Embed Size (px)
DESCRIPTION
第七章 平面与成形面加工刀具. §7-1 铣 刀. 一、铣刀的种类. 在金属切削加工中,铣刀是最常用的平面加工刀具。铣刀不但能完成简单平面的加工,而且还能完成不同方位平面的加工,或由多个简单平面构成的表面的加工。 铣刀的种类很多,常用的有圆柱铣刀、端铣刀、键槽铣刀、立铣刀、模具铣刀、半圆键槽铣刀、三面刃铣刀、角度铣刀、锯片铣刀等 。. 圆柱铣刀铣削 端铣刀铣削. 圆柱铣刀 端铣刀 硬质合金铣刀. 三面刃铣刀 角度铣刀 锯片铣刀. - PowerPoint PPT Presentation
Citation preview

第七章 平面与成形面加工刀具
§7-1 铣 刀

在金属切削加工中,铣刀是最常用的平面加工刀具。铣刀不但能完成简单平面的加工,而且还能完成不同方位平面的加工,或由多个简单平面构成的表面的加工。 铣刀的种类很多,常用的有圆柱铣刀、端铣刀、键槽铣刀、立铣刀、模具铣刀、半圆键槽铣刀、三面刃铣刀、角度铣刀、锯片铣刀等 。
一、铣刀的种类

圆柱铣刀铣削 端铣刀铣削

圆柱铣刀 端铣刀 硬质合金铣刀

三面刃铣刀 角度铣刀 锯片铣刀

键槽铣刀 立铣刀

模具铣刀

二、铣刀的几何角度
圆柱铣刀的几何角度

端铣刀的几何角度

三、铣削力
圆柱铣刀切削力 端铣刀切削力

1 、主切削力 Fc
它是作用于铣刀圆周切线方向的分力,也称圆周力,
消耗功率最多。
2 、径向力 Fp
它是作用于铣刀半径方向的分力。它使刀杆弯曲,
影响铣削的平稳性
3 、轴向力 Fo
它是沿铣刀轴线方向的分力。

四、铣削方式
顺铣 逆铣

逆铣有如下特点: ① 切削厚度由薄变厚,即从 hd=0 到 hDmax 。切人时,由于刃口钝圆半径太于瞬时切削厚度,刀齿与工件表面进行挤压和摩擦,刀齿较易磨损。尤其当冷硬现象严重时 t 更加剧刀齿的磨损,并影响已加工表面的质量。 ② 刀齿作用于工件上的垂直进给分力 Fv 向上,有挑起工件的趋势,因此要求夹紧可靠。 ③ 纵向进给力 Ff 与纵向进给方向相反,使铣床工作台进给机构中的丝杠与螺母始终保持良好的左侧接触.故工作台进给速度均匀,铣削过程较平稳。

顺铣有如下特点: ① 切削厚度由厚变薄,即从 hDmax 到 hd=0 。这样容易切下切屑,刀具磨损较慢,已加工表面质量较高。 ② 刀齿作用于工件上的垂直进给分力 Fv 压向工作台,有利与夹紧工件。 ③ 纵向进给力 Ff 与纵向进给方向相同,当丝杠与螺母存在间隙时,会使工作台带动丝杠向左窜动,造成进给不均,这样一则影响工件表面粗糙度,二则会因进给量突然增大而损坏刀吃。

铣削过程有如下特点: l 、生产率高 铣卧时铣刀连续转动,并且允许较高的铣削速度,因此具有较高的生产率。 2 、断续切削 铣削时每个刀齿都在断续切削,尤其是端铣,铣削力波动大,故振动是不可避免的。当振动的频率与机床的固有频率相同或成倍数时,振动最为严重。另外,当高速铣削时刀齿还要经受周期性的冷、热冲击,容易出现裂纹和崩刃,使刀具耐用度下降。 3 、多刀多刃切削 铣刀的刀齿多,切削刃的总长度大,有利于提高刀具耐用度和生产率,优点不少。但也存在下述两个方面的问题,一是刀齿容易出现径向跳动,这将造成刀齿负荷不等,磨损不均匀,影响已加工表面质量;二是刀齿的容屑空间必须足够,否则会损坏刀齿。 4、铣削方式不同根据不同的加工条件,为提高刀具耐用度和生产率,可选用不同的铣削方式,如逆铣、顺铣或对称铣、不对称铣。

