Embed Size (px)
Citation preview
보안과제[ ], 일반과제[O]
최종보고서
폐금속·유용자원재활용기술개발사업
(R&D Program for Valuable Recycling)
폐 CRT Cullet 재활용 기술개발
Recycling Technology Development of CRT Glass Waste
2014. 05
연세대학교 원주산학협력단 / 서용칠
환 경 부한국환경산업기술원
제 출 문
환경부장관 귀하
본 보고서를 “폐 CRT Cullet 재활용 기술개발에 관한 연구” 과제의
최종보고서로 제출합니다.
2014년 05월주관연구기관 : 연세대학교주관연구기관장 : 신태민
◦ (주관)연구책임자 : 서용칠
◦ (주관)참여연구원 : 조성진, 이장수, 유흥민, 양원석, 박준경, 박세원
◦ (위탁)연구책임자 : 이상배
◦ (위탁)참여연구원 : 김미호, 강병준
◦ (위탁)연구책임자 : 문학주
◦ (위탁)참여연구원 : 김윤수, 전성훈, 이준환
◦ (참여기업)책임자 : 허성필
◦ (참여기업)실무자 : 이호준, 고용술, 남혜란
◦ (참여기업)책임자 : 박찬성
◦ (참여기업)실무자 : 이기배
◦ (참여기업)책임자 : 김영선
◦ (참여기업)실무자 : 오전식
사업명 차세대 에코이노베이션 사업(글로벌 탑) 과제번호 GT-11-C-01-030-0
단위사업명
폐금속 유용자원 재활용 기술개발
사업대분류
폐금속 유용자원 재활용
기술개발 사업
중분류 4008
과제명 폐 CRT Cullet 재활용 기술개발 기술단계 (개발)
최종성과 기술 폐 CRT Cullet 재활용 기술 참여기업
㈜영창, ㈜한국전자제품자원순환센터,
㈜수도권서부자원순환센터
연구책임자 서용칠
해당단계 참여 연구원수
총: 21명내부: 5명외부: 16명
총 연구기간 2011. 8. 1~2014. 4.30
총 연구기간 참여 연구원수
총: 21명내부: 5명외부: 16명
총 연구비정부:11억2천만원기업: 3억8천20만원계:15억20만원
연락처 033-760-2438 이메일 [email protected]
총 연구기간 ‘11.08~’14.04
연구기관명 및 소속부서명 연세대학교 원주산학협력단
연구기관 유형 대학교
위탁기관명다성기업(주)
위탁책임자 이상배
우성세라믹스공업(주) 문학주개발 목적
및 필요성 폐 CRT Cullet 재활용 핵심기술 개발 및 실용화 시스템 구축
연구개발
결과
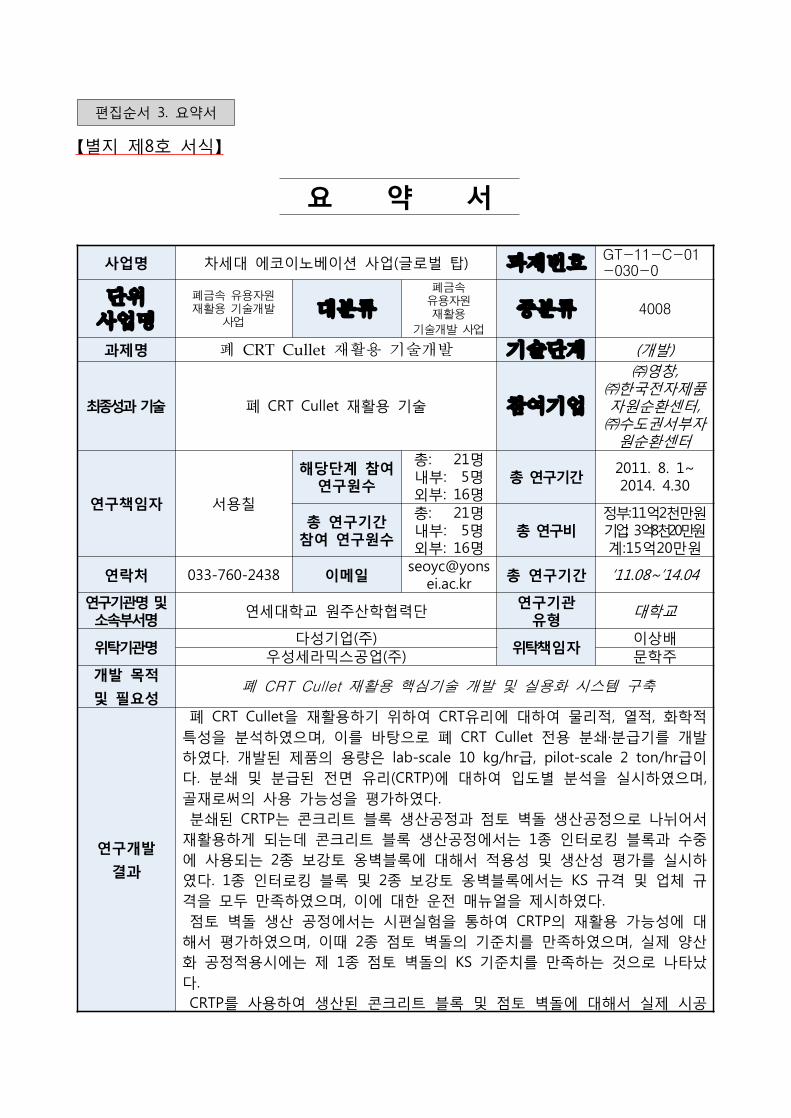
폐 CRT Cullet을 재활용하기 위하여 CRT유리에 대하여 물리적, 열적, 화학적 특성을 분석하였으며, 이를 바탕으로 폐 CRT Cullet 전용 분쇄·분급기를 개발하였다. 개발된 제품의 용량은 lab-scale 10 kg/hr급, pilot-scale 2 ton/hr급이다. 분쇄 및 분급된 전면 유리(CRTP)에 대하여 입도별 분석을 실시하였으며, 골재로써의 사용 가능성을 평가하였다. 분쇄된 CRTP는 콘크리트 블록 생산공정과 점토 벽돌 생산공정으로 나뉘어서 재활용하게 되는데 콘크리트 블록 생산공정에서는 1종 인터로킹 블록과 수중에 사용되는 2종 보강토 옹벽블록에 대해서 적용성 및 생산성 평가를 실시하였다. 1종 인터로킹 블록 및 2종 보강토 옹벽블록에서는 KS 규격 및 업체 규격을 모두 만족하였으며, 이에 대한 운전 매뉴얼을 제시하였다. 점토 벽돌 생산 공정에서는 시편실험을 통하여 CRTP의 재활용 가능성에 대해서 평가하였으며, 이때 2종 점토 벽돌의 기준치를 만족하였으며, 실제 양산화 공정적용시에는 제 1종 점토 벽돌의 KS 기준치를 만족하는 것으로 나타났다. CRTP를 사용하여 생산된 콘크리트 블록 및 점토 벽돌에 대해서 실제 시공
편집순서 3. 요약서
【별지 제8호 서식】
요 약 서

및 설치하여 시공성 평가를 실시하였으며, 환경성 검토를 위해서 용출시험을 실시한 결과 시공성에서는 우수한 점수를 나타냈으며 용출시험 결과 기준치보다 현저하게 낮아 환경적으로 안전함을 나타냈다. 재활용되는 CRT유리의 경제성을 평가하였으며, 후면유리에 포함되어 있는 납을 회수하는 위한 실제 납회수 공정에 적용해보았다.
공정·제품
사진 및 도면
폐 CRT 유리 통합 재활용 시스템
폐 CRT 유리 분쇄·분급 시스템 공정도
보강토 옹벽 블록

인터로킹 블록
점토 벽돌
성능사양 및
기술개발 수준
· 폐 CRT Cullet 전용 분쇄·분급기 2 ton/hr· CRTP 인터로킹 블록 휨강도 7.1 MPa, 흡수율 5.1%· CRTP 옹벽 블록 압축강도 29.6 MPa, 동결융해후압축강도 26.6 MPa, 흡수율 3.74%· CRTP 점토 벽돌 압축강도 34.0 MPa, 흡수율 6.3%세계최초로 통합 재활용 시스템을 구축하였으며, 이에 상품성과 제품성이 확보된 제품 생산에 성공하였다.
활용계획
본 설비를 이용하여 골재 및 납제련용으로 CRT 유리를 분쇄 및 분급할 예정이며, 이를 활용함으로써 일자리 창출효과가 연간 2명 이상으로 나타날 것으로 기대하고 있다. 매출은 벽돌 판매를 통하여 연간 약 3억원 이상의 매출 효과를 달성할 것으로 기대하고 있다.
주요성과
특허출원(국내) 3건 등록(국내) 1건
출원(국외) 건 출원(국외) 건
논문 SCI급 건 일반 2건
인증 신기술인증 건 신기술검증 건
매출 국내매출 2,145백만원 해외수출 원
기타 성과 국내외 학술회의 발표 7건, 인력지원 석사 3명, 보도실적 8건
관련키워드(한글) 콘크리트 블록, 점토 벽돌, 호안 블록, 인터로킹 블록
(영문) CRT, Cullet, Glass waste, Clay brick, Concrete brick
편집순서 4. 요약문
요 약 문
□ 연구개발결과의 보안등급
보안등급 분류 □ 보안과제 ■ 일반과제
결정 사유※ 보안과제인 경우 필히 전문위원과 협의한 후 결정사유에
대해 전문위원이 내용 작성
※ 본문의 내용을 요약하여 작성(최종평가시 평가활용 자료이므로 반드시 작성)
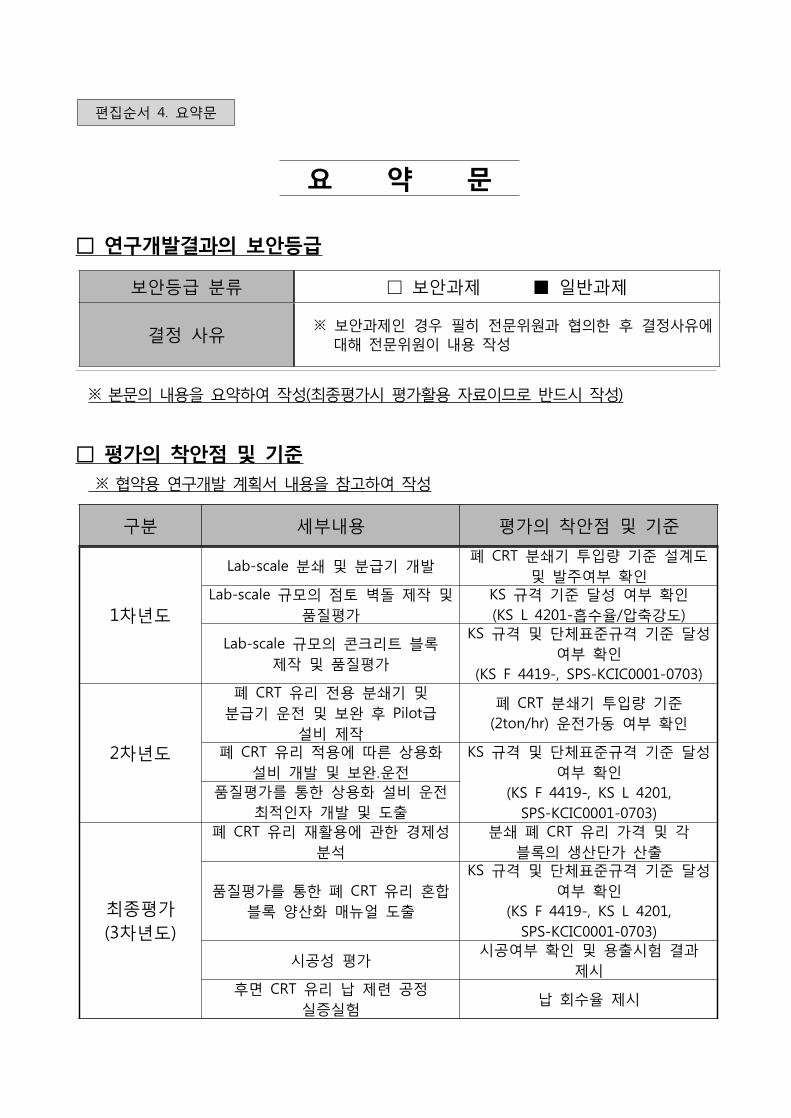
□ 평가의 착안점 및 기준 ※ 협약용 연구개발 계획서 내용을 참고하여 작성
구분 세부내용 평가의 착안점 및 기준
1차년도
Lab-scale 분쇄 및 분급기 개발폐 CRT 분쇄기 투입량 기준 설계도
및 발주여부 확인Lab-scale 규모의 점토 벽돌 제작 및
품질평가KS 규격 기준 달성 여부 확인(KS L 4201-흡수율/압축강도)
Lab-scale 규모의 콘크리트 블록 제작 및 품질평가
KS 규격 및 단체표준규격 기준 달성 여부 확인
(KS F 4419-, SPS-KCIC0001-0703)
2차년도
폐 CRT 유리 전용 분쇄기 및 분급기 운전 및 보완 후 Pilot급
설비 제작
폐 CRT 분쇄기 투입량 기준 (2ton/hr) 운전가동 여부 확인
폐 CRT 유리 적용에 따른 상용화 설비 개발 및 보완․운전
KS 규격 및 단체표준규격 기준 달성 여부 확인
(KS F 4419-, KS L 4201, SPS-KCIC0001-0703)
품질평가를 통한 상용화 설비 운전 최적인자 개발 및 도출
최종평가(3차년도)
폐 CRT 유리 재활용에 관한 경제성 분석
분쇄 폐 CRT 유리 가격 및 각 블록의 생산단가 산출
품질평가를 통한 폐 CRT 유리 혼합 블록 양산화 매뉴얼 도출
KS 규격 및 단체표준규격 기준 달성 여부 확인
(KS F 4419-, KS L 4201, SPS-KCIC0001-0703)
시공성 평가시공여부 확인 및 용출시험 결과
제시후면 CRT 유리 납 제련 공정
실증실험납 회수율 제시

Ⅰ. 연구과제명◦ 주 관 과 제 명 : 폐 CRT Cullet 재활용 기술개발
◦ (위탁1)과제명 : 폐 CRT Cullet을 이용한 콘크리트 블록 생산 기술 개발
◦ (위탁2)과제명 : 폐 CRT Cullet을 이용한 점토 벽돌 실용화 기술 개발
Ⅱ. 연구개발의 목적 및 필요성가. 연구개발 배경
(1) 방송 여건 변화
(가)「지상파 텔레비전 방송의 디지털 전환과 디지털 방송의 활성화에 관한 특별법(‘09.4.22)」
에 따라 우리나라는 2012년 말(예정)까지는 기존 아날로그 방송을 중지하고, 디지털 방송으로
전환할 계획에 있음.
(나) 이에 현재 국내 디지털방송 수신기기 보급률은 55.1%에 불과한 상황으로 앞으로 2012년
전후 디지털 TV로의 교체가 본격화 되면 폐 아날로그TV 발생량은 증가할 것으로 예상되는
데, 앞으로 미교체 가구인 약 400만 가구(우리나라 가구 1700만, 44.9%)가 디지털 TV로 교체
할 경우 약 670만대 이상의 폐 아날로그TV가 배출될 것으로 추정되며, 사업장 및 공공기관 등
에 보급된 아날로그 TV를 고려한다면 약 1천만대 이상이 배출될 것으로 전망됨 (환경부,
2010).
(다) 현재 폐 TV 배출량은 120만대/년, 향후 150만대/년 이상으로 배출량 증가가 예상됨.
(2) 기술 여건 변화
(가) 텔레비전과 컴퓨터와 같이 CRT(Cathode Ray Tube)를 포함하고 있는 가전제품으로부터
발생하는 폐기물이 세계적으로 급격한 증가추세를 보이고 있음.
(나) LCD, 플라즈마, 박막형 스크린 등 컴퓨터 모니터 및 TV 기술의 급속한 발전으로 인한
저렴한 제품가격과 새로운 디자인 도입으로 인해 신제품에 대한 소비자들의 신제품 교체주기
가 더욱 빨라지고 있으며, 디지털 TV가 도입되면, 현재의 CRT 기술은 더 이상 사용되지 않을
것임.
(다) 방송여건 변화로 인해 국내 유일한 CRT 브라운관 제조업체의 영업 지속 여부가 불투명
하기 때문에 CRT 브라운관 원료로 재활용하기 어려운 상태임.
(라) 폐 CRT 유리를 CRT 브라운관 원료로 사용하는 기술 외에는 폐 CRT 유리를 사용할 수
있는 기술이 개발 되지 않아 본 과제가 절대적으로 필요한 상황임.
(3) 시장 여건 변화
(가) 방송 및 기술 여건의 변화로 인해 텔레비전과 컴퓨터의 경우 CRT수요가 급격히 감소하
고 폐 CRT가 대량으로 발생하고 있으며 국내의 경우 폐 CRT 유리는 2009년 1,500톤/월이 발
생했으며, 현재, 폐 CRT 유리를 즉시 재활용하여 상용화 시킬 수 있는 기술은 없는 상태임.
(나) 재활용 기술이 개발될 때까지 임시방편으로써 수출과 매립을 고려할 수 있으나, 자원순환
및 재활용의 관점에서 볼 때, 바람직하지 않기 때문에 궁극적으로 다른 제품으로 재활용하기
위한 상용화 기술개발이 절실히 요구됨.
(다) 다량의 납 함량 및 용융점 상승 등의 소재가 가지고 있는 특성과 정부의 정책 지원 부재
등으로 인해 타 유리에 비해 기존의 재활용 기술에 적용하기 어려운 실정임.
(라) 신재와 구재의 가격차이가 크지 않고, 폐 CRT 유리는 타 유리에 비해 가격 경쟁력이 떨
어지기 때문에 CRT 유리를 CRT 유리로 재생하는 CRT to CRT 재활용 방법보다는 CRT to
other Products 재활용 방법이 타당함.
(4) 글로벌 환경 변화
(가) 세계적으로도 폐 CRT 유리를 다른 제품으로 재활용할 수 있는 상용화 기술이 없는 상태
임.
(나) 선진국을 비롯한 각국들은 자국 내에서 발생하는 폐 CRT 유리의 재활용 처리를 위해 말
레이시아로 수출을 적극적으로 추진함에 따라 수출경쟁이 치열한 상태임.
(다) 또한, 말레이시아의 삼성코닝의 경우에도 CRT 유리 재활용 종료 일정이 확실치 않으며,
현재 말레이시아로의 폐 CRT 유리 유입이 상당량 이루어지고 있어, 폐 CRT 유리의 수출은
임시방편이며, 해결책이 되지 못함.
(라) 향후 수출경쟁이 치열해 질것으로 예상됨에 따라 수출단가도 현재보다 더 하락할 것으로
예상됨.
(마) 폐 CRT 유리가 재활용이 되지 않고 매립될 경우에는 중금속 용출가능성을 내재하고 있
어, 환경오염을 야기 시킬 수 있음.
(바) 현재 유리 시장을 살펴보면 대부분 재활용, 재이용 또는 재사용 되고 있으나, 폐 CRT 유
리의 경우에 처리 방법이나 재활용 방법이 없기 때문에 자원순환 차원에서 재활용 방안을 수
립해야 함.
나. 연구개발의 국내․외 현황
(1) 해외 기술개발 동향
(가) 폐 CRT 유리 재활용 해외시장 현황
① 폐 CRT 유리 발생량 증가 추이
㉮ 텔레비전과 컴퓨터관련 기술의 급속한 발전과 그로 인한 제품의 수명주기(life-cycle)의
단축으로 인해 폐 CRT가 대량으로 발생하고 있음 (USEPA, 2000; DTSC, 2001; Silicon
Valley Texics Coalition, 2004).
㉯ 유럽의 경우 폐가전제품이 매년 750만톤 증가하고 있음 (Andreola 등, 2005).
② 향후 폐 CRT 유리 수급 전망
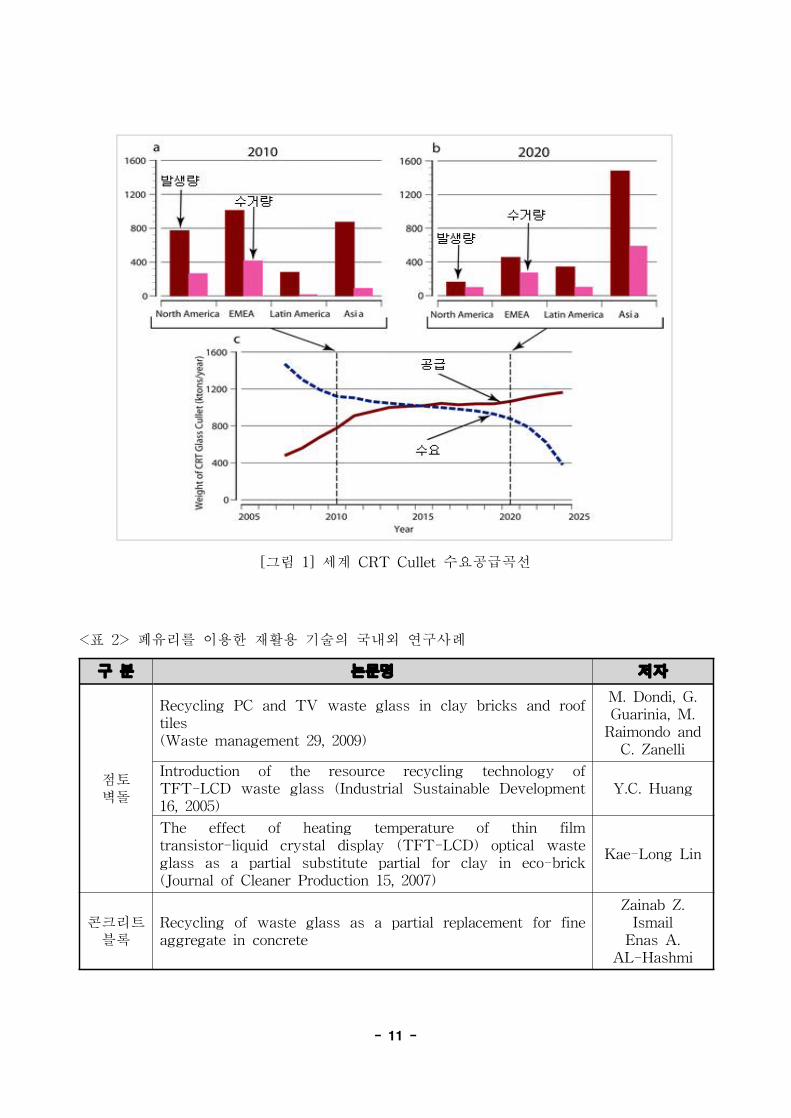
㉮ 2010년과 2020년의 세계시장에서의 폐 CRT 유리 수급전망을 보여주고 있음 (Gregory
외, 2009).
: 북미와 유럽ㆍ중동ㆍ아프리카(EMEA)의 경우 2010년 현재 폐 CRT 유리 발생량이 아
시아 지역과 비슷하지만 2010년까지 1/2 ~ 1/4 로 감소하는 것으로 나타남.
㉯ 아시아의 경우 2010년부터 2020년까지 약 두 배 증가할 것으로 나타남.
: 제품의 판매가 감소함에 따라서 폐 CRT Cullet의 수요가 감소하고, 많은 제품들이 제
품수명(EoL: End of Life)이 다함에 따라 Cullet공급은 증가함.
㉰ 2015년을 기점으로 폐 CRT유리 Cullet의 공급이 수요보다 많아질 것으로 나타남.
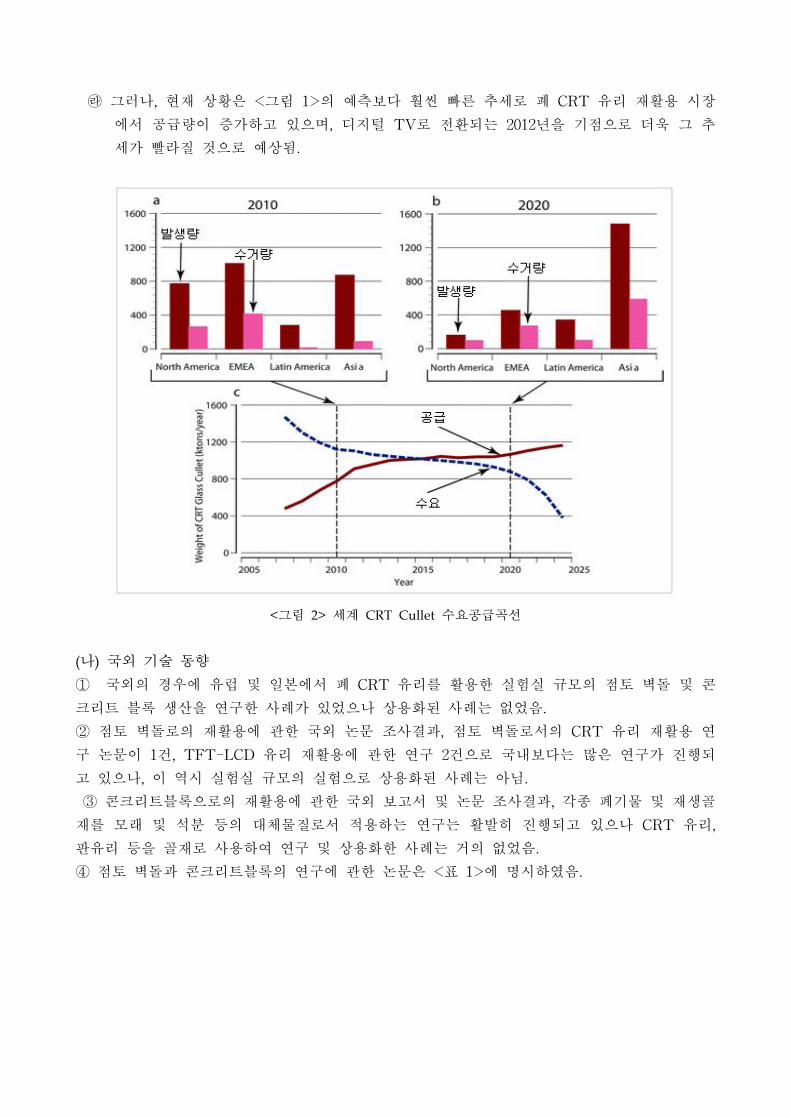
㉱ 그러나, 현재 상황은 <그림 1>의 예측보다 훨씬 빠른 추세로 폐 CRT 유리 재활용 시장
에서 공급량이 증가하고 있으며, 디지털 TV로 전환되는 2012년을 기점으로 더욱 그 추
세가 빨라질 것으로 예상됨.
<그림 2> 세계 CRT Cullet 수요공급곡선
(나) 국외 기술 동향
① 국외의 경우에 유럽 및 일본에서 폐 CRT 유리를 활용한 실험실 규모의 점토 벽돌 및 콘
크리트 블록 생산을 연구한 사례가 있었으나 상용화된 사례는 없었음.
② 점토 벽돌로의 재활용에 관한 국외 논문 조사결과, 점토 벽돌로서의 CRT 유리 재활용 연
구 논문이 1건, TFT-LCD 유리 재활용에 관한 연구 2건으로 국내보다는 많은 연구가 진행되
고 있으나, 이 역시 실험실 규모의 실험으로 상용화된 사례는 아님.
③ 콘크리트블록으로의 재활용에 관한 국외 보고서 및 논문 조사결과, 각종 폐기물 및 재생골
재를 모래 및 석분 등의 대체물질로서 적용하는 연구는 활발히 진행되고 있으나 CRT 유리,
판유리 등을 골재로 사용하여 연구 및 상용화한 사례는 거의 없었음.
④ 점토 벽돌과 콘크리트블록의 연구에 관한 논문은 <표 1>에 명시하였음.
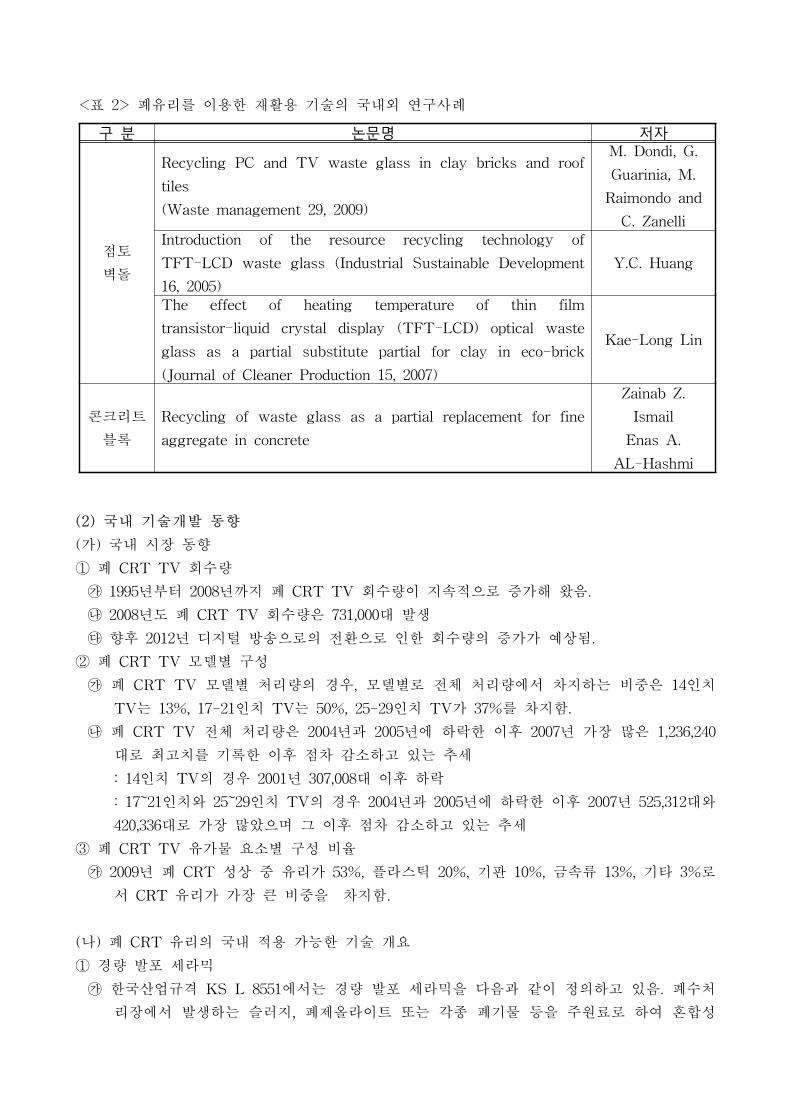
구 분 논문명 저자
점토
벽돌
Recycling PC and TV waste glass in clay bricks and roof
tiles
(Waste management 29, 2009)
M. Dondi, G.
Guarinia, M.
Raimondo and
C. ZanelliIntroduction of the resource recycling technology of
TFT-LCD waste glass (Industrial Sustainable Development
16, 2005)
Y.C. Huang
The effect of heating temperature of thin film
transistor-liquid crystal display (TFT-LCD) optical waste
glass as a partial substitute partial for clay in eco-brick
(Journal of Cleaner Production 15, 2007)
Kae-Long Lin
콘크리트
블록
Recycling of waste glass as a partial replacement for fine
aggregate in concrete
Zainab Z.
Ismail
Enas A.
AL-Hashmi
<표 2> 폐유리를 이용한 재활용 기술의 국내외 연구사례
(2) 국내 기술개발 동향
(가) 국내 시장 동향
① 폐 CRT TV 회수량
㉮ 1995년부터 2008년까지 폐 CRT TV 회수량이 지속적으로 증가해 왔음.
㉯ 2008년도 폐 CRT TV 회수량은 731,000대 발생
㉰ 향후 2012년 디지털 방송으로의 전환으로 인한 회수량의 증가가 예상됨.
② 폐 CRT TV 모델별 구성
㉮ 폐 CRT TV 모델별 처리량의 경우, 모델별로 전체 처리량에서 차지하는 비중은 14인치
TV는 13%, 17-21인치 TV는 50%, 25-29인치 TV가 37%를 차지함.
㉯ 폐 CRT TV 전체 처리량은 2004년과 2005년에 하락한 이후 2007년 가장 많은 1,236,240
대로 최고치를 기록한 이후 점차 감소하고 있는 추세
: 14인치 TV의 경우 2001년 307,008대 이후 하락
: 17~21인치와 25~29인치 TV의 경우 2004년과 2005년에 하락한 이후 2007년 525,312대와
420,336대로 가장 많았으며 그 이후 점차 감소하고 있는 추세
③ 폐 CRT TV 유가물 요소별 구성 비율
㉮ 2009년 폐 CRT 성상 중 유리가 53%, 플라스틱 20%, 기판 10%, 금속류 13%, 기타 3%로
서 CRT 유리가 가장 큰 비중을 차지함.
(나) 폐 CRT 유리의 국내 적용 가능한 기술 개요
① 경량 발포 세라믹
㉮ 한국산업규격 KS L 8551에서는 경량 발포 세라믹을 다음과 같이 정의하고 있음. 폐수처
리장에서 발생하는 슬러지, 폐제올라이트 또는 각종 폐기물 등을 주원료로 하여 혼합성
형한 후 1150℃ 이상에서 소성하여 제조한 것을 경량 발포 세라믹으로 정의하고 있음.
조사결과 유리를 이용하여 경량 발포 세라믹을 제조하는 업체는 약 10여 곳으로 조사 되
었으나. CRT 유리를 이용하여 제조하는 업체는 없는 것으로 조사되었음.
② 인조대리석
㉮ 천연석을 모방하여 인공으로 만든 건축 재료의 일종으로 모조석이라고도 함. 폐유리를 이
용하여 폴리에스테르 수지 등과 혼합하여 건조, 소성 후 표면의 광택과 매끄러움을 위해
서 코팅, 연마로 마무리하여 제조함. 국내 인조대리석 시장은 IMF 직후인 1990년대 후반
부터 급속도로 확산되기 시작하여 신규 건설 수요는 둔화된 추세이나 이외에 리모델링
용도의 수요가 지속적으로 증가하고 있어, 인조대리석 시장의 현재 수준은 유지될 것으
로 전망됨.
③ 타일
㉮ 타일이란 점토질 원료를 가마에서 구워, 여러 가지 모양과 빛깔을 넣어서 만든 건물의 벽,
바닥, 지붕 따위를 장식하는 판이라고 사전에 정의되어 있음. 소지의 질에 따라 자기질,
반자기질, 석기질, 도기질 타일로 나누며 주로 내·외장 바닥타일이나 건물의 내벽과 외벽
에 사용됨. 국내 타일의 시장규모는 적자수준(‘08년 기준)이며 제조업체 공장을 국외로
설치하여 운영 중에 있고, CRT유리를 이용한 타일제조 업체는 없음.
④ 판유리
㉮ 판유리는 인상법을 생산되는 보통판유리와 플로트 공법으로 생산되는 판유리 그리고 무
늬유리(형판유리), 망입 유리(선입유리) 등으로 나눔. 한국세라믹 기술원의 2007년 세라믹
생산통계에 따르면 2007년 판유리제조업 생산액은 493,734 백만원으로 나타났음. 우리나
라의 판유리 수요는 매년 약 2~3%정도로 꾸준히 성장하여 왔으나 2003년 이후에는 시장
의 수요 증가 없이 수입유리 점유율은 해마다 증가해 약 20% 이상을 차지하기에 이르렀
음.
⑤ 점토블럭
㉮ 점토 벽돌은 점토 등을 주원료로 하여 소성한 벽돌로서, 점토생산과정에 따라 내화블록과
내화단열블록으로 나눌 수 있음. 내화블록은 높은 온도에서 녹거나 변형이 일어나지 않
는 무기재료로서, 그 구성성분이나 원료에 따라 여러 가지로 분류됨. 내화단열블록은 경
량 블록이라고도 하며 다공질 조직을 가진 블록의 총칭으로 보온 또는 단열성이 매우 좋
음. 한국세라믹 기술원의 2007년 세라믹 생산통계에 따르면 2007년 생산액은 167,901 백
만원으로 나타남.
⑥ 인터로킹 블록
㉮ 인터로킹 블록은 보도, 차도, 광장, 주차장 등의 포장에 사용하는 제품이며, 모양, 치수, 용
도에 따라 여러 가지로 분류할 수 있음. 일반적으로 인터로킹 블록의 원료는 콘크리트
벽돌과 유사하지만 용도의 특성상 바닥에 사용되는 제품이기 때문에 압축강도보다는 휨
강도의 성능이 중요하게 요구되고 있으며 일정한 면적, 동일한 높이가 유지되어야 하므
로 치수관리가 매우 중요한 제품임. 시멘트와 같은 골재가 주원료이며 폐유리를 배합하
여 성형, 양생의 과정을 거쳐 제작할 수 있음.
⑦ 글라스울(Glass Wool)
㉮ 글라스울은 유리원료를 고온에서 용융한 후 고속회전력을 이용하여 섬유화한 뒤 바인더
를 사용하여 일정한 형태로 성형한 무기질의 인조광물섬유단열재임. 규사(모래)를 주된

원료로 사용하고, 석유를 여러 차례 정제 가공한 유기단열재과 달리 프레온가스, 휘발성
유기화합물 등의 오염물질이 거의 방출되지 않으며, 제품의 생산에서 폐기까지 전 과정
에 걸쳐 사용되는 에너지 소모량이 유기단열재에 비해 적어 지구온난화 방지 및 에너지
자원 보존 등의 역할을 함.
⑧ 글라스비드(Glass Beads)
㉮ 글라스비드는 구형의 백색 분말가루로 Solid glass beads와 Hollow glass beads가 있으며
Soild glass beads는 용도에 따라 직경이 1 ~ 1,000㎛정도이고, Hollow glass beads는 직
경이 1 ~ 300㎛정도로 실밀도가 0.1 ~ 0.3g/cm3정도임. 글라스비드는 유리의 각 성분이
배합된 액체유리 형성제를 이용하는 방법과 용융유리로부터 글라스비드를 제조하는 방법
이 있음. 액체유리 형성제로부터 글라스비드를 제조하는 방법은 먼저 액체유리 형성제를
유리 형성온도로 유지된 연소실의 고온 연소가스 기류 중에 분사하고 가열 전에 방울 중
액체는 증발하고 유리 형성제는 유리를 형성하여 구상화 되며 냉각존에서 냉각하여 분급
기를 통하여 포집하는 형식으로 이루어짐. 글라스비드의 시장규모가 명시 되어있지 않으
나 기타 산업용 유리제품의 경우 2008년 생산량이 67,861백만원으로 조사되었음.
⑨ 유리조형
㉮ 유리는 돌이나, 철, 납 등의 재료들과는 달리 빛과 색깔을 관통시키는 투명체로 상상을 초
월할 만큼 표현의 기능이 다양한 재료로 평가되고 있으며, 유리조형은 상업적인 목적보
다는 미술품과 같이 예술적 가치를 주목적으로 발달 되고 있음. 곳곳에 유리조형품을 판
매하는 곳이나 구매를 원하는 소비자가 있기는 하나 대부분이 소규모의 주문제작으로 이
루어지고 있는 것으로 조사됨.
⑩ 유약
㉮ 유약이란 도자기를 제조할 때 성형하여 구운 소지위에 엷게 피복 밀착시키기 위해 바르
는 유리질의 잿물을 말하며, 유약을 바르는 목적은 표면에 광택을 주어 제품을 아름답게
하는 것 외에도 강도를 더하고 표면을 반질반질하게 하여 더러워지는 것을 방지하는데
있음. 한국세라믹 기술원의 2007년 세라믹 생산통계에 따르면 2007년 유약 생산액은
64,353백만원으로 나타났음.
⑪ 납제련
㉮ 폐 배터리를 처리하는 기술로서 폐 배터리 내에 있는 65%의 납을 99%의 납으로 회수하
는 기술을 말함.
(다) 국내 기술 동향
① 기존 국내 CRT 유리의 재활용은 (주)한국전기초자에서 다시 CRT 브라운관을 만드는 기술
을 사용했으나, (주)한국전기초자 회사의 대내외적 여건 변화로 인해 공장의 가동이 불투명하
며, 현재 일본의 폐 CRT 유리를 원료로 사용하고 있어 CRT 유리의 다른 재활용 기술이 반드
시 필요한 상황임.
② 점토 벽돌에 대한 국내의 특허등록건수는 약 1,400건으로 이 중 폐점토, 슬러지, 연탄재, 슬
래그 등의 폐기물을 혼합하여 제조한 블록 및 공법에 관한 특허는 약 200건이나, 폐 CRT 유
리를 이용한 점토 벽돌에 관한 특허는 전무함.
③ 콘크리트 블록과 관련하여 국내에 등록된 특허는 약 4,600건이고 이 중 여러 폐기물을 혼합
하여 제조한 블록 및 공법에 관한 특허는 약 450건이나, 폐 CRT 유리를 이용한 콘크리트 블

