
ры). Особенностью таких систем является участие в них человека в двух каче-ствах: объекта управления и управляющего системы. Наконец, такие системы состоят из большого числа элементов и характеризуются большой длительно-стью переходных процессов, которые могут достигать иногда нескольких лет.
Различные горно-геологические условия эксплуатации вызывают разли-чия в технико-экономических показателях. Однако если в среднем отличия в условиях составляют 4-5 раз, то по эффективности работы предприятия разли-чаются более существенно [173]. Эффективность использования капитала раз-личается в десятки раз. Потенциал производственной системы находится в прямой зависимости от состояния технологической и организационной подсис-тем, которые подразделяются на четыре уровня: эталонная, стандартная, разба-лансированная и рассогласованная, а также от типов их взаимодействий: ката-строфного, конфликтного, компромиссного и комплементарного. Таким обра-зом, техническое состояние и эффективность использования горного оборудо-вания во многом определяются видом и типом взаимодействия технологиче-ской и организационной подсистем горного предприятия.
Из всего сказанного выше следует сделать вывод о том, что на уровень технического состояния оборудования влияет большое число факторов: органи-зационных, природных, технологических, экономических, человеческих и т.д., в связи с чем требуется индивидуальный подход к организации их техническо-го обслуживания.
Нами была сделана попытка выявить связь между показателями надежно-сти экскаваторов (табл. 2.4) и уровнем квалификации обслуживающего персо-нала. С этой целью на одном из участков (участок № 1) Лучегорского угольного разреза были проанализированы образование и стаж работы обслуживающего персонала конкретных экскаваторов, по которым определены показатели на-дежности. Для формализации качественных показателей уровню образования и стажу работы машинистов и помощников машинистов были присвоены весо-вые коэффициенты, которые перемножались на количество работников и затем суммировались, таким образом, получался формализованный показатель для бригады данного экскаватора. Например, экскаватор ЭКГ-5У № 1 обслуживает бригада из 5 машинистов и 4 помощников машиниста. Семь человек из них имеют образование ПТУ и СПТУ (весовой коэффициент 0,8), а двое – среднее специальное (весовой коэффициент 0,9), таким образом, показатель «образо-ванности» составляет 7 х 0,8 + 2 х 0,9 = 7,4; показатель «опытности» определя-ется: 2 х 0,8 + 4 х 0,9 + 3 х 1 = 8,2. Суммарный формализованный показатель составляет 7,4 + 8,2 = 15,6.
Как видно из табл. 2.14, все семь бригад (каждая из девяти человек) име-ют практические одинаковые формализованные показатели, наименьший пока-затель бригады ЭШ-6/45 № 4 отличается от среднего на 13,5 %, остальные – не более чем на 2,7 %. Максимальное отклонение комплексного показателя Кг от среднего значения для этой группы экскаваторов составляет 2,36 %. Для на-глядности представим значения табл. 2.14 в виде диаграммы (рис. 2.4).

60
Таблица 2.14
Уровень квалификации обслуживающего персонала
Обслуживающий персонал Плановый ремонт
Аварий-ный
ремонт
Относительные еди-ничные показатели
Обрзо-вание/ вес.коэф
Стаж работы, лет/весовой коэфф.
Тип экскаватора
Срок служ
бы на
01.0
1.02
Наработка
на
01.0
1.02
, тыс.м3
Средняя
наработка
за год
Г, тыс.м3
Сум
марная
продол-
жительность
Тпл
, мин
.
Количество ремо
нтов
,nпл
Сум
марная
продол-
жительность
,Тав
, мин
.
Количество
ремо
нтов
, nав
tпл.ср tо tв.ср.
Ком
плексный показатель
Кг
Маш. пом. маш.
ПТУ
, СПТУ
/0,8
Среднее
спец.
/0,9
1-3
0,6
3-5 0,7
5-10
/0,8
10-1
5/0,
9
Свы
ше
15/1
,0
Формализованный показатель
Фпк
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 ЭКГ- 5у № 1
1992 10 12472 854 126060 109 22526 53 0,2037 21,141 0,4975 0,977 5/4 7 2 2 4 3 15,6
ЭКГ- 4у № 2
1982 20 22754 1558 212585 182 19432 39 0,0930 14,317 0,3195 0,9782 5/4 8 1 2 2 5 15,7
ЭКГ- 4у № 5
1987 15 17968 1231 69160 69 20007 44 0,0869 18,776 0,3697 0,9807 5/4 8 1 2 1 1 5 15,2
ЭКГ- 4у № 6
1988 14 14542 996 83130 83 43705 81 0,2379 12,367 0,5411 0,9581 5/4 9 0 5 4 15,2
ЭКГ- 4у № 7
1989 13 14465 991 85905 76 18460 46 0,0898 21,911 0,4047 0,9819 5/4 7 2 3 1 5 15,7
ЭКГ- 15№ 18
1993 9 9045 620 136030 132 52531 111 0,2986 13,712 0,7635 0,9473 5/4 8 1 5 1 3 15,2
ЭШ- 6/45№ 4
1990 12 3950 1420 103245 96 31935 56 0,2986 13,712 0,7635 0,9684 5/4 8 1 1 1 6 1 14,4

61
Рис. 2.4. Зависимости формализованных показателей
от показателей надежности экскаваторов
Из диаграммы видно, что только между комплексным показателем на-дежности экскаватора Кг и формализованным Фпк существует корреляционная зависимость и может быть выражена в виде аналитической функции вида
Кг = b0 + b1Фпк,
где b0 и b1 – коэффициенты линейного приближения. Эти коэффициенты по ме-тоду наименьших квадратов вычисляются по формулам:
∑∑
∑∑∑
==
===
−⎟⎠
⎞⎜⎝
⎛
−=
N
ii
N
ii
N
iii
N
ii
N
ii
xNx
yxNyxb
1
22
1
1111 ;
⎟⎠
⎞⎜⎝
⎛−= ∑∑
==
N
ii
N
ii xby
Nb
11
10
1. (2.12)
Подставляя данные табл. 2.14 в формулы (2.12), получим значения b1 = 0,112; b0 = 8,0 . Следовательно, искомая зависимость имеет вид:
Кг = 8,0 + 0,112Фпк. (2.13)
Максимальная относительная погрешность вычислений по (2.13) состав-ляет 0,73 %.

62
ВЫВОДЫ
1. Для оценки уровня технического состояния предложена методика оп-ределения качества экскаваторов. Выбраны единичные показатели качества на основании имеющейся информации по суточным отчетам начальников смен Лучегорского разреза за 758 суток:
• из показателей ремонтопригодности – среднюю оперативную продол-жительность плановых ремонтов Тпл.ср. и среднее время восстановления Тв.ср.;
• из показателей безотказности – наработку на отказ То; • из комплексных показателей – коэффициент готовности Кг. 2. На основании статистической обработки имеющейся информации по-
лучены абсолютные значения за рассматриваемый период: • средней продолжительности и количества простоев по причинам ава-
рийного и планового отсутствия электроэнергии (Тэ.ав, nэ.ав, Тэ.пл, nэ.пл.); • средней продолжительности и количества плановых ремонтов (Тпл., nпл.,); • средней продолжительности и количества аварийных ремонтов (Тав, nав). 3. Для расчета численных значений (абсолютных и относительных) еди-
ничных показателей качества выбран главный параметр экскаваторов – факти-ческое среднее значение годового объема выполненных работ и произведен расчет главного параметра для всех экскаваторов по данным службы главного механика и из паспортов экскаваторов.
4. Произведено ранжирование экскаваторов по величине комплексного показателя – коэффициента готовности и единичного показателя наработки на отказ. Дана интерпретация полученных результатов. Получены математические модели надежности экскаваторов Лучегорского разреза.
5. Для каждого экскаватора построены диаграммы аварийности (модели технического состояния) основных узлов и механизмов, получены обобщенные диаграммы экскаваторов шагающих, карьерных и роторных, дающие возмож-ность в рамках предприятия планировать первоочередные мероприятия и необ-ходимый ремонтный фонд узлов и механизмов в соответствии с их вкладом в обеспечение надежности экскаваторов. Все модели технического состояния от-личаются друг от друга, следовательно, каждый экскаватор требует индивиду-ального подхода в организации и проведении технического обслуживания и ремонта. Получены математические модели аварийности экскаваторов Луче-горского разреза.
6. Предложен способ формализации качественных показателей и опреде-ления величины коэффициента, определяющего уровень квалификации обслу-живающего персонала экскаваторов. Выявлена аналитическая зависимость ме-жду комплексным показателем надежности экскаватора – коэффициентом го-товности и уровнем квалификации бригады.

63
Г л а в а 3
ОПРЕДЕЛЕНИЕ ОПТИМАЛЬНОЙ СТРУКТУРЫ РЕМОНТНОГО ЦИКЛА ПО ФАКТИЧЕСКОМУ СОСТОЯНИЮ
ЭКСКАВАТОРНОГО ПАРКА
3.1. Методика определения оптимальной структуры ремонтного цикла методом комбинаторного анализа
Одним из методов установления оптимальной структуры ремонтного
цикла является комбинаторный анализ [19, 77, 96]. Любой плановый ремонт экскаватора включает несколько регламентиро-
ванных форм, каждая из которых выполняется с собственной периодичностью. При этом минимальные убытки от простоев экскаватора будут в том случае, ес-ли периодичность каждой последующей формы является наименьшим общим кратным всех предыдущих форм, т.е. выполняется условие
,,...,1...11
1213
212
11 n
n
tqqq
tqq
tq
t−
==== (3.1)
где q1,…, qn-1 – коэффициенты периодичности; n – число коэффициентов нату-рального ряда.
Принимаемые допущения 1. Периодичность капитального ремонта совпадает с техническим ресур-
сом основных базовых деталей и сборочных единиц, т.е. справедливо равенство tк = tб, (tк – периодичность капитального ремонта экскаватора; tб – технический ресурс базовых деталей).
2. Минимальная возможная периодичность планового ремонта должна быть не больше времени наработки быстроизнашиваемой детали (комплекта деталей) экскаватора, т.е. ti ≤ tmin; где tmin – наработка на отказ быстроизнаши-ваемой детали.
3. В качестве tк принимаем нормативную наработку до капитального ре-монта [145, 146] в соответствии с табл. 3.1.
4. В качестве tmin принимаем фактические наработки на отказ То данного экскаватора в соответствии с табл. 2.4, полученные в результате эксперимен-тальных исследований экскаваторного парка Лучегорского угольного разреза.
Ниже дана методика определения оптимальной структуры ремонтного цикла. 1. Выполняем каноническое разложение частного наработки базовой де-
тали к наработке быстроизнашиваемой:
,,...,22
11
min
nn
б уууtt αααρ ==
(3.2)
где ρ – число структур ремонтного цикла; у1, у2, …, уn – основания каноническо-го разложения (ряд первых простых чисел); α1, α2,…, αn – показатели канониче-ского разложения (натуральные числа).

64
2. Рассчитываем число практически возможных структур ремонтного цикла (число возможных перестановок из n оснований канонического разложе-ния). Если среди n элементов канонического разложения имеется α1 элементов одного вида, α2 – другого и т.д., то число возможных перестановок с повторе-ниями определится по формуле:
,!,...,!!
)!(
21
1
n
n
ii
стрNααα
α∑==
(3.3)
а без повторений – по формуле
Nстр = n!. (3.4)
3. Определяем максимальное возможное число видов ремонта (с повторе-ниями):
,1∑=
=n
iiрN α
(3.5)
а без повторений:
Nр = n. (3.6)
4. Заносим основания канонического разложения в матрицу перестановок:
,
,...,,..............................
,...,,,,....,,,
1)1(
2322212
1312111
nnkkn
k
k
ууу
уууууууу
−
(3.7)
где k – число элементов в строке, равное числу видов ремонта, не считая первого; n – число строк матрицы, равное числу возможных структур ремонтного цикла.
5. Для каждой структуры ремонтного цикла определяем коэффициенты периодичности qi:
- для структуры №1 q2 = у11, q3 = q2* у21,…., qk = qk1-1*уk1; - для структуры №2 q2 = у12, q3 = q2*у22,…., qk = qk1-1*уk2; - для структуры №n q2 = уkn, q3 = q2*уkn,…., qk = qk1-1*у1n. (3.8) 6. Для каждой структуры ремонтного цикла определяем межремонтные
периоды Т1 – Т2 – Т3 – К:
Т1 = tmin, Т2 = tmin* q2, Т3 = tmin* q3, К = tmin* qk. (3.9)
7. Изображаем графически варианты структуры ремонтного цикла, опре-деляем число текущих ремонтов.
8. Для всех возможных структур ремонтного цикла определяем суммар-ную трудоемкость на техническое обслуживание и ремонт. За оптимальную принимаем структуру ремонта с наименьшими затратами.

65
3.2. Определение расчетной трудоемкости ремонта
Для определения расчетной трудоемкости по каждому виду ремонта най-дем теоретическую функцию трудоемкости в зависимости от наработки в часах. Для определения вида этой зависимости представим ее в виде графика (рис. 3.1). По виду графика на рис. 3.1 функциональная зависимость может быть представлена степенной функцией Y=b0Xb1, где Y – нормативная трудоем-кость, чел. час., X – наработка в часах до соответствующего вида ремонта. Ап-проксимация этих зависимостей для каждого типа экскаватора произведена по методу наименьших квадратов по формулам (3.10):
( )∑∑
∑ ∑ ∑
==
= = =
−⎟⎠
⎞⎜⎝
⎛
−=
N
ii
N
ii
N
i
N
i
N
iiiii
xNx
yxNyxb
1
22
1
1 1 11
lnln
lnlnlnln
,
⎥⎦
⎤⎢⎣
⎡⎟⎠
⎞⎜⎝
⎛−= ∑ ∑
= =
N
i
N
iii xby
Nb
1 110 ln1exp . (3.10)
Рис. 3.1. График зависимости нормативной трудоемкости ремонтов карьерных экскаваторов от их наработки

66
Необходимые данные для аппроксимации взяты из работы [146] – табли-цы нормативных сроков проведения текущих, средних и капитальных ремонтов для всех типов экскаваторов Лучегорского разреза, определены расчетом и представлены в табл. 3.1, 3.2. Вычисления по формулам (3.10) производились на программируемом калькуляторе МК-52, для чего была составлена програм-ма 3.1.
Программа 3.1
Расчет коэффициентов степенного приближения функции
ХП0 ХП7 0 ХП3 ХП4 ХП5 ХП6 ПХ7 ПХ0
1 С/П ХП1 Fln ХП8 ПХ3 ХП3 ПХ8
Fx2 ПХ4 ХП4 ПХ1 С/П ХП2 Fln ХП9 ПХ5
ХП5 ПХ8 ПХ9 ПХ6 ХП6 FL0 07
ПХ3 ПХ5 ПХ7 ПХ6 ПХ3 Fx2 ПХ7
ПХ4 ХПВ ПХ5 ПХ3 ПХВ
ПХ7 Feх ХПА С/П ПХВ С/П
Инструкция к программе:
N, с/п, х1, с/п, у1, с/п, …, хn, с/п, уn, с/п → b1, с/п → b0.
Теоретическую производительность экскаваторов определяем по формуле
цtKк
nKзVQ*
**3600*=Γ , (3.11)
где ΓQ – годовая производительность экскаватора, м3; V – емкость ковша, м3; Kз – коэффициент загрузки ковша, Kз = 0,8; n – число часов работы экскаватора в год без учета плановых ремонтов и технического обслуживания, (n = 22 ча-са*26 суток*11 месяцев = 6270 ч.); Кк – коэффициент, учитывающий крепость пород (для пород, крепостью до 1V категории Кк = 1,2); tц – рабочий цикл экс-каватора, с.
Для роторного экскаватора 33 .84,76270/1250 ммлнчасчмtQQ ГTГ =⋅=⋅= Часовая теоретическая производительность экскаватора:
6270/гQQч = , м3/ч.

67
Таблица 3.1
Нормативные параметры экскаваторов
Теоретическая наработка До капиталь-ного ремонта
До среднего ремонта
До текуще-го ремонта
№ п.п
Марка
экскаватора
Нормативный срок
служ
-бы
,Тн,лет
Рабочий цикл
экскаватора
, t ц,
с.
Годовая/часовая теоретиче-
ские
производительности,
Qг/Q
ч , млн
.м3 /м
3
Теоретическая наработка за
норм
ативны
й срок
службы
, Нсл
., мл
н.м3
Ннк, млн.м3
tнк, мин.
Ннс, млн.м3
tнс час.
Ннт, млн.м3
tнт
час.
1 2 3 4 5 6 7 8 9 10 11 12 1 ЭШ-
6/45
15 42 2,2
351
33 6,4 1529018 3,2 9117 1,1 3134
2 ЭШ-
13/50
18 45 4,3
686
77,4 18 2200186 9 13120 3 4373
3 ЭШ-
10/70
15 54 2,8
446
42 19 3566571 7,5 16816 2,5 5605
4 ЭШ-
11/70
15 53 3,1
494
46,5 17 2882322 8,5 17206 2,8 5668
5 ЭКГ-
4У
15 30 2,0
319
30 6,6 1734480 3,3 10345 1,1 3448
6 ЭКГ-
5У
15 30 2,5
398
37,5 8 1681920 4 10050 1,3 3266
8 ЭКГ-
5А
15 28 2,7
430
40,5 7,2 1401600 3,6 8372 1,2 2791
9 ЭКГ-
6,3У
15 35 2,7
430
40,5 9,6 1868800 4,8 11163 1,6 3721
10 ЭКГ-
8И
15 26 4,6
734
69 10,8 1234017 5,4 7357 1,8 2452
11 ЭКГ-
8У
15 35 3,4
542
51 12 1855058 6 11070 2 3690
12 ЭКГ-
10
15 26 5,8
925
87 14 1268689 7 7567 2,3 2486

68
Окончание табл. 3.1
1 2 3 4 5 6 7 8 9 10 11 12 13 ЭКГ-
15
18 28 8,1
1292
145,8 21 1362666 10,5 8127 3,5 2709
14 ЭР-
1250
15 7,84
1250
117,5 15 1005612 7,5 6000 2,5 2000
Нормативная наработка до капитального tнк, среднего tнс, текущего tнт ре-монтов:
tнк = (Ннк/Qг ) * 525600, мин.; tнс = Ннс/Qч, ч.; tнт = Ннт/ Qч, ч.
Таблица 3.2
Аппроксимация графиков трудоемкость = ƒ(наработки)
X Нормативная наработка, час. Значения
коэффициентов зависимости
Y=b0Xb1 № п.п.
Марка
экскаватора
Y Нормативная трудоемкость, чел.час. b0 b1
1 2 3 4 5 6 X 624 3134 9117 25484 1 ЭШ-6/45
Y 290 2000 2600 6640
1,94 0,8084
X 624 4373 13120 36700 2 ЭШ-13/50
Y 555 3900 5200 13000
5,167 0,7482
X 624 5605 16816 59443 3 ЭШ-10/70
Y 555 3900 5200 13000
8,138 0,677
X 624 5668 17206 48039 4 ЭШ-11/70
Y 555 3900 5200 13000
6,632 0,703
X 624 3448 10345 28908 5 ЭКГ-4У
Y 485 2400 3850 9600
4,086 0,7555
X 624 3266 10050 28032 6 ЭКГ-5У
Y 485 2400 3850 9600
4,036 0,7595

69
Окончание табл. 3.2
1 2 3 4 5 6 X 624 2791 8372 23360 7 ЭКГ-5А
Y 485 2400 3850 9600
3,284 0,796
X 624 3721 11163 31147 8 ЭКГ-6,3У
Y 485 2400 3850 9600
4,401 0,7419
X 624 2452 7357 20567 9 ЭКГ-8И
Y 485 2400 3850 9600
2,88 0,821
X 624 3690 11070 30917 10 ЭКГ-8У
Y 485 2400 3850 9600
4,37 0,743
X 624 2486 7567 21145 11 ЭКГ-10
Y 695 3500 5600 14000
4,207 0,8186
X 624 2709 8127 22711 12 ЭКГ-15
Y 695 3500 5600 14000
4,462 0,806
X 624 2000 6000 16760 13 ЭР-1250
Y 630 4100 8330 16030
1,842 0,956
3.3. Пример расчета оптимальной структуры ремонтного цикла с учетом фактического технического состояния экскаватора
Произведем расчет оптимальной структуры ремонтного цикла экскавато-
ра ЭШ-6/45 № 1. 1. По табл. 3.1 определяем tк = tб = 1529018 мин = 25484 ч. Для экскавато-
ра ЭШ-6/45 № 1 фактическая наработка на отказ по данным исследований со-ставляет Т0 = 22811 мин (табл. 2.4). Принимаем tmin = То = 22811 мин = 380 ч.
ρ = 25484/380 = 67.
Число 67 – простое (табл. 6 [162]), поэтому принимаем ρ = 66. Канониче-ское разложение числа 66 на ряд первых простых чисел составляет:
ρ = 66 = 2*3*11.
Все показатели канонического разложения равны 1 (αi = 1). 2. Рассчитываем число практически возможных структур ремонтного
цикла: Nстр = (3!)/(1! *1! *1!) = 6.
3. Определяем максимальное возможное число видов ремонта:
Nр = 1+1+1 = 3.

70
4. Заносим основания канонического разложения в матрицу перестановок:
2 3 11 2 11 3 3 2 11 3 11 2 11 2 3 11 3 2
5. Определяем коэффициенты периодичности:
структура №1 q2 = 2, q3 = 2*3 = 6, q4 = 6*11 = 66,
структура №2 q2 = 2, q3 = 2*11 = 22, q4 = 11*3 = 66,
структура №3 q2 = 3, q3 =3*2 = 6, q4 = 6*11 = 66,
структура №4 q2 = 3, q3 =3*11 = 33, q4 =33*2 = 66,
структура №5 q2 = 11, q3 = 11*2 = 22, q4 = 22*3 = 66,
структура №6 q2 = 11, q3 = 11*3 = 33, q4 = 33*2 = 66.
6. Определяем межремонтные периоды по (3.9) и заносим в табл.3.3.
Таблица 3.3
Структуры ремонтного цикла экскаватора ЭШ-6/45 № 1
Коэффициенты периодичности Номер структуры ремонтного
цикла q2 q3 q4
Межремонтные периоды Т1 – Т2 – Т3 – К, час.
1 2 3 4 5 1 2 6 66 380 – 760 – 2280 - 25080
2 2 22 66 380 - 760 - 8360 - 25080
3 3 6 66 380 – 1140 – 2280 - 25080
4 3 33 66 380 – 1140 – 12540 - 25080
5 11 22 66 380 – 4180 – 8360 - 25080
6 11 33 66 380 – 4180 – 12540 – 25080
7. Создаем графическое изображение вариантов структур ремонтного цикла.

71
Таблица 3.4
Возможные структуры ремонтных циклов ЭШ-6/45 № 1
Число текущих ремонтов
Т1 Т2 Т3
33
22
10
33
30
2
44
11
10
44
20
1
№1
380 760 1140 1520 1900 2280 --------------
24700 25080
Т1 Т2 Т3 К
№2
380 760 1140 1520 ---------------
7980 8360 --------------
--------------
25080
Т1 Т2 Т3 К
№3
380 760 1140 1520 1900 2280 --------------
24700 25080
Т1 Т2 Т3 К
№4
380 760 1140 1520 1900 2280 ---------------
125540 --------------
25080
Т1 Т2 Т3 К

72
Окончание табл. 3.4
Число текущих ремонтов
Т1 Т2 Т3
60
3
2
60
4
1
8. Определяем структуру ремонтного цикла, обеспечивающую наимень-шую трудоемкость.
Для удобства дальнейшего анализа данные табл. 3.3. и 3.4 заносим в табл. 3.5.
Таблица 3.5
Структуры ремонтного цикла
Коэфф
ициенты
периодичности
Межремонтные периоды
Число текущих ремонтов
Ном
ер структуры
ремо
нтного
цикла
q2 q3 q4 Т1 Т2 Т3 К Т1 Т2 Т3
1 2 6 66 380 760 2280 25080 33 22 10
2 2 22 66 380 760 8360 25080 33 30 2
№6
380 760 1140 -------------
4180 -------------
12540 ---------------
25080
Т1 Т2 Т3 К
№5
380 760 1140 1520 --------------
4180 --------------
8360 --------------
25080
Т1 Т2 Т3 К

73
Окончание табл. 3.5
Структуры ремонтного цикла
Коэфф
ициенты
периодичности
Межремонтные периоды
Число текущих ремонтов
Ном
ер структуры
ремо
нтного
цикла
q2 q3 q4 Т1 Т2 Т3 К Т1 Т2 Т3 3 3 6 66 380 1140 2280 25080 44 11 10
4 3 33 66 380 1140 12540 25080 44 20 1
5 11 22 66 380 4180 8360 25080 60 3 2
6 11 33 66 380 4180 12540 25080 60 4 1
Заносим в табл. 3.6 значения расчетной трудоемкости, рассчитанные по формуле Y = 1,94 X0,8084 (табл. 3.2), где Х – значения Т1, Т2, Т3 из табл. 3.5 для каждой структуры ремонтного цикла. Затем определяем суммарную трудоем-кость Y∑ по каждой структуре, например, по структуре № 1:
YТ1= 1,94 · 3800,8084 = 236;
YТ2 = 1,94 · 7600,8084 = 414;
YТ3 = 1,94 · 22800,8084 = 1005;
Y∑ = 236*33+414*22+1005*10 = 26946.
Наименьшая трудоемкость получается по структуре № 6 (рис. 3.2), кото-рая и является оптимальной по критерию минимума трудозатрат на организа-цию и проведение ремонтов экскаватора ЭШ-6/45 № 1.
Получается, что данный экскаватор необходимо подвергать текущему ремонту по регламенту Т1 два раза в месяц (30 · 24 / 380 = 1,9 ≈ 2), всего до ка-питального ремонта должно быть 60 таких ремонтов, по регламенту Т2 – через каждые 174 дня, или 2 раза в году, а до капитального ремонта их должно быть 4, средний ремонт – регламент Т3 – должен производиться один раз до капи-тального через 522 суток, или 1,4 года.
Формула оптимальной структуры ремонтного цикла ЭШ-6/45 № 1:
60Т1+4Т2+1Т3+К.
Аналогично производим расчет оптимальных структур ремонтного цикла по каждому экскаватору. Формулы оптимальных структур ремонтных циклов, рассчитанные по данной методике для всего экскаваторного парка Лучегорско-го угольного разреза, приведены в табл. 3.7.

74
Таблица 3.6
Определение наименьшей трудоемкости ремонтного цикла
Нормативная трудоемкость,
чел. ч.
Расчетная трудоемкость,
чел. ч.
Ном
ер структуры
ремо
нтного
цикла
К С Т МО Т3 Т2 Т1
Суммарная трудоемкость структуры, чел. ч.
1 2 3 4 5 6 7 8 9 1 6640 2600 2000 290 1005 414 236 26946
2 6640 2600 2000 290 2874 414 236 25956
3 6640 2600 2000 290 1005 574 236 26748
4 6640 2600 2000 290 3989 574 236 25853
5 6640 2600 2000 290 2874 1641 236 24831
6 6640 2600 2000 290 3989 1641 236 24713
№6
380 760 1140 ------ 4180 ------ 12540 ------ 25080
Т1 Т2 Т3 К
Рис. 3.2. Оптимальная структура ремонтного цикла
экскаватора ЭШ-6/45 № 1

75
380 760 1140 ------ 4180 ------ 12540 ------ 25080
311 622 933 ------ 12751 ------ 25191 25502
292 584 876 ------ 8468 ------ 16644 16936
255 510 765 1020 1275 1530 ------ 2550 ------ 5100 ------ 25500
410 820 1230 1640 ------ 12710 ------ 25010 25420
689 1378 2067 ------ 6890 7579 ------ 37206 37895
248 496 744 992 1240 ------ 2480 ------ 59520
350 700 1050 1400 ------ 6650 ------- 19950 ------ 59860
Таблица 3.7
Оптимальные структуры ремонтных циклов экскаваторов
№ п.п.
Тип экс-каватора
Хоз. № Диаграммы и структурные формулы ремонтных циклов
1 2 3 4 1 1
60Т1+4Т2+1Т3+К 2 3
80Т1+1Т2+К 3 4
56Т1+1Т2К 4 5
80Т1+10Т2+5Т3+4Т4+К 5
ЭШ-6/45
6
60Т1+1Т2+К 6
ЭШ-13/50
1
50Т1+4Т2+К 7 7
192Т1+24Т2+23Т3+К 8
ЭШ-10/70 11
162Т1+6Т2+2Т3+К

76
275 550 825 ------ 11825 ------ ------ 58850 59125
271 542 813 1084 ------ 19783 ------ 59078 59349
202 404 ------ 1414 ------ 4242 ------ 29694 ------ 59186 59388
347
694
1041
1388
1735
------
7981
------
2394
3---
---47
886
3259 6518 9777 13036 16295 ------ ------ 45626 48885
241
482
723
------
1205
------
6025
------
1205
0---
---
2410
0---
---
4820
0
802
1604
------
4010
------
1203
0---
---24
060
------
4812
0
235 470 705 940 ------ 9635 ------ 47940 48175
Продолжение табл. 3.7
1 2 3 4 9 13
210Т1+4Т2+К 10 14
216Т1+2Т2+К 11
ЭШ-10/70
15
252Т1+28Т2+12Т3+1Т4+К 12 2
132Т1+4Т2+1Т3+К 13 3
12Т1+2Т2+К 14 4
160Т1+32Т2+4Т3+2Т4+1Т5+К 15 6
48Т1+8Т2+2Т3+1Т4+К 16
ЭШ-11/70
8
200Т1+4Т2+К

77
400
800
1200
------
2000
------
4000
------
8000
------
1600
0---
---
4800
0
288
576
864
------
2016
------
6048
------
1209
6---
---
2419
2---
---
4838
4
248 496 744 992 ------ 24056 ------ 47864 48112
310 620 930 1240 ------ 9610 ------ 47740 48050
425 850 1275 ------ 8075 ------ 23800 24225 ------ 48025 48450
372 744 1116 ------ 4836 ------ 9300 9672 ------ 28644 29016
150 300 450 600 ------ 14550 ------ 28950 29100
385 770 1155 ------ 1925 ------ 9240 9625 ------ 28490 28875
Продолжение табл. 3.7
1 2 3 4 17 9
96Т1+12Т2+6Т3+3Т4+2Т5+К 18 10
144Т1+16Т2+4Т3+2Т4+1Т5+К 19 12
192Т1+1Т2+К 20 16
150Т1+4Т2+К 21
ЭШ-11/70
17
108Т1+4Т2+1Т3+К 22 2
72Т1+3Т2+2Т3+К 23 3
192Т1+1Т2+К 24
ЭКГ-4У
5
60Т1+12Т2+2Т3+К

78
205 410 615 820 ------ 9635 ------ 28700 28905
362
724
1086
------
1810
------
3620
------
7240
------
1448
0---
---
1448
0
112 224 336 448 ------ 4144 ------ 28896 29008
301 602 903 1204 ------ 9331 ------ 27692 27993
232 464 696 928 ------ 2552 ------ 27840 28072
121 242 363 ------ 1331 ------ 9195 9317 ------ 27830 27951
1072 2144 3216 4288 ------ 11792 ------ 22512 23584
Начало
182
364
546
728
910
1092
1274
1456
1638
1820
2002
2184
2366
2548
2730
2912
Продолжение
3094
3276
3458
3640
3822
4004
4186
4368
4550
4732
4914
5096
5278
5460
5642
5824
Окончание
6006
6370
6734
7098
7462
------
11466
------
23114
Продолжение табл. 3.7
1 2 3 4
25 6
138Т1+2Т2+К 26 7
64Т1+8Т2+4Т3+2Т4+1Т5+К 27
ЭКГ-4У
15
252Т1+6Т2+К 28 1
90Т1+2Т2+К 29 2
110Т1+10Т2+К 30
ЭКГ-5У
20
210Т1+18Т2+2Т3+К 31 1
20Т1+1Т2+К 32
ЭКГ-5А ЭКГ-5А
2
64Т1+32Т2+16Т3+8Т4+4Т5+2Т6+1Т7+К

79
1335 2670 4005 ------ 10680 12015 ------ 22695 24030
563 1126 1689 ------ 3941 ------ 11260 11823 ------ 23646
232
464
------
1160
------
5800
------
1160
0------
2320
0
389
778
------
1945
------
5835
------
1167
0---
---
2334
0
427 854 1281 1708 ------ 4697 ------ 23058 23485
1170 2340 3510 4680 5850 ------ 10530 11700 ------ 23400
335 670 1005 1340 ------ 10385 ------ 30820 31155
299 598 897 1196 ------ 2093 ------- 10465 ------ 20930
Продолжение табл. 3.7
1 2 3 4
33 3
12Т1+4Т2+1Т3+К 34 4
36Т1+4Т2+1Т3+К 35
5
80Т1+16Т2+2Т3+1Т4+К 36 6
48Т1+8Т2+2Т3+1Т4+К 37 7
50Т1+4Т2+К 38
ЭКГ-5А
8
16Т1+2Т2+1Т3+К 39 ЭКГ-6,3 1
90Т1+2Т2+К 40
ЭКГ-8И
1
60Т1+8Т2+1Т3+К

80
340
680
------
1700
------
5100
------
1020
0---
---
2040
0
131 262 393 524 ------ 10349 ------ 20567 20698
248
496
------
1736
------
5208
------
1041
6---
---
2083
2
136
272
------
2584
------
7752
------
1550
4---
---
3100
8
223 446 669 892 ------ 4237 ------ 20962 21185
223 446 669 892 ------ 4237 ------ 20962 21185
181
362
------
1267
------
3801
------
1140
3---
---
2280
6
142
284
------ 71
0---
---14
20---
---28
40---
---56
80---
---
1136
0---
---
2272
0
Продолжение табл. 3.7
1 2 3 4 41 9
48Т1+8Т2+2Т3+1Т4+К 42 10
156Т1+1Т2+К 43
ЭКГ-8И
14
72Т1+8Т2+2Т3+1Т4+К 44 ЭКГ-8У 11
216Т1+8Т2+2Т3+1Т4+К 45 16
90Т1+4Т2+К 46
ЭКГ-10
19
90Т1+4Т2+К 47 17
108Т1+12Т2+4Т3+1Т4+К 48
ЭКГ-15
18
128Т1+16Т2+8Т3+4Т4+2Т2+1Т1+К

81
178 356 534 712 ------ 8366 ------ 16554 16732
341
682
1023
------
2387
2728
------
1636
816
709
213
426
639
852
------
2130
------
4260
------
8520
------
17040
194
388
582
776
------
8342
------
16490
16684
406
812
------
2030
2436
------
3654
4060
------
8120
------
16240
Окончание табл. 3.7
1 2 3 4 49 1
92Т1+1Т2+К 50 2
42Т1+6Т2+К 51 3
40Т1+32Т2+4Т3+2Т4+1Т5+К 52 4
84Т1+1Т2+К 53
ЭР-1250
5
32Т1+4Т2+2Т3+1Т4+К
ВЫВОДЫ
1. Предложена методика определения оптимальной структуры ремонтно-го цикла на основании комбинаторного анализа.
2. Произведен расчет теоретической производительности экскаваторов, составлены таблицы нормативных сроков проведения текущих, средних и ка-питальных ремонтов.
3. Аппроксимированы табличные значения нормативной трудоемкости ремонтов в зависимости от наработки функциональными зависимостями сте-пенного вида по методу наименьших квадратов (для определения трудоемкости ремонтов с периодичностью, отличной от нормативной).
4. С помощью метода комбинаторного анализа рассчитаны возможные структуры ремонтного цикла с учетом фактического технического состояния каждого экскаватора, определены оптимальные структуры с наименьшей тру-доемкостью, составлены графики ремонтных структур всего экскаваторного парка Лучегорского разреза.

