Embed Size (px)
Citation preview
가스배관가스배관 시공시공 및및 유지관리유지관리 기술기술
현황현황
가스산업 워크숍 발표
김우식
한국가스공사
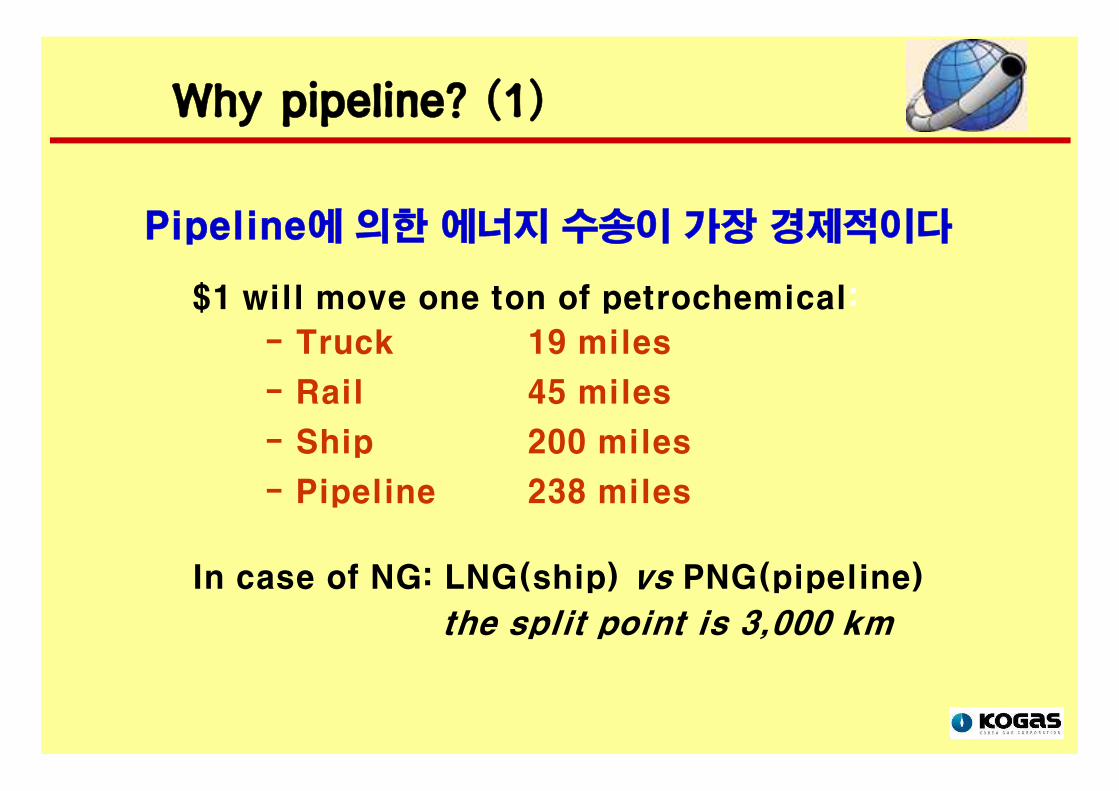
Why pipeline? (1)
Pipeline에 의한 에너지 수송이 가장 경제적이다
$1 will move one ton of petrochemical:
- Truck 19 miles
- Rail 45 miles- Rail 45 miles
- Ship 200 miles
- Pipeline 238 miles
In case of NG: LNG(ship) vs PNG(pipeline)
the split point is 3,000 km
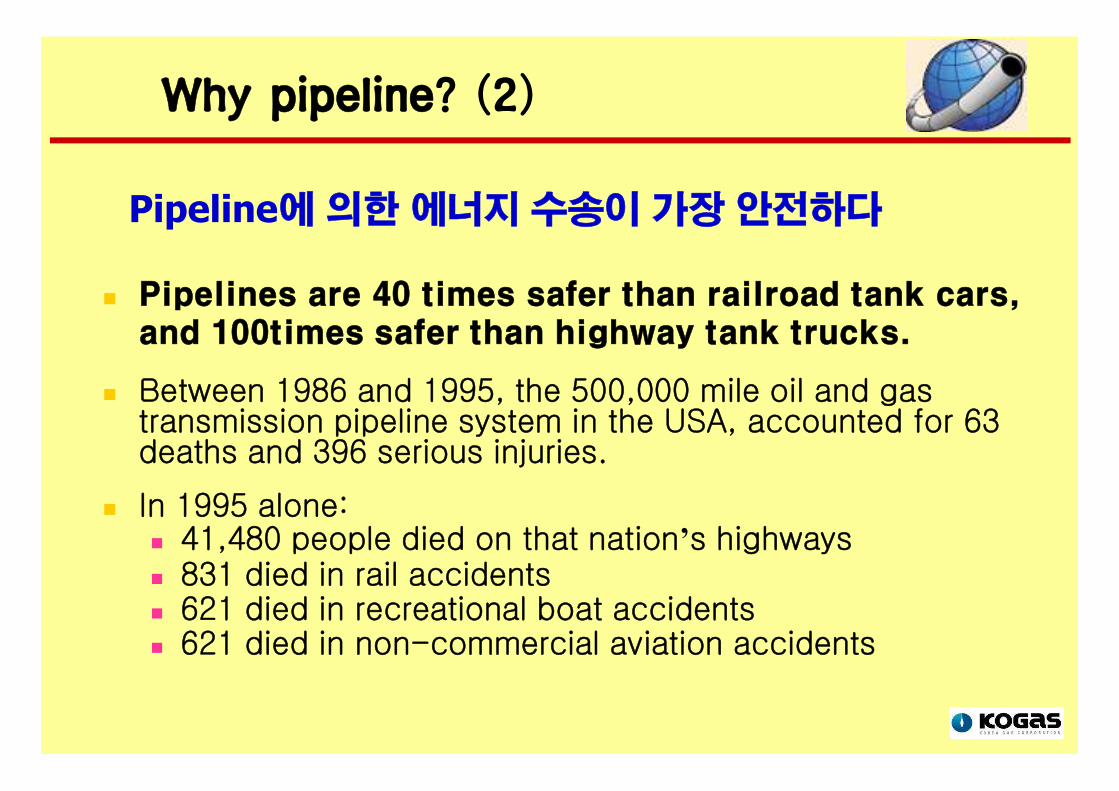
� Pipelines are 40 times safer than railroad tank cars, and 100times safer than highway tank trucks.
� Between 1986 and 1995, the 500,000 mile oil and gas
Why pipeline? (2)
Pipeline에 의한 에너지 수송이 가장 안전하다
� Between 1986 and 1995, the 500,000 mile oil and gas transmission pipeline system in the USA, accounted for 63 deaths and 396 serious injuries.
� In 1995 alone:� 41,480 people died on that nation’s highways� 831 died in rail accidents� 621 died in recreational boat accidents� 621 died in non-commercial aviation accidents