록에 관한 특허는 전무함.
④ <표 2>에 폐유리를 이용하여 제조된 각 블록의 특허를 명시하였음.
구 분 등록번호 발명의 명칭 출원인
점토벽돌
1009997820000폐유리를 활용한 점토벽돌 및 점토바닥벽돌의제조방법
세종대학교산학협력단,우성세라믹스
1007771430000 연탄재를 이용한 친환경 에코벽돌의 제조방법한국지질자원연구원
1004006330000폐유리를 활용한 고강도 바닥용 벽돌의 제조방법
손명모
1004807940000폐규석 미분을 이용한 점토벽돌 및 그 제조방법
주식회사공간세라믹
콘크리트블록
1003341400000폐유리 파쇄골재와 고로슬래그 시멘트를 이용한 보차도용 콘크리트 인터로킹블록 및 투수콘크리트 인터로킹 블록의 제조방법
박승범
1007165650000 보차도 경계블록 및 그의 제조방법주식회사
라스아이티에스
1003519430000용융슬래그와 폐유리 혼합물을 이용한 투수성블록의 제조방법
박승범
1009882870000폐유리 분말을 이용한 유/무기 복합모르타르와이를 이용한 바닥 시공방법
토림건설주식회사
1003557000000재생골재와 폐유리 골재를 사용한 표층용 상온아스팔트콘크리트 혼합물의 제조방법
주식회사홍익기술단,박승법
1003410210000폐유리를 골재로 사용한 아스팔트 콘크리트 혼합물의 제조방법
주식회사 서원,박승법
1010180090000결합재로 폐유리 미분말과 플라이애쉬를 이용한 무시멘트 콘크리트의 제조방법
한국건설기술연구원
(출처 : 특허정보 검색 서비스 www.kipris.com)
<표 3> 폐유리를 이용하여 제조된 각 블록의 공법에 관한 국내 특허
Ⅲ. 연구개발의 내용 및 범위가. 폐 CRT 유리에 대한 기초 물성분석
나. Lab-scale 규모의 분쇄 및 분급기 개발
다. Lab-scale 규모의 콘크리트 블록 및 점토벽돌 시편제작, 품질평가
라. 폐 CRT 전용 분쇄 및 분급기 운전 및 보완 후 Pilot급 설비 제작
마. 재활용 제품의 상품성 및 환경성 평가
바. 시공성 평가
사. 후면유리 납 회수
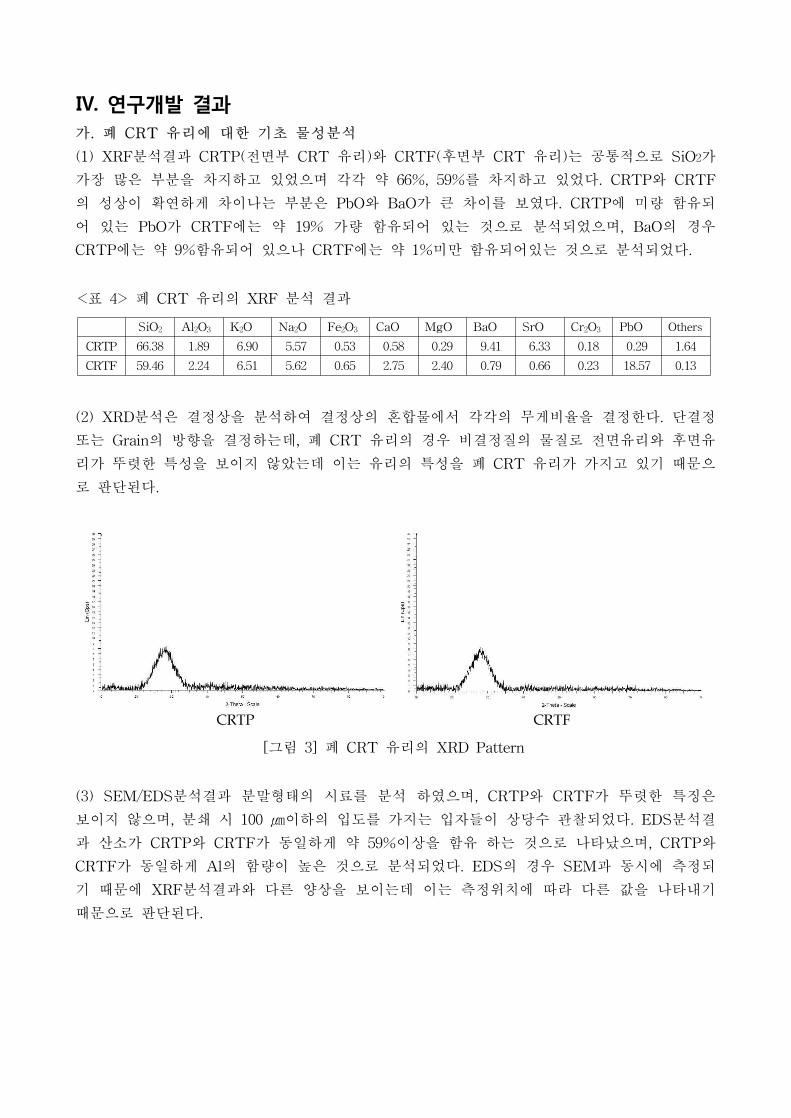
Ⅳ. 연구개발 결과가. 폐 CRT 유리에 대한 기초 물성분석
(1) XRF분석결과 CRTP(전면부 CRT 유리)와 CRTF(후면부 CRT 유리)는 공통적으로 SiO2가
가장 많은 부분을 차지하고 있었으며 각각 약 66%, 59%를 차지하고 있었다. CRTP와 CRTF
의 성상이 확연하게 차이나는 부분은 PbO와 BaO가 큰 차이를 보였다. CRTP에 미량 함유되
어 있는 PbO가 CRTF에는 약 19% 가량 함유되어 있는 것으로 분석되었으며, BaO의 경우
CRTP에는 약 9%함유되어 있으나 CRTF에는 약 1%미만 함유되어있는 것으로 분석되었다.
SiO2 Al2O3 K2O Na2O Fe2O3 CaO MgO BaO SrO Cr2O3 PbO Others
CRTP 66.38 1.89 6.90 5.57 0.53 0.58 0.29 9.41 6.33 0.18 0.29 1.64
CRTF 59.46 2.24 6.51 5.62 0.65 2.75 2.40 0.79 0.66 0.23 18.57 0.13
<표 4> 폐 CRT 유리의 XRF 분석 결과
(2) XRD분석은 결정상을 분석하여 결정상의 혼합물에서 각각의 무게비율을 결정한다. 단결정
또는 Grain의 방향을 결정하는데, 폐 CRT 유리의 경우 비결정질의 물질로 전면유리와 후면유
리가 뚜렷한 특성을 보이지 않았는데 이는 유리의 특성을 폐 CRT 유리가 가지고 있기 때문으
로 판단된다.
CRTP CRTF
[그림 3] 폐 CRT 유리의 XRD Pattern
(3) SEM/EDS분석결과 분말형태의 시료를 분석 하였으며, CRTP와 CRTF가 뚜렷한 특징은
보이지 않으며, 분쇄 시 100 ㎛이하의 입도를 가지는 입자들이 상당수 관찰되었다. EDS분석결
과 산소가 CRTP와 CRTF가 동일하게 약 59%이상을 함유 하는 것으로 나타났으며, CRTP와
CRTF가 동일하게 Al의 함량이 높은 것으로 분석되었다. EDS의 경우 SEM과 동시에 측정되
기 때문에 XRF분석결과와 다른 양상을 보이는데 이는 측정위치에 따라 다른 값을 나타내기
때문으로 판단된다.
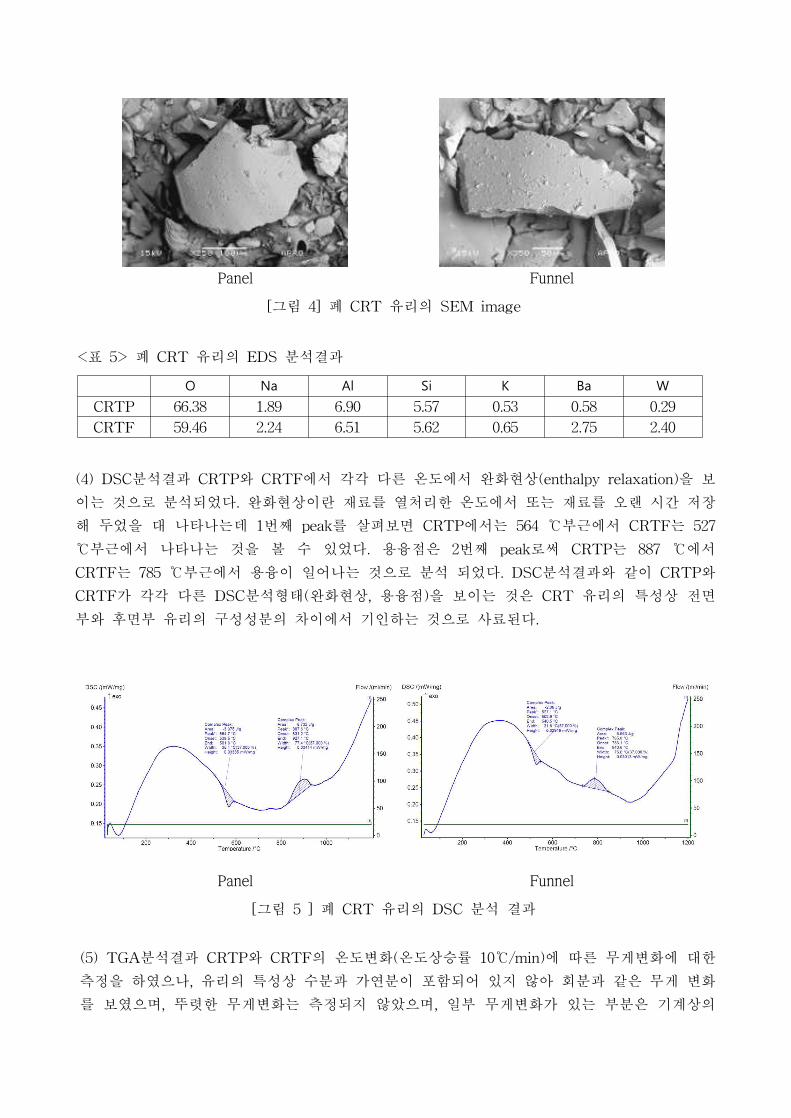
Panel Funnel
[그림 4] 폐 CRT 유리의 SEM image
O Na Al Si K Ba W
CRTP 66.38 1.89 6.90 5.57 0.53 0.58 0.29
CRTF 59.46 2.24 6.51 5.62 0.65 2.75 2.40
<표 5> 폐 CRT 유리의 EDS 분석결과
(4) DSC분석결과 CRTP와 CRTF에서 각각 다른 온도에서 완화현상(enthalpy relaxation)을 보
이는 것으로 분석되었다. 완화현상이란 재료를 열처리한 온도에서 또는 재료를 오랜 시간 저장
해 두었을 대 나타나는데 1번째 peak를 살펴보면 CRTP에서는 564 ℃부근에서 CRTF는 527
℃부근에서 나타나는 것을 볼 수 있었다. 용융점은 2번째 peak로써 CRTP는 887 ℃에서
CRTF는 785 ℃부근에서 용융이 일어나는 것으로 분석 되었다. DSC분석결과와 같이 CRTP와
CRTF가 각각 다른 DSC분석형태(완화현상, 용융점)을 보이는 것은 CRT 유리의 특성상 전면
부와 후면부 유리의 구성성분의 차이에서 기인하는 것으로 사료된다.
Panel Funnel
[그림 5 ] 폐 CRT 유리의 DSC 분석 결과
(5) TGA분석결과 CRTP와 CRTF의 온도변화(온도상승률 10℃/min)에 따른 무게변화에 대한
측정을 하였으나, 유리의 특성상 수분과 가연분이 포함되어 있지 않아 회분과 같은 무게 변화
를 보였으며, 뚜렷한 무게변화는 측정되지 않았으며, 일부 무게변화가 있는 부분은 기계상의
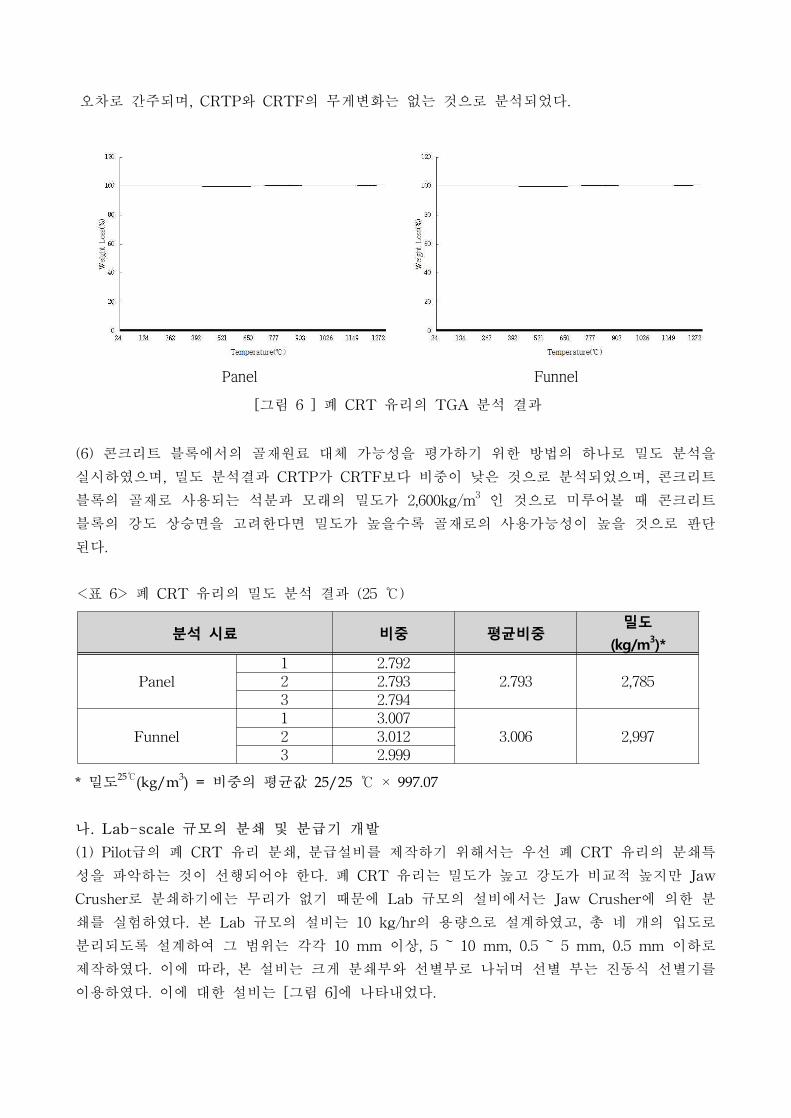
오차로 간주되며, CRTP와 CRTF의 무게변화는 없는 것으로 분석되었다.
Panel Funnel
[그림 6 ] 폐 CRT 유리의 TGA 분석 결과
(6) 콘크리트 블록에서의 골재원료 대체 가능성을 평가하기 위한 방법의 하나로 밀도 분석을
실시하였으며, 밀도 분석결과 CRTP가 CRTF보다 비중이 낮은 것으로 분석되었으며, 콘크리트
블록의 골재로 사용되는 석분과 모래의 밀도가 2,600kg/m3 인 것으로 미루어볼 때 콘크리트
블록의 강도 상승면을 고려한다면 밀도가 높을수록 골재로의 사용가능성이 높을 것으로 판단
된다.
분석 시료 비중 평균비중밀도
(kg/m3)*
Panel1 2.792
2.793 2,7852 2.7933 2.794
Funnel
1 3.007
3.006 2,9972 3.0123 2.999
<표 6> 폐 CRT 유리의 밀도 분석 결과 (25 ℃)
* 밀도25℃(kg/m3) = 비중의 평균값 25/25 ℃ × 997.07
나. Lab-scale 규모의 분쇄 및 분급기 개발
(1) Pilot급의 폐 CRT 유리 분쇄, 분급설비를 제작하기 위해서는 우선 폐 CRT 유리의 분쇄특
성을 파악하는 것이 선행되어야 한다. 폐 CRT 유리는 밀도가 높고 강도가 비교적 높지만 Jaw
Crusher로 분쇄하기에는 무리가 없기 때문에 Lab 규모의 설비에서는 Jaw Crusher에 의한 분
쇄를 실험하였다. 본 Lab 규모의 설비는 10 kg/hr의 용량으로 설계하였고, 총 네 개의 입도로
분리되도록 설계하여 그 범위는 각각 10 mm 이상, 5 ~ 10 mm, 0.5 ~ 5 mm, 0.5 mm 이하로
제작하였다. 이에 따라, 본 설비는 크게 분쇄부와 선별부로 나뉘며 선별 부는 진동식 선별기를
이용하였다. 이에 대한 설비는 [그림 6]에 나타내었다.
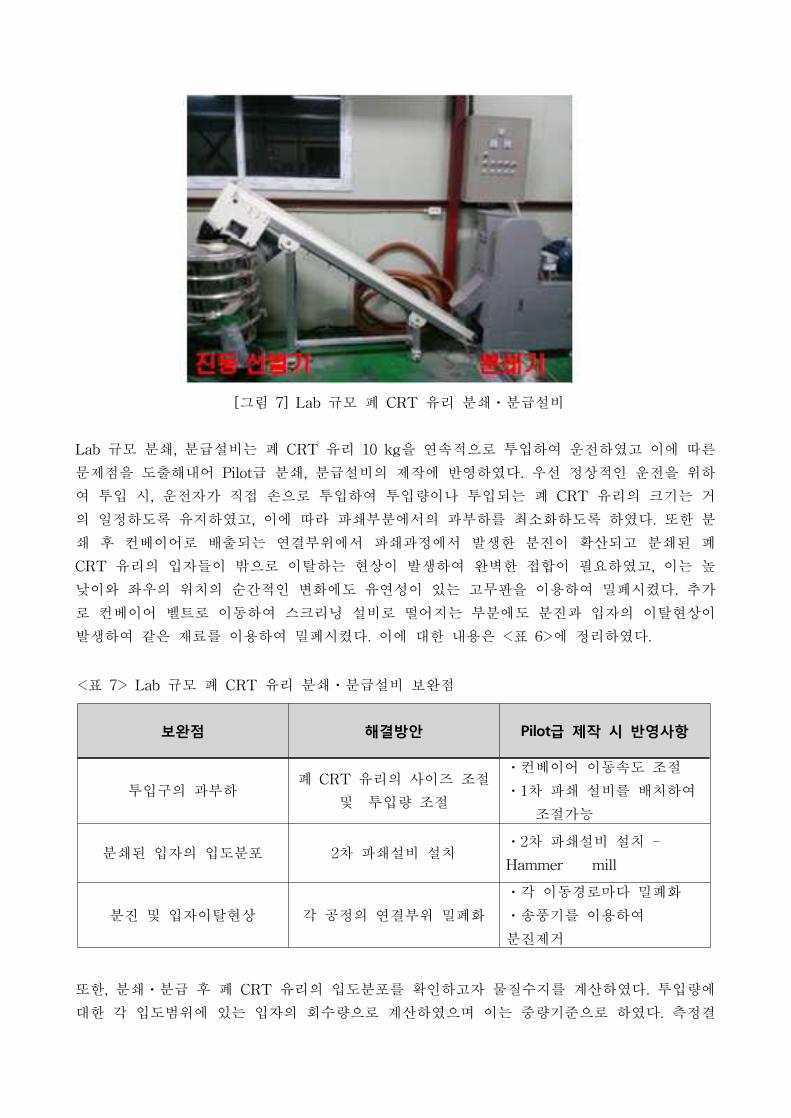
[그림 7] Lab 규모 폐 CRT 유리 분쇄⋅분급설비
Lab 규모 분쇄, 분급설비는 폐 CRT 유리 10 kg을 연속적으로 투입하여 운전하였고 이에 따른
문제점을 도출해내어 Pilot급 분쇄, 분급설비의 제작에 반영하였다. 우선 정상적인 운전을 위하
여 투입 시, 운전자가 직접 손으로 투입하여 투입량이나 투입되는 폐 CRT 유리의 크기는 거
의 일정하도록 유지하였고, 이에 따라 파쇄부분에서의 과부하를 최소화하도록 하였다. 또한 분
쇄 후 컨베이어로 배출되는 연결부위에서 파쇄과정에서 발생한 분진이 확산되고 분쇄된 폐
CRT 유리의 입자들이 밖으로 이탈하는 현상이 발생하여 완벽한 접합이 필요하였고, 이는 높
낮이와 좌우의 위치의 순간적인 변화에도 유연성이 있는 고무판을 이용하여 밀폐시켰다. 추가
로 컨베이어 벨트로 이동하여 스크리닝 설비로 떨어지는 부분에도 분진과 입자의 이탈현상이
발생하여 같은 재료를 이용하여 밀폐시켰다. 이에 대한 내용은 <표 6>에 정리하였다.
보완점 해결방안 Pilot급 제작 시 반영사항
투입구의 과부하폐 CRT 유리의 사이즈 조절
및 투입량 조절
⋅컨베이어 이동속도 조절
⋅1차 파쇄 설비를 배치하여
조절가능
분쇄된 입자의 입도분포 2차 파쇄설비 설치⋅2차 파쇄설비 설치 -
Hammer mill
분진 및 입자이탈현상 각 공정의 연결부위 밀폐화
⋅각 이동경로마다 밀폐화
⋅송풍기를 이용하여
분진제거
<표 7> Lab 규모 폐 CRT 유리 분쇄⋅분급설비 보완점
또한, 분쇄⋅분급 후 폐 CRT 유리의 입도분포를 확인하고자 물질수지를 계산하였다. 투입량에
대한 각 입도범위에 있는 입자의 회수량으로 계산하였으며 이는 중량기준으로 하였다. 측정결
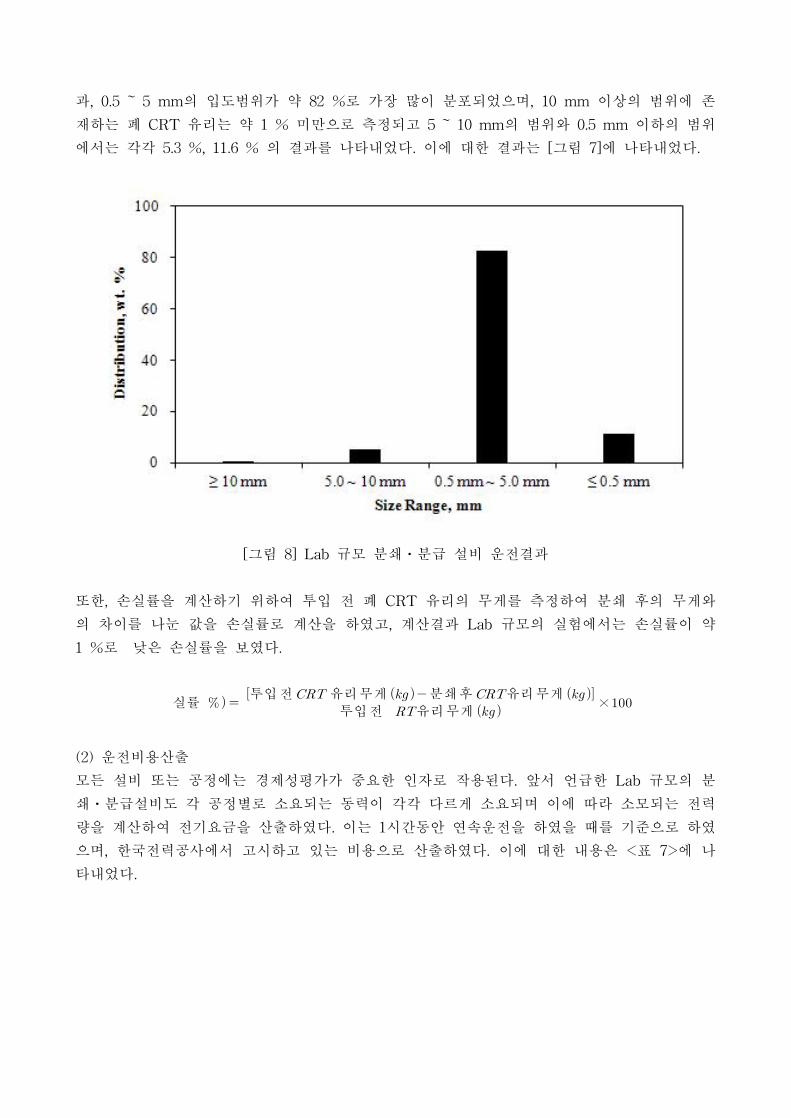
과, 0.5 ~ 5 mm의 입도범위가 약 82 %로 가장 많이 분포되었으며, 10 mm 이상의 범위에 존
재하는 폐 CRT 유리는 약 1 % 미만으로 측정되고 5 ~ 10 mm의 범위와 0.5 mm 이하의 범위
에서는 각각 5.3 %, 11.6 % 의 결과를 나타내었다. 이에 대한 결과는 [그림 7]에 나타내었다.
[그림 8] Lab 규모 분쇄⋅분급 설비 운전결과
또한, 손실률을 계산하기 위하여 투입 전 폐 CRT 유리의 무게를 측정하여 분쇄 후의 무게와
의 차이를 나눈 값을 손실률로 계산을 하였고, 계산결과 Lab 규모의 실험에서는 손실률이 약
1 %로 낮은 손실률을 보였다.
실률 투입 전 유리 무게 투입 전 유리 무게 분쇄 후유리 무게
×
(2) 운전비용산출
모든 설비 또는 공정에는 경제성평가가 중요한 인자로 작용된다. 앞서 언급한 Lab 규모의 분
쇄⋅분급설비도 각 공정별로 소요되는 동력이 각각 다르게 소요되며 이에 따라 소모되는 전력
량을 계산하여 전기요금을 산출하였다. 이는 1시간동안 연속운전을 하였을 때를 기준으로 하였
으며, 한국전력공사에서 고시하고 있는 비용으로 산출하였다. 이에 대한 내용은 <표 7>에 나
타내었다.
분쇄기 컨베이어 분리기 전체비용단가*
(원/kWh)
산출금액
(원/kWh)
동력 (hp) 5.5 0.09 1.1 6.69 108 722.52
<표 8> 운전비용산출 근거
*출처 : http://pccs.kepco.co.kr/ : 한국전력공사 전기요금단가 (2013.02.13 15시 30분 기준)
다. Lab-scale 규모의 콘크리트 블록 및 점토벽돌 시편제작, 품질평가
(1) 콘크리트 블록의 시편제작 및 품질평가 결과
(가) 콘크리트 블록의 휨강도는 28일차의 양생기간을 거친 후 KS F 4419에 의해 측정하다. 이
는 5.0 MPa를 초과해야 하는데 본 실험의 결과로 미루어 보아, 대체적으로 폐 CRT 유리를 이
용하여 제작한 콘크리트 블록의 휨강도는 기준치에 만족하는 양상을 띄었지만, 적은 양의 시멘
트 혼합율의 조건에서는 모래를 대체하는 것보다는 석분을 대체하는 것이 더 효율적이라고 판
단되는 결과가 도출되었다. 그러나 시멘트의 함량을 높이지 않고서도 성형기의 압축강도를 높
인다면 모래를 대체하여 콘크리트 블록을 제작하는 것도 충분히 가능할 것으로 판단된다. 따라
서 시멘트는 바인더 역할을 하는 물질이므로 시멘트가 많이 첨가될수록 콘크리트 블록의 휨강
도는 강해지는 것이 일반적이지만 경제성을 고려하였을 때에는 적은 양의 시멘트를 배합하는
것이 경제성이 높을 것으로 판단되기 때문에, 적은 양의 시멘트를 배합하여 압축강도를 높이는
것이 가장 효율적인 생산방법이 될 것이라고 사료된다.
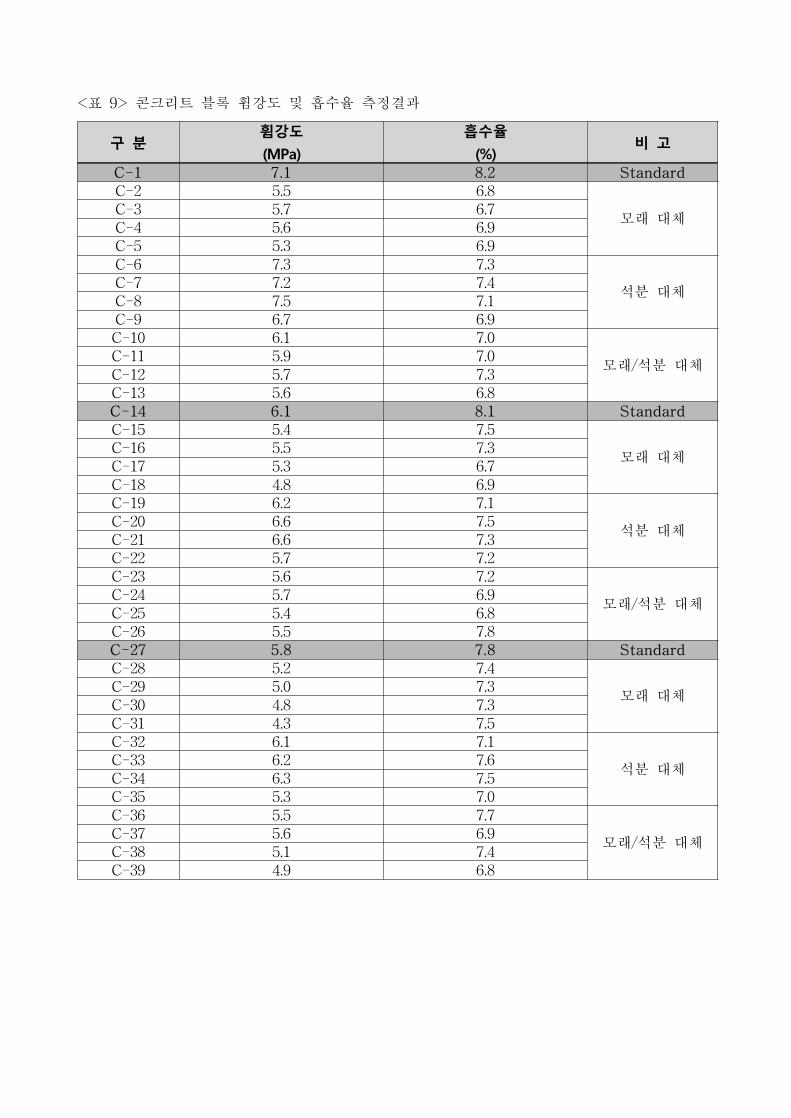
(나) 흡수율 분석결과는 KS F 4419에서 규정하고 있는 흡수율 10 %이하를 만족하며, 각 조건
별로 편차가 그리 크지는 않았다. 다만 흡수율이 Standard 시료에 비해서 떨어지는 이유는 유
리의 특성상 물을 흡수하지 않는 특성이 흡수율 하강에 기인하는 것으로 판단되며, 콘크리트
블록은 흡수율이 낮을수록 내구성이 증가되어 장기적인 사용성에 좋은 영향을 미치기 때문에
긍정적인 효과라고 판단된다. 한편, 제작한 콘크리트 블록의 치수를 측정한 결과, 가로 및 세로
는 오차 없이 기준치를 만족시켰고, 두께에서도 -3 ~ +3 mm의 허용차를 나타내고 있어 제작
한 콘크리트 블록이 KS F 4419에서 규정하고 있는 품질기준을 만족하였다. 이에 대한 결과는
<표 8>에 정리하였다.
구 분휨강도
(MPa)
흡수율
(%)비 고
C-1 7.1 8.2 StandardC-2 5.5 6.8
모래 대체C-3 5.7 6.7C-4 5.6 6.9C-5 5.3 6.9
C-6 7.3 7.3
석분 대체C-7 7.2 7.4C-8 7.5 7.1C-9 6.7 6.9C-10 6.1 7.0
모래/석분 대체C-11 5.9 7.0
C-12 5.7 7.3C-13 5.6 6.8C-14 6.1 8.1 StandardC-15 5.4 7.5
모래 대체C-16 5.5 7.3C-17 5.3 6.7
C-18 4.8 6.9C-19 6.2 7.1
석분 대체C-20 6.6 7.5C-21 6.6 7.3C-22 5.7 7.2C-23 5.6 7.2
모래/석분 대체C-24 5.7 6.9C-25 5.4 6.8C-26 5.5 7.8C-27 5.8 7.8 StandardC-28 5.2 7.4
모래 대체C-29 5.0 7.3
C-30 4.8 7.3C-31 4.3 7.5C-32 6.1 7.1
석분 대체C-33 6.2 7.6C-34 6.3 7.5C-35 5.3 7.0
C-36 5.5 7.7
모래/석분 대체C-37 5.6 6.9C-38 5.1 7.4C-39 4.9 6.8
<표 9> 콘크리트 블록 휨강도 및 흡수율 측정결과

구분 두께(mm) 구분 두께(mm) 구분 두께(mm) 구분 두께(mm) 구분 두께(mm)
C-1
- 1
C-10
+ 1
C-19
- 3
C-28
- 3
C-37
- 3- 1 - 2 - 3 - 2 - 1+ 1 - 2 - 3 - 2 - 1+ 1 - 1 - 2 - 3 - 2
C-2
- 3
C-11
- 3
C-20
- 2
C-29
- 1
C-38
- 1- 3 - 3 - 3 - 2 - 1- 3 - 2 - 1 - 2 - 2- 3 - 2 - 3 - 1 - 1
C-3
- 3
C-12
0
C-21
- 2
C-30
- 3
C-39
0- 3 - 2 - 1 - 3 0
- 3 - 2 - 3 - 2 + 1- 3 - 2 - 3 - 3 + 1
C-4
- 3
C-13
- 1
C-22
0
C-31
+ 1- 3 - 2 - 3 + 1- 3 0 - 2 + 1- 3 0 - 3 + 1
C-5
- 3
C-14
- 3
C-23
- 2
C-32
+ 1- 2 - 3 - 3 0- 2 - 3 - 2 + 1- 2 - 3 - 3 + 2
C-6
- 2
C-15
- 2
C-24
- 3
C-33
+ 1- 2 - 2 - 3 + 1
- 1 - 2 - 2 + 1- 1 - 2 - 2 + 2
C-7
+ 1
C-16
- 2
C-25
- 2
C-34
0+ 1 - 1 - 2 0- 2 - 3 + 1 + 1- 2 - 2 0 + 1
C-8
- 2
C-17
- 3
C-26
0
C-35
0- 2 - 3 - 3 0- 3 - 3 - 3 + 1- 3 - 3 - 2 + 2
C-9
- 3
C-18
- 3
C-27
- 3
C-36
- 1- 3 - 3 0 - 1
- 3 - 3 - 3 - 2- 3 - 3 - 3 - 1
<표 10> 허용차 측정 결과(Lab-scale)
(2) 점토벽돌 시편제작 및 품질평가 결과
제작된 점토 벽돌 시편을 통하여 폐CRT 유리를 이용한 점토 벽돌의 적용 가능성을 확인하였
으며, 조건별로 제작된 제품을 [그림 8]에 나타내었다. [그림 8]에서 알 수 있듯이 폐 CRT유리
의 첨가에도 제작하는데 있어 모양 또는 성형에는 무리가 없으나, 폐 CRT 유리량의 첨가량
이 증가 할수록 색상이 조금씩 어두워지거나 붉어지는 차이를 보였다. KS L 4201의 기준에
따른 점토블록의 압축강도 분석결과, 32.44 N/mm2의 수치를 보였으며, 기준치인 22.54 N/mm2
을 만족하였다. 점토블록의 치수 및 허용차 결과, 길이는 0mm ~ + 3mm, 나비는 0mm ~
+3mm, 두께는 -1mm ~ +2mm의 범위를 나타내었다. 현재까지 시험생산으로 제작했던(조건 :
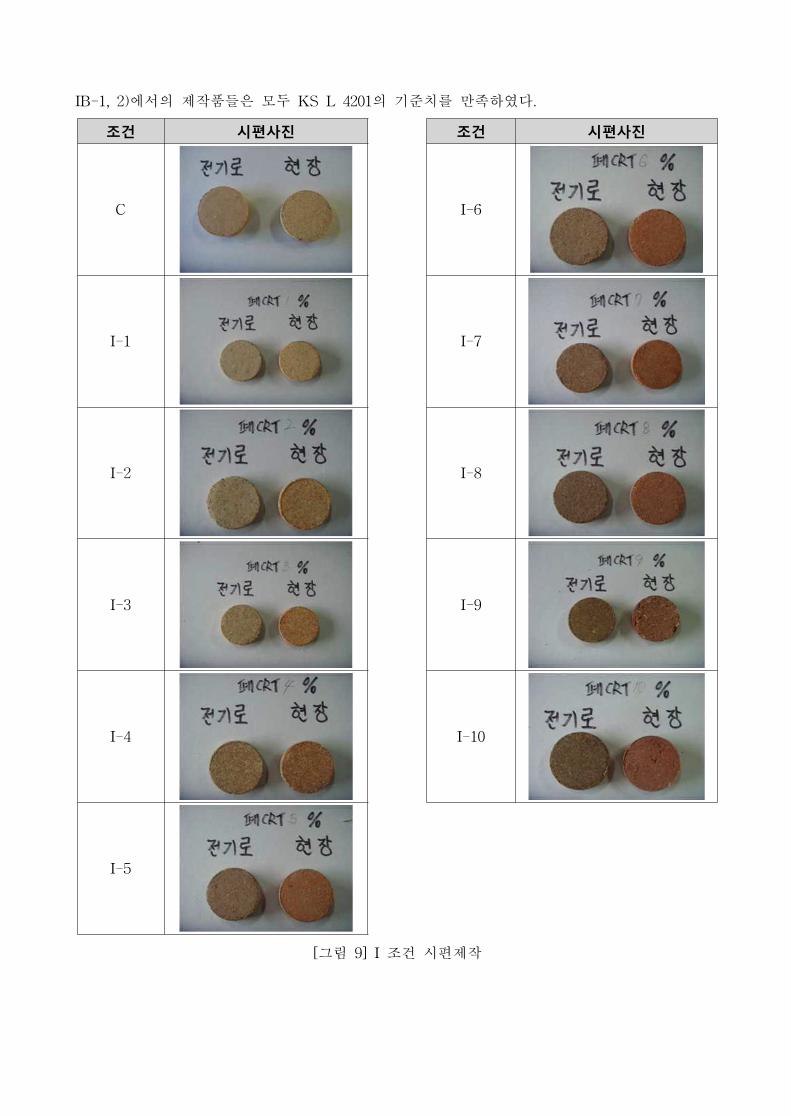
IB-1, 2)에서의 제작품들은 모두 KS L 4201의 기준치를 만족하였다.
조건 시편사진 조건 시편사진
C I-6
I-1 I-7
I-2 I-8
I-3 I-9
I-4 I-10
I-5
[그림 9] I 조건 시편제작

조건 시편사진 조건 시편사진
IB-1 IB-3
IB-2 IB-4
[그림 10] IB 조건 시편제작
라. 폐 CRT 전용 분쇄 및 분급기 운전 및 보완 후 Pilot급 설비 제작
(1) Pilot급의 폐 CRT 유리 분쇄, 분급설비를 제작하기 위해 지난 연구결과를 바탕으로 2
ton/hr급의 설비를 설계하였다. 폐 CRT 유리의 Flow는 크게 세 분류로 나누어 벽돌을 제작하
기 위한 분쇄, 분급라인과 납 회수를 위한 분쇄, 분급라인을 분리하였다. 먼저, 납을 함유하고
있지 않은 폐 CRT 유리의 Panel 부위는 1차 파쇄 후 0.5 ~ 10 mm의 입도범위에 있는 분량은
콘크리트 블록 제작을 위해 이송되며, 2차 파쇄 후에 발생하는 0.5 mm 이하의 입도의 폐
CRT 유리는 점토벽돌을 위한 업체로 이송된다. 납 제련설비에 투입되는 폐 CRT 유리의 입도
사이즈는 20 mm 이하로만 맞추면 적용이 가능하기 때문에 1차 파쇄 후 1차 스크리닝만을 통
하여 이송 및 반송 여부가 결정된다. 전체적인 본 설비의 기본 개념은 [그림 10]과 같다.
[그림 11] Pilot급 폐 CRT 유리 분쇄⋅분급 설비 개념도
(2) Pilot급 설비 설계
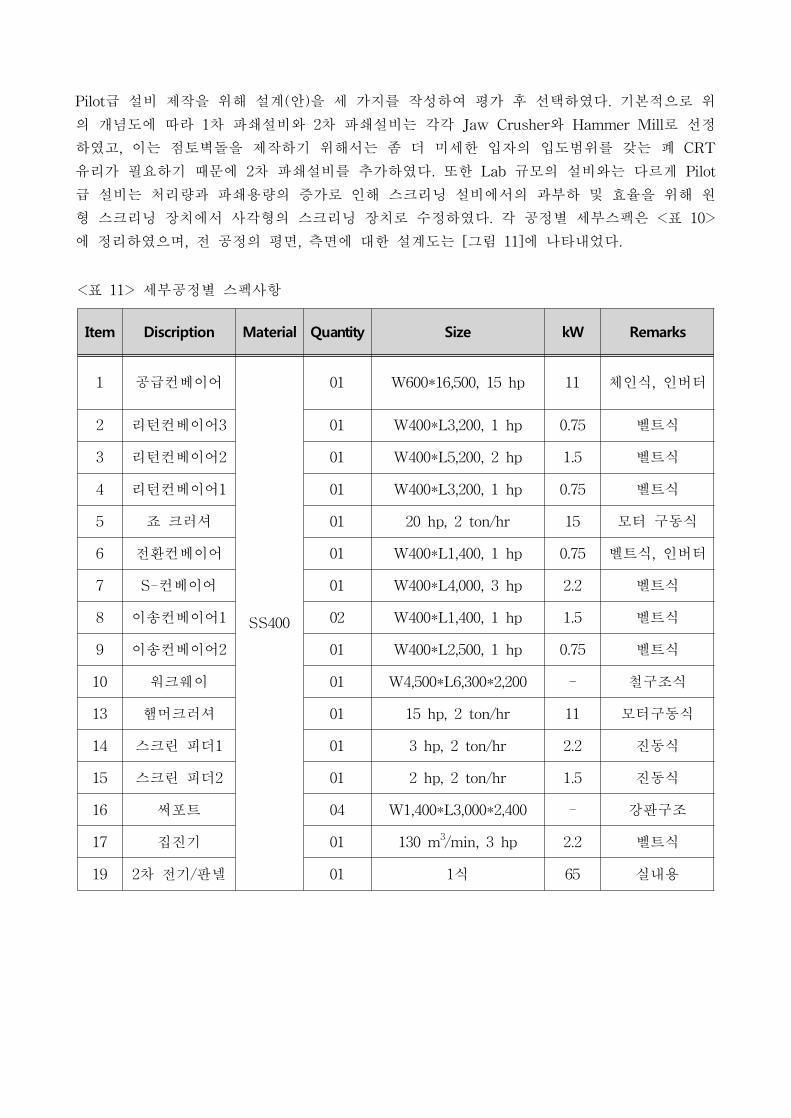
Pilot급 설비 제작을 위해 설계(안)을 세 가지를 작성하여 평가 후 선택하였다. 기본적으로 위
의 개념도에 따라 1차 파쇄설비와 2차 파쇄설비는 각각 Jaw Crusher와 Hammer Mill로 선정
하였고, 이는 점토벽돌을 제작하기 위해서는 좀 더 미세한 입자의 입도범위를 갖는 폐 CRT
유리가 필요하기 때문에 2차 파쇄설비를 추가하였다. 또한 Lab 규모의 설비와는 다르게 Pilot
급 설비는 처리량과 파쇄용량의 증가로 인해 스크리닝 설비에서의 과부하 및 효율을 위해 원
형 스크리닝 장치에서 사각형의 스크리닝 장치로 수정하였다. 각 공정별 세부스펙은 <표 10>
에 정리하였으며, 전 공정의 평면, 측면에 대한 설계도는 [그림 11]에 나타내었다.
Item Discription Material Quantity Size kW Remarks
1 공급컨베이어
SS400
01 W600*16,500, 15 hp 11 체인식, 인버터
2 리턴컨베이어3 01 W400*L3,200, 1 hp 0.75 벨트식
3 리턴컨베이어2 01 W400*L5,200, 2 hp 1.5 벨트식
4 리턴컨베이어1 01 W400*L3,200, 1 hp 0.75 벨트식
5 죠 크러셔 01 20 hp, 2 ton/hr 15 모터 구동식
6 전환컨베이어 01 W400*L1,400, 1 hp 0.75 벨트식, 인버터
7 S-컨베이어 01 W400*L4,000, 3 hp 2.2 벨트식
8 이송컨베이어1 02 W400*L1,400, 1 hp 1.5 벨트식
9 이송컨베이어2 01 W400*L2,500, 1 hp 0.75 벨트식
10 워크웨이 01 W4,500*L6,300*2,200 - 철구조식
13 햄머크러셔 01 15 hp, 2 ton/hr 11 모터구동식
14 스크린 피더1 01 3 hp, 2 ton/hr 2.2 진동식
15 스크린 피더2 01 2 hp, 2 ton/hr 1.5 진동식
16 써포트 04 W1,400*L3,000*2,400 - 강판구조
17 집진기 01 130 m3/min, 3 hp 2.2 벨트식
19 2차 전기/판넬 01 1식 65 실내용
<표 11> 세부공정별 스펙사항
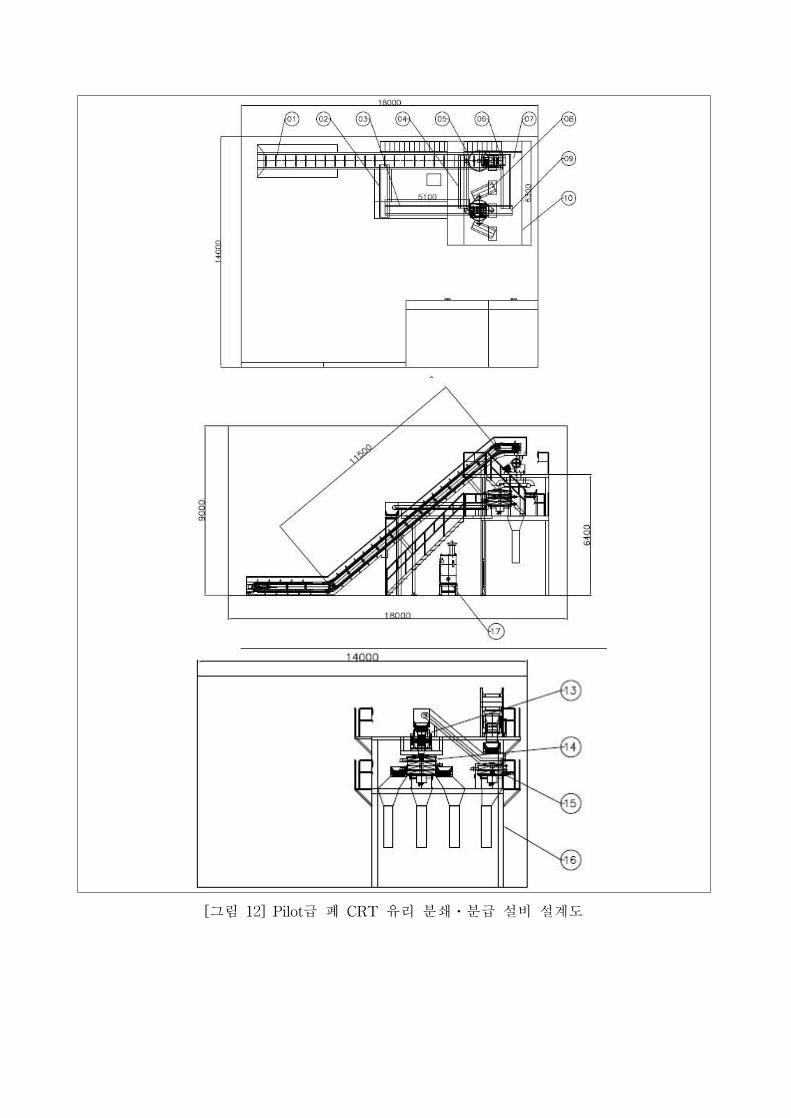
[그림 12] Pilot급 폐 CRT 유리 분쇄⋅분급 설비 설계도

(3) Pilot급 설비 제작 및 설치
Pilot급 설비는 약 40일간의 공사기간에 제작 및 설치되었다. 설치장소는 경기도 화성시에 위치
하고 있는 재활용센터 ‘나래RC’의 건물 내부에 설치하였다. 나래RC는 각종 TV 및 모니터의
집하장으로 본 업체에서 선별 및 폐 CRT 유리의 배출이 이루어지며, 지속운전이 가능해지면
나래RC에서부터 폐 CRT 유리의 선별, 분쇄, 분급, 수송의 과정이 이루어 질 것으로 예상된다.
이에 따라 제작된 각 공정들을 나래RC에 설치하였으며, 앞서 언급한 각 공정별 세부스펙을
[그림 12]에 나타내었고, 설치현장의 과정을 [그림 13]에 나타내었다.
설비
명칭 투입공급기 (2 hp - 1기) 1차 분쇄기 (20 hp - 1기) 2차 분쇄기(15 hp - 1기)
설비
명칭 진동선별기 (4 hp - 1기) 진동선별기 (2 hp - 1기)대기집진설비
(130 m3/min - 1기)
설비
명칭 공기압축기 (7.5 hp -1기) 투입배출 이송컨베이어 (6기) 운전제어판
[그림 13] 각 공정별 명칭 및 스펙

전체공정 투입호퍼 1차 분쇄
Screen_후면유리 Screen_전면유리 백필터
[그림 14] 각 공정별 설치현장
(4) Pilot급 설비 시운전 및 보완사항
설치 완료된 Pilot급 설비의 성능을 평가하기 위하여 5시간 연속운전을 실시하였다. 연속운전은
기존의 설계용량대로 맞게 작동하는지를 확인하고, 취약한 부분과 보완사항을 도출해내어 설비
를 수정하여 완성도를 높이고 운전매뉴얼을 확보하기 위한 과정으로 반드시 필요한 절차이다.
설비성능평가 항목으로는 연구진의 내부결정을 통하여 5가지를 선정하였으며, 이는 설비에 대
한 성능만을 평가하기 위한 것으로 처리용량, 집진성능, 연속운전, 분쇄성능, 분급성능의 항목
으로 평가하였으며 평가방법은 자체평가로서 시운전 후 회수된 중량기준으로 측정하였다.
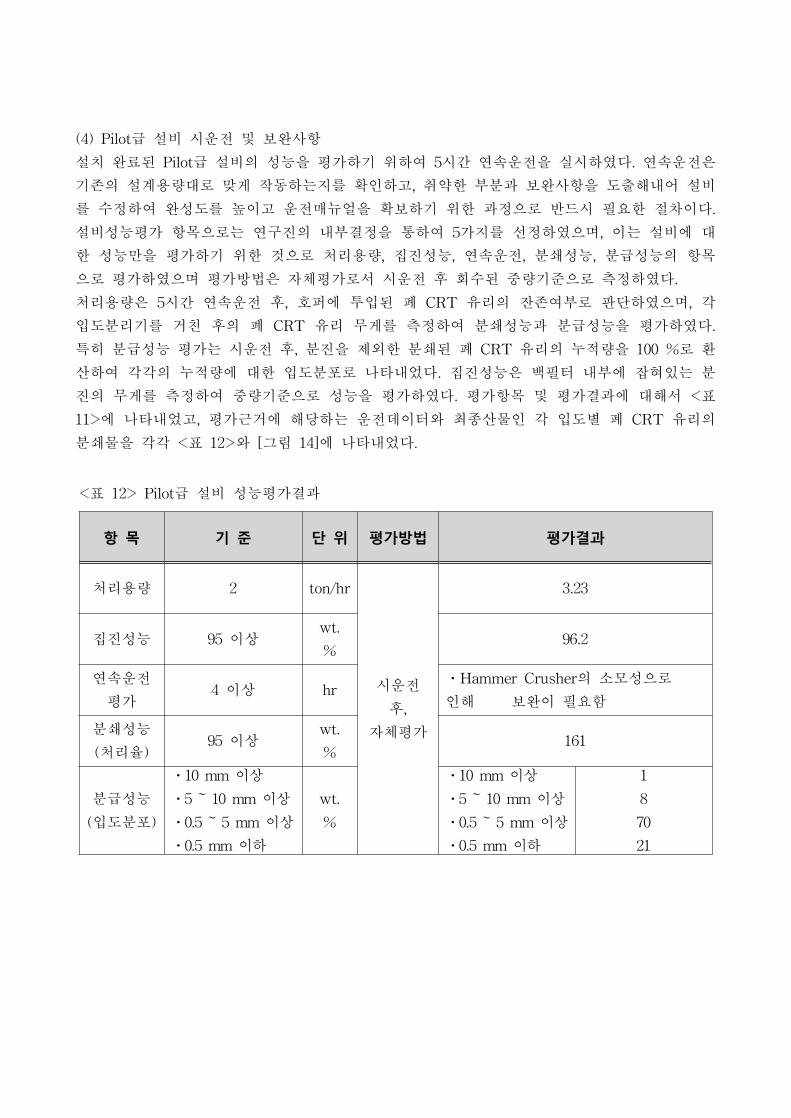
처리용량은 5시간 연속운전 후, 호퍼에 투입된 폐 CRT 유리의 잔존여부로 판단하였으며, 각
입도분리기를 거친 후의 폐 CRT 유리 무게를 측정하여 분쇄성능과 분급성능을 평가하였다.
특히 분급성능 평가는 시운전 후, 분진을 제외한 분쇄된 폐 CRT 유리의 누적량을 100 %로 환
산하여 각각의 누적량에 대한 입도분포로 나타내었다. 집진성능은 백필터 내부에 잡혀있는 분
진의 무게를 측정하여 중량기준으로 성능을 평가하였다. 평가항목 및 평가결과에 대해서 <표
11>에 나타내었고, 평가근거에 해당하는 운전데이터와 최종산물인 각 입도별 폐 CRT 유리의
분쇄물을 각각 <표 12>와 [그림 14]에 나타내었다.
항 목 기 준 단 위 평가방법 평가결과
처리용량 2 ton/hr
시운전
후,
자체평가
3.23
집진성능 95 이상wt.
%96.2
연속운전
평가4 이상 hr
⋅Hammer Crusher의 소모성으로
인해 보완이 필요함
분쇄성능
(처리율)95 이상
wt.
%161
분급성능
(입도분포)
⋅10 mm 이상
⋅5 ~ 10 mm 이상
⋅0.5 ~ 5 mm 이상
⋅0.5 mm 이하
wt.
%
⋅10 mm 이상
⋅5 ~ 10 mm 이상
⋅0.5 ~ 5 mm 이상
⋅0.5 mm 이하
1
8
70
21
<표 12> Pilot급 설비 성능평가결과
시운전
일자
시간당
처리량
(kg/hr)
실제
처리시
간
출고확인(wt. %)
0.5 mm
이하
0.5 ~ 5
mm
5 ~ 10
mm
10 mm
이상
분진 및
기타
2012.12.04 3,763 4.8
19.13 66.69 7.96 1.52 4.70
2012.12.05 3,242 7
2012.12.10 2,691 3.6 24.56 68.11 4.85 0.31 0.72
<표 13> 시운전 결과
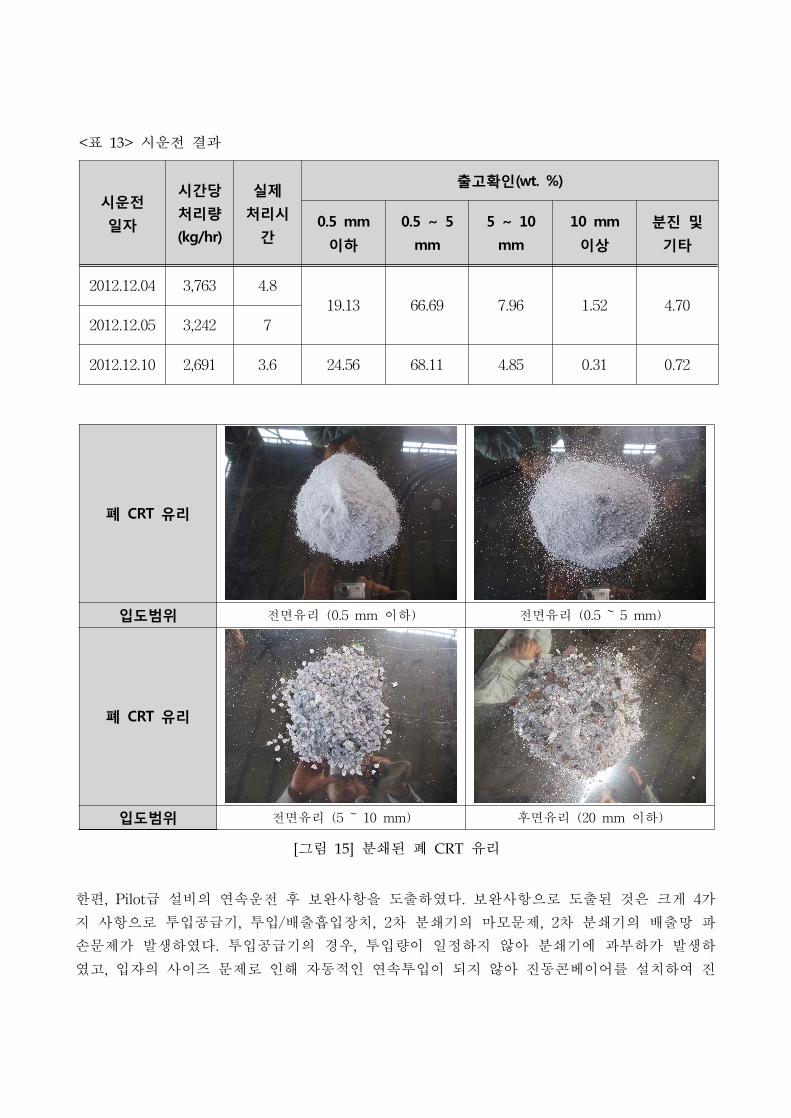
폐 CRT 유리
입도범위 전면유리 (0.5 mm 이하) 전면유리 (0.5 ~ 5 mm)
폐 CRT 유리
입도범위 전면유리 (5 ~ 10 mm) 후면유리 (20 mm 이하)
[그림 15] 분쇄된 폐 CRT 유리
한편, Pilot급 설비의 연속운전 후 보완사항을 도출하였다. 보완사항으로 도출된 것은 크게 4가
지 사항으로 투입공급기, 투입/배출흡입장치, 2차 분쇄기의 마모문제, 2차 분쇄기의 배출망 파
손문제가 발생하였다. 투입공급기의 경우, 투입량이 일정하지 않아 분쇄기에 과부하가 발생하
였고, 입자의 사이즈 문제로 인해 자동적인 연속투입이 되지 않아 진동콘베이어를 설치하여 진
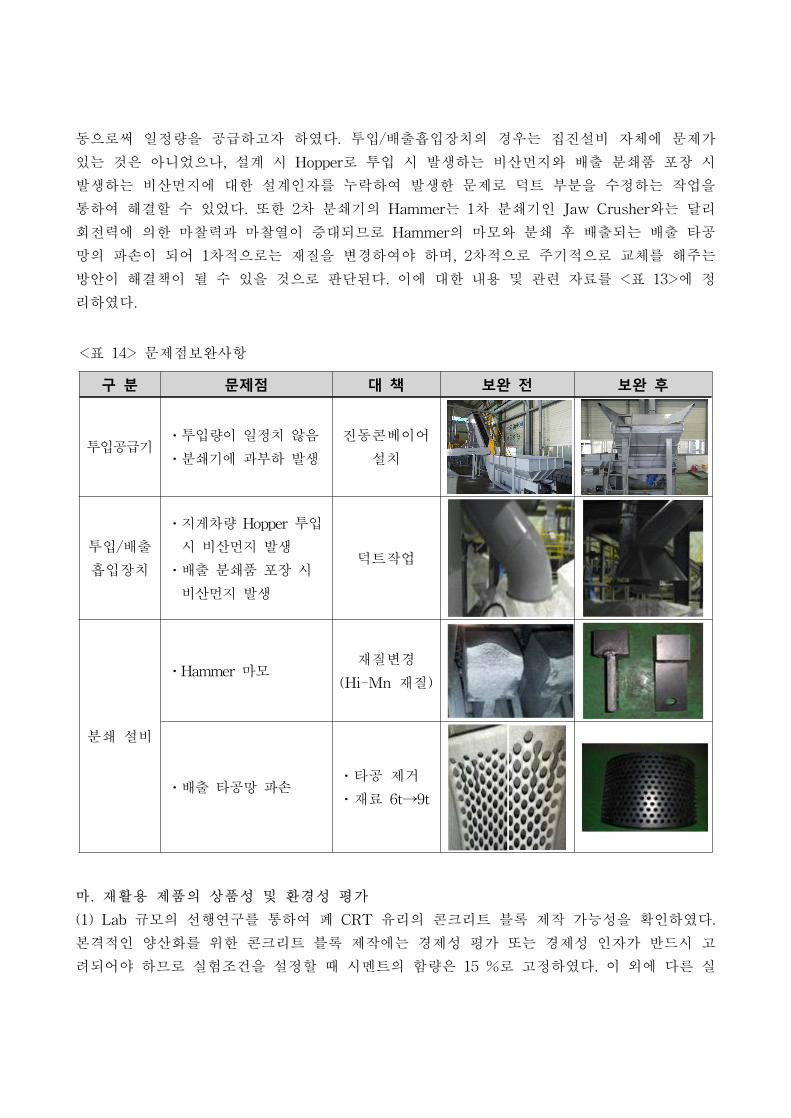
동으로써 일정량을 공급하고자 하였다. 투입/배출흡입장치의 경우는 집진설비 자체에 문제가
있는 것은 아니었으나, 설계 시 Hopper로 투입 시 발생하는 비산먼지와 배출 분쇄품 포장 시
발생하는 비산먼지에 대한 설계인자를 누락하여 발생한 문제로 덕트 부분을 수정하는 작업을
통하여 해결할 수 있었다. 또한 2차 분쇄기의 Hammer는 1차 분쇄기인 Jaw Crusher와는 달리
회전력에 의한 마찰력과 마찰열이 증대되므로 Hammer의 마모와 분쇄 후 배출되는 배출 타공
망의 파손이 되어 1차적으로는 재질을 변경하여야 하며, 2차적으로 주기적으로 교체를 해주는
방안이 해결책이 될 수 있을 것으로 판단된다. 이에 대한 내용 및 관련 자료를 <표 13>에 정
리하였다.
구 분 문제점 대 책 보완 전 보완 후
투입공급기⋅투입량이 일정치 않음
⋅분쇄기에 과부하 발생
진동콘베이어
설치
투입/배출
흡입장치
⋅지게차량 Hopper 투입
시 비산먼지 발생
⋅배출 분쇄품 포장 시
비산먼지 발생
덕트작업
분쇄 설비
⋅Hammer 마모재질변경
(Hi-Mn 재질)
⋅배출 타공망 파손⋅타공 제거
⋅재료 6t→9t
<표 14> 문제점보완사항
마. 재활용 제품의 상품성 및 환경성 평가
(1) Lab 규모의 선행연구를 통하여 폐 CRT 유리의 콘크리트 블록 제작 가능성을 확인하였다.
본격적인 양산화를 위한 콘크리트 블록 제작에는 경제성 평가 또는 경제성 인자가 반드시 고
려되어야 하므로 실험조건을 설정할 때 시멘트의 함량은 15 %로 고정하였다. 이 외에 다른 실