82
Г л а в а 4
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПАРАМЕТРЫ РАЦИОНАЛЬНОЙ ОРГАНИЗАЦИОННО-
ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ ГОРНОГО ОБОРУДОВАНИЯ
4.1. Диагностика – основа обслуживания машин по их фактическому техническому состоянию
Одной из наиболее важных и актуальных проблем современности являет-
ся повышение качества и надежности механизмов, машин и оборудования в любой отрасли промышленности. Это вызвано постоянным ростом энерговоо-руженности современных предприятий, заводов, комбинатов, тепловых и атом-ных станций, морского, воздушного, железнодорожного и других видов транс-порта и т.д., оснащением их сложной техникой, внедрением автоматизирован-ных систем обслуживания и управления.
В горнодобывающей промышленности эта проблема обусловлена прак-тически полным расходованием основных фондов.
Известны традиционные пути увеличения надежности и ресурса: оптими-зация систем, совершенствование конструкции и технологии изготовления от-дельных элементов, резервирование механизмов, машин и оборудования, уве-личение коэффициента запаса (работа не на полную мощность, не на номи-нальном режиме и т.п.) [4]. Эти пути наиболее эффективны для систем ограни-ченной мощности: информационных систем, систем автоматического управле-ния и связи и т.п. Перспективы указанных направлений связаны, в первую оче-редь, с высокими темпами развития элементной базы подобных систем, ее ми-ниатюризацией и высокой степенью интеграции.
Однако во многих областях промышленности конструкция и технология изготовления отдельных узлов механизмов, машин, оборудования претерпели в течение последних десятилетий незначительные изменения, которые не приве-ли к существенному повышению их надежности и ресурса. В то же время высо-кая степень резервации механизмов и введение коэффициентов запаса часто не-возможны из-за ограничений по массе и габаритам, поэтому потребовались но-вые пути решения проблемы повышения надежности и ресурса.
Состояние основных фондов в горнодобывающих отраслях России может быть оценено в первом приближении сроком эксплуатации экскаваторов. Ана-лиз всех типов карьерных, шагающих и роторных экскаваторов, задействован-ных в производстве, показывает, что средневзвешенный возраст среднестати-стического экскаватора составляет 17 лет [143]. Нормативный срок службы экскаваторов составляет 15–18 лет. Обоснование нормативного срока службы производится из расчета расходования различных видов энергии, заложенных в конструктивных элементах, на производство полезной работы. Отсюда возни-

83
кают такие выражения как «усталость металла», «старение изоляции», «выра-ботка ресурса» и т.п. Физическим показателем наработки деталей и механизмов оборудования до предельного состояния является энергия, затраченная на их разрушение. В зависимости от физико-механических свойств и условий работы деталей экскаваторов этот показатель может быть выражением календарного и машинного времени, величиной тока, работой, объемом переработанной горной массы. Та же статистика аварийности экскаваторов свидетельствует об учаще-нии выхода из строя базовых узлов экскаваторов, которые, казалось бы, не должны ломаться – опорных баз, поворотных платформ, стрел, рукоятей, а так-же случаев выхода из строя циклично нагруженных узлов, валов электродвига-телей, валов приводов. Среднегодовая продолжительность ремонтов, начиная с девятого года эксплуатации, возрастает в полтора раза, а стоимость ремонтов достигает к концу амортизационного периода суммы, превышающей стоимость самого экскаватора в 10 раз (рис. 4.1).
На фоне повышенной аварийности экскаваторов наибольшую долю со-ставляют отказы вращающегося оборудования, в частности, подшипников ка-чения электрических машин (рис. 4.2). Но именно вращающееся оборудование позволяет получить огромный объем диагностической информации, содержа-щейся в колебательных силах и вибрации, с помощью современных методов неразрушающего контроля.
0
500
1000
1500
2000
2500
1 3 5 7 9 11 13 15 17
Срок службы , лет
Средн
егод
овая
пр
одол
жител
ьность
ремон
та, ч
Рис. 4.1. Среднегодовая продолжительность ремонта экскаваторов в зависимости от срока службы
Безусловно, особого внимания заслуживают проблемы дисбаланса и рас-центровки валопроводов, которые могут быть решены с помощью лазерных центровщиков и организации балансировки в собственных опорных, и решены эти проблемы могут быть полностью самим предприятием. Что же касается подшипниковых узлов, то здесь проблема сложнее – она зависит и от качества поставляемого оборудования и от качества его эксплуатации.
Очевидно, что увеличение эффективности, надежности и ресурса, а также обеспечение безопасной эксплуатации машин и механизмов тесно связано с не-обходимостью оценки их технического состояния. Это и определило формиро-вание нового научного направления – технической диагностики, которое полу-чило особо широкое развитие в последнее десятилетие.

84
0
10
20
30
40
ДисбалансРасцентровка валопроводовДефекты подшипниковых узловДефекты зубчатых передачЭлектромагнитные дефекты
Рис. 4.2. Количество характерных дефектов на единицу оборудования, %
Современные технологии контроля и диагностики состояния оборудова-ния, использующие вибрационную диагностическую информацию, можно раз-делить на три основные группы [11]:
технологии комплексного контроля и управления оборудованием; технологии вибрационной наладки, т.е. поддержания вибрации оборудо-
вания в пределах, определенных стандартами и/или техническими условиями; технологии превентивной диагностики, т.е. глубокой диагностики, обес-
печивающей долгосрочный прогноз состояния оборудования. Технологии комплексного контроля и управления вращающегося оборудо-
вания развиваются по пути совершенствования вибрационных систем аварий-ного отключения и сигнализации, в которых в качестве информационного па-раметра используются величины низкочастотной вибрации в полосе частот от 2(10) Гц до 1000(2000) Гц и скорость ее нарастания.
Технологии вибрационной наладки используются для обеспечения безо-пасных уровней вибрации высокооборотных машин и включают в себя ряд сер-висных работ, таких как центровка, балансировка, изменение колебательных свойств (отстройка от резонансов) машины, устранение дефектов в узлах ма-шины или фундаментных конструкциях. В частности, балансировка машин в собственных опорах, в отличие от балансировки на специальных балансиро-вочных станках, позволяет устранить технологические дисбалансы и значи-тельно ускорить и облегчить эту трудоемкую и сложную процедуру. Техноло-гии вибрационной наладки существенным образом зависят от типов машин и особенностей в разных областях промышленности.
Технологии превентивной диагностики машин являются наиболее слож-ными из диагностических технологий. Основными задачами превентивной ди-агностики является обнаружение в машине всех потенциально опасных дефек-тов на ранней стадии развития, наблюдение за их развитием и на этой основе долгосрочный прогноз состояния машины. Определение вида каждого из обна-руженных дефектов позволяет резко повысить достоверность прогноза, т.к. ка-ждый вид дефекта имеет свою скорость развития. Окупаемость лучших систем превентивной диагностики вращающегося оборудования обычно не превышает 3-6 месяцев после обучения специалиста-диагноста и подготовки контролируе-мого оборудования для проведения диагностических измерений. Превентивная

85
вибрационная диагностика реализует, прежде всего, диагностику узлов обору-дования по высокочастотной вибрации (5-25 кГц), т.к. зарождающиеся дефекты не являются источником значительной колебательной энергии, достаточной для заметного изменения вибрации всей машины на низких и средних частотах. Но поскольку решение о выводе оборудования в ремонт следует принимать при появлении развитых дефектов, а их количественная оценка более достоверно оценивается по низкочастотной (реже среднечастотной) вибрации, то превен-тивная диагностика стала использовать вибрацию машины во всем диапазоне частот.
В существующих системах управления, регулирования, контроля и диаг-ностики эксплуатируемого оборудования основной особенностью является то, что операции контроля и защиты автоматизированы, а решение задач диагно-стики до недавнего времени возлагалось на оператора или ремонтную бригаду. В этом случае решение задач диагностики усложнялось по следующим причи-нам: большой объем обрабатываемой информации, необходимость логического анализа сложных взаимосвязанных процессов, быстротечность рабочих процес-сов, опасность запоздалой или ошибочной оценки технического состояния.
Создание автоматизированных средств диагностики вывело техническую диагностику на еще более высокую ступень. В настоящее время успехи разви-тия таких областей науки как теории распознавания и контролеспособности, которые являются составной частью технической диагностики, создали предпо-сылки для того, чтобы создание и совершенствование методов и средств техни-ческой диагностики, в особенности автоматизированных, стали наиболее эф-фективным путем увеличения надежности и ресурса машин и оборудования.
Использование методов и средств технической диагностики позволяет значительно уменьшить трудоемкость и время ремонта и таким образом сни-зить эксплуатационные расходы. Следует отметить, что эксплуатационные рас-ходы превышают расходы на изготовление самого экскаватора в несколько раз, например, для самолетов – в 5 раз, для автотранспорта – в 7 раз, для станков – в 8 раз и более [11]. Если учесть, что за время эксплуатации механизм подвер-гается нескольким десяткам профилактических осмотров с частичной разбор-кой (до 10 вынужденных и плановых средних ремонтов и до 3 капитальных ре-монтов), можно оценить, какой экономический эффект будет получен за счет внедрения средств технической диагностики.
По данным международной конфедерации по измерительной технике и приборостроению IМЕСО, только за счет внедрения средств диагностики, на-пример, для энергетических установок сокращаются трудоемкость и время ре-монта более чем на 40 %, уменьшается расход топлива на 4 % и увеличивается коэффициент технического использования оборудования на 12 %.
Значительный экономический эффект достигается при переходе с обслу-живания и ремонта по регламенту на ремонт и обслуживание по фактическому состоянию. Так, обслуживание роторных машин одного из химических комби-натов по техническому состоянию позволило снизить общее число проводимых техобслуживаний и ремонтов с 274 до 14. На нефтеперерабатывающем комби-

86
нате затраты на проведение технического обслуживания электродвигателей снизились на 75 %. На бумажной фабрике экономия в течение первого года со-ставила не менее $250000, что в десять раз перекрыло расходы предприятия на закупку аппаратуры для мониторинга механических колебаний. На атомной электростанции в течение одного года была достигнута экономия в 3 млн дол-ларов США за счет снижения затрат на проведение технического обслуживания и дополнительное увеличение доходов в размере 19 млн долларов США за счет сокращения простоев [11]. Эти данные получены фирмой "Брюль и Къер" при внедрении систем мониторинга состояния машинного оборудования. Следует отметить, что самые современные средства технической диагностики, особенно автоматизированные, представляют собой новое поколение еще более эффек-тивных систем, не требующих специальной подготовки обслуживающего пер-сонала, что позволяет получить гораздо больший экономический эффект.
Переход на прогрессивные технологии технического обслуживания свя-зан с решением целого комплекса проблем – технических, организационных, социальных, созданием автоматизированных систем управления техническим обслуживанием. Решение всего комплекса вопросов является научной пробле-мой, имеющей важное народнохозяйственное значение, внедрение которой мо-жет внести значительный вклад в ускорение научно-технического прогресса.
Опыт предприятий промышленно развитых стран показывает, что прием-лемый уровень начальных капитальных вложений для типичного промышлен-ного предприятия в средства обеспечения технического обслуживания по фак-тическому состоянию должен составлять не более 1 % стоимости оборудова-ния, предназначенного к мониторингу, а в средства обеспечения ремонта – не более 2 %. В этом случае отношение затраты/прибыль при хорошей организа-ции 1:5, т.е. рентабельность составляет 500 %.
С внедрением программы обеспечения ремонта (по данным Министерст-ва энергетики США) с применением ОФС затраты на проведение ППР снижа-ются от 10 до 30 %, а межремонтный интервал оборудования увеличивается не менее чем на 50 %.
4.2. Параметры технического состояния машинного оборудования
Техническое состояние – это совокупность свойств объекта, определяю-
щих возможность его функционирования и подверженных изменению в про-цессе производства, эксплуатации и ремонта. Диагностический параметр (ДП) – параметр (признак) объекта диагностирования, используемый в установленном порядке для определения технического состояния объекта. Для каждого типа технической системы можно указать множество параметров, характеризующих техническое состояние системы. Большинство ДП по своему назначению могут иметь двойственную природу, являясь одновременно диагностическими и тех-ническими (или параметрами функционального использования). Именно эти

87
параметры чаще всего поддаются непосредственному измерению. В случае ес-ли значения диагностических параметров не поддаются непосредственному из-мерению, то эти значения могут быть найдены путем обработки других пара-метров, связанных с искомыми функциональными зависимостями.
Всю совокупность параметров технического состояния можно разделить на различные классы, в рамках которых объединяются параметры, связанные общностью физических процессов: электрические, механические, акустические, оптические, химические и др.
Особенностью любой технической системы как объекта диагностирова-ния является тесная взаимосвязь электрических, электромеханических и меха-нических устройств и элементов, отличающихся функциональным назначением и принципом действия. При описании их технического состояния логично при-менять те математические аппараты, которые бы наилучшим образом соответ-ствовали поиску дефекта в данном устройстве (дифференциальные и логиче-ские уравнения, функциональные и структурные схемы, ориентированные гра-фы и т.п.).
Выбор совокупности ДП для реализации диагностирования представляет многоальтернативную задачу, определяется многими факторами, основными из которых являются целевая функция объекта диагностирования, стратегия его технического обслуживания, задаваемый набор средств технического диагно-стирования, время диагностирования; стоимость средств диагностирования и самого процесса [31].
Состояние сложного объекта диагностирования обычно оценивают мно-жеством m функциональных параметров si, уход которых от нормативных зна-чений со временем наработки приводит к отказу. На основе изучения статисти-ки отказов составляют перечень слабых узлов, лимитирующих ресурс машины, и перечень подлежащих диагностированию дефектов, обусловленных выходом того или иного функционального параметра (например, зазора в подшипнике, степени износа поршневых колец, значения дисбаланса ротора и др.) за допус-тимые пределы.
Совокупность технических параметров объекта диагностирования, харак-теризующих возможное отклонение функционирования объекта от нормально-го, определяет его состояние в момент времени t. Результат оценки текущего состояния объекта =tS { t
mt ss ,...,1 } в момент наблюдения t принято называть ди-
агнозом; результат оценки состояния в момент времени 0 < t < t i называют ге-незом, а в моменты времени 0 > t > t i – прогнозом.
Рассматривая функционирующий механизм как некий преобразователь А вектора параметров его технического состояния – функциональных парамет-ров – S = {si}, где i = 1, …, m, в векторе параметров виброакустического сигнала – диагностических признаков U = {uj}, где j = 1,…, n, в виде
U = AS, (4.1)

88
можно сформулировать задачу виброакустической диагностики машин и меха-низмов как получение зависимости, обратной формуле (4.1), т.е. в виде
S = A-1U, (4.2)
где A-1 – оператор, обратный А. Появление дефекта, приводящего со временем наработки к потере рабо-
тоспособности объекта диагностирования, удобно характеризовать движением вектора функциональных параметров S t
k и вектором R tk отклонений функцио-
нальных параметров от нормы S 0k . Второй способ является предпочтительным:
R tk = S t
k - S 0k = {rk1, rk2, …, rkm}. (4.3)
Всякое отклонение от нормы параметров функционирования и структуры механизма приводит к изменению характера взаимодействия его элементов, а следовательно, и к изменению сопровождающих это взаимодействие характе-ристик виброакустических процессов:
=tkU { t
kntk
tk uuu ,...,, 21 }. (4.4)
В простейшем случае стохастическая зависимость между параметрами технического состояния и диагностическими признаками может быть функцио-нальной:
sj = Fj(u1, u2, …, un), j = 1, 2, …, m. (4.5)
Эту систему функций можно рассматривать как отображение пространст-ва диагностических признаков с координатами u1, u2, …, un в пространство тех-нических состояний с координатами s1, s2, …, sm. Решение данной системы уравнений чрезвычайно затруднено, особенно при нелинейных стохастических зависимостях структурных и диагностических параметров. Чтобы упростить задачу прибегают к поиску условий разделения агрегата на узлы и детали (не-зависимые элементарные блоки), для каждого из которых составляются свои уравнения вида (4.5). В этом случае иногда удается каждому параметру состоя-ния поставить в соответствие один диагностический признак si = Fi(ui), что оз-начает значительное упрощение системы, однако трудно реализуемое на прак-тике. Например, такой параметр состояния как износ может развиваться по раз-ным законам (рис. 4.3) [136]. Следствием естественного износа является посте-пенный отказ, при этом износ может быть прогрессирующим, ускоряющимся (рис. 4.3, 2, 5) – в случае жесткого сопряжения элементов – либо замедляющим-ся (рис. 4.3, 1, 4) – в случае упругих сопряжений.
Технологии виброакустичекой диагностики позволяют с высокой степе-нью достоверности придавать определенному функциональному параметру или отклонению от него (дефекту) характерные диагностические признаки.

89
Рис. 4.3. Схема характерных процессов изнашивания узлов механизма в зависимости от времени наработки t:
1 – износ упругого сопряжения; 2 – износ жесткого сопряжения; 3 – классическая кривая Лоренца; 4 – усталостный, или кавитационный износ;
5 – коррозийный износ; tн – инкубационный период
В частности, совокупность виброакустических признаков, определяющих техническое состояние элементов вращающегося оборудования – подшипников – представлена в табл. 4.1, асинхронных двигателей – в табл. 4.2., электрических машин постоянного тока – в табл. 4.3 [11,135].
Таблица 4.1
Диагностические признаки подшипников качения
Диагностические признаки в спектре вибрации
Диагностические признаки в спектре огибающей высокочас-
тотной вибрации Вид дефекта
(функциональный параметр)
Основные Дополнительные Основные Дополнительные 1 2 3 4 5
1. Бой вала (муфты) kfВР Нет роста ВЧ kfВР, k< 10 Нет роста ВЧ
2. Неоднородный радиальный натяг 2fВР 2kfВР, нет роста ВЧ 2fВР 2kfВР, нет роста ВЧ
3. Перекос наруж-ного кольца 2fН 2kfН, нет роста ВЧ 2fН 2 kfН, нет роста
ВЧ 4. Износ наружного кольца fН kfН, k<3 fН kfН, k <3, рост ВЧ
5. Раковины (тре-щины) на наруж-ном кольце
kfН, k>3 Рост ВЧ kfН, k>3 Рост ВЧ
6. Износ внутрен-него кольца kfВР fВ, рост ВЧ kfВР fВ, рост ВЧ
7. Раковины (тре-щины) на внутрен-нем кольце
kfВ kfВР, рост ВЧ k1 fВ + k2 fВР kfВР, рост ВЧ

90
Окончание табл. 4.1
П р и м е ч а н и е. fВР – частота вращения вала; fв – частота перекатывания тел
качения по внутреннему кольцу; fн – частота перекатывания тел качения по наружно-му кольцу; fтк – частота вращения тел качения; fс – частота вращения сепаратора; ВЧ – высокочастотная область спектра вибрации; УНЧ – низкочастотная область спек-тра вибрации (<0,5fВР ); k = 1,2,3,4,..
Таблица 4.2
Диагностические признаки асинхронных двигателей
Вид дефекта (функциональный параметр)
Частоты составляющих вибрации Примечание
1 2 3 1. Неуравновешенность ротора fВР, нет роста kfВР , k>1 - 2. Бой вала (муфты) kfВР , k>1 Радиальное направление 3. Дефект узлов крепления УНЧ (f<0,5 fВР) Есть другие дефекты 4. Статический эксцентриси-тет зазора
2fu, kfz ± 2k1fu Радиальное направление для 2 fu
5. Динамический эксцентриси-тет зазора
kfz ± k1fВР -
6. Дефекты обмоток ротора kfВР ± 2k1sfu - 7. Дефекты обмоток статора 2fu, kfz ± 2k1fu Тангенциальное направление
для 2fu 8. Несимметрия напряжения питания
2fu,нет роста kfz ± 2k1fu Тангенциальное направление для 2fu
9. Нелинейные искажения на-пряжения питания
6kfu, k = 1, 2, 3… Тангенциальное направление
10. Неидентифицированный дефект Рост других гармонических составляющих
П р и м е ч а н и е. fВР – частота вращения ротора; fu – частота напряжения пита-
ния; fz – зубцовая частота; s – скольжение ротора; УНЧ – составляющие вибрации на частотах менее 0,5 fВР; k = 1, 2, 3,…; k1= 1, 2, 3,..
1 2 3 4 5 8. Износ тел каче-ния и сепаратора fс, (fВР-fc) kfс, k(fВР-fc), рост ВЧ fc, k(fВР-fc) kfс, k(fВР-fc), рост ВЧ
9. Раковины, сколы на телах качения 2kfТК k1 fТК + k2 fс, рост ВЧ 2k1 fТК + k2fc k1 fТК + k2 fс, рост ВЧ
10. Неуравнове-шенность ротора fВР Нет роста kfВР,
нет роста ВЧ Нет kfВР, k
>1 Нет роста ВЧ
11. Дефекты узлов крепления
Рост УНЧ (<0,5fВР)
Есть другие дефекты Не обнаруживаются
12. Дефекты смазки Рост ВЧ - Рост ВЧ Нет сильных составляющих
13. Дефект муфт kfВР, k>7 Нет роста ВЧ kfВР, k > 10 Нет роста ВЧ 14. Неидентифици-рованный дефект Рост других гармонических составляющих

91
Таблица 4.3
Диагностические признаки машин постоянного тока
Вид дефекта (функциональный параметр)
Частоты составляющих вибрации Примечание
1. Неуравновешенность якоря fВР, нет роста kfВР, k>1 - 2. Бой вала (муфты) kfВР, k>1 Радиальное направление 3. Дефект узлов крепления УНЧ (f<0,5 fВР) Есть другие дефекты 4. Дефекты обмоток якоря kfВР, kfz ± 2k1fВР Тангенциальное направ-
ление для 2fВР 5. Дефекты системы возбуж-дения
kfz, нет kfz ± k1fВР -
6. Дефекты щеточно-коллекторного узла
kfК -
7. Пульсации напряжения пи-тания
kfп Тангенциальное направ-ление
8. Неидентифицированный дефект Рост других гармонических составляющих
П р и м е ч а н и е. fВР – частота вращения якоря; fК – коллекторная частота;
fп –частота пульсаций напряжения питания; УНЧ – составляющие вибрации на часто-тах менее 0,5 fВР; k = 1, 2, 3,…; k1= 1, 2, 3,..
4.3. Словарь терминов технической диагностики
Свойство системы сохранять во времени в установленных пределах зна-чения всех параметров, характеризующих способность выполнять заданные функции в заданном объеме при определенных условиях функционирования, технического обслуживания, ремонта, хранения и транспортировки, в соответ-ствии с ГОСТ 27.002-83, называется надежностью. Характерной чертой со-временной теории надежности является высокая степень ее абстрактности, при которой отказы лишаются всяких индивидуальных отличий за исключением моментов времени, в которые они произошли. Причем в качестве меры про-должительности работы изделия могут выступать как единицы времени, так и некоторые функции этих единиц. Общепринятыми показателями надежности в соответствии с ГОСТ 27.002-83 являются вероятность P(t) безотказной работы, вероятность отказа Q(t)=1 – P(t), интенсивность отказов, средняя наработка на отказ, частота отказов, или средний параметр потока отказов на интервале вре-мени tp и ряд других.
Основные термины и определения технической диагностики регламенти-рованы действующими стандартами, например, российским ГОСТ 20911-89 «Техническая диагностика. Основные термины и определения». Ниже приведе-ны наиболее часто употребляемые термины и определения.
Техническое состояние – это совокупность свойств объекта, опреде-ляющих возможность его функционирования и подверженных изменению в процессе производства, эксплуатации и ремонта.

92
Работоспособный объект – объект, который может выполнять возло-женные на него функции.
Зарождающийся дефект – потенциально опасное изменение состояния объекта в процессе его эксплуатации, при котором значение информативного параметра (или параметров) не вышло за пределы допусков, задаваемых в тех-нической документации.
Дефект – изменение состояния объекта в процессе его изготовления, эксплуатации или ремонта, которое потенциально может привести к уменьше-нию степени его работоспособности.
Неисправность – изменение состояния объекта, приводящее к уменьше-нию степени его работоспособности.
Отказ – изменение состояния объекта, исключающее возможность про-должения его функционирования.
Параметры состояния – количественные характеристики свойств объ-екта, определяющие его работоспособность, заданные в технической докумен-тации на изготовление, эксплуатацию и ремонт.
Мониторинг – выполняемые без вмешательства в функционирование объекта процессы измерения, анализа и прогнозирования контролируемых па-раметров или характеристик объекта с отображением их во времени, сравнени-ем с ретроспективными данными и с пороговыми значениями.
Защитный мониторинг – мониторинг, обеспечивающий в случае воз-никновения аварийной ситуации прекращение функционирование объекта.
Прогнозирующий мониторинг – мониторинг с прогнозом изменения контролируемых характеристик объекта на время, определяемое длительностью прогноза.
Диагностика (диагностирование) – процесс определения состояния объекта.
Тестовая диагностика – процесс определения состояния объекта по его реакции на внешнее воздействие определенного типа.
Функциональная (рабочая) диагностика – процесс определения состоя-ния объекта без нарушения режима его функционирования.
Диагностические показатели – значения параметров или характеристик объекта, совокупность которых определяет состояние объекта.
Диагностический признак – свойство объекта, качественно отражающее его состояние, в том числе и появление различных видов дефектов.
Диагностический сигнал – контролируемая характеристика объекта, ис-пользуемая для выявления диагностических признаков. (По диагностическому сигналу могут классифицироваться виды мониторинга и диагностики, напри-мер, тепловой или вибрационный мониторинг и диагностика).
Диагностический параметр – количественная характеристика измеряе-мого диагностического сигнала, входящая в совокупность показателей состоя-ния объекта.
Диагностический симптом – разность между фактическим и эталонным значениями диагностического параметра.

93
Диагностика в пространстве состояний – процесс определения со-стояния объекта по результатам непосредственного измерения параметров со-стояния.
Диагностика в пространстве признаков – процесс определения состоя-ния объекта по результатам измерения диагностических параметров, опреде-ляющих диагностические признаки, в том числе косвенно связанные с парамет-рами состояния объекта.
Диагностическое правило – совокупность диагностических признаков и параметров, характеризующих появление в объекте определенного вида дефек-тов или неисправностей и пороговых значений, разделяющих множества без-дефектных объектов и объектов с разной величиной дефекта.
Диагностическая модель – совокупность диагностических правил по всем потенциально опасным дефектам в объекте диагностики.
Алгоритм диагностики – совокупность предписаний по выполнению определенных действий, необходимых для постановки диагноза в соответствии с конкретной диагностической моделью объекта.
Диагноз – заключение о состоянии технического объекта. Прогноз – заключение о степени работоспособности объекта в течение
прогнозируемого периода, вероятности его отказа за этот период или об оста-точном ресурсе объекта.
Технические средства мониторинга – средства, предназначенные для измерения и анализа контролируемых характеристик объекта, а также для про-гноза их возможных изменений.
Программное обеспечение для мониторинга – программное обеспече-ние для поддержки баз данных, выполняемых для мониторинга измерений и/или для управления этими измерениями.
Технические средства диагностики – средства, предназначенные для измерения диагностических параметров и постановки диагноза.
Система мониторинга и диагностики – совокупность объекта, техни-ческих средств мониторинга и диагностики, а также (при необходимости) опе-ратора и эксперта, обеспечивающая постановку диагноза и прогноза состояния объекта.
Автоматическая диагностика – процесс определения состояния объек-та диагностики без участия оператора по данным измерений, выполненных техническими средствами диагностики либо с помощью оператора, либо авто-матически.
Программы автоматической диагностики – программное обеспечение, позволяющее заменить эксперта персональным компьютером при решении ти-повых диагностических задач.

94
4.4. Система диагностирования технического состояния оборудования
Организация практических мероприятий по диагностированию техниче-
ского состояния конкретных машин и механизмов требует построения соответ-ствующей системы диагностирования. Создание системы диагностирования со-пряжено с постановкой и решением целого комплекса задач [11, 72, 75, 77]. К их числу относятся задачи, связанные с исследованием кинематических и ди-намических свойств объекта диагностирования, определением всего множества дефектов, неисправностей, поломок, отказов и, соответственно, классификаци-ей диагностируемых технических состояний, поиском информативных диагно-стических признаков, на языке которых могут быть описаны эти классы (сло-варь диагностических признаков), разработкой алгоритмов и решающих правил диагностирования, разработкой требований к перечню и техническим характе-ристикам измерительной, анализирующей, регистрирующей, вычислительной, документирующей и т.п. аппаратуры, разработкой соответствующего матема-тического и технического обеспечения и др. На рис. 4.4 представлен перечень структурных элементов системы диагностирования.
Рис. 4.4. Элементы системы диагностирования технического состояния механизмов
Информационное обеспечение характеризует объект диагностирования и включает в себя диагностическую модель объекта, перечень диагностируемых неисправностей, их проявления в виброакустическом сигнале (диагностические признаки) и эталонные значения для исправных и неисправных состояний.
Система диагностирования
Информационное обеспечение
Математическое обеспечение
Техническое обеспечение
Объект диагностирования
Алгоритмы диагностирования
Средства диагностирования
Модель объекта
Диагностические признаки
Эталоны состояний
Способы анализа
Решающие правила Распознавания
Комплекс модульных
программ
Устройства съема, сбора, обработки представления диагностической информации и результатов
диагностирования

95
Математическое обеспечение позволяет сформировать алгоритм диагно-стирования, который определяет состав элементарных проверок, очередность и способ определения параметров технического состояния объекта, решающие правила распознавания состояний.
Техническое обеспечение включает в себя средства диагностирования, т.е. устройства измерения, сбора, обработки и представления диагностической информации и результатов диагноза (датчики, согласующие устройства, усили-тели, фильтры, аналого-цифровые преобразователи, цифровые процессоры, ре-гистраторы, интерфейсные модули и т.п.), (табл. 1.4).
4.5. Основные направления обеспечения надежности оборудования
Исходные положения
В практике производства и эксплуатации сложных машинных комплексов
наиболее актуальными являются проблемы обеспечения надежности, а также технической и экологической безопасности их функционирования. Борьба за конкурентоспособность изделий машиностроения на мировом рынке стимули-рует рост производительности предприятий, иногда за счет форсирования ско-ростных и нагрузочных режимов машинного оборудования, что сокращает срок службы и ухудшает его техническое состояние. Как в условиях интенсифика-ции производства, так и в условиях эксплуатации уже амортизированного ма-шинного оборудования задачей исключительной значимости является разра-ботка эффективных средств оперативного контроля параметров технического состояния на всех этапах его жизненного цикла: проектирования и изготовле-ния, эксплуатации и ремонта. Благодаря огромной информационной емкости виброакустических процессов, сопровождающих функционирование машин и механизмов, использованию современной микропроцессорной техники и новых методов обработки измерительной информации, требованию обеспечения ком-плексной оценки технического состояния машинного оборудования в рабочих условиях без демонтажа оборудования наиболее актуальными становятся мето-ды виброакустической диагностики как наиболее чувствительные к изменению колебательных свойств объекта диагностирования под воздействием возник-ших неисправностей.
Качество работы любой технической системы, характеризующееся точ-ностью и эффективностью функционирования, имеет тенденцию со временем наработки к ухудшению из-за изменения свойств материалов изделий под влиянием внутренних и внешних факторов.
Условность вероятностных мер является причиной неопределенности в оценках показателей надежности конкретного объекта, и чем сложнее объект, тем менее определенной является мера уверенности в надежности его функ-ционирования [136].

96
Показатели надежности, полученные в результате обработки статистиче-ской информации о поломках определенной группы однотипных машин, харак-теризуют всю совокупность, и их применение для оценки надежности единич-ного экземпляра не имеет смысла. Задачи по обеспечению требуемого уровня надежности должны решаться комплексно [71]. С одной стороны, основы вы-сокой надежности следует заложить на стадиях проектирования и изготовле-ния, с другой стороны, требуемый уровень безотказности должен контролиро-ваться и поддерживаться при эксплуатации путем своевременного обнаруже-ния зарождающихся и развитых дефектов для предупреждения отказов.
Необходимость проведения мероприятий по повышению надежности сложных технических систем и минимизации потерь, вызванных непредвиден-ными отказами машинного оборудования в различных отраслях техники, по-служила мощным импульсом к развитию ряда новых научных направлений: физики отказов, статистической теории прочности, инженерной психологии, планирование эксперимента, технической диагностики.
В соответствии с регламентом ППР время назначенного ресурса Тр зави-сит от времени жизни наиболее подверженных износу компонентов, например, подшипниковых узлов. Процедура ППР существенно уменьшает вероятность аварии, но не предохраняет механизм от неожиданных повреждений в межре-монтный период, а переборки только ускоряют износ узлов. Кроме того, не-обоснованные переборки вносят новые непредвиденные дефекты: перекосы осей, повышенные или заниженные зазоры, загрязнения и прочие технологиче-ские дефекты, сокращающие срок жизни машины, что требует проведения до-полнительных ремонтных работ и, соответственно, дополнительных затрат.
Типичная зависимость вероятности выхода из строя машины от времени наработки изображена на рис. 4.5.
Рис. 4.5. Вероятность отказа Р машины со временем наработки t, определяющая время ремонта машины:
1 – при планово-предупредительном обслуживании (параметры даны с одним штрихом); 2 – при эксплуатации по состоянию (параметры даны с двумя штрихами); Тр – время назначенного ресурса; Тзд – вероятное время зарождения дефекта;
Тп – вероятное предельное значение времени эксплуатации до ремонта; Та – среднее, наиболее вероятное время аварийной ситуации

97
Кривая 1 построена для генеральной совокупности, кривая 2 – один из возможных вариантов для малой выборки тех же машин. Вертикальная линия на этой диаграмме задает минимальный безопасный интервал времени эксплуа-тации Тр до ремонта, определяемый ресурсом механизма.
Стратегия реализации программы обеспечения надежности функционирования оборудования
Стратегия реализации программы обеспечения надежности функциони-
рования оборудования заключается в формировании системы технико-экономи-ческого планировании ремонтно-эксплуатационных мероприятий службы ре-монта и материально-технических потоков на основе определения и прикладно-го осуществления необходимого баланса объемов выполнения реактивного ТО, ППР, ОФС и ПАО. Эти стратегии ТО и повышения надежности отнюдь не яв-ляются независимыми: их рациональное взаимное выполнение минимизирует издержки и, компенсируя недостатки каждой из них в отдельности, приводит к достижению максимальной стабильной производительности оборудования.
Рис. 4.6. Схема реализации программы обеспечения надежности функционирования оборудования
Вероятность отказа Зона послепусковых отказов
Зона случайных отказов
Зона износа Наработка
Послепусковые отказы
Случайные отказы Отказы вслед- ствие износа
Несовершенство проектирования, изго-товления и сборки
Производственные, эксплуатационные и технологические ошибки
Различные виды износа
Обслуживание по фактическому состоянию Соблюдение ТУ и стан-дартов. Проведение по-слепусковых испыта-ний
Повседневный мониторинг техниче-ского состояния оборудования. Плано-во-профилактическое обслуживание
Повседневный мониторинг ТС оборудова ния. Анализ коренных причин отказов и их устране-ние
Категория
Причина
Совет
Уменьшение отказов путем ПАО

98
ПАО на основе подпрограммы обеспечения ремонта в производственных условиях, ОФС на основе вибромониторинга и система технико-кономического планирования ремонтно-эксплуатационных мероприятий службы ремонта и ма-териально-технических потоков – три ведущие подпрограммы прогрессивной философии ТО.
На рис. 4.6 представлена классическая кривая надежности оборудования, которая характеризуется тремя характерными участками: зонами послепуско-вых отказов, случайных отказов и износа. Выравнивание данной седлообразной зависимости и, соответственно, увеличение межремонтного интервала может достигаться двумя путями: переход на обслуживание оборудования по факти-ческому состоянию (по сравнению с ППР и реактивным ТО) и совершенствова-нием системы ремонта оборудования (ПАО). Не вызывает сомнений, что для увеличения межремонтного интервала наиболее эффективны капитальные вло-жения именно в совершенствование системы ремонта оборудования (ПАО). Ес-ли мониторинг состояния оборудования и ОФС приводят к экономии затрат службы ремонта только по мере совершенствования системы ТО предприятия, то совершенствование технологии ремонта (ПАО) непосредственно с момента внедрения положительно влияет на межремонтный интервал оборудования. В первую очередь, как часть стратегии ПАО на начальном периоде реализации подпрограмма нацелена на входной и выходной контроль, оценку ТС оборудо-вания после ремонта, обеспечение минимальных дисбалансов и несоосности роторов агрегата при выводе из ремонта, монтажа бездефектных подшипников, полумуфт и других насадных деталей в соответствии с ТУ, обеспечение расчет-ной жесткости опорной системы при монтаже и обеспечение систем смазки трущихся деталей. Для реализации этого необходимо превентивное внедрение в следующие технологии.
Входной контроль подшипников качения Служит для отбраковки изделий, содержащих дефекты изготовления.
Многие применяемые сегодня стенды не позволяют с достаточной достоверно-стью определять дефекты изготовления из-за низкого качества изготовления (высокого уровня собственных помех механической части стенда) и отсутствия высококачественного измерительного тракта, с одной стороны, а с другой – от-сутствует документальное обоснование обнаружения дефектов подшипников по утвержденной методике (т.е., нет основания для оформления претензий за-воду-изготовителю и доказательств для арбитража). Необходимо провести ком-плекс мероприятий по приобретению и/или доводке стенда, разработке и ут-верждению в органах Росгортехнадзора методики оценки качества изготовле-ния подшипников. Вероятный результат – увеличение межремонтного интерва-ла не менее чем на 5 %, обоснование рекламаций изготовителям (по статистике до 90 % изделий поставляемой партии имеют дефекты изготовления).
Индукционный нагрев насадных деталей при монтаже Обеспечивает безупречный монтаж подшипников качения, полумуфт, ра-
бочих колес, зубчатых колес, уплотнительных и лабиринтных колец, втулок и других насадных деталей.