Pipeline Construction
� Cost
� $1M-$1.5M per mile for cross country pipelines
� $3M-5M per mile for offshore pipelines
Materials (Linepipe)
Welding & Inspection
� Technology Options include:
� High Strength Pipe
Other
� Reduced Material Costs
� Higher Operating Pressures
� Higher Design
� Higher Operating Pressures
� High Productivity Welding / Inspection
� High Speed Root Pass Welding
� High Production Fill Pass Welding
� Automated Ultrasonic Testing/ PA-AUT
� Improved Construction Methods & Equipment

고강도 대구경 배관의 필요성
� 에너지 수송의 경쟁력은 수송효율에 의해 결정됨
� 수송효율의 최대화는 수송압력 증대 및 대구경화에 의해달성됨
� 대구경화와 수송압력 증대는 배관 소재 등급의 향상을 통� 대구경화와 수송압력 증대는 배관 소재 등급의 향상을 통하여 가능하게 됨
D
tSEFTP
2=
t : 배관의 최소두께 (mm)P : 설계압력 (kg/㎠)
Do : 배관의 외경 (mm)
S : 재료의 항복강도 (kg/㎠)
E : 길이 이음의 용접효율
T : 온도계수
F : 설계계수 (3단계 구분)
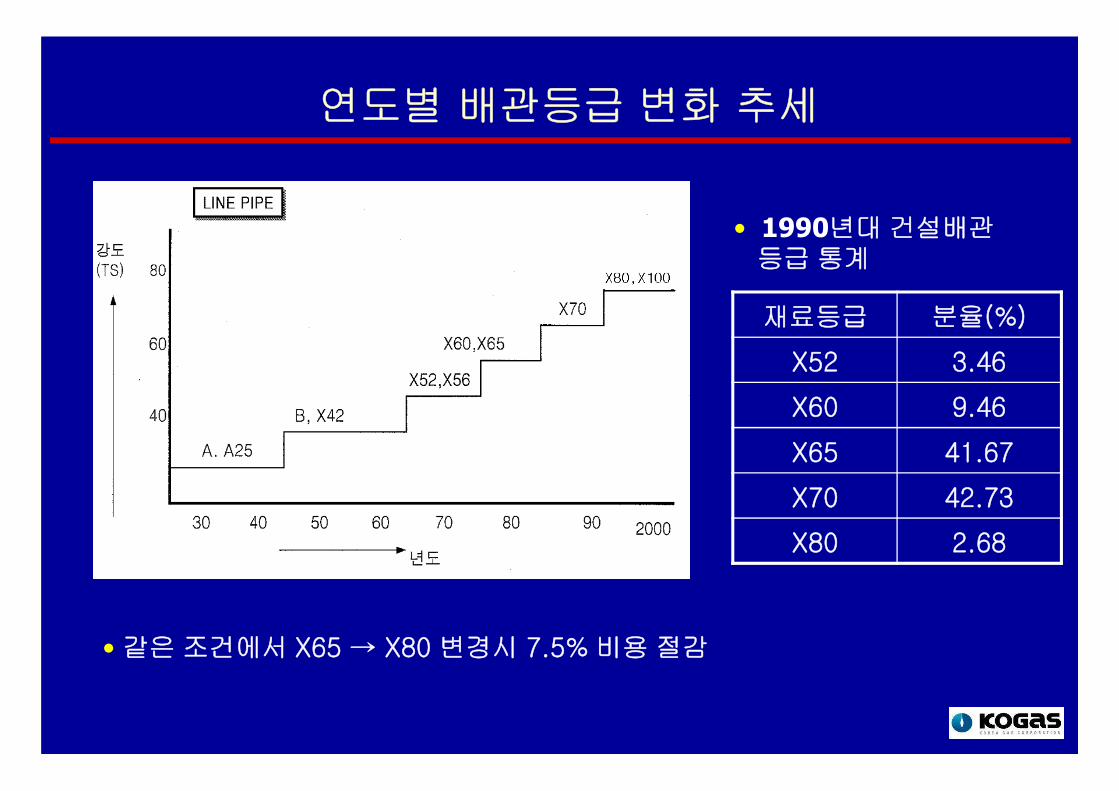
연도별 배관등급 변화 추세
재료등급 분율(%)
X52 3.46
X60 9.46
• 1990년대 건설배관등급 통계
X60 9.46
X65 41.67
X70 42.73