험조건들은 Lab 규모와 동일하게 적용하였으며, 콘크리트 블록 제작 조건은 <표 14>와 같다.
또한 상기된 조건과 같이 제작하였고, 각 조건 당 100장의 콘크리트 블록을 제작하였으며, 제
작 공정은 [그림 15]에 나타내었다.
구 분 시멘트 모래 석분 CRTP W/C
C0
(Standard)15% 33% 52% 0% 25%
모래대체
(0.5~5 mm)
C1 (C 20%)
15%
26%
52%
7%
25%
C2 (C 30%) 23% 10%
C3 (C 50%) 16% 17%
석분대체
(5~10 mm)
C4 (C 20%)33%
42% 10%
C5 (C 30%) 36% 16%
C6 (C 50%) 26% 26%
모래와
석분대체
(0.5 ~ 10 mm)
C7 (C 20%) 30% 47% 9%
C8 (C 30%) 28% 44% 13%
C9 (C 50%) 25% 39% 21%
<표 15> 콘크리트 블록 제작 조건
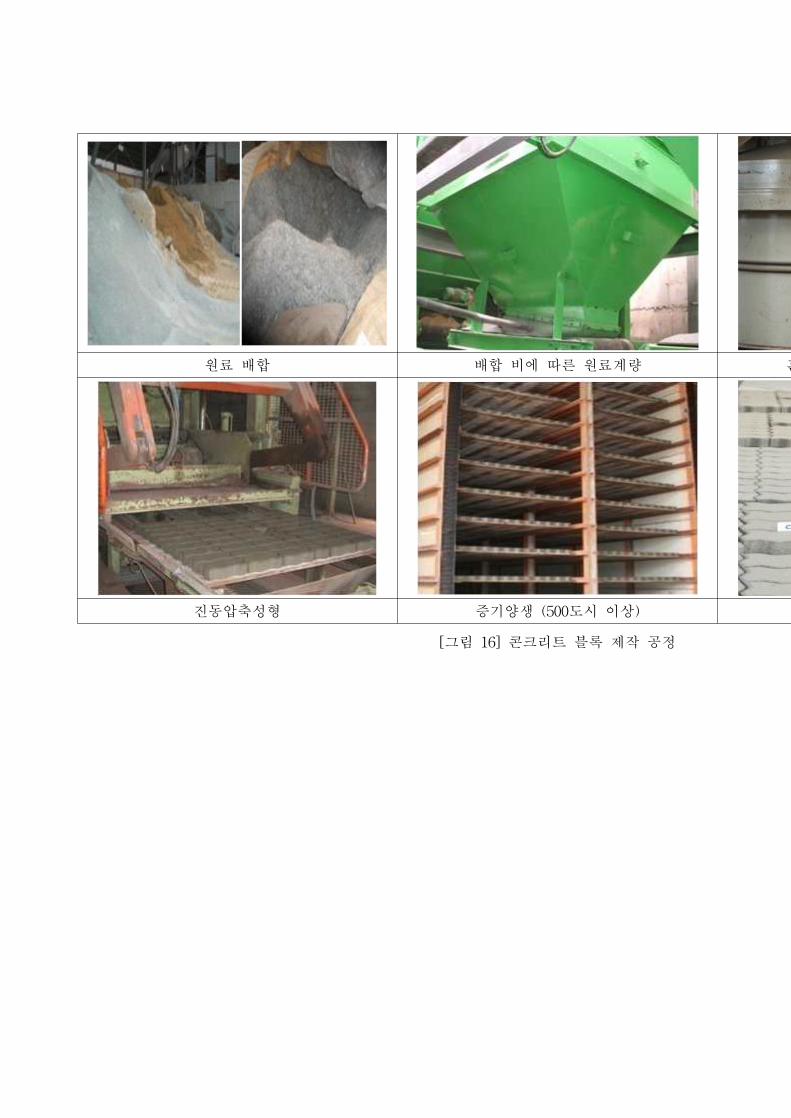
원료 배합 배합 비에 따른 원료계량 혼합 (혼합시간 : 4분 30초)
진동압축성형 증기양생 (500도시 이상) 적재
[그림 16] 콘크리트 블록 제작 공정
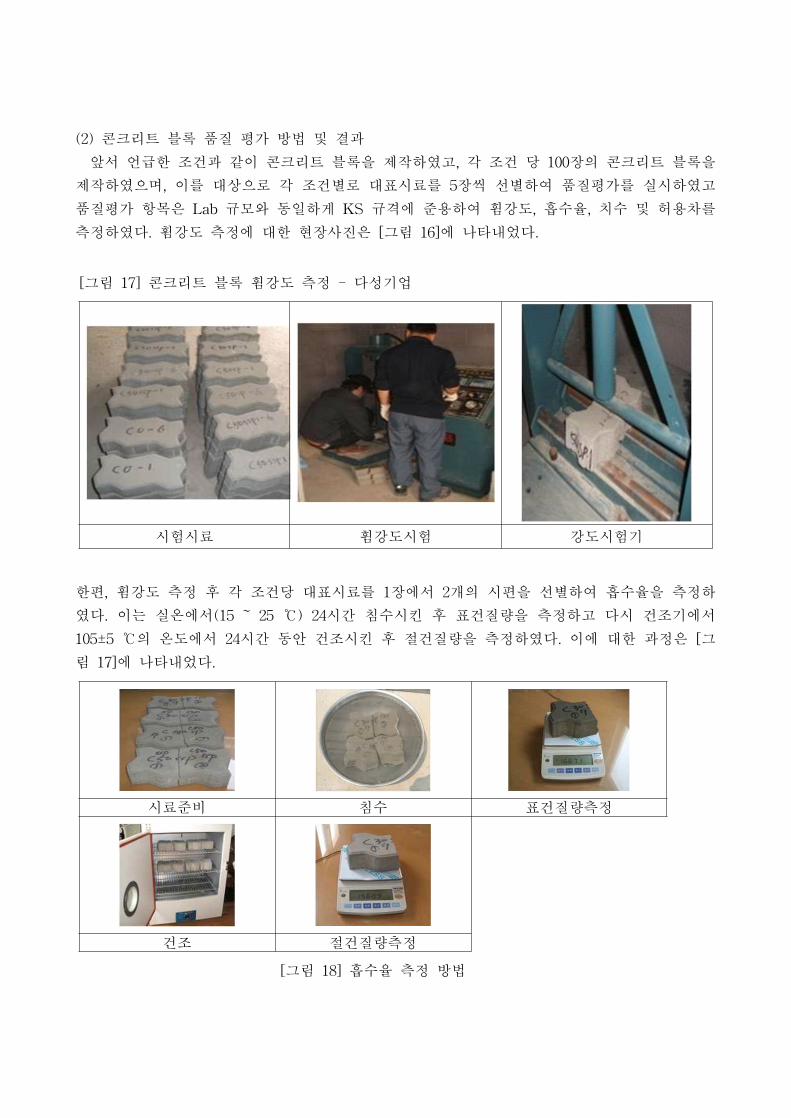
(2) 콘크리트 블록 품질 평가 방법 및 결과
앞서 언급한 조건과 같이 콘크리트 블록을 제작하였고, 각 조건 당 100장의 콘크리트 블록을
제작하였으며, 이를 대상으로 각 조건별로 대표시료를 5장씩 선별하여 품질평가를 실시하였고
품질평가 항목은 Lab 규모와 동일하게 KS 규격에 준용하여 휨강도, 흡수율, 치수 및 허용차를
측정하였다. 휨강도 측정에 대한 현장사진은 [그림 16]에 나타내었다.
시험시료 휨강도시험 강도시험기
[그림 17] 콘크리트 블록 휨강도 측정 - 다성기업
한편, 휨강도 측정 후 각 조건당 대표시료를 1장에서 2개의 시편을 선별하여 흡수율을 측정하
였다. 이는 실온에서(15 ~ 25 ℃) 24시간 침수시킨 후 표건질량을 측정하고 다시 건조기에서
105±5 ℃의 온도에서 24시간 동안 건조시킨 후 절건질량을 측정하였다. 이에 대한 과정은 [그
림 17]에 나타내었다.
시료준비 침수 표건질량측정
건조 절건질량측정
[그림 18] 흡수율 측정 방법
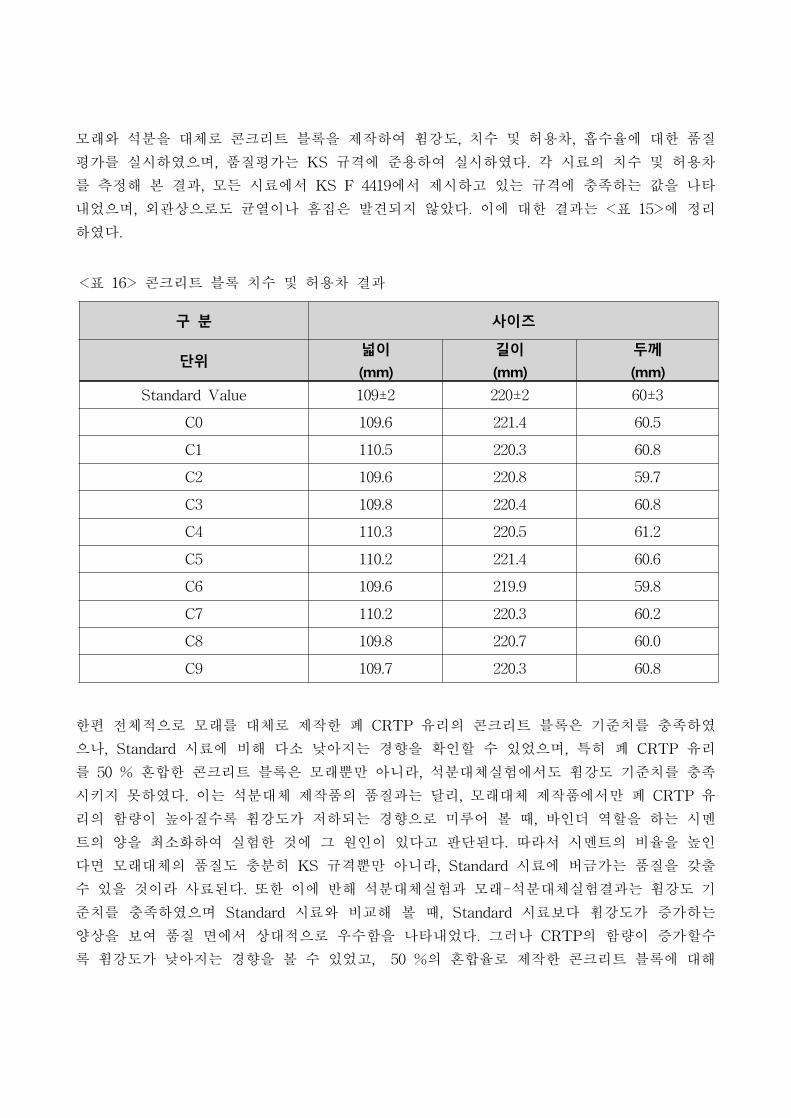
모래와 석분을 대체로 콘크리트 블록을 제작하여 휨강도, 치수 및 허용차, 흡수율에 대한 품질
평가를 실시하였으며, 품질평가는 KS 규격에 준용하여 실시하였다. 각 시료의 치수 및 허용차
를 측정해 본 결과, 모든 시료에서 KS F 4419에서 제시하고 있는 규격에 충족하는 값을 나타
내었으며, 외관상으로도 균열이나 흠집은 발견되지 않았다. 이에 대한 결과는 <표 15>에 정리
하였다.
구 분 사이즈
단위넓이
(mm)
길이
(mm)
두께
(mm)
Standard Value 109±2 220±2 60±3
C0 109.6 221.4 60.5
C1 110.5 220.3 60.8
C2 109.6 220.8 59.7
C3 109.8 220.4 60.8
C4 110.3 220.5 61.2
C5 110.2 221.4 60.6
C6 109.6 219.9 59.8
C7 110.2 220.3 60.2
C8 109.8 220.7 60.0
C9 109.7 220.3 60.8
<표 16> 콘크리트 블록 치수 및 허용차 결과
한편 전체적으로 모래를 대체로 제작한 폐 CRTP 유리의 콘크리트 블록은 기준치를 충족하였
으나, Standard 시료에 비해 다소 낮아지는 경향을 확인할 수 있었으며, 특히 폐 CRTP 유리
를 50 % 혼합한 콘크리트 블록은 모래뿐만 아니라, 석분대체실험에서도 휨강도 기준치를 충족
시키지 못하였다. 이는 석분대체 제작품의 품질과는 달리, 모래대체 제작품에서만 폐 CRTP 유
리의 함량이 높아질수록 휨강도가 저하되는 경향으로 미루어 볼 때, 바인더 역할을 하는 시멘
트의 양을 최소화하여 실험한 것에 그 원인이 있다고 판단된다. 따라서 시멘트의 비율을 높인
다면 모래대체의 품질도 충분히 KS 규격뿐만 아니라, Standard 시료에 버금가는 품질을 갖출
수 있을 것이라 사료된다. 또한 이에 반해 석분대체실험과 모래-석분대체실험결과는 휨강도 기
준치를 충족하였으며 Standard 시료와 비교해 볼 때, Standard 시료보다 휨강도가 증가하는
양상을 보여 품질 면에서 상대적으로 우수함을 나타내었다. 그러나 CRTP의 함량이 증가할수
록 휨강도가 낮아지는 경향을 볼 수 있었고, 50 %의 혼합율로 제작한 콘크리트 블록에 대해
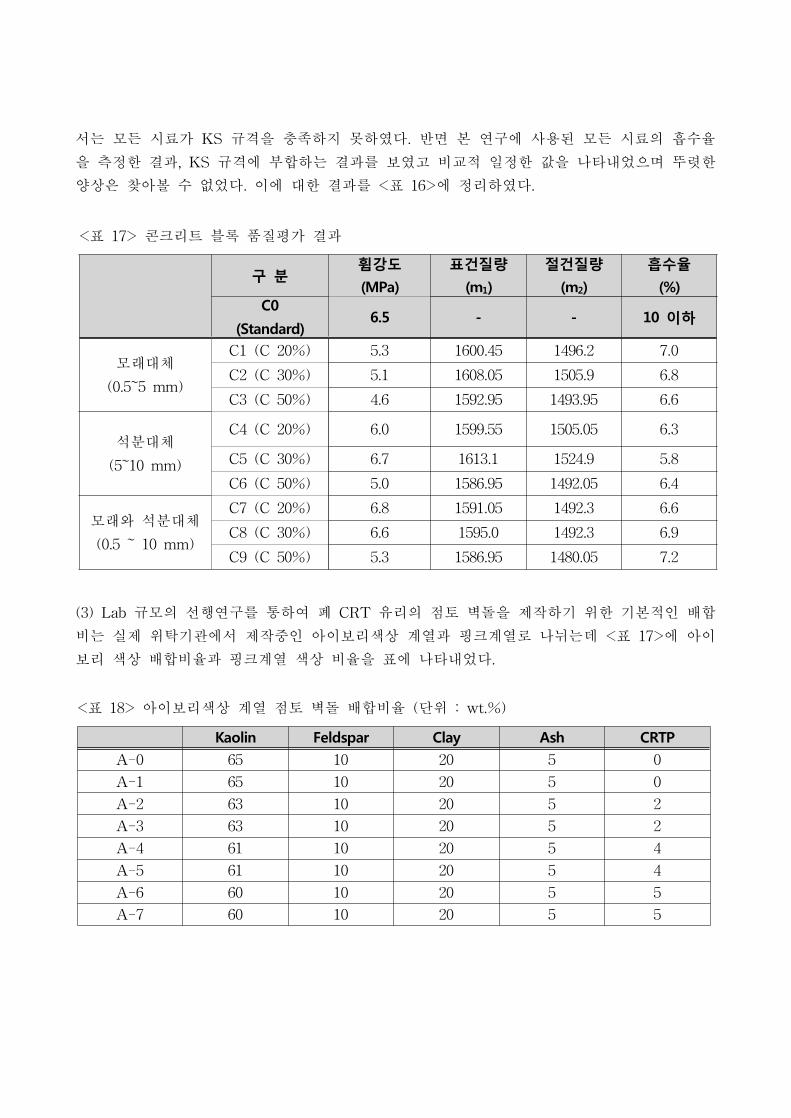
서는 모든 시료가 KS 규격을 충족하지 못하였다. 반면 본 연구에 사용된 모든 시료의 흡수율
을 측정한 결과, KS 규격에 부합하는 결과를 보였고 비교적 일정한 값을 나타내었으며 뚜렷한
양상은 찾아볼 수 없었다. 이에 대한 결과를 <표 16>에 정리하였다.
구 분휨강도
(MPa)
표건질량
(m1)
절건질량
(m2)
흡수율
(%)C0
(Standard)6.5 - - 10 이하
모래대체
(0.5~5 mm)
C1 (C 20%) 5.3 1600.45 1496.2 7.0
C2 (C 30%) 5.1 1608.05 1505.9 6.8
C3 (C 50%) 4.6 1592.95 1493.95 6.6
석분대체
(5~10 mm)
C4 (C 20%) 6.0 1599.55 1505.05 6.3
C5 (C 30%) 6.7 1613.1 1524.9 5.8
C6 (C 50%) 5.0 1586.95 1492.05 6.4
모래와 석분대체
(0.5 ~ 10 mm)
C7 (C 20%) 6.8 1591.05 1492.3 6.6
C8 (C 30%) 6.6 1595.0 1492.3 6.9
C9 (C 50%) 5.3 1586.95 1480.05 7.2
<표 17> 콘크리트 블록 품질평가 결과
(3) Lab 규모의 선행연구를 통하여 폐 CRT 유리의 점토 벽돌을 제작하기 위한 기본적인 배합
비는 실제 위탁기관에서 제작중인 아이보리색상 계열과 핑크계열로 나뉘는데 <표 17>에 아이
보리 색상 배합비율과 핑크계열 색상 비율을 표에 나타내었다.
Kaolin Feldspar Clay Ash CRTP
A-0 65 10 20 5 0
A-1 65 10 20 5 0
A-2 63 10 20 5 2
A-3 63 10 20 5 2
A-4 61 10 20 5 4
A-5 61 10 20 5 4
A-6 60 10 20 5 5
A-7 60 10 20 5 5
<표 18> 아이보리색상 계열 점토 벽돌 배합비율 (단위 : wt.%)
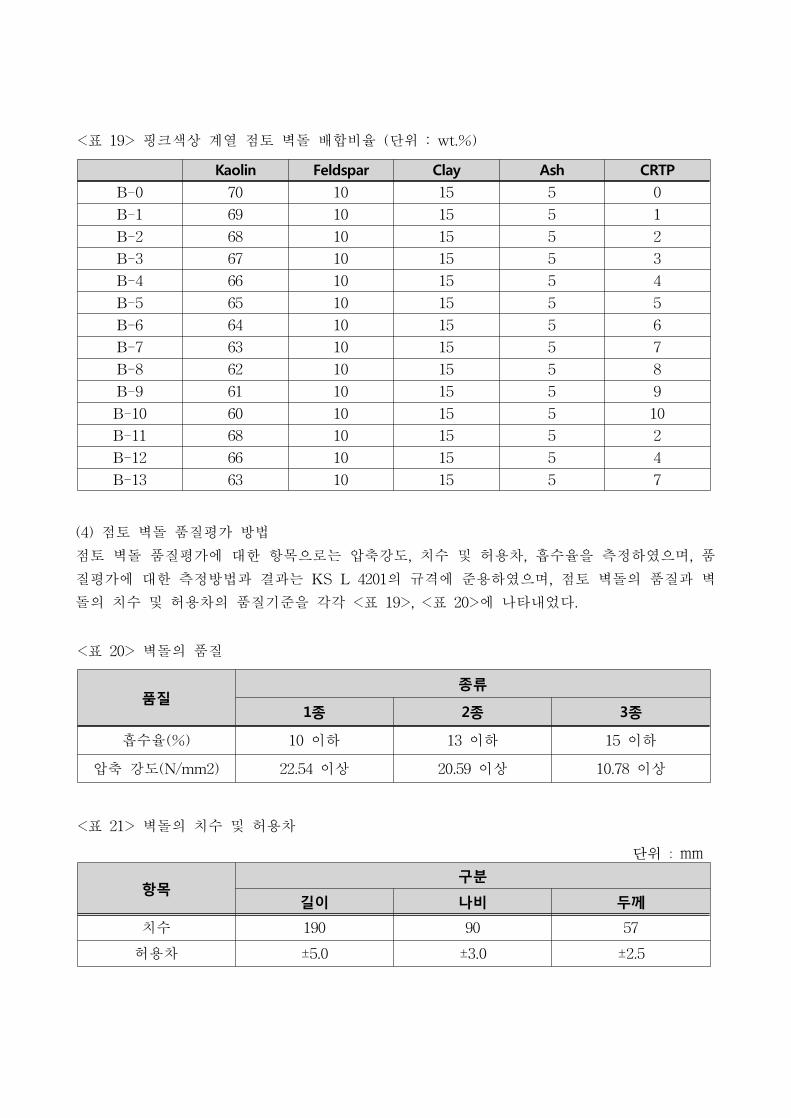
Kaolin Feldspar Clay Ash CRTP
B-0 70 10 15 5 0
B-1 69 10 15 5 1
B-2 68 10 15 5 2
B-3 67 10 15 5 3
B-4 66 10 15 5 4
B-5 65 10 15 5 5
B-6 64 10 15 5 6
B-7 63 10 15 5 7
B-8 62 10 15 5 8
B-9 61 10 15 5 9
B-10 60 10 15 5 10
B-11 68 10 15 5 2
B-12 66 10 15 5 4
B-13 63 10 15 5 7
<표 19> 핑크색상 계열 점토 벽돌 배합비율 (단위 : wt.%)
(4) 점토 벽돌 품질평가 방법
점토 벽돌 품질평가에 대한 항목으로는 압축강도, 치수 및 허용차, 흡수율을 측정하였으며, 품
질평가에 대한 측정방법과 결과는 KS L 4201의 규격에 준용하였으며, 점토 벽돌의 품질과 벽
돌의 치수 및 허용차의 품질기준을 각각 <표 19>, <표 20>에 나타내었다.
품질종류
1종 2종 3종
흡수율(%) 10 이하 13 이하 15 이하
압축 강도(N/mm2) 22.54 이상 20.59 이상 10.78 이상
<표 20> 벽돌의 품질
단위 : mm
항목구분
길이 나비 두께
치수 190 90 57
허용차 ±5.0 ±3.0 ±2.5
<표 21> 벽돌의 치수 및 허용차

① 압축강도 측정 방법
시료의 조작은 미리 (110±5) ℃의 공기 중탕에서 건조하고, 24시간 후에 꺼내어 실온까지 방랭
한다. 벽돌의 190 mm × 90 mm의 면을 가압면으로 하고, 미리 시료마다 개구부를 포함하는
가압 면적 A(mm2)을 구한다. 가압면에는 필요에 따라 종이 조각 등을 끼워 균일하게 가압한
다. 가압 속도는 매초 0.49 ~ 0.98 N/mm2로 하여, 시료가 파괴되었을 때의 최대 하중 W(N)을
측정한다. 압축강도의 계산은 다음 식에 따르고 KS A 3251-1에 따라 벽돌의 압축 강도는 시
료 5개 계산값의 평균값을 정수 자리로 끝맺음하여 보고한다.
여기에서
C : 압축 강도(N/mm2)
A : 개구부를 포함하는 가압 면적(mm2)
W : 최대 하중(N)
② 치수 및 치수 허용차 측정 방법
시료의 흡수율의 측정에는 <표 19>에 규정된 치수의 벽돌을 사용하고, 압축 강도의 시험에는
<표 19>에 규정된 치수의 벽돌을 사용하고 190 mm × 90 mm의 면을 시험한다. 시료의 개수
는 5개로 하며, 시료의 겉모양은 육안으로 조사한다. 시료의 치수의 측정은 KS B 5246에 규정
하는 최소 눈금 1mm의 금속제 곧은자 또는 이것과 동등 이상의 정밀도를 가진 길이계를 사용
한다.
③ 흡수율 측정 방법
흡수율 측정은 우선 시료를 (110±5) ℃의 공기 중탕 속에서 24시간 건조하여 실온까지 식힌
후 무게를 달고, 이것을 건조 무게 m1(g)로 한다. 그 후, 이 시료를 즉시 (20±5) ℃의 물속에
24시간 담가 두며, 이 때 시료 상부와 수면 사이의 거리는 50 ~ 60 mm로 한다. 이것을 물속에
서 꺼내어 재빨리 젖은 헝겊으로 표면의 수분을 닦고, 즉시 무게를 달아 이것을 수분을 포함한
무게 m2 (g)로 한다. 흡수율은 다음 식에 따라 계산하고 소수점 이하 첫째 자리에서 끝맺음한
다.
×
여기에서
a : 흡수율(%)
m1 : 건조 무게(g)
m2 : 수분을 포함한 무게(g)
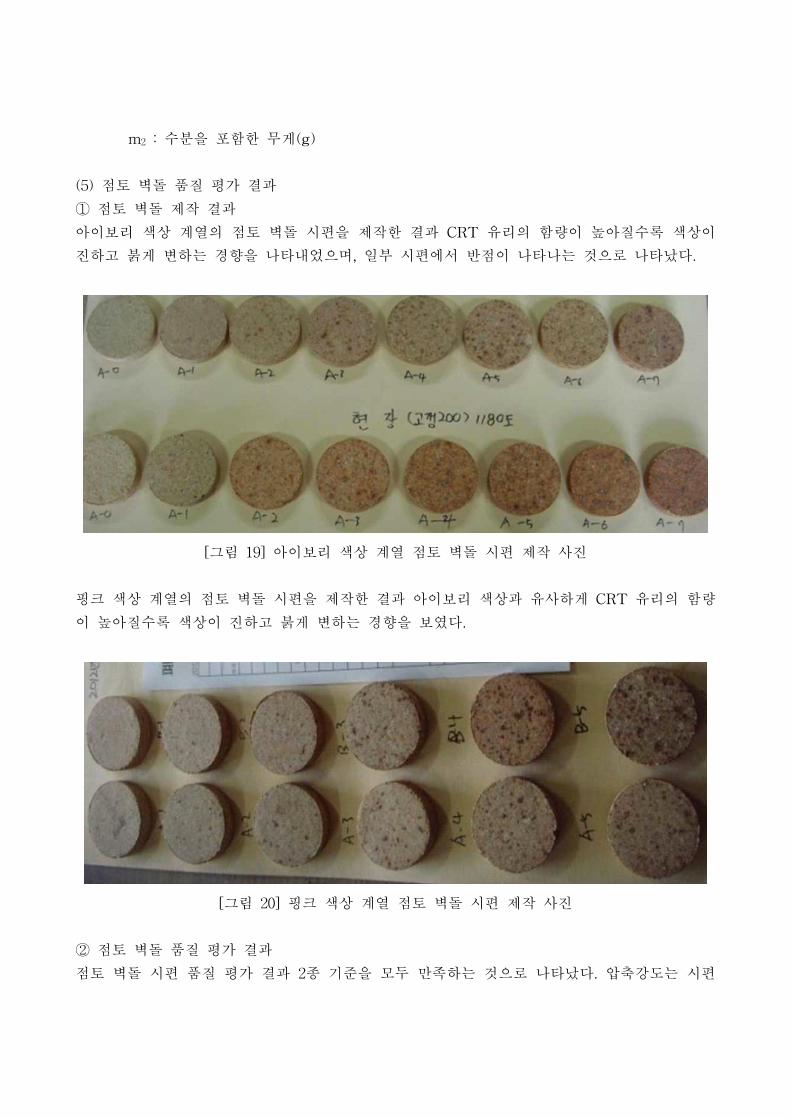
(5) 점토 벽돌 품질 평가 결과
① 점토 벽돌 제작 결과
아이보리 색상 계열의 점토 벽돌 시편을 제작한 결과 CRT 유리의 함량이 높아질수록 색상이
진하고 붉게 변하는 경향을 나타내었으며, 일부 시편에서 반점이 나타나는 것으로 나타났다.
[그림 19] 아이보리 색상 계열 점토 벽돌 시편 제작 사진
핑크 색상 계열의 점토 벽돌 시편을 제작한 결과 아이보리 색상과 유사하게 CRT 유리의 함량
이 높아질수록 색상이 진하고 붉게 변하는 경향을 보였다.
[그림 20] 핑크 색상 계열 점토 벽돌 시편 제작 사진
② 점토 벽돌 품질 평가 결과
점토 벽돌 시편 품질 평가 결과 2종 기준을 모두 만족하는 것으로 나타났다. 압축강도는 시편

테스트가 기본이 되나 시편 제작에 수동으로 제작하게 되고 또한 시편 성형을 위해 압축할 때
진공상태가 완벽하게 이루어지지 못해 실제 점토벽돌을 제작하는 경우보다 압축강도가 낮게
나타나는 것으로 알려져 있다. 이것으로 미루어 볼 때 압축 강도가 다소 높아지는 것을 감안하
면 아이보리 색상 계열을 점토 벽돌에 CRT유리가 들어갈 수 있는 양은 5% 이하로 판단할 수
있으며 실제 사이즈 제작 시 1종 점토 벽돌 기준을 충족할 수 있을 것으로 판단된다.
핑크 색상 계열 점토 벽돌 시편 품질 평가 결과 아이보리 색상 계열 보다는 평균적으로 높은
압축 강도를 나타 내었으며, CRT 유리 함량 10%일 때 2종 기준을 만족하는 것으로 나타났다.
앞서 언급한 바와 같이 실제 점토 벽돌 사이즈에서는 다소 높은 압축 강도가 되므로 실제 판
매되는 색상에 맞추기 위한 색상 조절이 필요한 경우를 제외하고 핑크 색상 계열 점토 벽돌의
경우 CRT유리가 들어갈 수 있는 양은 10% 이하로 판단되며, 실제 사이 제작 시 1종 점토 벽
돌 기준을 충족할 수 있을 것으로 판단된다. 1차 양산으로 CRT유리를 1.9%(wt.%) 배합하여
약 2톤의 유리를 사용하여 37,000장의 1차 점토 벽돌 양산을 실시하였으며, 2차 양산으로
2.1%(wt.%) 배합하여 36,000장의 2차 점토 벽돌 양산을 실시하였다. 1차 배합비율로 했을 때
없었던 문제점인 벽돌끼리의 접착문제로 인하여 3차 양산에서는 1.9%(wt.%)로 낮추어 48,000
장을 실제 양산 시스템에 적용하여 생산하였다. 압축강도 및 흡수율은 2종 점토 벽돌의 기준을
모두 만족하였으며, 2차 양산의 경우 점토벽돌의 접착 문제로 인하여 허용차가 만족되지 못하
는 것으로 나타났다.
압축강도 (N/mm2) 흡수율 (wt.%) 허용차
A-0 22.32 9.7 만족
A-1 22.13 9.3 만족
A-2 20.62 8.5 만족
A-3 21.12 8.5 만족
A-4 22.73 9.0 만족
A-5 22.61 8.9 만족
A-6 21.30 8.9 만족
A-7 22.00 9.5 만족
<표 22> 아이보리색상 계열 점토 벽돌 시편 품질 평가 결과

압축강도 (N/mm2) 흡수율 (wt.%) 허용차
B-0 22.61 8.2 만족
B-1 22.72 8.9 만족
B-2 23.53 8.7 만족
B-3 21.42 9.2 만족
B-4 22.81 9.0 만족
B-5 21.56 8.5 만족
B-6 21.49 9.0 만족
B-7 21.36 9.3 만족
B-8 22.05 8.7 만족
B-9 22.04 8.6 만족
B-10 21.43 8.8 만족
B-11 22.34 8.2 만족
B-12 21.84 8.6 만족
B-13 23.01 9.2 만족
<표 23> 핑크색상 계열 점토 벽돌 시편 품질 평가 결과
→ →
제토공정 성형 건조
→ →
적재 소성 포장 및 출하
[그림 21] 점토 벽돌 양산화 공정

[그림 22] 점토 벽돌 양산화 시험생산
바. 시공성 평가 및 SOP
(1) 시공성을 평가하기 위하여 ㈜한국전자제품자원순환센터 입구 1 km에 아래 사진과 같이 경
계석을 설치하였으며, ㈜나래알씨에 Test-bed에 점토벽돌 및 콘크리트 블록을 설치하였다. 시
공성 평가는 콘크리트 블록 및 점토벽돌 업체 각각 10개 업체를 선정하여 실제 CRT 유리를
적용한 재활용 제품을 실제 시공한 후 설문 평가를 실시하였다. 설문 평가의 항목은 총 10개
항목으로 외형, 강도, 공사 시방 준수 가능 여부, 양생 시간, 변형도, 흡수율, 중량차, 불량률,
소비자 선호도, 가격 경쟁력으로 하여 1점에서 10점까지 배점을 주어 설문 평가를 실시하였으
며, Standing Operating Procedure을 작성하였다. 설문평가 결과 전반적으로 우수한 평가결과
를 얻었으며, 실제 설치된 제품들의 사진은 아래에 나타내었다.

[그림 23] 콘크리트 경계석 설치 사진

[그림 24] 콘크리트 블록 설치 사진 [그림 25] 점토벽돌 설치 사진
사. 후면유리 납회수
(1) CRT 유리는 전면유리(Panel)와 후면유리(Funnel)로 나뉘는데 이것은 CRT 모니터의 구조
적 특성에 기인하여 전면유리와 후면유리의 성분이 다르다. XRF분석결과 전면유리에는 BaO가
약 10%를 포함하고 있으며, 후면유리에는 PbO가 약 20%를 포함하고 있는 것으로 분석되었다.
이를 기반으로 하여, 후면유리를 A업체에 2013년에 약 3,300톤을 공급하였으며, 업체의 보안유
지 사정으로 인하여 정확한 실험치를 제공할 수는 없으나, 개략적으로 사용내용을 알 수 있었
다. 기존 원재 사용량은 기존 재생 주물사 SiO2를 80%에서 20%로 낮추었으며, 원재와 CRT
유리의 혼합비율을 약 6%가량으로 하는 것으로 알려졌다. 납회수율은 96%로 나타났으며, 부산
물인 slag의 발생량은 후면 유리를 사용하기 전과 후가 동일했다.
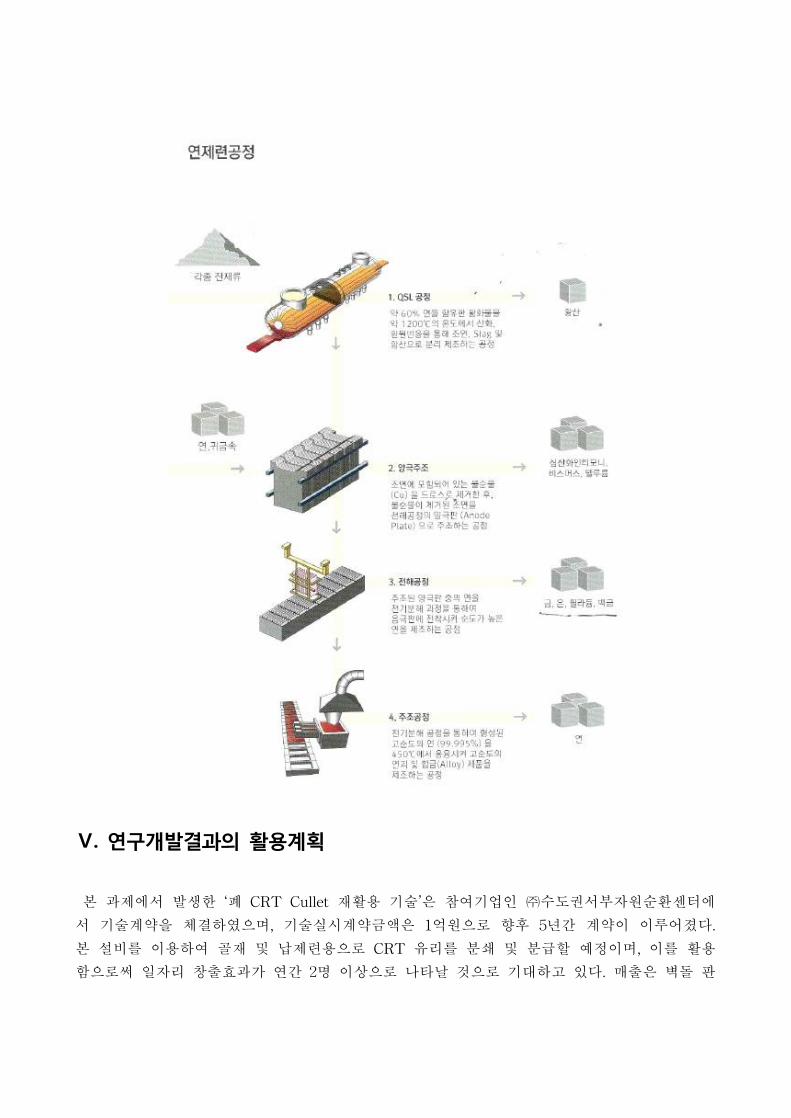
Ⅴ. 연구개발결과의 활용계획
본 과제에서 발생한 ‘폐 CRT Cullet 재활용 기술’은 참여기업인 ㈜수도권서부자원순환센터에
서 기술계약을 체결하였으며, 기술실시계약금액은 1억원으로 향후 5년간 계약이 이루어졌다.
본 설비를 이용하여 골재 및 납제련용으로 CRT 유리를 분쇄 및 분급할 예정이며, 이를 활용
함으로써 일자리 창출효과가 연간 2명 이상으로 나타날 것으로 기대하고 있다. 매출은 벽돌 판
매를 통하여 연간 약 3억원 이상의 매출 효과를 달성할 것으로 기대하고 있다.
가. 국내 폐 CRT 유리 재활용 방안을 CtC 방법이 아닌 CtOP 방법 중 점토 벽돌, 콘크리트 블
록 생산 상용화 기술을 마련하여 재활용 기술 경쟁력 확보가 가능하도록 함.
나. 폐 CRT 유리 혼합 점토 벽돌, 콘크리트 블록 상용화 기술을 개발함으로써, 국내의 폐
CRT 유리의 처리와 국외의 폐 CRT 유리의 처리가 가능할 것으로 판단되며, 나아가 기술 수
출이 가능할 것으로 판단됨.
다. 폐 CRT 유리를 기존에 사용해오던 골재대체물질로 사용하게 되면 원재료의 사용량이 감
소하여 시멘트의 제조 시에 발생하는 CO2의 발생량을 줄일 수 있으며, 처리한 폐 CRT유리의
양만큼 매립의 양도 줄어들어 매립지수명연장에 큰 기여를 할 수 있을 것으로 사료됨.
라. 사업화계획
구분사업화 연도
년도 년도 년도 년도 년도
개발계획품목
투자계획
소요인원
제조시설
시험시설
생산계획(톤)
판매계획
(억원)
내수
수출
계
마. 무역수지 개선효과
구분 년도 년도 년도 년도 년도
수입대체효과(억원)
수 출 효 과(억원)
※ 산출근거 :
바. 사업화가능성 SWOT 분석
강점(Strength) 약점(Weakness)
폐 CRT 유리 전용 분쇄▪분급기 부재에
따른 기술 선점
단시간 내에 기술개발이 완료되어야 하며,
환경부하가 적어야함
위기(Threat) 기회(Opportunity)
기존의 분쇄▪분급기술이 상당부분 발전해
있음
통합시스템을 신속하게 개발함으로써 현재
도래한 CRT 유리처리에 적절한 방안이 될
수 있음

편집순서 5. 영문요약문
SUMMARY
(영문요약문)
Ⅰ. Title◦ Total Prodect Name :Recycling Technology Development of CRT Glass Waste
◦ Unit Research Project 1 : Recycling Technology of CRT Glass Waste by
Incorporating in Concrete Bricks
◦ Unit Research Project 2 : Recycling Technology of CRT Glass Waste by
Incorporating in Clay Bricks
Ⅱ. The Objective & Necessity of the ResearchTotal recycling technology development of CRT glass waste Consumers
increasingly prefer HDTV, including LCD, LED, and plasma TVs, and the
existing analog TV broadcasting system has been switched to digital
broadcasting at the end of 2012 in Korea. Even for computer monitors,
CRT monitors are no longer preferred because of customers’ increasing
desire for thinner and lighter monitors and mobile computers. It is
anticipated that these shifts will lead to a dramatic increase in disposal of
analog TV sets. In 2012, it is estimated that about 117 thousand tons of
CRT glass waste will be generated in Korea. CRT glass waste is not only
Korea’s own problem but also global issue, which needs worldwide
attentions and measures in conserving useful resources and preventing
groundwater pollution from heavy metals contained in CRT glass waste. It
is important to develop the best available technologies (BATs) to recycle
CRT glass waste properly in short times.

Ⅲ. Contents and ScopeIn this Research, prompt technology development of waste CRT glass to
other products with the use of crushing CRT glass to concrete blocks and
clay bricks was applied. We made a CRT glass crusher and distributor. The
applicability tests were conducted for recycling panel of CRT glass as raw
materials as aggregates for concrete blocks and clay bricks. The assessing
quality were conducted for manufactured concrete bricks and clay bricks
using the Korean Standard (KS). We proposed commercialization manual of
concrete and clay bricks manufacturing. We were leaching test for using
CRT glass concrete and clay bricks. The applicability tests were conducted
for recycling funnel of CRT glass as raw materials as lead smelting
Ⅳ. ResultsWe installed a pilot-scale 2 tons/hr crusher in Co. Narae R/C. The crushed
CRT glass can be used as aggregates. The concrete bricks were able to
replace 30 wt.% of CRT glass for aggregates and satisfied in KS. The clay
bricks had under 2 wt.% of CRT glass and satisfied in KS. We proposed
commercialization manual of concrete and clay bricks manufacturing.
We installed the recycled products produced in this system. Constructability
evaluation results were high scores. Leaching test results significantly lower
than the reference value, so to ensure safety. Lead recovery rate were 96%.
Ⅴ. Business Application Based the OutcomesUsing this system, it will supply the CRT glass for the aggregate and lead
smelting. The effect of job creation is expected to be more than 2 people
per yerar. We are expected to achieve annual sales of more than 300
million won through bricks sales.
Establishment of a reliable recycling technology of waste CRT glass.
Application of the technology for recycling various types of waste Glass. By
increasing recycling rate, extension of life-span of landfill site.
편집순서 6. 목 차
제 1 장 서 론 ······························································· 1제1절 연구개발과제의 개요 ······································································· 1 1. 연구개발의 목적 및 필요성 ··················································································· 1
2. 연구개발대상 기술의 차별성 ················································································· 3
제2절 연구개발의 국내외 현황 ································································· 5 1. 연구개발의 국내 현황 ···························································································· 5
2. 연구개발의 국외 현황 ·························································································· 10
제3절 연구개발의 내용 및 범위 ····························································· 12 1. 연구개발의 최종목표 ···························································································· 12
2. 연도별 연구개발 목표 및 평가방법 ··································································· 12
3. 연도별 추진체계 ···································································································· 13
제 2 장 연구개발 수행내용 및 결과 ······················· 14제1절 연구개발 결과 및 토의 ································································· 14 1. 폐 CRT 유리 재활용 국내·외 사례조사 ······························································ 14
2. 폐 CRT 유리 기초 물성 분석 ·············································································· 41
3. 폐 CRT 유리 분쇄·분급기 개발 ··········································································· 47
4. 콘크리트 블록 제작 및 품질 평가 ····································································· 69
5. 점토 벽돌 제작 및 품질 평가 ············································································· 97
6. 재활용 제품의 환경성 및 시공성 평가 ···························································· 119
7. Funnel 납제련 ····································································································· 125
8. 폐 CRT 유리 재활용 경제성 분석 ···································································· 126
제2절 연구개발 결과 요약 ···································································· 134 1. 폐 CRT 유리 기초 물성 분석 ············································································ 134
2. Lab-scale 규모의 분쇄 및 분급기 개발 ··························································· 135
3. Lab-scale 규모의 콘크리트 블록 및 점토벽돌 시편제작, 품질평가 ············ 136

4. 폐 CRT 전용 분쇄 및 분급기 운전 및 보완 후 Pilot급 설비 제작 ············· 136
5. 재활용 제품의 상품성 및 환경성 평가 ···························································· 138
6. 시공성 평가 및 SOP ··························································································· 139
7. 후면유리 납회수 ·································································································· 139
제 3 장 목표 달성도 및 관련분야 기여도 ··········· 140제1절 연도별 연구개발목표의 달성도 ················································· 140
제2절 관련분야의 기술발전 기여도(환경적 성과 포함) ···················· 142 1. 경제사회적 성과 ·································································································· 142
2. 과학기술적 성과 ·································································································· 144
3. 환경적 성과 ········································································································· 145
4. 기타성과 ··············································································································· 146
제 4 장 연구개발결과의 활용계획 등 ··················· 147제1절 연구개발 결과의 활용계획 ························································· 147 1. 연구개발결과의 활용방안 ·················································································· 147
2. 사업화계획 및 효과 ···························································································· 147
3. 기대성과 ··············································································································· 148
제2절 연구개발결과의 보안등급 ··························································· 149
제 5 장 참고문헌 ····················································· 150

- 1 -
제 1장 서론
제 1절 연구개발과제의 개요
1. 연구개발의 목적 및 필요성
가. 방송 여건 변화
(1) 「지상파 텔레비전 방송의 디지털 전환과 디지털 방송의 활성화에 관한 특별법(‘09.4.22)」
에 따라 우리나라는 2012년말까지는 기존 아날로그 방송을 중지하고, 디지털 방송으로 전환하
였다.
(2) 이에 현재 국내 디지털방송 수신기기 보급률은 55.1%에 불과한 상황으로 앞으로 2012년
전후 디지털 TV로의 교체가 본격화 되면 폐 아날로그TV 발생량은 증가할 것으로 예상되는
데, 앞으로 미교체 가구인 약 400만 가구(우리나라 가구 1700만, 44.9%)가 디지털 TV로 교체
할 경우 약 670만대 이상의 폐 아날로그TV가 배출될 것으로 추정되며, 사업장 및 공공기관 등
에 보급된 아날로그 TV를 고려한다면 약 1천만대 이상이 배출될 것으로 전망된다. (환경부,
2010).
(3) 현재 폐 TV 배출량은 120만대/년, 향후 150만대/년 이상으로 배출량 증가가 예상된다.
나. 기술 여건 변화
(1) 텔레비전과 컴퓨터와 같이 CRT(Cathode Ray Tube)를 포함하고 있는 가전제품으로부터
발생하는 폐기물이 세계적으로 급격한 증가추세를 보이고 있다.
(2) LCD, 플라즈마, 박막형 스크린 등 컴퓨터 모니터 및 TV 기술의 급속한 발전으로 인한 저
렴한 제품가격과 새로운 디자인 도입으로 인해 신제품에 대한 소비자들의 신제품 교체주기가
더욱 빨라지고 있으며, 디지털 TV가 도입되면, 현재의 CRT 기술은 더 이상 사용되지 않을 것
이다.
(3) 방송여건 변화로 인해 국내 유일한 CRT 브라운관 제조업체의 영업 지속 여부가 불투명하
기 때문에 CRT 브라운관 원료로 재활용하기 어려운 상태이다.