99
По статистике не менее 30 % подшипников выходят из строя вследствие некачественно выполненной установки (посадки) с помощью молотка, свароч-ной горелки или нагрева в масляной ванне. При этом неизбежны изменения структуры металла, повреждения элементов подшипника и качества дорожек, различные перекосы и др., приводящие к значительному уменьшению срока службы подшипника.
Индукционный нагрев (по сравнению с нагревом в масляной ванне, по-догревательной плите, печи) имеет ряд преимуществ:
• высокая равномерность нагрева и точность поддержания температуры; • отсутствие влияний на консистентную смазку подшипника и загрязнений; • быстрота процесса нагрева, безопасность, размагничивание; • простота и удобство применения; • высокая производительность. Начальная ориентировочная потребность предприятия в нагревателях де-
талей различного размера – 2...4 шт. Вероятный результат – увеличение средне-го межремонтного интервала не менее чем на 10 %.
Применение динамометрических монтажных ключей Динамометрические ключи служат для обеспечения требуемых ТУ по
ремонту центробежных насосов, компрессоров и вентиляторов, при сборке резьбовых соединений. Несоблюдение моментов при затяжке приводит к раз-личным нарушениям жесткости опорной системы: фундаментной плиты, рамы, корпусных элементов, подшипниковых опор, неподвижных деталей подшипни-ков и др. Дефектами сборки подшипникового узла являются радиальный натяг в подшипнике и возникающие в результате этого перекосы, ослабления и др. Нарушения жесткости крепления подшипников скольжения связаны с наруше-нием плотности прилегания вкладышей (колодок, опорных подушек) к постели, нарушением плотности прилегания вкладышей друг к другу в разъеме, наруше-нием натяга между крышкой подшипника и верхним вкладышем и др. Все эти дефекты приводят к изменению характера вибрации машины и уменьшению межремонтного интервала. Применение динамометрических ключей не влияет на продолжительность работ по ТО (рис. 4.7). Вероятный результат – увеличение среднего межремонтного интервала не менее чем на 5...7 %.
Балансировка роторов в собственных опорах Применяется для уменьшения вибрации при выпуске машины из ремон-
та. Различные виды дисбалансов ротора, включая тепловые, приводят к появле-нию значительных динамических нагрузок (центробежных сил и моментов) и статических сил, т.е. сильно влияют на межремонтный интервал и ресурс рабо-ты подшипников, иногда уплотнений. Иногда балансировка в собственных под-шипниках применяется для компенсации повышенной вибрации, вызванной другими причинами. Вероятный результат – увеличение среднего межремонт-ного интервала не менее чем на 5...7 %.

100
0
200
400
600
800
1000
1200
0 20 40 60
Диаметр болта, мм
Мом
ент за
тяжки
, Нм Момент затяжки
(min), Нм
Момент затяжки(max), Нм
Полиномиальный(Момент затяжки(max), Нм)
Полиномиальный(Момент затяжки(min), Нм)
Рис. 4.7. Нормы на момент затяжки болтов контактных соединений
Центровка с применением лазерных датчиков Позволяет резко увеличить точность центровки, учитывать температур-
ные расширения деталей машин, влияющие на соосность валов, многократно уменьшить время на проведение центровки.
По статистике примерно 15...20 % подшипников и муфт преждевременно выходят из строя вследствие некачественно выполненной центровки. При этом подшипники преждевременно выходят из строя за счет повышенной вибрации, изменения опорных реакций и различных перекосов, а подвижные муфты ком-пенсируют нарушения соосности за счет ухудшения условий работы собствен-ных элементов, выражающиеся в ускоренном износе, деформации и изломе зубьев и др., что приводит к уменьшению срока службы подшипников и муфт. Нормы на параметры центровки для различных типов муфт представлены на рис. 4.8.
Центровка с применением лазерных датчиков (по сравнению с центров-кой с применением стрелочных индикаторов) имеет ряд преимуществ: значи-тельно более высокую точность, компьютерную обработку результатов измере-ний, возможность центровки без разборки муфт, возможность компьютерного учета тепловых расширений деталей агрегата и учета типичного положения ва-лов при работе, возможность неполного поворота (от 60° до 90°) валов при цен-тровке, удобный монтаж, простоту и удобство применения, высокую произво-дительность.

101
р уф ( р у р )
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0 500 1000 1500 2000 2500 3000 3500
частота вращения n, об/мин
Откл
онен
ия, м
м
Жесткая поперечносвертная
Упругая втулочно-пальцевая
Упругая с пластинами изпрорезиненной тканиПеременной жесткости сленточными пружинамиЗубчатая МЗН или МЗУ
Рис. 4.8. Зависимости параметров центровки от частоты вращения и типа муфт
Потребность в приборах для лазерной центровки – 1...2 шт. Вероятный результат – возрастание среднего срока службы подшипников и муфт в 1,5...3 раза (максимум в 8 раз по отношению к агрегатам, эксплуатирующимся без проведения центровки), уменьшение затрат на ТО не менее чем на 5 %, возрас-тание межремонтного интервала на 10...100 %, сокращение внеплановых оста-новов оборудования, возникающих в результате расцентровки, наполовину, со-кращение времени на проведение центровки (при правильной организации ра-бот) до 15...30 минут.
Оценка технического состояния оборудования после ремонта Обеспечение минимальных дисбалансов роторов агрегата и несоосности
роторов агрегата при выводе из ремонта, монтажа бездефектных подшипников, полумуфт и других насадных деталей в соответствии с ТУ и обеспечения рас-четной жесткости опорной системы при монтаже решается путем оценки ТС машин в процессе послеремонтных испытаний.
Диагностирование и оценка ТС ротора по величине неуравновешенности, которая во многих случаях определяет уровень вибрации узлов агрегата на час-тоте вращения ротора, достаточно простой и поэтому широко применяемый способ мониторинга. В этом случае известно или легко определимо пороговое значение величины неуравновешенности, превышение которой означает отказ агрегата (рис. 4.9).

102
Уровни виб-рации
Ve, мм/с (частотный диапазон от 0 до
2000Гц)
Оценки уровней вибрации Ve для боль-ших машин на жестком
основании (класс III ISO 10816-1) [5]
Технологические рекомендации [66]
Ve<1.8 Хорошо
Допустимый уровень после монтажа нового или отремонтированного агрега-та. Желателен диагностический мони-торинг для определения момента за-вершения этапа приработки и разреше-ния полной эксплуатационной нагрузки
1.8 <Ve<4.5 Удовлетворительно
Разрешается длительная эксплуата-ция при обязательном диагностиче-ском мониторинге для определения допустимого общего срока эксплуа-тации при имеющемся уровне об-служивания
4.5<Ve<11.2 Неудовлетворительно
Длительная эксплуатация недопус-тима, необходимо планировать ре-монт. Требуется диагностический мониторинг для определения допус-тимого срока эксплуатации до ре-монта
Ve>11.2 Неприемлемо Эксплуатация недопустима. Необходим ремонт или замена агрегата
Рис. 4.9. Нормы вибрации для электрических машин карьерных экскаваторов
Качество центровки агрегата легко и быстро проверяется путем измере-ния температуры поверхности соединительной муфты с помощью дистанцион-ных термометров с лазерным целеуказателем. Температура муфты линейно за-висит от величины сдвига и угла излома осей сопрягаемых валов машины в случае использования гибких и полужестких муфт, в частности, зубчатых. На-рушения жесткости опорной системы и дефекты сборки подшипниковых узлов определяются методами вибродиагностики.
Таким образом, можно утверждать, что измерения и анализ вибрации и температуры узлов агрегата служат интегральной оценкой качества проведен-ного ремонта. Обеспечив, с одной стороны, вывод агрегатов из ремонта только при уровнях вибрации, соответствующих оценке «отлично», а с другой, преми-альную оплату труда ремонтного персонала по результатам выходного контро-ля можно добиться значительного (не менее чем на 10...15 %) увеличения меж-ремонтного интервала в рамках подпрограммы ПАО.

103
Обеспечение качества смазки трущихся пар. Это одна из основных задач ПАО, решение которых необходимо для уве-
личения межремонтного интервала подшипников качения, зубчатых муфт, зуб-чатых колес и других трущихся деталей.
По статистике нарушения смазки – наиболее распространенная причина отказа изначально бездефектного подшипника качения: 40 % подшипников вы-ходят из строя вследствие отклонения количества смазки от номинальной вели-чины и ухудшения качества смазки вследствие коксования, появления твердых частиц и включений, окисления и др.
Мониторинг вибрации и температуры трущихся пар позволяет прогнози-ровать сроки превентивного обслуживания (замены смазки) без замены компо-нентов оборудования.
Реализация подпрограммы обеспечения ремонта в производственных ус-ловиях, как первого этапа стратегии ПАО, в описанных выше объемах может обеспечить увеличение межремонтного интервала машинного оборудования никак не менее чем на 50 %. Опыт внедрения подобных программ на ряде оте-чественных и зарубежных предприятий доказывает значительно бÓльшую (в два - четыре раза!) величину увеличения межремонтного интервала.
4.6. Пороговые уровни параметров виброконтроля и виброналадки
Источником вибрации элементов машин и оборудования являются внут-
ренние вынуждающие силы, в значительной степени зависящие от их техниче-ского состояния. Существенным источником вибрации могут стать механиче-ские колебания даже с небольшой амплитудой, т.к. они могут вызвать резо-нансные колебания других элементов машин. Вибрация, как правило, представ-ляет собой сложные механические колебания со многими составляющими на разных частотах.
Вибрацию любого объекта можно охарактеризовать тремя параметрами: вибросмещением S (мкм), виброскоростью v = dS/dt (мм/с) и виброускорением а = d2S/dt2 (м/с2 или в единицах g ≈ 9,8 м/с2 (g)). Относительными единицами измерений являются децибелы, определяемые по отношению к пороговому уровню:
Ls = 20 lg S/Sпор; Lv = 20 lg V/Vпор; La = 20 lg A/Aпор,
где Sпор ≈ 10-12 м; Vпор ≈ 10-9 м/с; Aпор ≈ 10-6 м/с2. Простейшим из виброакустических методов является измерение общего
уровня вибрации. В этом случае в широких частотных диапазонах измеряются или среднеквадратические, или пиковые значения виброперемещения, вибро-скорости или виброускорения. На рис. 4.10 представлены общие требования ГОСТов по проведению мониторинга технического состояния. Однако следует

104
отметить, что практически все системы мониторинга и диагностики дают ин-формацию об общем уровне вибрации. При измерении общего уровня колеба-ний максимальный вклад могут давать несколько основных составляющих, на-пример, составляющая на частоте вращения. Она имеет, безусловно, большое значение, однако развивающиеся дефекты могут привести к росту других со-ставляющих, уровень которых может быть значительно ниже уровня домини-рующей составляющей. Таким образом, измерение общего уровня является слишком грубой оценкой с точки зрения определения технического состояния машины или оборудования и может быть использовано скорее для его контро-ля, чем для мониторинга, не говоря уже о глубокой детальной диагностике, тре-бующей более тонких методов. Общий уровень используется для сравнения с установленными стандартами пороговыми значениями и для построения трен-дов, т.е. зависимостей общего уровня от времени, что дает возможность оце-нить в первом приближении скорость изменения состояния машины или обору-дования.
Рис. 4.10. Параметры вибрации для мониторинга технического состояния оборудования
На рис. 4.11 дана диаграмма оценки вибросостояния машин, предложен-
ная «Интернациональной корпорацией исследования и развития – механализ» и используемая в настоящее время в российских стандартах.
Нормирование виброакустических параметров
Механизм
Параметр
Механизмы с возвратно-поступательным движением (ком-прессоры, порш-невые насосы, фундаменты, трубопроводы)
Вращающиеся агрегаты со скоростью 600 – 3000 об/мин (центробежные компрессоры, насосы невы-сокого давле-ния, эл.двигатели, редукторы)
Элементы оборудова-ния со ско-ростями вращения более 3000 об/мин
Механизмы с малыми масса-ми роторов (центробежные насосы, ком-прессоры высо-кого давления, паровые турби-ны)
Размах вибропе-ремещения Sр-р; пиковое значе-ние вибропере-мещения Sр
СКЗ абсолют-ной виброско-рости ve; пиковое значе-ние виброско-рости vр
СКЗ абсо-лютного виброуско-рения Ае
Размах или пи-ковое значение вибропереме-щения Sр-р (Sр) ротора относи-тельно статора

105
Рис. 4.11. Оценка вибрации корпуса машины Sр-р в области средних частот
Контролируемым параметром рекомендован размах абсолютного вибро-перемещения или среднеквадратическое значение абсолютной виброскорости ve на стойке подшипника. Уровни вибросостояний имеют восемь ступеней, ка-ждый последующий уровень увеличивается по виброскорости в два раза. Характеристика вибросостояния ограничена соседними кривыми, например, между кривыми 8 и 7 – очень спокойное, выше кривой 1 – очень опасное. В со-ответствии с ГОСТ 16921-83, оценку качества электрической машины по виб-ропараметрам производили по 8 классам, индексы которых соответствовали максимально допустимой для этого класса среднеквадратической виброскоро-сти (мм/с): 0,28; 0,45; 0,7; 1,1; 1,8; 2,8; 4,5; 7,0.
В горной промышленности для нормирования вибрации используются стандарты ISO 7919 и ISO 10816 и соответствующие им российские ГОСТы.
Стандарт ISO 7919-3-2002 выделяет 4 зоны вибрационного состояния машин по уровню вибрации:
А – новые машины; В – машины, пригодные к эксплуатации без ограничений по времени;

106
С – машины могут функционировать ограниченное время; D – возможно повреждение машины. ГОСТ Р ИСО 10816-3-99 использует в качестве нормируемого параметра
абсолютные колебания невращающихся частей машин. Часть 3 стандарта рас-пространяется на промышленные машины номинальной мощностью более 15 кВт и номинальной скоростью вращения 120 – 15000 об/мин. В этом же стандарте все оборудование подразделено на 4 группы, для каждой из них ус-танавливаются свои нормы.
Машины 1 группы – мощностью более 300 кВт и электрические машины с высотой оси вращения более 315 мм, частота вращения в диапазоне 120 – 15000 об/мин.
Машины 2 группы – мощностью 15 – 300 кВт и электрические машины с высотой оси вращения 160 – 315 мм, частота вращения более 600 об/мин.
Машины 3 группы – насосы центробежного типа со смешанными или осевыми потоками с раздельным приводом мощностью более 15 кВт.
Машины 4 группы – насосы центробежного типа со встроенным приво-дом и мощностью более 15 кВт.
По жесткости основания все машины подразделяются на машины с жест-кими и с податливыми опорами. Жесткие опоры – собственная частота фунда-мента более чем на 25 % превышает частоту вращения ротора (это крупные и среднегабаритные машины с низкой частотой вращения. К ним можно отнести практически все электрооборудование горных машин). Все остальные опоры относятся к податливым (табл. 4.4).
Критерии стандарта установлены для измерений вибрации на месте экс-плуатации на корпусе машины, опоре подшипника в установившемся режиме работы в диапазоне номинальных скоростей вращения, могут быть использова-ны в процессе испытаний при приемке продукции, а также контроле состояния машин в процессе эксплуатации. Таким образом, стандарт носит рекоменда-тельный характер. Для конкретных условий эксплуатации и групп машин могут быть установлены свои критерии.
Таблица 4.4
Границы зон вибрации состояния машин
СКЗ виброперемещения, мкм СКЗ виброскорости, мм/с Группа Группа Класс
опоры
Гра- ница зоны 1 2 3 4 1 2 3 4 А/В 29 22 18 11 2,3 1,4 2,3 1,4 В/С 57 45 36 22 4,5 2,8 4,5 2,8 Жесткие С/D 90 71 56 36 7,1 4,5 7,1 4,5 А/В 45 37 28 18 3,5 2,3 3,5 2,3 В/С 90 71 56 36 7,1 4,5 7,1 4,5 Податливые С/D 140 113 90 56 11,0 7,1 11 7,1

107
Начиная с 2006 г., на базе Лучегорского угольного разреза нами внедрена технология виброналадки и вибродиагностики электрических машин карьерных экскаваторов – синхронных двигателей и генераторов преобразовательных аг-регатов. Балансировка крупных электрических машин в собственных опорах должна обеспечить регламентируемый уровень вибрации при испытаниях при приемке продукции. Практика показала, что для отремонтированных, безде-фектных электрических машин преобразовательных агрегатов экскаваторов иногда обеспечить общий уровень вибрации менее 65 мкм – весьма трудная за-дача. Следовательно, для данных условий эксплуатации можно рекомендовать в качестве допустимого уровня после монтажа нового или отремонтированного агрегата (уровень «хорошо») СКЗ виброперемещения 65 мкм. Это значение со-ответствует на рис. 4.11 уровню вибросостояния «благоприятное» (частота вра-щения 1000 об/мин).
Во многих случаях изменение технического состояния элементов машин и оборудования, особенно на начальной стадии развития дефектов, не влияет на общий уровень вибрации. Так, в частности для подшипников появление не-больших дефектов на телах качения, а также на наружной и внутренней обой-мах практически не изменяет общего уровня вибрации. В то же время наличие зарождающихся дефектов является ценной информацией для обслуживающего персонала и одним из необходимых условий реализации проактивной системы обслуживания. На угольных предприятиях Дальневосточного региона внедря-ется мониторинг технического состояния по общему уровню вибрации либо как составляющая системы освидетельствования для продления срока службы экс-каваторов. Только на Лучегорском угольном разрезе получает развитие с 2007 г. вибромониторинг по параметрам дефектов подшипниковых узлов преобразо-вательных агрегатов карьерных экскаваторов [76, 77]. В течение 9 месяцев 2007 г. были охвачены мониторингом 38 карьерных и шагающих экскаваторов из 53 и, соответственно, более 300 подшипников преобразовательных агрегатов. Неко-торые результаты испытаний представлены на рис. 4.12–4.14.
Отсутствие дефектов; 114; 20%
Слабые дефекты; 247; 42%
Средние дефекты; 182; 31%
Сильные дефекты; 39; 7%
Рис. 4.12. Распределение дефектов подшипников по степени развития

108
Из диаграммы рис. 4.12 видно, что бездефектных подшипников в выбор-ке всего 20 %, основная масса подшипников имеет слабые и средние дефекты – 73 %, нуждающихся в срочной замене – 7 %.
По видам дефектов наибольшее распространение (48 %) имеют дефекты наружного кольца – обкатывание, износ и раковины, далее – тела качения и се-паратор – самые слабые звенья подшипника (40 %).
183; 36%
140; 26%
71; 13%
50; 9%
25; 5%
22; 4%
14; 3%
10; 2%
11; 2%
2; 0%
1; 0%Износ тел качения исепаратораОбкатывание наружногокольцаИзнос наружного кольца
Раковины на наружномкольцеИзнос внутреннего кольца
Раковины, сколы на телахкаченияНеоднородный радиальныйнатягРаковины на внутреннемкольцеНеидентифицированныйдефектПерекос наружного кольца
Дефект смазки
Рис. 4.13. Распределение дефектов подшипников по видам
Многие дефекты по мере развития порождают несколько других, при этом коэффициент модуляции «родительского» дефекта, как правило, снижает-ся (рис. 4.14). Диагностика подшипников синхронного двигателя экскаватора ЭШ-11/70 № 8 выявила на одном из них (3636) 22 марта дефекты: «износ на-ружного кольца» (m=8 – средний). Затем 28 мая этот дефект стал уже сильным (m =16), кроме того, появился дефект «обкатывание наружного кольца» (m=10 – средний) и «износ тел качения и сепаратора» (m=8 – средний). Измерения 15 июня показали снижение степени развития дефекта «износ наружного коль-ца» до m=7, но зато появились «раковины на наружном кольце» (m=16 – силь-ный). На генераторе поворота этого же экскаватора у подшипника 32330 перво-начально выявлены дефекты «раковины и сколы на телах качения» (m=13) и «износ тел качения и сепаратора» (m=8). Эти дефекты сначала развились до ве-личин коэффициентов модуляции 24 и 12, а затем наблюдалось их снижение до 23 и 9, соответственно, что свидетельствует об изменении геометрии элементов

109
подшипника. Данные обстоятельства значительно затрудняют определение ос-таточного ресурса подшипника. До настоящего времени не существует про-гнозных моделей остаточного ресурса подшипниковых узлов горного оборудо-вания.
Рис. 4.14. Развитие дефектов в подшипниках
4.7. Мониторинг технического состояния горного оборудования
Постоянный мониторинг технического состояния (ТС) оборудования, вы-
явление развивающихся или развитых дефектов, определение оптимальных сроков проведения технического обслуживания (ТО) лежит в основе концепции ТО по фактическому состоянию (ОФС), а также является неотъемлемой частью системы проактивного обслуживания (ПАО). Необходимость проведения ис-следований по этому вопросу обусловлена следующими обстоятельствами. Во-первых, практически весь парк горного оборудования отработал свой ресурс и требует для поддержания работоспособности повышенных затрат, в то время как эффективность технического обслуживания резко снижается. Во-вторых, реальная картина объективных параметров технического состояния горного оборудования не всегда соответствует экспертным оценкам (заключениям ме-хаников). В-третьих, современное предприятие немыслимо без современных автоматизированных систем управления различными технологическими про-цессами, в том числе и ТО, для чего необходимо информационное и программ-ное обеспечение на базе внедрения различных систем неразрушающего контро-ля ТС (диагностических систем).
Первый шаг при организации работ по мониторингу состоит в разбиении всего парка оборудования на категории в зависимости от потенциальной воз-можности и значимости внеплановых отказов и сложности оборудования. Необходимо оптимально разработать для каждой группы или для каждого агре-

110
гата индивидуальный подход распознавания с использованием минимума необ-ходимой для этого информации. В настоящее время предприняты попытки классификации узлов и деталей механизмов. В соответствии с работой [19] вы-деляются пять классов деталей: валы; оси; зубчатые колеса; барабаны; корпуса; металлоконструкции. В каждом классе выделены группы и подгруппы. В соот-ветствии с работой [44] оборудование разделяют на пять категорий:
1 – критические основные агрегаты большой единичной мощности (свы-ше 1МВт)…;
2 – критические агрегаты средней мощности (0,2-1 МВт)…; 3 – агрегаты со сложным ТО мощностью свыше 200 кВт…; 4 – вспомогательное оборудование, требующее необременительного об-
служивания мощностью менее 200 кВт…; 5 – некритическое вспомогательное оборудование, технические обвязки,
трубопроводы, арматура. В соответствии с работами [86, 156, 157] классификация оборудования
осуществляется по его функциональному назначению. Очевидно, требуется разработать систему классификации, в которой учитывались бы требования международных стандартов, конструктивные признаки и технико-экономичес-кие параметры. Для отдельных деталей возможна классификация по удельным нагрузкам и показателям надежности.
Вторым этапом организации мониторинга может быть обоснование и вы-бор диагностических параметров и оборудования для стационарных и мобиль-ных диагностических систем. Стационарными диагностическими системами оснащается оборудование первой и частично второй и третьей категорий. Мас-штаб охвата мониторингом агрегатов четвертой и пятой категорий определяет-ся индивидуально.
При развертывании систем постоянного и периодического мониторинга необходимо оборудование точек измерения диагностических параметров. Точ-ки измерения назначаются в соответствии с регламентом проведения контроль-ных или специальных диагностических измерений. Контрольные измерения используются для распознавания и прогнозирования ТС агрегата с учетом влияния технологических режимов эксплуатации, а специальные – для уточне-ния и выявления дефектов и причин их возникновения.
Для агрегатов, обслуживаемых системой постоянного мониторинга, кон-троль уровня диагностических параметров производится непрерывно (режим «on-line»), периодичность измерения составляет от нескольких секунд до не-скольких минут. Для агрегатов, обслуживаемых системой периодического мо-ниторинга (режим «off-line»), контроль производится с периодичностью от не-скольких часов до нескольких месяцев.
Требуемый при проведении мониторинга современный комплекс средств измерений и диагностики (измерительная система) состоит из следующих час-тей: аппаратные средства измерений, вспомогательные устройства и каналы связи, программное обеспечение и ЭВМ. Для постоянного мониторинга исполь-зуются стационарные системы, для периодического – переносные приборы. Пе-речень методов и технических средств, применяемых для диагностики и мони-торинга технического состояния горного оборудования, приведен в табл. 1.4.

111
4.8. Организационная структура мониторинга технического состояния горного оборудования
Реализация программы мониторинга технического состояния оборудова-
ния заключается в определении рационального баланса объемов выполнения планово-предупредительных ремонтов (ППР) и профилактического обслужива-ния (ПО).
Программа мониторинга фактического технического состояния эффек-тивна, если обеспечивает:
• исключение внеплановых остановок (внезапных отказов) оборудования при достижении максимально длительного срока его службы;
• постоянное наличие (предоставление) информации о состоянии обору-дования, позволяющей судить об общей производительности, а также о потреб-ности в необходимом обслуживании;
• равномерную, прогнозируемую и обоснованную загрузку ремонтного персонала;
• снижение эксплуатационных затрат предприятия, увеличение прибыли, повышение безопасности труда и охраны окружающей среды.
Развитие программы мониторинга технического состояния на предпри-ятиях можно условно разбить на три периода: начальный (запуска), активного расширения и зрелой эффективной программы профилактического обслуживания.
На начальном этапе программа мониторинга рассматривается в качестве пробной концепции и, как правило, частично реализуется на предприятии, практикующем систему ППР, считающуюся достаточной для удовлетворитель-ной работы оборудования. Опыт ряда специализированных и эксплуатацион-ных предприятий, занимающихся периодическим в порядке проведения ПО мониторингом, свидетельствует, что первым шагом в развертывании програм-мы является формирование основных структурных подразделений, предназна-ченных для выполнения основополагающих функций, необходимых для обес-печения требуемого технического состояния оборудования, как главного усло-вия его производительной работы.
Главные функции службы ремонта при внедрении мониторинга в основ-ном остаются традиционными – осуществление работ по текущему, среднему и капитальному ремонту в соответствии с принятой системой ППР.
Группа планирования ремонта (совместно со службой ремонта) выполня-ет следующие функции:
• планирование периодичности и объемов на основе графиков ППР, со-гласование с руководством предприятия сроков и обстоятельств проведения работ (с учетом минимизации последствий от остановки или снижения произ-водительности производства);
• планирование материальных и трудовых ресурсов (инструмент, запас-ные части, трудозатраты, транспорт и т.д.);
• ведение паспортов оборудования с внесением информации об объемах, видах и сроках проведения ремонтов.

112
Группа обеспечения надежности на начальном периоде направляет уси-лия на создание основы для организации мониторинга технического состояния:
• проведение работ по анализу отказов; • соблюдение технических условий и технологических требований при
монтаже (сборке), ремонт (восстановлении) оборудования; • поставка комплектующих ремонтных узлов поставщикам; • формирование и подготовка специализированных кадров. Предпочтительно, если персонал группы будет набран из имеющихся
специалистов предприятия, хорошо знающих и имеющих опыт работы с обору-дованием, мониторинг которого будет проводиться, и затем обученных до уровня экспертов в области инструментального диагностирования.
На этой стадии грамотное обучение может многократно сократить сроки внедрения программы мониторинга. Отсутствие же обученного персонала ста-вит под сомнение возможность реализации программы вообще и вибромонито-ринга в частности. Предпочтительно, чтобы один из руководителей службы ре-монта предприятия, который в дальнейшем будет управлять этой структурой, также прошел начальный курс обучения.
Общими задачами на всех этапах группы обеспечения надежности явля-ются:
• проведение мониторинга (в частности виброобследований) оборудова-ния на основе разработанного Регламента предприятия по запросам группы планирования ремонта (ТО) или руководителя объекта;
• обеспечение группы планирования ремонта (ТО) своевременными све-дениями о фактическом состоянии оборудования для планирования ремонта и исключения любых внеплановых остановок производства;
• контроль за выполнением работ и отслеживание затрат, включая функ-ционально-стоимостной анализ;
• оценку тенденций изменения межремонтных интервалов и ресурса обо-рудования для нужд возможной модернизации или замены оборудования и ве-дение паспортов агрегатов.
На следующем этапе расширяется обслуживание по фактическому со-стоянию.
Для предприятий, практикующих внедрение системы мониторинга, ти-пично в течение 2….4 лет освоение большинства новых технологий распозна-вания состояния оборудования: акустической диагностики, термографии, три-бодиагностики и др.
На этой стадии информация о состоянии оборудования ориентирована на профилактическое обслуживание и устранение конкретных выявленных дефек-тов с использованием активных технологий, включая точную центровку с ис-пользованием лазеров, балансировку в собственных подшипниках, анализ ос-новных причин отказов и др. На большинстве предприятий штат группы обес-печения надежности увеличивают на несколько квалифицированных специали-стов, проводящих ответственные технологические операции по обслуживанию: балансировку, центровку, виброобследование и др. Выполнение основной час-

113
ти инструментальных изменений группой обеспечения надежности начинает сдвигаться от однособытийного обследования агрегата, намеченного к ремонту, к полномасштабному мониторингу всего парка оборудования предприятия.
Развитая программа мониторинга технического состояния оборудования на предприятии характеризуется следующими признаками: применением боль-шинства существующих технологий мониторинга и качественным изменением отношения к самому профилактическому обслуживанию. Внимание админист-рации и рядового персонала полностью фокусируется на ликвидации внеплано-вых остановок, теперь уже воспринимаемых как чрезвычайное происшествие, постоянном устранении проблем с оборудованием и достижении или даже пре-вышении установленной изготовителем максимальной производительности оборудования. На предприятии проводится независимый от администрации полномасштабный мониторинг технического состояния практически всего пар-ка оборудования при небольшом удельном весе однособытийного анализа со-стояния оборудования, запрашиваемого администрацией.
Результаты и преимущества, получаемые от внедрения программы про-филактического обслуживания на основе диагностики фактического техниче-ского состояния оборудования, обеспечивают значительное повышение прибы-ли и надежности страхования предприятия. Для этого необходимы тщательное документирование результатов мониторинга и функционально-стоимостной анализ мероприятий профилактического обслуживания. С первого шага реали-зации программы профилактического обслуживания на основе мониторинга следует утвердить на уровне руководителя предприятия показатели, по кото-рым будет происходить оценка ее действительности, и обеспечить регистрацию этих показателей заинтересованными службами предприятия.
Ниже приведены потенциальные показатели для проведения функцио-нально-стоимостного анализа, которые могут быть утверждены к использова-нию администрацией предприятия:
• среднемесячные (среднегодовые) эксплуатационные затраты по службе ремонта;
• затраты на техническое обслуживание, отнесенные к себестоимости продукции;
• межремонтный интервал (средний, по отдельным производствам, кри-тичным агрегатам) как функция от общего времени использования;
• процент времени использования оборудования по отношению к общему календарному времени;
• процент сверхурочной работы по отношению к общему рабочему вре-мени ремонтного персонала;
• процент внеплановой работы по отношению к общему рабочему времени; • процент некачественно отремонтированного оборудования по результа-
там послеремонтных обследований; • число машин, своевременно выведенных из эксплуатации с подтвер-
жденным при исследовании дефектом; • число отремонтированных машин, досрочно выведенных из эксплуата-
ции с подтвержденным при исследовании дефектом;

114
• фактический годовой экономический эффект от каждого профилактиче-ского обслуживания;
• процент оборудования предприятия, охваченного программой профи-лактического обслуживания;
• средняя оценка состояния оборудования; • процентное соотношение оборудования в исправном, допустимом и
предельном (аварийном) состояниях; • общее количество и потребление инвентарных запасных частей. Одним из критериев оценки эффективности функционирования экскава-
торов можно считать коэффициент готовности, напрямую зависящий от про-должительности плановых и аварийных ремонтов. Периодический ремонт обо-рудования предусматривает выполнение различных видов технического обслу-живания и ремонтных воздействий в течение определенного времени, объемы которых определяются действующей на предприятиях системой ППР.
4.9. Технология проведения измерений
Диагностические измерения и исследования вибрации оборудования в за-висимости от применяемых средств измерений, объема анализа данных и стои-мости работ разделяются на следующие виды: контрольные измерения рабо-тающего агрегата и специальные диагностические измерения работающего аг-регата.
Контрольные измерения используются для распознавания и прогнозиро-вания ТС агрегата с учетом влияния на состояния технологических режимов эксплуатации оборудования. Контрольные измерения делятся на текущее кон-трольное измерение и полное контрольное измерение.
Специальные диагностические измерения работающего агрегата предна-значены для уточнения и выявления дефектов и причин их возникновения.
Текущее контрольное измерение Задачами текущего контрольного измерения являются: • определение текущего общего уровня вибрации в штатных точках; • сравнение текущего общего уровня вибрации с нормами (допустимыми
значениями); • если обнаружено превышение общим уровнем вибрации допустимых
значений или появление тенденции к возрастанию уровня вибрации, безотлага-тельное уведомление службы ТД для проведения полных контрольных измере-ний в соответствии с Регламентом.
Текущие контрольные измерения проводятся в рамках постоянного мо-ниторинга с помощью контрольно-сигнальной аппаратуры, входящей в состав системы постоянного мониторинга непрерывно с момента пуска агрегата после вывода его из ремонта и до остановки агрегата при выводе его в ремонт. Ре-зультаты измерений должны регистрироваться в вахтовом журнале ответствен-ным специалистом и/или сервере системы измерений.