X80 2.68
• 같은 조건에서 X65 → X80 변경시 7.5% 비용 절감

배관재료, 용접시공분야 기술 비교
기술분야 국내 수준 국외(일본, 유럽) 수준
API 소재• 후판 X70 연구
• 박판 X70 생산
• 후판 X80 생산
• 박판 X80 생산
강관 제조
• 후판 대구경 X70 roll bending
• 박판 대구경 X70 spiral
• 후판 X80 roll-bending, UOE
• 박판 X80 spiral• 박판 대구경 X70 spiral • 박판 X80 spiral
용접시공 • 수동상진 원주용접• 수동하진
• 자동, 반자동 용접
비파괴검사기기• 원주용접부 100% RT 적용
• 지오 피그 시제품
• RT, UT 적용
• MFL 피그 상용화
평가 및 기준 • 국내 배관(X65)평가 기준 보유 • 배관 특성에 맞는 평가 시행

용접 시공 기술 비교용접 시공 기술 비교
항목 한국 미국 /
캐나다일본 중국
용접기법
SMAW
수동용접
GMAW
수동 및 자동용접
GMAW
자동용접
FCAW
반자동 용접
초층용접
GTAW
(수동)
GMAW
(자동)
GMAW
(자동)
SMAW
(수동, 하진)
비고생산성
(2joints/day)
Alliance pipeline (평균
100joints/day) ?서기동수
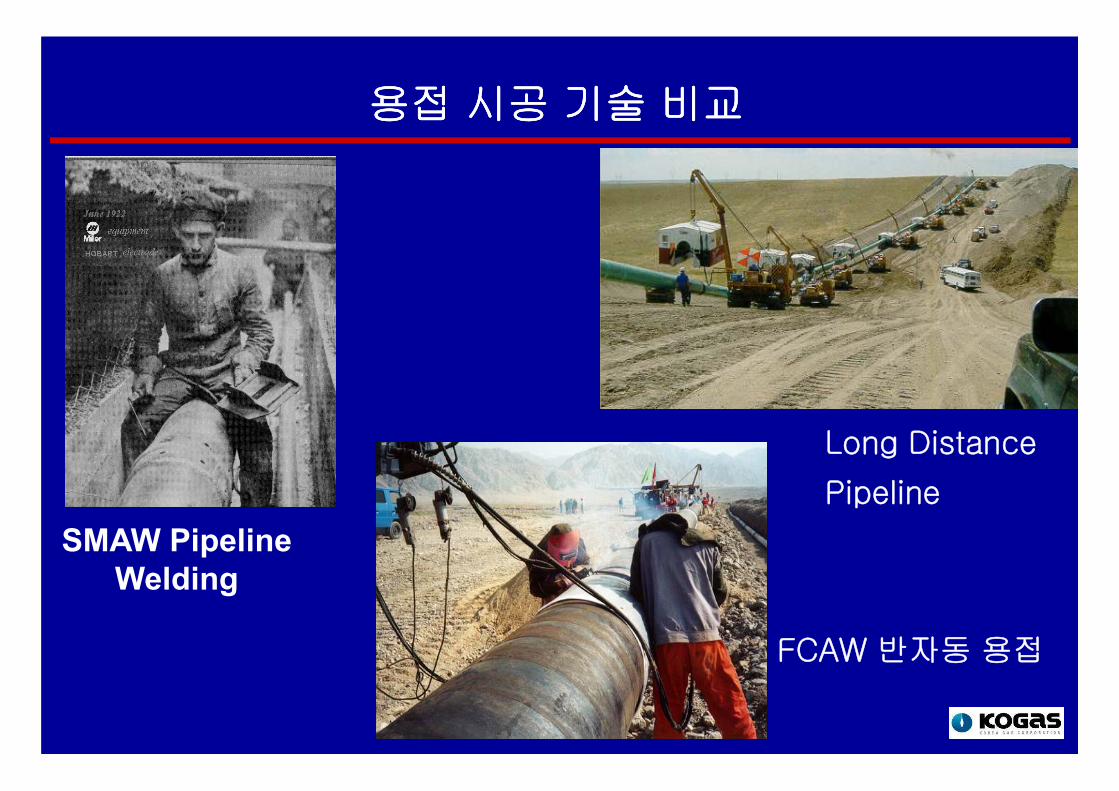
용접 시공 기술 비교용접 시공 기술 비교
FCAW 반자동 용접
SMAW Pipeline Welding
Long Distance
Pipeline

방사선 투과시험 검사결과 처리흐름도
Film필름카세트
운반
Film Based Radiography
Indirect Computed Radiography
현상,정착,건조
관찰
Film Digitisation
FilmScanner
Film필름카세트
운반
Film Based Radiography