- 2 -
(4) 폐 CRT 유리를 CRT 브라운관 원료로 사용하는 기술 외에는 폐 CRT 유리를 사용할 수
있는 기술이 개발 되지 않아 본 과제가 절대적으로 필요한 상황이다.
다. 시장 여건 변화
(1) 방송 및 기술 여건의 변화로 인해 텔레비전과 컴퓨터의 경우 CRT수요가 급격히 감소하고
폐 CRT가 대량으로 발생하고 있으며 국내의 경우 폐 CRT 유리는 2009년 1,500톤/월이 발생
했으며, 현재, 폐 CRT 유리를 즉시 재활용하여 상용화 시킬 수 있는 기술은 없는 상태이다.
(2) 재활용 기술이 개발될 때까지 임시방편으로써 수출과 매립을 고려할 수 있으나, 자원순환
및 재활용의 관점에서 볼 때, 바람직하지 않기 때문에 궁극적으로 다른 제품으로 재활용하기
위한 상용화 기술개발이 절실히 요구된다.
(3) 다량의 납 함량 및 용융점 상승 등의 소재가 가지고 있는 특성과 정부의 정책 지원 부재
등으로 인해 타 유리에 비해 기존의 재활용 기술에 적용하기 어려운 실정이다.
(4) 신재와 구재의 가격차이가 크지 않고, 폐 CRT 유리는 타 유리에 비해 가격 경쟁력이 떨어
지기 때문에 CRT 유리를 CRT 유리로 재생하는 CRT to CRT 재활용 방법보다는 CRT to
other Products 재활용 방법이 타당한 것으로 판단된다.
라. 글로벌 환경 변화
(1) 세계적으로도 폐 CRT 유리를 다른 제품으로 재활용할 수 있는 상용화 기술이 없는 상태
에 있다.
(2) 선진국을 비롯한 각국들은 자국 내에서 발생하는 폐 CRT 유리의 재활용 처리를 위해 말
레이시아로 수출을 적극적으로 추진함에 따라 수출경쟁이 치열한 상태에 있다.
(3) 또한, 말레이시아의 삼성코닝의 경우에도 CRT 유리 재활요 종료 일정이 확실치 않으며,
현재 말레이시아로의 폐 CRT 유리 유입이 상당량 이루어지고 있어, 폐 CRT 유리의 수출은
임시방편이며, 해결책이 되지 못할 것으로 사료된다.
(4) 향후 수출경쟁이 치열해 질것으로 예상됨에 따라 수출단가도 현재보다 더 하락할 것으로
예상된다.
(5) 폐 CRT 유리가 재활용이 되지 않고 매립될 경우에는 중금속 용출가능성을 내재하고 있어,
- 3 -
환경오염을 야기 시킬 수 있다.
(6) 현재 유리 시장을 살펴보면 대부분 재활용, 재이용 또는 재사용 되고 있으나, 폐 CRT 유
리의 경우에 처리 방법이나 재활용 방법이 없기 때문에 자원순환 차원에서 재활용 방안을 수
립해야 함.
2. 연구개발대상 기술의 차별성
가. 차별성
(1) 과거 폐 CRT Cullet을 재활용하는 기술은 CRT to CRT 방법을 사용하였으나, 대외적인
여건에 의해 CtC 방법이 무의미해짐에 따라, 새로운 재활용 기술 개발이 필요한 실정이다.
(2) 국내에선 2012년 아날로그 방송의 중단 및 디지털 방송으로의 전환으로 인하여 한국전기초
자에서는 폐 CRT 유리의 반입을 중단한 상태임. 따라서 폐 CRT 유리를 재활용하기 위해서는
CRT로의 재활용이 아닌 다른 제품으로의 재활용 기술에 대한 연구개발이 이루어져야 할 것으
로 사료된다.
(3) 기존에 사용하는 각 종 블록의 제조기술은 무기물의 고형화․안정화의 대표적인 기술로서
폐 CRT 유리도 무기물이라는 점에 착안해볼 때 블록제조기술로의 적용이 적합하다고 판단된
다.
(4) 국내․외의 기술이나 연구의 동향을 볼 때, 현재 CRT유리 또는 판유리를 골재로 사용한
연구 및 상용화 사례가 거의 없었으며, 논문 분석 결과 콘크리트 블록 및 인터로킹 블록 골재
로서의 폐유리 적용성 평가 시, 약 20~30%까지 폐유리로 치환하여도 기준 규정이상 만족하는
것으로 나타났다.
(5) 또한 폐 CRT 유리를 점토 벽돌의 골재로써 적용한 국내․외의 사례를 조사한 결과, 상용
화 시설은 전무한 실정이며, 실험실 규모의 연구만이 진행된 것으로 조사되었음. 따라서 본 연
구개발을 통한 상용화 시설 구축이 시급한 상태임.
- 4 -
나. 주관연구기관의 관련기술 보유현황
기술명(또는 특허명) 인증번호 개발기간 지원기관 구분(특허, 신기술 등)
유해 폐기물
용융슬래그를 이용한
타일 제조방법
08328522006.04~
2007.03
연세대학교
산학협력단특허(등록)
폐유리를 이용한
인조대리석의 제조방법2006-0062419
2006.03~
2006.07
연세대학교
산학협력단특허(출원)
- 5 -
제 2절 연구개발의 국내외 현황
1. 국내 기술개발 현황
가. 국내 시장 동향
(1) 폐 CRT TV 회수량
(가) 1995년부터 2008년까지 폐 CRT TV 회수량이 지속적으로 증가했다.
(나) 2008년도 폐 CRT TV 회수량은 731,000대 발생
(다) 향후 2012년 디지털 방송으로의 전환으로 인한 회수량의 증가가 예상
(2) 폐 CRT TV 모델별 구성
(가) 폐 CRT TV 모델별 처리량의 경우, 모델별로 전체 처리량에서 차지하는 비중은 14인
치 TV는 13%, 17-21인치 TV는 50%, 25-29인치 TV가 37%를 차지하고 있다.
(나) 폐 CRT TV 전체 처리량은 2004년과 2005년에 하락한 이후 2007년 가장 많은
1,236,240대로 최고치를 기록한 이후 점차 감소하고 있는 추세이며 14인치 TV의 경우 2001
년 307,008대 이후 하락하였고, 17~21인치와 25~29인치 TV의 경우 2004년과 2005년에 하락
한 이후 2007년 525,312대와 420,336대로 가장 많았으며 그 이후 점차 감소하고 있는 추세
이다.
(3) 폐 CRT TV 유가물 요소별 구성 비율
(가) 2009년 폐 CRT 성상 중 유리가 53%, 플라스틱 20%, 기판 10%, 금속류 13%, 기타
3%로서 CRT 유리가 가장 큰 비중을 차지함.
나. 폐 CRT 유리의 국내 적용 가능한 기술 개요
(1) 경량 발포 세라믹
한국산업규격 KS L 8551에서는 경량 발포 세라믹을 다음과 같이 정의하고 있음. 폐수처리
장에서 발생하는 슬러지, 폐제올라이트 또는 각종 폐기물 등을 주원료로 하여 혼합성형한
후 1150℃ 이상에서 소성하여 제조한 것을 경량 발포 세라믹으로 정의하고 있음. 조사결과
유리를 이용하여 경량 발포 세라믹을 제조하는 업체는 약 10여곳으로 조사 되었으나. CRT
유리를 이용하여 제조하는 업체는 없는 것으로 조사되었음.

- 6 -
(2) 인조대리석
천연석을 모방하여 인공으로 만든 건축재료의 일종으로 모조석이라고도 함. 폐유리를 이용
하여 폴리에스테르 수지 등과 혼합하여 건조, 소성 후 표면의 광택과 매끄러움을 위해서
코팅, 연마로 마무리하여 제조함. 국내 인조대리석 시장은 IMF 직후인 1990년대 후반부터
급속도로 확산되기 시작하여 신규 건설 수요는 둔화된 추세이나 이외에 리모델링 용도의
수요가 지속적으로 증가하고 있어, 인조대리석 시장의 현재 수준은 유지될 것으로 전망됨.
(3) 타일
타일이란 점토질 원료를 가마에서 구워, 여러 가지 모양과 빛깔을 넣어서 만든 건물의 벽,
바닥, 지붕 따위를 장식하는 판이라고 사전에 정의되어 있음. 소지의 질에 따라 자기질, 반
자기질, 석기질, 도기질 타일로 나누며 주로 내외장 바닥타일이나 건물의 내벽과 외벽에 사
용됨. 국내 타일의 시장규모는 적자수준(‘08년 기준)이며 제조업체 공장을 국외로 설치하여
운영중에 있고, CRT유리를 이용한 타일제조 업체는 없음.
(4) 판유리
판유리는 인상법을 생산되는 보통판유리와 플로트 공법으로 생산되는 판유리 그리고 무늬
유리(형판유리), 망입 유리(선입유리) 등으로 나눔. 한국세라믹 기술원의 2007년 세라믹 생
산통계에 따르면 2007년 판유리제조업 생산액은 493,734 백만원으로 나타났음. 우리나라의
판유리 수요는 매년 약 2~3%정도로 꾸준히 성장하여 왔으나 2003년 이후에는 시장의 수요
증가 없이 수입유리 점유율은 해마다 증가해 약 20% 이상을 차지하기에 이르렀음.
(5) 점토블럭
점토 벽돌은 점토 등을 주원료로 하여 소성한 벽돌로서, 점토생산과정에 따라 내화블록과
내화단열블록으로 나눌 수 있음. 내화블록은 높은 온도에서 녹거나 변형이 일어나지 않는
무기재료로서, 그 구성성분이나 원료에 따라 여러 가지로 분류됨. 내화단열블록은 경량 블
록이라고도 하며 다공질 조직을 가진 블록의 총칭으로 보온 또는 단열성이 매우 좋음. 한
국세라믹 기술원의 2007년 세라믹 생산통계에 따르면 2007년 생산액은 167,901 백만원으로
나타남.
(6) 인터로킹 블록
인터로킹 블록은 보도, 차도, 광장, 주차장 등의 포장에 사용하는 제품이며, 모양, 치수, 용
도에 따라 여러 가지로 분류할 수 있음. 일반적으로 인터로킹 블록의 원료는 콘크리트 벽
돌과 유사하지만 용도의 특성상 바닥에 사용되는 제품이기 때문에 압축강도보다는 휨강도
의 성능이 중요하게 요구되고 있으며 일정한 면적, 동일한 높이가 유지되어야 하므로 치수

- 7 -
관리가 매우 중요한 제품임. 시멘트와 같은 골재가 주원료이며 폐유리를 배합하여 성형, 양
생의 과정을 거쳐 제작할 수 있음.
(7) 글라스울(Glass Wool)
글라스울은 유리원료를 고온에서 용융한 후 고속회전력을 이용하여 섬유화한 뒤 바인더를
사용하여 일정한 형태로 성형한 무기질의 인조광물섬유단열재임. 규사(모래)를 주된 원료로
사용하고, 석유를 여러 차례 정제 가공한 유기단열재과 달리 프레온가스, 휘발성 유기화합
물 등의 오염물질이 거의 방출되지 않으며, 제품의 생산에서 폐기까지 전 과정에 걸쳐 사
용되는 에너지 소모량이 유기단열재에 비해 적어 지구온난화 방지 및 에너지 자원 보존 등
의 역할을 함.
(8) 글라스비드(Glass Beads)
글라스비드는 구형의 백색 분말가루로 Solid glass beads와 Hollow glass beads가 있으며
Soild glass beads는 용도에 따라 직경이 1 ~ 1,000㎛정도이고, Hollow glass beads는 직경
이 1 ~ 300㎛정도로 실밀도가 0.1 ~ 0.3g/cm3정도임. 글라스비드는 유리의 각 성분이 배합
된 액체유리 형성제를 이용하는 방법과 용융유리로부터 글라스비드를 제조하는 방법이 있
음. 액체유리 형성제로부터 글라스비드를 제조하는 방법은 먼저 액체유리 형성제를 유리
형성온도로 유지된 연소실의 고온 연소가스 기류 중에 분사하고 가열전에 방울 중 액체는
증발하고 유리 형성제는 유리를 형성하여 구상화 되며 냉각존에서 냉각하여 분급기를 통하
여 포집하는 형식으로 이루어짐. 글라스비드의 시장규모가 명시 되어있지 않으나 기타 산
업용 유리제품의 경우 2008년 생산량이 67,861 백만원으로 조사되었음.
(9) 유리조형
유리는 돌이나, 철, 납등의 재료들과는 달리 빛과 색깔을 관통시키는 투명체로 상상을 초월
할 만큼 표현의 기능이 다양한 재료로 평가되고 있으며, 유리조형은 상업적인 목적보다는
미술품과 같이 예술적 가치를 주목적으로 발달 되고 있음. 곳곳에 유리조형품을 판매하는
곳이나 구매를 원하는 소비자가 있기는 하나 대부분이 소규모의 주문제작으로 이루어지고
있는 것으로 조사됨.
(10) 유약
유약이란 도자기를 제조할 때 성형하여 구운 소지위에 엷게 피복 밀착시키기 위해 바르는
유리질의 잿물을 말하며, 유약을 바르는 목적은 표면에 광택을 주어 제품을 아름답게 하는
것 외에도 강도를 더하고 표면을 반질반질하게 하여 더러워지는 것을 방지하는데 있음. 한
국세라믹 기술원의 2007년 세라믹 생산통계에 따르면 2007년 유약 생산액은 64,353 백만원
- 8 -
으로 나타났음.
(11) 납제련
폐 배터리를 처리하는 기술로서 폐 배터리내에 있는 65%의 납을 99%의 납으로 회수하는
기술을 말함.
다. 국내 기술 동향
(1) 기존 국내 CRT 유리의 재활용은 (주)한국전기초자에서 다시 CRT 브라운관을 만드는 기
술을 사용했으나, (주)한국전기초자 회사의 대내외적 여건 변화로 인해 공장의 가동이 불투명
하며, 현재 일본의 폐 CRT 유리를 원료로 사용하고 있어 CRT 유리의 다른 재활용 기술이 반
드시 필요한 상황이다.
(2) 점토 벽돌에 대한 국내의 특허등록건수는 약 1,400건으로 이 중 폐점토, 슬러지, 연탄재, 슬
래그 등의 폐기물을 혼합하여 제조한 블록 및 공법에 관한 특허는 약 200건이나, 폐 CRT 유
리를 이용한 점토 벽돌에 관한 특허는 전무한 것으로 나타났다.
(3) 콘크리트 블록과 관련하여 국내에 등록된 특허는 약 4,600건이고 이 중 여러 폐기물을 혼
합하여 제조한 블록 및 공법에 관한 특허는 약 450건이나, 폐 CRT 유리를 이용한 콘크리트
블록에 관한 특허는 전무한 것으로 나타났다.
(4) <표 1>에 폐유리를 이용하여 제조된 각 블록의 특허를 명시하였다.
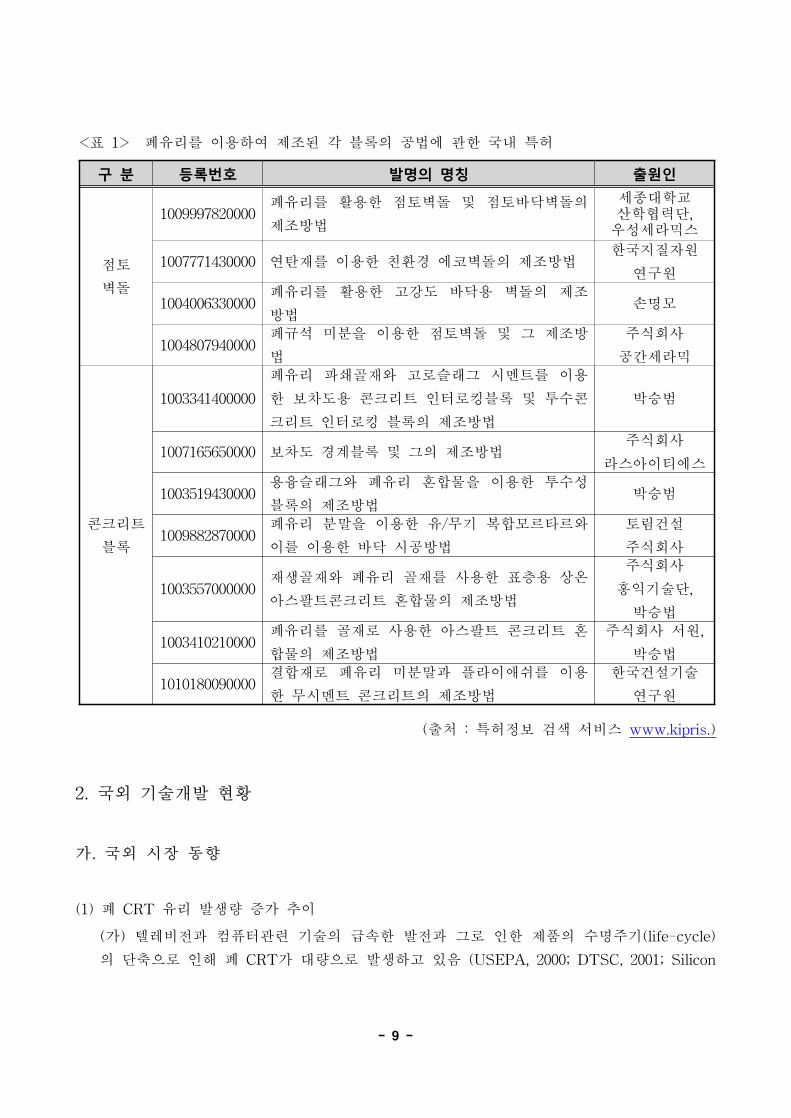
- 9 -
구 분 등록번호 발명의 명칭 출원인
점토
벽돌
1009997820000폐유리를 활용한 점토벽돌 및 점토바닥벽돌의
제조방법
세종대학교산학협력단,우성세라믹스
1007771430000 연탄재를 이용한 친환경 에코벽돌의 제조방법한국지질자원
연구원
1004006330000폐유리를 활용한 고강도 바닥용 벽돌의 제조
방법손명모
1004807940000폐규석 미분을 이용한 점토벽돌 및 그 제조방
법
주식회사
공간세라믹
콘크리트
블록
1003341400000
폐유리 파쇄골재와 고로슬래그 시멘트를 이용
한 보차도용 콘크리트 인터로킹블록 및 투수콘
크리트 인터로킹 블록의 제조방법
박승범
1007165650000 보차도 경계블록 및 그의 제조방법주식회사
라스아이티에스
1003519430000용융슬래그와 폐유리 혼합물을 이용한 투수성
블록의 제조방법박승범
1009882870000폐유리 분말을 이용한 유/무기 복합모르타르와
이를 이용한 바닥 시공방법
토림건설
주식회사
1003557000000재생골재와 폐유리 골재를 사용한 표층용 상온
아스팔트콘크리트 혼합물의 제조방법
주식회사
홍익기술단,
박승법
1003410210000폐유리를 골재로 사용한 아스팔트 콘크리트 혼
합물의 제조방법
주식회사 서원,
박승법
1010180090000결합재로 폐유리 미분말과 플라이애쉬를 이용
한 무시멘트 콘크리트의 제조방법
한국건설기술
연구원
<표 1> 폐유리를 이용하여 제조된 각 블록의 공법에 관한 국내 특허
(출처 : 특허정보 검색 서비스 www.kipris.)
2. 국외 기술개발 현황
가. 국외 시장 동향
(1) 폐 CRT 유리 발생량 증가 추이
(가) 텔레비전과 컴퓨터관련 기술의 급속한 발전과 그로 인한 제품의 수명주기(life-cycle)
의 단축으로 인해 폐 CRT가 대량으로 발생하고 있음 (USEPA, 2000; DTSC, 2001; Silicon

- 10 -
Valley Texics Coalition, 2004).
(나) 유럽의 경우 폐가전제품이 매년 750만톤 증가하고 있음 (Andreola 등, 2005).
(2) 향후 폐 CRT 유리 수급 전망
(가) 2010년과 2020년의 세계시장에서의 폐 CRT 유리 수급전망을 보여주고 있으며
(Gregory 외, 2009) 북미와 유럽ㆍ중동ㆍ아프리카(EMEA)의 경우 2010년 현재 폐 CRT 유
리 발생량이 아시아 지역과 비슷하지만 2010년까지 1/2 ~ 1/4 로 감소하는 것으로 나타났
다.
(나) 아시아의 경우 2010년부터 2020년까지 약 두 배 증가할 것으로 나타났으며, 제품의 판
매가 감소함에 따라서 폐 CRT Cullet의 수요가 감소하고, 많은 제품들이 제품수명(EoL:
End of Life)이 다함에 따라 Cullet공급은 증가하는 것으로 조사되었다.
(다) 2015년을 기점으로 폐 CRT유리 Cullet의 공급이 수요보다 많아질 것으로 나타났다.
(라) 그러나, 현재 상황은 <그림 1>의 예측보다 훨씬 빠른 추세로 폐 CRT 유리 재활용 시
장에서 공급량이 증가하고 있으며, 디지털 TV로 전환되는 2012년을 기점으로 더욱 그 추
세가 빨라질 것으로 예상된다.
나. 국외 기술 동향
(1) 국외의 경우에 유럽 및 일본에서 폐 CRT 유리를 활용한 실험실 규모의 점토 벽돌 및 콘
크리트 블록 생산을 연구한 사례가 있었으나 상용화된 사례는 없는 것으로 조사되었다.
(2) 점토 벽돌로의 재활용에 관한 국외 논문 조사결과, 점토 벽돌로서의 CRT 유리 재활용 연
구 논문이 1건, TFT-LCD 유리 재활용에 관한 연구 2건으로 국내보다는 많은 연구가 진행되
고 있으나, 이 역시 실험실 규모의 실험으로 상용화된 사례는 아닌 것으로 조사되었다.
(3) 콘크리트블록으로의 재활용에 관한 국외 보고서 및 논문 조사결과, 각종 폐기물 및 재생
골재를 모래 및 석분 등의 대체물질로서 적용하는 연구는 활발히 진행되고 있으나 CRT 유리,
판유리 등을 골재로 사용하여 연구 및 상용화한 사례는 거의 없는 것으로 조사되었다.
(4) 점토 벽돌과 콘크리트블록의 연구에 관한 논문은 <표 2>에 명시하였다.
- 11 -
[그림 1] 세계 CRT Cullet 수요공급곡선
구 분 논문명 저자
점토벽돌
Recycling PC and TV waste glass in clay bricks and rooftiles(Waste management 29, 2009)
M. Dondi, G.Guarinia, M.Raimondo andC. Zanelli
Introduction of the resource recycling technology ofTFT-LCD waste glass (Industrial Sustainable Development16, 2005)
Y.C. Huang
The effect of heating temperature of thin filmtransistor-liquid crystal display (TFT-LCD) optical wasteglass as a partial substitute partial for clay in eco-brick(Journal of Cleaner Production 15, 2007)
Kae-Long Lin
콘크리트블록
Recycling of waste glass as a partial replacement for fineaggregate in concrete
Zainab Z.IsmailEnas A.AL-Hashmi
<표 2> 폐유리를 이용한 재활용 기술의 국내외 연구사례
- 12 -
제3절 연구개발의 내용 및 범위
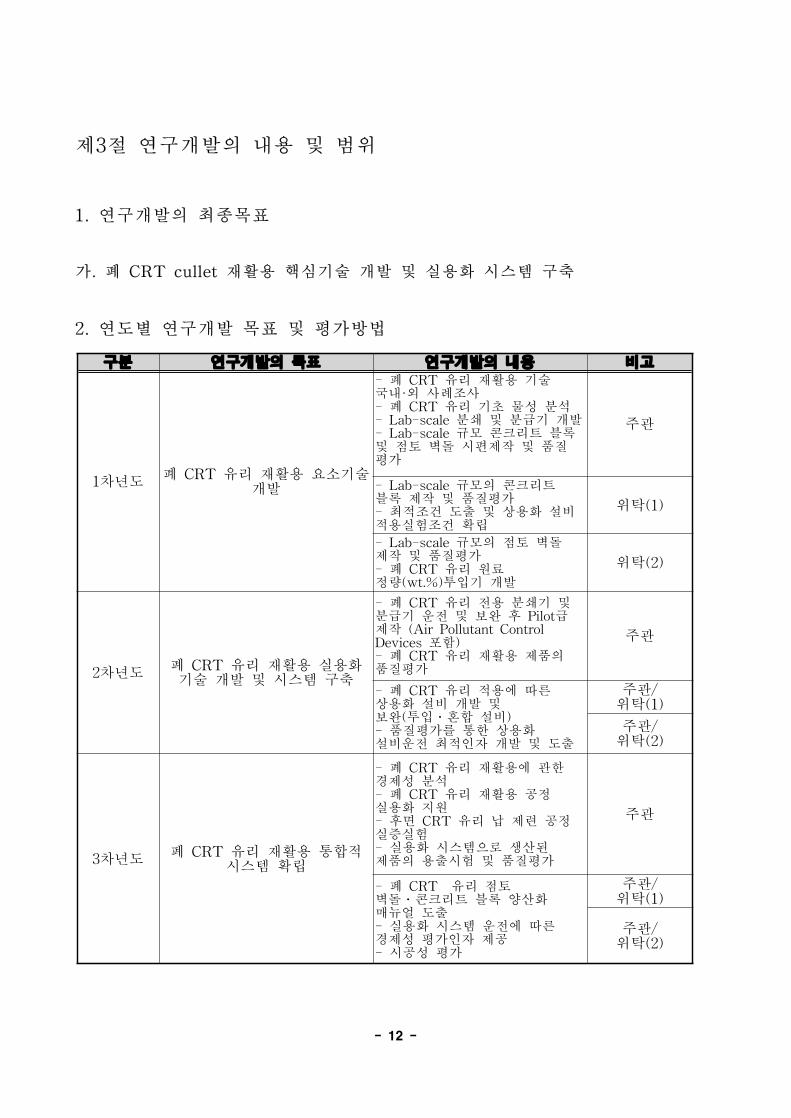
1. 연구개발의 최종목표
가. 폐 CRT cullet 재활용 핵심기술 개발 및 실용화 시스템 구축
2. 연도별 연구개발 목표 및 평가방법
구분 연구개발의 목표 연구개발의 내용 비고
1차년도 폐 CRT 유리 재활용 요소기술개발
- 폐 CRT 유리 재활용 기술국내·외 사례조사- 폐 CRT 유리 기초 물성 분석- Lab-scale 분쇄 및 분급기 개발- Lab-scale 규모 콘크리트 블록및 점토 벽돌 시편제작 및 품질평가
주관
- Lab-scale 규모의 콘크리트블록 제작 및 품질평가- 최적조건 도출 및 상용화 설비적용실험조건 확립
위탁(1)
- Lab-scale 규모의 점토 벽돌제작 및 품질평가- 폐 CRT 유리 원료정량(wt.%)투입기 개발
위탁(2)
2차년도 폐 CRT 유리 재활용 실용화기술 개발 및 시스템 구축
- 폐 CRT 유리 전용 분쇄기 및분급기 운전 및 보완 후 Pilot급제작 (Air Pollutant ControlDevices 포함)- 폐 CRT 유리 재활용 제품의품질평가
주관
- 폐 CRT 유리 적용에 따른상용화 설비 개발 및보완(투입․혼합 설비)- 품질평가를 통한 상용화설비운전 최적인자 개발 및 도출
주관/위탁(1)
주관/위탁(2)
3차년도 폐 CRT 유리 재활용 통합적시스템 확립
- 폐 CRT 유리 재활용에 관한경제성 분석- 폐 CRT 유리 재활용 공정실용화 지원- 후면 CRT 유리 납 제련 공정실증실험- 실용화 시스템으로 생산된제품의 용출시험 및 품질평가
주관
- 폐 CRT 유리 점토벽돌․콘크리트 블록 양산화매뉴얼 도출- 실용화 시스템 운전에 따른경제성 평가인자 제공- 시공성 평가
주관/위탁(1)
주관/위탁(2)
- 13 -
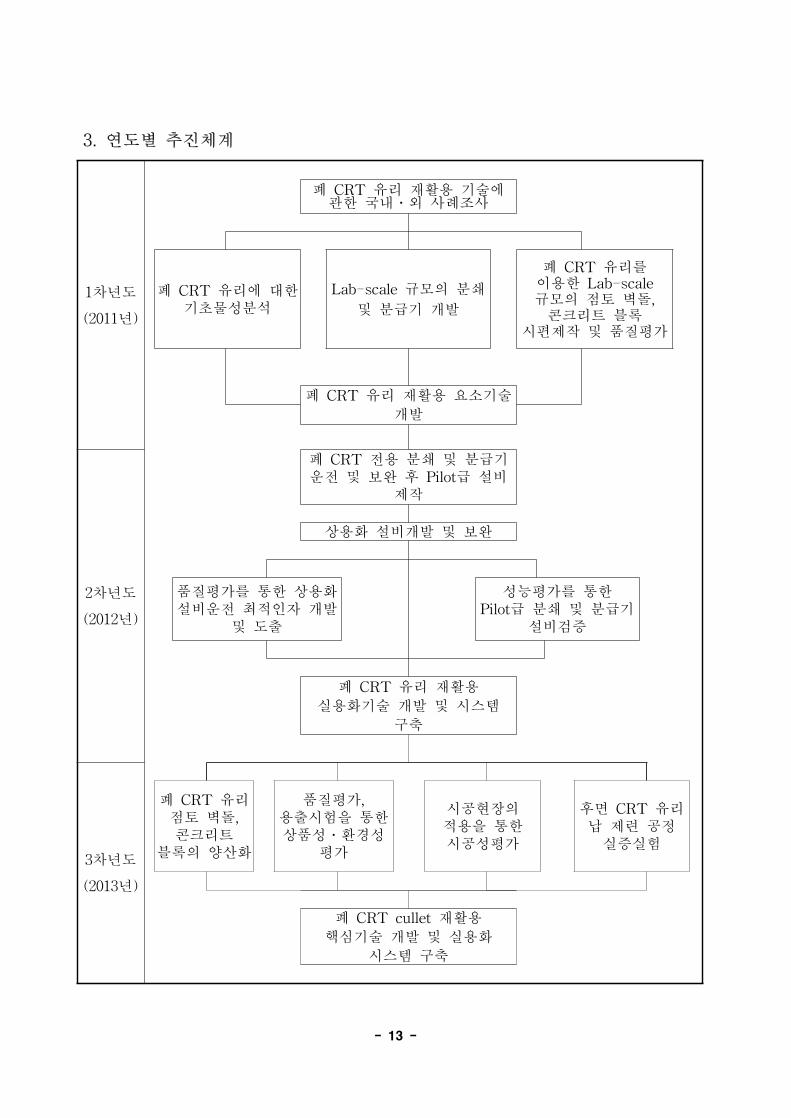
3. 연도별 추진체계
1차년도
(2011년)
폐 CRT 유리 재활용 기술에관한 국내․외 사례조사
폐 CRT 유리에 대한기초물성분석
Lab-scale 규모의 분쇄
및 분급기 개발
폐 CRT 유리를이용한 Lab-scale규모의 점토 벽돌,콘크리트 블록
시편제작 및 품질평가
폐 CRT 유리 재활용 요소기술
개발
2차년도
(2012년)
폐 CRT 전용 분쇄 및 분급기운전 및 보완 후 Pilot급 설비
제작
상용화 설비개발 및 보완
품질평가를 통한 상용화설비운전 최적인자 개발
및 도출
성능평가를 통한Pilot급 분쇄 및 분급기
설비검증
폐 CRT 유리 재활용
실용화기술 개발 및 시스템
구축
3차년도
(2013년)
폐 CRT 유리점토 벽돌,콘크리트
블록의 양산화
품질평가,용출시험을 통한상품성․환경성
평가
시공현장의적용을 통한시공성평가
후면 CRT 유리납 제련 공정실증실험
폐 CRT cullet 재활용
핵심기술 개발 및 실용화
시스템 구축
- 14 -
제 2 장 연구개발 수행내용 및 결과
제1절 연구개발 결과 및 토의
1. 폐 CRT 유리 재활용 국내·외 사례조사
가. 국내 사례조사
(1) 방송 여건 변화
현재 우리나라는「지상파 텔레비전 방송의 디지털 전환과 디지털 방송의 활성화에 관한 특별
법(‘09.4.22)」에 따라 2012년말(예정)까지는 기존 아날로그 방송을 중지하고, 디지털 방송으로
전환할 계획에 있다. 그러나 현재 국내 디지털방송 수신기기 보급률은 55.1%에 불과한 상황으
로 앞으로 2012년 전후 디지털 TV로의 교체가 본격화 되면 폐 아날로그TV 발생량은 증가할
것으로 예상된다. 또한 추가적으로 향후에 미교체 가구인 약 400만 가구(우리나라 가구 1700
만, 44.9%)가 디지털 TV로 교체할 경우 약 670만대 이상의 폐 아날로그TV가 배출될 것으로
추정되며, 사업장 및 공공기관 등에 보급된 아날로그 TV를 고려한다면 약 1천만대 이상이 배
출될 것으로 전망된다. (환경부, 2010). 현재 폐 TV 배출량은 120만대/년이며, 향후에는 150만
대/년 이상으로 배출량 증가가 예상된다.
(2) 기술 여건 변화
텔레비전, 컴퓨터 등과 같은 CRT(Cathode Ray Tube)를 포함하고 있는 가전제품으로부터 발
생하는 폐기물이 세계적으로 급격한 증가추세를 보이고 있다. 그 원인은 LCD, 플라즈마, 박막
형 스크린 등 컴퓨터 모니터 및 TV 기술의 급속한 발전과 저렴한 제품가격, 새로운 디자인 도
입으로 인해 신제품에 대한 소비자들의 신제품 교체주기가 더욱 빨라지고 있기 떄문이다. 지속
적으로 디지털 TV가 도입되고 있는 추세에 CRT 기술은 더 이상 사용되지 않을 것으로 예상
된다. 또한 방송여건 변화로 인해 국내 유일한 CRT 브라운관 제조업체의 영업 지속 여부가
불투명하기 때문에 CRT 브라운관 원료로 재활용하기 어려운 실정이다.
(3) 시장 여건 변화
방송 및 기술 여건의 변화로 인해 텔레비전과 컴퓨터의 경우 CRT수요가 급격히 감소하고 폐
CRT가 대량으로 발생하고 있다. 국내의 경우엔 폐 CRT 유리가 2009년 1,500톤/월이 발생하였
으나 현재 폐 CRT 유리를 즉시 재활용하여 상용화 시킬 수 있는 기술은 없는 상태이다. 재활
- 15 -
용 기술이 개발될 때까지 임시방편으로 수출과 매립을 고려할 수 있으나, 자원순환 및 재활용
의 관점에서 볼 때, 바람직하지 않기 때문에 궁극적으로 다른 제품으로 재활용하기 위한 상용
화 기술개발이 절실히 요구된다. 그러나 폐 CRT유리는 다량의 납 함량 및 용융점 상승 등의
소재가 가지고 있는 특성과 정부의 정책 지원 부재 등으로 인해 타 유리에 비해 기존의 재활
용 기술에 적용하기 어려운 실정이다. 그 이유는 신재와 구재의 가격차이가 크지 않고, 폐
CRT 유리가 타 유리에 비해 가격 경쟁력이 떨어지기 때문이며, 따라서 CRT 유리를 CRT 유
리로 재생하는 CRT to CRT 재활용 방법보다는 CRT to other Products 재활용 방법이 타당
할 것이다.
(4) 글로벌 환경 변화
현재 전 세계적으로도 폐 CRT 유리를 다른 제품으로 재활용 할 수 있는 상용화 기술은 없는
상태이다. 이에 선진국을 비롯한 각국들은 자국 내에서 발생하는 폐 CRT 유리의 재활용 처리
를 위해 대체방안으로 말레이시아로의 수출을 적극적으로 추진하고 있으며, 이로 인해 수출경
쟁이 치열한 상태이다. 또한, 말레이시아의 삼성코닝의 경우에도 CRT 유리 재활용 종료 일정
이 확실치 않으며, 현재 말레이시아로의 폐 CRT 유리 유입이 상당량 이루어지고 있어, 폐
CRT 유리의 수출은 임시방편이며, 장기적인 해결책이 되지 못한다. 향후 수출경쟁이 치열해
질것으로 예상됨에 따라 수출단가도 현재보다 더 하락할 것으로 예상된다. 한편 폐 CRT 유리
가 재활용이 되지 않고 매립될 경우에는 중금속 용출가능성을 내재하고 있어, 환경오염을 야기
시킬 수 있어 매립 또한 적절한 해결책이 되지 못한다. 현재 유리 시장을 살펴보면 대부분 재
활용, 재이용 또는 재사용 되고 있으나, 폐 CRT 유리의 경우에 처리 방법이나 재활용 방법이
없기 때문에 자원순환 차원에서 신속한 재활용 방안의 수립이 요구된다.
(5) CRT to CRT Recycle
폐CRT 유리를 새로운 CRT유리로 재활용하는 기술은 후면유리의 경우 35%, 전면유리의 경우
15%를 재활용 할 수 있다.(‘07년 기준) CRT유리로의 재활용기술에 있어 한 가지 주요사항은
납을 포함하고 있는 후면유리와 납을 포함하고 있지 않은 전면유리가 정확하게 분리 및 세척
이 되어야 한다는 것이다. CRT to CRT Recycle 기술의 장·단점을 <표 3>에 나타내었다.
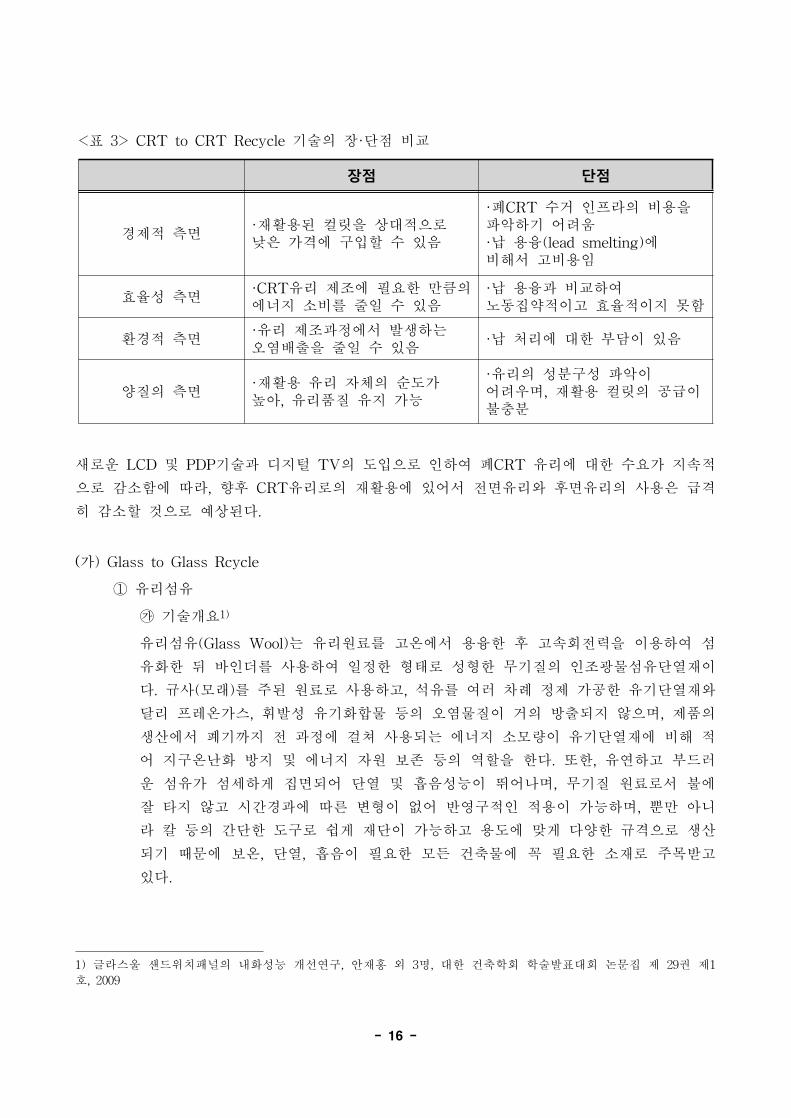
- 16 -
장점 단점
경제적 측면·재활용된 컬릿을 상대적으로낮은 가격에 구입할 수 있음
·폐CRT 수거 인프라의 비용을파악하기 어려움·납 용융(lead smelting)에비해서 고비용임
효율성 측면·CRT유리 제조에 필요한 만큼의에너지 소비를 줄일 수 있음
·납 용융과 비교하여노동집약적이고 효율적이지 못함
환경적 측면·유리 제조과정에서 발생하는오염배출을 줄일 수 있음
·납 처리에 대한 부담이 있음
양질의 측면·재활용 유리 자체의 순도가높아, 유리품질 유지 가능
·유리의 성분구성 파악이어려우며, 재활용 컬릿의 공급이불충분
<표 3> CRT to CRT Recycle 기술의 장·단점 비교
새로운 LCD 및 PDP기술과 디지털 TV의 도입으로 인하여 폐CRT 유리에 대한 수요가 지속적
으로 감소함에 따라, 향후 CRT유리로의 재활용에 있어서 전면유리와 후면유리의 사용은 급격
히 감소할 것으로 예상된다.
(가) Glass to Glass Rcycle
① 유리섬유
㉮ 기술개요1)
유리섬유(Glass Wool)는 유리원료를 고온에서 용융한 후 고속회전력을 이용하여 섬
유화한 뒤 바인더를 사용하여 일정한 형태로 성형한 무기질의 인조광물섬유단열재이
다. 규사(모래)를 주된 원료로 사용하고, 석유를 여러 차례 정제 가공한 유기단열재와
달리 프레온가스, 휘발성 유기화합물 등의 오염물질이 거의 방출되지 않으며, 제품의
생산에서 폐기까지 전 과정에 걸쳐 사용되는 에너지 소모량이 유기단열재에 비해 적
어 지구온난화 방지 및 에너지 자원 보존 등의 역할을 한다. 또한, 유연하고 부드러
운 섬유가 섬세하게 집면되어 단열 및 흡음성능이 뛰어나며, 무기질 원료로서 불에
잘 타지 않고 시간경과에 따른 변형이 없어 반영구적인 적용이 가능하며, 뿐만 아니
라 칼 등의 간단한 도구로 쉽게 재단이 가능하고 용도에 맞게 다양한 규격으로 생산
되기 때문에 보온, 단열, 흡음이 필요한 모든 건축물에 꼭 필요한 소재로 주목받고
있다.
1) 글라스울 샌드위치패널의 내화성능 개선연구, 안재홍 외 3명, 대한 건축학회 학술발표대회 논문집 제 29권 제1
호, 2009

- 17 -
특 성 내 용
불연성천연규사를 원료로 사용한 소재로 화재시 유독가스를 발생시키지
않으며 불연성을 가짐.
단열, 보온성가늘고 균일한 섬유경으로 섬세하게 집면되어 열 전도율이 낮아
단열 및 보온효과가 뛰어나 에너지 손실을 최소화 함.
흡음성미세하고 균일한 섬유구조로 조직되어 미세기공에 의한 흡음효과가
뛰어나 조용하고 안락한 생활환경 제공.
인체 무해성 IARC(국제 암 연구기관)에 의한 미발암물질로 공식화 됨.
천연제품 주원료가 재생가능한 모래와 재활용유리임.
친환경성 많은 에너지절약과 사용된 Glass Wool의 재활용.
시공성부드럽고 유연한 작업에 좋으며 쉽게 절단되므로, 어떠한 장소,
건축구조에도 시공이 용이함.
내구성 인장강도가 뛰어나 내구성 및 조직력이 탁월함.
내부식성 무기질이기 때문에 시간에 따른 형태변화 및 부식성이 없음.
<표 4> Glass Wool의 일반적인 특성
Glass Wool은 혼합→용융→섬유화→바인더→성형→경화→마무리 및 포장 등의 순서
로 제작되며 [그림 2]은 Glass Wool의 제조공정도이며, 각각의 공정은 다음과 같다.2)
[그림 2] Glass Wool의 제조공정
2) 글라스울 제조공정, http://www.haniso.co.kr, 하니소
- 18 -
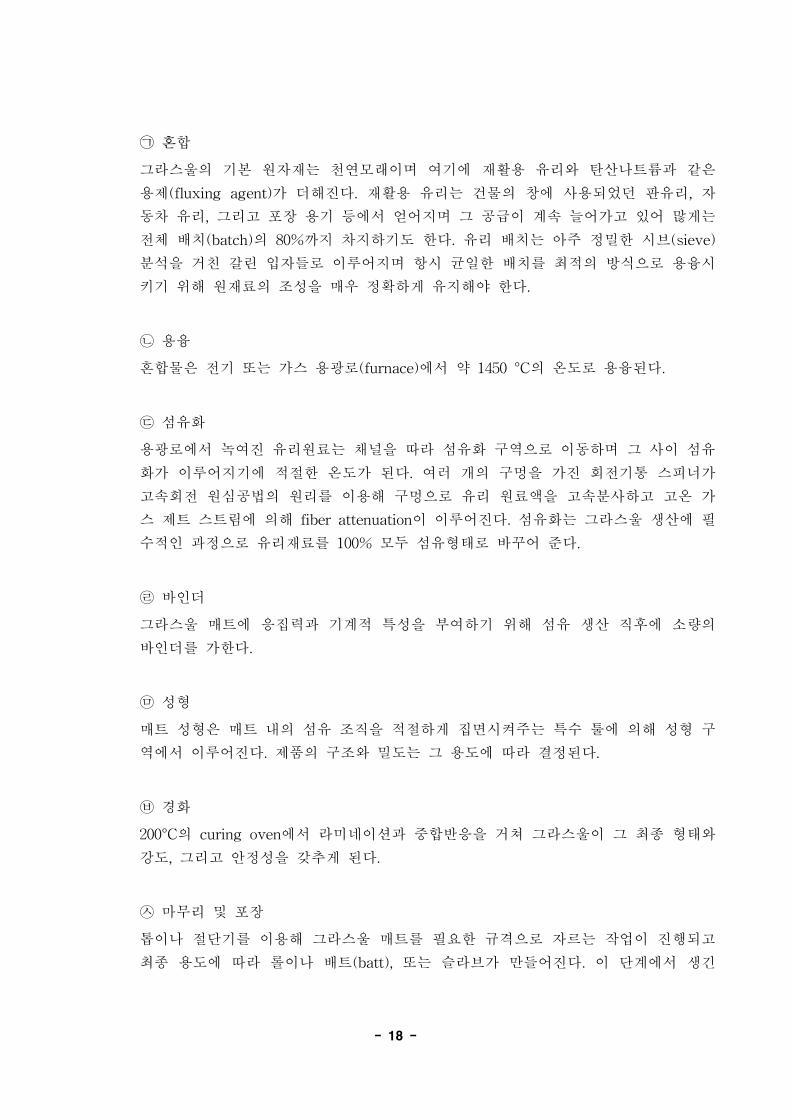
㉠ 혼합
그라스울의 기본 원자재는 천연모래이며 여기에 재활용 유리와 탄산나트륨과 같은
용제(fluxing agent)가 더해진다. 재활용 유리는 건물의 창에 사용되었던 판유리, 자
동차 유리, 그리고 포장 용기 등에서 얻어지며 그 공급이 계속 늘어가고 있어 많게는
전체 배치(batch)의 80%까지 차지하기도 한다. 유리 배치는 아주 정밀한 시브(sieve)
분석을 거친 갈린 입자들로 이루어지며 항시 균일한 배치를 최적의 방식으로 용융시
키기 위해 원재료의 조성을 매우 정확하게 유지해야 한다.
㉡ 용융
혼합물은 전기 또는 가스 용광로(furnace)에서 약 1450 °C의 온도로 용융된다.
㉢ 섬유화
용광로에서 녹여진 유리원료는 채널을 따라 섬유화 구역으로 이동하며 그 사이 섬유
화가 이루어지기에 적절한 온도가 된다. 여러 개의 구멍을 가진 회전기통 스피너가
고속회전 원심공법의 원리를 이용해 구멍으로 유리 원료액을 고속분사하고 고온 가
스 제트 스트림에 의해 fiber attenuation이 이루어진다. 섬유화는 그라스울 생산에 필
수적인 과정으로 유리재료를 100% 모두 섬유형태로 바꾸어 준다.
㉣ 바인더
그라스울 매트에 응집력과 기계적 특성을 부여하기 위해 섬유 생산 직후에 소량의
바인더를 가한다.
㉤ 성형
매트 성형은 매트 내의 섬유 조직을 적절하게 집면시켜주는 특수 툴에 의해 성형 구
역에서 이루어진다. 제품의 구조와 밀도는 그 용도에 따라 결정된다.
㉥ 경화
200°C의 curing oven에서 라미네이션과 중합반응을 거쳐 그라스울이 그 최종 형태와
강도, 그리고 안정성을 갖추게 된다.
㉦ 마무리 및 포장
톱이나 절단기를 이용해 그라스울 매트를 필요한 규격으로 자르는 작업이 진행되고
최종 용도에 따라 롤이나 배트(batt), 또는 슬라브가 만들어진다. 이 단계에서 생긴