115
Текущие контрольные измерения проводятся в рамках периодического мониторинга с помощью виброметров с момента пуска агрегата после вывода его из ремонта и до остановки агрегата при выводе его в ремонт с периодично-стью раз в сутки или раз в смену силами существующего сменного персонала (определяется Регламентом проведения измерений вибрации). Результаты из-мерений должны регистрироваться в вахтовом журнале ответственным специа-листом и/или вноситься в сервер системы измерений.
Текущее контрольное измерение позволяет с минимальными трудозатра-тами и капитальными вложениями обеспечить периодический мониторинг со-стояния оборудования в период между более дорогими полными контрольными измерениями и вовремя обнаружить изменения состояния оборудования.
Полное контрольное измерение Задачами полного контрольного измерения являются: • определение текущего уровня контролируемого параметра в штатных
точках; • распознавание состояния оборудования, включающее сравнение теку-
щего значения параметра с допустимым значением (нормой); • предварительная оценка степени опасности повышенного значения па-
раметра, связанных с этим обстоятельств и локализация мест с максимальным значением параметра;
• принятие немедленного решения о допустимости эксплуатации обору-дования;
• регистрация, запоминание, анализ состояния и определение развиваю-щихся и развитых дефектов;
• составление заключения о текущем состоянии агрегата (определение за-паса работоспособности), возможности его дальнейшей эксплуатации и опре-деление объема работ по устранению повышенной вибрации.
Полное контрольное измерение (при периодическом мониторинге) вклю-чает опрос эксплуатационного персонала, ознакомление с документацией, ос-мотр агрегата, подготовку аппаратуры к проведению измерений, проведение измерений и составление отчетной документации.
Опрос эксплуатационного персонала включает: • изучение обстоятельств, сопутствующих изменению состояния агрегата; • изучение характера изменения параметров, возникших при этом; • рассмотрение мер по обеспечению безопасности агрегата. При ознакомлении с документацией рассматривают: • после проведенного ремонта ремонтные формуляры, отчетные докумен-
ты, технические акты и при необходимости чертежи агрегата; • соответствие параметров монтажа деталей, данные балансировки рото-
ров после балансировки роторов на станке, параметры центровки; • данные текущих контрольных измерений вибрации. При осмотре агрегата обращают внимание: • вызывает ли что-либо опасения (шумы, вибрации трубопроводов, стола
фундамента и др.);

116
• имеются ли разливы или потеки технических жидкостей вокруг агрега-та, замасливание фундамента, а также утечки продукта;
• имеются ли нарушения или трещины конструкции; • проверяют соответствие показаний термометров, манометров, вольт-
метров, амперметров и других датчиков допустимым значениям. Полное контрольное измерение вибрации производится без вмешательст-
ва в режим эксплуатации агрегата и оканчивается измерением вибрации в штатных измерительных точках.
Полное контрольное измерение позволяет распознать состояние агрегата и выяснить наиболее вероятные причины вибрации (определить наличие разви-вающихся и развитых дефектов).
Специальные диагностические обследования Проводятся только в тех случаях, когда по результатам полного кон-
трольного измерения вибрации не удается однозначно установить причину по-вышенной вибрации агрегата. Требуют составления индивидуальной програм-мы испытаний агрегата и включают:
измерение вибрации всех узлов и частей агрегата, включая трубопровод-ную обвязку, элементы крепления, раму, фундамент, корпуса и др.;
выявление зависимости вибрации от режима работы агрегата; расширенный анализ вибрации с применением специальных методов. Специальные диагностические обследования выходят за рамки периоди-
ческого мониторинга в силу высокой стоимости и влияния на производствен-ный процесс и позволяют однозначно выяснить причины вибрации (определить первопричины появления дефектов в рамках ПАО).
Периодичность измерений вибрации Период развития механических дефектов агрегата, прежде чем последний
окажется в предельном состоянии (т.е. возникнет отказ), достаточен для их об-наружения средствами постоянного и периодического мониторинга. Период развития дефектов зависит от многих факторов и может составлять от несколь-ких минут (для развития задиров, помпажа, кавитации, изломов) до многих ме-сяцев (при абразивном износе). Интервал измерений устанавливается для каж-дого конкретного агрегата исходя из категории агрегата, экономической и про-изводственной целесообразности и перечня дефектов, предполагаемых для об-наружения.
Для агрегатов, обслуживаемых системой постоянного мониторинга, кон-троль общего уровня вибрации (текущее контрольное измерение) производится непрерывно, а периодичность полного контрольного измерения составляет от нескольких секунд до нескольких минут.
Для агрегатов, обслуживаемых системой периодического мониторинга, контроль общего уровня вибрации (текущее контрольное измерение) произво-дится раз в смену (или раз в сутки), а периодичность полного контрольного из-мерения составляет от нескольких часов до нескольких месяцев. Исходя их требований, опыта ряда специализированных организаций и литературы в об-ласти вибродиагностики для периодического мониторинга необходимо устано-вить несколько этапов измерений с определенной периодичностью.

117
Виброизмерения после ремонта и монтажа: • в процессе послеремонтных испытаний и выхода на технологический
режим проводят 1...3 полных контрольных измерений с целью оценки качества ремонта;
• в случае некачественно проведенного ремонта (при оценке «требует принятия мер») агрегат останавливают для повторного ремонта.
Виброизмерения после завершения процесса приработки: • полные контрольные измерения проводятся спустя 3...5 суток после вы-
хода агрегата на технологический режим; • если значения вибрации ниже уровня с оценкой «нормально», агрегат
принимают в эксплуатацию; • если значения вибрации выше уровня с оценкой «нормально», на агре-
гат составляется техническое заключение с указанием возможных дефектов и путей их устранения;
Виброизмерения на начальном этапе эксплуатации и выходе агрегата на номинальный технологический режим:
• проводится 3...5 полных контрольных измерений с периодичностью 1...2 недели;
• если значения вибрации ниже уровня с оценкой «нормально», агрегат оставляют в длительной эксплуатации;
• если значения вибрации выше уровня с оценкой «нормально», на агре-гат составляют техническое заключение с указанием возможных дефектов и путей их устранения;
Виброизмерения в процессе эксплуатации: • если значения вибрации ниже уровня с оценкой «нормально» и нет тен-
денции к росту вибрации по результатам текущих контрольных измерений, полные контрольные измерения проводятся с периодичностью не реже 1 раз в 3 месяца, а если вибрация выше уровня с оценкой «нормально» но не превыша-ет значение “требует принятия мер» – не реже 1 раза в 1 месяц;
• если текущая вибрация достигла уровня «требует принятия мер», пол-ные контрольные измерения необходимо проводить с периодичностью не реже раза в неделю и планировать ремонт.
Для достоверной оценки ремонта перед плановым выводом в ремонт про-водятся полные контрольные измерения.
4.10. Технология мониторинга с использованием стационарных систем сбора данных,
переносных сборщиков данных и ЭВМ
Стационарная аппаратура контроля состояния и мониторинга оборудова-ния применяется для непрерывного контроля вибрации, температуры, давления и других технологических параметров (текущие контрольные измерения и от-ключение или сигнализация при превышении параметром допустимого значе-

118
ния), мониторинга и диагностики (полные контрольные измерения, анализ тен-денций изменения параметра, оценка запаса работоспособности, прогнозирова-ние остаточного ресурса и определение развивающихся и развитых дефектов).
Такая аппаратура включает в себя первичный вибропреобразователь (датчик), крепящийся на объекте контроля (агрегате), предварительный согла-сующий усилитель, соединительный кабель, вторичный блок контроля вибра-ции, устройство ввода данных в локальный сервер и программное обеспечение (рис. 4.15).
Вторичный блок контроля вибрации служит для проведения текущих контрольных измерений, т.е. измерения значения вибрации, индицирования те-кущего состояния оборудования, управления внешними устройствами (реле от-ключения или звуковая и световая сигнализация) при превышении текущим уровнем вибрации допустимых значений.
Переносная аппаратура применяется для периодического контроля и мо-ниторинга параметров вибрации и делится на два класса: виброметры и сбор-щики данных. Виброметры предназначены для текущих контрольных измере-ний, т.е. измерения виброускорения, виброскорости или виброперемещения. Сборщики данных предназначены для полных контрольных измерений и по-зволяют производить анализ сигнала вибрации во временной и частотной об-ластях.
Все диагностические системы объединяются в единую систему монито-ринга. Это подразумевает возможность использования диагностической ин-формации, полученной любым из подразделений другими, заинтересованными в ее использовании.
Технология мониторинга нацелена на совместное использование стацио-нарных систем сбора данных, сборщика данных и анализирующей программы на терминальном сервере системы мониторинга или локальном сервере.
Основой компьютеризированного мониторинга является программное обеспечение, устанавливаемое на сервере.
Использование программного обеспечения мониторинга предусматривает: • создание базы данных оборудования (его компонентов и точек измере-
ния), подвергаемого мониторингу, содержащую служебную информацию, мар-шруты опроса (обхода) оборудования и др.;
• определение параметров анализа данных для обеспечения гибкости вы-бора метода анализа, который будет использоваться на конкретных точках из-мерения оборудования, а также определение предельно допустимых значений параметров анализа данных;
• обмен информацией между ЭВМ и системой сбора данных; • сканирование измеренных данных для поиска параметров, превышаю-
щих предельно допустимые значения (которые могут указывать на поврежде-ния или проблемы оборудования) и оценка состояния;
• генерация фактических отображений для проведения анализа и состав-ление отчетной документации;

119
• статистическое накопление данных для построения трендов, хранение отчетной документации, экономический анализ проводимых работ и многие другие функции;
• распознавание (в автоматическом режиме или с помощью эксперта) ве-роятных развитых или развивающихся дефектов;
• экспорт данных о дефектах и состоянии оборудования в систему техни-ко-экономического планирования ремонтно-эксплуатационных мероприятий.
Цикл мониторинга оборудования По завершении инсталляции измерительной системы первый шаг при
пуске системы мониторинга оборудования состоит в создании компьютерной базы данных по обслуживаемому оборудованию, содержащей детальное описа-ние всего обслуживаемого оборудования, измерительных точек, параметров для каждой измерительной точки и предварительные предельно допустимые уров-ни измеряемых параметров (в дальнейшем записи базы данных могут быть расширены, удалены или модифицированы). Затем создаются маршруты опроса точек измерений (для стационарной системы) и обходов оборудования, по ко-торым будут следовать техники и производить сбор данных по каждой измери-тельной точке маршрута (для сборщиков данных).
Маршрут определяет последовательность сбора данных (какой агрегат, какой его компонент, какая точка и в какой последовательности должны быть обследованы).
Стационарная система мониторинга постоянно измеряет параметры рабо-ты агрегатов (режим работы "оn-linе"), оснащенных датчиками измерения виб-рации (температуры, давления, тока и др.), усилителями, кабельными линиями, вторичными блоками контроля и блоками ввода информации в ЭВМ и по кана-лам связи передает данные в ЭВМ.
С помощью современного сборщика данных можно выполнять измерения параметров оборудования в режиме «оff-linе», используя его в качестве инст-румента полного контрольного измерения, либо в качестве общецелевого ана-лизатора для специальных диагностических обследований. Техник, следуя по маршрутам измерений к соответствующим контрольным (штатным) точкам на оборудовании производит измерение параметров (вибрации, тока, температуры, давления и др.).
Типичный сборщик данных при весе 1...2,5 кг имеет запоминающее уст-ройство, способное хранить данные, измеренные на сотнях измерительных то-чек. Техник со сборщиком данных в соответствии с Регламентом предприятия проводит полные контрольные измерения (периодические измерения парамет-ров) для оценки состояния оборудования, для чего маршрут обхода оборудова-ния предварительно загружается в сборщик данных.
На измерение параметров среднестатистической контрольной точки за-трачивается не более минуты. Далее, после проведения всех запланированных измерений на маршруте, собранные в сборщике данные "разгружаются" в сер-вер для анализа.

120
Работа на маршрутах строится таким образом, чтобы в течение рабочего дня техник мог охватить измерениями максимальное количество измеритель-ных точек, число которых может составлять от 50 до 600 и более. Для передачи данных между стационарной системой, сборщиком данных и базовым компью-тером обычно используется стандартный канал связи или РСМС1А карты.
Автоматически или с помощью специалиста по диагностике, применяя программное обеспечение на компьютере и используя последовательности управляемых с помощью меню операций, производится анализ собранных дан-ных с целью определения (распознавания) состояния обследованного оборудо-вания. В рамках мониторинга возможны два (применяемых в большинстве слу-чаев совместно) метода, при помощи которых производится оценка состояния оборудования:
• анализирующее программное обеспечение под управлением специали-ста, имеющее встроенные программируемые автоматические модули, в автома-тизированном режиме сравнивает текущие уровни контролируемых параметров (вибрации, температуры и др.) с предельными, и, в случае достижения текущим уровнем контролируемого параметра предельного значения, предупреждает о точках оборудования (агрегатов), параметры которых превышают нормы, при-нятые в промышленности или рекомендуемые заводом-изготовителем оборудо-вания, или установленные экспертом по диагностике;
• анализирующее программное обеспечение строит тренды параметров и прогнозирует состояние оборудования и выявляет дефекты, автоматически предупреждая о том, на каком оборудовании имеются тенденции к опасному постоянному возрастанию измеряемых параметров; параметры, используемые для оценки состояния оборудования, могут изменяться в соответствии с инди-видуальными особенностями конкретного оборудования.
В случае, если требуется проведение анализа, инженер, имеющий не ме-нее чем второй квалификационный уровень по вибрационному методу нераз-рушающего контроля, при помощи программного обеспечения производит ана-лиз измеряемых параметров оборудования и выдает заключение о возможности дальнейшей его эксплуатации и ТО.
Данные анализа экспортируются в подсистему технико-экономического планирования ремонтно-эксплуатационных мероприятий. Особый интерес представляют архив и отчеты об истории проведения работ по ТО агрегатов, обнаруженным дефектам, затратам на ремонт и экономии средств. Именно они служат доказательством эффективности ОФС и позволяют расширять примене-ние различных технологий мониторинга на предприятии, хотя даже первое из-мерение обычно позволяет провести оценку состояния оборудования, для по-строения трендов и прогнозирования изменений параметров требуется несколь-ко замеров. По мере накопления данных уточняются предельные значения па-раметров и повышается вероятность достоверного прогнозирования изменений состояния оборудования. Обычно первый замер показывает, что 10...40 % обо-рудования нуждается в немедленном техобслуживании.

121
Иерархическая структура системы сбора и обработки данных Предлагается к реализации трехуровневая система сбора и обработки
данных (рис. 4.15).
Рис. 4.15. Универсальная структурная схема системы мониторинга оборудования карьерных экскаваторов

122
На первом уровне силами сменного персонала установок проводятся те-кущие контрольные измерения с помощью виброметров и контрольно-сигнальной аппаратуры в соответствии с Регламентом измерений. Результаты измерений фиксируются в вахтовом журнале и/или вводятся в территориаль-ный сервер установки. Контроль производится силами сменного и частично персонала и службы ТД. При этом должны быть обеспечены задачи обнаруже-ния изменения состояния оборудования и планирования полных контрольных измерений.
На втором уровне проводятся полные контрольные измерения с помощью сборщиков данных (результаты измерений вводятся в сервер системы монито-ринга) или стационарных систем контроля и мониторинга (результаты измере-ний вводятся в терминальный сервер).
Контроль производится силами службы ТД. При этом должна быть обес-печена задача обнаружения изменения состояния оборудования, распознавания развивающихся и развитых дефектов, оценки остаточного ресурса оборудова-ния, примерной оценки объемов и сроков требуемого ремонта и планирования специальных диагностических обследований.
На третьем уровне проводится контроль и общее управление сбором дан-ных и работой службы ТД группой планирования ремонта (руководством служб технического надзора и отделом главного механика). На этом уровне должна быть обеспечена информация для решения следующих задач:
• формирование планов (графиков) всех видов ремонта, модернизации и ТО; • формирование планов загрузки бригад (распределение работ) с учетом
плана ремонтов и норм времени на выполнение работ; • определение затрат (для передачи на расчет плановой и фактической
калькуляции); • анализ состояния основных производственных мощностей; • формирование заказов на приобретение оборудования, вспомогательных
материалов и запчастей с учетом наличия на складах; • учет оборудования, находящегося в эксплуатации, его структуры и тех-
нических данных; • учет привязки оборудования к технологической среде; • регистрация продолжительности режимов функционирования оборудо-
вания; • учет времени работы оборудования между различными видами ТО; • учет трудозатрат на выполнение различных работ; • ведение архива о всех выполненных ремонтных работах и работах по
модернизации оборудования. Информационная система службы ремонта (группы планирования ремон-
та ОГМ) реализуется как отдельная подсистема управления технико-экономи-ческого планирования ремонтно-эксплуатационных мероприятий.
Система мониторинга ТС оборудования должна быть частью интегриро-ванной автоматизированной системы управления производственной деятельно-

123
стью предприятия. Она должна обеспечивать автоматизированный распреде-ленный сбор в режимах оn-linе и off-linе и хранение диагностической информа-ции, материальных, стоимостных, документальных потоков, действий техниче-ского персонала и состояния оборудования, предоставлять аналитическую ин-формацию и отчеты на основе хранимых данных для оптимизации управления службы ремонта, решения задач прогнозирования и перспективного планиро-вания производства, решения задач хозяйственного учета и оперативного управления производством.
Основой организации информационно-диагностической среды является сервер системы мониторинга, который осуществляет функции сбора и хранения диагностичёской информации, получаемой от терминальных серверов, уста-навливаемых на технологических установках и сборщиках данных.
Терминальные серверы технологических установок производят сбор пер-вичной информации от стационарных систем контроля агрегатов и вибромет-ров. Все остальные компьютеры, подключаемые к сети, являются потребителя-ми информации.
Серверы и АРМ объединяются в локальную сеть посредством стандарт-ных телефонных каналов связи.
4.11. Технологические карты обследования технического состояния узлов и механизмов
экскаваторного парка
Решение всего комплекса вопросов, связанных с переходом на прогрессивные технологии технического обслуживания, неизбежно начинается с разработки информационного обеспечения. В существующей структуре ре-монтной службы РУ «Лучегорское» не предусмотрены элементы, позволяющие реализовать систему ОФС, в том числе автоматизированные системы управле-ния. Поэтому, первым шагом при организации работ по мониторингу необхо-димо разработать систему кодирования видов работ и каждого агрегата горного оборудования, в которой учитывались бы требования международных стандар-тов и действующих на предприятии нормативных документов. В целях унифи-кации учета и контроля видов работ, узлов и механизмов и их технического со-стояния, нами предлагаются формы учета аварийности экскаваторов для на-чальников смен (табл. 4.5), номенклатура и коды видов работ (табл. 4.6) и сис-темы кодирования узлов и механизмов шагающих (табл. 4.7), карьерных (табл. 4.8) и роторных экскаваторов (табл. 4.9).

124
Таблица 4.5
Фрагмент таблицы отчета начальника смены ЭМС
Дата ____________
Простои экскаваторов, мин Смена 1 Смена 2
Плановые Аварийные Плановые Аварийные
Тип экскаватора
Инвентарный номер
Код меха-низма, вида работ
Про-должитель-ность про-стоя
Код меха-низма, вида работ
Про-должитель-ность про-стоя
Код меха-низма, вида работ
Про-должитель-ность про-стоя
Код меха-низма, вида работ
Про-должитель-ность про-стоя
Примечание
1 ЭШ-6/45 3
Начальник смены__________________________________________
Таблица 4.6
Номенклатура и коды видов работ
Группа
№
Виды работ
Подгруппа
№
Подвиды работ
Разряд
№
Характер работ
Р1 Переключение кабеля
Р2 Текущий (годо-вой) ремонт
Р3 Средний ремонт
Р4 Капитальный ре-монт
Р5 Перегон экскава-тора
Р6 Планировка пло-щадки
Р7 Буровзрывные работы
Р8.1. Мороз
Р8.2. Тайфун
Р8 Климатические условия
Р8.3. Оползень

125
Окончание табл. 4.6
Группа
№
Виды работ
Подгруппа
№
Подвиды работ
Разряд
№
Характер работ
Р9.1.1. Болезнь Р9.1. Машиниста
Р9.1.2. Опоздание
Р9.2.1. Болезнь
Р9 Отсутствие бри-гады
Р9.2. Помощника маши-ниста Р9.2.2. Опоздание
Р10.1.1. Планировка верхнего строения пути
Р10.1.2. Укладка настила
Р10.1. Железной дороги
Р10.1.3. Баластировка
Р10.2.1. Отсутствие строитель-ной техники
Р10 Отсутствие подъ-ездных путей
Р10.2. Автодороги
Р10.2.2. Другие причины Р11.1. Отключение энер-
госистемы
Р11.2. Переключения на фидере
Р11.3.1. Защита от замыканий на землю
Р11 Отключение фи-дера
Р11.3. Срабатывание за-щиты
Р11.3.2. Максимальная токовая защита
Таблица 4.7
Рабочая карта обследования технического состояния шагающих экскаваторов
Код
позиции
узла,
механизма,
системы
Код позиции элемента узла, механизма, системы
Контролируемый параметр
Норматив-ный уровень параметра
Код метода неразру-шающего контроля
Результат контроля
параметра
Эксперт
1 2 3 4 5 6 7 1.1. Корпус Отсутствие трещин Да/Нет
Увеличение отверстия проушины
Не более 5 мм
1. Ковш
1.2. Распорная балка Отсутствие трещин Да/Нет
6.5. Органо-лептический (визуально-оптический)

126
Продолжение табл. 4.7
1 2 3 4 5 6 7 Отсутствие зазора в установке зуба
Да/Нет
1.3. Зубья Износ режущей кром-ки
Не более 50%
Отсутствие трещин Да/Нет 1.4. Разгрузоч-ный блок Износ ручья Не более 5
мм
54-2/26(Ø54) Ø38 46-2/26(Ø46) Ø32 3-34-136(Ø34) Ø24 3-347500(Ø50) Ø38 3-347501 60х65
55х55
3-374174 35х50
30х42
1.5. Упряжь
Цепи,
ном
инальные
размеры
, мм
6-6828 55х80 Миним
. допустимы
е размеры
, мм
50х55
1.6. Траверса Отсутствие перекоса Да/Нет
Отсутствие трещин во всех элементах Да/Нет
6.5. Органо-лептический 8.1. Акусти-ческий ультра-звуковой
2.1. Ферма
Отсутствие ослабле-ния крепежа Да/Нет
8.2. Акусти-ческий пас-сивный
2.2. Канаты
Отсутствие обрывов проволочек
15 % прово-лок на дли-не шага свивки
6.5., 1.3. Магнито-графический
Отсутствие трещин Да/Нет 2.3. Блоки сле-дящие Износ ручьев Не более 5
мм
6.5. Органо-лептический
Отсутствие трещин Да/Нет
2. Стрела
2.4. Блоки под-держивающие Износ ручьев Не более 5
мм
6.5. Органо-лептический
Отсутствие трещин Да/Нет 6.5.Органо-лептический
3.1. Оттяжки Отсутствие трещин в стыковых швах
Да/Нет 8.1. Акусти- ческий ультра-звуковой
3.2. Раскосы Отсутствие трещин Да/Нет 3.3. Колонна Отсутствие трещин Да/Нет 3.4. Башмаки Отсутствие трещин Да/Нет
Отсутствие трещин Да/Нет
3. Надстройка
3.5. Блоки Износ ручья Не более 5
мм
6.5. Органо-лептический

127
Продолжение табл. 4.7
1 2 3 4 5 6 7 4.1.1. Ротор
Экспертная оценка дефектов электромаг-нитной системы
א
4.1.2. Статор
Экспертная оценка дефектов электромаг-нитной системы
א
6.5. Органо-лептический 2. Электри-ческий 8.2. Акусти-ческий пас-сивный
Вибропереме-щение Sр-р, мкм 65
Виброскорость Vе, мм/с 4,5
4.1.3. Под-шипни-ки 1,2
Уровень
виб
-рации
Виброускорение Ае(р-р), g 3
Дисбаланс, [Ve], мм/с 4,50
8.2. Акусти-ческий пас-сивный
Смещение 0,5 мм Цен-
тровка (упругой муфты)
Излом (на 1 м) 1,5 мм
6.7. Оптиче-ский лазер-ный
Равномерность затяж-ки крепежа Spmax/Spmin
< 1,25
8.2. Акусти-ческий пас-сивный, Моменто-мерные ключи
4.1.
Электродвигатель левы
й n
= 99
4 об
/мин
4.1.4. Мон-таж (кре-пеж, муфта)
Качест-во креп-ления
МзЭл.дв., Нм 175 Моменто-мерные ключи
4.2.1. Ротор
Экспертная оценка дефектов электромаг-нитной системы
א
4.2.2. Статор Экспертная оценка
дефектов электромаг-нитной системы
א
6.5. Органо-лептический 2. Электри-ческий 8.2. Акусти-ческий пас-сивный
Вибропереме-щение Sр-р, мкм 65
Виброскорость Vе, мм/с 4,5
4.2.3. Под-шипни-ки 1,2
Уровень
вибра
-ции
Виброускорение Ае(р-р), g 3
8.2. Акусти-ческий пас-сивный
Дисбаланс, [Ve], мм/с 4,50 Смещение 0,5 мм
4. Лебедка
тяговая
4.2.
Электродвигатель правый
n =
994 об
/мин
4.2.4. Мон-таж (кре-пеж, муфта)
Центров-ка (упру-гой муф-ты)
Излом (на 1 м) 1,5 мм
6.7. Оптиче-ский лазер-ный

128
Продолжение табл. 4.7
1 2 3 4 5 6 7
Равномерность затяж-ки крепежа Spmax/Spmin
< 1,25
8.2. Акусти-ческий пас-сивный, Моменто-мерные ключи
4.
2. Электродвигатель
правый
4.2.4. Мон-таж (кре-пеж, муфта)
Качест-во креп-ления
МзЭл.дв., Нм 175 Моменто-мерные ключи
Вибропереме-щение Sр-р, мкм
65
Виброскорость Vе, мм/с
11,2
Уровень
виб
-рации
Виброускорение Ае(р-р), g
3
8.2. Акусти-ческий пас-сивный
4.3.1. 1 вал в сборе (ше стерня, под-шипни-ки 1, 2) (n=994 об/мин)
Шес-терня z30,m10
Износ зубьев Не более 25% 6.5. Органо-лептический
Виброперемещение Sр-р, мкм
140
Виброскорость Vе, мм/с
11,2
Уровень
вибрации
Виброускорение Ае(р-р), g
3
8.2. Акусти-ческий пас-сивный
4.3.2. 2 вал в сборе (зуб. колеса 1,2, подш.1,2 (n= 157 об/мин)
Зуб.колеса z190,m10 z24,m20
Износ зубьев
Не более 25%
6.5. Органо-лептический
Виброперемещение Sр-р, мкм
198
Виброскорость Vе, мм/с
4,5
Уровень
вибрации
Виброускорение Ае(р-р), g
3
8.2. Акусти-ческий пас-сивный
4.3.3. 3 вал в сборе (зуб. ко-лесо, подшип-ники 1,2) (n=33об/мин)
Зуб. колесо z190,m10
Износ зубьев Не более 25% 6.5. Органо-
лептический
4.3.4. Смазка
Уровень масла в кар-тере (норма – Да)
Да/Нет; Деградация,
загрязненность
6.5. Органо-лептиче-ский, 6.1. Оптиче-ский денси-тометриче-ский
Давление в магистра-ли, МПа 0,45
9.2.4. Тече-искания ма-нометриче-ский
Длина пружины, мм 261±1 Износ колодок до заклепок Да/Нет
4. Лебедка
тяговая
4.3.
Редуктор
4.3.5. Тормоз
Факт срабатывания Да/Нет
6.5. Органо-лептический

129
Продолжение табл. 4.7
1 2 3 4 5 6 7 Уплотнения (отсутствие течи масла) Да/Нет
Муфта, износ сухарей Не более 2 мм
4.3.6. Монтаж (уплотне-ния, кре-пеж, муфта)
Качество крепления Мзред.,Нм 280
Моментомер-ные ключи
5.1.1. Ротор
Экспертная оценка дефек-тов электромагнитной сис-темы
א
5.1.2. Статор
Экспертная оценка дефек-тов электромагнитной сис-темы א
6.5. Органо-лептический 2. Электриче-ский 8.2. Акустиче-ский пассив-ный
Вибропереме-щение Sр-р, мкм 65
Виброскорость Vе, мм/с 4,5
5.1.3. Под-шипни-ки 1,2 У
ровень
вибрации
Виброускорение Ае(р-р), g 3
Дисбаланс, [Ve], мм/с 4,50
8.2. Акусти-ческий пас-сивный
Смещение 0,5 мм Центровка
(упругой муфты)
Излом (на 1 м) 1,5 мм
6.7. Оптиче-ский лазер-ный
Равномерность затяжки крепежа Spmax/Spmin
< 1,25
8.2. Акустиче-ский пассив-ный, Моментомер-ные ключи
5.1.
Электродвигатель левы
й n=
994
об/ми
н
5.1.4. Монтаж (кре-пеж, муфта)
Качество крепления МзЭл.дв.,
Нм 700 Моменто-мерные ключи
5.2.1. Ротор
Экспертная оценка дефек-тов электромагнитной сис-темы
א
5.2.2. Статор
Экспертная оценка дефек-тов электромагнитной сис-темы
א
6.5. Органо-лептический 2. Электриче-ский 8.2. Акустиче-ский пассивный
Вибропереме-щение Sр-р, мкм 65
Виброскорость Vе, мм/с 4,5
5.2.3. Под-шипни-ки 1,2 У
ровень
вибрации
Виброускорение Ае(р-р), g 3
Дисбаланс, [Ve], мм/с 4,50
8.2. Акусти-ческий пас-сивный
Смещение 0,5 мм Центровка
(упругой муфты)
Излом (на 1 м) 1,5 мм
6.7. Оптиче-ский лазер-ный
Равномерность затяж-ки крепежа Spmax/Spmin < 1,25
8.2. Акустиче-ский пассив-ный, Моментомер-ные ключи
5. Лебедка
подъемн
ая
5.2.
Электродвигатель правый
n= 9
94 об/ми
н
5.2.4. Монтаж (кре-пеж, муфта)
Качество крепления МзЭл.дв.,
Нм 700 Моментомер-ные ключи

130
Продолжение табл. 4.7
1 2 3 4 5 6 7 Виброперемещение Sр-р, мкм
65
Виброскорость Vе, мм/с
4,5
Уровень
вибрации
Виброускорение Ае(р-р), g
3
8.2. Акусти-ческий пас-сивный
5.3.1. 1 вал в сборе (ше- стерня, подшип-ники 1, 2) (n = 994 об/мин)
Шестерня z30,m10 Износ зубьев Не более 25% 6.5. Органо-
лептический
Виброперемещение Sр-р, мкм
140
Виброскорость Vе, мм/с
4,5
Уровень
вибрации
Виброускорение Ае(р-р), g
3
8.2. Акусти-ческий пас-сивный
5.3.2. 2 вал в сбо-ре (зуб. колеса 1,2, подш. 1,2 (n = 157 об/мин) Зуб.колеса
z190,m10 z24,m20
Износ зубьев
Не более 25%
6.5. Органо-лептический
Виброперемещение Sр-р, мкм
198
Виброскорость Vе, мм/с
4,5
Уровень
вибрации
Виброускорение Ае(р-р), g
3
8.2. Акусти-ческий пас-сивный
5.3.3. 3 вал в сборе (зуб. колесо, подшипники 1, 2) (n = 33 об/мин) Зуб. колесо
z190,m10 Износ зубьев Не более 25% 6.5. Органо-лептический
5.3.4. Смазка
Уровень масла в кар-тере (норма – Да)
Да/Нет; Деградация,
загрязненность
6.5. Органо-лептический, 6.1. Оптиче-ский денсито-метрический
Давление в магистра-ли, МПа 0,45
9.2.4. Течеис кания мано метрический
Длина пружины, мм 261±1 Износ колодок до заклепок Да/Нет
5.3.5. Тормоз
Факт срабатывания Да/Нет Уплотнения (отсутствие течи масла) Да/Нет
Муфта, износ сухарей Не более 2 мм
6.5. Органо-лептический
5. Лебедка
подъемн
ая
5.3.
Редуктор
5.3.6. Монтаж (уплотне-ния, крепеж, муфта)
Качество крепления
Мзред., Нм 280 Моментомер-ные ключи
6.1.1. Ротор
Экспертная оценка дефек-тов электромагнитной сис-темы
א
6.1.2. Статор
Экспертная оценка дефек-тов электромагнитной сис-темы א
6.5. Органо-лептический 2. Электри-ческий 8.2. Акусти-ческий пас-сивный
Виброперемещение Sр-р, мкм 65
Виброскорость Vе, мм/с 4,5
6. М
еханизм поворота
6.1.
Электродвигатель левы
й n
= 90
7 об
/мин
6.1.3. Подшип-ники 1,2 У
ровень
вибрации
Виброускорение Ае(р-р), g 3
8.2. Акусти-ческий пас-сивный

131
Продолжение табл. 4.7
1 2 3 4 5 6 7
Дисбаланс, [Ve], мм/с 4,50 8.2. Акусти-ческий пас-сивный
Смещение 0,5 мм Центровка (упругой муфты)
Излом (на 1 м) 1,5 мм
6.7. Оптиче-ский лазер-ный
Равномерность затяжки крепежа Spmax/Spmin
< 1,25
8.2. Акустиче-ский пассив-ный, Моментомер-ные ключи
6.1.
Электродвигатель левы
й N
= 9
07 об/ми
н
6.1.4. Монтаж (крепеж, муфта)
Качество крепления МзЭл.дв., Нм 700 Моментомер-
ные ключи
6.2.1. Ротор
Экспертная оценка дефек-тов электромагнитной сис-темы
א
6.2.2. Статор
Экспертная оценка дефек-тов электромагнитной сис-темы
א
6.5. Органо-лептический 2. Электриче-ский 8.2. Акустиче-ский пассивный
Виброперемещение Sр-р, мкм 65
Виброскорость Vе, мм/с 4,5
6.2.3. Подшип-ники 1,2 У
ровень
вибрации
Виброускорение Ае(р-р), g 3
Дисбаланс, [Ve], мм/с 4,50
8.2. Акустиче-ский пассив-ный
Смещение 0,5 мм Центровка
(упругой муфты)
Излом (на 1 м) 1,5 мм
6.7. Оптиче-ский лазерный
Равномерность затяжки крепежа Spmax/Spmin < 1,25
8.2. Акустиче-ский пассивный, Моментомер-ные ключи
6.2.
Электродвигатель правый
n =
994 об
/мин
6.2.4. Монтаж (крепеж, муфта)
Качество крепления МзЭл.дв., Нм 700 Моментомер-
ные ключи
Виброперемещение Sр-р, мкм
65
Виброскорость Vе, мм/с
4,5
Уровень
вибрации
Виброускорение Ае(р-р), g
3
8.2. Акусти-ческий пассив-ный
6.3.1. 1 вал в сбо-ре (ше-стерня, подшипни-ки 1, 2) (n = 994 об/мин)
Шестерня z30,m8 Износ зубьев Не более 25%
6.5. Органо-лептический
Виброперемещение Sр-р, мкм
119
Виброскорость Vе, мм/с
4,5
Уровень
вибрации
Виброускорение Ае(р-р), g
3
8.2. Акусти-ческий пассив-ный
6. М
еханизм поворота
6.3.
Редуктор левы
й
6.3.2. 2 вал в сбо-ре (шестер-ни 1,2, подш. 1,2) (n = 259 об/мин) шестерни
z105,m8 z24,m12
Износ зубьев
Не более 25%
6.5. Органо-лептический