Indirect Computed Radiography
현상,정착,건조
관찰
Film Digitisation
FilmScanner
Imaging
Plate
반도체
검출기
Indirect Computed Radiography
Direct Computed Radiography
Imaging Plate운반
CR ScannerImaging
Plate
반도체
검출기
Indirect Computed Radiography
Direct Computed Radiography
Imaging Plate운반
CR Scanner

원주용접부 자동UT 시스템
AWS-4 (Force Institute) MIPA(KrautKramer)AWS-4 (Force Institute) MIPA(KrautKramer)
Rotoscan(RTD) AS-200s(Scanmaster)

원주용접부 UT 신기술
� 다중집속 초음파탐상기술 � 위상배열 초음파
• ASTM-1961-98: Standard Practice for Mechanized
Ultrasonic Examination of Girth Welds using Zonal
Discrimination with Focused Search Units
* 중국의 “서기동수”사업에 적용

가스배관건전성확보체계 흐름도배관감시
위험성평가 결함보수
•피복탐측•방식전위, 부식환경조사•타공사감시•교육훈련
•사용적합성평가•잔여수명예측•피로
•인텔리전트피그검사•수압시험
배관검사 결함평가
•보수절차서•배관자료D/B•우선순위관리•배관검사방법및주기결정

How Do Pipeline Manage Risk
� Reduce the probability a failure will occur
� Reduce the consequences of a failure
� Focus resources on the highest risk areas
� Pipelines can be damaged.