- 19 -
자투리들(Off-cuts)은 다음 생산 프로세스에 재활용됨. 마무리 구역에서 제품의 표면
처리나 기타 처리 과정이 진행된다.
㉯ 시장규모3)
총 유리섬유의 생산액으로는 466,885 백만원으로 나타났으며, 판유리장섬유는 145,398
백만원, 판유리단섬유는 127,629 백만원으로 나타났고, 직물을 제외한 유리섬유 제품
의 생산액은 193,858 백만원으로 나타났다.
② 글라스 비드
㉮ 기술개요4)
글라스비드(Glass Beads)는 구형의 백색 분말가루로 Soild glass beads와 Hollow
glass beads가 있으며 Soild glass beads는 용도에 따라 직경이 1 ~ 1,000㎛정도이고,
Hollow glass beads는 직경이 1 ~ 300㎛정도로 실밀도가 0.1 ~ 0.3g/cm3정도이다. 또
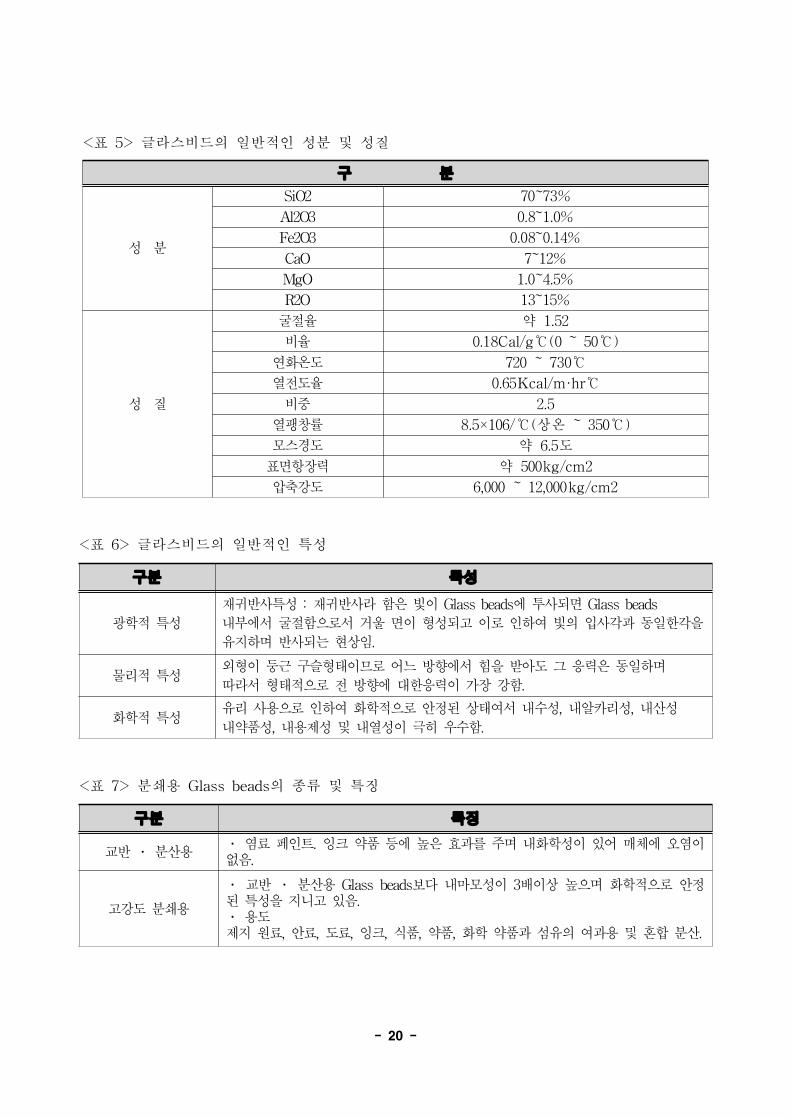
한 glass beads의 일반적인 성질은 유리의 성질과 동일하며 <표 5>는 유리와 글라스
비드의 일반적인 성질을 나타낸 것이다.
또한 글라스비드는 광학적 특성, 물리적 특성, 화학적 특성과 같은 대표적 특성이 있
으며, 이러한 특성을 이용하여 여러 분야에 이용함으로써 산업합리화 및 공업발전에
기여하고 있다. <표 6>는 글라스비드의 일반적인 특성을 나타낸 것이다.
산업용 글라스비드는 고휘도 글라스비드, 분쇄용 글라스비드, 연마용 글라스비드로
구분된다. 고휘도 글라스비드는 완벽한 재귀 반사능력을 가지고 있는 물질로서 교통
안전도로표지대의 지시나 안내용 반사지나 강력한 재귀반사를 필요로 하는 섬유소재,
광고용 간판, 스크린, 활주로의 유도로 등 반사효과를 극대화해야할 페인트의 제조등
폭 넓게 쓰이고 있다. 고휘도 글라스비드의 원리는 진원의 유리구슬이 렌즈작용을 하
여 외부로 부터 들어오는 빛에 대하여 초점을 집중시켜 굴절율에 의한 재귀반사를
더욱 강력하고 선명하게 확산 반사시킴으로써 뚜렷이 시인성이 확보되는 것이다. 분
쇄용 글라스비드는 글라스비드를 제조하는 과정에서 알칼리 성분이 적은 특수유리
를 구형화한 것이며, 또한 기존의 글라스비드와 비교하여 화학적으로 안정되었을 뿐
만 아니라 입도분포가 정확하고 기계적 특성도 뛰어나며 자성재로, 고급도료용 등의
분산용으로 많이 사용된다. 분쇄용 글라스비드는 <표 7>과 같이 구분한다.
3) 2007년 세라믹 생산통계, http://www.kicet.re.kr, 한국세라믹기술원
4) 유리섬유 단열재 제조업 근로자의 공기중 유리섬유 폭로 특성 및 평가 방법에 관한 연구, 신용철 외 5명, 한국
환경위생학회지 제 22권 제2호
- 20 -
구 분
성 분
SiO2 70~73%
Al2O3 0.8~1.0%
Fe2O3 0.08~0.14%
CaO 7~12%
MgO 1.0~4.5%
R2O 13~15%
성 질
굴절율 약 1.52
비율 0.18Cal/g℃(0 ~ 50℃)
연화온도 720 ~ 730℃
열전도율 0.65Kcal/m·hr℃
비중 2.5
열팽창률 8.5×106/℃(상온 ~ 350℃)
모스경도 약 6.5도
표면항장력 약 500kg/cm2
압축강도 6,000 ~ 12,000kg/cm2
<표 5> 글라스비드의 일반적인 성분 및 성질
구분 특성
광학적 특성
재귀반사특성 : 재귀반사라 함은 빛이 Glass beads에 투사되면 Glass beads
내부에서 굴절함으로서 거울 면이 형성되고 이로 인하여 빛의 입사각과 동일한각을
유지하며 반사되는 현상임.
물리적 특성외형이 둥근 구슬형태이므로 어느 방향에서 힘을 받아도 그 응력은 동일하며
따라서 형태적으로 전 방향에 대한응력이 가장 강함.
화학적 특성유리 사용으로 인하여 화학적으로 안정된 상태여서 내수성, 내알카리성, 내산성
내약품성, 내용제성 및 내열성이 극히 우수함.
<표 6> 글라스비드의 일반적인 특성
구분 특징
교반 ․ 분산용․ 염료 페인트. 잉크 약품 등에 높은 효과를 주며 내화학성이 있어 매체에 오염이없음.
고강도 분쇄용
․ 교반 ․ 분산용 Glass beads보다 내마모성이 3배이상 높으며 화학적으로 안정된 특성을 지니고 있음.․ 용도제지 원료, 안료, 도료, 잉크, 식품, 약품, 화학 약품과 섬유의 여과용 및 혼합 분산.
<표 7> 분쇄용 Glass beads의 종류 및 특징
- 21 -
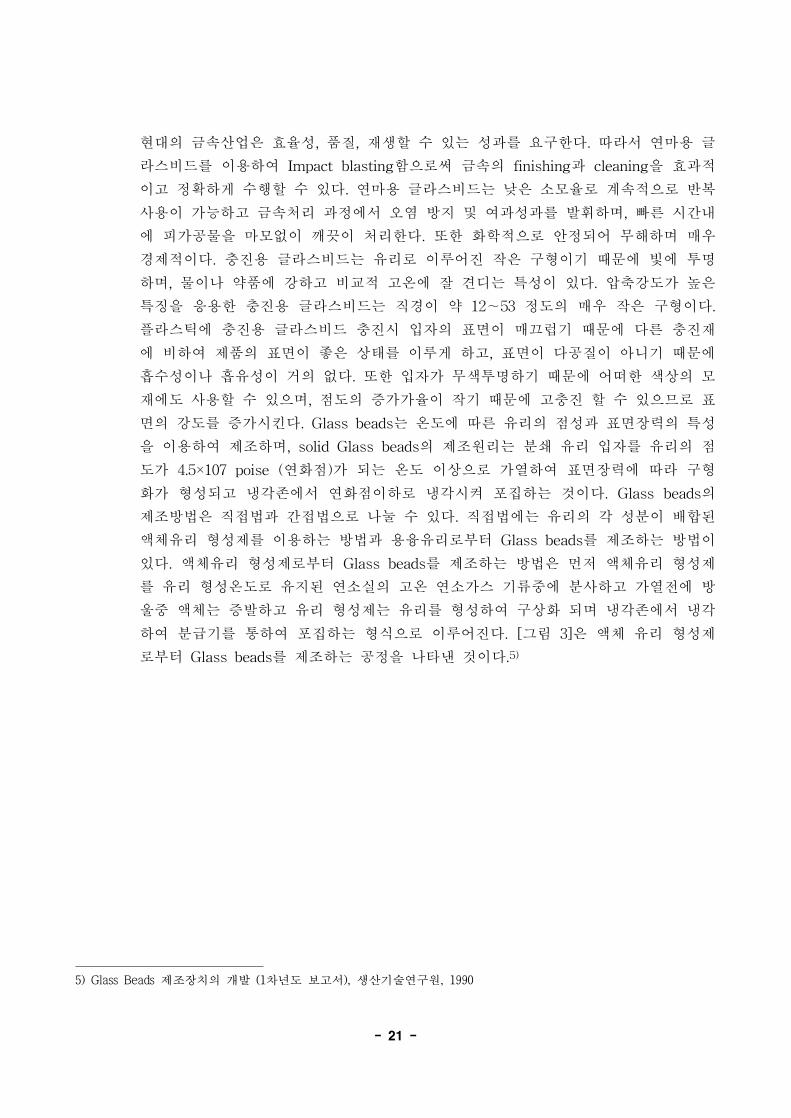
현대의 금속산업은 효율성, 품질, 재생할 수 있는 성과를 요구한다. 따라서 연마용 글
라스비드를 이용하여 Impact blasting함으로써 금속의 finishing과 cleaning을 효과적
이고 정확하게 수행할 수 있다. 연마용 글라스비드는 낮은 소모율로 계속적으로 반복
사용이 가능하고 금속처리 과정에서 오염 방지 및 여과성과를 발휘하며, 빠른 시간내
에 피가공물을 마모없이 깨끗이 처리한다. 또한 화학적으로 안정되어 무해하며 매우
경제적이다. 충진용 글라스비드는 유리로 이루어진 작은 구형이기 때문에 빛에 투명
하며, 물이나 약품에 강하고 비교적 고온에 잘 견디는 특성이 있다. 압축강도가 높은
특징을 응용한 충진용 글라스비드는 직경이 약 12∼53 정도의 매우 작은 구형이다.
플라스틱에 충진용 글라스비드 충진시 입자의 표면이 매끄럽기 때문에 다른 충진재
에 비하여 제품의 표면이 좋은 상태를 이루게 하고, 표면이 다공질이 아니기 때문에
흡수성이나 흡유성이 거의 없다. 또한 입자가 무색투명하기 때문에 어떠한 색상의 모
재에도 사용할 수 있으며, 점도의 증가가율이 작기 때문에 고충진 할 수 있으므로 표
면의 강도를 증가시킨다. Glass beads는 온도에 따른 유리의 점성과 표면장력의 특성
을 이용하여 제조하며, solid Glass beads의 제조원리는 분쇄 유리 입자를 유리의 점
도가 4.5×107 poise (연화점)가 되는 온도 이상으로 가열하여 표면장력에 따라 구형
화가 형성되고 냉각존에서 연화점이하로 냉각시켜 포집하는 것이다. Glass beads의
제조방법은 직접법과 간접법으로 나눌 수 있다. 직접법에는 유리의 각 성분이 배합된
액체유리 형성제를 이용하는 방법과 용융유리로부터 Glass beads를 제조하는 방법이
있다. 액체유리 형성제로부터 Glass beads를 제조하는 방법은 먼저 액체유리 형성제
를 유리 형성온도로 유지된 연소실의 고온 연소가스 기류중에 분사하고 가열전에 방
울중 액체는 증발하고 유리 형성제는 유리를 형성하여 구상화 되며 냉각존에서 냉각
하여 분급기를 통하여 포집하는 형식으로 이루어진다. [그림 3]은 액체 유리 형성제
로부터 Glass beads를 제조하는 공정을 나타낸 것이다.5)
5) Glass Beads 제조장치의 개발 (1차년도 보고서), 생산기술연구원, 1990

- 22 -
[그림 3] Schematic diagram of a spray process
용융유리로부터 글라스비드를 제조하는 방법은 일정한 점도로 유지된 용융유리를 유
출파이프에서 자유 낙하시켜 double knife나 chopper wheel로 자유 낙하되는 용융유
리를 절단하고, 절단된 유리괴를 자유 낙하시켜 표면장력에 따라 구형화되고, 연화점
이하까지 냉각시킨 후 용기에 포집하는 과정으로 진행된다. 이외에 자유낙하 되는 용
융유리를 버너를 이용한 고속 제트기류의 화염속에서 분산시켜 비행중 표면장력에
따라 글라스비드를 제조하는 방법 등이 있다.
간접법은 분쇄유리입자나 분말 유리형성제로부터 글라스비드를 제조하는 방법이다.
분쇄 유리입자로부터 글라스비드를 제조하는 방법은 우선 분쇄 유리입자를 특정입도
로 선별하고 이 입자들을 고온의 연소가스 기류 중에 부유시켜 가열존에서 재용융한
다음, 표면장력에 따라 구상화되어 냉각존에서 연화점이하로 냉각시킨 후 분급기를
통해 포집하는 과정으로 이루어지며 Shaft 킬른 제조법이라고 한다. 또한 분쇄 및 선
별된 유리입자를 킬른내에서 유리입자와 킬른벽 사이의 융착을 방지하기 위하여 코
팅물질인 카본블랙, 질화붕소 등으로 코팅한 후 rotary 킬른에서 재용융 및 구상화하
여 대기중으로 자유낙하 및 냉각시킨 후 산처리로 코팅물질을 회수하고 글라스비드
를 수집하는 rotary 킬른법이 있다. 이외에 분쇄 및 선별된 유리입자를 코팅물질인
카본블랙, 질화붕소 등으로 코팅한 후 연속적인 유동층에서 유동시키면서 재용융 및
구형화 과정을 거쳐 글라스비드를 제조하는 연속 유동층법 등이 있다.6)

- 23 -
㉯ 시장규모
Glass Beads의 시장규모가 명시 되어있지 않으나 기타 산업용 유리제품의 경우 2008
년 생산량이 67,861 백만원으로 조사되었다.7)
(6) CRT to Other Product Recycle
다른 제품으로의 재활용을 의미하는 것으로 CRT유리가 아닌 벽돌, 유리섬유 등을 만드는 것
이다. 폐CRT 유리는 납을 비롯하여 여러 유해물질을 포함하고 있어, 다른 제품으로의 재활용
에 몇 가지 제약이 있다. 예로, 연마재, 필터 또는 골재로 재활용할 경우 인체의 건강과 안전에
큰 위협을 주며, 콘크리트와 타일, 그리고 페인트와 같이 폐CRT 유리를 가루로 만들어서 제품
의 내주에 넣는 기술 또한 인체의 건강과 안전을 위협하여 장기적인 해결방안이 되지 못한다.
현재 국내에선 2012년 12월 지상파 TV HD전환 및 한국전기초자의 가동 중단으로 인해 기존
의 폐CRT 유리의 재활용 공정이 무력화되어, CRT 유리의 재활용 방안이 전무한 실정이다. 따
라서 다른 제품으로의 폐CRT유리 재활용 가능성을 조사 및 검토하였다.
(가) Glass to Other Product Recycle
① 콘크리트 블록
㉮ 기술개요8)
인터로킹 블록은 보도, 차도, 광장, 주차장 등의 포장에 사용하는 제품이며, 모양, 치
수, 용도에 따라 여러 가지로 분류할 수 있다. 일반적으로 인터로킹 블록의 원료는
콘크리트 벽돌과 유사하지만 용도의 특성상 바닥에 사용되는 제품이기 때문에 압축
강도보다는 휨강도의 성능이 중요하게 요구되고 있으며, 일정한 면적에 동일한 높이
를 유지하여야하기 때문에 치수관리가 매우 중요한 제품이다. 인터로킹 블록의 일반
적인 특성은 <표 8>과 같다. 또한 인터로킹 블록의 포장은 <표 9>와 같이 아스팔트
나 콘크리트를 사용한 바닥포장공법과는 다른 몇가지 특징을 지니고 있다. 특히, 종
류의 다양성, 문양의 다양성, 색상의 다양성 등으로 주변환경과 조화를 이룰 수 있는
점에서 탁월하기 때문에 최근에 많이 활용되는 것으로 판단된다. 또한, 인터로킹블록
의 포장법은 매우 간단하다. 대부분의 경우에 특별한 기술이 없이 단순작업으로도 설
치 할 수 있으며 특별한 기술이나 설치에 따른 중장비가 많이 필요하지 않다.
6) 글라스비드의 제조방법, http://www.hichemplus.co.kr, 하이켐플러스
7) 2007년 세라믹 생산통계, http://www.kicet.re.kr, 한국세라믹기술원
8) 유해 폐기물 용융슬래그를 이용한 블록 적용성 평가, 정해영, 조성진, 서용칠, 이협희, 유영돈, 김영기, 한국폐기물
학회지

- 24 -
구분 특 성 내 용
장 점
강 도 ․ 마모가 잘 안되어서 수명이 영구적이며 중차량의 통행이 가능함.
용 도
․ 보도에서 대형차량의 통행로까지 용도가 다양하여, 차도, 주차장, 보도,
공원주변 정원, 방파제, 각종호안, 계단, 주유소, 중장비 공장 내외부,
각종 군사훈련장 등에 적용이 가능함.
시 공․ 시공 시 대형건설장비가 필요 없고, 포장비가 비교적 저렴함.
․ 기후 및 하중의 영향으로 인한 균열이 거의 없음.
색 상
․ 차도의 차선표시, 주차장의 주차선 표시로 이용됨.
․ 각종 색상의 결합으로 아름다운 디자인을 나타낼 수 있어 미관 및
조경용으로 사용 가능함.
구 조
․ 결합식으로 표장면의 뒤틀림이 없음.
․ 경계석이 따로 필용없어 시공비가 저렴하며, 블록 각각이 맞물려서
역학적으로 안전하며, 소형이면서 S형 모양으로 시각적 효과가 있음.
편리성․ 포장즉시 사용이 가능함.
․ 오르막길, 빗길의 슬립방지 기능이 있음.
단 점
시 공․ 인력시공이므로 포장시공속도가 느리고 시공 후 고속차량이용에 어려움이
있음.
포 장
․ 단위체 포장이므로 불량시공시 바닥의 스폰지 현상이 일어날 수 있음.
․ 도로포장일 경우 승차감이 불량하여 일반적으로 차량속도가 약
60Km/h이하인 곳에서만 사용.
<표 8>인터로킹 블록의 일반적인 특성
구 분 아스팔트 콘크리트 인터로킹블록비용
초기건설비 높음 낮음 보통유지보수비 높음 높음 낮음잔존가치 보통 없음 높음
미관 (외관성) 매우 낮음 보통 매우 양호시공
시공방법 복잡 복잡 간단시공속도 빠름 늦음 늦음색상 단색 단색 다양재료모양 단일 단일 다양조합문형 불가능 불가능 가능공간변화 고정 고정 다양
주변조화 고정성 고정성 유동성침투성 불가능 불가능 가능
<표 9> 타공법과 인터로킹블록 포장의 비교
- 25 -
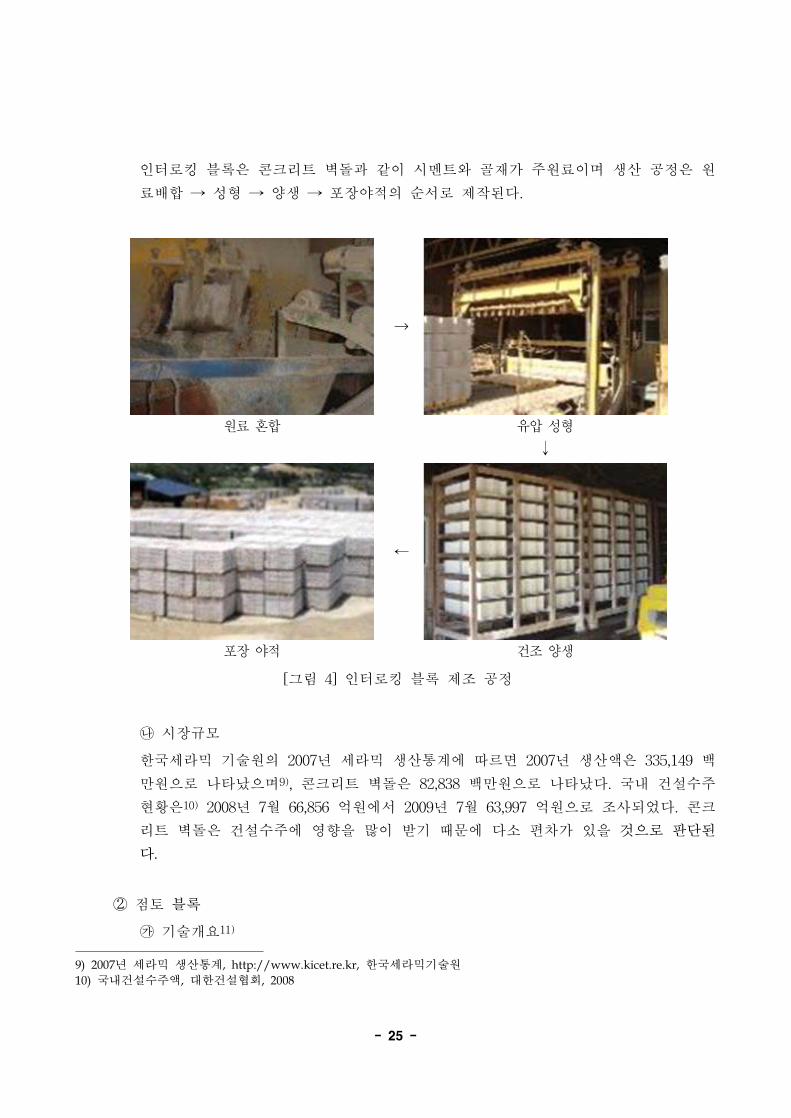
인터로킹 블록은 콘크리트 벽돌과 같이 시멘트와 골재가 주원료이며 생산 공정은 원
료배합 → 성형 → 양생 → 포장야적의 순서로 제작된다.
→
원료 혼합 유압 성형
↓
←
포장 야적 건조 양생
[그림 4] 인터로킹 블록 제조 공정
㉯ 시장규모
한국세라믹 기술원의 2007년 세라믹 생산통계에 따르면 2007년 생산액은 335,149 백
만원으로 나타났으며9), 콘크리트 벽돌은 82,838 백만원으로 나타났다. 국내 건설수주
현황은10) 2008년 7월 66,856 억원에서 2009년 7월 63,997 억원으로 조사되었다. 콘크
리트 벽돌은 건설수주에 영향을 많이 받기 때문에 다소 편차가 있을 것으로 판단된
다.
② 점토 블록
㉮ 기술개요11)
9) 2007년 세라믹 생산통계, http://www.kicet.re.kr, 한국세라믹기술원10) 국내건설수주액, 대한건설협회, 2008
- 26 -
[그림 5] 점토블록
점토블록은 점토 등을 주원료로 하여 소성한 벽돌로서, KS규격에 따라 속이 빈 하중
지지면의 유효 단면적이 전체 단면적의 50%이상이 되도록 제작한 미장벽돌, 외부에
노출되는 표면에 유약 또는 그와 유사한 원료로 용융된 상태로 소성한 유약벽돌로
나뉜다. 또한, 주 사용원료에 따라 적점토와 모래를 주원료로 하여 만든 적 점토질
벽돌 및 점토, 고령토, 장석을 주원료로 하여 만든 도자기질 벽돌로 나눌 수 있다. 그
외에 표면처리, 소성방법에 의해 분류하고 있다. <표 10>은 소성방법에 따른 점토블
록의 분류를 나타낸 것이다.
구 분 특 징 비 고
산화소성벽돌소성시 공기의 공급을 충분히 하여 소성한
단색벽돌
․ 적점토질 : 붉은단색
ex) 견출벽돌
환원소성벽돌소성시 공기의 공급을 적게하여 불완전
연소상태에서 소성한 벽돌
․ 적점토질 : 적색,청회색톤
ex) 환원벽돌, 변색벽돌
Freshing 소성벽돌최고 환원을 약간시키되 최고 온도에서 순간
적으로 환원시킨 벽돌․ 적점토질 : 황토색톤
<표 10> 소성 방법에 따른 점토블록의 분류
또한, 점토생산과정에 따라 내화블록과 내화단열블록으로 나눌 수 있다. 내화블록은
높은 온도에서 녹거나 변형이 일어나지 않는 무기재료로서, 그 구성성분이나 원료에
따라 여러 가지로 분류된다. 규사, 규조토, 납석, 흑연, 고알루미나, 마그네시아, 돌로
마이트, 크롬광, 탄화규소, 질화규소, 지르콘 등의 원료를 분쇄하여 혼련, 성형, 건조,
소성의 공정을 거쳐 제조되는데, 사용되는 원료나 용도에 따라 각각의 공정이 조금씩
달라진다. 내화블록은 1000 ~ 1700℃의 열처리장치에 사용되는데, 예를 들면 보일러,
용광로, 용선로, 평로, 전기로, 전로, 혼선로, 유리용해로 등에 사용된다. 내화단열블록
은 경량 블록이라고도 하며 다공질 조직을 가진 블록의 총칭으로 부피비중이 0.10 ~
1.25, 열전도도가 0.13 ~ 0.45kcal/mh℃이어서 900 ~ 1500℃에서 보온 또는 단열성이
11) Brick Clay를 이용한 경량골재 제조에 관한 연구, 정형진, 강일구, 심문택, 한국 세라믹학회지

- 27 -
매우 좋다. 따라서 열처리 장치 내에 벽의 재료로 사용하면 연료나 전기등을 상당히
절감시킬 수 있고, 내부 온도를 균일하게 유지하거나 소정의 온도까지 빨리 도달 시
킬 수 있는 효과가 있다. 일반적인 점토 벽돌의 특징은 <표 11>과 같다.
구 분 내 용
단열 및 축열기능흙으로 구워 만든 점토벽돌은 흙보다 안정적인 층상구조로 단열성과 축열성이
뛰어나 냉난방에 소모되는 에너지 비용을 절감시킴.
흡음성 미세 기공에 의한 음의 회절을 통한 흡음 기능.
천연탈취흙의 양이온치환능력을 유지하고 있어 실내공기 및 악취를 흡착, 분해하여
쾌적한 실내환경을 조성.
내구성 내구성이 우수하여 바닥포장재로 많이 쓰임.
<표 11> 점토 벽돌의 특징
점토블록은 제토공정 → 성형공정 → 건조 및 적재 공정 → 소성공정 → 포장 및 검
수공정을 통하여 제작된다. 제토공정 점토벽돌을 생산할 수 있도록 원재료인 점토,
마사토, 고령토 등의 불순물을 제거하고 잘게 부수어, 제품의 종류에 따라 혼합, 믹서
하는 공정으로써, 벽돌조직을 치밀하게 하고 고품질의 제품을 제조하기 위해 필요한
공정이다.
㉠ 제토공정
점토벽돌을 생산할 수 있도록 원재료인 점토, 마사토, 고령토 등의 불순물을 제거하
고 잘게 부수어, 제품의 종류에 따라 혼합, 믹서 하는 공정으로써, 벽돌조직을 치밀하
게 하고 고품질의 제품을 제조하기 위해 필요한 공정이다.
㉡ 성형공정
제토공정에서 가공된 원료를 이용하여 원하는 형태의 점토블록을 만드는 공정으로,
제품의 강도, 품질, 표면처리를 좌우하는 공정이다.
㉢ 건조 및 적재공정
점토블록이 함유하고 있는 수분을 제거하는 공정으로 블록을 소성시키기 위한 준비
단계이다. 일반적으로, 건조실의 최고 온도는 60~80℃, 건조시간은 40~48시간으로 한
다.

- 28 -
㉣ 소성공정
원재료인 흙이 불과 만나 점토벽돌이라는 인공의 건축자재로 바뀌는 중요한 단계이
다. 이 공정에 의해 벽돌의 강도, 흡수율, 치수·오차 등이 결정되어진다. 일반적인 소
성 최고온도는 1240℃이다. [그림 6]은 점토블록의 제조공정을 나타낸 것이다.
→ →
제토 성형 건조↓
←
포장 소성
[그림 6] 점토블록 제조공정
㉯ 시장규모12)
한국세라믹 기술원의 2007년 세라믹 생산통계에 따르면 2007년 생산액은 167,901 백
만원으로 나타났다.
③ 인조대리석
㉮ 기술개요13)
천연석을 모방하여 인공으로 만든 건축재료의 일종으로 모조석이라고도 한다. 원래는
천연석을 모조할 목적으로 만들었지만, 천연석과는 별개인 인조석 자체의 특징을 갖
춘 것도 만들어지고 있는데 가장 일반적인 것으로 테라조(terrazzo)가 여기에 해당된
12) 2007년 세라믹 생산통계, http://www.kicet.re.kr, 한국세라믹기술원
13) 인조대리석, http://dic.paran.com, 파란대백과사전

- 29 -
다. 일반적으로 포틀랜드시멘트나 백색포틀랜드시멘트를 결합재로 하고 종석에는 색
채와 모양의 특징이 뚜렷한 화강암 또는 대리석의 석분이나 쇄석을 가하며, 황토나
산화철 등을 안료로 써서 물로 반죽하여 판상으로 성형한다. 결합재로 안료와 조합한
컬러시멘트를 사용하는 경우도 많다. 성형 후 경화하기 전에 물로 씻어 시멘트분을
제거하여 종석이 표면에 드러나게 한 것, 경화 후 연마기를 써서 광택이 나게 하여
골재의 아름다운 단면이 표면에 나타나게 한 것이 있는데, 광택이 나게 한 것이 테라
조이다. 제품에는 공장제품과 현장제품이 있으며 또 곡면처리도 가능하다. 대리석 등
천연의 것은 고가이며 구입이 쉽지 않으므로 대부분 건축물의 벽·바닥·기둥 등에는
테라조가 널리 사용된다. 최근에는 메틸메타아크릴레이트·불포화폴리에스테르수지 등
의 합성수지를 사용하여 시멘트나 석고를 기재로 하고, 화강암·규사 등의 천연광물을
굳혀서 대리석처럼 처리한 인조대리석도 나오고 있다. 이것은 의장성과 가공성이 천
연대리석보다 좋기 때문에 욕조·세면대·카운터대·내장재 등의 재료로 많이 보급되고
있다. 1991년 세계 최대의 엔지니어링플라스틱메이커인 미국의 GE플라스틱사가 경
량·고성능의 폴리부틸렌테레프탈레이트(PBT)를 수지로서 사용한 <Heavy Valox>를
발표하였는데, 이는 기존의 인조대리석보다 중량감이 있으며 공정이 간편하여, 위생
용재·건재 외에 화장품용기나 피아노건반 등의 여러 용도로 개발되고 있다. 철선 등
으로 보강한 말뚝이나 두꺼운 판상의 콘크리트성형품 외면을 자연목의 껍질이나 나
뭇결모양으로 모조한 인조목도 울타리의 기둥, 공원의 벤치 등에 많이 이용되고 있
다.
㉯ 시장규모14)
국내 인조대리석 시장은 IMF 직후인 1990년대 후반부터 소형평수 아파트로의 확산
이 급속도로 이루어짐에 따라 2001년 110%, 2002년 49%의 성장하면서 수직 상승하
였으나 이후 국내 건설 경기 부진 및 국내 공급 과잉 등으로 성장세는 5~6%대로 크
게 둔화되었지만, 신규 건설 수요 이외에 리모델링 용도의 수요는 지속적으로 증가하
고 있어, 현재 수준의 증가세는 유지될 것으로 전망된다. 한편 국내 인조대리석 시장
은 2002년 이후 공급과잉 현상이 나타남에 따라, 수출비중이 높아지면서 2005년 매출
액 기준으로 수출이 내수를 상회하고 있는 것으로 나타났다. 2005년말 기준 국내 주
요 인조대리석 생산기업인 LG화학, 제일모직, 한화종합화학, 듀폰의 주요 4사의 생산
능력은 세계 생산량의 25%에 달하는 200만매를 넘어선 것으로 추정된다. 한국세라믹
기술원의 2007년 세라믹 생산통계(표준산업분류 중 세라믹 품목)에 따르면 2007년 생
산액은 29,403 백만원으로 나타났으며, 현재 대기업들의 투자가 많이 이루어지고 있
는 것으로 미루어볼 때 2007년 생산액을 넘을 것으로 판단된다. 2003년 기준 세계 인
조대리석 시장 규모는 연간 약 1조 2,000억원에 달하였으며, 연평균 약10%의 증가세
를 보인 것으로 나타나 2006년 세계 시장 규모는 약 1조 7,000억원에 이른 것으로 추
14) 국내외 인조대리석 시장 분석 및 대림콩크리트의 경쟁력 평가, 하나산업정보, 2007

- 30 -
정되며, 이중 미국 시장은 약 9,000억원 내외의 시장규모를 나타내는 것으로 추정되
고 있어 세계 인조대리석 시장의 최대 수요처이다. 세계 시장의 약 50% 이상을 차지
하고 있는 미국 시장은 대부분 듀폰사가 장악하고 있으나, LG화학이 2005년 미국 현
지공장 준공으로 미국 시장 내 점유율을 확대해나가고 있다. LG화학의 하이믹스는
2008년까지 미국 시장 내 점유율을 20% 이상으로 끌어올리는 것을 목표로 하고 있
다.
④ 납제련
㉮ 기술개요
폐배터리를 처리하는 기술로서 폐배터리 내에 있는 65%의 납을 99%의 납으로 회수
하는 기술을 말한다. 주요 설비로는 파쇄기 15톤/시간, 용해로 70톤/일, 회전로 20톤,
대기방지시설, 폐수처리시설로 이루어져 있으며, 납제련 공장중 하나인 (주)화창의 납
제련 공정은 [그림 7]과 같다.
[그림 7] 납제련 공정도
⑤ 타일
㉮ 기술개요
타일이란 점토질 원료를 가마에서 구워서 여러 가지 모양과 빛깔을 넣어서 만든 건
물의 벽, 바닥, 지붕 따위를 장식하는 판이라고 사전에 설명되어 있다. 한국공업규격
인 KS L 1001 도자기질 타일에 명시되어 있는 바에 따르면 다음과 같다.
- 31 -
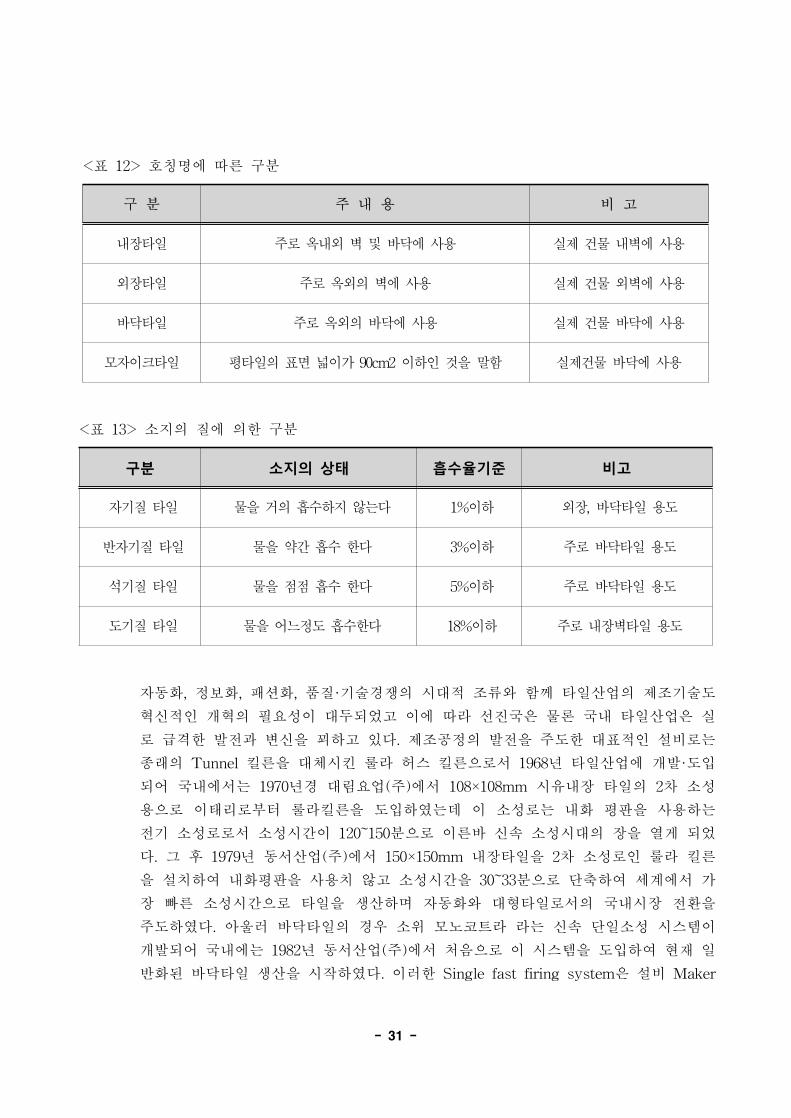
구 분 주 내 용 비 고
내장타일 주로 옥내외 벽 및 바닥에 사용 실제 건물 내벽에 사용
외장타일 주로 옥외의 벽에 사용 실제 건물 외벽에 사용
바닥타일 주로 옥외의 바닥에 사용 실제 건물 바닥에 사용
모자이크타일 평타일의 표면 넓이가 90cm2 이하인 것을 말함 실제건물 바닥에 사용
<표 12> 호칭명에 따른 구분
구분 소지의 상태 흡수율기준 비고
자기질 타일 물을 거의 흡수하지 않는다 1%이하 외장, 바닥타일 용도
반자기질 타일 물을 약간 흡수 한다 3%이하 주로 바닥타일 용도
석기질 타일 물을 점점 흡수 한다 5%이하 주로 바닥타일 용도
도기질 타일 물을 어느정도 흡수한다 18%이하 주로 내장벽타일 용도
<표 13> 소지의 질에 의한 구분
자동화, 정보화, 패션화, 품질·기술경쟁의 시대적 조류와 함께 타일산업의 제조기술도
혁신적인 개혁의 필요성이 대두되었고 이에 따라 선진국은 물론 국내 타일산업은 실
로 급격한 발전과 변신을 꾀하고 있다. 제조공정의 발전을 주도한 대표적인 설비로는
종래의 Tunnel 킬른을 대체시킨 룰라 허스 킬른으로서 1968년 타일산업에 개발·도입
되어 국내에서는 1970년경 대림요업(주)에서 108×108mm 시유내장 타일의 2차 소성
용으로 이태리로부터 룰라킬른을 도입하였는데 이 소성로는 내화 평판을 사용하는
전기 소성로로서 소성시간이 120~150분으로 이른바 신속 소성시대의 장을 열게 되었
다. 그 후 1979년 동서산업(주)에서 150×150mm 내장타일을 2차 소성로인 룰라 킬른
을 설치하여 내화평판을 사용치 않고 소성시간을 30~33분으로 단축하여 세계에서 가
장 빠른 소성시간으로 타일을 생산하며 자동화와 대형타일로서의 국내시장 전환을
주도하였다. 아울러 바닥타일의 경우 소위 모노코트라 라는 신속 단일소성 시스템이
개발되어 국내에는 1982년 동서산업(주)에서 처음으로 이 시스템을 도입하여 현재 일
반화된 바닥타일 생산을 시작하였다. 이러한 Single fast firing system은 설비 Maker

- 32 -
들의 수요개발 계획과 더불어 내장타일 부분에도 적용되어 소위 모노포로사 라는 제
조공정이 도입되었는데 이는 종래 1차 비스켓소성과 2차 유약소성의 2차 소성공정을
단 한번에 소지와 유약을 소성시켜 내장타일을 생산하는 방법으로 국내에는 1987년
삼영요업에서 처음으로 도입하였다.
도기질
내장타일
제토
성형
건조 건조
Single firing
공정
(monoporosa)
1차소성 Double firing
공정
(bicottura)시유
시유
소성
(본)소성
선별포장
[그림 8] 도기질 내장타일 제조 공정도
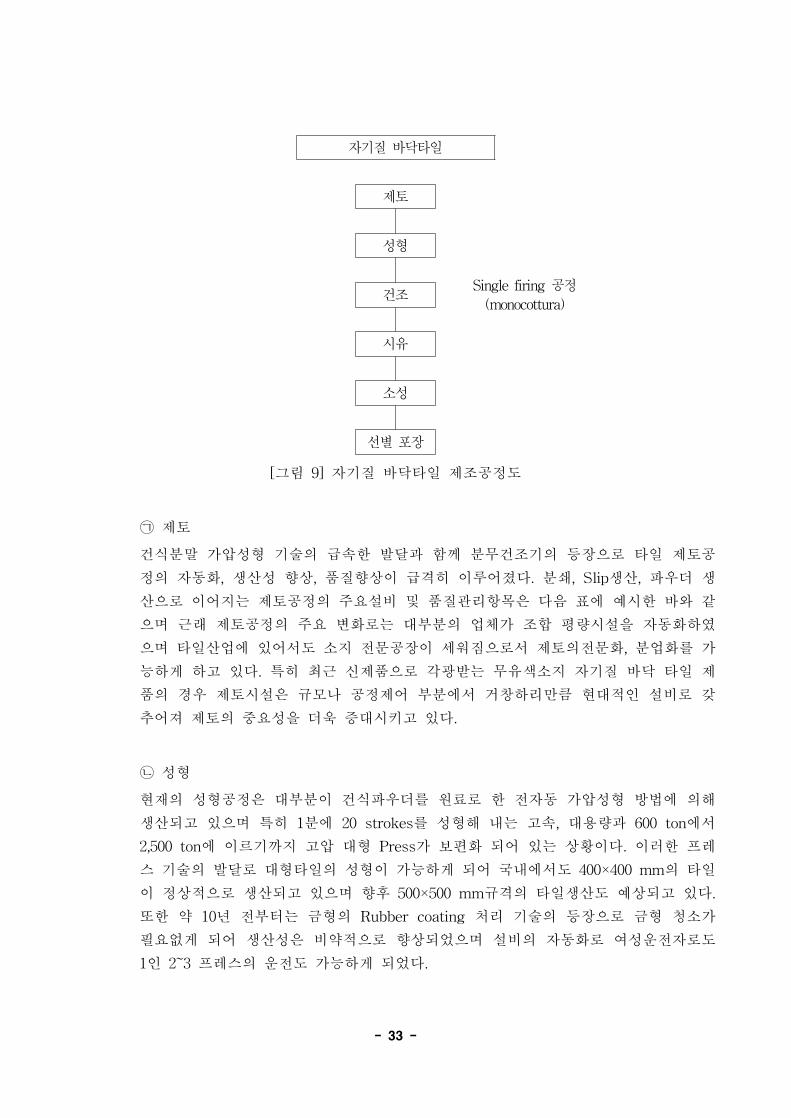
- 33 -
자기질 바닥타일
제토
성형
Single firing 공정
(monocottura)건조
시유
소성
선별 포장
[그림 9] 자기질 바닥타일 제조공정도
㉠ 제토
건식분말 가압성형 기술의 급속한 발달과 함께 분무건조기의 등장으로 타일 제토공
정의 자동화, 생산성 향상, 품질향상이 급격히 이루어졌다. 분쇄, Slip생산, 파우더 생
산으로 이어지는 제토공정의 주요설비 및 품질관리항목은 다음 표에 예시한 바와 같
으며 근래 제토공정의 주요 변화로는 대부분의 업체가 조합 평량시설을 자동화하였
으며 타일산업에 있어서도 소지 전문공장이 세워짐으로서 제토의전문화, 분업화를 가
능하게 하고 있다. 특히 최근 신제품으로 각광받는 무유색소지 자기질 바닥 타일 제
품의 경우 제토시설은 규모나 공정제어 부분에서 거창하리만큼 현대적인 설비로 갖
추어져 제토의 중요성을 더욱 증대시키고 있다.
㉡ 성형
현재의 성형공정은 대부분이 건식파우더를 원료로 한 전자동 가압성형 방법에 의해
생산되고 있으며 특히 1분에 20 strokes를 성형해 내는 고속, 대용량과 600 ton에서
2,500 ton에 이르기까지 고압 대형 Press가 보편화 되어 있는 상황이다. 이러한 프레
스 기술의 발달로 대형타일의 성형이 가능하게 되어 국내에서도 400×400 mm의 타일
이 정상적으로 생산되고 있으며 향후 500×500 mm규격의 타일생산도 예상되고 있다.
또한 약 10년 전부터는 금형의 Rubber coating 처리 기술의 등장으로 금형 청소가
필요없게 되어 생산성은 비약적으로 향상되었으며 설비의 자동화로 여성운전자로도
1인 2~3 프레스의 운전도 가능하게 되었다.
- 34 -
㉢ 시유
타일산업에 있어 제품의 고급화, 차별화, 패션화는 시유기법과 이를 뒷받침하는 유약
의 개발에 결정적으로 달려 있다고 할 수 있다. 시유 및 장식의 방법은 현재 100여
가지 이상이 알려져 있다고 하나 무한한 가능성을 내포하고 있어 향후 독자적인 신
제품개발을 위해서는 이 부문에 각별한 관심을 기울여야 할 것이다. 또한 타일의 패
션화가 급속히 진행되면서 각 업체는 디자인의 수입과 전문디자이너를 대거 확보 운
영하는 등 이제 타일은 품질경쟁과 아울러 예술성을 고려한 디자인 경쟁의 상황을
맞고 있다.
㉣ 소성
타일제조에 있어 소성공정은 그간의 애써 만든 반제품을 결론적으로 제품이라는 상
품가치를 창출해내는 마지막 공정이다. 요즘 아무리 장비가 정밀하고 자동화되었다
하더라도 역시 천연광물의 요업재료를 불에 의해서 구어내는 일은 계산적이거나 기
계적으로 나타낼 수 없는 신비오룸을 간직한 요업공정의 주체이다. 앞서 언급한 바와
같이 소성방법은 1차 소성 혹은 2차 소성으로 선택될 수 있으며 국내에 이미 50여대
가 가동 중인 룰라 허스킬른이 소성설비의 주류를 이루고 있으며 극소수의 Tunnel
킬른이 Biscuit소성용으로 사용되고 있을 뿐이다. 룰라 킬른은 종래의 턴넬 킬른에 비
해 노동력절감, 연료비절감, 제품의 균일성, 요도구의 불필요, 대형 타일생산의 용이
성, 점화소화의 용이성, 신속한 제품관리 등의 장점이 높게 평가되고 있다. 또한 3차
소성으로 지칭되는 System이 도입되어 국내 4개업체가 운영하고 있는데 이는 대량
생산라인에서의 프린트에 의한 무늬창출의 제약성을 해결하고 소량의 고부가가치 제
품을 만들기 위한 목적으로 10M 내외길이의 킬른에서 700~900℃의 소성온도로 완제
품타일에 특수원료(금, 은, 백금 등) 혹은 특수 디자인을 추가하여 타일의 미적 가치
를 드높이는 방법을 말한다.
㉤ 선별포장
국가적으로 소비자 위주의 품질경영이 강조되고 있고 소비자의 품질에 대한 인식수
준이 향상되고 국내는 물론 해외시장 진출에 따라 인식수준이 향상되고 국내는 물론
해외시장 진출에 따라 품질보증에 하자가 있을 경우 타일의 경우는 전체 Lot에 대한
배상책임의 심각한 문제를 안게 된다. 이러한 상황아래 선별공정은 타일제조의 품질
보증이란 중요한 공정으로 인식되게 되었으며 이에 따른 기술투자에 따라 치수, 뒤틀
림, 두께의 자동검사는 물론 색상까지도 사람을 대신하여 설비가 선별해 낼 수 있는
장치가 개발되기도 했다. 또한 과거 선별공정은 타일공장 제조인력의 1/3을 차지하여
노동집약산업이란 취약성의 주요인이었으나 지금은 로봇이 제품을 적재하는 등 타일
제조 공정에서 자동화가 가장 잘 이루어진 부분이 되었다.15)

- 35 -
㉯ 시장규모16)
한국세라믹기술원의 2008년 무역통계에 따르면 수출은 1,876 천달러, 수입은 4,506 천
달러로 무역 적자가 2,630 천달러로 나타났다. 현재 타일 업계에서는 제조업체 공장
이 국내에ㅐ 있다가 대부분이 국외에 설치되어 운영 중인 것으로 조사되었다.
⑥ 유약
㉮ 기술개요
유약이란 도자기를 제조할 때 성형하여 구운 소지(素地)위에 엷게 피복·밀착시키기
위해 바르는 유리질의 잿물을 말하며, 유약을 바르는 목적은 표면에 광택을 주어 제
품을 아름답게 하는 것 외에도 강도를 더하고 표면을 반질반질하게 하여 더러워지는
것을 방지하는 데 있다.17) 또한 흡수성을 떨어뜨려 물이나 화햑약품에 대한 저항성을
증가시킨다는 실용면에도 도움이 된다. 유약의 성질로서는 열팽창률이 소지의 재료와
거의 같고 녹는 점이 소지재료보다 낮아야 하며 도자기에 유약을 바르고 구웠을 때
잘 녹아 유동하여 소지에 밀착함으로써 표면에 엷은 유리막을 생성하는 것이어야 한
다. 유약이 소지의 팽창 수축과 일치하지 않을 때는 벗겨지거나 균열이 생기는데 이
균열을 관유(貫乳)라고 하며, 이것을 장식으로 이용하는 도자기도 있다. 유약은 일반
적으로 투명한 것이지만 유백유·색유·결정유·무염유·균열유 등이 있으며, 유약의 조성
은 소성(燒成)온도의 고저와 토질에 따라서 조합과 조성이 다르며, 일반적으로 자기
유와 도기유로 분류된다. 주성분은 규산화합물(SiO2)이고, 사용되는 원료로 자기와 같
이 고온도(1200~1500℃)에서 소성하는 것으로서 장석·석영·석회석·고령토 등이 있으
며, 도기와 같이 저온도(960~1000℃) 소성에는 고령토·붕사·장석·석회석 등이 사용된
다. 색채를 가하기 위해서는 철·구리·코발트 등의 산화금속 화합물이 혼합된다.18) 유
약의 종류가 다양한 만큼 유약의 제조공정 역시 다양하나 일반적인 유약의 제조공정
은 원료배합→ Milling → 건조 → Crushing → 포장 순서로 이루어진다.19)
㉯ 시장규모
한국세라믹 기술원의 2007년 세라믹 생산통계에 따르면 2007년 유약 생산액은 64,353
백만원으로 나타났다.20)
⑦ 경량발포세라믹
15) 타일제조의 현황과 향후전망, 동서산업주식회사,1992
16) 2007년 세라믹 생산통계, http://www.kicet.re.kr, 한국세라믹기술원
17) 유약의 정의, http://dic.naver.com, 네이버백과사전
18) 곡물재와 채소재를 이용한 도자기용 유약제조와 그 특성, 한영순 외 1명, 2004.11
19) 유약의 제조공정, 권혁이, 순일산업
20) 2007년 세라믹 생산통계, http://www.kicet.re.kr, 한국세라믹기술원
- 36 -
㉮ 기술개요21)
한국산업규격 KS L 8551에서는 경량 발포 세라믹을 다음과 같이 정의하고 있다. 폐
수처리장에서 발생하는 슬러지, 폐제올라이트 또는 각종 폐기물 등을 주원료로 하여
혼합․성형한 후 1150 ℃ 이상에서 소성하여 제조한 것을 경량 발포 세라믹으로 정
의 하고 있다. 경량 발포 세라믹은 밀도가 작으면서도 내구성이 있기 때문에 활용분
야는 아래 표와 같이 다양하다고 판단된다.
분 야 세 부 사 항
건축분야 건축용단열재
토목분야 외벽단열, 냉동 저온 창고의 단열, 축사, 우사, 돈사의 단열, 지붕의 단열 등
기기설비분야 배관주변의 단열, 욕조, 싱크대의 경제적 단열 등
선박분야 냉동차, 어선, LPG, LNG탱크 등의 단열
차량분야 보냉차, 일반철도 차량의 단열보
기타분야 어선의 부력용, 오락시설의 조형, 터널의 단열, 일반가정의 틈막이
<표 14> 발포 경량 세라믹 기술 개발에 따른 활용 분야
경량 발포 세라믹의 제조에서 주원료로 사용되는 유리의 주요 성분 및 역할은 아래
와 같다.
성 분 역 할
SiO2 유리의 구조를 형성하는 유리의 기본 물질
Na2O 용융온도를 낮추는 망목수식 산화물
CaO 유리의 내수성을 부여하기 위함
MgO 유리의 내수성을 부여하며 유리점도의 온도 경사를 완만하게 하기 위함
As2O3 유리제조시 청정제이며 발포유리 제조시 산소공급성분으로서의 역할
Fe2O3 산소 공급원으로서의 역할
SO3 발포유리 제조 시 산소 공급 역할
B2O3유리의 망목구성 성분으로서 용융온도, 점도 및 열팽창계수를 낮추며 화학적
내구성을 존재시키는 역할
Al2O3 유리의 실투 경향을 억제하는 역할
<표 15> 발포 유리의 주요 성분 및 역할
21) 자동차 폐기물의 가스화 특성 및 잔류물 재활용 기술연구, 조성진, p.99 ~ 102
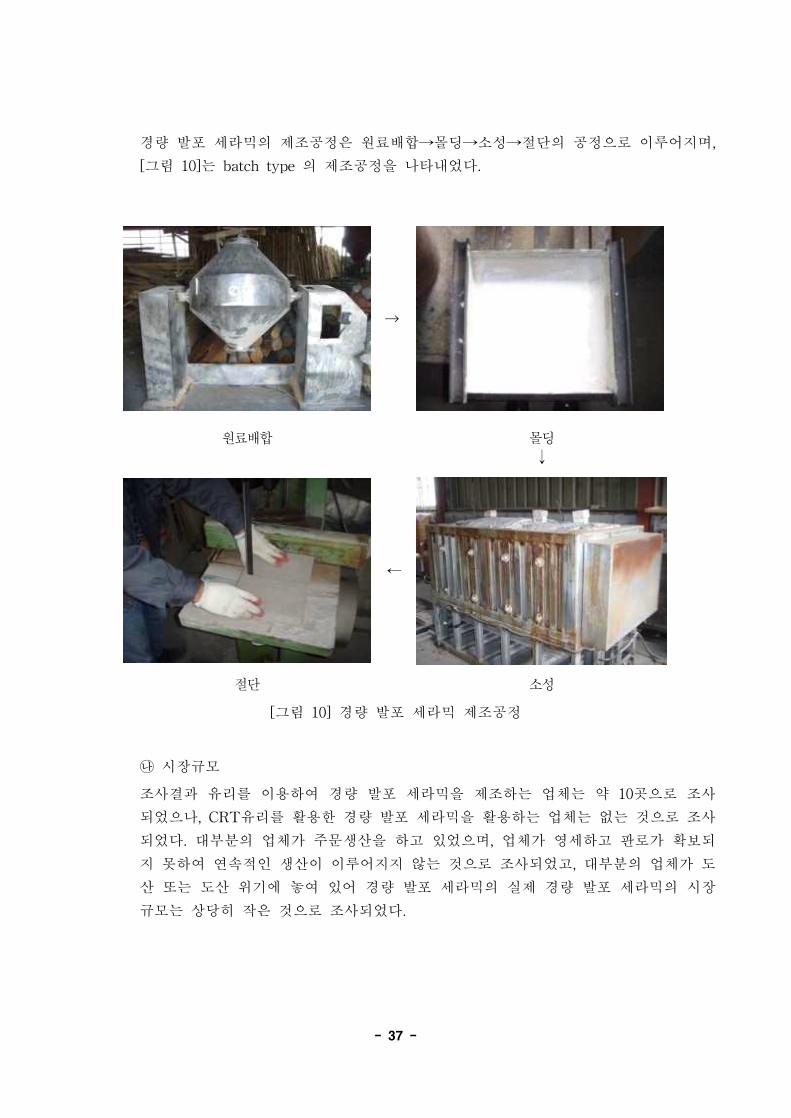
- 37 -
경량 발포 세라믹의 제조공정은 원료배합→몰딩→소성→절단의 공정으로 이루어지며,
[그림 10]는 batch type 의 제조공정을 나타내었다.
→
원료배합 몰딩
↓
←
절단 소성
[그림 10] 경량 발포 세라믹 제조공정
㉯ 시장규모
조사결과 유리를 이용하여 경량 발포 세라믹을 제조하는 업체는 약 10곳으로 조사
되었으나, CRT유리를 활용한 경량 발포 세라믹을 활용하는 업체는 없는 것으로 조사
되었다. 대부분의 업체가 주문생산을 하고 있었으며, 업체가 영세하고 판로가 확보되
지 못하여 연속적인 생산이 이루어지지 않는 것으로 조사되었고, 대부분의 업체가 도
산 또는 도산 위기에 놓여 있어 경량 발포 세라믹의 실제 경량 발포 세라믹의 시장
규모는 상당히 작은 것으로 조사되었다.
- 38 -
나. 국외 사례조사
국외 사례조사는 지상파 방송방식이 아날로그에서 디지털로 변화된 유럽과 일본을 대상으로
실시하였다. 방송방식이 전환되면서 CRT 유리에 대한 처리방법에 대한 연구가 일부 진행된 것
으로 조사되었으나, 현재 동남아시아지역으로 CRT Cullet을 CRT 유리로 다시 재생하기 위한
원료로 해외로 반출 중이거나, 자국에서 타유리를 생산하는데 투입하는 것으로 조사되었다.
(1) 유럽 사례
(가) 영국은 스탠포셔 대학에서 설립한 회사에서 유리컨설팅 전문가와 협력하여 폐유리를
재활용하여 적벽돌 제품을 생산하는 신기술 stonglass를 개발하여 특허등록을 한 것으로
조사되었다. 특징으로는 흙벽돌의 5~10%를 유리분말로 사용 가능하며 결빙, 압력, 수분흡수
에 대한 내구성이 강화되는 효과를 보이는 것으로 조사되었다. 또한 소성온도의 저하로 에
너지 절감을 약 20%가량 이룬 것으로 보고되었으나, 본 기술은 CRT유리를 이용한 것이
아닌 일반 유리(판유리, 병유리)를 이용한 것으로 조사되었으나, 일반유리를 대체하여
CRTP(전면부)를 대체한다면 기술적용이 가능할 것으로 판단된다.
(나) 영국 런던에 소재한 Waste Care 회사는 폐기물 수집 및 재활용하는 업체로써 20개소
를 운영하고 있으며, 가전 폐기물을 포함한 대부분의 폐기물을 수집한다. CRT 유리의 경우
분리하여 Panel은 분쇄 및 안정성 시험 후 문제가 없는 경우에 일반유리와 같이 처리하는
것으로 알려졌으며, 주로 골재로 활용하는 것으로 조사되었으며, Panel 처리에는 문제가 없
으나 납을 함유하고 있는 Funnel이 문제를 야기하는 것으로 조사되었다. Panel의 납 함유
율이 0.65%이하인 경우 일반폐기물과 같이 처리하는 것으로 조사되었다.
[그림 11] Waste Care 관계자 및 분쇄된 유리
(다) 영국 맨체스터에 소재한 Nulife Glass 회사에서는 Funnel의 재활용 기술로 고온에서
용융을 통해 납과 유리를 분리하는 기술을 적용하여 재활용 하는 것으로 조사되었다. 고온