132
Продолжение табл. 4.7.
1 2 3 4 5 6 7 Виброперемещение Sр-р, мкм
174
Виброскорость Vе, мм/с
4,5
Уровень
вибрации
Виброускорение Ае(р-р), g
3
8.2. Акусти-ческий пас-сивный
6.3.3. 3 вал в сбо-ре (зуб. ко-лесо, под-шипники 1,2) (n = 62,8 об/мин)
Зуб. колеса z99,m12 z35,m16
Износ зубьев Не более 25%
6.5. Органо-лептический
Виброперемещение Sр-р, мкм
210
Виброскорость Vе, мм/с
4,5
Уровень
вибрации
Виброускорение Ае(р-р), g
3
8.2. Акусти-ческий пас-сивный
6.3.4. 4 вал в сбо-ре (зуб. ко-леса 1,2, подшипни-ки 1,2) Зуб.колеса
z90,m16 Z13,m36
Износ зубьев Не более 25%
6.5. Органо-лептический
6.3.5. Смазка
Уровень масла в кар-тере (норма – Да)
Да/Нет; Деградация,
загрязненность
6.5. Органо-лептический, 6.1. Оптиче-ский денсито-метрический
Давление в магистрали, МПа 0,45
9.2.4. Тече-искания мано-метрический
Длина пружины, мм 255±1 Износ колодок до заклепок Да/Нет
6.3.6. Тормоз
Факт срабатывания Да/Нет Уплотнения (отсутствие течи масла) Да/Нет
Муфта, износ сухарей Не более 2 мм
6.5. Органо-лептический
6.3.
Редуктор левы
й
6.3.7. Монтаж (уплотне-ния, крепеж, муфта) Качество
крепления Мзред., Нм 280 Моментомер-
ные ключи
Виброперемещение Sр-р, мкм
65
Виброскорость Vе, мм/с
4,5
Уровень
вибрации
Виброускорение Ае(р-р), g
3
8.2. Акусти-ческий пас-сивный
6.4.1. 1 вал в сборе (шестер-ня, под-шипники 1, 2) (n = 994 об/мин)
Шестерня z30,m8 Износ зубьев Не более
25%
6.5. Органо-лептический
Виброперемещение Sр-р, мкм
119
Виброскорость Vе, мм/с
4,5
Уровень
вибрации
Виброускорение Ае(р-р), g
3
8.2. Акусти-ческий пас-сивный
6. М
еханизм поворота
6.4.
Редуктор правый
6.4.2. 2 вал в сбо-ре (шестер-ни 1, 2, подш. 1, 2) (n = 259 об/мин) шестерни
z105,m8 z24,m12
Износ зубьев
Не более 25%
6.5. Органо-лептический

133
Продолжение табл. 4.7
1 2 3 4 5 6 7 Виброперемещение Sр-р, мкм
174
Виброскорость Vе, мм/с
4,5
6.4.3. 3 вал в сбо-ре (зуб. ко-лесо, подшипни-ки 1,2) (n = 62,8 об/мин)
Уровень
вибрации
Виброускорение Ае(р-р), g
3
8.2. Акусти-ческий пас-сивный
Зуб. колеса z99,m12 z35,m16
Износ зубьев Не более 25% 6.5. Органолеп-тический
Виброперемещение Sр-р, мкм
210
Виброскорость Vе, мм/с
4,5
Уровень
вибрации
Виброускорение Ае(р-р), g
3
8.2. Акусти-ческий пас-сивный
6.4.4. 4 вал в сбо-ре (зуб. ко-леса 1,2, подшипни-ки 1, 2)
Зуб. колеса z90,m16 Z13,m36
Износ зубьев Не более 25% 6.5. Органолеп-тический
6.4.5. Смазка
Уровень масла в кар-тере (норма – Да)
Да/Нет; Деградация,
загрязненность
6.5. Органолеп-тический, 6.1. Оптиче-ский денсито-метрический
Давление в магистрали, МПа 0,45
9.2.4. Тече-искания мано-метрический
Длина пружины, мм 255±1 Износ колодок до заклепок Да/Нет
6.4.6. Тормоз
Факт срабатывания Да/Нет Уплотнения (отсутствие течи масла) Да/Нет
Муфта, износ сухарей Не более 2 мм
6.5. Органо-лептический
6. М
еханизм поворота
6.4.
Редуктор правый
6.4.7. Монтаж (уплотне-ния, крепеж, муфта)
Качество крепления
Мзред.,Нм 700 Моментомер-ные ключи
7.1.1. Ротор
Экспертная оценка дефек-тов электромагнитной сис-темы
א
7.1.2. Статор
Экспертная оценка дефек-тов электромагнитной сис-темы
א
6.5. Органолеп-тический 2. Электриче-ский 8.2. Акустиче-ский пассивный
Виброперемещение Sр-р, мкм 65
Виброскорость Vе, мм/с 4,5
7.1.3. Подшип-ники 1, 2 У
ровень
вибрации
Виброускорение Ае(р-р), g 3
Дисбаланс, [Ve], мм/с 4,50
8.2. Акусти-ческий пас-сивный
Смещение 0,5 мм Центровка
(упругой муфты)
Излом (на 1 м) 1,5 мм
6.7. Оптиче-ский лазер-ный
7. М
еханизм шагания
7.1.
Электродвигатель
n=99
4 об
/мин
7.1.4. Монтаж (крепеж, муфта) Равномерность затяжки
крепежа Spmax/Spmin < 1,25 8.2. Акустиче-ский пассивный, Моментомер-ные ключи

134
Продолжение табл. 4.7
1 2 3 4 5 6 7
Качество
крепле-ния
МзЭл.дв., Нм 175
Моменто-мерные ключи
Виброперемещение Sр-р, мкм 65
Виброскорость Vе, мм/с 4,5
Уровень
вибрации
Виброускорение Ае(р-р), g 3
8.2. Акусти-ческий пас-сивный
7.2.1. 1 вал в сборе (шестер-ня, под-шипники 1, 2) (n = 994 об/мин)
Шестерня z22,m8 Износ
зубьев Не более
25% 6.5. Органо-лептический
Виброперемещение Sр-р, мкм 135
Виброскорость Vе, мм/с 4,5
Уровень
вибрации
Виброускорение Ае(р-р), g 3
8.2. Акусти-ческий пас-сивный
7.2.2. 2 вал в сборе (зуб. ко-леса 1,2, подшип-ники 1, 2) (n = 173,5 об/мин)
Зуб. колеса z126,m8 Z28,m12
Износ зубьев
Не более 25%
6.5. Органо-лептический
Виброперемещение Sр-р, мкм 188
Виброскорость Vе, мм/с 4,5
Уровень
вибрации
Виброускорение Ае(р-р), g 3
8.2. Акусти-ческий пас-сивный
7.2.3. 3 вал в сборе (зуб. ко-леса 1,2, подшип-ники 1, 2) (n = 43,4 об/мин)
Зуб. колеса z112,m12 Z28,m28
Износ зубьев
Не более 25%
6.5. Органо-лептический
Виброперемещение Sр-р, мкм 230
Виброскорость Vе, мм/с 4,5
Уровень
вибрации
Виброускорение Ае(р-р), g 3
8.2. Акусти-ческий пас-сивный
7.2.4. 4 вал в сборе (зуб. ко-леса 1,2,3, подшип-ники 1, 2) (n = 14,7 об/мин)
Зуб. колеса z53,m28 Z33,m12 Z33,m12
Износ зубьев
Не более 25%
6.5. Органо-лептический
Виброперемещение Sр-р, мкм 297
Виброскорость Vе, мм/с 4,5
Уровень
вибрации
Виброускорение Ае(р-р), g 3
8.2. Акусти-ческий пас-сивный
7. М
еханизм шагания
7.2.
Редуктор
7.2.5. 5 вал 1,2 в сборе (зуб. ко-леса 1,2) (n = 2,6 об/мин) Зуб. колеса
z69,m33 Z69,m33
Износ зубьев
Не более 25%
6.5. Органо-лептический

135
Продолжение табл. 4.7
1 2 3 4 5 6 7
7.2.6. Смазка
Уровень масла в карте-ре (норма – Да)
Да/Нет; Деградация, загрязнен-ность
6.5. Органо-лептический, 6.1. Оптический денситометри-ческий
Давление в магистрали, МПа 0,45 9.2.4. Тече-искания мано-метрический
Длина пружины, мм 255±1 Износ колодок до заклепок Да/Нет
7.2.7. Тормоз
Факт срабатывания Да/Нет Уплотнения (отсутствие течи масла) Да/Нет
Муфта, износ сухарей Не более 2 мм
6.5. Органо-лептический
7. М
еханизм шагания
7.2.
Редуктор
7.2.8. Монтаж (уплотне-ния, кре-пеж, муфта)
Качество крепления
Мзред., Нм 700 Моментомер-ные ключи
8.1.1. Ротор
Экспертная оценка дефектов электромагнитной системы א
8.1.2. Статор
Экспертная оценка дефектов электромагнитной системы
א
6.5. Органо-лептический 2. Электриче-ский 8.2. Акустиче-ский пассив-ный
Виброперемещение Sр-р, мкм 65
Виброскорость Vе, мм/с 4,5
8.1.3. Подшип-ники 1,2 У
ровень
вибрации
Виброускорение Ае(р-
р), g 3
Дисбаланс, [Ve], мм/с 4,50
8.2. Акусти-ческий пас-сивный
Смещение 0,5 мм Центровка
(упругой муфты)
Излом (на 1 м) 1,5 мм
6.7. Оптиче-ский лазер-ный
Равномерность затяжки кре-пежа Spmax/Spmin < 1,25
8.2. Акустиче-ский пассив-ный, Моментомер-ные ключи
8.1.
Сетевой
электродвигатель
(n =
993
об/ми
н)
8.1.4. Монтаж (крепеж, муфта)
Качество крепления МзЭл.дв.,
Нм 800 Моменто-мерные ключи
8.2.1. Ротор
Экспертная оценка дефектов электромагнитной системы א
8.2.2. Статор
Экспертная оценка дефектов электромагнитной системы
א
6.5. Органо-лептический 2. Электриче-ский 8.2. Акустиче-ский пассив-ный
Виброперемещение Sр-р, мкм 65
Виброскорость Vе, мм/с 4,5
8. Четырехм
ашинны
й преобразовательный агрегат
8.2.
Генератор
тяги
(n =
993
об/ми
н)
8.2.3. Подшип-ники 1,2 У
ровень
вибрации
Виброускорение Ае(р-
р), g 3
8.2. Акусти-ческий пас-сивный

136
Продолжение табл. 4.7
1 2 3 4 5 6 7 Дисбаланс, [Ve], мм/с 4,50
Смещение 0,5 мм Центровка (упругой муфты)
Излом (на 1 м) 1,5 мм
6.7. Оптиче-ский лазер-ный
Равномерность затяжки крепежа Spmax/Spmin < 1,25
8.2. Акустиче-ский пассивный, Моментомер-ные ключи
8.2.4. Монтаж (крепеж, муфта)
Качество крепления МзЭл.дв.,
Нм 800 Моменто-мерные ключи
8.3.1. Ротор
Экспертная оценка дефек-тов электромагнитной сис-темы
א
8.3.2. Статор
Экспертная оценка дефек-тов электромагнитной сис-темы א
6.5. Органо-лептический 2. Электри-ческий 8.2. Акусти-ческий пас-сивный
Виброперемещение Sр-р, мкм 65
Виброскорость Vе, мм/с 4,5
8.3.3. Подшип-ники 1,2 У
ровень
вибрации
Виброускорение Ае(р-р), g 3
Дисбаланс, [Ve], мм/с 4,50
8.2. Акусти-ческий пас-сивный
Смещение 0,5 мм Центровка
(упругой муфты)
Излом (на 1 м) 1,5 мм
6.7. Оптиче-ский лазер-ный
Равномерность затяжки крепежа Spmax/Spmin < 1,25
8.2. Акустиче-ский пассивный, Моментомер-ные ключи
8.3.
Генератор
подъема
(n=9
93 об/ми
н)
8.3.4. Монтаж (крепеж, муфта)
Качество крепления МзЭл.дв.,
Нм 800 Моменто-мерные ключи
8.4.1. Ротор
Экспертная оценка дефек-тов электромагнитной сис-темы
א
8.4.2. Статор
Экспертная оценка дефек-тов электромагнитной сис-темы
א
6.5. Органолеп-тический 2. Электриче-ский 8.2. Акустиче-ский пассивный
Виброперемещение Sр-р, мкм 65
Виброскорость Vе, мм/с 4,5
8.4.3. Подшип-ники 1, 2 У
ровень
вибрации
Виброускорение Ае(р-р), g 3
Дисбаланс, [Ve], мм/с 4,50
8.2. Акусти-ческий пас-сивный
Смещение 0,5 мм
8. Четырехм
ашинны
й преобразовательный агрегат
8.4.
Генератор
поворота,
шагания
(n
= 9
93 об/ми
н)
8.4.4. Монтаж (крепеж, муфта)
Центровка (упругой муфты)
Излом (на 1 м) 1,5 мм
6.7. Оптиче-ский лазер-ный

137
Продолжение табл. 4.7
1 2 3 4 5 6 7 Равномерность затяжки крепежа Spmax/Spmin < 1,25
8.2. Акустиче-ский пассивный, Моментомер-ные ключи
Качество крепления МзЭл.дв.,
Нм 800 Моменто-мерные ключи
9.1.1. Ротор
Экспертная оценка дефек-тов электромагнитной сис-темы
א
9. Трехм
ашинны
й преобраз
. агрегат
9.1.
Асинхронный
эл. двигатель
9.1.2. Статор
Экспертная оценка дефек-тов электромагнитной сис-темы א
6.5. Органо-лептический 2. Электри-ческий 8.2. Акусти-ческий пас-сивный
Виброперемещение Sр-р, мкм 123
Виброскорость Vе, мм/с 4,5
9.1.3. Подшип-ники 1,2 У
ровень
вибрации
Виброускорение Ае(р-р), g 3
Дисбаланс, [Ve], мм/с 4,50
8.2. Акусти-ческий пас-сивный
Смещение 0,12 мм Центровка
(упругой муфты)
Излом (на Ø 400 мм) 0,1 мм
6.7. Оптиче-ский лазер-ный
Равномерность затяжки крепежа Spmax/Spmin < 1,25
8.2. Акустиче-ский пассивный, Моментомер-ные ключи
9.1.
Асинхронный
эл.двигатель
9.1.4. Монтаж (крепеж, муфта)
Качество крепления МзЭл.дв.,
Нм 175 Моменто-мерные ключи
9.2.1. Ротор
Экспертная оценка дефек-тов электромагнитной сис-темы
א
9.2.2. Статор
Экспертная оценка дефек-тов электромагнитной сис-темы א
6.5. Органо-лептический 2. Электри-ческий 8.2. Акусти-ческий пас-сивный
Виброперемещение Sр-р, мкм 123
Виброскорость Vе, мм/с 4,5
9.2.3. Подшип-ники 1, 2 У
ровень
вибрации
Виброускорение Ае(р-р), g 3
Дисбаланс, [Ve], мм/с 4,50
8.2. Акусти-ческий пас-сивный
Смещение 0,12 мм Центровка
(упругой муфты)
Излом (на Ø 400 мм) 0,1 мм
6.7. Оптиче-ский лазер-ный
9. Трехм
ашинны
й преобразовательный агрегат
(n=2
32 об/ми
н)
9.2.
Генератор
собственных нужд
9.2.4. Монтаж (крепеж, муфта)
Равномерность затяжки крепежа Spmax/Spmin < 1,25
8.2. Акустиче-ский пассивный, Моментомер-ные ключи

138
Продолжение табл. 4.7 1 2 3 4 5 6 7
Качество крепления МзЭл.дв.,
Нм 175 Моменто-мерные ключи
9.3.1. Ротор
Экспертная оценка дефек-тов электромагнитной сис-темы
א
9.3.2. Статор
Экспертная оценка дефек-тов электромагнитной сис-темы א
6.5. Органо-лептический 2. Электри-ческий 8.2. Акусти-ческий пас-сивный
Виброперемещение Sр-р, мкм 123
Виброскорость Vе, мм/с 4,5
9.3.3. Подшип-ники 1,2 У
ровень
вибрации
Виброускорение Ае(р-р), g 3
8.2. Акусти-ческий пас-сивный
Дисбаланс, [Ve], мм/с 4,50 Смещение 0,12мм Центровка
(упругой муфты)
Излом (на Ø 400 мм) 0,1мм
6.7. Оптиче-ский лазер-ный
Равномерность затяжки крепежа Spmax/Spmin < 1,25
8.2. Акустиче-ский пассивный, Моментомер-ные ключи
9. Трехм
ашинны
й преобразовательный агр.
9.3.
Возбудитель
синхронного
двигателя
9.3.4. Монтаж (крепеж, муфта)
Качество крепления МзЭл.дв.,
Нм 175 Моменто-мерные клю-чи
10.1. Компрессор Давление на выходе, МПа 0,8
Давление на выходе, МПа 0,6-0,8
9.2.4. Тече-искания ма-нометриче-ский
Отсутствие трещин в сварных швах Да/Нет
8.1. Акустиче-ский ультра-звуковой
10.2. Воздухо-сборник
Отсутствие конденсата Да/Нет 6.5. Органо-лептический
10.3. Пневмомагист-раль Герметичность Да/Нет
9.2.3. Тече-искания пу-зырьковый
10.4. Регулятор Срабатывание на включе-ние и отключение ком-прессора при давлении, МПа
0,6
Клапан ре-дукционный
Настройка на 0,45 МПа
Да/Нет
9.2.4. Тече-искания ма-нометриче-ский
Клапаны воз-духораспре-делительные
Наложе-ние тор-моза, сек.
0,5
10. П
невмосистема
10.5. Клапаны, вентили, мано-метры
Вентили Опробо-вание Да/Нет
6.5. Органо-лептический

139
Продолжение табл. 4.7
1 2 3 4 5 6 7 Манометры Метроло-
гическая поверка
Да/Нет
11.1. Вспомога-тельные привода
Экспертная оценка де-фектов א
6.5. Органо-лептический 2. Электри-ческий Моменто-мерные лючи
11.2. Коммута-ционные устрой-ства
Экспертная оценка дефектов Нагрев
א
2. Электри-ческий 5.1. Тепловой пассивного излучения
11.3. Освещение Наличие Требование норм освещенности
א6.5. Органо-лептический
Целостность изоляции По ГОСТ 11828-66
2. Электри-ческий
11.4. Провода и кабели Соблюдение правил
прокладки Да/Нет 6.5. Органо-лептический
11. Н
изковольтное
электрооборудование
11.5.Электрона-греватели, кало-рифер
Наличие Требование норм безопасности
א
Наружная по-верхность и внутренняя полость
Отсутст-вие пыли и грязи
Да/Нет
Кольца и пру-жины щетко-держателей
Отсутст-вие следов нагара, оплавле-ния
Да/Нет
6.5. Органо-лептический
Затяжка болтовых соедине-ний, Нм
По нормам Мз=f(dболта)
Моменто-мерные лючи
12.1. Кольцевой токоприемник
Сопротивление изоляции колец
По ГОСТ 11828-66
2. Электри-ческий
Исправность блокиро-вочных устройств 1,2,3 Да/Нет
Привод вы-ключателя (масляного, вакуумного)
Срабаты-вание от действия защиты
Да/Нет
Разновре-менность включе-ния ножей
3 мм
Ножи разъе-динителя (штепсельно разъема) Угол от-
крытия ножей
60о±5о
12. В
ысоковольтное
электрооборудование
12.2. Распред-устройство, приключатель-ный пункт
Наличие поверенных за-щитных устройств Да/Нет
6.5. Органо-лептический

140
Продолжение табл. 4.7
1 2 3 4 5 6 7 Уровень (Нор-ма – Да) Да/Нет
Нагрев ≤ 60оС 5.1. Тепловой Масло Лабораторные исследования Да/Нет
6.1. Оптический денситометри-ческий
Герме-тич-ность
Отсутствие течи масла Да/Нет 6.5. Органо-
лептический
Пробивной предохрани-тель
Испытан Да/Нет
12.3. Силовой трансформатор
Сопротивление изоляции Сопротивление изоляции
По ГОСТ 11828-66
Целостность жилы зазем-ления, Ом ≤ 10
2. Электри-ческий
12.4. Высоко-вольтный кабель Соблюдение правил про-
кладки Да/Нет 6.5. Органолеп-тический
13.1. Защита стре-лы от растяжки ковша
Срабатывание Да/Нет
13.2. Защита от переподъема Срабатывание Да/Нет
6.5. Органо-лептический
13.3. Защита от перетяги Срабатывание Да/Нет
13.4.1. В сетях U<1000 В
Срабатывание Да/Нет
13.4
. Защ
ита
от замы
каний
на земл
ю
13.4.1. В сетях U>1000 В Срабатывание Да/Нет
13.5.1. Контроль целостно-сти
Срабатывание УЗО Да/Нет
6.5. Органо-лептический
13.5. Сеть зазем-ления
13.5.2.Общее со-противле-ние цепи
Относительно корпу-са экскаватора < 4 Ом 2. Электри-
ческий
13.6. Указатель верхнего положе-ния лыж
Срабатывание Да/Нет 6.5. Органо-лептический
13. Защ
итны
е и сигнальные устройства
13.7. Звуковой сигнал Срабатывание Да/Нет
Кнопки управ-ления Да/Нет
Коммутацион-ные аппараты Да/Нет
14. С
истема
управления
14.1
. Система
управления
гл.
приводами
14.1
.1. У
прав
-ление синхрон-
ным двигате-
лем
Пассивные и активные эле-менты систем автоматики
Исправное
состояние
Да/Нет 6.5.
Органо-
лептический

141
Окончание табл. 4.7
1 2 3 4 5 6 7 Кнопки управ-ления Да/Нет
Коммутацион-ные аппараты Да/Нет
14.1
.2.Управле
-ние приводом
тяги
Пассивные и активные эле-менты систем автоматики И
справное
со-
стояние
Да/Нет
Кнопки управ-ления Да/Нет
Коммутацион-ные аппараты Да/Нет
14.1
.3. У
прав
-ление приво-
дом подъема
Пассивные и активные эле-менты систем автоматики И
справное
со-
стояние
Да/Нет
Кнопки управ-ления Да/Нет
Коммутацион-ные аппараты Да/Нет
14.1
.4.Управ
-ление приводом
поворота
и ша-
гания
Пассивные и активные эле-менты систем автоматики И
справное
со-
стояние
Да/Нет
Кнопки управления, переключатели Да/Нет
Коммутационные аппараты Да/Нет
14. С
истема
управления
14.2
. Система
управления
вспом.
приво
-дами
Пассивные и актив-ные элементы систем автоматики И
справное
состояние
Да/Нет
Точки смазки Экспертная оценка техни-ческого со-стояния
Удв/Неудв
15.1. Цен-траль-ная цапфа
Рельсовый и ро-ликовый круги
Зазор между задними роли-ками и верхним рельсом
≤ 1,4 мм
Ролики Износ ≤ 3 мм
6.5. Органо-лептический
15.2. Роли-ковый круг
Крепление осей роликов Момент за-
тяжки, Нм 500 Моменто-мерные ключи
Расслоение по длине рельса ≤ 30% Отсутствие трещин Да/Нет Износ ≤ 8 мм
15.3. Рельсо-вый круг Раскат (утолщение рельса) ≤ 3 мм
15. О
порно-поворотное
устройство
15.4. Опор-ная база
Отсутствие трещин Да/Нет
6.5. Органо-лептический

142
Таблица 4.8
Рабочая карта обследования технического состояния карьерных экскаваторов
Код
позиции
узла,
механизма,
системы
Код позиции элемента узла, механизма, системы
Контролируемый па-раметр
Норматив-ный уровень параметра
Код метода неразру-шающего контроля
Результат контроля
параметра
Эксперт
1 2 3 4 5 6 7 1.1. Корпус Отсутствие трещин Да/Нет
Отсутствие зазора в установке зуба
Да/Нет 1.2. Зубья
Износ в любом сечении Не более 40%
Ход засова, мм >60
1.3. Засов Перекрытие засовом окна в передней стен-ке, мм
>30
1. Ковш
1.4. Штифты на пальцах 1,2
Наличие Да/Нет
6.5. Органо-лептический (визуально-оптический)
2.1.1. Шарнирные соединения с ковшом
Момент затяжки, Нм
900 Моменто-мерные ключи
2.1.2. Амор-тизаторов
2.1.3.Концевых упоров
2.1. Крепления
2.1.4. По-глощающе-го аппарата
Эксперт-ная оцен-ка
Удв/Неудв 6.5. Органо-лептический
2. Рукоять
2.2. Сварные швы Отсутствие трещин Да/Нет
6.5. Органо-лептический 8.1. Акустиче-ский ультра-звуковой
3.1.1. Нижней секции и верхней Да/Нет
3.1. Соедине-ния
3.1.2. Пяты стре-лы с кронштей-нами поворотной платформы Отсутствие
зазоров
Да/Нет 6.5. Органо-лептический
3.2. Блоки го-ловной и двух-ручьевой
Износ ручьев Не более 5 мм
6.5. Органо-лептический
3. Стрела
3.3. Сварные швы
Отсутствие трещин
Да/Нет
6.5. Органо-лептический 8.1. Акустиче-ский ультра-звуковой

143
Продолжение табл. 4.8
1 2 3 4 5 6 7 3.4.1. Дву-ногая стой-ка
Отсутствие трещин Да/Нет
3.4.2. Блоки Износ ручья Не более 5 мм
6.5. Органо-лептический
3.4. Подвеска стрелы
3.4.3. Кана-ты
Отсутствие обрывов про-волочек
15% проволок на длине шага свивки
6.5., 1.3.Магнитографический
4.1. Механизм торможения днища
Экспертная оценка отсутст-вия ударов ковшом по руко-яти и полноты открытия днища
Да/Нет
4.2. Трос Отсутствие обрывов прово-лочек, надежность крепле-ния
15% проволок на длине шага свивки
6.5. Органо-лептический 1.3. Магни-тографиче-ский
Болтовые Момент затяж-ки, Нм 900 Моментомер-
ные ключи
4. М
еханизм открывания
днищ
а ковш
а
4.3. Соедине-ния Штифты на
шарнирных соединениях
Наличие Да/Нет 6.5. Органо-лептический
5.1.1. Ротор
Экспертная оценка дефектов электромагнитной системы א
5.1.2. Статор
Экспертная оценка дефектов электромагнитной системы א
6.5. Органолеп-тический 2. Электриче-ский 8.2. Акустиче-ский пассивный
Виброперемещение Sр-р, мкм 80
Виброскорость Vе, мм/с 4,5
5.1.3. Подшип-ники 1,2 У
ровень
вибрации
Виброускорение Ае(р-
р), g 1,5
Дисбаланс, [Ve], мм/с 4,50
8.2. Акусти-ческий пас-сивный
Смещение 0,5 мм
5. Напорны
й механизм
5.1.
Электродвигатель
Центровка (упругой муфты)
Излом (на 1 м) 1,5 мм
6.7. Оптиче-ский лазер-ный
Равномерность затяжки кре-пежа Spmax/Spmin < 1,25
8.2. Акустиче-ский пассивный, Моментомер-ные ключи
5.1.
Электро
-двигатель
5.1.4. Монтаж (крепеж, муфта)
Качест-во креп-ления
МзЭл.дв., Нм 800 Моменто-мерные ключи
Виброперемещение Sр-р, мкм
80
Виброскорость Vе, мм/с
4,5
Уровень
вибрации
Виброускорение Ае(р-
р), g 1,5
8.2. Акусти-ческий пас-сивный 5.
Напорны
й механизм
5.2.
Редуктор
5.2.1. 1 вал в сборе (зуб. пе-редача, подшип-ники 1, 2)
Износ зубьев колес и шесте-рен Не более 25%
6.5. Органолеп-тический

144
Продолжение табл. 4.8
1 2 3 4 5 6 7 Виброперемещение Sр-р, мкм
270
Виброскорость Vе, мм/с
4,5
Уровень
вибрации
Виброускорение Ае(р-р), g
1,5
8.2. Акусти-ческий пас-сивный
5.2.2. 2 вал в сбо-ре (зуб. Передача 1, 2, подш. 1, 2 (n = 240 об/мин)
Износ зубьев колес и шес-терен
Не более 25%
6.5. Органо-лептический
Виброперемещение Sр-р, мкм
350
Виброскорость Vе, мм/с
4,5
Уровень
вибрации
Виброускорение Ае(р-р), g
1,5
8.2. Акусти-ческий пас-сивный
5.2.3. 3 вал в сбо-ре (зуб. передача, подшипни-ки 1, 2) (n = 51 об/мин)
Износ зубьев колес и шес-терен Не более 25% 6.5. Органо-
лептический
Виброперемещение Sр-р, мкм
80
Виброскорость Vе, мм/с
4,5
Уровень
вибрации
Виброускорение Ае(р-р), g
1,5
8.2. Акусти-ческий пас-сивный
5.2.4. 4 вал в сборе (зуб. пе-редача, подшип-ники 1, 2)
Износ зубьев колес и шес-терен Не более 25% 6.5. Органо-
лептический
5.2.5. Смазка
Уровень масла в кар-тере (норма – Да)
Да/Нет; Деградация, Загрязнен-ность
6.5. Органо-лептический, 6.1. Оптиче-ский денсито-метрический
Давление в магистрали, МПа 0,45
9.2.4. Тече-искания мано-метрический
Сжатие пружины на раз-мер , мм 204±1
Износ колодок до заклепок Да/Нет
5.2.6. Тормоз
Факт срабатывания Да/Нет Уплотнения (отсутствие течи масла) Да/Нет
Муфта, износ сухарей Не более 2 мм
6.5. Органо-лептический
5.2.
Редуктор
5.2.7. Монтаж (уплотне-ния, кре-пеж, муфта)
Качество крепления
Мзред., Нм 800 Моментомер-ные ключи
5.3. Канаты Отсутствие обрывов про-волочек, надежность креп-ления
15% проволок на длине шага свивки
6.5. Органо-лептический 1.3. Магнито-графический
Отсутствие трещин Да/Нет Зазор между задним упором рукояти и седловым под-шипником после выбега
В пределах от 50 до 100 мм
5. Напорны
й механизм
5.4. Седловой подшипник
Точки смазки
Экспертная оценка тех-нического состояния
Удв/Неудв
6.5. Органо-лептический

145
Продолжение табл. 4.8
1 2 3 4 5 6 7 6.1.1. Ротор
Экспертная оценка дефек-тов электромагнитной сис-темы
א
6.1.2. Статор
Экспертная оценка дефек-тов электромагнитной сис-темы
א
6.5. Органо-лептический 2. Электриче-ский 8.2. Акустиче-ский пассивный
Виброперемещение Sр-р, мкм 80
Виброскорость Vе, мм/с 4,5
6.1.3. Подшип-ники 1,2 У
ровень
вибрации
Виброускорение Ае(р-р), g 1,5
Дисбаланс, [Ve], мм/с 4,50
8.2. Акусти-ческий пас-сивный
Смещение 0,5 мм Центровка
(упругой муфты)
Излом (на 1м) 1,5 мм
6.7. Оптиче-ский лазер-ный
Равномерность затяжки крепежа Spmax/Spmin
< 1,25 8.2. Акустиче-ский пассивный, Моментомер-ные ключи
6.1.
Электродвигатель
6.1.4. Монтаж (крепеж, муфта)
Качество крепле-ния
МзЭл.дв., Нм 800 Моменто-мерные ключи
Виброперемещение Sр-р, мкм
80
Виброскорость Vе, мм/с
4,5
Уровень
вибрации
Виброускорение Ае(р-р), g
1,5
8.2. Акусти-ческий пас-сивный
6.2.1. 1 вал в сборе (зуб. пе-редача, подшип-ники 1, 2)
Износ зубьев колес и шес-терен Не более 25% 6.5. Органо-
лептический
Виброперемещение Sр-р, мкм
80
Виброскорость Vе, мм/с
4,5
Уровень
вибрации
Виброускорение Ае(р-р), g
1,5
8.2. Акусти-ческий пас-сивный
6.2.2. 2 вал в сборе (зуб. передача, подш. 1,2 )
Износ зубьев колес и шес-терен
Не более 25%
6.5. Органо-лептический
Виброперемещение Sр-р, мкм
80
Виброскорость Vе, мм/с
4,5
Уровень
вибрации
Виброускорение Ае(р-р), g
1,5
8.2. Акусти-ческий пас-сивный
6.2.3. 3 вал в сборе (зуб. пе-редача, подшип-ники 1,2)
Износ зубьев колес и шес-терен Не более 25% 6.5. Органо-
лептический
Виброперемеще-ние Sр-р, мкм
198
Виброскорость Vе, мм/с
4,5
6. Подъемн
ый механизм
6.2.
Редуктор
6.2.4. 4 вал в сбо-ре (зуб. передача, подшипни-ки 1, 2) (ЭКГ-5)
Уровень
вибрации
Виброускорение Ае(р-р), g
1,5
8.2. Акусти-ческий пас-сивный

146
Продолжение табл. 4.8
1 2 3 4 5 6 7
Износ зубьев колес и шесте-рен Не более 25%
6.5. Орга-нолептиче-ский
Давление в магистрали, МПа 0,45
9.2.4. Тече-искания ма-нометриче-ский
Сжатие пружины на размер , мм 204±1
Износ накладок колодок до заклепок
Да/Нет
6.3. Тормоз
Удержание ковша Да/Нет Утоньшение стенки ручья 13 мм
Количество трещин Не более 2
6.4. Барабаны Трещины, проходящие через поса-дочное от-верстие
Длина тре-щин, мм <120
Экспертная оценка крепле-ния Удв/Неудв
6. Подъемн
ый механизм
6.5. Канаты
Отсутствие обрывов прово-лочек
15% проволок на длине шага свивки
6.5. Орга-нолептиче-ский
7.1.1. Ротор
Экспертная оценка дефектов электромагнитной системы א
7.1.2. Статор
Экспертная оценка дефектов электромагнитной системы
א
6.5. Орга-нолептиче-ский 2. Электри-ческий 8.2. Аку-стический пассивный
Виброперемещение Sр-р, мкм 80
Виброскорость Vе, мм/с 4,5
7.1.3. Подшип-ники 1,2 У
ровень
вибрации
Виброускорение Ае(р-р), g 1,5
8.2. Аку-стический пассивный
Дисбаланс, [Ve], мм/с 4,50 8.2. Аку-стический пассивный
Смещение 0,5 мм Центровка (упругой муфты)
Излом (на 1 м) 1,5 мм
6.7. Опти-ческий ла-зерный
Равномерность затяжки крепежа Spmax/Spmin
< 1,25
8.2. Аку-стический пассивный, Моменто-мерные ключи
7. М
еханизм поворота
7.1.
Электродвигатель левы
й
7.1.4. Монтаж (крепеж, муфта)
Качество крепле-ния
МзЭл.дв., Нм 800 Моменто-мерные ключи

147
Продолжение табл. 4.8
1 2 3 4 5 6 7 7.2.1. Ротор
Экспертная оценка дефек-тов электромагнитной сис-темы
א
7.2.
Электродви-
гатель
правы
й n
= 99
4 об
/мин
7.2.2. Статор
Экспертная оценка дефек-тов электромагнитной сис-темы א
6.5. Органо-лептический 2. Электри-ческий 8.2. Акусти-ческий пас-сивный
Виброперемещение Sр-р, мкм 80
Виброскорость Vе, мм/с 4,5
7.2.3. Подшип-ники 1,2 У
ровень
вибрации
Виброускорение Ае(р-р), g 1,5
Дисбаланс, [Ve], мм/с 4,50
8.2. Акусти-ческий пас-сивный
Смещение 0,5 мм Центровка
(упругой муфты)
Излом (на 1м) 1,5 мм
6.7. Оптиче-ский лазер-ный
Равномерность затяжки крепежа Spmax/Spmin < 1,25
8.2. Акустиче-ский пассивный,Моментомер-ные ключи
7.2.
Электродвигатель правый
7.2.4. Монтаж (крепеж, муфта)
Качест-во креп-ления
МзЭл.дв., Нм 800 Моменто-мерные ключи
Виброперемещение Sр-р, мкм
80
Виброскорость Vе, мм/с
4,5
Уровень
вибрации
Виброускорение Ае(р-р), g
1,5
8.2. Акусти-ческий пас-сивный
7.3.1. 1 вал (проме-жуточ-ный) в сборе (зуб. передача, подшипники 1, 2)
Износ зубьев колес и шестерен Не более 25% 6.5. Органо-
лептический
Виброперемещение Sр-р, мкм
80
Виброскорость Vе, мм/с
4,5
Уровень
вибрации
Виброускорение Ае(р-р), g
1,5
8.2. Акусти-ческий пас-сивный
7.3.2. 2 вал (ве-дущий) в сборе (зуб. передача, подш.1,2) Износ зубьев колес и
шестерен Не более
25% 6.5. Органо-лептический
7.3.3. Смазка
Уровень масла в кар-тере (норма – Да)
Да/Нет; Деградация,
загрязненность
6.5. Органо-лептический, 6.1. Оптиче-ский денсито-метрический
Уплотнения (отсутствие течи масла) Да/Нет
Муфта, износ сухарей Не более 2 мм 6.5. Органо-лептический
7. М
еханизм поворота
7.3.
Редуктор левы
й
7.3.4. Монтаж (крепеж, уплотнения) Качество
крепления Мзред., Нм 800 Моменто-мерные ключи