� Assessment Philosophy
Pre-Service
� Hydrostatic Test To Yield
� Repair All Failures
In-Service
� On-Line Inspection + Other Monitoring Activities
� Repair Significant Damage
� Assessment Philosophy
� TO SAFELY INSPECT, ASSESS & REPAIR DAMAGED PIPELINES
� Consequences of the incident
Identify the Risk Components
� Probability of an incident occurring
� Outside Force
� Corrosion
� Material failure
� Fatality
� Injury
� Property damage� Material failure
� Construction defect
� Equipment failure
� Human error
� Property damage
� Production loss
� Environmental
Degradation
Conclusions from the fifth EGIG* report
� In the period 1970 to 2001 no incident on a natural gas transmission pipeline caused fatalities or injuries to inhabitants.
� The participating companies now have an accumulative exposure of their pipeline system of 2.41 million kilometers-years.
� The overall incident frequency with an unintentional gas release over the period 1970 to 2001 is 0.44 incidents per year per 1000km. However, the figure over the past 5 year is significantly lower; 0.21 incidents per year per 1000km pipeline.incidents per year per 1000km pipeline.
� There is a trend to use large diameter pipelines (>42inch) in combination with a higher grade of material (X65 and X70)
� The major cause of incidents is still external interference (50%), followed by construction defects/material failures (17%) and corrosion(15%)