- 39 -
용융기술을 보유하고 있었으며 5mm 이하의 분쇄 유리를 투입하는 것으로 조사되었다. 처
리된 유리는 일반 골재 또는 다양한 유리 제품으로 재활용 하도록 재활용업자에게 제공하
고 있었다. 고온용융로 기술에 대한 한국에서의 활용을 희망하고 있었다.
[그림 12] Nulife Glass 회사 관련 공정 및 Funnel에서 회수되는 납
(라) 이탈리아 세라믹과학기술연구소에서는 실험실단계의 시뮬레이션 연구가 진행된 것으
로 보고되었으며, CRTP와 CRTF를 모두 사용하여 점토벽돌을 만드는 연구를 진행한 것으
로 조사되었으며, 점토 벽돌 무게의 2~4%가량을 CRT유리를 혼합하여 점토벽돌을 소성하
였으며, CRT유리의 입도는 1mm이하를 사용하는 것으로 조사되었다. 무해성에 대한 논란
으로 전면유리를 병유리와 같이 사용하여 점토벽돌을 생산하는 기술에 대한 연구를 진행한
것으로 조사되었다.
(2) 일본 사례
파나소닉과 콘크리트 관련회사가 공동연구개발하여 CRTP(전면부)를 재활용하여 도로 포장용
콘크리트 블록을 개발하였으나, 상용화 규모는 아닌 것으로 조사되었다. 파나소닉 에코테크놀

- 40 -
로지센터와 도쿄도내 초등학교에 시범적으로 설치하여 운영 중인 것으로 조사되었으며, 본 콘
크리트 블록의 특징으로는 표층의 유리가 빛을 반사하여 인식하기 쉬운 시인성과, 투수성으로
인한 도심수해방지효과, 보수성으로 인한 도심 열섬효과를 저감시키는 효과를 보인 것으로 조
사되었다.
[그림 13] 토쿄도 내 초등학교에 설치된 블록
[그림 14] 에코테크놀로지 센터

- 41 -
2. 폐 CRT 유리 기초 물성 분석
가. 기초 물성 분석 항목 및 분석 방법
(1) XRD 분석은 고분해능 X선 회절(X-ray diffraction, XRD)은 결정체 물질 분자에 X선을 조
사하여 산란된 양상을 분석하여 결정체의 구조를 알아내는 방법으로 고체시료 속에 존재하는
화합물에 대한 정성 및 정량적 정보를 얻기 위해 사용된다. 즉 X선의 각도를 연속적으로 변화
시키면서 회절 X-선의 강도를 기록하면 강도가 다른 복수의 회절 피크로부터 패턴을 얻을 수
있고, 이미 알고 있는 시료의 패턴과 측정해서 얻은 패턴을 비교하여 미지의 시료의 물질을 분
석 할 수 있다. 본 연구에서는 ASTM E 82에 의하여 고분해능 X선 회절분석기(X-pert Pro,
PANAnalytical)를 이용하여 분석을 하였다.
(2) XRF 분석의 원리는 각 화학원소들은 고유의 에너지 피크를 가지고 있는데 시료에 높은
에너지의 전자를 발생시키면 타겟에 부딪혀 전자들이 발생하게 되며, 여러 종류의 전자들 중에
특성 X-ray를 수집하여 물질마다의 에너지 고유의 값을 비교하여 결과를 도출해 내는 방법이
X선 형광 분석(X-ray fluorescence, XRF)이다. 본 연구에서는 ASRM D 5381에 의하여 X선
형광 분석기(S2 RANGER, BRUKER)를 이용하여 분석을 하였다.
(3) SEM(Scanning Electroon Microscopy)은 높은 에너지의 전자를 시료에 충돌시켜 발생하는
이차전자, 후방산란전자, X선 등을 검출하여 시료의 표면형상 및 구성원소를 관찰하는 나노측
정기술의 하나이다. 단순히 표면 형상(topology)을 관찰하기 위해 이차전자 검출기(secondard
electron detector)를 단독으로 사용하는 경우가 많다. EDS는 전자총에서 5~30 kV로 가속된 전
자빔을 연마된 시료표면에 조사하면 시료 표면에서 특정 X선이 발생되는데 이를 에너지 분산
분광분석기(EDS)로 검지하여 구성원소의 조성을 밝히고, 보정을 한 후 얻어진 계수자료를 표
준시편의 특성 X선 계수와 비교하여 정량 분석 자료를 얻을 수 있으며, 본 연구에서는 JEOL
JSM 6360(SEM)과 Oxford Inca Energy (EDS)를 이용하여 분석을 하였다.
(4) DSC(Differential Scanning Calorimeter)는 물질의 물리․화학적인 전이현상이 발생할 때
흡수하거나 방출하는 열량을 측정하는 기기이며, 측정법은 흡열반응과 발열반응을 포함한 물리
적 화학적 변화들에 대한 정량․정성적인 정보를 제공하며, 여러 무기물질들 뿐만 아니라 유기
화합물들과 고분자 물질들의 물성 분석에 가장 널리 사용되어온 열분석기술이다.22) 특히 열에
의한 공정이 필수적인 공정에서 열적특성을 파악하기 위하여 분석을 실시하였으며, 본 연구에
서는 NETZSCH 사 404F1를 이용하여 ASTM E 968, 793 & ASTM D 3895, 3417, 3418방법
으로 분석을 실시하였다. 분석온도는 25~1200℃, 승온 속도는 20℃/min이며, 환원분위기(N2)에
22) Temperature Modulated DSC의 원리 및 응용, 도중광 외 2명, Polymer Science and Technology, Vol.11, No. 3,
2000
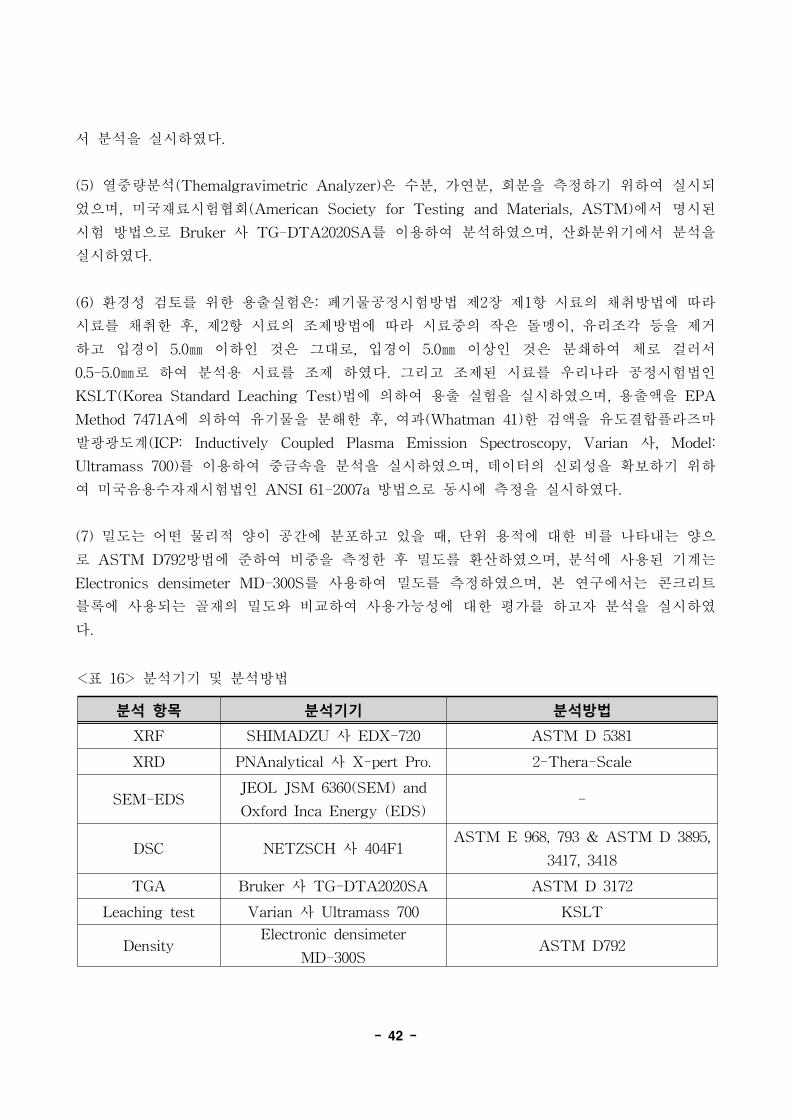
- 42 -
서 분석을 실시하였다.
(5) 열중량분석(Themalgravimetric Analyzer)은 수분, 가연분, 회분을 측정하기 위하여 실시되
었으며, 미국재료시험협회(American Society for Testing and Materials, ASTM)에서 명시된
시험 방법으로 Bruker 사 TG-DTA2020SA를 이용하여 분석하였으며, 산화분위기에서 분석을
실시하였다.
(6) 환경성 검토를 위한 용출실험은: 폐기물공정시험방법 제2장 제1항 시료의 채취방법에 따라
시료를 채취한 후, 제2항 시료의 조제방법에 따라 시료중의 작은 돌멩이, 유리조각 등을 제거
하고 입경이 5.0㎜ 이하인 것은 그대로, 입경이 5.0㎜ 이상인 것은 분쇄하여 체로 걸러서
0.5-5.0㎜로 하여 분석용 시료를 조제 하였다. 그리고 조제된 시료를 우리나라 공정시험법인
KSLT(Korea Standard Leaching Test)법에 의하여 용출 실험을 실시하였으며, 용출액을 EPA
Method 7471A에 의하여 유기물을 분해한 후, 여과(Whatman 41)한 검액을 유도결합플라즈마
발광광도계(ICP: Inductively Coupled Plasma Emission Spectroscopy, Varian 사, Model:
Ultramass 700)를 이용하여 중금속을 분석을 실시하였으며, 데이터의 신뢰성을 확보하기 위하
여 미국음용수자재시험법인 ANSI 61-2007a 방법으로 동시에 측정을 실시하였다.
(7) 밀도는 어떤 물리적 양이 공간에 분포하고 있을 때, 단위 용적에 대한 비를 나타내는 양으
로 ASTM D792방법에 준하여 비중을 측정한 후 밀도를 환산하였으며, 분석에 사용된 기계는
Electronics densimeter MD-300S를 사용하여 밀도를 측정하였으며, 본 연구에서는 콘크리트
블록에 사용되는 골재의 밀도와 비교하여 사용가능성에 대한 평가를 하고자 분석을 실시하였
다.
분석 항목 분석기기 분석방법
XRF SHIMADZU 사 EDX-720 ASTM D 5381
XRD PNAnalytical 사 X-pert Pro. 2-Thera-Scale
SEM-EDSJEOL JSM 6360(SEM) and
Oxford Inca Energy (EDS)-
DSC NETZSCH 사 404F1ASTM E 968, 793 & ASTM D 3895,
3417, 3418
TGA Bruker 사 TG-DTA2020SA ASTM D 3172
Leaching test Varian 사 Ultramass 700 KSLT
DensityElectronic densimeter
MD-300SASTM D792
<표 16> 분석기기 및 분석방법
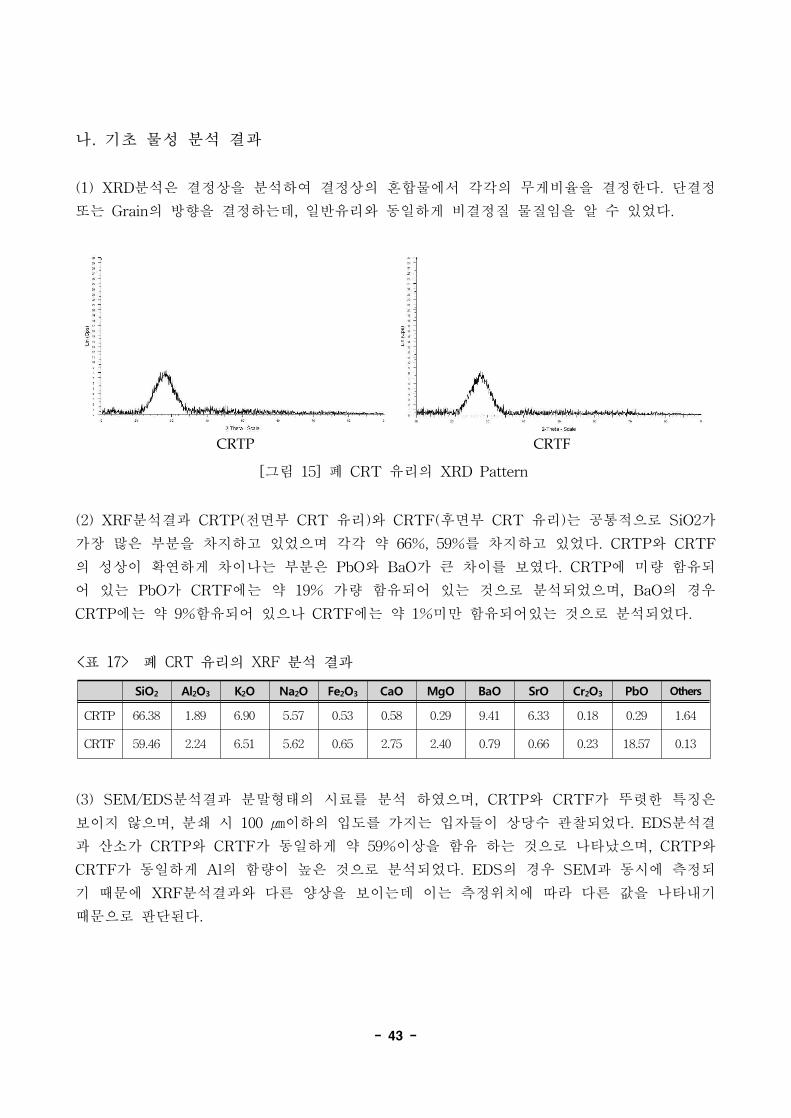
- 43 -
나. 기초 물성 분석 결과
(1) XRD분석은 결정상을 분석하여 결정상의 혼합물에서 각각의 무게비율을 결정한다. 단결정
또는 Grain의 방향을 결정하는데, 일반유리와 동일하게 비결정질 물질임을 알 수 있었다.
CRTP CRTF
[그림 15] 폐 CRT 유리의 XRD Pattern
(2) XRF분석결과 CRTP(전면부 CRT 유리)와 CRTF(후면부 CRT 유리)는 공통적으로 SiO2가
가장 많은 부분을 차지하고 있었으며 각각 약 66%, 59%를 차지하고 있었다. CRTP와 CRTF
의 성상이 확연하게 차이나는 부분은 PbO와 BaO가 큰 차이를 보였다. CRTP에 미량 함유되
어 있는 PbO가 CRTF에는 약 19% 가량 함유되어 있는 것으로 분석되었으며, BaO의 경우
CRTP에는 약 9%함유되어 있으나 CRTF에는 약 1%미만 함유되어있는 것으로 분석되었다.
SiO2 Al2O3 K2O Na2O Fe2O3 CaO MgO BaO SrO Cr2O3 PbO Others
CRTP 66.38 1.89 6.90 5.57 0.53 0.58 0.29 9.41 6.33 0.18 0.29 1.64
CRTF 59.46 2.24 6.51 5.62 0.65 2.75 2.40 0.79 0.66 0.23 18.57 0.13
<표 17> 폐 CRT 유리의 XRF 분석 결과
(3) SEM/EDS분석결과 분말형태의 시료를 분석 하였으며, CRTP와 CRTF가 뚜렷한 특징은
보이지 않으며, 분쇄 시 100 ㎛이하의 입도를 가지는 입자들이 상당수 관찰되었다. EDS분석결
과 산소가 CRTP와 CRTF가 동일하게 약 59%이상을 함유 하는 것으로 나타났으며, CRTP와
CRTF가 동일하게 Al의 함량이 높은 것으로 분석되었다. EDS의 경우 SEM과 동시에 측정되
기 때문에 XRF분석결과와 다른 양상을 보이는데 이는 측정위치에 따라 다른 값을 나타내기
때문으로 판단된다.

- 44 -
Panel Funnel
[그림 16] 폐 CRT 유리의 SEM image
O Na Al Si K Ba W
CRTP 66.38 1.89 6.90 5.57 0.53 0.58 0.29
CRTF 59.46 2.24 6.51 5.62 0.65 2.75 2.40
<표 18> 폐 CRT 유리의 EDS 분석결과
(4) DSC분석결과 CRTP와 CRTF에서 각각 다른 온도에서 완화현상(enthalpy relaxation)을 보
이는 것으로 분석되었다. 완화현상이란 재료를 열처리한 온도에서 또는 재료를 오랜 시간 저장
해 두었을 대 나타나는데 1번째 peak를 살펴보면 CRTP에서는 564 ℃부근에서 CRTF는 527
℃부근에서 나타나는 것을 볼 수 있었다. 용융점은 2번째 peak로써 CRTP는 887 ℃에서
CRTF는 785 ℃부근에서 용융이 일어나는 것으로 분석 되었다. DSC분석결과와 같이 CRTP와
CRTF가 각각 다른 DSC분석형태(완화현상, 용융점)을 보이는 것은 CRT 유리의 특성상 전면
부와 후면부 유리의 구성성분의 차이에서 기인하는 것으로 사료된다.
Panel Funnel
[그림 17 ] 폐 CRT 유리의 DSC 분석 결과
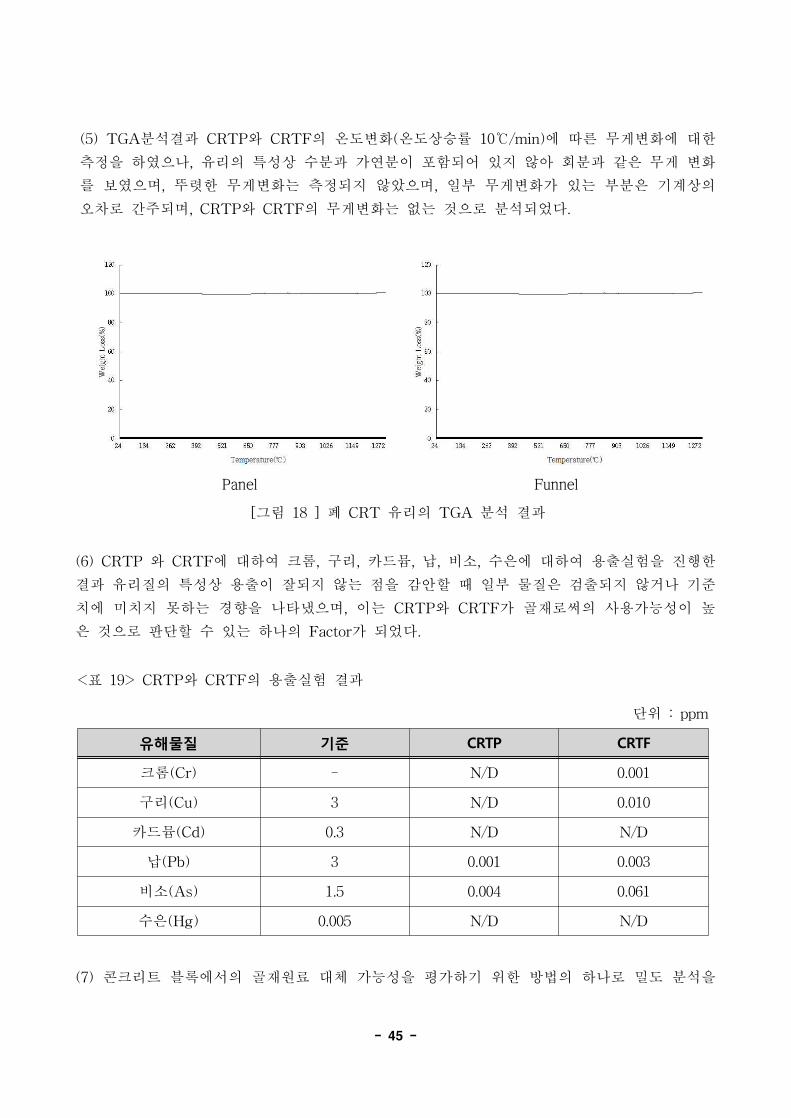
- 45 -
(5) TGA분석결과 CRTP와 CRTF의 온도변화(온도상승률 10℃/min)에 따른 무게변화에 대한
측정을 하였으나, 유리의 특성상 수분과 가연분이 포함되어 있지 않아 회분과 같은 무게 변화
를 보였으며, 뚜렷한 무게변화는 측정되지 않았으며, 일부 무게변화가 있는 부분은 기계상의
오차로 간주되며, CRTP와 CRTF의 무게변화는 없는 것으로 분석되었다.
Panel Funnel
[그림 18 ] 폐 CRT 유리의 TGA 분석 결과
(6) CRTP 와 CRTF에 대하여 크롬, 구리, 카드뮴, 납, 비소, 수은에 대하여 용출실험을 진행한
결과 유리질의 특성상 용출이 잘되지 않는 점을 감안할 때 일부 물질은 검출되지 않거나 기준
치에 미치지 못하는 경향을 나타냈으며, 이는 CRTP와 CRTF가 골재로써의 사용가능성이 높
은 것으로 판단할 수 있는 하나의 Factor가 되었다.
단위 : ppm
유해물질 기준 CRTP CRTF
크롬(Cr) - N/D 0.001
구리(Cu) 3 N/D 0.010
카드뮴(Cd) 0.3 N/D N/D
납(Pb) 3 0.001 0.003
비소(As) 1.5 0.004 0.061
수은(Hg) 0.005 N/D N/D
<표 19> CRTP와 CRTF의 용출실험 결과
(7) 콘크리트 블록에서의 골재원료 대체 가능성을 평가하기 위한 방법의 하나로 밀도 분석을
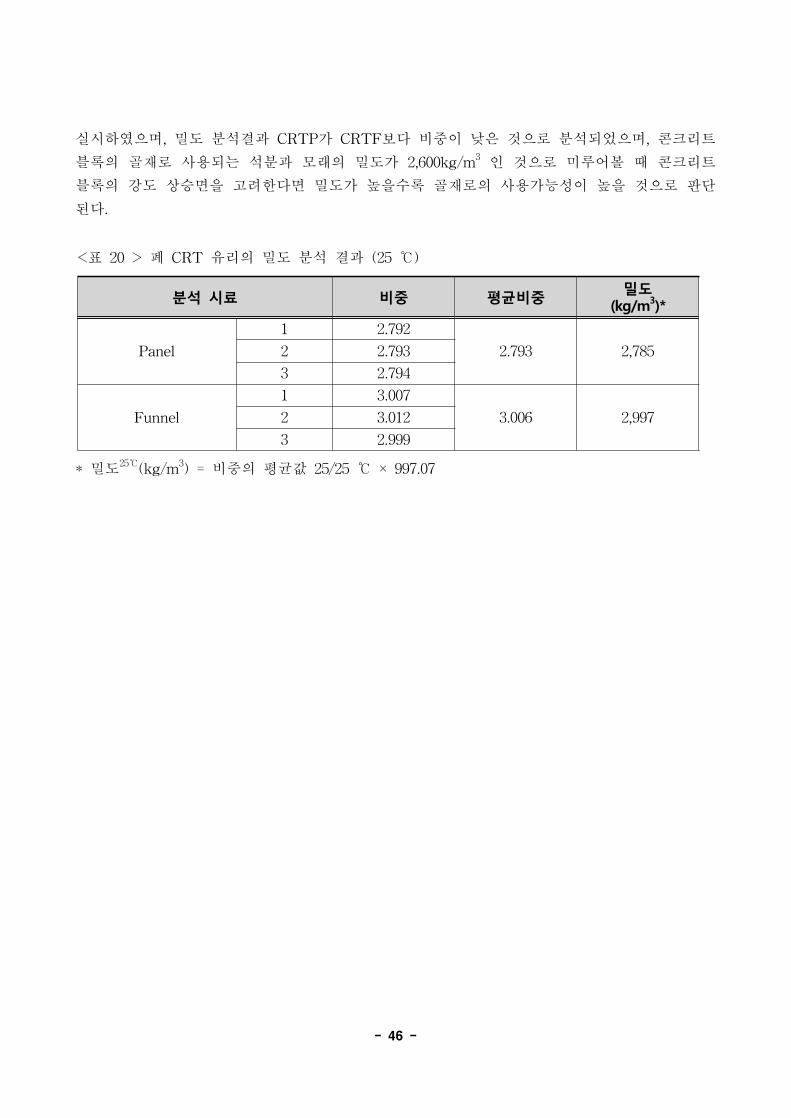
- 46 -
실시하였으며, 밀도 분석결과 CRTP가 CRTF보다 비중이 낮은 것으로 분석되었으며, 콘크리트
블록의 골재로 사용되는 석분과 모래의 밀도가 2,600kg/m3 인 것으로 미루어볼 때 콘크리트
블록의 강도 상승면을 고려한다면 밀도가 높을수록 골재로의 사용가능성이 높을 것으로 판단
된다.
분석 시료 비중 평균비중 밀도(kg/m3)*
Panel
1 2.792
2.793 2,7852 2.793
3 2.794
Funnel
1 3.007
3.006 2,9972 3.012
3 2.999
<표 20 > 폐 CRT 유리의 밀도 분석 결과 (25 ℃)
* 밀도25℃(kg/m3) = 비중의 평균값 25/25 ℃ × 997.07

- 47 -
3. 폐 CRT 유리 분쇄·분급기 개발
가. 분쇄 메커니즘23)
(1) 분쇄 메커니즘
분쇄는 주로 기계적인 방법으로 고체 원료를 세분화하여 더 미세한 분체를 얻는 단위조작이며,
제분이나 안료의 제조, 광석의 처리 등 인류에게 가장 오래된 단위조작 중의 하나이다. 그러므
로 분쇄기도 여러 종류가 개발되어 있고, 조작방법, 다른 조작과 복잡한 시스템의 형성 등 다
양하고 복잡하다. 또, 기계의 대형화, 서브마이크론 영역 등 미분 생성영역으로 확대 등, 끊임
없이 유동적이라는 특징이 있다.
고체를 분쇄하는 메커니즘은 대개 압축, 충격, 마모 및 절단의 4가지 원리로 분류된다. 일반적
으로 압축의 원리는 딱딱한 고체를 조분쇄 하는데 쓰이고, 충격은 조분쇄나 미분쇄에 함께 쓰
이며, 마모의 원리는 일정한 크기나 모양의 입자를 생산하는데 쓰인다. 그러나 어떤 한 가지
분쇄기에서 분쇄되는 과정은 대개의 경우, 앞의 4가지 메커니즘이 동시에 작용되는 것으로 알
려져 있다. [그림 19]은 압축, 전단응력이 작용하는 마모와 절단, 충격의 원리를 정성적으로 설
명하는데, 압축은 정지된 물체에 양방향에서 힘을 가하였을 때, 마모와 절단은 물체를 양쪽에
서 누르면서 서로 반대방향으로 미는 힘을 가해주었을 때이며, 충격은 한쪽 방향에서 어떠한
속도를 가진 힘으로 물체를 내리칠 때 생긴다. 여기서 F는 피 분쇄물에 가해지는 힘이고, V는
힘을 가하는 속도이다.
분쇄 메커니즘은 분쇄효율에 미치는 영향뿐만 아니라 분쇄산물의 특성에도 많은 영향을 미치
는 것으로 알려져 있다.
(2) 분쇄장치 및 방법
분쇄기는 각각 원리가 다른 많은 분쇄방법에 의해 분쇄기를 분류하는 것은 매우 어렵고, 또 일
반화 되어 있는 규정이 없으므로 제품의 입도에 따라 파쇄기, 분말기, 초분말기 등으로 크게
분류하고, 왕복운동, 회전운동, 매체의 종류 등 힘의 전달기구와 압축, 진동 등 운동방식에 따
라 분류하기도 한다.
23) 석탄폐석을 활용한 환경친화 및 에너지 절감형 점토벽돌 제조기술 개발, 폐기물 자원화 기술, 환경부, 2005
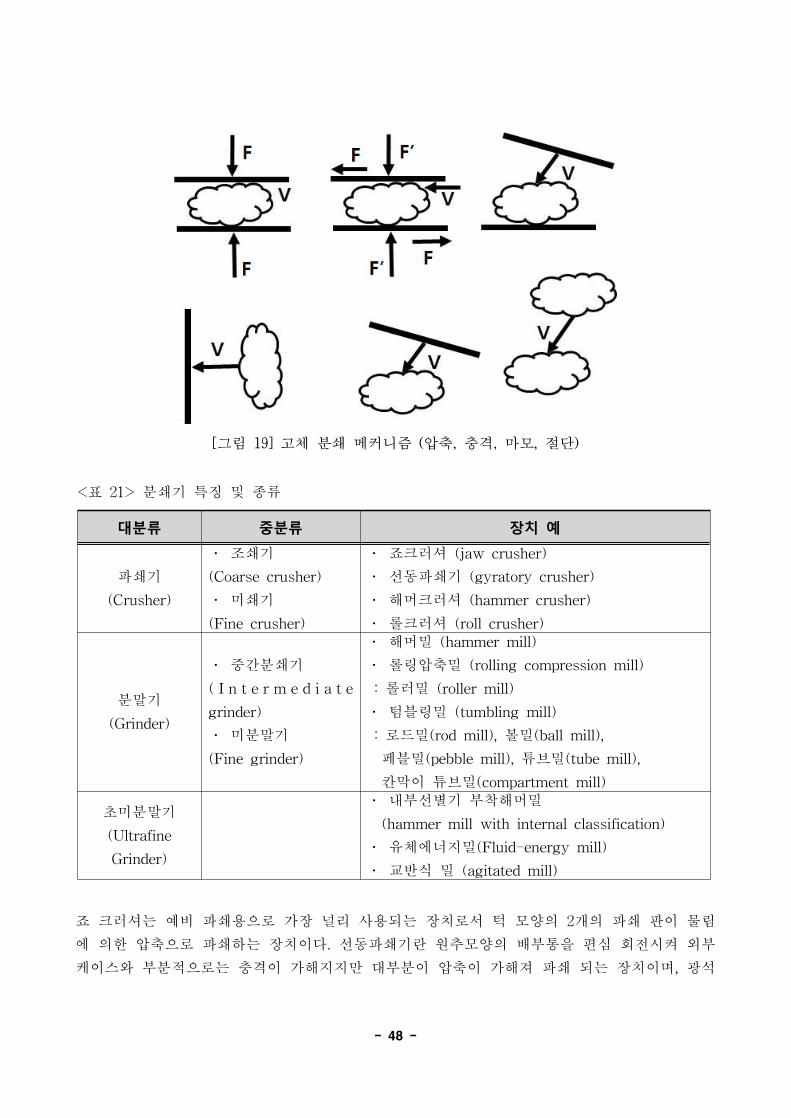
- 48 -
[그림 19] 고체 분쇄 메커니즘 (압축, 충격, 마모, 절단)
대분류 중분류 장치 예
파쇄기
(Crusher)
․ 조쇄기
(Coarse crusher)
․ 미쇄기
(Fine crusher)
․ 죠크러셔 (jaw crusher)
․ 선동파쇄기 (gyratory crusher)
․ 해머크러셔 (hammer crusher)
․ 롤크러셔 (roll crusher)
분말기
(Grinder)
․ 중간분쇄기
( I n t e r m e d i a t e
grinder)
․ 미분말기
(Fine grinder)
․ 해머밀 (hammer mill)
․ 롤링압축밀 (rolling compression mill)
: 롤러밀 (roller mill)
․ 텀블링밀 (tumbling mill)
: 로드밀(rod mill), 볼밀(ball mill),
페블밀(pebble mill), 튜브밀(tube mill),
칸막이 튜브밀(compartment mill)
초미분말기
(Ultrafine
Grinder)
․ 내부선별기 부착해머밀
(hammer mill with internal classification)
․ 유체에너지밀(Fluid-energy mill)
․ 교반식 밀 (agitated mill)
<표 21> 분쇄기 특징 및 종류
죠 크러셔는 예비 파쇄용으로 가장 널리 사용되는 장치로서 턱 모양의 2개의 파쇄 판이 물림
에 의한 압축으로 파쇄하는 장치이다. 선동파쇄기란 원추모양의 배부통을 편심 회전시켜 외부
케이스와 부분적으로는 충격이 가해지지만 대부분이 압축이 가해져 파쇄 되는 장치이며, 광석
- 49 -
원료의 처리에 사용되기도 하지만 국내에서는 주로 인공골재 제조에 주로 사용된다. 롤 파쇄기
는 회전하는 두 개의 롤러 사이에 원료를 넣어 파쇄하는 장치로 압축 및 전단력이 작용하여
파쇄하는 장치이나 유지보수 비용이 많이 드는 단점이 있다. 해머 밀이란 고속 회전하는 디스
크에 해머 등 날개를 어러개 부착하여 전단, 충격력을 작용시켜 분쇄하는 장치로 미립자 생성
이 많으며, 분쇄물에 에너지를 가하는 해머의 마모가 심한 단점을 지니고 있어 단단한 광석의
파쇄에는 마모와 오염 등을 고려해야 할 것이다.
롤러밀이란 여러 개의 롤러를 접시 또는 케이스에 내장하여 롤러를 공전 및 자전 시켜 분체를
압축, 전단, 마찰력을 가하여 분쇄하는 장치이다. 특히 분급기를 내장하여 일정한 입도 이하로
분쇄된 입자는 즉시 외부로 배출시킴으로서 미립자의 생성이 적은 특성이 있다. 국내에서 비교
적 널리 사용되는 분쇄기 이며, 일반 광석은 물론이고 시멘트, 석탄의 분쇄에도 널리 사용되고
있다. 볼밀은 모든 분야에서 가장 널리 사용되며, 종류도 다양하고 조작방법, 조건도 다양한 것
으로 알려져 있다. 사용하는 분쇄매체의 형태에 따라 로드밀, 볼밀, 페블밀로 구분하기도 한다.
분쇄원리는 회전 원통 안에 분쇄매체를 장입, 장입된 매체의 낙하는 힘에 의해 분쇄되는 장치
로 건․습식, 개․폐회로 분쇄가 가능하다. 유체에너지 밀 역시 여러 형태로 개발되고 있으나
밀 내에 유입되는 압축공기 내에서 분쇄물 상호간의 충돌에 의한 충격 및 마찰에 의하여 분쇄
되는 장치이다. 약품, 화약, 고체 윤활제 등 특수한 용도에 사용되며, 분쇄과정에서 온도상승
및 오염방지가 절대적으로 필요한 물질의 분쇄에 적합하다. 교반식 밀은 수직형 원동 용기 안
에서 고속 회전하는 교반 봉에 따라 분쇄 물과 분쇄매체가 회전하면서 이에 작용하는 충격, 마
찰, 전단, 단체이동 등 복합적으로 작용하는 메커니즘에 의해 분쇄되는 장치이다. 세라믹스 원
료, 금속, 안료 등에 적용되고 있으며, 생물용 분쇄기로 급속히 주목을 받고 있다. 주로 습식분
쇄에 이용되고 있으나 근래 들어 건식 분쇄에도 적용되기도 한다. 초미립자 생성에 아주 우수
한 특성을 나타내고 있으나 마찰력에 의한 오염이 가장 커다란 장애요인이 되고 있다.
위와 같은 분쇄기의 특성을 고려하여 본 연구과제에서는 유지보수 및 조작이 간편한 죠크러셔
와 해머크러셔를 선정하였으며, 폐 CRT Cullet을 분쇄기별로 시험 후 입도 분리를 실시하여
콘크리트 블록(유리입도 사이즈 0.5mm ~ 10.0mm)과 점토벽돌(0.5mm이하)의 원료로의 사용가
능성에 대하여 평가를 실시하였다.
나. 분쇄기별 테스트
(1) 죠 크러셔 시험
유지보수가 편리하고 비교적 단단한 물질을 분쇄하는데 사용되는 죠 크러셔에 대하여 폐 CRT
Cullet을 10 kg 분쇄하는 시험을 실시하였다. 죠 크러셔에 부착된 모터는 3.7kW로 사용하였다.
분쇄된 CRT 유리는 콘크리트 블록 (0.5 mm ~ 10.0 mm)과 점토 벽돌 (0.5 mm 이하)의 원료
로 사용하기 위하여 입도 분리를 실시하였다.
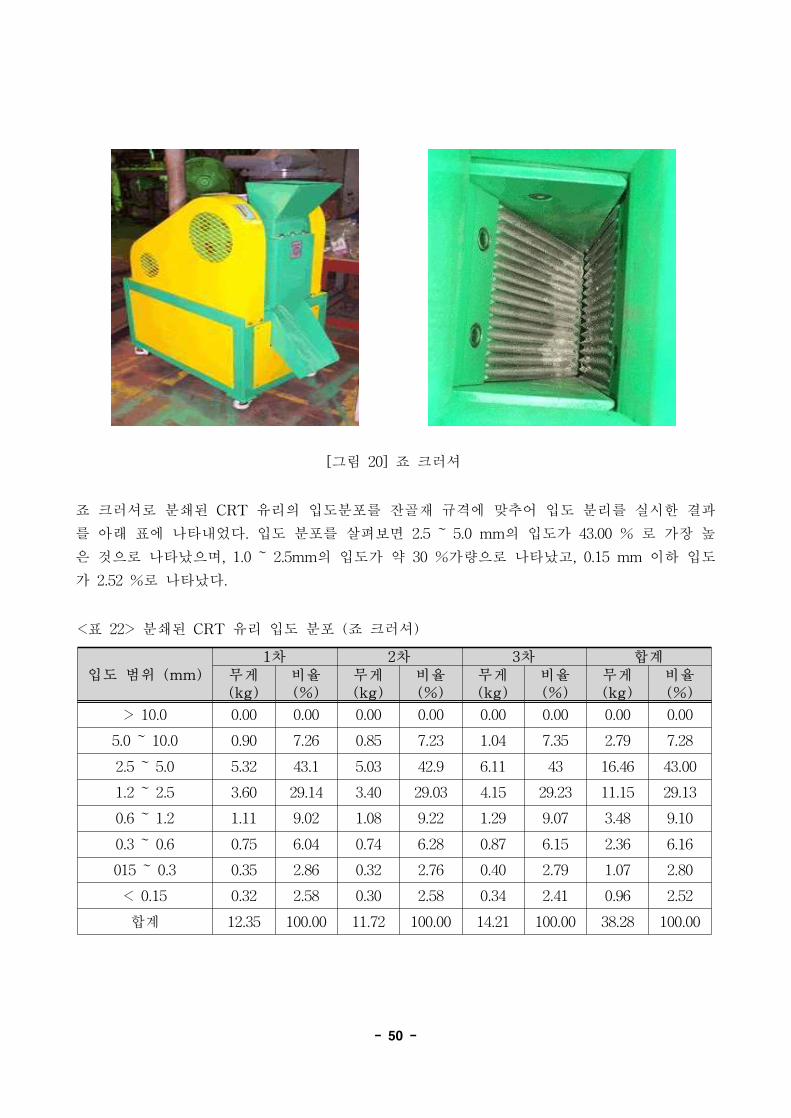
- 50 -
[그림 20] 죠 크러셔
죠 크러셔로 분쇄된 CRT 유리의 입도분포를 잔골재 규격에 맞추어 입도 분리를 실시한 결과
를 아래 표에 나타내었다. 입도 분포를 살펴보면 2.5 ~ 5.0 mm의 입도가 43.00 % 로 가장 높
은 것으로 나타났으며, 1.0 ~ 2.5mm의 입도가 약 30 %가량으로 나타났고, 0.15 mm 이하 입도
가 2.52 %로 나타났다.
입도 범위 (mm)1차 2차 3차 합계
무게(kg)
비율(%)
무게(kg)
비율(%)
무게(kg)
비율(%)
무게(kg)
비율(%)
> 10.0 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
5.0 ~ 10.0 0.90 7.26 0.85 7.23 1.04 7.35 2.79 7.28
2.5 ~ 5.0 5.32 43.1 5.03 42.9 6.11 43 16.46 43.00
1.2 ~ 2.5 3.60 29.14 3.40 29.03 4.15 29.23 11.15 29.13
0.6 ~ 1.2 1.11 9.02 1.08 9.22 1.29 9.07 3.48 9.10
0.3 ~ 0.6 0.75 6.04 0.74 6.28 0.87 6.15 2.36 6.16
015 ~ 0.3 0.35 2.86 0.32 2.76 0.40 2.79 1.07 2.80
< 0.15 0.32 2.58 0.30 2.58 0.34 2.41 0.96 2.52
합계 12.35 100.00 11.72 100.00 14.21 100.00 38.28 100.00
<표 22> 분쇄된 CRT 유리 입도 분포 (죠 크러셔)