148
Продолжение табл. 4.8
1 2 3 4 5 6 7 Виброперемещение Sр-р, мкм
80
Виброскорость Vе, мм/с
4,5
Уровень
вибрации
Виброускорение Ае(р-р), g
1,5
8.2. Акусти-ческий пас-сивный
7.4.1. 1 вал (проме-жуточ-ный) в сборе (зуб. пере-дача, под-шипники 1, 2)
Износ зубьев колес и шестерен Не более 25% 6.5. Органо-
лептический
Виброперемещение Sр-р, мкм
80
Виброскорость Vе, мм/с
4,5
Уровень
вибрации
Виброускорение Ае(р-р), g
1,5
8.2. Акусти-ческий пас-сивный
7.4.2. 2 вал (ве-дущий) в сборе (зуб. пере-дача, подш.1,2) Износ зубьев колес и
шестерен Не более
25% 6.5. Органо-лептический
7.4.3. Смазка
Уровень масла в кар-тере (норма – Да)
Да/Нет; Деградация,
загрязненность
6.5. Органо-лептический, 6.1. Оптиче-ский денсито-метрический
Уплотнения (отсутствие течи масла) Да/Нет
Муфта, износ сухарей Не более 2 мм 6.5. Органо-лептический
7.4.
Редуктор правый
7.4.4. Монтаж (крепеж, уплотне-ния)
Качество крепления Мзред., Нм 800 Моментомер-
ные ключи
Давление в магистрали, МПа 0,45
9.2.4. Тече-искания ма-нометриче-ский
Сжатие пружины на размер , мм 204±1
7. М
еханизм поворота
7.5. Тормоза
Износ накладок колодок до заклепок
Да/Нет 6.5. Органо-лептический
8.1.1. Ротор
Экспертная оценка дефек-тов электромагнитной сис-темы
א
8.1.2. Статор
Экспертная оценка дефек-тов электромагнитной сис-темы א
6.5. Органо-лептический 2. Электриче-ский 8.2. Акустиче-ский пассив-ный
Виброперемещение Sр-р, мкм 80
Виброскорость Vе, мм/с 4,5
8.1.3. Подшип-ники 1,2 У
ровень
вибрации
Виброускорение Ае(р-р), g 1,5
8.2. Акустиче-ский пассив-ный
8. М
еханизм хода
8.1.
Электродвигатель левы
й
8.1.4. Монтаж (крепеж, муфта)
Дисбаланс, [Ve], мм/с 4,50 8.2. Акусти-ческий пас-сивный

149
Продолжение табл. 4.8
1 2 3 4 5 6 7 Смещение 0,3 мм Центровка
(упругой муфты)
Излом (на 1 м) 1,0 мм
6.7. Оптиче-ский лазер-ный
Равномерность затяжки крепежа Spmax/Spmin < 1,25
8.2. Акустиче-ский пассивный, Моментомер-ные ключи
Качест-во креп-ления
МзЭл.дв., Нм 800 Моменто-мерные ключи
8.2.1. Ротор
Экспертная оценка дефек-тов электромагнитной сис-темы
א
82.2. Статор
Экспертная оценка дефек-тов электромагнитной сис-темы א
6.5. Органо-лептический 2. Электри-ческий 8.2. Акусти-ческий пас-сивный
Виброперемещение Sр-р, мкм 80
Виброскорость Vе, мм/с 4,5
8.2.3. Подшип-ники 1,2 У
ровень
вибрации
Виброускорение Ае(р-р), g 1,5
8.2. Акусти-ческий пас-сивный
Дисбаланс, [Ve], мм/с 4,50 8.2. Акустиче-ский пассивный
Смещение 0,5 мм Центровка (упругой муфты)
Излом (на 1 м) 1,5 мм
6.7. Оптиче-ский лазер-ный
Равномерность затяжки крепежа Spmax/Spmin < 1,25
8.2. Акустиче-ский пассивный, Моментомер-ные ключи
8.2.
Электродвигатель правый
8.2.4. Монтаж (крепеж, муфта)
Качест-во кре-пления
МзЭл.дв., Нм 800 Моменто-мерные ключи
Вибропереме-щение Sр-р, мкм
80
Виброскорость Vе, мм/с
4,5
Уровень
вибрации
Виброускоре-ние Ае(р-р), g
1,5
8.2. Акусти-ческий пас-сивный
8.3.1. 1 вал в сборе (зуб. пе-редача, подшип-ники 1, 2) Зуб. пе-
редача z97, z23
Износ зубьев Не более 25% 6.5. Органо-лептический
Вибропереме-щение Sр-р, мкм
80
Виброскорость Vе, мм/с
4,5
8. М
еханизм хода
8.3.
Редуктор левы
й
8.3.2. 2 вал в сборе (зуб. ко-леса 1,2, подшип-ники 1, 2)
Уровень
вибрации
Виброускоре-ние Ае(р-р), g
1,5
8.2. Акусти-ческий пас-сивный

150
Продолжение табл. 4.8
1 2 3 4 5 6 7 Зуб.
колеса z23, Z13
Износ зубьев Не более 25%
6.5. Органо-лептический
Вибропереме-щение Sр-р, мкм
80
ВиброскоростьVе, мм/с
4,5
Уровень
вибрации
Виброускоре-ние Ае(р-р), g
1,5
8.2. Акусти-ческий пас-сивный
8.3.3. 3 вал в сборе (зуб. ко-леса 1,2, подшип-ники 1, 2)
Зуб. колеса z61,Z14
Износ зубьев Не более 25%
6.5. Органо-лептический
Вибропереме-щение Sр-р, мкм
80
Виброскорость Vе, мм/с
4,5
Уровень
вибрации
Виброускоре-ние Ае(р-р), g
1,5
8.2. Акусти-ческий пас-сивный
8.3.4. 4 вал в сборе (зуб. ко-леса 1,2, подшип-ники 1, 2)
Зуб. колеса
z120,Z12 Износ зубьев Не более
25% 6.5. Органо-лептический
Вибропереме-щение Sр-р, мкм
80
Виброскорость Vе, мм/с
4,5
Уровень
вибрации
Виброускоре-ние Ае(р-р), g
1,5
8.2. Акусти-ческий пас-сивный
8.3.5. 5 вал в сборе (зуб. ко-лесо, под-шипники 1, 2)
Зуб. колеса Z142
Износ зубьев Не более 25%
6.5. Органо-лептический
8.3.6. Смазка
Уровень масла в карте-ре (норма – Да)
Да/Нет; Деградация, загрязнен-ность
6.5. Органо-лептический, 6.1. Оптиче-ский денси-тометриче-ский
Равномерность затяжки крепежа Spmax/Spmin
< 1,25
8.2. Акустиче-ский пассив-ный, Моменто-мерные ключи
Качест-во кре-пления
Мзред., Нм 800 Моменто-мерные ключи
8. М
еханизм хода
8.3.
Редуктор левы
й
8.3.7 Монтаж (крепеж)
Качест-во кре-пления
МзЭл.дв., Нм 800 Моменто-мерные ключи

151
Продолжение табл. 4.8
1 2 3 4 5 6 7 Вибропереме-щение Sр-р, мкм
80
Виброскорость Vе, мм/с
4,5
Уровень
вибрации
Виброускоре-ние Ае(р-р), g
1,5
8.2. Акусти-ческий пас-сивный
8.4.1. 1 вал в сборе (зуб. пе-редача, подшип-ники 1, 2)
Зуб. пе-редача z97, z23 Износ зубьев Не более
25% 6.5. Органо-лептический
Вибропереме-щение Sр-р, мкм
80
Виброскорость Vе, мм/с
4,5
Уровень
вибрации
Виброускоре-ние Ае(р-р), g
1,5
8.2. Акусти-ческий пас-сивный
8.4.2. 2 вал в сборе (зуб. ко-леса 1,2, подшип-ники 1, 2)
Зуб. колеса
z23, Z13 Износ зубьев Не более
25% 6.5. Органо-лептический
Вибропереме-щение Sр-р, мм
80
Виброскорость Vе, мм/с
4,5
Уровень
вибрации
Виброускоре-ние Ае(р-р), g
1,5
8.2. Акусти-ческий пас-сивный
8.4.3. 3 вал в сборе (зуб. ко-леса 1,2, подшип-ники 1, 2)
Зуб. колеса z61,Z14
Износ зубьев Не более 25%
6.5. Органо-лептический
Вибропереме-щение Sр-р, мкм
80
Виброскорость Vе, мм/с
4,5
Уровень
вибрации
Виброускоре-ние Ае(р-р), g
1,5
8.2. Акусти-ческий пас-сивный
8.4.4. 4 вал в сборе (зуб. ко-леса 1,2, подшип-ники 1, 2)
Зуб. колеса
z120,Z12 Износ зубьев Не более 25%
6.5. Органо-лептический
Вибропереме-щение Sр-р, мкм
80
Виброскорость Vе, мм/с
4,5
Уровень
вибрации
Виброускоре-ние Ае(р-р), g
1,5
8.2. Акусти-ческий пас-сивный
8.4.5. 5 вал в сборе (зуб. ко-лесо, подшип-ники 1,2)
Зуб. колесо Z142
Износ зубьев Не более 25%
6.5. Органо-лептический
8. М
еханизм хода
8.4.
Редуктор правый
8.4.6. Смазка
Уровень масла в карте-ре (норма – Да)
Да/Нет; Деградация, загрязнен-ность
6.5. Органо-лептический, 6.1. Оптиче-ский денси-тометриче-ский

152
Продолжение табл. 4.8
1 2 3 4 5 6 7
Равномерность затяжки крепежа Spmax/Spmin < 1,25
8.2. Акустиче-ский пассивный,Моментомер-ные ключи
8.4.7 Монтаж (крепеж) Качество
крепле-ния
Мзред., Нм 800 Моменто-мерные ключи
Ход якоря В пределах от 2,5 до 5 мм
8.5. Тормоз элек-тромагнитный
Отход колодок от шки-вов
Равномерный от 0,7 до1 мм
Крепление к нижней раме
Крепление шпи лек в замках гу сеничной рамы
Отсутст вие зазо-ров
8.6. Гусеничная рама
Отсутствие трещин
Да/Нет
8.7. Гусеничная лента Провисание <20 мм
8.8. Колеса и звездочки
Кулаки ве-дущих ко-лес
Износ боко-вых граней <8 мм
6.5. Органо-лептический
9.1.1. Ротор
Экспертная оценка дефек-тов электромагнитной сис-темы
א
9.1.2. Статор
Экспертная оценка дефек-тов электромагнитной сис-темы
א
6.5. Органо-лептический 2. Электриче-ский 8.2. Акустиче-ский пассивный
Виброперемещение Sр-р, мкм 65
Виброскорость Vе, мм/с 4,5
9.1.3. Подшип-ники 1,2 У
ровень
вибрации
Виброускорение Ае(р-р), g 1,5
Дисбаланс, [Ve], мм/с 4,50
8.2. Акусти-ческий пас-сивный
Смещение 0,5 мм Центровка
(упругой муфты)
Излом (на 1 м) 1,5 мм
6.7. Оптиче-ский лазер-ный
Равномерность затяжки крепежа Spmax/Spmin < 1,25
8.2. Акустиче-ский пассивный,Моментомер-ные ключи
9.1.
Сетевой
электродвигатель
9.1.4. Монтаж (крепеж, муфта)
Качество крепления МзЭл.дв.,
Нм 800 Моменто-мерные ключи
9.2.1. Ротор
Экспертная оценка дефек-тов электромагнитной сис-темы
א
9. Четырехм
ашинны
й преобразовательный агрегат
9.2.
Генератор
напора
9.2.2. Статор
Экспертная оценка дефек-тов электромагнитной сис-темы א
6.5. Органо-лептический 2. Электри-ческий 8.2. Акусти-ческий пас-сивный

153
Продолжение табл. 4.8
1 2 3 4 5 6 7 Виброперемещение Sр-р, мкм 65
Виброскорость Vе, мм/с 4,5
9.2.3. Подшип-ники 1, 2 У
ровень
вибрации
Виброускорение Ае(р-р), g 1,5
Дисбаланс, [Ve], мм/с 4,50
8.2. Акусти-ческий пас-сивный
Смещение 0,5 мм Центровка
(упругой муфты)
Излом (на 1 м) 1,5 мм
6.7. Оптиче-ский лазер-ный
Равномерность затяжки крепежа Spmax/Spmin < 1,25
8.2. Акустиче-ский пассивный,Моментомер-ные ключи
9.2.4. Монтаж (крепеж, муфта)
Качество крепления МзЭл.дв.,
Нм 800 Моменто-мерные ключи
9.3.1. Ротор
Экспертная оценка дефек-тов электромагнитной сис-темы
א
9.3.2. Статор
Экспертная оценка дефек-тов электромагнитной сис-темы א
6.5. Органо-лептический 2. Электри-ческий 8.2. Акусти-ческий пас-сивный
Виброперемещение Sр-р, мкм 65
Виброскорость Vе, мм/с 4,5
9.3.3. Подшип-ники 1, 2 У
ровень
вибрации
Виброускорение Ае(р-р), g 1,5
Дисбаланс, [Ve], мм/с 4,50
8.2. Акусти-ческий пас-сивный
Смещение 0,5 мм Центровка
(упругой муфты)
Излом (на 1 м) 1,5 мм
6.7. Оптиче-ский лазер-ный
Равномерность затяжки крепежа Spmax/Spmin < 1,25
8.2. Акустиче-ский пассивный,Моментомер-ные ключи
9.3.
Генератор
подъема
9.3.4. Монтаж (крепеж, муфта)
Качество крепления МзЭл.дв.,
Нм 800 Моменто-мерные ключи
9.4.1. Ротор
Экспертная оценка дефек-тов электромагнитной сис-темы
א
9.4.2. Статор
Экспертная оценка дефек-тов электромагнитной сис-темы
א
6.5. Органо-лептический 2. Электриче-ский 8.2. Акустиче-ский пассивный
Виброперемещение Sр-р, мкм 65
Виброскорость Vе, мм/с 4,5
9. Четырехм
ашинны
й преобразовательный агрегат
9.4.
Генератор
поворота
9.4.3. Подшип-ники 1, 2 У
ровень
вибрации
Виброускорение Ае(р-р), g 1,5
8.2. Акусти-ческий пас-сивный

154
Продолжение табл. 4.8
1 2 3 4 5 6 7 Дисбаланс, [Ve], мм/с 4,50
Смещение 0,5 мм Центровка (упругой муфты)
Излом (на 1 м) 1,5 мм
6.7. Оптиче-ский лазер-ный
Равномерность затяжки крепежа Spmax/Spmin
< 1,25 8.2. Акустиче-ский пассивный,Моментомер-ные ключи
9.4.4. Монтаж (крепеж, муфта)
Качество крепления МзЭл.дв.,
Нм 800 Моменто-мерные ключи
10.1.1. Ротор
Экспертная оценка дефек-тов электромагнитной сис-темы
א
10.1.2. Статор
Экспертная оценка дефек-тов электромагнитной сис-темы
א
6.5. Органо-лептический 2. Электриче-ский 8.2. Акустиче-ский пассивный
Виброперемещение Sр-р, мкм 123
Виброскорость Vе, мм/с 4,5
10.1.3. Подшип-ники 1,2 У
ровень
вибрации
Виброускорение Ае(р-р), g 3
Дисбаланс, [Ve], мм/с 4,50
8.2. Акусти-ческий пас-сивный
Смеще ние 0,12 мм Центровка
(упругой муфты) Излом (на
Ø 400 мм) 0,1 мм
6.7. Оптиче-ский лазер-ный
Равномерность затяжки крепежа Spmax/Spmin
< 1,25
8.2. Акустиче-ский пассив-ный, Моментомер-ные ключи
10.1
. Асинхронный
эл.
двигатель
10.1.4. Монтаж (крепеж, муфта)
Качество крепления МзЭл.дв.,
Нм 175 Моменто-мерные ключи
10.2.1. Ротор
Экспертная оценка дефек-тов электромагнитной сис-темы
א
10.2.2. Статор
Экспертная оценка дефек-тов электромагнитной сис-темы א
6.5. Органо-лептический 2. Электри-ческий 8.2. Акусти-ческий пас-сивный
Виброперемещение Sр-р, мкм 123
Виброскорость Vе, мм/с 4,5
10.2.3. Подшип-ники 1,2 У
ровень
вибрации
Виброускорение Ае(р-р), g 1,5
Дисбаланс, [Ve], мм/с 4,50
8.2. Акусти-ческий пас-сивный
Смещение 0,12мм
10. Трехм
ашинны
й преобразовательный агрегат
(n =
232
об/ми
н)
10.2
. Генератор
собственных нужд
10.2.4. Монтаж (крепеж, муфта)
Центровка (упругой муфты)
Излом (на Ø 400 мм) 0,1мм
6.7. Оптиче-ский лазер-ный

155
Продолжение табл. 4.8
1 2 3 4 5 6 7
Равномерность затяжки крепежа Spmax/Spmin
< 1,25 8.2. Акустиче-ский пассивный,Моментомер-ные ключи
Качество крепления МзЭл.дв.,
Нм 175 Моменто-мерные ключи
10.3.1. Ротор
Экспертная оценка дефек-тов электромагнитной сис-темы
א
10
.3. В
озбуди
-тель
синхр
. дв.
10.3.2. Статор
Экспертная оценка дефек-тов электромагнитной сис-темы א
6.5. Органо-лептический 2. Электри-ческий 8.2. Акусти-ческий пас-сивный
Виброперемещение Sр-р, мкм 123
Виброскорость Vе, мм/с 4,5
10.3.3. Подшип-ники 1,2 У
ровень
вибрации
Виброускорение Ае(р-р), g 1,5
8.2. Акусти-ческий пас-сивный
Дисбаланс, [Ve], мм/с 4,50 Смещение 0,12мм Центровка
(упругой муфты)
Излом (на Ø 400 мм) 0,1мм
6.7. Оптиче-ский лазер-ный
Равномерность затяжки крепежа Spmax/Spmin < 1,25
8.2. Акустиче-ский пассивный,Моментомер-ные ключи
10. Трехм
ашинны
й преобразователь-
ный агрегат
10.3
. Возбудитель
синхронного двигателя
10.3.4. Монтаж (крепеж, муфта)
Качество крепления МзЭл.дв.,
Нм 175 Моменто-мерные ключи
11.1. Компрессор Давление на выходе, МПа 0,8
Давление на выходе, МПа 0,6-0,8
9.2.4. Тече-искания ма-нометриче-ский
Отсутствие трещин в сварных швах Да/Нет
8.1. Акусти-ческий ультра-звуковой
11.2. Воздухос-борник
Отсутствие конденсата Да/Нет 6.5. Органо-лептический
11.3. Пневмомагист-раль Герметичность Да/Нет
9.2.3. Тече-искания пу-зырьковый
11.4. Регулятор Срабатывание на включе-ние и отключение компрес-сора при давлении, МПа
0,6
11. П
невмосистема
11.5. Клапаны, вентили, мано-метры
Клапан ре-дукционный
Настройка на 0,45 МПа Да/Нет
9.2.4. Тече-искания манномет-рический

156
Продолжение табл. 4.8
1 2 3 4 5 6 7 Клапаны воздухорас-предели-тельные
Наложение тормоза, сек. 0,5
Вентили Опробо-вание Да/Нет
Маномет-ры
Метрологи-ческая по-верка
Да/Нет
6.5. Органо-лептический
12.1. Вспомога-тельные привода
Экспертная оценка де-фектов א
6.5. Органо-лептический 2. Электри-ческий Моменто-мерные ключи
12.2. Коммутаци-онные устройства
Экспертная оценка де-фектов, Нагрев א
2. Электриче-ский 5.1. Тепловой пассивного излучения
12.3. Освещение Наличие Требование норм освещен-ности
-Органо .6.5 אлептический
Целостность изоляции По ГОСТ 11828-66
2. Электри-ческий
12.4. Провода и кабели Соблюдение правил
прокладки Да/Нет 6.5. Органо-лептический
12. Н
изковольтное
электрооборудование
12.5. Электрона-греватели, кало-рифер
Наличие Требование норм безопас-ности א
Наружная поверхность и внутренняя полость
Отсутствие пыли и гря-зи
Да/Нет
Кольца и пружины щеткодержа-телей
Отсутствие следов на-гара, оп-лавления
Да/Нет
6.5. Органо-лептический
Затяжка болтовых соедине-ний, Нм По нормам
Мз = f(dболта)
Моменто-мерные ключи
13.1. Кольцевой токоприемник
Сопротивление изоляции колец
По ГОСТ 11828-66
2. Электри-ческий
Исправность блокиро-вочных устройств 1, 2, 3
Да/Нет
13. В
ысоковольтное
электрооборудование
13.2. Распредуст-ройство, приклю-чательный пункт
Привод вы-ключателя (масляного, вакуумного)
Срабатыва-ние от дей-ствия за-щиты
Да/Нет
6.5. Органо-лептический

157
Продолжение табл. 4.8
1 2 3 4 5 6 7 Разновре-менность включения ножей
3 мм
Ножи разъе-динителя (штепсельно разъема) Угол от-
крытия но-жей
60о±5о
Наличие поверенных за-щитных устройств Да/Нет
Уровень (Норма – Да) Да/Нет
Нагрев ≤ 60оС 5.1. Тепловой Масло Лабораторные исследования Да/Нет
6.1. Оптиче-ский денсито-метрический
Герме-тичность
Отсутствие те-чи масла Да/Нет 6.5. Органо-
лептический
Пробивной пре-дохранитель Испытан Да/Нет
13.3. Силовой трансформатор
Сопротивление изоляции Сопротивление изоляции
По ГОСТ 11828-66
Целостность жилы заземле-ния, Ом ≤ 10
2. Электри-ческий
13.4. Высоко-вольтный кабель Соблюдение правил про-
кладки Да/Нет 6.5. Органо-лептический
Кнопки управле-ния Да/Нет
Коммутацион-ные аппараты Да/Нет
14.1
.1. У
прав
-ление синхрон-
ным двигате-
лем
Пассивные и активные эле-менты систем автоматики
Исправное
состояние
Да/Нет
Кнопки управле-ния Да/Нет
Коммутацион-ные аппараты Да/Нет
14.1
.2. У
прав
-ление приво-
дом
напора
Пассивные и активные эле-менты систем автоматики И
справное
состояние
Да/Нет
Кнопки управле-ния Да/Нет
Коммутацион-ные аппараты Да/Нет
14.1
.3. У
прав
-ление приво-
дом подъема
Пассивные и активные эле-менты систем автоматики И
справное
состояние
Да/Нет
Кнопки управле-ния Да/Нет
Коммутацион-ные аппараты Да/Нет
6.5.
Органолептический
14. С
истема
управления
14.1
. Система
управления
главными
приводами
14.1
.4. У
прав
-ление приводом
поворота
Пассивные и активные эле-менты систем автоматики И
справное
состояние
Да/Нет

158
Продолжение табл. 4.8
1 2 3 4 5 6 7 Кнопки управле-ния, переключа-тели
Да/Нет
Коммутационные аппараты Да/Нет
14.2
. Система
управле
-ния вспомо
гательны
ми
приводами
Пассивные и ак-тивные элементы систем автомати-ки И
справное
состоя-
ние Да/Нет
Точки смазки Экспертная оценка техни-ческого состоя-ния
Удв/Неудв 15.1.
Цен-тральная цапфа Рельсовый и ро-
ликовый круги Зазор между задними ролик ами и верхним рельсом
≤ 1,4 мм
Ролики Износ ≤ 3 мм
6.5. Органо-лептический
15.2. Ролико-вый круг
Крепление осей роликов
Момент за-тяжки, Нм
500 Моменто-мерные ключи
Расслоение по длине рельса ≤30% Отсутствие трещин Да/Нет Износ ≤ 8 мм
15.3. Рельсо-вый круг
Раскат (утолщение рельса) ≤ 3 мм
15. О
порно-поворотное
устройство
15.4. Нижняя рама
Отсутствие трещин Да/Нет
6.5. Органо-лептический
16.1. Командоап-парат напорного механизма
Регулировка зазора между задним упором рукояти и седловым
подшипником
В пределах от 50 до 100 мм
Износ нажимного дис-ка по толщине, мм < 2
6.5. Органо-лептический
16.2. Муфта пре-дельного момента
Регулировка крутящего момента, кН*м 9,8
Моменто-мерные ключи
16.3. Концевые выключатели Срабатывание Да/Нет
16.4.1. В сетях U<1000 В
Срабатывание Да/Нет 16.4. За-
щита от замыка-ний на землю
16.4.2. В сетях U>1000 В
Срабатывание Да/Нет
16. Защ
итны
е и сигнальные устройства
16.5. Сеть за-земле-ния
16.5.1. Кон-троль целост-ности
Срабатывание устрой-ства защитного отклю-чения
Да/Нет
6.5. Органо-лептический

159
Окончание табл. 4.8
1 2 3 4 5 6 7 16.5.2.
Общее сопро-тивле-ние це-пи
Относительно корпуса экскаватора <4 Ом 2. Электри-
ческий
16.6. Максималь-ная токовая за-щита
Срабатывание при про-верке Да/Нет 6.5. Органо-
лептический
16.7. Звуковой сигнал Срабатывание Да/Нет
Таблица 4.9
Рабочая карта обследования технического состояния роторных экскаваторов
Код
позиции
узла,
механизма,
системы
Код позиции эле-мента узла, меха-низма, системы
Контролируемый параметр
Нормативный уровень параметра
Код метода неразру-шающего контроля
Результат контроля
параметра
Эксперт
1 2 3 4 5 6 7 Отсутствие трещин Да/Нет 1.1. Роторное коле-
со Проушины крепления ковшей, увеличение от-верстий
Не более 5 мм
1.2.1. Корпус
Износ в любом се-чении
Не более 30%
Отсутствие за-зора в установке зуба
Да/Нет
Износ по мягким породам Не более 35 %
1.2. Ковши
1.2.2. Зубья
Износ по углю Не более 15% 1.3. Запорный сек-тор
Экспертная оценка из-носа א
6.5. Органо-лептический (визуально-оптический)
Вибропереме-щение Sр-р, мкм 175
Виброскорость Vе, мм/с 4,5
1. Роторная часть
1.4. Приводной вал
Уровень
вибрации
Виброускорение Ае(р-р), g 1,5
8.2. Акусти-ческий пас-сивный

160
Продолжение табл. 4.9
1 2 3 4 5 6 7 1.5.1. Ротор Экспертная оценка дефек-
тов электромагнитной сис-темы
א
1.5.2. Ста-тор
Экспертная оценка дефек-тов электромагнитной сис-темы
א
6.5. Органо-лептический 2. Электриче-ский 8.2. Акусти-ческий пас-сивный
Вибропереме-щение Sр-р, мкм 80
Виброскорость Vе, мм/с 4,5
1.5.3. Под-шипники 1, 2
Уровень
вибрации
Виброускорение Ае(р-р), g 1,5
8.2. Акусти-ческий пас-сивный
Равномерность затяжки крепежа Spmax/Spmin
< 1,25
8.2. Акусти-ческий пас-сивный, Моментомер-ные ключи
1.5.
Электродвигатель привода ротора
1.5.4. Мон-таж, крепеж
Качество крепления
МзЭл.дв., Нм 700
Моменто-мерные ключи
Вибропереме-щение Sр-р, мкм 80
Виброскорость Vе, мм/с 4,5
Уровень
вибрации
Виброускорение Ае(р-р), g 1,5
8.2. Акусти-ческий пас-сивный
1.6.1. 1 вал в сборе (зуб. пере-дача, под-шипники 1, 2) Износ зубьев колес и шес-
терен Не более 25% 6.5. Органо-лептический
Вибропереме-щение Sр-р, мкм 120
Виброскорость Vе, мм/с 4,5
Уровень
вибрации
Виброускорение Ае(р-р), g 1,5
8.2. Акусти-ческий пас-сивный
1.6.2. 2 вал в сборе (зуб. пере-дача, под-шипники 1, 2) Износ зубьев колес и шес-
терен Не более 25% 6.5. Органо-лептический
Вибропереме-щение Sр-р, мкм 175
Виброскорость Vе, мм/с 4,5
Уровень
вибрации
Виброускорение Ае(р-р), g 1,5
8.2. Акусти-ческий пас-сивный
1.6.3. 3 вал в сборе (зуб. пере-дача, под-шипники 1, 2) Износ зубьев колес и
шестерен Не более 25% 6.5. Органо-лептический
1.6.4. Смаз-ка
Уровень масла в картере (норма – Да) Да/Нет; Де-
градация, за-грязненность
6.5. Органолеп-тический, 6.1. Оптиче-ский денсито-метрический
Равномерность затяжки крепежа Spmax/Spmin
< 1,25
8.2. Акусти-ческий пас-сивный, Моментомер-ные ключи
1. Роторная часть
1.6.Редуктор
привода
ротора
1.6.5. Мон-таж, крепеж
Качество крепления
Мзред., Нм 700 Моментомер-ные лючи

161
Продолжение табл. 4.9
1 2 3 4 5 6 7 Упругая
опора ре-дуктора
Экс-пертная оценка
א6.5. Орга-нолептиче-ский
Дисбаланс, [Ve], мм/с 4,50
8.2. Аку-стический пассивный
Смещение 0,5 мм Центровка муфты Излом (на
1м) 1,5 мм
6.7. Оптиче-ский лазер-ный
1.7. Муфта пре-дельного момента
Регулировка крутящего момента ≤ 4,7 кН*м
Моменто-мерные ключи
1.8.1. Привод питателя
Экспертная оценка ис-правности א
1.8.2. Кар-данная пере-дача
Экспертная оценка ис-правности א
1.8.
Барабанны
й питатель
1.8.3. Бара-бан
Экспертная оценка ис-правности א
6.5. Органо-лептический
1.9.1. Метал-локонструк-ции
Отсутствие трещин
Да/Нет
6.5. Органо-лептический 8.1. Акустиче-ский ультра-звуковой
Канаты Отсутствие об-рывов проволо-чек
15% проволок на длине шага
свивки
6.5. Органо-лептический 1.3. Магнито-графический
Отсутствие тре-щин Да/Нет
1.9.2. Под-веска
Блоки
Износ ручьев Не более 5 мм Лента Отсутствие из-
носа обкладок, пробоев, порезов
Повреждения 1 и 2 прокладок, порезы и рас-слоения 1 м
Отсутствие из-носа уплотне-ний, заклинива-ния
Роликоопоры
Отсутствие ис-тирания обечай-ки
Отсутствие раз-рушения обечай-ки
1.9.3. Кон-вейер
Бара-баны
Отсутствие вы-крашивания сту-пиц
Да/Нет
6.5. Органо-лептический
1. Роторная часть
1.9.
Роторная стрела
1.9.4. При-вод конвей-ера
Элек-тро-двигатель
Экспертная оценка дефек-тов электро-магнитной системы
א
6.5. Орга-нолептиче-ский 2. Электриче-ский

162
Продолжение табл. 4.9
1 2 3 4 5 6 7 Sр-р, мкм 80 Vе, мм/с 4,5
Редук-тор, вход-ной и выход-ной валы У
ровень
вибрации
Ае(р-р), g
1,5
8.2. Акусти-ческий пас-сивный
Износ колодок до заклепок Да/Нет
Равномерный отход колодок по дуге
<2,5 мм
Ход якоря 2 – 4 мм
Торм
оз
Факт срабаты-вания Да/Нет
6.5. Органо-лептический
2.1.1. Ме-таллоконст-рукции
Отсутствие трещин
Да/Нет
6.5. Органо-лептический 8.1. Акусти-ческий ульт-развуковой
Канаты Отсутствие об-рывов проволо-чек
15% проволок на длине шага
свивки
6.5. Органо-лептический 1.3. Магнито-графический
Отсутствие тре-щин Да/Нет
2.1.2. Подвеска
Блоки
Износ ручьев Не более 5 мм Лента Отсутствие из-
носа обкладок, пробоев, поре-зов
Повреждения 1 и 2 прокладок, порезы и рас-слоения 1 м
6.5. Органо-лептический
Отсутствие из-носа уплотне-ний, заклинива-ния
Роликоопоры
Отсутствие ис-тирания обечай-ки
Отсутствие раз-рушения обе-чайки
Барабаны
Отсутствие вы-крашивания ступиц
2.1.3. Конвейер
Натяж
ное
устройство
Отсутствие про-буксовки гру-женой ленты по приводному барабану при угле наклона +180 (подъем груза)
Да/Нет 6.5. Органо-лептический
2. Отвальная
часть
2.1.
Отвальная
стрела
2.1.4. При-вод конвей-ера
Элек-тродви-гатель
Экспертная оценка дефек-тов электромаг-нитной системы
א6.5. Органо-лептический 2. Электриче-ский

163
Продолжение табл. 4.9
1 2 3 4 5 6 7 Sр-р, мкм 80
Vе, мм/с 4,5
Редук-тор, вход-ной и вы-ходной валы У
ровень
вибра
-ции
Ае(р-р), g 1,5
8.2. Акусти-ческий пас-сивный
Износ колодок до заклепок Да/Нет
Равномерный отход колодок по дуге
< 2,5 мм
Ход якоря 2 – 4 мм
Торм
оз
Факт срабатыва-ния Да/Нет
6.5. Органо-лептический
2.2.1. Плат-форма
Отсутствие трещин
Да/Нет
6.5. Органо-лептический 8.1. Акусти-ческий ульт-развуковой
2.2.2. Ста-кан
Износ бронзовой втулки (выверен по опорному рельсу)
± 0,1 мм
Овальность ≤ 0,2 мм Износ реборд Да/Нет 2.
2. Опорно-поворотное
устройство
2.2.3. Катки
Уменьшение диаметра оси На 5 – 10 мм
6.5. Органо-лептический
2.3.1. Ротор Экспертная оценка дефек-
тов электромагнитной сис-темы
א
2.3.2. Ста-тор
Экспертная оценка дефек-тов электромагнитной сис-темы א
6.5. Органо-лептический 2. Электриче-ский 8.2. Акусти-ческий пас-сивный
Вибропереме-щение Sр-р, мкм 80
Виброскорость Vе, мм/с 4,5
2.3.3. Под-шипники 1, 2
Уровень
вибрации
Виброускорение Ае(р-р), g 1,5
8.2. Акусти-ческий пас-сивный
Равномерность затяжки крепежа Spmax/Spmin
< 1,25
8.2.Акустический пассив-ный, Моментомер-ные ключи
2.3.
Электродвигатель механизма поворота
2.3.4. Мон-таж, крепеж
Качество крепления
МзЭл.дв., Нм 700 Моментомер-
ные ключи
Вибропереме-щение Sр-р, мкм 80
Виброскорость Vе, мм/с 4,5
Уровень
вибрации
Виброускорение Ае(р-р), g 1,5
8.2. Акусти-ческий пас-сивный
2. Отвальная
часть
2.4.
Редуктор механиз-
ма поворота
2.4.1. 1 вал в сборе (зуб. пере-дача, под-шипники 1, 2) Износ зубьев колес и шес-
терен Не более 25% 6.5. Орга-нолептиче-ский