� A larger proportion of the incidents is detected by the public, the second highest detector is patrol survey.
* European Gas Pipeline Incident Data Group (EGIG) : 유럽 8개국
Steps in an FFS Assessment
� Flaw and damage mechanism identification
� Applicability and limitations of the FFS assessment
procedures
� Data requirements (material, operation, stress, NDT)
� Assessment techniques and acceptance criteria� Assessment techniques and acceptance criteria
� Remaining life evaluation
� Remediation
� In-service monitoring
� Documentation
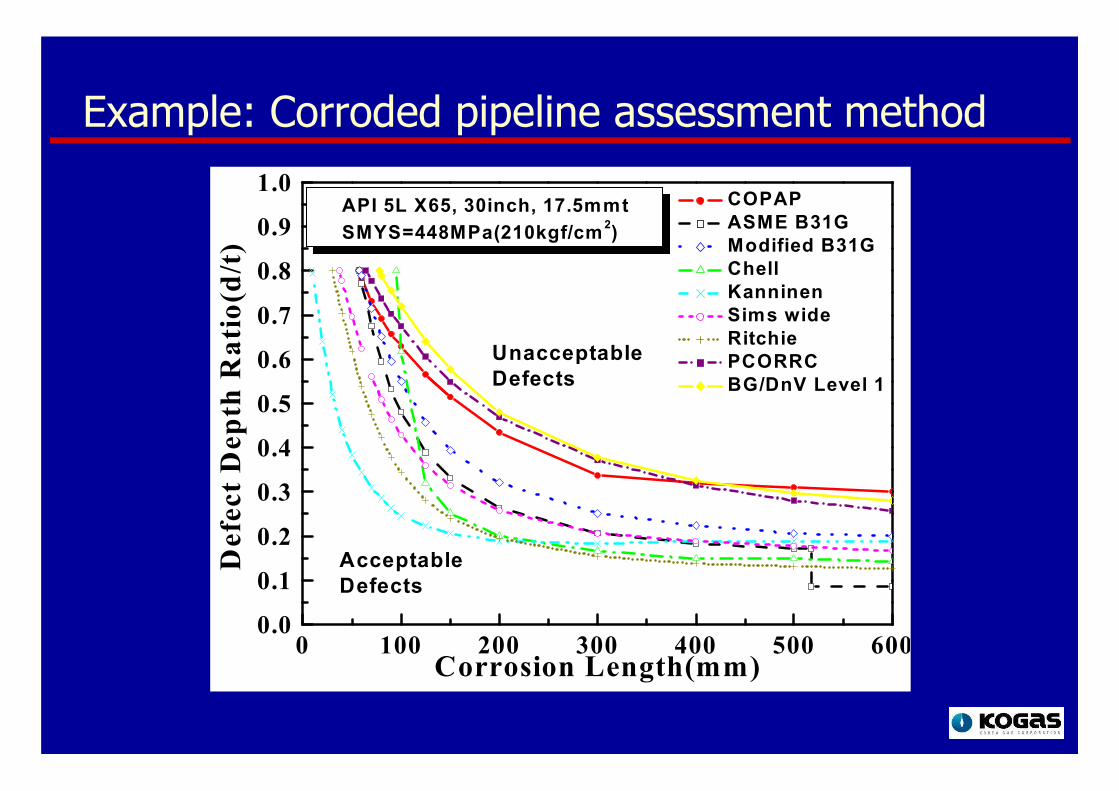
Example: Corroded pipeline assessment method
0.5
0.6
0.7
0.8
0.9
1.0API 5L X65, 30inch, 17.5mmt
SMYS=448MPa(210kgf/cm2)
UnacceptableDefects
COPAP ASME B31G Modified B31G Chell Kanninen Sims wide Ritchie PCORRC BG/DnV Level 1
Defect Depth Ratio(d/t)
0 100 200 300 400 500 6000.0
0.1
0.2
0.3
0.4
0.5
AcceptableDefects
Defect Depth Ratio(d/t)
Corrosion Length(mm)
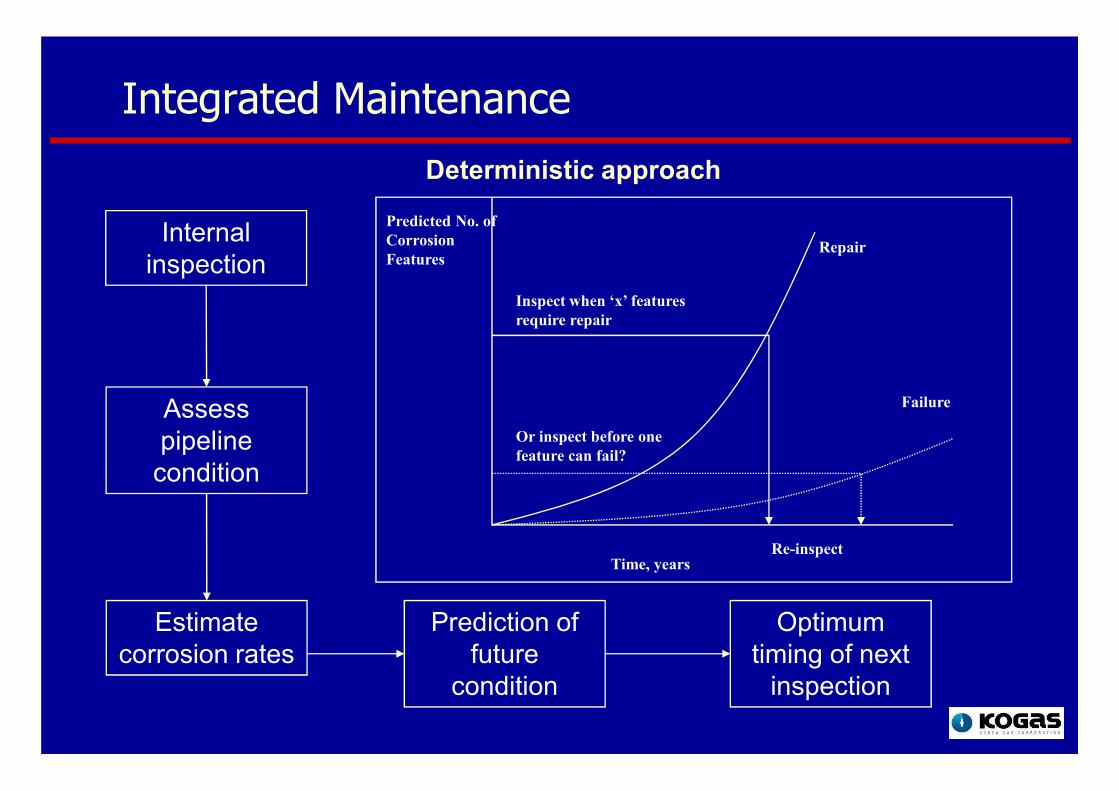
Integrated Maintenance
Internal
inspection
Assess
Predicted No. of
Corrosion
FeaturesRepair
Failure
Inspect when ‘x’ features
require repair
Deterministic approach
Assess
pipeline
condition
Estimate
corrosion rates
Optimum
timing of next
inspection
Prediction of
future
condition
Failure
Or inspect before one
feature can fail?