- 51 -
(2) 해머 크러셔 시험
전단, 충격력을 작용시켜 분쇄하는 장치인 해머 크러셔에 대하여 폐 CRT Cullet을 10 kg 분쇄
하는 시험을 실시하였다. 죠 크러셔에 부착된 모터는 3.7kW로 사용하였다. 분쇄된 CRT 유리
는 콘크리트 블록 (0.5 mm ~ 10.0 mm)과 점토 벽돌 (0.5 mm 이하)의 원료로 사용하기 위하
여 입도 분리를 실시하였다.
[그림 21] 해머 크러셔
해머 크러셔를 이용하여 분쇄된 CRT 유리를 콘크리트용 잔골재 규격에 맞추어 입도 분리를
실시한 결과 1.2 ~ 2.5 mm의 입도가 약 48%로 가장 높게 나타났으며, 0.6 ~ 1.2 mm 입도가
약 13 %를 나타냈다. 조크러셔와 비교하였을 때 보다 입도가 작아지는 것을 알 수 있었으나,
소음 및 분진이 다수 발생하였다. 분진이 많이 날리는 경우 별도의 대기오염방지시설이 필요하
므로 해머 크러셔는 본 과제에서 제외하기로 하였다.
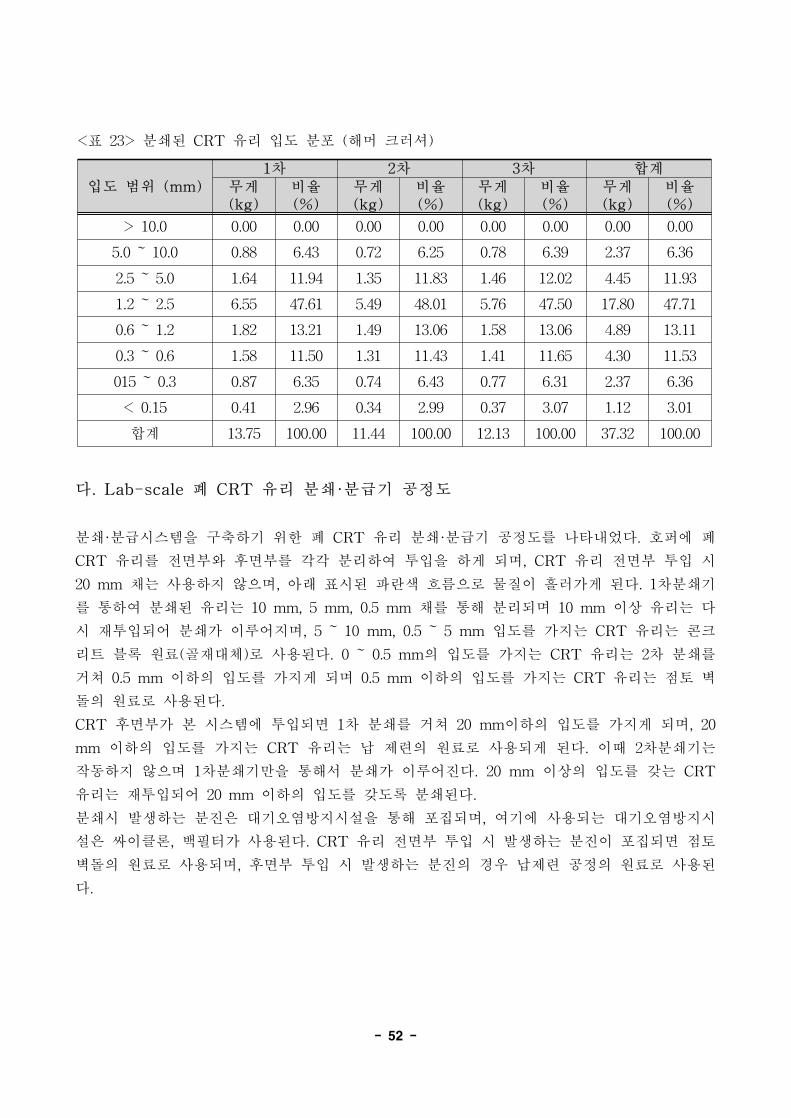
- 52 -
입도 범위 (mm)1차 2차 3차 합계
무게(kg)
비율(%)
무게(kg)
비율(%)
무게(kg)
비율(%)
무게(kg)
비율(%)
> 10.0 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
5.0 ~ 10.0 0.88 6.43 0.72 6.25 0.78 6.39 2.37 6.36
2.5 ~ 5.0 1.64 11.94 1.35 11.83 1.46 12.02 4.45 11.93
1.2 ~ 2.5 6.55 47.61 5.49 48.01 5.76 47.50 17.80 47.71
0.6 ~ 1.2 1.82 13.21 1.49 13.06 1.58 13.06 4.89 13.11
0.3 ~ 0.6 1.58 11.50 1.31 11.43 1.41 11.65 4.30 11.53
015 ~ 0.3 0.87 6.35 0.74 6.43 0.77 6.31 2.37 6.36
< 0.15 0.41 2.96 0.34 2.99 0.37 3.07 1.12 3.01
합계 13.75 100.00 11.44 100.00 12.13 100.00 37.32 100.00
<표 23> 분쇄된 CRT 유리 입도 분포 (해머 크러셔)
다. Lab-scale 폐 CRT 유리 분쇄·분급기 공정도
분쇄·분급시스템을 구축하기 위한 폐 CRT 유리 분쇄·분급기 공정도를 나타내었다. 호퍼에 폐
CRT 유리를 전면부와 후면부를 각각 분리하여 투입을 하게 되며, CRT 유리 전면부 투입 시
20 mm 채는 사용하지 않으며, 아래 표시된 파란색 흐름으로 물질이 흘러가게 된다. 1차분쇄기
를 통하여 분쇄된 유리는 10 mm, 5 mm, 0.5 mm 채를 통해 분리되며 10 mm 이상 유리는 다
시 재투입되어 분쇄가 이루어지며, 5 ~ 10 mm, 0.5 ~ 5 mm 입도를 가지는 CRT 유리는 콘크
리트 블록 원료(골재대체)로 사용된다. 0 ~ 0.5 mm의 입도를 가지는 CRT 유리는 2차 분쇄를
거쳐 0.5 mm 이하의 입도를 가지게 되며 0.5 mm 이하의 입도를 가지는 CRT 유리는 점토 벽
돌의 원료로 사용된다.
CRT 후면부가 본 시스템에 투입되면 1차 분쇄를 거쳐 20 mm이하의 입도를 가지게 되며, 20
mm 이하의 입도를 가지는 CRT 유리는 납 제련의 원료로 사용되게 된다. 이때 2차분쇄기는
작동하지 않으며 1차분쇄기만을 통해서 분쇄가 이루어진다. 20 mm 이상의 입도를 갖는 CRT
유리는 재투입되어 20 mm 이하의 입도를 갖도록 분쇄된다.
분쇄시 발생하는 분진은 대기오염방지시설을 통해 포집되며, 여기에 사용되는 대기오염방지시
설은 싸이클론, 백필터가 사용된다. CRT 유리 전면부 투입 시 발생하는 분진이 포집되면 점토
벽돌의 원료로 사용되며, 후면부 투입 시 발생하는 분진의 경우 납제련 공정의 원료로 사용된
다.
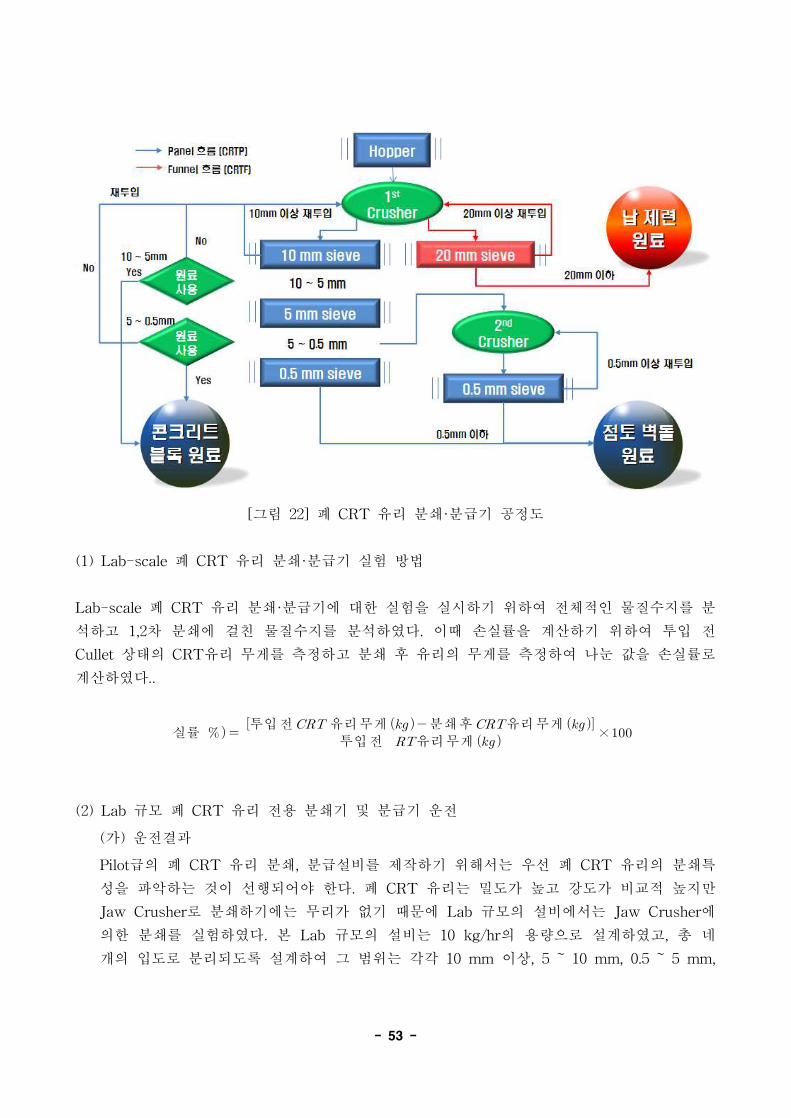
- 53 -
[그림 22] 폐 CRT 유리 분쇄·분급기 공정도
(1) Lab-scale 폐 CRT 유리 분쇄·분급기 실험 방법
Lab-scale 폐 CRT 유리 분쇄·분급기에 대한 실험을 실시하기 위하여 전체적인 물질수지를 분
석하고 1,2차 분쇄에 걸친 물질수지를 분석하였다. 이때 손실률을 계산하기 위하여 투입 전
Cullet 상태의 CRT유리 무게를 측정하고 분쇄 후 유리의 무게를 측정하여 나눈 값을 손실률로
계산하였다..
실률 투입 전 유리 무게 투입 전 유리 무게 분쇄 후유리 무게
×
(2) Lab 규모 폐 CRT 유리 전용 분쇄기 및 분급기 운전
(가) 운전결과
Pilot급의 폐 CRT 유리 분쇄, 분급설비를 제작하기 위해서는 우선 폐 CRT 유리의 분쇄특
성을 파악하는 것이 선행되어야 한다. 폐 CRT 유리는 밀도가 높고 강도가 비교적 높지만
Jaw Crusher로 분쇄하기에는 무리가 없기 때문에 Lab 규모의 설비에서는 Jaw Crusher에
의한 분쇄를 실험하였다. 본 Lab 규모의 설비는 10 kg/hr의 용량으로 설계하였고, 총 네
개의 입도로 분리되도록 설계하여 그 범위는 각각 10 mm 이상, 5 ~ 10 mm, 0.5 ~ 5 mm,
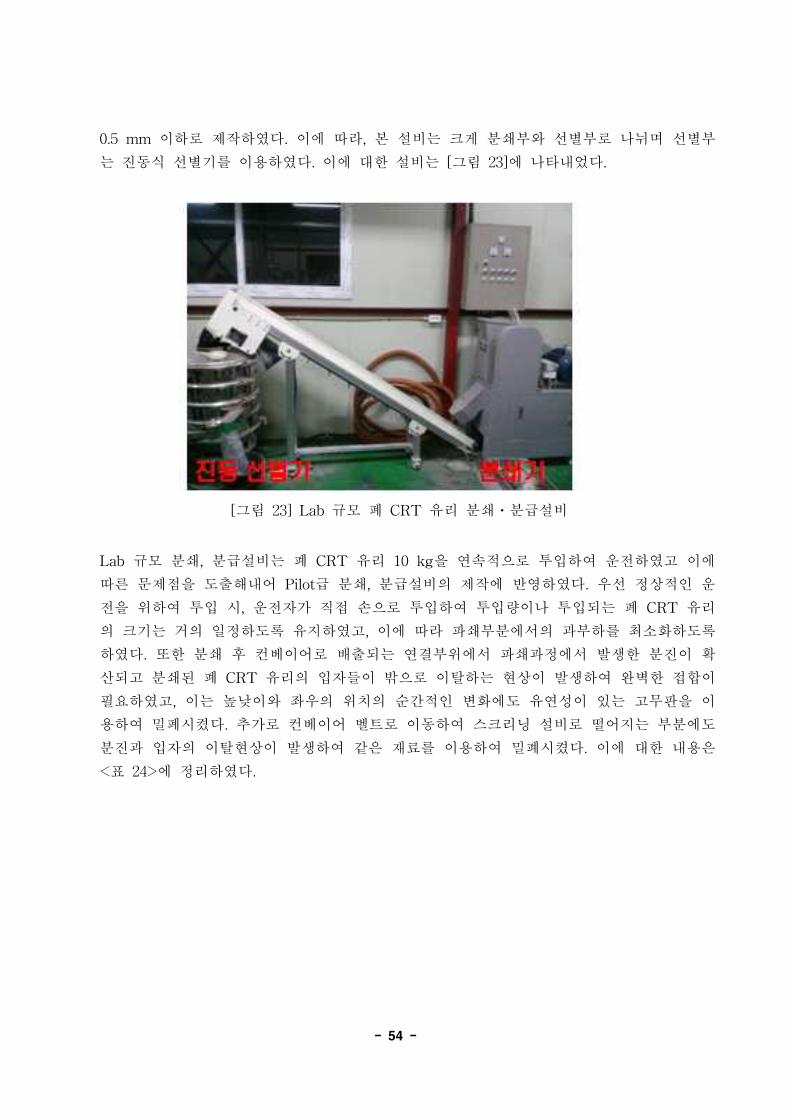
- 54 -
0.5 mm 이하로 제작하였다. 이에 따라, 본 설비는 크게 분쇄부와 선별부로 나뉘며 선별부
는 진동식 선별기를 이용하였다. 이에 대한 설비는 [그림 23]에 나타내었다.
[그림 23] Lab 규모 폐 CRT 유리 분쇄⋅분급설비
Lab 규모 분쇄, 분급설비는 폐 CRT 유리 10 kg을 연속적으로 투입하여 운전하였고 이에
따른 문제점을 도출해내어 Pilot급 분쇄, 분급설비의 제작에 반영하였다. 우선 정상적인 운
전을 위하여 투입 시, 운전자가 직접 손으로 투입하여 투입량이나 투입되는 폐 CRT 유리
의 크기는 거의 일정하도록 유지하였고, 이에 따라 파쇄부분에서의 과부하를 최소화하도록
하였다. 또한 분쇄 후 컨베이어로 배출되는 연결부위에서 파쇄과정에서 발생한 분진이 확
산되고 분쇄된 폐 CRT 유리의 입자들이 밖으로 이탈하는 현상이 발생하여 완벽한 접합이
필요하였고, 이는 높낮이와 좌우의 위치의 순간적인 변화에도 유연성이 있는 고무판을 이
용하여 밀폐시켰다. 추가로 컨베이어 벨트로 이동하여 스크리닝 설비로 떨어지는 부분에도
분진과 입자의 이탈현상이 발생하여 같은 재료를 이용하여 밀폐시켰다. 이에 대한 내용은
<표 24>에 정리하였다.

- 55 -
보완점 해결방안 Pilot급 제작 시 반영사항
투입구의 과부하폐 CRT 유리의 사이즈 조절
및 투입량 조절
⋅컨베이어 이동속도 조절
⋅1차 파쇄 설비를 배치하여
조절가능
분쇄된 입자의 입도분포 2차 파쇄설비 설치⋅2차 파쇄설비 설치 -
Hammer mill
분진 및 입자이탈현상 각 공정의 연결부위 밀폐화
⋅각 이동경로마다 밀폐화
⋅송풍기를 이용하여
분진제거
<표 24> Lab 규모 폐 CRT 유리 분쇄⋅분급설비 보완점
또한, 분쇄⋅분급 후 폐 CRT 유리의 입도분포를 확인하고자 물질수지를 계산하였다. 투입
량에 대한 각 입도범위에 있는 입자의 회수량으로 계산하였으며 이는 중량기준으로 하였
다. 측정결과, 0.5 ~ 5 mm의 입도범위가 약 82 %로 가장 많이 분포되었으며, 10 mm 이상
의 범위에 존재하는 폐 CRT 유리는 약 1 % 미만으로 측정되고 5 ~ 10 mm의 범위와 0.5
mm 이하의 범위에서는 각각 5.3 %, 11.6 % 의 결과를 나타내었다. 이에 대한 결과는 [그
림 24]에 나타내었다.
[그림 24] Lab 규모 분쇄⋅분급 설비 운전결과
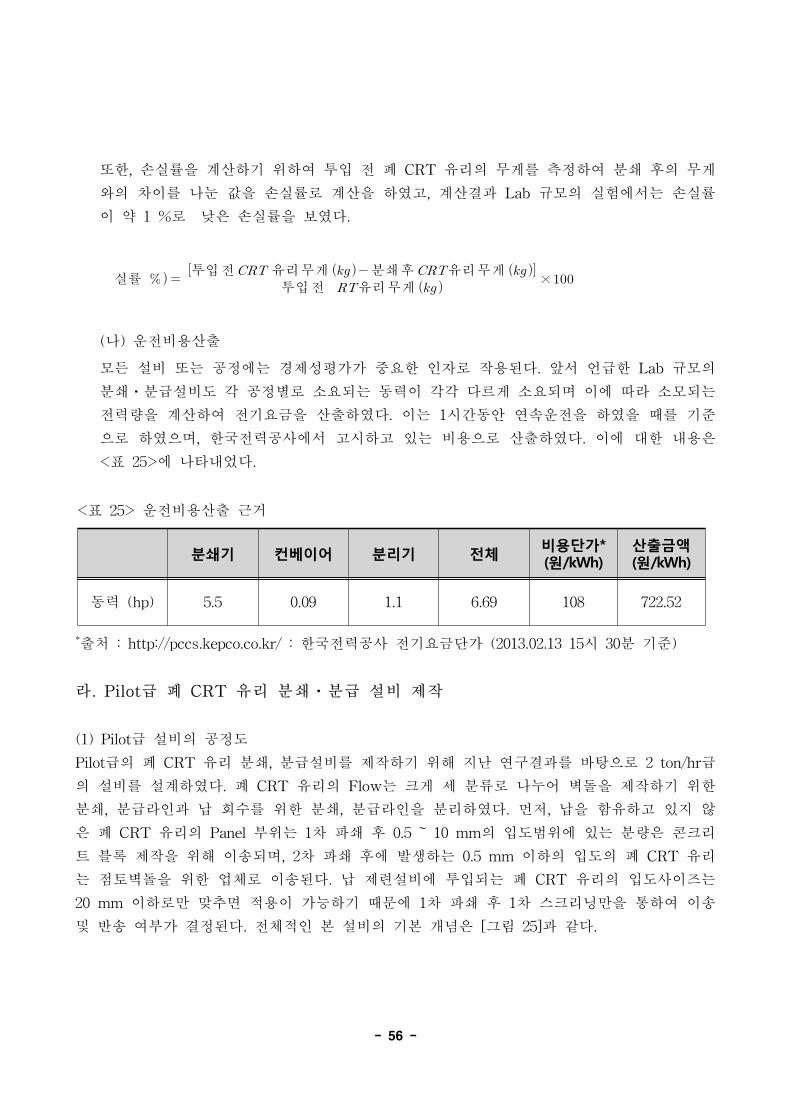
- 56 -
또한, 손실률을 계산하기 위하여 투입 전 폐 CRT 유리의 무게를 측정하여 분쇄 후의 무게
와의 차이를 나눈 값을 손실률로 계산을 하였고, 계산결과 Lab 규모의 실험에서는 손실률
이 약 1 %로 낮은 손실률을 보였다.
실률 투입 전 유리 무게 투입 전 유리 무게 분쇄 후유리 무게
×
(나) 운전비용산출
모든 설비 또는 공정에는 경제성평가가 중요한 인자로 작용된다. 앞서 언급한 Lab 규모의
분쇄⋅분급설비도 각 공정별로 소요되는 동력이 각각 다르게 소요되며 이에 따라 소모되는
전력량을 계산하여 전기요금을 산출하였다. 이는 1시간동안 연속운전을 하였을 때를 기준
으로 하였으며, 한국전력공사에서 고시하고 있는 비용으로 산출하였다. 이에 대한 내용은
<표 25>에 나타내었다.
분쇄기 컨베이어 분리기 전체 비용단가*(원/kWh)
산출금액(원/kWh)
동력 (hp) 5.5 0.09 1.1 6.69 108 722.52
<표 25> 운전비용산출 근거
*출처 : http://pccs.kepco.co.kr/ : 한국전력공사 전기요금단가 (2013.02.13 15시 30분 기준)
라. Pilot급 폐 CRT 유리 분쇄⋅분급 설비 제작
(1) Pilot급 설비의 공정도
Pilot급의 폐 CRT 유리 분쇄, 분급설비를 제작하기 위해 지난 연구결과를 바탕으로 2 ton/hr급
의 설비를 설계하였다. 폐 CRT 유리의 Flow는 크게 세 분류로 나누어 벽돌을 제작하기 위한
분쇄, 분급라인과 납 회수를 위한 분쇄, 분급라인을 분리하였다. 먼저, 납을 함유하고 있지 않
은 폐 CRT 유리의 Panel 부위는 1차 파쇄 후 0.5 ~ 10 mm의 입도범위에 있는 분량은 콘크리
트 블록 제작을 위해 이송되며, 2차 파쇄 후에 발생하는 0.5 mm 이하의 입도의 폐 CRT 유리
는 점토벽돌을 위한 업체로 이송된다. 납 제련설비에 투입되는 폐 CRT 유리의 입도사이즈는
20 mm 이하로만 맞추면 적용이 가능하기 때문에 1차 파쇄 후 1차 스크리닝만을 통하여 이송
및 반송 여부가 결정된다. 전체적인 본 설비의 기본 개념은 [그림 25]과 같다.

- 57 -
[그림 25] Pilot급 폐 CRT 유리 분쇄⋅분급 설비 개념도
(2) Pilot급 설비 설계
Pilot급 설비 제작을 위해 설계(안)을 세 가지를 작성하여 평가 후 선택하였다. 기본적으로 위
의 개념도에 따라 1차 파쇄설비와 2차 파쇄설비는 각각 Jaw Crusher와 Hammer Mill로 선정
하였고, 이는 점토벽돌을 제작하기 위해서는 좀 더 미세한 입자의 입도범위를 갖는 폐 CRT
유리가 필요하기 때문에 2차 파쇄설비를 추가하였다. 또한 Lab 규모의 설비와는 다르게 Pilot
급 설비는 처리량과 파쇄용량의 증가로 인해 스크리닝 설비에서의 과부하 및 효율을 위해 원
형 스크리닝 장치에서 사각형의 스크리닝 장치로 수정하였다. 각 공정별 세부스펙은 <표 26>
에 정리하였으며, 전 공정의 평면, 측면에 대한 설계도는 [그림 26]에 나타내었다.

- 58 -
Item Discription Material Quantity Size kW Remarks
1 공급컨베이어
SS400
01 W600*16,500, 15 hp 11 체인식, 인버터
2 리턴컨베이어3 01 W400*L3,200, 1 hp 0.75 벨트식
3 리턴컨베이어2 01 W400*L5,200, 2 hp 1.5 벨트식
4 리턴컨베이어1 01 W400*L3,200, 1 hp 0.75 벨트식
5 죠 크러셔 01 20 hp, 2 ton/hr 15 모터 구동식
6 전환컨베이어 01 W400*L1,400, 1 hp 0.75 벨트식, 인버터
7 S-컨베이어 01 W400*L4,000, 3 hp 2.2 벨트식
8 이송컨베이어1 02 W400*L1,400, 1 hp 1.5 벨트식
9 이송컨베이어2 01 W400*L2,500, 1 hp 0.75 벨트식
10 워크웨이 01 W4,500*L6,300*2,200 - 철구조식
13 햄머크러셔 01 15 hp, 2 ton/hr 11 모터구동식
14 스크린 피더1 01 3 hp, 2 ton/hr 2.2 진동식
15 스크린 피더2 01 2 hp, 2 ton/hr 1.5 진동식
16 써포트 04 W1,400*L3,000*2,400 - 강판구조
17 집진기 01 130 m3/min, 3 hp 2.2 벨트식
19 2차 전기/판넬 01 1식 65 실내용
<표 26> 세부공정별 스펙사항

- 59 -
[그림 26] Pilot급 폐 CRT 유리 분쇄⋅분급 설비 설계도
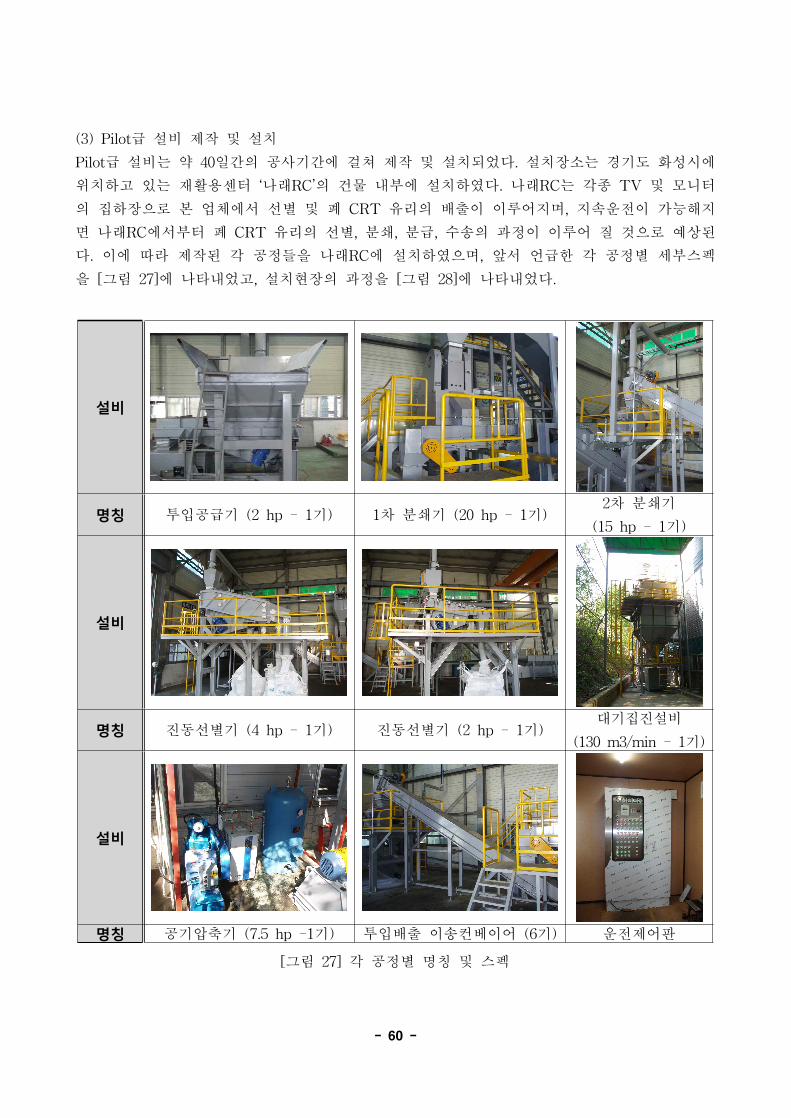
- 60 -
(3) Pilot급 설비 제작 및 설치
Pilot급 설비는 약 40일간의 공사기간에 걸쳐 제작 및 설치되었다. 설치장소는 경기도 화성시에
위치하고 있는 재활용센터 ‘나래RC’의 건물 내부에 설치하였다. 나래RC는 각종 TV 및 모니터
의 집하장으로 본 업체에서 선별 및 폐 CRT 유리의 배출이 이루어지며, 지속운전이 가능해지
면 나래RC에서부터 폐 CRT 유리의 선별, 분쇄, 분급, 수송의 과정이 이루어 질 것으로 예상된
다. 이에 따라 제작된 각 공정들을 나래RC에 설치하였으며, 앞서 언급한 각 공정별 세부스펙
을 [그림 27]에 나타내었고, 설치현장의 과정을 [그림 28]에 나타내었다.
설비
명칭 투입공급기 (2 hp - 1기) 1차 분쇄기 (20 hp - 1기)2차 분쇄기
(15 hp - 1기)
설비
명칭 진동선별기 (4 hp - 1기) 진동선별기 (2 hp - 1기)대기집진설비
(130 m3/min - 1기)
설비
명칭 공기압축기 (7.5 hp -1기) 투입배출 이송컨베이어 (6기) 운전제어판
[그림 27] 각 공정별 명칭 및 스펙
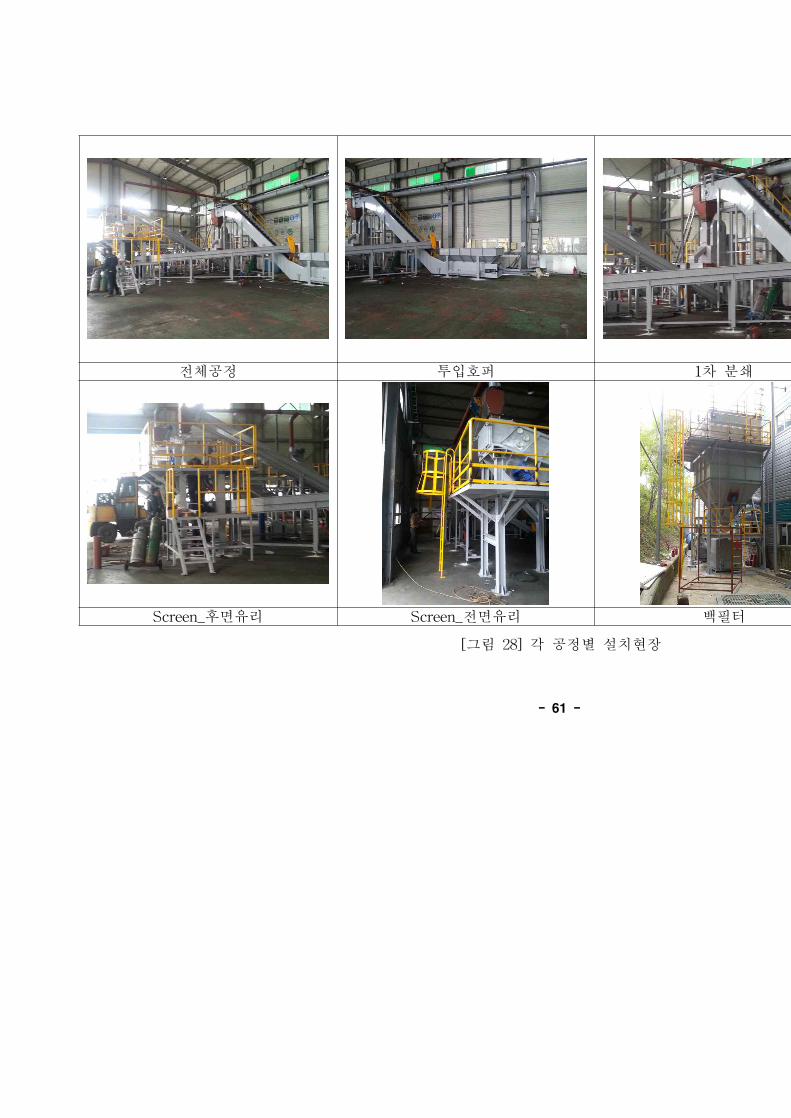
- 61 -
전체공정 투입호퍼 1차 분쇄
Screen_후면유리 Screen_전면유리 백필터
[그림 28] 각 공정별 설치현장

- 62 -
(4) Pilot급 설비 시운전 및 보완사항
설치 완료된 Pilot급 설비의 성능을 평가하기 위하여 5시간 연속운전을 실시하였다. 연속운전은
기존의 설계용량대로 맞게 작동하는지를 확인하고, 취약한 부분과 보완사항을 도출해내어 설비
를 수정하여 완성도를 높이고 운전매뉴얼을 확보하기 위한 과정으로 반드시 필요한 절차이다.
설비성능평가 항목으로는 연구진의 내부결정을 통하여 5가지를 선정하였으며, 이는 설비에 대
한 성능만을 평가하기 위한 것으로 처리용량, 집진성능, 연속운전, 분쇄성능, 분급성능의 항목
으로 평가하였으며 평가방법은 자체평가로서 시운전 후 회수된 중량기준으로 측정하였다.
처리용량은 5시간 연속운전 후, 호퍼에 투입된 폐 CRT 유리의 잔존여부로 판단하였으며, 각
입도분리기를 거친 후의 폐 CRT 유리 무게를 측정하여 분쇄성능과 분급성능을 평가하였다.
특히 분급성능 평가는 시운전 후, 분진을 제외한 분쇄된 폐 CRT 유리의 누적량을 100 %로 환
산하여 각각의 누적량에 대한 입도분포로 나타내었다. 집진성능은 백필터 내부에 잡혀있는 분
진의 무게를 측정하여 중량기준으로 성능을 평가하였다. 평가항목 및 평가결과에 대해서 <표
27>에 나타내었고, 평가근거에 해당하는 운전데이터와 최종산물인 각 입도별 폐 CRT 유리의
분쇄물을 각각 <표 28>와 [그림 29]에 나타내었다.
항 목 기 준 단 위 평가방법 평가결과
처리용량 2 ton/hr
시운전 후,
자체평가
3.23
집진성능 95 이상 wt. % 96.2
연속운전
평가4 이상 hr
⋅Hammer Crusher의 소모성으로 인해
보완이 필요함
분쇄성능
(처리율)95 이상 wt. % 161
분급성능
(입도분포)
⋅10 mm 이상
⋅5 ~ 10 mm 이상
⋅0.5 ~ 5 mm 이상
⋅0.5 mm 이하
wt. %
⋅10 mm 이상
⋅5 ~ 10 mm 이상
⋅0.5 ~ 5 mm 이상
⋅0.5 mm 이하
1
8
70
21
<표 27> Pilot급 설비 성능평가결과
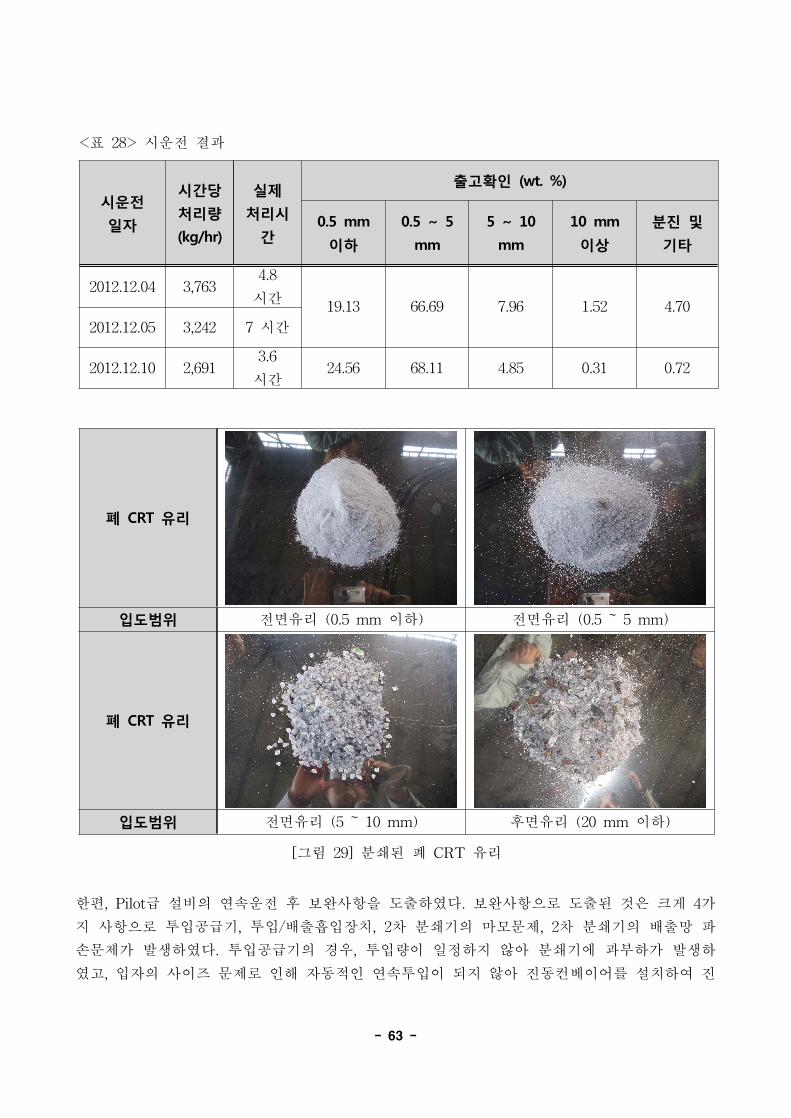
- 63 -
시운전
일자
시간당
처리량
(kg/hr)
실제
처리시
간
출고확인 (wt. %)
0.5 mm
이하
0.5 ~ 5
mm
5 ~ 10
mm
10 mm
이상
분진 및
기타
2012.12.04 3,7634.8
시간19.13 66.69 7.96 1.52 4.70
2012.12.05 3,242 7 시간
2012.12.10 2,6913.6
시간24.56 68.11 4.85 0.31 0.72
<표 28> 시운전 결과
폐 CRT 유리
입도범위 전면유리 (0.5 mm 이하) 전면유리 (0.5 ~ 5 mm)
폐 CRT 유리
입도범위 전면유리 (5 ~ 10 mm) 후면유리 (20 mm 이하)
[그림 29] 분쇄된 폐 CRT 유리
한편, Pilot급 설비의 연속운전 후 보완사항을 도출하였다. 보완사항으로 도출된 것은 크게 4가
지 사항으로 투입공급기, 투입/배출흡입장치, 2차 분쇄기의 마모문제, 2차 분쇄기의 배출망 파
손문제가 발생하였다. 투입공급기의 경우, 투입량이 일정하지 않아 분쇄기에 과부하가 발생하
였고, 입자의 사이즈 문제로 인해 자동적인 연속투입이 되지 않아 진동컨베이어를 설치하여 진
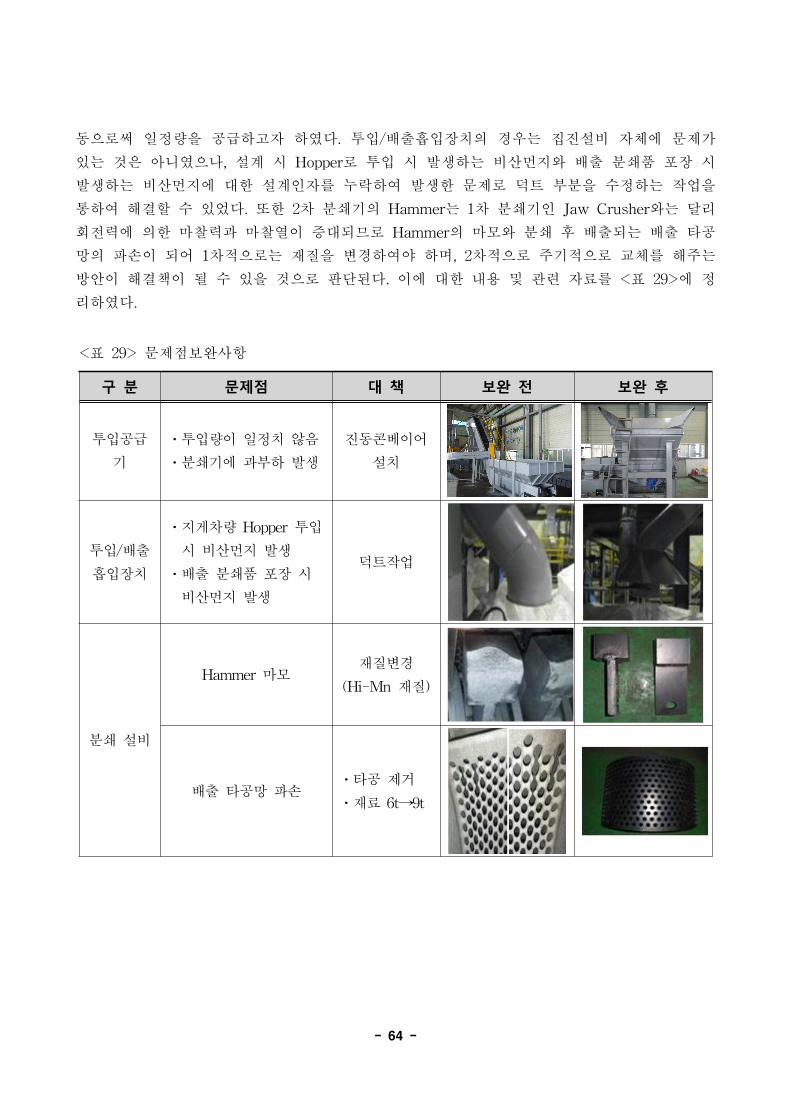
- 64 -
동으로써 일정량을 공급하고자 하였다. 투입/배출흡입장치의 경우는 집진설비 자체에 문제가
있는 것은 아니였으나, 설계 시 Hopper로 투입 시 발생하는 비산먼지와 배출 분쇄품 포장 시
발생하는 비산먼지에 대한 설계인자를 누락하여 발생한 문제로 덕트 부분을 수정하는 작업을
통하여 해결할 수 있었다. 또한 2차 분쇄기의 Hammer는 1차 분쇄기인 Jaw Crusher와는 달리
회전력에 의한 마찰력과 마찰열이 증대되므로 Hammer의 마모와 분쇄 후 배출되는 배출 타공
망의 파손이 되어 1차적으로는 재질을 변경하여야 하며, 2차적으로 주기적으로 교체를 해주는
방안이 해결책이 될 수 있을 것으로 판단된다. 이에 대한 내용 및 관련 자료를 <표 29>에 정
리하였다.
구 분 문제점 대 책 보완 전 보완 후
투입공급
기
⋅투입량이 일정치 않음
⋅분쇄기에 과부하 발생
진동콘베이어
설치
투입/배출
흡입장치
⋅지게차량 Hopper 투입
시 비산먼지 발생
⋅배출 분쇄품 포장 시
비산먼지 발생
덕트작업
분쇄 설비
Hammer 마모재질변경
(Hi-Mn 재질)
배출 타공망 파손⋅타공 제거
⋅재료 6t→9t
<표 29> 문제점보완사항
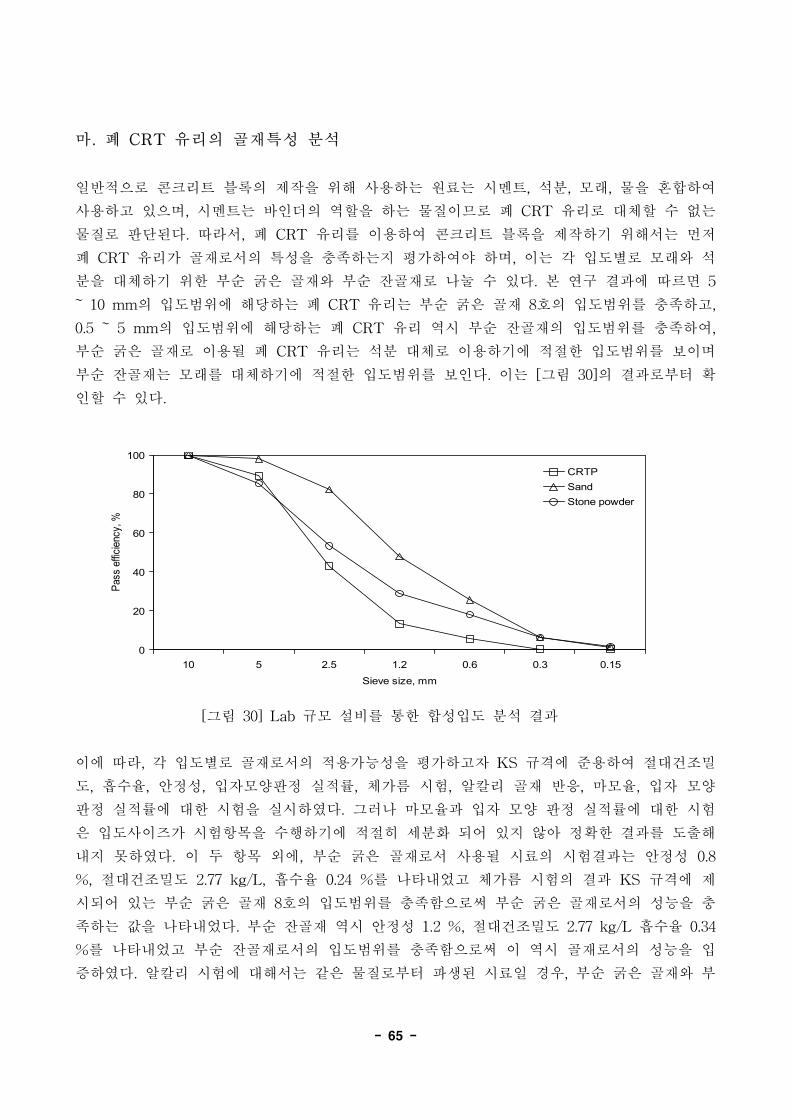
- 65 -
마. 폐 CRT 유리의 골재특성 분석
일반적으로 콘크리트 블록의 제작을 위해 사용하는 원료는 시멘트, 석분, 모래, 물을 혼합하여
사용하고 있으며, 시멘트는 바인더의 역할을 하는 물질이므로 폐 CRT 유리로 대체할 수 없는
물질로 판단된다. 따라서, 폐 CRT 유리를 이용하여 콘크리트 블록을 제작하기 위해서는 먼저
폐 CRT 유리가 골재로서의 특성을 충족하는지 평가하여야 하며, 이는 각 입도별로 모래와 석
분을 대체하기 위한 부순 굵은 골재와 부순 잔골재로 나눌 수 있다. 본 연구 결과에 따르면 5
~ 10 mm의 입도범위에 해당하는 폐 CRT 유리는 부순 굵은 골재 8호의 입도범위를 충족하고,
0.5 ~ 5 mm의 입도범위에 해당하는 폐 CRT 유리 역시 부순 잔골재의 입도범위를 충족하여,
부순 굵은 골재로 이용될 폐 CRT 유리는 석분 대체로 이용하기에 적절한 입도범위를 보이며
부순 잔골재는 모래를 대체하기에 적절한 입도범위를 보인다. 이는 [그림 30]의 결과로부터 확
인할 수 있다.
0
20
40
60
80
100
10 5 2.5 1.2 0.6 0.3 0.15
Sieve size, mm
Pass
effic
iency
, %
CRTPSandStone powder
[그림 30] Lab 규모 설비를 통한 합성입도 분석 결과
이에 따라, 각 입도별로 골재로서의 적용가능성을 평가하고자 KS 규격에 준용하여 절대건조밀
도, 흡수율, 안정성, 입자모양판정 실적률, 체가름 시험, 알칼리 골재 반응, 마모율, 입자 모양
판정 실적률에 대한 시험을 실시하였다. 그러나 마모율과 입자 모양 판정 실적률에 대한 시험
은 입도사이즈가 시험항목을 수행하기에 적절히 세분화 되어 있지 않아 정확한 결과를 도출해
내지 못하였다. 이 두 항목 외에, 부순 굵은 골재로서 사용될 시료의 시험결과는 안정성 0.8
%, 절대건조밀도 2.77 kg/L, 흡수율 0.24 %를 나타내었고 체가름 시험의 결과 KS 규격에 제
시되어 있는 부순 굵은 골재 8호의 입도범위를 충족함으로써 부순 굵은 골재로서의 성능을 충
족하는 값을 나타내었다. 부순 잔골재 역시 안정성 1.2 %, 절대건조밀도 2.77 kg/L 흡수율 0.34
%를 나타내었고 부순 잔골재로서의 입도범위를 충족함으로써 이 역시 골재로서의 성능을 입
증하였다. 알칼리 시험에 대해서는 같은 물질로부터 파생된 시료일 경우, 부순 굵은 골재와 부

- 66 -
순 잔골재는 통일하여도 무방하기 때문에 통합하여 테스트를 실시하였고, 이 역시 KS 규격에
준용하여 무해함을 나타내었다. 이 외에도 0.08 mm 체 통과량과 조립률에서도 각각 부순 굵은
골재에 대해서는 0.1 % 5.87, 부순 잔골재에 대해서는 1.0 %, 2.86을 나타내어 적합한 수치를
보였고, 이로써 폐 CRT 유리의 모래 및 석분대체 적용가능성을 입증하였다. 이에 대한 결과는
<표 30>에 나타내었다.
항 목
부순 굵은
골재
시험결과a)
부순
잔골재
시험결과b)
KS 규격 시험방법
안정성 (%) Na2SO4 0.8 1.2 ≤12 KS F 2507 : 2007
표면건조포화상태의밀도 (g/㎤) 2.78 2.77 ≥2.5KS F 2503 : 2007
흡수율 (%) 0.24 0.34 ≤3.0
조립률 (%) 5.87 2.86⋅a : 6 ~ 8
⋅b : 2.3 ~ 3.1KS F 2526 : 2007
0.08 mm체통과량 0.1 1.0 ≤1.0 KS F 2511 : 20071
알칼리잠재반응 - 용해실리카량 Sc 17.93 -
- KS F 2545 : 2002
알칼리잠재반응 - 알칼리농도감소량Rc 90.80 -
단위용적질량 (kg/L) 다짐봉시험 1.538 1.563 ≥1.5 KS F 2505 : 2002
입도(체를통과하는것의질량백분율) (%)
20 mm, 13 mm100 -
⋅a : 100
⋅b : -
KS F 2502 : 2010
입도(체를통과하는것의질량백분율) (%)
10 mm100 100
⋅a : 85 ~ 100
⋅b : 100입도(체를통과하는것의질량백분율) (%)
5 mm11 100
⋅a : 10 ~ 30
⋅b : 90 ~ 100입도(체를통과하는것의질량백분율) (%)
2.5 mm1 95
⋅a : 0 ~ 10
⋅b : 80 ~ 100입도(체를통과하는것의질량백분율) (%)
1.2 mm0 79
⋅a : 0 ~ 5
⋅b : 50 ~ 90입도(체를통과하는것의질량백분율) (%)
0.6 mm- 36
⋅a : -
⋅b : 25 ~ 65입도(체를통과하는것의질량백분율) (%)
0.3 mm- 3
⋅a : -
⋅b : 10 ~ 35입도(체를통과하는것의질량백분율) (%)
0.15 mm- 1
⋅a : -
⋅b : 2 ~ 15
<표 30> 골재시험결과

- 67 -
또한, 골재시험결과를 통하여 도출한 체 통과율의 결과를 이용하여 폐 CRT 유리 입자의 산술
평균입도를 계산하였다. 이는 분체의 입도에 대한 정보를 나타낼 때, 입도분포와 평균입도는
상관관계가 항상 성립하지 않기 때문에 일반적으로 입도분포와 평균입도는 같이 표현해야 한
다. 평균입도(mean size) x‾는 빈도분포를 나타낸 그래프종이의 두께와 밀도가 균일한 빈도분
포곡선의 아래면적의 무게중심을 지나는 점에 해당하는 입도로서, 입도축인 횡축의 δx의 각
부분에 해당하는 면적의 합의 모멘트와 모든 모멘트의 합이 같아지는 조건을 만족하는 입도이
며, 식으로 표시하면 다음과 같다.
위의 식에 의하여 계산되어 지며, 식에 대입되는 데이터는 골재시험성적서의 체 통과율을 근거
로 계산하였고 결과는 골재시험의 입도분포와 비교하여 볼 때, 부순 굵은 골재용으로 이용된
폐 CRT 유리의 평균입도는 7.07 mm, 부순 잔골재용으로 이용된 것은 1.02 mm로 합리적인
평균입도를 나타내었다. 이는 <표 31>에 나타내었다.
입도 범위
x1 ~
x2(mm)
구간
dx (mm)
평균입
도 x
(mm)
범위별 %
dΦ (무게)
입도에 대한 %
dΦ / dxxdΦ
부순
굵은골재
부순
잔골재
부순
굵은골재
부순
잔골재
부순
굵은골
재
부순
잔골재
0 ~ 0.15 0.15 0.075 - 1 - 6.67 - 0.075
0.15 ~ 0.3 0.15 0.225 - 2 - 13.33 - 0.45
0.3 ~ 0.6 0.3 0.45 - 33 - 110 - 14.85
0.6 ~ 1.2 0.6 0.9 0 43 0 71.67 0 38.7
1.2 ~ 2.5 1.3 1.85 1 16 0.77 12.31 1.85 29.6
2.5 ~ 5 2.5 3.75 10 5 4 2 37.5 18.75
5 ~ 10 5 7.5 89 0 17.8 0 667.5 0
10 ~ 13 3 11.5 0 - 0 - 0 -
13 ~ 20 7 16.5 0 - 0 - 0 -
함계 100 100 22.57 215.98 706.85 102.46
평균입도 (mm) 7.07 1.02
<표 31> 폐 CRT 유리의 평균입도
[그림 31]은 Pilot 분쇄분급기를 통하여 생산된 유리제품 0.5 ~ 10mm 사이즈와 콘크리트 블록
에 사용되는 석분과 모래를 함께 비교한 그래프이다. 입도 분석 결과 콘크리트 블록에 사용되
는 원료인 석분과 모래의 체 통과율과 유사한 형태를 보이고 있으며, 이는 석분과 모래를 대체
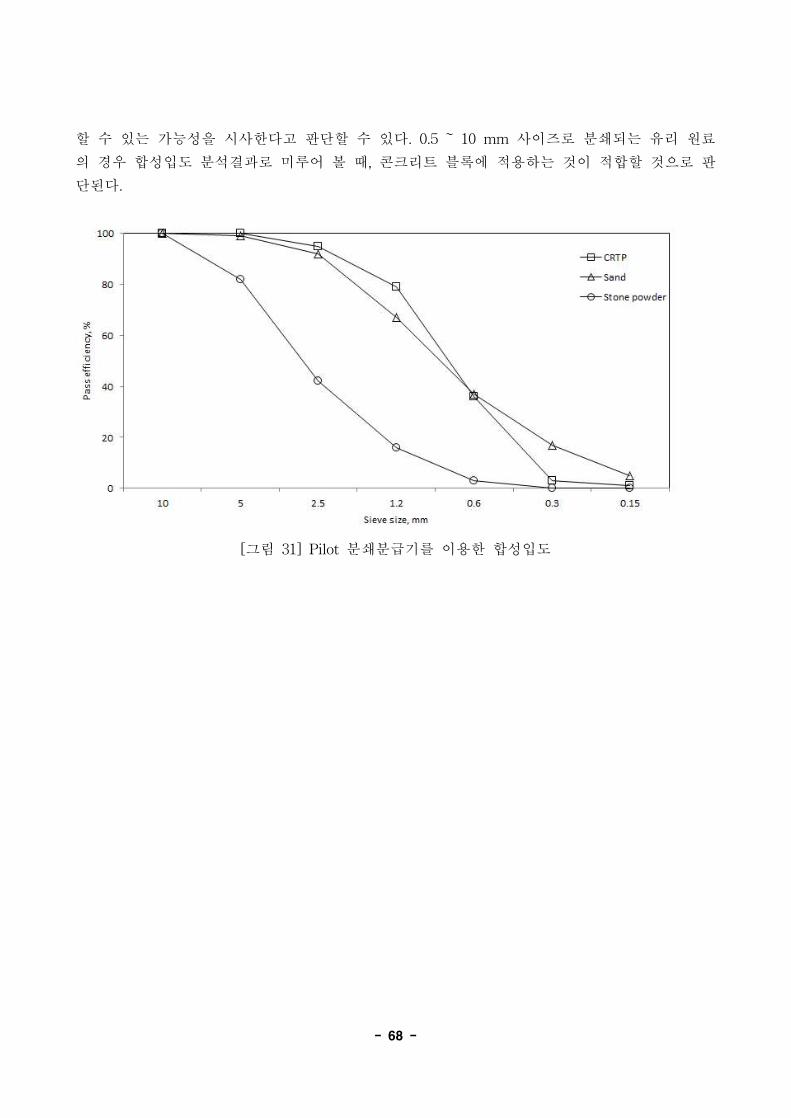
- 68 -
할 수 있는 가능성을 시사한다고 판단할 수 있다. 0.5 ~ 10 mm 사이즈로 분쇄되는 유리 원료
의 경우 합성입도 분석결과로 미루어 볼 때, 콘크리트 블록에 적용하는 것이 적합할 것으로 판
단된다.
[그림 31] Pilot 분쇄분급기를 이용한 합성입도
- 69 -
4. 콘크리트 블록 제작 및 품질 평가
가. 콘크리트 블록(인터로킹 블록) 제작
(1) 콘크리트 블록 원료 분석
(가) 콘크리트 블록 원료 분석 방법
분쇄된 CRT 유리를 인터로킹 블록의 골재대체 물질로 사용하기 위해서는 인터로킹 블록
에 사용되는 골재의 특성을 파악하는 것이 필요하다. 골재의 분석은 CRT 유리의 분석항목
중에서 열적인 특성분석이 필요 없으므로 DSC, TGA 분석을 제외하고 추가적으로 입도분
석을 실시하였다. 분석 방법은 앞서 언급한 CRT 유리 분석과 동일한 방법으로 실시되었다.
입도분석은 콘크리트 제작 시, 사용되는 골재에 대한 합성입도를 구할 수 있으며, 콘크리트
용 골재로서 일반적으로 가져야할 성질은 콘크리트 강도를 확보하는 세기를 소유하는 것,
콘크리트의 비중을 만족하는 비중인 것, 기상조건과 사요조건에 대해 내구성이 있는 것, 유
동성이 좋고 밀실한 콘크리트를 만들 수 있는 입형과 입도인 것, 콘크리트의 성질에 악영
향을 미치는 유해물질을 포함하지 않는 것, 내화적인 것이며, CRT 유리의 경우 언급한 사
항에 적합한 것으로 사료되어 인터로킹 블록의 원료로 사용이 가능할 것으로 판단되어 입
도 분석을 실시하였으며, 콘크리트용 잔골재 입도 분류기준인 KS F 2502를 준용하여 실시
하였다.
분석 항목 분석기기 분석방법
XRF SHIMADZU 사 EDX-720 ASTM D 5381
XRD PNAnalytical 사 X-pert Pro. 2-Thera-Scale
SEM-EDSJEOL JSM 6360(SEM) and
Oxford Inca Energy (EDS)-
TGA Bruker 사 TG-DTA2020SA ASTM D 3172
Sieve analisys Varian 사 Ultramass 700 KSLT
DensityElectronic densimeter
MD-300SASTM D792
<표 32> 분석기기 및 분석방법