164
Продолжение табл. 4.9
1 2 3 4 5 6 7 Вибропереме-щение Sр-р, мкм 80
Виброскорость Vе, мм/с 4,5
Уровень
вибрации
Виброускорение Ае(р-р), g 1,5
8.2. Акусти-ческий пас-сивный
2.4.2. 2 вал в сборе (зуб. пере-дача, под-шипники 1, 2) Износ зубьев колес и шес-
терен Не более 25% 6.5. Органо-лептический
Вибропереме-щение Sр-р, мкм 80
Виброскорость Vе, мм/с 4,5
Уровень
вибрации
Виброускорение Ае(р-р), g 1,5
8.2. Акусти-ческий пас-сивный
2.4.3. 3 вал в сборе (зуб. пере-дача, под-шипники 1, 2)
Износ зубьев колес и шестерен Не более 25% 6.5. Органо-
лептический
Вибропереме-щение Sр-р, мкм 80
Виброскорость Vе, мм/с 4,5
Уровень
вибрации
Виброускорение Ае(р-р), g 1,5
8.2. Акусти-ческий пас-сивный
2.4.4. 4 вал в сборе (зуб. пере-дача, под-шипники 1, 2)
Износ зубьев колес и шестерен Не более 25% 6.5. Органо-
лептический
2.4.5. Смаз-ка
Уровень масла в картере (норма – Да) Да/Нет; Де-
градация, За-грязненность
6.5. Органо-лептический, 6.1. Оптиче-ский денси-тометриче-ский
Виброперемеще-ние Sр-р, мкм 80
Виброскорость Vе, мм/с 4,5
Уровень
вибрации
Виброускорение Ае(р-р), g 1,5
8.2. Акусти-ческий пас-сивный
3.4.3. 3 вал в сборе (зуб. пере-дача, под-шипники 1, 2)
Износ зубьев колес и шестерен Не более 25% 6.5. Органо-
лептический
Виброперемеще-ние Sр-р, мкм 80
Виброскорость Vе, мм/с 4,5
Уровень
вибрации
Виброускорение Ае(р-р), g 1,5
8.2. Акусти-ческий пас-сивный
3.4.4. 4 вал в сборе (зуб. пере-дача, под-шипники 1, 2) Износ зубьев колес и
шестерен Не более 25% 6.5. Органо-лептический
3. Надстройка
3.4.
Редукторы
лебедки
подъема
роторной стрелы
3.4.5. Смаз-ка
Уровень масла в картере (норма – Да)
Да/Нет; Де-градация, за-грязненность
6.5. Орга-нолептиче-ский, 6.1. Оптиче-ский денси-тометриче-ский

165
Продолжение табл. 4.9
1 2 3 4 5 6 7 Равномерный отход коло-док по дуге <2,5 мм
Ход якоря 2 – 4 мм Износ колодок до закле-пок Да/Нет
3.4.6. Тор-моз
Факт срабатывания Да/Нет Уплотнения (отсутствие течи масла) Да/Нет
Муфта, износ сухарей Не более 2 мм
6.5. Органо-лептический
3.4.7. Мон-таж (уплот-нения, кре-пеж, муфта) Качество
крепления Мзред., Нм 700 Моментомер-
ные ключи
Утоньшение стенки ручья 13 мм Количест-во трещин Не более 2
3.4.8. Барабаны Трещины,
проходящие через поса-дочное от-верстие
Длина трещин, мм
<120
6.5. Органо-лептический
3.5.1. Ротор Экспертная оценка дефек-тов электромагнитной системы
א
3.5.2. Ста-тор
Экспертная оценка дефек-тов электромагнитной системы א
6.5. Органо-лептический 2. Электриче-ский 8.2. Акусти-ческий пас-сивный
Виброперемеще-ние Sр-р, мкм 80
Виброскорость Vе, мм/с 4,5
3.5.3. Под-шипники 1, 2
Уровень
вибрации
Виброускорение Ае(р-р), g 1,5
8.2. Акусти-ческий пас-сивный
Равномерность затяжки крепежа Spmax/Spmin < 1,25
3.
5. Электродвигатель лебедки подъема
отвальной стрелы
3.5.4. Мон-таж, крепеж
Качество крепления
МзЭл.дв., Нм 700
8.2. Акусти-ческий пас-сивный, Моментомер-ные ключи
Виброперемеще-ние Sр-р, мкм 80
Виброскорость Vе, мм/с 4,5
Уровень
виб
-рации
Виброускорение Ае(р-р), g 1,5
8.2. Акусти-ческий пас-сивный
3.6.1. 1 вал в сборе (зуб. пере-дача, по-шипники 1, 2) Износ зубьев колес и шес-
терен Не более 25% 6.5. Органо-лептический
Виброперемеще-ние Sр-р, мкм 80
Виброскорость Vе, мм/с 4,5
Уровень
виб
-рации
Виброускорение Ае(р-р), g 1,5
8.2. Акусти-ческий пас-сивный
3.6.2. 2 вал в сборе (зуб. пере-дача 1, 2, подш.1, 2
Износ зубьев колес и шес-терен Не более 25% 6.5. Органо-
лептический
Виброперемеще-ние Sр-р, мкм 80
Виброскорость Vе, мм/с 4,5
3. Надстройка
3.6.
Редуктор лебедки
подъема
отвальной
стрелы
3.6.3. 3 вал в сборе (зуб. передача, подшипники 1, 2)
Уровень
виб
-рации
Виброускорение Ае(р-р), g 1,5
8.2. Акусти-ческий пас-сивный

166
Продолжение табл. 4.9
1 2 3 4 5 6 7
Износ зубьев колес и шес-терен Не более 25% 6.5. Органо-
лептический
Виброперемеще-ние Sр-р, мкм 80
Виброскорость Vе, мм/с 4,5
Уровень
виб
-рации
Виброускорение Ае(р-р), g 1,5
8.2. Акусти-ческий пас-сивный
3.6.4. 4 вал в сборе (зуб. передача, подшипни-ки 1, 2)
Износ зубьев колес и шес-терен Не более 25% 6.5. Органо-
лептический
3.6.5. Смаз-ка
Уровень масла в карте-ре (норма – Да)
Да/Нет; Де-градация, за-грязненность
6.5. Органо-лептический, 6.1. Оптиче-ский денси-тометриче-ский
Равномерный отход коло-док по дуге <2,5 мм
Ход якоря 2 – 4 мм Износ колодок до закле-пок Да/Нет
3.6.6. Тор-моз
Факт срабатывания Да/Нет Уплотнения (отсутствие течи масла) Да/Нет
Муфта, износ сухарей Не более 2 мм
6.5. Органо-лептический
3.6.7. Монтаж (уплотнения, крепеж, муф-та) Качество
крепления Мзред., Нм 800 Моментомер-
ные ключи
Утоньшение стенки ручья 13 мм Количество трещин Не более 2
3. Надстройка
3.7. Барабан Трещины, проходя-щие через посадочное отверстие
Длина тре-щин, мм <120
Отсутствие трещин 4.1. Платформа с подхватами Наличие регулировки под-
хватов
4.2. Кабина высоко-вольтного оборудо-вания
4.3. Кабина низко-вольтного оборудо-вания
Соответствие требова-ниям электро-пожаробезопасности
4.4. Кабина управ-ления
Соответствие требовани-ям электро-пожаробезопасности и промсанитарии
Да/Нет
6.5. Органо-лептический
4. Поворотная платфо
рма
4.5.
Преобразовательны
й агрегат механизма поворота
4.5.
1. Приводной
двига
-тель
Ротор Экспертная оценка дефек-
тов электромагнитной системы
א
6.5. Органо-лептический 2. Электриче-ский 8.2. Акусти-ческий пас-сивный

167
Продолжение табл. 4.9
1 2 3 4 5 6 7
Статор
Экспертная оценка дефек-тов электромагнитной сис-темы א
Виброперемеще-ние Sр-р, мкм 80
Виброскорость Vе, мм/с 4,5
Подшипники
Уровень
виб
-рации
Виброускорение Ае(р-р), g 1,5
Дисбаланс, [Ve], мм/с 4,50
8.2. Акусти-ческий пас-сивный
Смещение 0,5 мм Центровка
(упругой муфты)
Излом (на 1м) 1,5 мм
6.7. Оптиче-ский лазер-ный
Равномерность затяжки крепежа Spmax/Spmin
< 1,25
8.2. Акусти-ческий пас-сивный, Моментомер-ные ключи
Монтаж
, крепеж
, муф
та
Качество кре-пления МзЭл.дв,
Нм 700 Моменто-мерные ключи
Ротор Экспертная оценка дефек-
тов электромагнитной сис-темы
א
Статор Экспертная оценка дефек-
тов электромагнитной сис-темы א
6.5. Органо-лептический 2. Электриче-ский 8.2. Акусти-ческий пас-сивный
Виброперемещение Sр-р, мкм 80
Виброскорость Vе, мм/с 4,5 4.
5.2.
Генератор
Подшипники
Уровень
виб
-рации
Виброускорение Ае(р-р), g 1,5
8.2. Акусти-ческий пас-сивный
Ротор Экспертная оценка дефек-
тов электромагнитной сис-темы
א
Статор Экспертная оценка дефек-
тов электромагнитной сис-темы
א
6.5. Орга-нолептиче-ский 2. Электри-ческий 8.2. Аку-стический пассивный
Виброперемещение Sр-р, мкм 80
Виброскорость Vе, мм/с 4,5
Подшипники
Уровень
виб
-рации
Виброускорение Ае(р-р), g 1,5
Дисбаланс, [Ve], мм/с 4,50
8.2. Акусти-ческий пас-сивный
Смещение 0,5 мм
4. Поворотная платфо
рма
4.5.
Преобразовательны
й агрегат механизма поворота
4.5.
3. Двигатели
постоянного
тока
Монтаж
, крепеж
, му
фта Центровка
(упругой муфты)
Излом (на 1м)
1,5 мм
6.7. Опти-ческий ла-зерный

168
Продолжение табл. 4.9
1 2 3 4 5 6 7
Равномерность затяжки крепежа Spmax/Spmin
< 1,25
8.2. Аку-стический пассивный, Моменто-мерные ключи
Качество крепления МзЭл.дв.,
Нм 700 Моменто-мерные ключи
Виброперемеще-ние Sр-р, мкм 80
Виброскорость Vе, мм/с 4,5
Уровень
виб
-рации
Виброускорение Ае(р-р), g 1,5
8.2. Акусти-ческий пас-сивный
4.6.1. 1 вал в сборе (зуб. пере-дача, под-шипники 1, 2)
Износ зубьев колес и шес-терен Не более 25% 6.5. Органо-
лептический
Виброперемеще-ние Sр-р, мкм 80
Виброскорость Vе, мм/с 4,5
Уровень
виб
-рации
Виброускорение Ае(р-р), g 1,5
8.2. Акусти-ческий пас-сивный
4.6.2. 2 вал в сборе (зуб. пере-дача 1, 2, подш. 1, 2
Износ зубьев колес и шес-терен Не более 25% 6.5. Органо-
лептический
Виброперемеще-ние Sр-р, мкм 80
Виброскорость Vе, мм/с 4,5
Уровень
виб
-рации
Виброускорение Ае(р-р), g 1,5
8.2. Акусти-ческий пас-сивный
4.6.3. 3 вал в сборе (зуб. пере-дача, под-шипники 1, 2) Износ зубьев колес и шес-
терен Не более 25% 6.5. Органо-лептический
Виброперемеще-ние Sр-р, мкм 80
Виброскорость Vе, мм/с 4,5
Уровень
виб
-рации
Виброускорение Ае(р-р), g 1,5
8.2. Акусти-ческий пас-сивный
4.6.4. 4 вал в сборе (зуб. пере-дача, под-шипники 1, 2) Износ зубьев колес и шес-
терен Не более 25% 6.5. Органо-лептический
4.6.5. Смазка
Уровень масла в картере (норма – Да)
Да/Нет; де-градация, за-грязненность
6.5. Органо-лептический, 6.1. Оптиче-ский денси-тометриче-ский
Равномерный отход коло-док по дуге <2,5 мм
Ход якоря 2 – 4 мм Износ колодок до заклепок Да/Нет
4. Поворотная платфо
рма
4.6.
Редукторы
механизма
поворота
1,2
4.6.6. Тор-моз Факт срабатывания
Да/Нет
6.5. Органо-лептический

169
Продолжение табл. 4.9
1 2 3 4 5 6 7 Уплотнения (отсутствие течи масла) Да/Нет
Муфта, износ сухарей Не более 2мм
4.6.7. Мон-таж (уплот-нения, кре-пеж, муфта) Качество
крепления Мзред., Нм 800 Моментомер-
ные ключи
5.1.1. Ба-лансирные тележки
5.1.2. Опор-ные катки и звездочки
5.1.
Ходовая
тележ
ка
5.1.3. Гусе-ничная лен-та
Отсутствие трещин, экспертная оценка тех-нического состояния
Удов/Неуд
6.5. Органо-лептиче-ский, 1.1. Магни-топорошко-вый
5.2. Центральная цапфа
Экспертная оценка техни-ческого состояния Удов/Неуд
Расслоение по длине рельса ≤ 30%
Отсутствие трещин Да/Нет
Износ ≤ 8 мм
5.3.1. Верх-ний рель-совый круг 5.3.2. Ниж-ний рель-совый круг Раскат (утолщение
рельса) ≤ 3 мм
Ролики Износ ≤ 3 мм
6.5. Органо-лептический
5.3.3. Роли-ковый круг
Крепление осей ро-ликов
Момент затяжки, Нм
500 Моментомер-ные ключи
5.3.
Опорно-поворотное
устройство
5.3.4. Зуб-чатый ве-нец
Отсутствие трещин, из-носа, излома зубьев Да/Нет 6.5. Органо-
лептический
5.4.1. Рото-ры
Экспертная оценка дефек-тов электромагнитной сис-темы
א
5.4.2. Ста-торы
Экспертная оценка дефек-тов электромагнитной сис-темы
א
6.5. Органо-лептический 2. Электри-ческий 8.2. Акусти-ческий пас-сивный
Виброперемеще-ние Sр-р, мкм 80
Виброскорость Vе, мм/с 4,5
5.4.
Электродвигатели
хода
1,2
,3,4
5.4.3. Под-шипники 1, 2
Уровень
вибра
-ции
Виброускорение Ае(р-р), g 1,5
8.2. Акусти-ческий пас-сивный
Дисбаланс, [Ve], мм/с 4,50 8.2. Акусти-ческий пас-сивный
Смещение 0,5 мм
5. Ходовая
часть
5.4.
Электродвигатели
хода
1, 2
,3,4
5.4.5. Мон-таж, кре-пеж, муфта
Центровка (упругой муфты)
Излом(на 1м)
1,5 мм
6.7. Оптиче-ский лазер-ный

170
Продолжение табл. 4.9
1 2 3 4 5 6 7
Равномерность затяж-ки крепежа Spmax/Spmin
< 1,25
8.2. Акусти-ческий пас-сивный, Моменто-мерные клю-чи
Качество крепления МзЭл.дв,
Нм 700 Моменто-мерные ключи
Виброперемеще-ние Sр-р, мкм 80
Виброскорость Vе, мм/с 4,5
Уровень
виб
-рации
Виброускорение Ае(р-р), g 1,5
8.2. Акусти-ческий пас-сивный
5.5.1. 1 вал в сборе (зуб. пе-редача, подшип-ники 1, 2)
Износ зубьев колес и шестерен
Не более 25%
6.5. Органо-лептический
Виброперемеще-ние Sр-р, мкм 80
Виброскорость Vе, мм/с 4,5
Уровень
виб
-рации
Виброускорение Ае(р-р), g 1,5
8.2. Акусти-ческий пас-сивный
5.5.2. 2 вал в сборе (зуб. пе-редача, подшип-ники 1, 2)
Износ зубьев колес и шестерен
Не более 25%
6.5. Органо-лептический
5.5.
Редукторы
хода
1, 2
5.5.3. Смазка
Уровень масла в кар-тере (норма – Да)
Да/Нет; Деграда-ция, за-грязнен-ность
6.5. Органо-лептический, 6.1.Оптический денсито-метрический
Равномерный отход колодок по дуге <2,5 мм
Ход якоря 2 – 4 мм Износ колодок до за-клепок Да/Нет 5.6. Тормоза 1, 2
Факт срабатывания Да/Нет
6.5. Органо-лептический
5.7.1. Электро-двигатель привода
5.7.2. Ре-дуктор привода
Экспертная оценка технического состоя-ния
Удов/Неуд
6.5. Органо-лептический 2. Электри-ческий
5.7.3. Тор-моз Время полного расторма-
живания, сек. 2 – 4
Натяжение кабеля 700 – 800 Н
5. Ходовая
часть
5.7.
Кабельный барабан
5.7.4. Бло-кировки
Включение одновре-менно с приводом хо-да
Да/Нет

171
Продолжение табл. 4.9
1 2 3 4 5 6 7
6.1. Компрессор Давление на выходе, МПа 0,8
Давление на выходе, МПа 0,6-0,8
9.2.4. Тече-искания маномет-рический
Отсутствие трещин в сварных швах Да/Нет
8.1. Аку-стический ультразву-ковой
6.2. Воздухос-борник
Отсутствие конденса-та Да/Нет
6.5. Орга-нолептиче-ский
6.3. Пневмомагист-раль Герметичность Да/Нет
9.2.3. Тече-искания пу-зырьковый
6.4. Регулятор
Срабатывание на включе-ние и отключение ком-прессора при давлении, МПа
0,6
Клапан ре-дукционный
Настройка на 0,45 МПа
Да/Нет
9.2.4. Тече-искания маномет-рический
Клапаны воз-духораспре-делительные
Наложе-ние тор-моза, сек.
0,5
Вентили Опробо-вание Да/Нет
6. Пневмосистема
6.5. Клапаны, вентили, мано-метры
Маномет-ры Метроло-
гическая поверка
Да/Нет
6.5. Орга-нолептиче-ский
Кнопки управления Да/Нет
Коммутаци-онные аппа-раты
Да/Нет
7.1. Система управления при-водом поворота роторной стрелы
Пассивные и активные элементы систем авто-матики И
справное
состояние
Да/Нет
Кнопки управления Да/Нет
Коммутаци-онные аппа-раты
Да/Нет
7. Системы
управления
7.2. Система управления при-водом подъема роторной стрелы
Пассивные и активные элементы систем авто-матики
Исправное
состояние
Да/Нет
6.5.
Органолептический
, 2. Э
лектрический

172
Продолжение табл. 4.9
1 2 3 4 5 6 7 Кнопки управления Да/Нет
Коммутаци-онные аппа-раты
Да/Нет
7.3. Система управления приво-дом роторного ко-леса
Пассивные и активные элементы систем авто-матики И
справное
состояние
Да/Нет
Кнопки управления Да/Нет
Коммутаци-онные аппа-раты
Да/Нет
7.4. Система управления приво-дом поворота от-вальной стрелы
Пассивные и активные элементы систем авто-матики И
справное
состояние
Да/Нет
Кнопки управления Да/Нет
Коммутаци-онные аппа-раты
Да/Нет
7.5. Система управления приво-дом подъема от-вальной стрелы
Пассивные и активные элементы систем авто-матики И
справное
состояние
Да/Нет
Кнопки управления Да/Нет
Коммутаци-онные аппа-раты
Да/Нет
7.6. Система управления приво-дом хода
Пассивные и активные элементы систем авто-матики И
справное
состояние
Да/Нет
Кнопки управления Да/Нет
7. Системы
управления
7.7. Система управления приво-дом конвейеров, питателя
Коммутаци-онные аппа-раты
Исправное
состояние
Да/Нет
6.5. Органо-лептический, 2. Электри-ческий

173
Продолжение табл. 4.9
1 2 3 4 5 6 7
Пассивные и активные элементы систем ав-томатики
Да/Нет
8.1.Концевые вы-ключатели Срабатывание Да/Нет
8.2.1. В сетях U<1000 В
Срабатывание Да/Нет
8.2.
Защ
ита от
замы
каний на
земл
ю
8.2.2. В сетях U>1000 В
Срабатывание Да/Нет
8.3. Максимальная токовая защита Срабатывание Да/Нет
6.5. Органо-лептический
8.4. Электрические блокировки последова-тельности включения и отключения
Срабатывание Да/Нет
8.5.1. Кон-троль це-лостности
Срабатывание УЗО Да/Нет
6.5. Органо-лептический
8.5. Сеть зазем-ления
8.5.2. Об-щее сопро-тивление цепи
Относительно корпу-са экскаватора <4 Ом 2. Электри-
ческий
8. Защ
итны
е и сигнальные устройства
8.6. Звуковой сиг-нал Срабатывание Да/Нет
Исправность блокировоч-ных устройств 1,2,3 Да/Нет
Привод выключате-ля (масля-ного, ваку-умного)
Срабаты-вание от действия защиты
Да/Нет
Разно-времен-ность включе-ния но-жей
3 мм Ножи разъеди-нителя (штеп-сельного разъема) Угол от-
крытия ножей
60о±5о
9. Высоковольтное
электрооборудование
9.1. Распредустрой-ство, приключатель-ный пункт
Наличие поверенных защитных устройств Да/Нет
6.5. Органо-лептический

174
Продолжение табл. 4.9
1 2 3 4 5 6 7 Уровень (Норма –Да) Да/Нет
Нагрев ≤ 60оС 5.1. Тепловой Масло
Лаборатор-ныеисследо-вания
Да/Нет 6.1. Оптиче-ский денси-тометриче-ский
Герме-тичность
Отсутствие течи масла Да/Нет
6.5. Орга-нолептиче-ский
9.2. Силовой трансформатор
Пробивной предохрани-тель
Испытан Да/Нет 2. Элек-трический
Уровень (Норма –Да) Да/Нет 6.5. Органо-
лептический
Нагрев ≤ 60оС 5.1. Тепловой Масло
Лаборатор-ные исследо-вания
Да/Нет 6.1. Оптиче-ский денси-тометриче-ский
Герме-тичность
Отсутствие течи масла Да/Нет
6.5. Орга-нолептиче-ский
Пробивной предохрани-тель
Испытан Да/Нет
9.3. Осветитель-ный трансформа-тор
Сопротивление изоляции По ГОСТ 11828-86
2. Элек-трический
Сопротивление изоляции По ГОСТ 11828-86
Целостность жилы зазем-ления, Ом ≤ 10
2. Элек-трический 9.4. Высоко-
вольтный кабель Соблюдение правил про-кладки Да/Нет
6.5. Орга-нолептиче-ский
Наружная поверх-ность и внутренняя полость
Отсутствие пыли и грязи
Да/Нет
Кольца и пружины щеткодер-жателей
Отсутствие следов на-гара, оплав-ления
Да/Нет
6.5. Орга-нолептиче-ский
Затяжка болтовых соеди-нений, Нм По нормам
Мз=f(dболта)
Моменто-мерные ключи
9.5. Токосъемник кабельного бара-бана
Сопротивление изоляции колец
По ГОСТ 11828-86
2. Электриче-ский
9. Высоковольтное
электрооборудование
9.6. Высоко-вольтный токо-съемник
Наружная поверх-ность и внутренняя полость
Отсутствие пыли и грязи
Да/Нет 6.5. Орга-нолептиче-ский

175
Окончание табл. 4.9
1 2 3 4 5 6 7 Кольца и пружины щеткодер-жателей
Отсут-ствие следов нагара, оплав-ления
Да/Нет
Затяжка болтовых со-единений, Нм По нормам
Мз=f(dболта)
Моменто-мерные ключи
Сопротивление изо-ляции колец
По ГОСТ 11828-86
2. Электри-ческий
10.1. Вспомога-тельные привода
Экспертная оценка дефектов א
6.5. Органо-лептический 2. Электри-ческий Моменто-мерные ключи
10.2. Коммута-ционные устрой-ства
Экспертная оценка дефектов Нагрев א
2. Электри-ческий 5.1. Тепловой пассивного излучения
10.3. Освещение Наличие Требование норм ос-вещенности
-Органо .6.5 אлептический
Целостность изоля-ции
По ГОСТ 11828-86
2. Электри-ческий
10.4. Провода и кабели Соблюдение правил
прокладки Да/Нет 6.5. Органо-лептический
10. Н
изковольтное
электрооборудование
10.5. Электрона-греватели, калори-фер
Наличие Требование норм безо-пасности
-Органо .6.5 אлептический
ВЫВОДЫ
1. Дано обоснование необходимости применения прогрессивных форм технического обслуживания по фактическому состоянию (ОФС) на основе не-разрушающих методов контроля. В основе концепции ОФС лежит мониторинг технического состояния горного оборудования. Предложены основные направ-ления организации работ по мониторингу.
2. Предложена организационная структура мониторинга технического со-стояния горного оборудования, реализуемая в течение трех периодов, даны ха-рактеристики этих периодов и технико-экономические показатели для функ-ционально-стоимостного анализа эффективности внедряемых мероприятий.

176
3. Предложены технические мероприятия – основные направления обес-печения надежности механического оборудования (ОНМО) и организации виб-ромониторинга. Определена вероятная эффективность внедрения этих меро-приятий.
4. Предложена технология вибромониторинга вращающегося оборудова-ния с использованием стационарных систем и переносных сборщиков данных и ЭВМ. Определены виды и периодичность обследований. Разработана универ-сальная трехуровневая структурная схема системы мониторинга оборудования карьерных экскаваторов.
5. Предложена информационная система кодирования узлов, механизмов и видов работ, подлежащих учету и контролю технического состояния, на ос-новании которых разработаны технологические карты обследования техниче-ского состояния шагающих, карьерных и роторных экскаваторов.

177
ЗАКЛЮЧЕНИЕ
В представленной работе дано новое решение актуальной научной задачи – повышения технологической надежности карьерных экскаваторов путем орга-низации проведения оптимальных ремонтных циклов карьерных экскаваторов по критерию минимума трудозатрат и перехода на новую систему технического обслуживания по фактическому состоянию оборудования.
На основании исследований получены следующие результаты и выводы. 1. Состояние основных фондов в угольной отрасли является критическим –
экскаваторный парк страны на 90 % отработал свой ресурс. Продолжительная и надежная работа горных машин возможна только при условии систематическо-го и качественного проведения мероприятий по техническому обслуживанию и ремонту. Минимизировать затраты на проведение ТОиР возможно внедрением АСУ ТО, системы обслуживания по фактическому состоянию.
2. Вариантом обслуживания по фактическому состоянию при отсутствии мониторинга неразрушающими методами контроля служит планирование объ-ема работ в зависимости от показателей надежности экскаваторов. Для оценки уровня технического состояния предложена методика определения качества экскаваторов. Выбраны единичные показатели качества на основании имею-щейся информации по аварийности экскаваторного парка Лучегорского разреза.
3. На основании статистической обработки информации по аварийности экскаваторного парка за 758 суток получены единичные и комплексные абсо-лютные и относительные показатели надежности экскаваторов. В качестве главного параметра экскаваторов выбрано фактическое среднее значение объе-ма выполненных работ, для чего произведен расчет наработки всех экскавато-ров за период, предшествующий анализу.
4. Получены эмпирические модели технического состояния всех экскава-торов Лучегорского разреза и обобщенные модели шагающих, карьерных и ро-торных экскаваторов. Все модели технического состояния отличаются друг от друга, следовательно, требуется индивидуальный подход к организации и про-ведению технического обслуживания и ремонта каждого экскаватора.
5. Выявлена аналитическая зависимость между комплексным показателем надежности экскаватора – коэффициентом готовности – и уровнем квалифика-ции обслуживающей бригады.
6. Предложена методика определения оптимальной структуры ремонтно-го цикла на основании комбинаторного анализа с учетом фактических значений показателей качества экскаваторов и минимальных трудозатрат на проведение технического обслуживания и ремонта.
7. Аппроксимированы табличные значения нормативной трудоемкости ремонтов в зависимости от теоретической наработки функциональными зави-симостями степенного вида. Методом комбинаторного анализа рассчитаны все возможные структуры ремонтного цикла каждого экскаватора и определены оптимальные с наименьшей трудоемкостью. Составлены графики и формулы

178
ремонтных структур всего экскаваторного парка Лучегорского разреза. Все ре-монтные структуры отличаются от нормативных графиков ППР.
8. Предложена организационная структура мониторинга технического со-стояния горного оборудования и технические мероприятия – основные направ-ления обеспечения надежности механического оборудования (ОНМО) и орга-низации вибромониторинга.
9. Разработана технология вибромониторинга вращающегося оборудова-ния с использованием стационарных систем и переносных сборщиков данных и ЭВМ. Определены виды и периодичность обследований. Разработана универ-сальная трехуровневая структурная схема системы мониторинга оборудования карьерных экскаваторов.
10. Предложена информационная система кодирования узлов, механиз-мов и видов работ, подлежащих учету и контролю технического состояния, на основании которых разработаны технологические карты обследования техниче-ского состояния шагающих, карьерных и роторных экскаваторов.

179
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Авдеев А.Н. Храмовских В.А. Анализ отказов базовых узлов экскава-торов, работающих в районах Крайнего Севера // Горные машины и автомати-ка. – 2005. – № 2. – С. 53-55.
2. Антоненко И.Н. Управление техобслуживанием и ремонтом оборудо-вания: для чего нужна автоматизация // Электроцех. – 2006, сентябрь. – С. 54-57.
3. Антоненко И.Н., Комонюк О.В. Автоматизация технического обслужи-вания и ремонта на Смоленской атомной станции // Электрические станции. – 2006. – № 9. – С. 31-36.
4. Андреева Л.И. Методы оценки технического состояния горно-транспортного оборудования на горнодобывающих предприятиях // Горные машины и автоматика. – 2004. – № 10. – С. 5-9.
5. Андреева Л.И., Николаев Л.А. Средства механизации ремонтных работ как элемент системы технического сервиса горно-транспортного оборудования // Горные машины и автоматика. – 2004. – № 10. – С. 28-29.
6. Аракелян В.Г. Цели, понятия и общие принципы диагностического контроля высоковольтного электротехнического оборудования // Электроцех. – 2006, ноябрь. – С. 52-57.
7. Афанасьев Н.А., Юсипов М.А. Система технического обслуживания и ремонта оборудования энергохозяйств промышленных предприятий (система ТОР ЭО). – М.: Энергоатомиздат, 1989. – 528 с.
8. Балакин В.М., Васильев Н.Л. и др. Опыт применения системы стацио-нарного мониторинга состояния оборудования «Компакс» в ОАО «Сильвинит» // Горные машины и автоматика. – 2004. – № 10. – С. 23-26.
9.Баранов В.М. и др. Акустический контроль и диагностика на предпри-ятиях топливно-энергетического комплекса – М.: Наука, 1998.
10. Бараш М.И., Дмитриев Е.А., Огнев Н.Т. Вероятностные методы рас-чета структуры ремонтного цикла электрооборудования экскаваторов // Труды Иркутского политехнического института. – Иркутск, 1973. – С. 83-89.
11. Баркова Н.А. Введение в виброакустическую диагностику роторных машин и оборудования: Учеб. пособие. – СПб.: Изд. центр СПбГМТУ, 2003. – 160 с.
12. Баширов М.Г., Кузеев М.И., Кузеев И.Р., Юнкин А.И. Электромаг-нитный метод диагностики в задачах обеспечения безопасности эксплуатации и оценки ресурса оборудования нефтехимических и нефтеперерабатывающих производств // Безопасность труда в промышленности. – 2004. – № 4. – С. 49-53.
13. Беляков Ю.Н., Владимиров В.Н. Совершенствование экскаваторных работ на карьерах. М.: Недра, 1974.
14. Билибин В.В., Демьянов Б.П., Герике Б.Л., Протасов С.И. Мониторинг технического состояния экскаваторного парка разрезов ОАО «УК Кузбассраз-резуголь» // Безопасность труда в промышленности. – 2005. – № 4. – С. 23-25.
15. Биргер И.А. Техническая диагностика. – М.: Машиностроение, 1978. – 240 с.

180
16. Блюмберг В.А., Синягин Н.Н. Основные принципы системы техниче-ского обслуживания и ремонта электрооборудования по техническому состоя-нию // Промышленная энергетика. – 1977. – № 7.
17. Болотин В.В. Прогнозирование ресурса машин и конструкций. – М.: Машиностроение, 1984. – 312 с.
18. Бухгольц В.П. Электрооборудование и электроснабжение буровых и горных работ [Текст] / В.П. Бухгольц, В.Л. Скрипка. – М.: Недра. – 1987. – 310 с.
19. Бубновский Б.И., Ефимов В.Н., Морозов В.И. Ремонт шагающих экс-каваторов: Справочник. – М.: Недра, 1991. – 347 с.
20. Васин В.П., Лоскутов В.Ф., Старшинов В.А., Поляков А.М. К разви-тию компьютерных технологий в эксплуатации электрооборудования электро-станций // Электрические станции. – 2005. – № 4. – С. 33-40.
21. Великович М.В., Шкляр А.И. и др. Разработка и опытно-промышленная апробация системы вибромониторинга турбоагрегатов // Элек-трические станции. – 2006. – № 10. – С. 47-55.
22. Венкеманн К. Система управления технологическим процессом на горнодобывающем предприятии // Уголь. – 1998. – № 6. – С. 64-67.
23. Виндюков Н.М. Информационно-поисковые системы ремонтно-эксплуатационного обслуживания электрооборудования. – М.: Энергия, 1980.
24. Воробьев В.И. Технология машиностроения и ремонт горных машин. – М.: Высш. шк., 1981.
25. Временное положение о техническом обслуживании и ремонтах (ТО и Р) механического оборудования предприятий системы Министерства черной ме-таллургии СССР. – М.: Изд. Минчермета СССР, 1983.
26. Генкин М.Д., Соколова А.Г. Виброакустическая диагностика машин и механизмов. – М.: Машиностроение, 1987.
27. Герике Б.Л. Мониторинг и диагностика технического состояния ма-шин и агрегатов. – Кемерово: КузГТУ, 1999.
28. Герике Б.Л., Герике П.Б. Вибродиагностика главных приводов буро-вых станков Южная Якутия – новый этап индустриального развития: материа-лы междунар. науч.-практич. конф. – Нерюнгри: Изд-во технического ин-та, 2007. В 2-х т., т.1. – С. 107-110.
29. Гетопанов В.Н., Рачек В.М. Проектирование и надежность средств комплексной механизации. – М.: Недра, 1986.
30. Гиссин В.И. Управление качеством продукции: учеб. пособие. – Рос-тов-н-Д.: Феникс, 2000. – 256 с.
31. Глущенко П.В. Техническая диагностика: Моделирование в диагно-стировании состояния технических объектов. – М.: Вузовская книга, 2004. – 248 с.
32. Гольдберг О.Д. Надежность электрических машин общепромышлен-ного и бытового назначения. – М.: Машиностроение, 1976. – 56 с.
33. Гольдин А.С. Вибрация роторных машин. – М.: Машиностроение, 1999.
34. Горбунов И.В., Кочетков В.С. Анализ эксплуатационной надежности электрооборудования карьерных экскаваторов. Разработка месторождений по-лезных ископаемых Восточной Сибири. – Иркутск, 1973. – С. 70-74.