Time, yearsRe-inspect
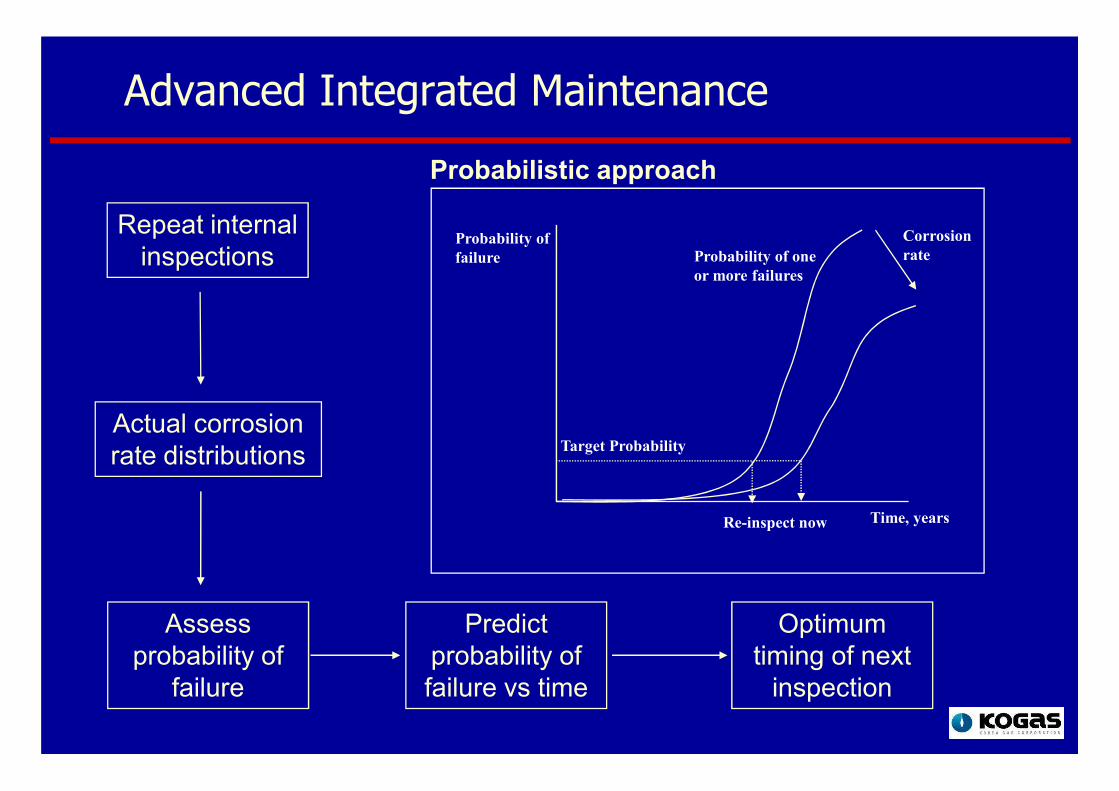
Advanced Integrated Maintenance
Probabilistic approach
Repeat internal
inspectionsProbability of
failure Probability of one
or more failures
Corrosion
rate
Actual corrosion
rate distributions
Assess
probability of
failure
Optimum
timing of next
inspection
Predict
probability of
failure vs time
Target Probability
Time, yearsRe-inspect now

Repair Methods
� Dressing using grinding tool
� Epoxy shell
� Clock-spring
� Weld depositionSevere
� Sleeve weld
� Hot tap
� Leak clamp
� Cut out