§7-2 成 形 车 刀

成形车刀是用在各种车床上加工内、外回转体成形表面的专用刀具,其刃形是根据零件的廓形设计的。它具有如下特点: 1 、生产率高 利用成形车刀进行加工,一次进给便可完成零件各表面的加工,因此具有很高的生产率。故在零件的成批大量生产中,得到广泛的使用。 2 、加工质量稳定 使用成形车刀进行切削加工,由于零件的成形表面主要取决于刀具切削刃的形状和制造精度,所以它可以保证被加工工件表面形状和尺寸精度的一致性和互换性。一般加工后零件的精度等级可选 IT7~ I".表面粗糙度值可达 2.5 ~ 10Ra 。 3 、刀具使用寿命长 成形车刀用钝后,一般重磨前面,可重磨次数多,尤其圆体成形车刀。 4、刀具制造比较困难,成本高,故单件、小批生产不宜使用成形车刀。
一、成形车刀的特点与类型

平体 棱体 圆体

1 、平体成形车刀 它除了切削刃有一定的形状要求外,结构上和普通车刀相近。因其允许的重磨次数不多。一般仅用于加工螺纹或铲制成形铣刀、滚刀的齿背。2 、棱体成形车刀 其外形是棱柱体。可重磨次数比平体成形车刀多,刚性也好,但只能用来加工外成形表面。3 、圆体成形车刀 其外形是回转体,切削刃在圆周表面上分布,与以上两种成形车刀相比,制造方便,允许重磨次数多。既可用来加工外成形表面,又可用来加工内成形表面,使用比较普遍,但加工精度与刚性低于棱体成形车刀。

二、成形车刀的截面设计
成形车刀的截形设计,就是由零件的廓形来确定刀具的截形。 零件的廓形,是指零件轴剖面内的形状与尺寸,包括深度、宽度和圆弧等。 为了测量与制造的方便,成形车刀的截形一般规定在刀具后面的法剖面内表示。主要包括截形深度、宽度和圆弧等。 成形车刀截形设计的方法有作图法、计算法和查表法三种。 作图法 简单、清晰和直观,但精度偏低。另外,作图法的精度主要取决于作图时的放大比例与作图的准确程度。 计算法 能达到很高的精度.也比较迅速。 查表法 简单、较迅速,但精度不及计算法,很少使用。 目前,成形车刀设计常用计算法计算,作图法校验。

三、成形车刀的装夹
棱形刀刀夹结构

棱形刀刀夹结构

棱体成形车刀是以燕尾作为定位基准,安装在燕尾槽内。刀具燕尾的后平面 K--K是固定基准,安装时将刀体竖立井倾斜αf 角.通过调整刀夹下端的螺钉,将切削刃上计算基准点 1ˊ与工件中心等高,然后用螺栓夹紧。下端螺钉除了能承担部分切削力外,还能增强刀具的性。

圆形刀刀夹结构

圆形刀刀夹结构

圆体成形车刀是以圆柱孔作为定位基准面,套装在刀夹的螺杆上。圆体成形车刀用销子与齿盘连接,齿盘与扇形板利用端面齿啮合,扇形板与蜗杆啮合,然后利用螺帽将成形车刀连同芯轴及其它零件拧紧在刀夹上。当调整圆体成形车刀基准点位置的高度时,松开螺帽,转动齿盘,使之相对扇形板上的齿纹错位,达到粗调;转动安装在刀夹孔内的蜗杆使扇形匠、齿盘以及圆体成形车刀一起转动,达到精调。利用刀夹两侧调节螺钉调整成形车刀轴线。

§7-3 成 形 铣 刀

成形铣刀可以加工各种成形表面,它和成形车刀一样,要根据工件的廓形来设计刀具的截形。成形铣刀的齿背形状有尖齿和铲齿两种。尖齿成形铣刀是用角度铣刀铣削而成。制造简单,使用磨损是在工具磨床上刃磨后面;铲齿成形铣刀也是用角度铣刀铣削容屑槽。还要在铲齿车床上进行铲削齿背,制造复杂,使用磨损后刃磨前面。两者相比较,前者制造简单,但刃磨后刃形变化较大;后者制造复杂,但刃磨后刃形变化较小,所以应用广泛。
一、成形铣刀的特点与类型

尖齿成形铣刀 铲齿成形铣刀

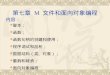
铲齿原理

如图上所示。铲齿时,将铲齿成形铣刀装在铲齿车床的主轴上作旋转运动,铲齿车刀在阿基米德螺旋线凸轮的控制下作往复直线运动。当被铲的铣刀转过一个 p 时,凸轮也相应转过角,铲齿车刀刀尖铲到 F 点,即完成一个齿背的铲削工作。当被铲铣刀角时,凸轮相应转过角,铲齿车刀被拉簧拉回到原位。然后,再开始下一个刀齿的铲削工作。铲齿成形铣刀的齿背是阿基米德螺旋线,在刃磨前面后,能保持刃形不变,而且后角变化很小。