181
35. Горелик А.Л., Балицкий Ф.Я., Требунский А.Н. Методы технической диагностики машин и механизмов. – М.: НТЦ «Информатика»,1990. – 204 с.
36. Горовой А.И. Капитальный ремонт роторных экскаваторов по сете-вым графикам // Добыча угля открытым способом. – 1973. – № 5. – С. 20-21.
37. Горовой А.И. Опыт ремонта роторных экскаваторов. – М.: ЦНИЭИ-уголь, 1974. – С. 35.
38. Горовой А.И. Оценка ремонтной технологичности горнотранспортно-го оборудования // Стандарты и качество. – 1973. – № 4. – С. 73.
39. Горовой А.И. Ремонт роторных экскаваторов и комплексов. – М.: Не-дра, 1978. – 317 с.
40. Горовой А.И. Структура ремонтного цикла горного и транспортного оборудования. // Добыча угля открытым способом. – 1971. – № 12. – С. 12-13.
41. Горовой А.И., Марковцев А.П. Определение ресурса деталей ротор-ных экскаваторов // Горнотранспортное оборудование разрезов. – Киев, 1973. – С. 126-129.
42. ГОСТ 10159-79. Машины электрические постоянного тока. Методы испытаний. [Электронный ресурс]: – Режим доступа:. http://www.cablesite.ru/gost/GOST_10159_79/, свободный.
43. ГОСТ 10169-77. Машины электрические трехфазные синхронные. Методы испытаний. [Электронный ресурс]: – Режим доступа: http://www.cablesite.ru/gost/GOST_10169_77/, свободный.
44. ГОСТ Р ИСО 10816-3-99. Вибрация. Контроль состояния машин по результатам измерений вибрации на невращающихся частях. Часть 3. Промыш-ленные машины номинальной мощностью более 15 кВт и номинальной скоро-стью от 120 до 15000 мин-1. [Электронный ресурс]: – Режим доступа: http://egost.ru/gost/?gost=21532, свободный.
45. ГОСТ 11828-86. Машины электрические вращающиеся. Общие мето-ды испытаний. [Электронный ресурс]: – Режим доступа: http://www.cablesite.ru/gost/GOST_11828_86/ , свободный.
46. ГОСТ 12.1.012-2004 ССБТ. Вибрационная безопасность. Общие тре-бования. [Электронный ресурс]: – Режим доступа: http://cloddimze.ru/migiteto-12257.html, свободный.
47. ГОСТ 12379-75. Система стандартов по вибрации. Машины электри-ческие вращающиеся. Методы оценки вибрации. [Электронный ресурс]: – Ре-жим доступа: http://igost.msk.ru/gost.php?gost=12379-75, свободный.
48. ГОСТ 18322-78. Система технического обслуживания и ремонта тех-ники. Термины и определения. [Электронный ресурс]: – Режим доступа: http://www.skonline.ru/doc/3635.html, свободный.
49. ГОСТ 16504-81. ГСИ. Испытания и контроль качества продукции. Основные требования и определения. [Электронный ресурс]: – Режим доступа: http://yourgost.ru/tehdoc-4785.htm, свободный.
50. ГОСТ Р ИСО 9001-2008. Система качества. Модель обеспечения каче-ства при проектировании, разработке, производстве, монтаже и обслуживании. [Электронный ресурс]: – Режим доступа: http://www.klubok.net/Downloads-index-req-viewdownloaddetail, свободный.

182
51. ГОСТ Р ИСО 9002-96. Системы качества. Модель обеспечения каче-ства при производстве, монтаже и обслуживании. [Электронный ресурс]: – Ре-жим доступа: http://supergost.pp.ru/detail.php?fFolder= 16&fFrom=katalog&f, сво-бодный.
52. ГОСТ 20911-89. Техническая диагностика. Основные термины и оп-ределения. [Электронный ресурс]: – Режим доступа: http://www.gostzakaz.ru/doc-8133.html, свободный.
53. ГОСТ 27.302-86. Надежность в технике. Методы определения допус-каемого параметра технического состояния и прогнозирования остаточного ре-сурса составных частей агрегатов машин. [Электронный ресурс]: – Режим дос-тупа: http://gost96.ru/doc-13313.html, свободный.
54. ГОСТ 23660-79. Система технического обслуживания и ремонта тех-ники. Обеспечение ремонтопригодности при разработке изделий. [Электрон-ный ресурс]: – Режим доступа: http://gost96.ru/doc-10355.html, свободный.
55. ГОСТ 2.602-95. ЕСКД. Ремонтные документы. [Электронный ресурс]: – Режим доступа: http://snip.134.ru/getgost.php?id=2298, свободный.
56. ГОСТ 25866-83. Эксплуатация техники. Термины и определения. [Электронный ресурс]: – Режим доступа: http://best-gost.ru/getpage.php?line=doc-12290, свободный.
57. ГОСТ 27.002-89. Надежность в технике. Основные понятия. Термины и определения. [Электронный ресурс]: – Режим доступа: http://fiotrems.ru/giwytyfe-48709.html, свободный.
58. ГОСТ 27.003-90. Надежность в технике. Состав и общие правила за-дания требований по надежности. Основные положения. [Электронный ресурс]: – Режим доступа: http://docstobaze.ru/dogehede-2751.html, свободный.
59. ГОСТ 16921-83. Машины электрические вращающиеся. Допустимые вибрации. [Электронный ресурс]: – Режим доступа: http://egost.ru/gost/?=35069, свободный.
60. ГОСТ 27674-88. Трение, изнашивание и смазка. Термины и определе-ния. [Электронный ресурс]: – Режим доступа: http://www.www.1gost.jino.ru/doc-13832.html, свободный.
61. ГОСТ 28.001-83. Система технического обслуживания и ремонта тех-ники. Основные положения. [Электронный ресурс]: – Режим доступа: http://igost.msk.ru/gost.php?gost=28.001-83, свободный.
62. ГОСТ 7217-87 (2003). Машины электрические вращающиеся. Двига-тели асинхронные. Методы испытаний. [Электронный ресурс]: – Режим досту-па: http://www.doclist.ru/docs/generatory/file/36236.html, свободный.
63. Григорьев Ю.А. Как повысить ресурс асинхронного двигателя // Электроцех – 2006, октябрь. – С. 54-55.
64. Груздева Е.Н. Как правильно организовать техническое обслуживание сложного оборудования // Электроцех. – 2006, октябрь. – С. 5-8.
65. Гук Ю.Б. Анализ надежности электроэнергетических установок. – Л.: Энергоатомиздат, 1988. – 224 с.

183
66. Давыдов В.М., Жуков Р.В. Диагностика как неотъемлемая часть ре-монта оборудования по техническому состоянию // Безопасность труда в про-мышленности. – 2002. – № 3. – С. 12-14.
67. Демин А.А. Влияние производительности на надежность карьерных экскаваторов // Горные машины и автоматика. – 1967. – № 9.
68. Демин Е.А. Современные возможности инструментального оператив-ного контроля болтовых соединений в ответственных узлах оборудования // Безопасность труда в промышленности. – 2006. – №7. – С. 39-40.
69. Дмитриев В.Т. Оценка функциональной эффективности горных ма-шин по энергетическим критериям // Горные машины и автоматика. – 2004. – № 10. – С. 43-44.
70. Долин А.П., Ленков А.Ю. Диагностика развивающихся дефектов си-ловых трансформаторов // Электрические станции. – 2005. – № 5. – С. 49-54.
71. Дорошев Ю.С., Соловьев Д.Б. Метрология, стандартизация и серти-фикация: учеб. пособие. – Владивосток: Изд-во ДВГТУ, 2007. – 156 с.
72. Дорошев Ю.С., Нестругин С.В., Киричук А.С. Современные техноло-гии технического обслуживания электрических машин карьерных экскаваторов // Электробезопасность. – 2008. – № 2 – 3. – С. 3-6.
73. Дорошев Ю.С., Карпушенко В.Б. Определение оптимальной структу-ры ремонтного цикла по фактическому состоянию экскаваторного парка. Про-блемы освоения георесурсов Российского Дальнего Востока и стран АТР. – Владивосток, 2004. – С. 151 – 155.
74. Дорошев Ю.С., Нестругин С.В., Полищук М.В. Анализ технического состояния подшипниковых узлов преобразовательных агрегатов карьерных экс-каваторов. – Труды ДВГТУ, вып. 147. – Владивосток, 2007. – С. 7-12.
75. Дорошев Ю.С., Нестругин С.В. Мониторинг технического состояния горного оборудования. Проблемы освоения георесурсов Российского Дальнего Востока и стран АТР. – Владивосток, 2006. – С. 119-126.
76. Дорошев Ю.С., Курбатова О.А., Нестругин С.В. Практическая балан-сировка роторов электрических машин в собственных опорах. Проблемы ос-воения георесурсов Российского Дальнего Востока и стран АТР. – Владиво-сток, 2006. – С. 126-130.
77. Дорошев Ю.С., Нестругин С.В. О необходимости разработки методов отслеживания и распознавания технического состояния оборудования по сово-купности его эксплуатационных характеристик. Проблемы освоения георесур-сов Российского Дальнего Востока и стран АТР. – Владивосток, 2006. – С. 131-132.
78. Дубов А.А. Проблемы оценки остаточного ресурса стареющего обо-рудования // Безопасность труда в промышленности. – 2003. – № 3. – С. 46-49.
79. Дурнев Н.В., Скрипова Н.М., Шарин Е.Б., Боярских Г.А., Хусаинов В.Г. Оценка информативности и адекватности виброакустических моделей со-стояния основных механизмов экскаватора ЭДГ-3,2.30 // Горные машины и ав-томатика. – 2004. – № 10. – С. 17-21.
80. Единая система планово-предупредительного ремонта и рациональ-ной эксплуатации технологического оборудования машиностроительных пред-приятий. 6-е изд. – М.: Машиностроение, 1967.

184
81. Ермолин Н.П., Жерихин И.П. Надежность электрических машин. – Л., 1976. – 248 с.
82. Ермолов И.Н., Останин Ю.Я. Методы и средства неразрушающего контроля качества: учеб. пособие. – М.: Высш. шк., 1988. – 368 с.
83. Ермолов И.Н., Осташин Н.Я. Методы и средства неразрушающего контроля качества – М.: Высш. шк. 1988.
84. Жуков А.В. Диагностирование эффективности и оптимизация пара-метров производственно-технических систем горных предприятий. В 2 т. – Владивосток: ДВНЦ АН СССР, 1986.
85. Закон РФ «О техническом регулировании» от 27 декабря 2002. – № 184-ФЗ. [Электронный ресурс]: – Режим доступа: http://www.consultant.ru/popular/techreg/, свободный.
86. Замышляев В.Ф., Русихин В.И., Шешко Е.Е. Эксплуатация и ремонт карьерного оборудования. – М.: Недра, 1991.
87. Зарипова С.Н. Влияние климатических факторов на условия эксплуа-тации и безопасность горнотранспортного оборудования // Изв. вузов. Горный журнал. – 2007. – № 2. – С. 102-106.
88. Инструкция по выбору параметров и критериев технического и пре-дельного состояния оборудования угольных шахт. – М.: ИГД им. А.А. Скочин-ского, 1982.
89. Инфо-ППР – система информационного обеспечения планово-предупредительных ремонтов предприятия. [Электронный ресурс]: – Режим доступа: http://[email protected], свободный.
90. Остапенко В.И., Попов В.И., Морозов В.И., Воробьев В.П. Капиталь-ный ремонт горношахтного оборудования – М.: Недра, 1986.
91. Карцев С.А. Причины вибрации электродвигателя // Электроцех. – 2006, октябрь. – С. 56-57.
92. Касьянов П.А., Алексеев Д.А. Условия эксплуатации и процессы на-гружения механизмов горных машин // Изв. вузов. Горный журнал, 2007, № 2. – С. 92-97.
93. Качановская Л.И., Фельдман М.Л., Мищенко В.В. Об оценке техниче-ского состояния ВЛ, эксплуатирующихся свыше 30 лет // Электрические стан-ции. – 2004. – № 2. – С. 46-48.
94. Каширских В.Г. Мониторинг состояния электродвигателей горных машин // Уголь. – 2005, сентябрь. – С. 37-38.
95. Квагинидзе В.С. Оценка и повышение ремонтной технологичности металлоконструкций карьерных механических лопат на угольных разрезах Се-вера. – М.: МГГУ, 1996.
96. Квагинидзе В.С. Эксплуатация карьерного горного и транспортного оборудования в условиях Севера. – М.: Изд-во МГГУ, 2002. – 243 с.
97. Квагинидзе В.С., Радкевич Я.М. Рекомендации по повышению надеж-ности металлоконструкций экскаваторов, эксплуатирующихся при низких тем-пературах. – Н.: ЯГУ, 2000.
98. Квагинидзе В.С., Радкевич Я.М., Русихин В.И. Ремонтная техноло-гичность металлоконструкций карьерных механических лопат на угольных раз-резах Севера. – М.: МГГУ, 1997.

185
99. Кислицкий Б.Б., Маслов В.В., Могилев Г.К., Нецеевский А.Б. Резуль-таты комплексных обследований технического состояния гидрогенераторов с большим сроком эксплуатации // Электрические станции. – 2004. – № 9. – С. 32-37.
100. Клюев В.В. и др. Неразрушающий контроль и диагностика. Спра-вочник / под ред. В.В.Клюева. – М.: Машиностроение, 2003.
101. КО-1-78-РА. Общее руководство по капитальному ремонту экскава-торов. – Челябинск, 1979. – 157 с.
102. Костюков В.Н. Мониторинг безопасности производства. – М.: Ма-шиностроение, 2002. – 224 с.
103. Котеленец Н.Ф., Кузнецов Н.Л. Испытания и надежность электриче-ских машин: учеб. пособие. – М.: Высш. шк., 1988. – 232 с.
104. Кох П.И. Надежность механического оборудования карьеров. – М.: Недра, 1978.
105. Кох П.И. Надежность горных машин при низких температурах. – М.: Недра, 1972.
106. Кох П.И. Ремонт экскаваторов. 2-е изд., перераб. и доп. М.: Недра, 1979. – 281 с.
107. Красников Ю.Д., Разуваева В.В., Вахрушев. Основные факторы, дес-табилизирующие работу комплексов оборудования железорудных карьеров // Горные машины и автоматика. – 2004. – № 10. – С. 41-42.
108. Красников Ю.Д., Габов В.В., Юнгмейстер Д.А., Казаков В.А. Горную технику – на новый технический уровень // Горный журнал. – 2005. – № 11. – С. 87-88.
109. Критерии предельных состояний элементов механической и гидрав-лической систем карьерного оборудования (1-я редакция). – М.: ИГД им. А.А. Ско-чинского, 1987.
110. Курбатова О.А. Надежность горных машин и электрооборудования: учеб. пособие. – Владивосток: Из-во ДВГТУ, 1997. – 120 с.
111. Курбатова О.А. Монтаж и ремонт горных машин: учеб. пособие. Владивосток: Из-во ДВГТУ, 1999. – 119 с.
112. Курбатова О.А. и др. Надежность горных машин: учеб. пособие. – Владивосток: Изд-во ДВГТУ, 2005. – 119 с.
113. Купряков Е.М. Стандартизация и качество промышленной продук-ции: Учебник. – М.: Высш. шк., 1991. – 304 с.
114. Лейфер А. Методы прогнозирования остаточного ресурса машин и их программное обеспечение. – М.: Знание, 1988. – С. 64-116.
115. Леонов В.М., Кондратьев А.В. Организация производственной экс-плуатации, технического обслуживания и ремонта энергооборудования: совре-менное состояние и перспективы // Электроцех. – 2007, январь. – С. 5-7.
116. Леоненко А.С. Управление надежностью машинных агрегатов с асинхронными двигателями // Горные машины и автоматика. – 2005. – № 2. – С. 50-53.
117. Любалин В.Э. Исследование зависимости показателей надежности асинхронных двигателей от основных эксплуатационных факторов // Сб. тру-дов ВЗПИ. Вып. 129; Сер. Электрические машины. – М., 1981. – С. 58-60.

186
118. Любалин В.Э. Результаты исследования эксплуатационной надежно-сти асинхронных электродвигателей путем подконтрольной эксплуатации и пассивного эксперимента // Сб. тезисов докладов 5-й Всесоюзной научно-технич. конф. «Состояние и перспективы развития производства низковольт-ных асинхронных двигателей». – Владимир, 1980. – С. 214-216.
119. Львов М.Ю. Развитие системы диагностики силовых трансформато-ров // Электрические станции. – 2004. – № 10. – С. 11-14.
120. Ляпин А.Г., Певчев Б.Г., Пимошин А.А. Комплексный подход к ди-агностике и оценке технического состояния энергетического оборудования // Электрические станции. – 2005. – № 8. – С. 64-67.
121. Макаров А.П. Механизация ремонтных работ на горных предприяти-ях Севера // Горные машины и автоматика. – 2005. – № 2. – С. 46-47.
122. Макаров А.М., Андреева Л.И., Довженок А.М. Система внутрифир-менного технического сервиса горно-транспортного оборудования // Горные машины и автоматика. – 2004. – № 10. – С. 2-5.
123. Махно Д.Е. Эксплуатация и ремонт карьерных экскаваторов в усло-виях Севера. – М.: Недра, 1984.
124. Международный стандарт ISO 9000. Системы менеджмента качест-ва. Основные положения и словарь. ISO 9000:2000 (R). [Электронный ресурс]: – Режим доступа: http://www.standard.ru/articles/article09.phtm, свободный.
125. Международный стандарт ISO 9004-2-91. Административное управ-ление качеством и элементы системы качества. Ч. 2. Руководящие указания по услугам. [Электронный ресурс]: – Режим доступа: http://www.skonline.ru/doc/4709.html, свободный.
126. Мельников Н.В. Краткий справочник по открытым горным работам. – М.: Недра, 1982.
127. Методические указания, надежность в технике. Порядок проведения анализа причин отказов изделий: РД 50-514-84. – М.: Изд-во стандартов, 1985.
128. Минеев А.В., Зимаков Е.А. Проблемы диагностики комплексов не-прерывного действия большой единичной мощности // Горные машины и авто-матика. – 2004. – № 10. – С. 29-32.
129. Мозгалевский А.В., Гаскаров Д.В. Техническая диагностика. М.: Высш. шк. – 1975. – 207 с.
130. Монсини К.Р. Фирма «Катерпиллер» - концепция технического об-служивания горных машин // Горный журнал. – 1988. – № 11/12. – С. 66-70.
131. Морозов В.И. Оценка качества использования драглайнов / Повыше-ние качества горного оборудования. – М.: МГИ, 1988.
132. Морозов В.И. Разработка системы управления качеством ремонта горного оборудования. – Дисс. ... д-ра техн. наук. – М.: МГИ, 1987.
133. Муриков Д.В., Паршин А.А. Оценка надежности роторных комплек-сов // Промышленный транспорт. – 1972. – № 11. – С. 18-20.
134. Мелькумов Л.Г., Рабинович М.С., Гинсбург В.Б. и др. Надежность аппаратуры и средств горной автоматики. – М.: Недра, 1974.

187
135. Неразрушающий контроль и диагностика: Справочник / В.В. Клюев, Ф.Р. Соснин, В.Н. Филинов и др. / Под ред. В.В. Клюева. М.: Машиностроение, 1995. – 448 с.
136. Неразрушающий контроль: Справочник: В 7 т. Под общ. ред. В.В. Клюе-ва. Т. 7: В 2 кн. Кн. 1: В.И. Иванов, И.Э. Власов. Метод акустической эмиссии / Кн. 2: Ф.Я. Балицкий, А.В. Барков, Н.А. Баркова и др. Вибродиагностика. – М.: Машиностроение, 2005. – 829 с.
137. Новоселецкий А.П., Махно Л.Е., Шадрин А.И. Управление техниче-ской эксплуатацией горного оборудования // Горные машины и автоматика. – 2005. – № 2. – С. 36-39.
138. Общее руководство по капитальному ремонту экскаваторов. КО – 1 – 78 – РА. – Челябинск: НИИОГР, 1979.
139. Островский Г.К. Опыт эксплуатации роторных экскаваторов // Уголь. – 1975. – № 12. – С. 34-35.
140. Островский М.С., Радкевич Я.М., Тимирязев В.А. Многоуровневый алгоритм вибромониторинга технического состояния машин // Горные машины и автоматика. – 2005. – № 7. – С. 23-25.
141. Певзнер Л.Д. Надежность горного электрооборудования и техниче-ских средств шахтной автоматики. – М.: Недра, 1983.
142. Перель Л.Я. Подшипники качения. Расчет, проектирование и обслу-живание опор: справочник. М., 1983. – 544 с.
143. Перелыгин В.В. Экскаваторный парк угольных разрезов России, 14.06.2006. [Электронный ресурс]. – Режим доступа: http://www.etractor.ru, сво-бодный.
144. Пикульский В.А., Поляков Ф.А. Возможности обеспечения надеж-ной эксплуатации турбогенераторов с длительным сроком службы // Электри-ческие станции. – 2006. – № 4. – С. 51-54.
145. Положение о планово-предупредительной системе технического об-служивания и ремонта оборудования угольных и сланцевых шахт Минуглепро-ма СССР. – М.: Изд-во ИГД им. А.А.Скочинского, 1981.
146. Положение о планово-предупредительном ремонте оборудования от-крытых горных работ на предприятиях угольной промышленности СССР. – Че-лябинск: Изд. НИИОГР, 1990. – 37 с.
147. Положение о проведении экспертизы промышленной безопасности в угольной промышленности. РД 05-432-02 // Безопасность труда в промышлен-ности. – 2002. – № 5. – С. 54-58.
148. Правила технической эксплуатации электроустановок потребителей. Госэнергонадзор Минэнерго России. – СПб: ООО Альтернативная полиграфия, 2003. – 312 с.
149. Приборы и средства диагностики электрооборудования и измерений в системах электроснабжения: справ. пособие / под ред. В.И. Григорьева. – М.: Колос, 2006. – 272 с.
150. Придвижкин В.А., Бабин С.Г., Смирнов Е.И. Расширение системы услуг фирменного технического сервиса корпорации «Объединенные машино-строительные заводы» // Горные машины и автоматика. – 2004. – № 10. – С. 13-15.

188
151. Пуликовский К.Б. Единая система оценки соответствия на объектах, подконтрольных федеральной службе по экологическому, технологическому и атомному надзору // Безопасность труда в промышленности. – 2006. – № 4. – С. 32-35.
152. Рабочая конструкторская документация на экскаватор ЭКГ-5А. – Свердловск: УЗТМ, 1979.
153. Радкевич Я.М., Островский М.С., Тимирязев В.А. Квалиметрический подход к оценке технического состояния машин по обобщенной вибрационной характеристике // Горные машины и автоматика. – 2005. – № 7. – С. 25-28.
154. Рахмилевич З.З. Испытания и эксплуатация энерготехнологичского оборудования. – М.: Химия, 1981. – 384 с.
155. Рахутин М.Г. Управление резервом запасных частей – один из путей повышения эффективности работы предприятия // Горный журнал. – 2006. – № 12. – С. 32-33.
156. Титиевский Е.М., Щербань И.Е., Гохберг Ю.Ш., Субботин С.В. Ре-монт карьерных экскаваторов: справочник. – М.: Недра, 992. – 238 с.
157. Бубновский Б.И., Буйный И.К., Ефимов В.Н. и др. Ремонт шагающих экскаваторов. – М.: Недра, 1982.
158. Ремонтопригодность машин. Под ред. П.Н. Волкова // Машино-строение. – 1975. – 368 с.
159. Руководство по капитальному ремонту экскаватора ЭКГ-5А. РК-5-81-РА. – Челябинск, 1983.
160. Рывкин А.А. и др. Справочник по математике. – М.: Высш. шк., 1975. – 554 с.
161. Русихин В.И. Эксплуатация и ремонт механического оборудования карьеров. – М.: Недра, 1982.
162. Садыков Д.С. Остаточный ресурс технических объектов и методы его оценки. – М.: Знание, 1986. – С. 51-100.
163. Саитов В.И., Шестаков В.С., Чупров И.В. Расширение технических функций горного оборудования – резерв повышения эффективности его экс-плуатации // Горные машины и автоматика. – 2004. – № 10. – С. 32-34.
164. Салов А.Г. Анализ существующей системы планирования ремонтов на ТЭЦ // Промышленная энергетика. – 2007. – № 12. – С. 16-19.
165. Салихов А.А., Хусаинов Р.Р., Султанов Н.Л. Информационные сис-темы паспортизации и контроль технического состояния оборудования – пути снижения издержек производства // Электрические станции. – 2005. – № 9. – С. 62-68.
166. Седаков Л.В. Эксплуатационная надежность электрооборудования одноковшовых экскаваторов: обзор. – М.: ЦНИЭИуголь, 1986.
167. Семенча П.В. Повышение конструкционной прочности и ресурса горношахтного оборудования. – М.: ИГД им. А.А. Скочинского, 1991.
168. Семенча П.В., Зислин Ю.А. Редукторы горных машин. – М.: Недра, 1990.
169. Сиделев В.И. Определение оптимальных периодов планово-пре-дупредительных ремонтов экскаваторов // Разработка рыхлых пород комплек-сами непрерывного действия. – Губкин,1974. – С.70-73.

189
170. Синягин Н.Н., Афанасьев Н.А., Новиков С.А. Система планово-предупредительного ремонта оборудования и сетей промышленной энергетики. – М.: Энергоатомиздат, 1984.
171. Скрипова Н.М., Боярских Г.А., Хусаинов В.Г. Оценка информатив-ности уровней технического состояния при изготовлении конусных дробилок по виброакустическим параметрам // Горные машины и автоматика. – 2004. – № 10. – С. 21-23.
172. Смирницкий Е.К., Акбердин Р.З. Повышение эффективности ре-монтного производства. – М.: Машиностроение, 1970.
173. Соколовский А.В. Оценка резервов эффективности производства на основе исследования уровня взаимодействия организационной и технологиче-ской подсистем угольного разреза // Изв. Вузов. Горный журнал. – 2007. – № 7. – С. 52-57.
174. Солод В.И. Основы теории выемочных агрегатов. – Дисс. ... д-ра техн. наук. – М., 1969.
175. Солод В.И., Гетопанов В.Н., Шпильберг И.Л. Надежность горных машин и комплексов. М.: МГИ, 1972.
176. Солод Г.И. Технология производства горных машин и комплексов. – М.: МГИ,1981.
177. Солод Г.И., Морозов В.И. Эксплуатация и ремонт горного оборудо-вания. – М.: НГТО, 1983.
178. Солод Г.И., Морозов В.И., Русихин В.И. Технология машинострое-ния и ремонта горных машин. – М.: Недра, 1986.
179. Солод Г.И., Радкевич Я,М. Управление качеством горных машин. – М.: МГИ, 1985.
180. Cолод Г.И., Кусаинов К., Морозов В.И. Автоматизированная система управления ремонтом горного оборудования. – М.: Недра, 1979. – 167 с.
181. Соснин Ф.Р. и др. Неразрушающий контроль. Справочник: в 8 т. / Под ред. В.В. Клюева. – М.: Машиностроение, 2003 – 2005.
182. Справочник механика открытых работ. Монтаж, техническое обслу-живание и ремонт оборудования / под общ. ред. М.И. Щадова. – М.: Недра, 1987.
183. Справочник. Управление качеством продукции. – М.: Стандарты, 1985.
184. Сыромятников, И.А. Режимы работы асинхронных и синхронных двигателей [Текст] / И.А. Сыромятников. – М.: Энергоатомиздат, 1984. – 527 с.
185. Строительные нормы и правила. Сметные нормы и правила. Правила разработки единых расценок на строительные конструкции и работы. Сборник единых районных единичных расценок на строительные конструкции и работы. Сборник 2. Горновскрышные работы [Текст] / М.: Стройиздат, 1984. – 22 с.
186. Сухоруков В.В. и др. Неразрушающий контроль. В 5 кн. / Под ред. В.В. Сухорукова. – М.: Высш. шк., 1992.
187. Татарских Б.Я. Экономико-организационные направления совершен-ствования ремонта и обслуживания энергетического оборудования в машино-строении // Промышленная энергетика. – 1992. – № 4. – С. 2-5.

190
188. Титиевский Е.М., Путягин Б.К., Федюнин И.Г. Рациональная струк-тура ремонтного цикла карьерных экскаваторов // Горный журнал. – 1973. – № 3. – С. 50-52.
189. Тынтеров И.А., Капустин Б.В. и др. Мониторинг технического со-стояния оборудования для условий горного производства ОАО «Комбинат маг-незит» // Безопасность труда в промышленности. – 2002. – № 3. – С. 8-11.
190. Управлние качеством продукции: справочник / под ред. В.В. Бойцова и А.В. Гличева. – М.: Изд-во стандартов, 1985. – 464 с.
191. Ильенкова С.Д., Ильенкова Н.Д., Мхитарян В.С. и др. Управление качеством: учебник – М.: Банки и биржи, ЮНИТИ; 1999. – 199 с.
192. Федеральный закон «О промышленной безопасности опасных про-изводственных объектов» от 21.07.97. № 116-93 (Собрание законодательства Российской Федерации, 1997, № 30). [Электронный ресурс]. – Режим доступа: http://www.skonline.ru/doc/4321.html, свободный.
193. Федюнин И.Г. Совершенствование ремонтного цикла механических лопат // Горный журнал. – 1980. – № 6. – С. 37-38.
194. Хрисанов М.И., Горовой А.И., Риза В.Б. Трудоемкость ремонта ком-плексов непрерывного действия // Добыча угля открытым способом. – М.: ЦНИЭуголь, 1972. – № 6. – С. 21-22.
195. Шаблинский А.Г., Баркова Н.А. Диагностика роторных машин перед балансировкой. Вып. 9. – СПб. – 1999. – С. 33-44.
196. Щадов В.М., Ефимов В.Н. Современное состояние горно-транспортного оборудования разрезов и основные направления их техническо-го перевооружения // Горные машины и автоматика. – 2005. – № 9. – С. 2-21.
197. Шадрин А.И., Новоселецкий А.П. Оптимизация параметров ремонт-ного производства горного предприятия // Горные машины и автоматика. – 2005. – № 2. – С. 39-46.
198. Шамаль М.А. Диагностика технического состояния электрических машин главных приводов мощных экскаваторов на основе нейронных сетей // Изв. Вузов. Горный журнал. – 2005. – № 2. – С. 44-46.
199. Шаманин А.П. Существующие методики оценки ресурса элементов трубопроводного транспорта // Горные машины и автоматика. – 2004. – № 10. – С. 34-36.
200. Шамсутдинов Р.С. Оценка и повышение уровня качества использо-вания драглайна. – М.: МГИ, 1984.
201. Шеин Ю.Г. Технические регламенты и промышленная безопасность горного производства // Безопасность труда в промышленности. – 2006. – № 4. – С. 44-46.
202. Шендеров А.И., Емельянов О.А., Один И.М. Надежность и произво-дительность комплексов горнотранспортного оборудования. – М.: Недра, 1976. – 247 с.
203. Щербачев В.И., Сергеев В.Ю. Организация сервисного обслужива-ния горного оборудования в регионах Сибирского и Дальневосточного феде-ральных округов // Горные машины и автоматика. – 2004. – № 10.– С. 10-13.

191
204. Шехватов Д. Эволюция систем управления техобслуживанием и ре-монтами // Электроцех. – 2006, август. – С. 33-38.
205. Шилов П.М. Технология производства и ремонт горных машин. – М.: Недра, 1977.
206. Ширман А.Р., Соловьев А.Б. Практическая вибродиагностика и мо-ниторинг состояния механического оборудования. – М.: Спектр-инженеринг, 1996. – 276 с.
207. Шкляров М.И., Злобин О.А. и др. Техническая диагностика и вибро-наладка турбогенераторов // Электрические станции. – 2006. – № 8. – С. 57-61.
208. Шпиганович А.Н. Влияние профилактических ремонтов на характе-ристики надежности систем // Изв. вузов СССР. Горный журнал. – 1983. – № 4. – С. 95-110.
209. Шубов И.Г. Шум и вибрация электрических машин. – Л., 1986. – 208 с. 210. Явленский К.Н., Явленский А.К. Вибродиагностика и прогнозирова-
ние качества механических систем. – Л.: Машиностроение, Ленингр. отд-ние, 1983.
211. Якобсон М.О. Планово-предупредительный ремонт в машинострое-нии. – М.: Экономика, 1969.
212. Жуков А.В. Экономика и организация горного производства. – Вла-дивосток: Из-во ДВГТУ, 2002. – 37 с.
213. Экскаватор ЭКГ-5А. Механическая часть. Техническое описание и инструкция по эксплуатации. 1085.00.00 ТО.– Свердловск: УЗТМ, 1979.
214. Экскаватор ЭКГ-5А. Электрооборудование. Техническое описание и инструкция по эксплуатации. 2.44.50700 ТО.– Свердловск: УЗТМ, 1979.
215. Экскаваторы шагающие ЭШ-10/70А и ЭШ-13/50. Руководство по ка-питальному ремонту. 6 РК.
216. Янцен В.И., Вылегжанин Ю.Б. Сервисное обслуживание горной тех-ники в Сибири // Горные машины и автоматика. – 2004. – № 10.– С. 15-16.
217. Rockwell Automation. [Электронный ресурс]: – Режим доступа: http:// www.rockwellautomation.ru, свободный.
218. Simatic. [Электронный ресурс]: – Режим доступа: https://mail.automation.siemens.com/ru, свободный.

192
ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ……………………………………………………………………. 3
ГЛАВА 1. Проблемы повышения технологической надежности карьерных экскаваторов………………………………………….. 8
1.1. Состояние разработки проблемы…………………………............... 8 1.2. Ремонтная программа Лучегорского угольного разреза………….. 11 1.3. Стратегия проведения ремонта в 2004-2007 гг. (РУ «Лучегорское»)…………………………………………………. 13 1.4. Ремонтная служба РУ «Лучегорское»……………………………… 18 1.5. Организация труда при проведении ремонтных работ
на РУ «Лучегорское»……………………………………………….. 20 1.6. Планирование и проведение ТО и ремонта экскаватора….……… 21 1.7. Контроль технического состояния горного оборудования………. 22
Классификация методов неразрушающего контроля….................. 22 Методы неразрушающего контроля, применяемые в горной промышленности………………………………................................. 26
ВЫВОДЫ…………………………………………………………………. 28
ГЛАВА 2. Анализ технического состояния действующего экскаваторного парка Лучегорского разреза………………………………… 30
2.1. Исходные положения……………..………………………................ 30 2.2. Методика оценки качества оборудования (экскаваторов)…………32 2.3. Выбор номенклатуры показателей качества продукции…………. 34 2.4. Анализ технического состояния экскаваторного парка……………35 2.5. Оценка уровня качества экскаваторов по величине единичных
показателей………………………………………………………….. 41 2.6. Распределение отказов по видам оборудования экскаваторного
парка Лучегорского разреза………………………………………… 54 ВЫВОДЫ…………………………………………………………………. 62
ГЛАВА 3. Определение оптимальной структуры ремонтного цикла по фактическому состоянию экскаваторного парка………………………… 63
3.1. Методика определения оптимальной структуры ремонтного цикла методом комбинаторного анализа……………. 63
3.2. Определение расчетной трудоемкости ремонта……………………65 3.3. Пример расчета оптимальной структуры ремонтного цикла
с учетом фактического технического состояния экскаватора…… 69 ВЫВОДЫ…………………………………………………………………. 81
ГЛАВА 4. Технико-экономические параметры рациональной организационно-технологической системы технического обслуживания горного оборудования…………………………………………82

193
4.1. Диагностика – основа обслуживания машин по их фактическому техническому состоянию…………………………..
82
4.2. Параметры технического состояния машинного оборудования…… 86 4.3. Словарь терминов технической диагностики…………….……….. 91 4.4. Система диагностирования технического состояния
оборудования…………………………………………………………94 4.5. Основные направления обеспечения надежности оборудования….. 95
Исходные положение……………………………………………….. 95 Стратегия реализации программы обеспечения надежности функционирования оборудования…………………………………. 97
4.6. Пороговые уровни параметров виброконтроля и виброналадки…… 103 4.7. Мониторинг технического состояния горного оборудования........ 109 4.8. Организационная структура мониторинга технического
состояния горного оборудования………………………………….. 111 4.9. Технология проведения измерений………………………................ 114 4.10. Технология мониторинга с использованием стационарных
систем сбора данных, переносных сборщиков данных и ЭВМ…. 117 4.11. Технологические карты обследования технического состояния узлов и механизмов экскаваторного парка………………… 123 ВЫВОДЫ…………………………………………………………………. 175
ЗАКЛЮЧЕНИЕ …………………………………………………………….…. 177
БИБЛИОГРАФИЧЕСКИЙ СПИСОК...……………………………………… 179

194
Научное издание
Дорошев Юрий Степанович Нестругин Сергей Владимирович
ПОВЫШЕНИЕ ТЕХНОЛОГИЧЕСКОЙ НАДЕЖНОСТИ КАРЬЕРНЫХ ЭКСКАВАТОРОВ
Монография
Редактор В.В. Прищепа Компьютерная верстка А.Ю. Купцовой
Подписано в печать 13.07.09. Формат 60x84/16
Усл. печ. л. 11,39. Уч.-изд. л. 9,0 Тираж 100 экз. Заказ 068
Издательство ДВГТУ, 690990, Владивосток, ул. Пушкинская, 10 Типография ДВГТУ, 690990, Владивосток, ул. Пушкинская, 10