Severe
defect

Weld Deposition, Clock-spring
Weld Deposition
Clock-spring
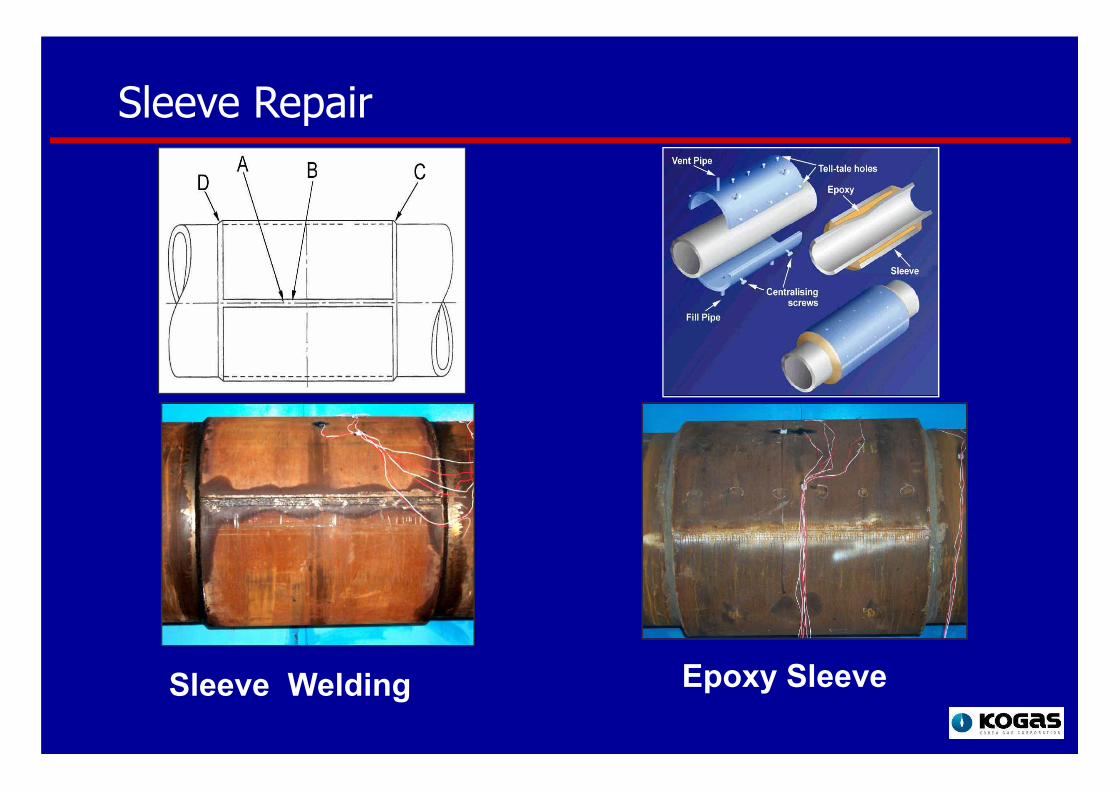
Sleeve Repair
Sleeve Welding Epoxy Sleeve

요 약
� 배관시공: 재료, 용접, 비파괴검사
� 가스배관 유지관리: 사용적합성평가와 보수 기술
� 가스업계 공동투자에 의한 연구로 관련기술 개발 필요.� 가스업계 공동투자에 의한 연구로 관련기술 개발 필요.



















![3. 설치 및 시공 12.12.21 [호환 모드] - Daum](https://img.pdfslide.tips/doc/110x75/61bd1f0061276e740b0f91af/3-121221.jpg)

![[ 100TONG ] 2015년01월 / 예배와 시공 / 제5권1호(031회)](https://img.pdfslide.tips/doc/110x75/579071f81a28ab6874a494f7/-100tong-201501-51031.jpg)