- 70 -
(나) 콘크리트 블록 원료 분석 결과
① 인터로킹 블록의 주요 골재인 모래와 석분에 대하여 XRF 분석을 실시한 결과 모래와
석분의 주요 성분은 SiO2, Al2O3가 주성분으로 분석되었으며, 모래는 Na2O가 약 4 %, 석
분은 Fe2O3와 CaO가 약 6 %가량으로 분석 되었다.
(단위 : %)
SiO2 Al2O3 K2O Na2O Fe2O3 CaO MgO TiO2 P2O5 BaO Others
Sand 64.10 18.40 5.87 4.26 2.64 3.25 0.57 0.46 0.08 0.14 0.23
Stone
powder60.23 17.25 5.10 2.71 5.59 5.94 1.83 0.75 0.15 0.13 0.32
<표 33> 인터로킹 블록 원료의 XRF 분석 결과
Sand Stone powder
[그림 32] 인터로킹 블록 원료의 XRD pattern
② SEM/EDS분석결과 모래는 500 ㎛크기의 덩어리가 관찰되었으며, 석분은 500 ㎛크기
의 입자가 관찰되었다. 석분의 경우 일반 암석을 부순 골재이고, 모래는 풍화가 이루어진
상태의 흙이기 때문에 이와 같은 분석 결과가 나타난 것으로 사료된다. 모래와 석분에는
Si와 O가 가장 많이 함유 되어 있는 것을 알 수 있으며, 모래에는 석분보다 Fe가 많이
함유 되어있는 것으로 분석되었다.
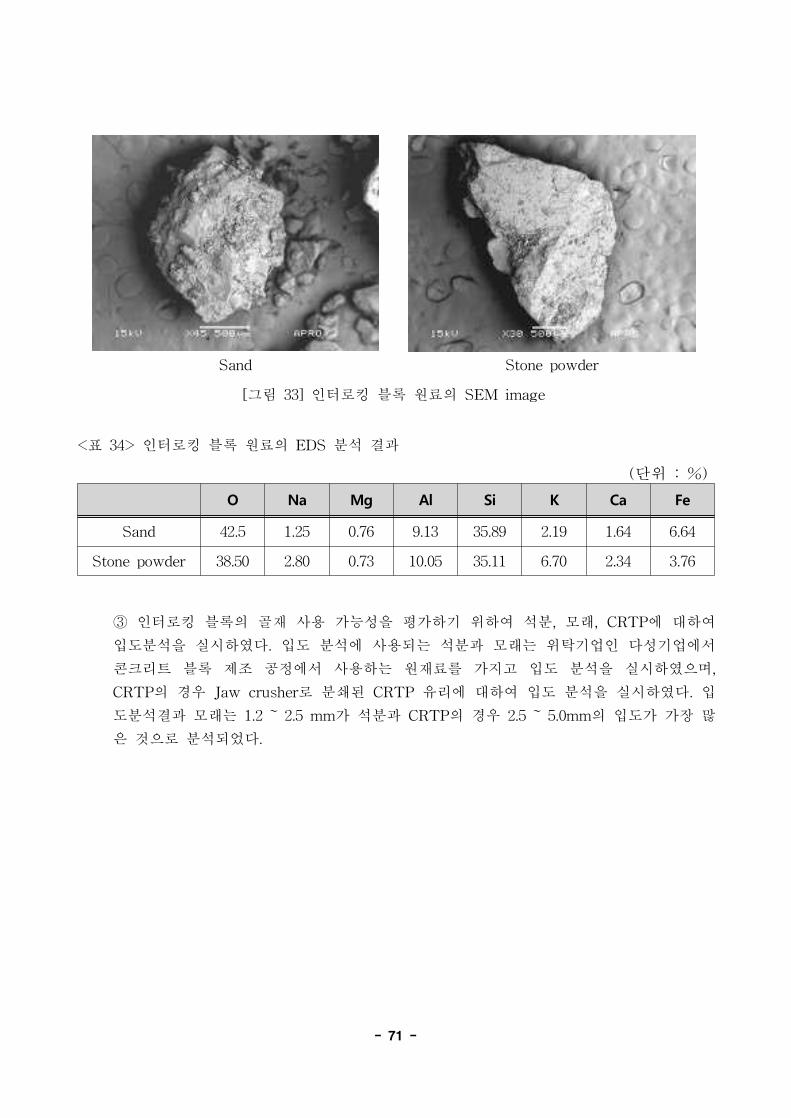
- 71 -
Sand Stone powder
[그림 33] 인터로킹 블록 원료의 SEM image
(단위 : %)
O Na Mg Al Si K Ca Fe
Sand 42.5 1.25 0.76 9.13 35.89 2.19 1.64 6.64
Stone powder 38.50 2.80 0.73 10.05 35.11 6.70 2.34 3.76
<표 34> 인터로킹 블록 원료의 EDS 분석 결과
③ 인터로킹 블록의 골재 사용 가능성을 평가하기 위하여 석분, 모래, CRTP에 대하여
입도분석을 실시하였다. 입도 분석에 사용되는 석분과 모래는 위탁기업인 다성기업에서
콘크리트 블록 제조 공정에서 사용하는 원재료를 가지고 입도 분석을 실시하였으며,
CRTP의 경우 Jaw crusher로 분쇄된 CRTP 유리에 대하여 입도 분석을 실시하였다. 입
도분석결과 모래는 1.2 ~ 2.5 mm가 석분과 CRTP의 경우 2.5 ~ 5.0mm의 입도가 가장 많
은 것으로 분석되었다.
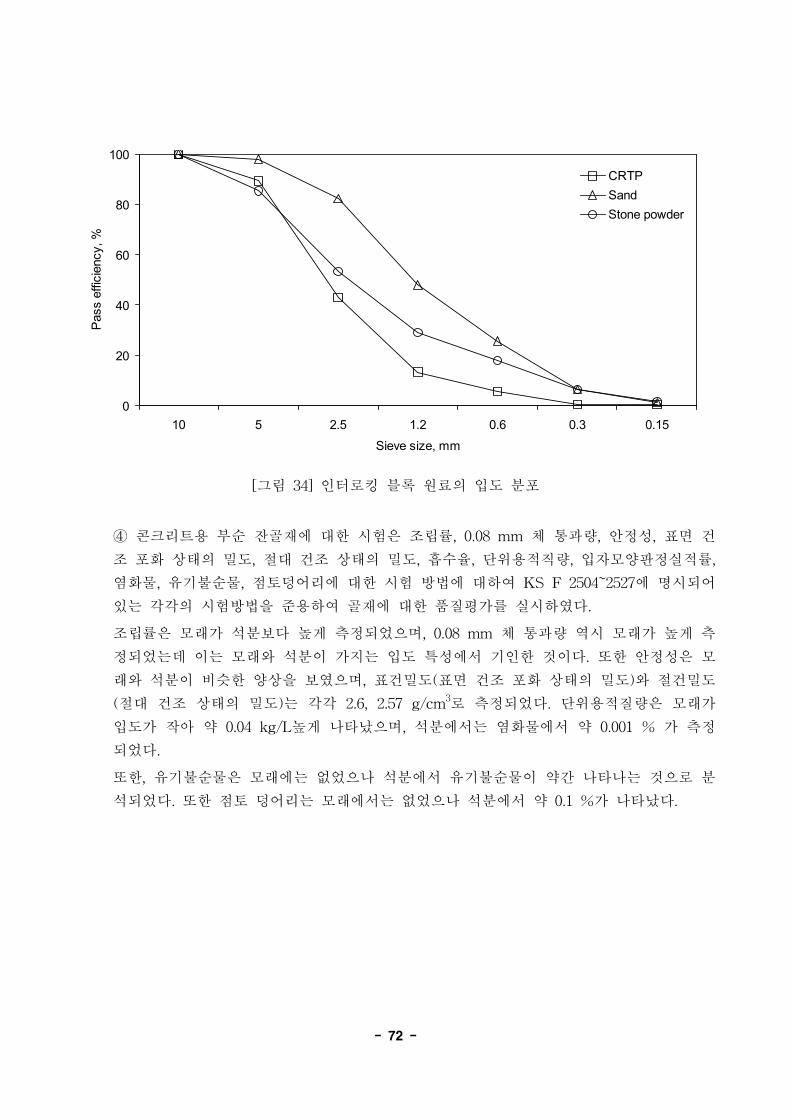
- 72 -
0
20
40
60
80
100
10 5 2.5 1.2 0.6 0.3 0.15
Sieve size, mm
Pas
s ef
ficie
ncy,
%
CRTPSandStone powder
[그림 34] 인터로킹 블록 원료의 입도 분포
④ 콘크리트용 부순 잔골재에 대한 시험은 조립률, 0.08 mm 체 통과량, 안정성, 표면 건
조 포화 상태의 밀도, 절대 건조 상태의 밀도, 흡수율, 단위용적직량, 입자모양판정실적률,
염화물, 유기불순물, 점토덩어리에 대한 시험 방법에 대하여 KS F 2504~2527에 명시되어
있는 각각의 시험방법을 준용하여 골재에 대한 품질평가를 실시하였다.
조립률은 모래가 석분보다 높게 측정되었으며, 0.08 mm 체 통과량 역시 모래가 높게 측
정되었는데 이는 모래와 석분이 가지는 입도 특성에서 기인한 것이다. 또한 안정성은 모
래와 석분이 비슷한 양상을 보였으며, 표건밀도(표면 건조 포화 상태의 밀도)와 절건밀도
(절대 건조 상태의 밀도)는 각각 2.6, 2.57 g/cm3로 측정되었다. 단위용적질량은 모래가
입도가 작아 약 0.04 kg/L높게 나타났으며, 석분에서는 염화물에서 약 0.001 % 가 측정
되었다.
또한, 유기불순물은 모래에는 없었으나 석분에서 유기불순물이 약간 나타나는 것으로 분
석되었다. 또한 점토 덩어리는 모래에서는 없었으나 석분에서 약 0.1 %가 나타났다.

- 73 -
시험항목 단위 모래 석분 시험방법
조립률 - 2.83 2.78KS F 2526 :
2007
0.08mm 체 통과량 % 2.2 1.8KS F 2511 :
2007
안정성(Na2SO4) % 3.7 3.5KS F 2507 :
2007
표면 건조 포화 상태의
밀도g/cm3 2.60 2.60
KS F 2504 :
2007
절대 건조 상태의 밀도 g/cm3 2.57 2.57KS F 2504 :
2007
흡수율 % 1.27 1.22KS F 2504 :
2007
단위용적질량(다짐봉시험) kg/L 1.660 1.628KS F 2505 :
2002
입자모양판정실적률 % 57 -KS F 2527 :
2007
염화물 % - 0.001KS F 2515 :
2002
유기불순물 - -표준용액보다
연함
KS F 2510 :
2002
점토덩어리 % - 0.1KS F 2512 :
2007
<표 35> 인터로킹 블록 원료의 품질 평가
(2) 콘크리트 블록 제작 및 품질평가 (Lab-scale)
(가) 인터로킹 블록의 제작 순서
인터로킹 블록의 제작 순서는 앞서 언급한 바와 같이 배합 - 성형 - 양생 - 포장 및 야적,
4단계로 나뉜다. 인터로킹 블록 제작을 위해 Lab-scale의 시편제작을 우선적으로 제작하였
으며, 이를 위해 배합기와 유압성형(압축기)를 구입하였다. 또한 상온을 유지하기 위하여
실내공간에 양생실을 제작하여 양생기간동안 실내온도 20 ℃를 유지하였다. 실험조건은 시
- 74 -
멘트, 모래, 석분, CRT 유리의 배합비를 달리하였으며, 물의 함량은 KS규격에 따라
W/C(Water/Cement)비를 25 % 이내로 제한하였다. 인터로킹 블록 시편제작의 과정은 [그
림 35]와 같고, 실험조건인 배합비는 <표 36>에 나타내었다.
(나) 인터로킹 블록 배합비율
인터로킹 블록의 배합비율은 W/C(Water/Cement ratio, 물/시멘트 비)는 25 %로 동일하게
하였으며, C-1~13번까지 배합은 골재대비 시멘트 비율을 2 5%로 고정 하였다. C-1은 표준
시료(CRTP혼합 없음)로 C-2~5까지는 모래대비 CRTP를 혼합하였으며, C-6~9 석분대비
CRTP를 혼합하였다. 또한 모래와 석분을 동시에 대체하는 배합은 C-10~13번까지 배합하
여 실험을 진행하였다. 배합시 C-15~26은 골재대비 시멘트비를 20 %로 배합하여 실험을
진행하였으며, C-28~39는 골재대비 시멘트비를 15 %로 배합하여 실험을 진행하였다.
(다) 인터로킹 블록 제작 방법
인터로킹 블록 제작 시, 배합은 배합기를 이용하여 배합비를 준수하여 조건에 맞는 무게를
넣은 후에 물을 넣지 않은 상태에서 고르게 혼합시켜준다(약 10분간). 혼합이 끝난 후에는
W/C비를 준수하여 물을 일정량 투입을 하고 다시 혼합을 실시한다(약 20분간). 배합이 끝
난 뒤에는 압축성형기를 이용하여 시편을 제작하는데 금형에 일정량 배합된 콘크리트를 투
입해준다. 투입 후에는 진동을 1분간 주어 콘크리트의 공극이 생기지 않도록 하기 위함이
며, 압축을 동시에 유압성형기를 이용하여 압축을 주어 콘크리트 내 공극을 최소화 시킨다.
탈형을 실시하면 시편제작 사진과 같은 시편이 완성되는데 완성된 시편은 양생실에서 7일
양생 시킨 후 흡수율, 휨강도, 치수 및 허용차 분석을 실시하였다.

- 75 -
배합 압축·성형
시편 제작 양생
[그림 35 ] 인터로킹 블록 제작 과정
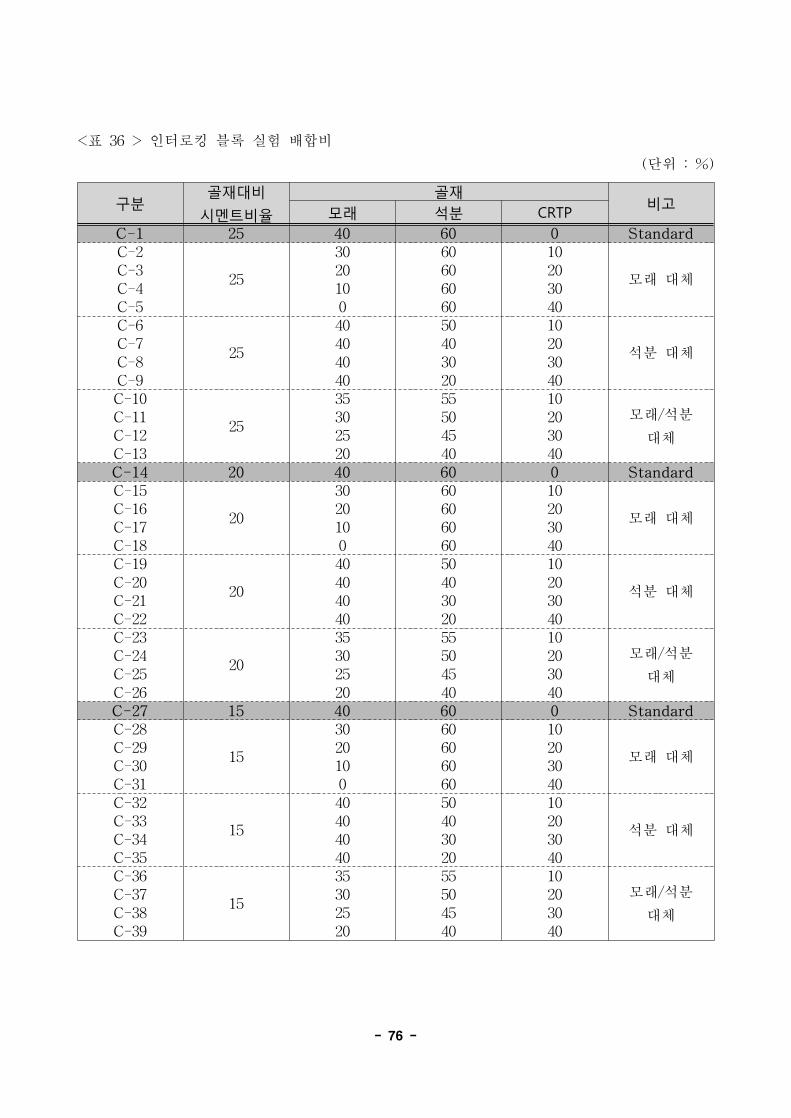
- 76 -
구분골재대비
시멘트비율
골재비고
모래 석분 CRTPC-1 25 40 60 0 Standard
C-2
25
30 60 10
모래 대체C-3 20 60 20C-4 10 60 30C-5 0 60 40C-6
25
40 50 10
석분 대체C-7 40 40 20
C-8 40 30 30C-9 40 20 40C-10
25
35 55 10모래/석분
대체
C-11 30 50 20C-12 25 45 30C-13 20 40 40
C-14 20 40 60 0 StandardC-15
20
30 60 10
모래 대체C-16 20 60 20C-17 10 60 30C-18 0 60 40C-19
20
40 50 10
석분 대체C-20 40 40 20C-21 40 30 30C-22 40 20 40C-23
20
35 55 10모래/석분
대체
C-24 30 50 20C-25 25 45 30
C-26 20 40 40C-27 15 40 60 0 StandardC-28
15
30 60 10
모래 대체C-29 20 60 20C-30 10 60 30C-31 0 60 40
C-32
15
40 50 10
석분 대체C-33 40 40 20C-34 40 30 30C-35 40 20 40C-36
15
35 55 10모래/석분
대체
C-37 30 50 20
C-38 25 45 30C-39 20 40 40
<표 36 > 인터로킹 블록 실험 배합비
(단위 : %)
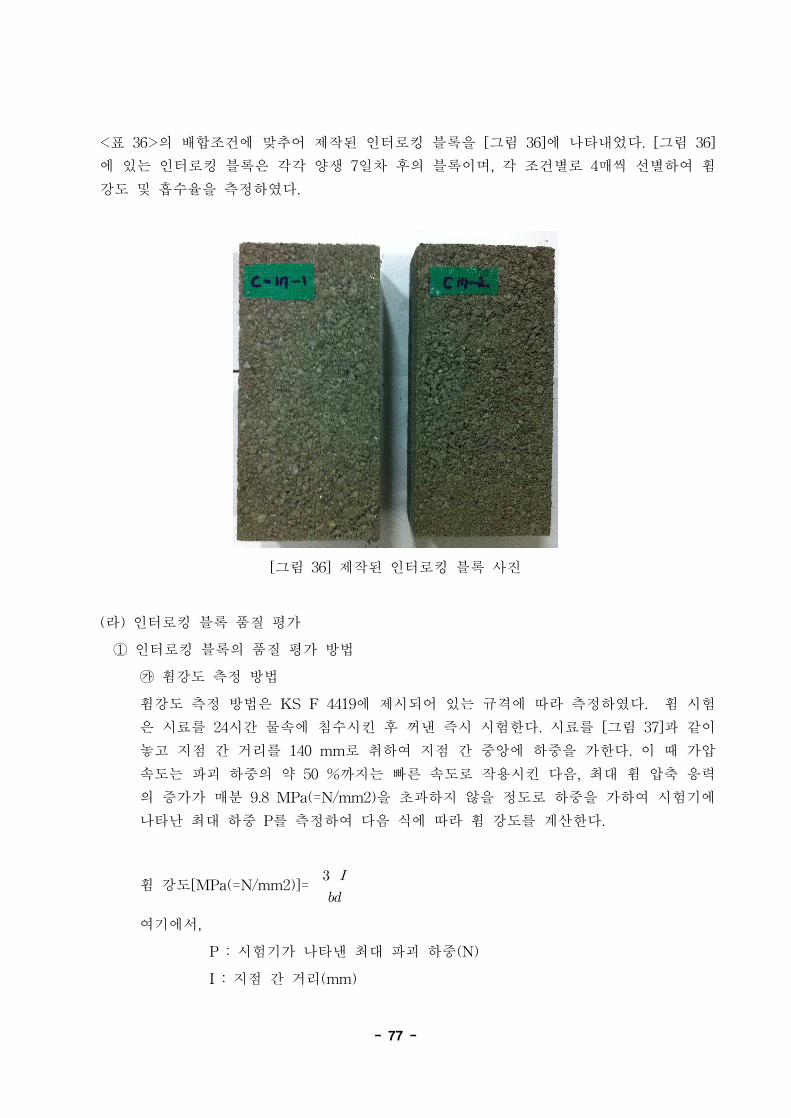
- 77 -
<표 36>의 배합조건에 맞추어 제작된 인터로킹 블록을 [그림 36]에 나타내었다. [그림 36]
에 있는 인터로킹 블록은 각각 양생 7일차 후의 블록이며, 각 조건별로 4매씩 선별하여 휨
강도 및 흡수율을 측정하였다.
[그림 36] 제작된 인터로킹 블록 사진
(라) 인터로킹 블록 품질 평가
① 인터로킹 블록의 품질 평가 방법
㉮ 휨강도 측정 방법
휨강도 측정 방법은 KS F 4419에 제시되어 있는 규격에 따라 측정하였다. 휨 시험
은 시료를 24시간 물속에 침수시킨 후 꺼낸 즉시 시험한다. 시료를 [그림 37]과 같이
놓고 지점 간 거리를 140 mm로 취하여 지점 간 중앙에 하중을 가한다. 이 때 가압
속도는 파괴 하중의 약 50 %까지는 빠른 속도로 작용시킨 다음, 최대 휨 압축 응력
의 증가가 매분 9.8 MPa(=N/mm2)을 초과하지 않을 정도로 하중을 가하여 시험기에
나타난 최대 하중 P를 측정하여 다음 식에 따라 휨 강도를 계산한다.
휨 강도[MPa(=N/mm2)]=
여기에서,
P : 시험기가 나타낸 최대 파괴 하중(N)
I : 지점 간 거리(mm)
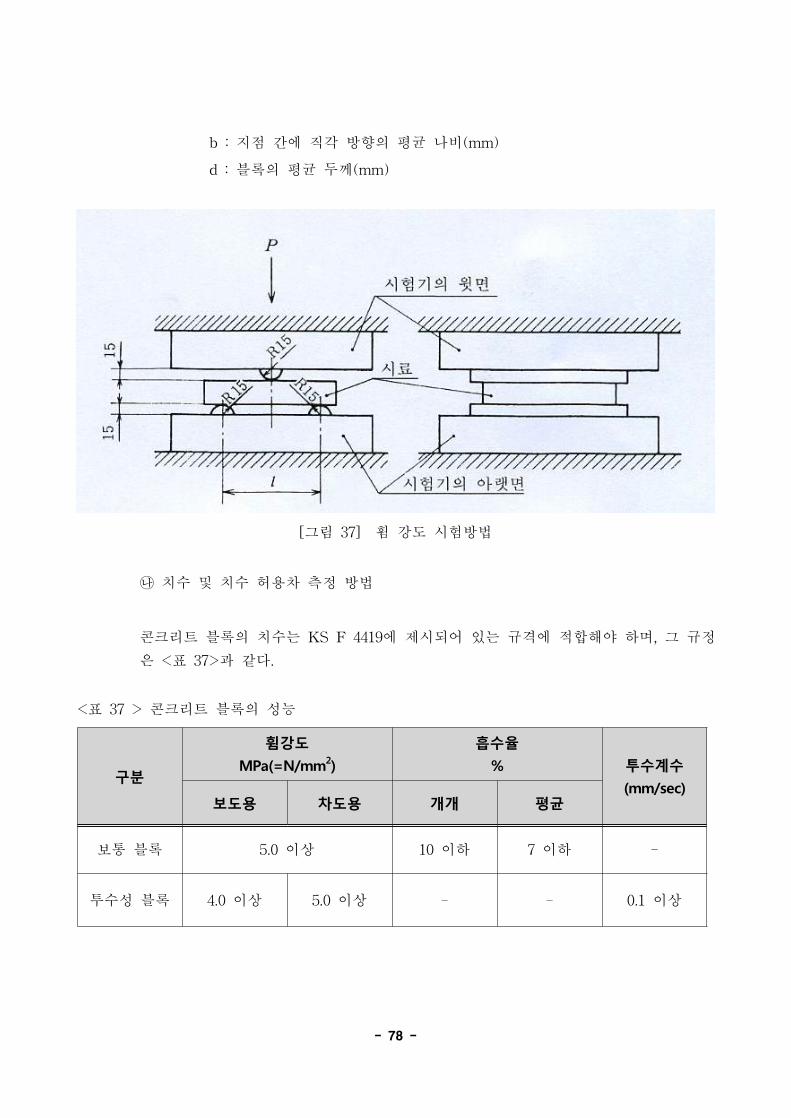
- 78 -
b : 지점 간에 직각 방향의 평균 나비(mm)
d : 블록의 평균 두께(mm)
[그림 37] 휨 강도 시험방법
㉯ 치수 및 치수 허용차 측정 방법
콘크리트 블록의 치수는 KS F 4419에 제시되어 있는 규격에 적합해야 하며, 그 규정
은 <표 37>과 같다.
구분
휨강도
MPa(=N/mm2)
흡수율
% 투수계수
(mm/sec)보도용 차도용 개개 평균
보통 블록 5.0 이상 10 이하 7 이하 -
투수성 블록 4.0 이상 5.0 이상 - - 0.1 이상
<표 37 > 콘크리트 블록의 성능
- 79 -
콘크리트 블록의 치수 및 그 허용차는 <표 38>에 따른다.
구분두께
허용차보도용 차도용
인터로킹 블록
60 80가로, 세로 : ±2
두께 : ±3
I블록, O블록, S블록, U블록, R블록, D블록, HEXA블록, G블록 등
블록의 모양, 길이, 나비는 부도 1에 따른다.
<표 38> 콘크리트 블록의 허용차
㉰ 흡수율 측정 방법
흡수율 측정 방법은 KS F 4419의 규격에 따라 측정하였다. 시료는 휨 강도 시험이
끝난 후 1매의 시료에서 2개의 시험편을 취하여 시험편의 절건 질량과 표건 질량을
구한다. 흡수율24)은 다음 식에 따라 계산한다.
흡수율(%) =
×
여기에서,
m0 : 시험체의 표건 질량(g)
m1 : 시험체의 절건 질량(g)
24) 흡수율은 2개 시험편 각각의 값을 평균한 값으로 나타낸다.
- 80 -
[그림 38] 침수시킨 인터로킹 블록
- 81 -
② 인터로킹 블록 품질평가 결과
㉮ 휨강도 분석 결과
인터로킹 블록의 휨강도는 골재의 종류 및 물리적 성능, 배합비, 경화 후의 양생 조
건 등에 따라 차이가 생기게 되며, 이중 가장 큰 변화요인은 혼합되는 재료의 종류
및 물리적 특성이다. 본 실험에서는 CRTP의 배합 별 인터로킹 블록의 물리적 특성
을 규명하기 위해 휨강도를 분석하였으며, KS F 4419의 규격에 만족하는지를 평가해
보았다. 현재 양생 28일차의 휨강도 시험 중에 있으나, 양생 7일차의 휨강도를 살펴
보면 모래를 대체하는 것보다 석분을 대체함으로써 휨강도가 상승하는 경향을 보이
는 것을 알 수 있었다.
인터로킹 블록의 휨강도 기준은 5.0 MPa이나 현재 양생 7일차 이므로 모두 기준을
만족하지는 않았으나, 양생이 모두 이루어진 28일차 이후에는 기준치를 만족할 것으
로 판단된다. 석분을 대체하는 경우의 휨강도가 작게는 0.4 MPa에서 크게는 1.7 MPa
까지 차이가 나는 것으로 볼 때 석분을 대체하는 것이 효율적이라고 판단되며, 시멘
트는 바인더 역할을 하는 물질이므로 시멘트가 많이 들어갈수록 인터로킹 블록의 휨
강도는 강해지는 것이 일반적이며, 현재 시험한 결과를 보아도 시멘트의 함량이 높을
수록 기준 휨강도 달성이 용이할 것으로 판단된다. 하지만 경제성을 따져보았을 때에
는 적은 양의 시멘트로 배합을 하면서 기준 휨강도를 달성하는 것이 경제성이 높을
것으로 판단된다.

- 82 -
a) 시멘트 25 %
0
1
2
3
4
5
7 14 21 28
Curing period, day
Ben
ding
stre
ngth
, Mpa
StandardS (10%)SP (10%)S : SP = 1 :1 (10%)S (20%)SP (20%)S : SP = 1 :1 (20%)S (30%)SP (30%)S : SP = 1 :1 (30%)S (40%)SP (40%)S : SP = 1 :1 (40%)
b) 시멘트 20 %
0
1
2
3
4
5
7 14 21 28
Curing period, day
Ben
ding
stre
ngth
, Mpa
StandardS (10%)SP (10%)S : SP = 1 :1 (10%)S (20%)SP (20%)S : SP = 1 :1 (20%)S (30%)SP (30%)S : SP = 1 :1 (30%)S (40%)SP (40%)S : SP = 1 :1 (40%)
c) 시멘트 15 %
0
1
2
3
4
5
7 14 21 28
Curing period, day
Ben
ding
stre
ngth
, Mpa
StandardS (10%)SP (10%)S : SP = 1 :1 (10%)S (20%)SP (20%)S : SP = 1 :1 (20%)S (30%)SP (30%)S : SP = 1 :1 (30%)S (40%)SP (40%)S : SP = 1 :1 (40%)
[그림 39] 시멘트 함량에 따른 인터로킹 블록의 휨강도 분석 결과

- 83 -
㉯ 치수 및 허용차 분석 결과
분쇄된 CRTP를 이용한 인터로킹 블록의 치수를 측정한 결과, 가로․세로는 오차 없
이 기준치를 만족시켰으나, 두께에서 -3 ~ +3 mm의 허용차를 나타내고 있어 제작한
인터로킹 블록이 KS F 4419에서 규정하고 있는 품질기준을 만족 하였다.
구분 두께(mm) 구분 두께(mm) 구분 두께(mm) 구분 두께(mm) 구분 두께(mm)
C-1
- 1
C-10
+ 1
C-19
- 3
C-28
- 3
C-37
- 3
- 1 - 2 - 3 - 2 - 1
+ 1 - 2 - 3 - 2 - 1
+ 1 - 1 - 2 - 3 - 2
C-2
- 3
C-11
- 3
C-20
- 2
C-29
- 1
C-38
- 1
- 3 - 3 - 3 - 2 - 1
- 3 - 2 - 1 - 2 - 2
- 3 - 2 - 3 - 1 - 1
C-3
- 3
C-12
0
C-21
- 2
C-30
- 3
C-39
0
- 3 - 2 - 1 - 3 0
- 3 - 2 - 3 - 2 + 1
- 3 - 2 - 3 - 3 + 1
C-4
- 3
C-13
- 1
C-22
0
C-31
+ 1
- 3 - 2 - 3 + 1
- 3 0 - 2 + 1
- 3 0 - 3 + 1
C-5
- 3
C-14
- 3
C-23
- 2
C-32
+ 1
- 2 - 3 - 3 0
- 2 - 3 - 2 + 1
- 2 - 3 - 3 + 2
C-6
- 2
C-15
- 2
C-24
- 3
C-33
+ 1
- 2 - 2 - 3 + 1
- 1 - 2 - 2 + 1
- 1 - 2 - 2 + 2
C-7
+ 1
C-16
- 2
C-25
- 2
C-34
0
+ 1 - 1 - 2 0
- 2 - 3 + 1 + 1
- 2 - 2 0 + 1
C-8
- 2
C-17
- 3
C-26
0
C-35
0
- 2 - 3 - 3 0
- 3 - 3 - 3 + 1
- 3 - 3 - 2 + 2
C-9
- 3
C-18
- 3
C-27
- 3
C-36
- 1
- 3 - 3 0 - 1
- 3 - 3 - 3 - 2
- 3 - 3 - 3 - 1
<표 39> 허용차 측정 결과

- 84 -
㉰ 흡수율 측정 결과
인터로킹 블록의 양생 7일차 흡수율 분석결과, KS F 4419에서 규정하고 있는 흡수율
10 % 대부분 만족하나 일부 시편에서 흡수율을 상회하는 것으로 나타났으나, 이는 2
가지면에서 판단을 할 수 있었다. 실험실규모에서 제작 시 진동이 부족하여 공극이
다수 발생할 수 있다는 점과 양생이 완벽하게 이루어지지 않아 흡수율이 다소 높게
측정될 수 있다는 점으로 꼽을 수 있으나 흡수율 측정이 완료되는 양생 28일차가 되
면 흡수율에 대한 확실한 문제점을 꼽을 수 있을 것이다. 대표적인 경향은 CRTP의
배합비가 상승할수록 흡수율이 작아진다는 것이다. 흡수율이 떨어지는 이유로는 유리
의 특성상 물을 흡수하지 않는 특성이 흡수율 하강에 기인하는 것으로 판단된다. 또
한, 인터로킹 블록은 흡수율이 낮을수록 내구성이 증가되어 장기적인 사용성에 좋은
영향을 미치며, 보도용 바닥재의 특성상 벽돌과 같이 건축물의 하중에 영향을 미치는
용도가 아니기 때문에 인터로킹 블록의 재료로 CRTP는 적합한 골재라고 판단된다.
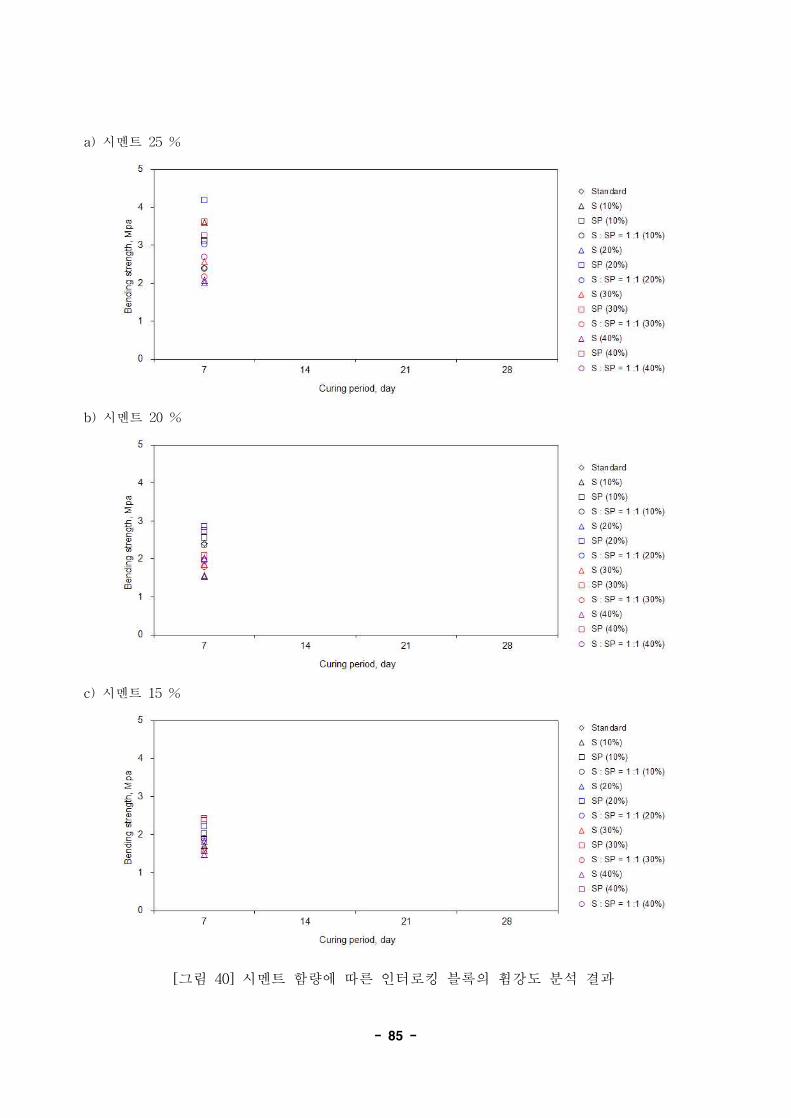
- 85 -
a) 시멘트 25 %
b) 시멘트 20 %
c) 시멘트 15 %
[그림 40] 시멘트 함량에 따른 인터로킹 블록의 휨강도 분석 결과

- 86 -
(3) 콘크리트 블록 제작 및 품질평가 (Pilot-scale)-자체평가
(가) 콘크리트 블록 제작 방법
Lab 규모의 선행연구를 통하여 폐 CRT 유리의 콘크리트 블록 제작 가능성을 확인하였다.
본격적인 양산화를 위한 콘크리트 블록 제작에는 경제성 평가 또는 경제성 인자가 반드시
고려되어야 하므로 실험조건을 설정할 때 시멘트의 함량은 15 %로 고정하였다. 이 외에
다른 실험조건들은 Lab 규모와 동일하게 적용하였으며, 콘크리트 블록 제작 조건은 <표
40>과 같다. 또한 상기된 조건과 같이 제작하였고, 각 조건당 100장의 콘크리트 블록을 제
작하였으며, 제작 공정은 [그림 41]에 나타내었다.
구 분 시멘트 모래 석분 CRTP W/C
C0
(Standard)15% 33% 52% 0% 25%
모래대체
(0.5~5 mm)
C1 (C 20%)
15%
26%
52%
7%
25%
C2 (C 30%) 23% 10%
C3 (C 50%) 16% 17%
석분대체
(5~10 mm)
C4 (C 20%)
33%
42% 10%
C5 (C 30%) 36% 16%
C6 (C 50%) 26% 26%
모래와
석분대체
(0.5 ~ 10 mm)
C7 (C 20%) 30% 47% 9%
C8 (C 30%) 28% 44% 13%
C9 (C 50%) 25% 39% 21%
<표 40> 콘크리트 블록 제작 조건

- 87 -
원료 배합 배합 비에 따른 원료계량 혼합 (혼합시간 : 4분 30초)
진동압축성형 증기양생 (500도시 이상) 적재
[그림 41] 콘크리트 블록 제작 공정
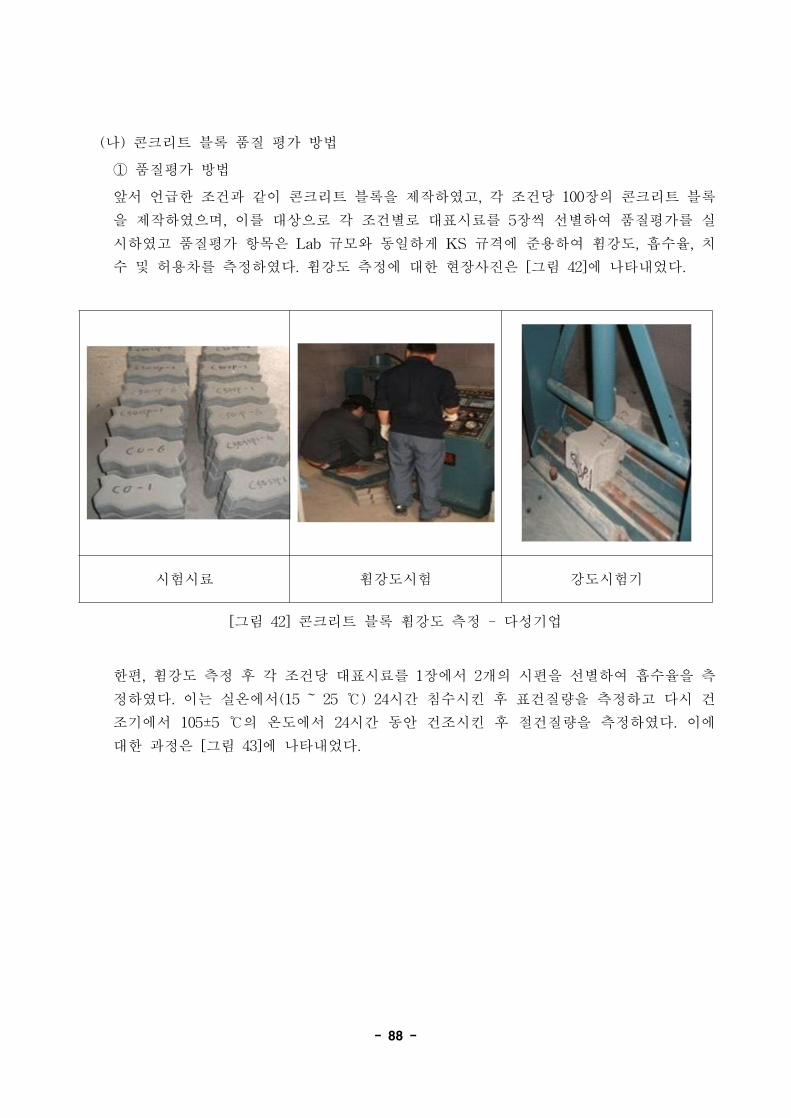
- 88 -
(나) 콘크리트 블록 품질 평가 방법
① 품질평가 방법
앞서 언급한 조건과 같이 콘크리트 블록을 제작하였고, 각 조건당 100장의 콘크리트 블록
을 제작하였으며, 이를 대상으로 각 조건별로 대표시료를 5장씩 선별하여 품질평가를 실
시하였고 품질평가 항목은 Lab 규모와 동일하게 KS 규격에 준용하여 휨강도, 흡수율, 치
수 및 허용차를 측정하였다. 휨강도 측정에 대한 현장사진은 [그림 42]에 나타내었다.
시험시료 휨강도시험 강도시험기
[그림 42] 콘크리트 블록 휨강도 측정 - 다성기업
한편, 휨강도 측정 후 각 조건당 대표시료를 1장에서 2개의 시편을 선별하여 흡수율을 측
정하였다. 이는 실온에서(15 ~ 25 ℃) 24시간 침수시킨 후 표건질량을 측정하고 다시 건
조기에서 105±5 ℃의 온도에서 24시간 동안 건조시킨 후 절건질량을 측정하였다. 이에
대한 과정은 [그림 43]에 나타내었다.
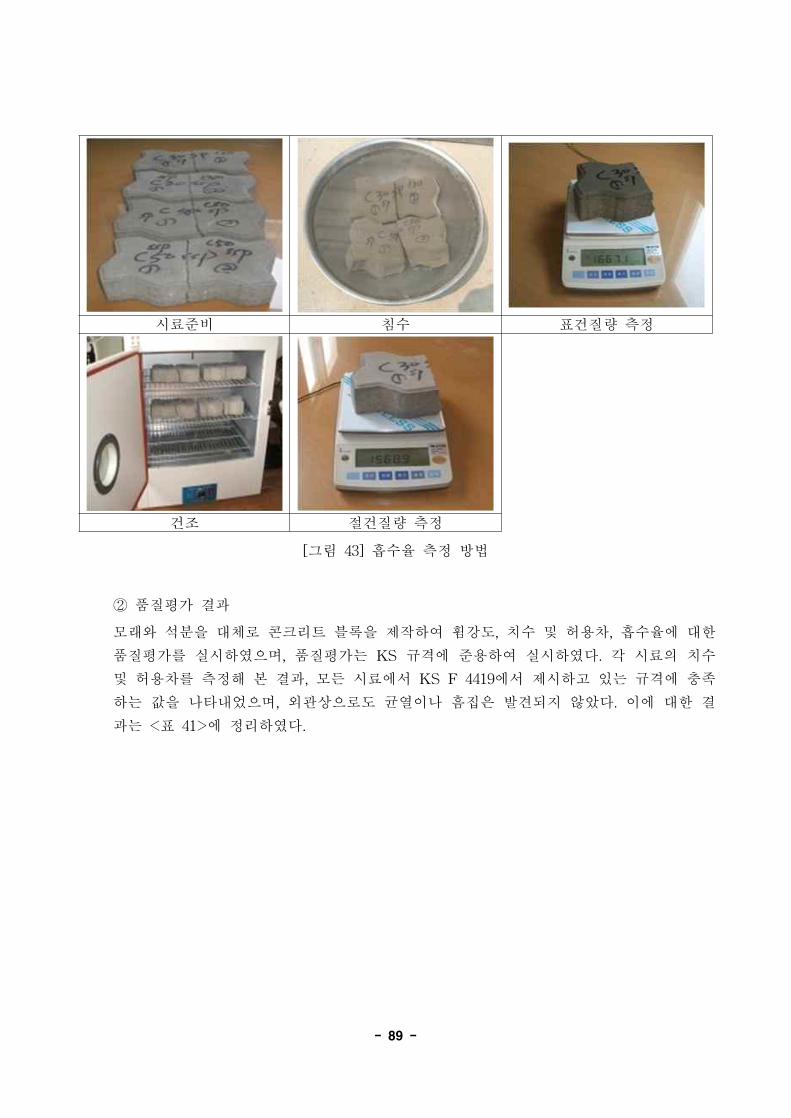
- 89 -
시료준비 침수 표건질량 측정
건조 절건질량 측정
[그림 43] 흡수율 측정 방법
② 품질평가 결과
모래와 석분을 대체로 콘크리트 블록을 제작하여 휨강도, 치수 및 허용차, 흡수율에 대한
품질평가를 실시하였으며, 품질평가는 KS 규격에 준용하여 실시하였다. 각 시료의 치수
및 허용차를 측정해 본 결과, 모든 시료에서 KS F 4419에서 제시하고 있는 규격에 충족
하는 값을 나타내었으며, 외관상으로도 균열이나 흠집은 발견되지 않았다. 이에 대한 결
과는 <표 41>에 정리하였다.
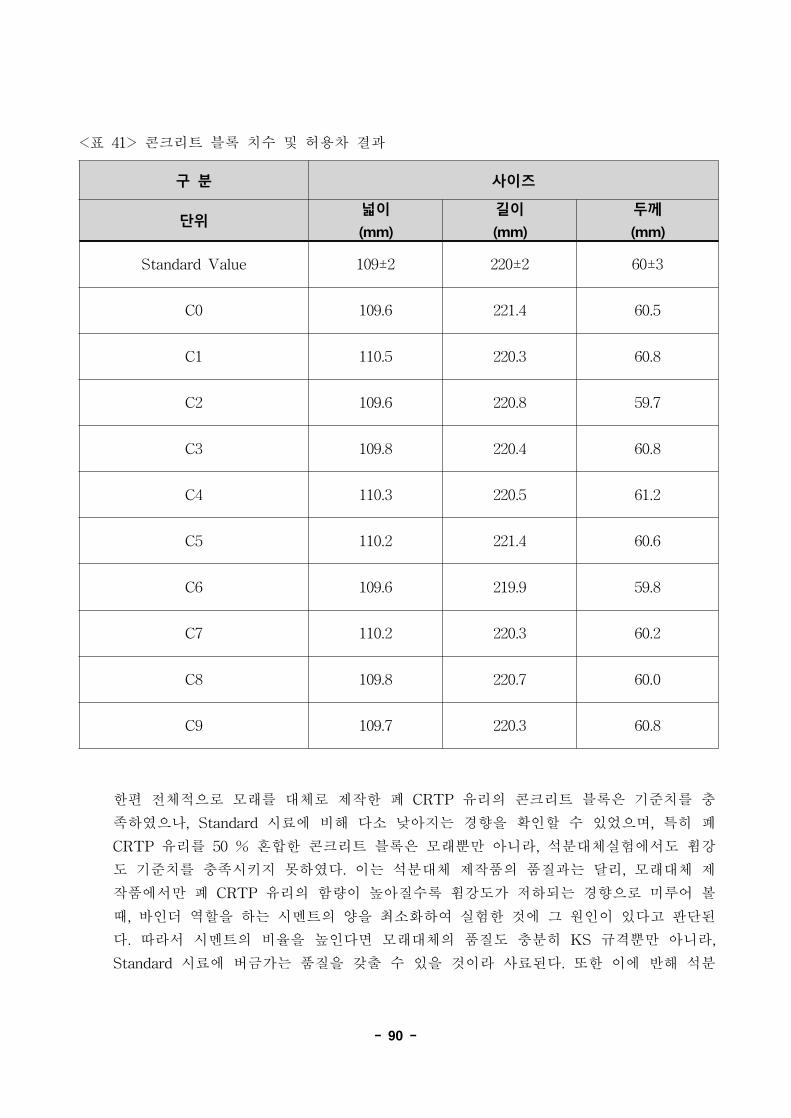
- 90 -
구 분 사이즈
단위넓이
(mm)
길이
(mm)
두께
(mm)
Standard Value 109±2 220±2 60±3
C0 109.6 221.4 60.5
C1 110.5 220.3 60.8
C2 109.6 220.8 59.7
C3 109.8 220.4 60.8
C4 110.3 220.5 61.2
C5 110.2 221.4 60.6
C6 109.6 219.9 59.8
C7 110.2 220.3 60.2
C8 109.8 220.7 60.0
C9 109.7 220.3 60.8
<표 41> 콘크리트 블록 치수 및 허용차 결과
한편 전체적으로 모래를 대체로 제작한 폐 CRTP 유리의 콘크리트 블록은 기준치를 충
족하였으나, Standard 시료에 비해 다소 낮아지는 경향을 확인할 수 있었으며, 특히 폐
CRTP 유리를 50 % 혼합한 콘크리트 블록은 모래뿐만 아니라, 석분대체실험에서도 휨강
도 기준치를 충족시키지 못하였다. 이는 석분대체 제작품의 품질과는 달리, 모래대체 제
작품에서만 폐 CRTP 유리의 함량이 높아질수록 휨강도가 저하되는 경향으로 미루어 볼
때, 바인더 역할을 하는 시멘트의 양을 최소화하여 실험한 것에 그 원인이 있다고 판단된
다. 따라서 시멘트의 비율을 높인다면 모래대체의 품질도 충분히 KS 규격뿐만 아니라,
Standard 시료에 버금가는 품질을 갖출 수 있을 것이라 사료된다. 또한 이에 반해 석분

- 91 -
대체실험과 모래-석분대체실험결과는 휨강도 기준치를 충족하였으며 Standard 시료와 비
교해 볼 때, Standard 시료보다 휨강도가 증가하는 양상을 보여 품질 면에서 상대적으로
우수함을 나타내었다. 그러나 CRTP의 함량이 증가할수록 휨강도가 낮아지는 경향을 볼
수 있었고, 50 %의 혼합율로 제작한 콘크리트 블록에 대해서는 모든 시료가 KS 규격을
충족하지 못하였다. 반면 본 연구에 사용된 모든 시료의 흡수율을 측정한 결과, KS 규격
에 부합하는 결과를 보였고 비교적 일정한 값을 나타내었으며 뚜렷한 양상은 찾아볼 수
없었다. 이에 대한 결과를 <표 42>에 정리하였다.
구 분휨강도
(MPa)
표건질량
(m1)
절건질량
(m2)
흡수율
(%)
C0
(Standard)6.5 - - 10 이하
모래대체
(0.5 ~ 5 mm)
C1 (C 20%) 5.3 1600.45 1496.2 7.0
C2 (C 30%) 5.1 1608.05 1505.9 6.8
C3 (C 50%) 4.6 1592.95 1493.95 6.6
석분대체
(5 ~ 10 mm)
C4 (C 20%) 6.0 1599.55 1505.05 6.3
C5 (C 30%) 6.7 1613.1 1524.9 5.8
C6 (C 50%) 5.0 1586.95 1492.05 6.4
모래와 석분대체
(0.5 ~ 10 mm)
C7 (C 20%) 6.8 1591.05 1492.3 6.6
C8 (C 30%) 6.6 1595.0 1492.3 6.9
C9 (C 50%) 5.3 1586.95 1480.05 7.2
<표 42> 콘크리트 블록 품질평가 결과
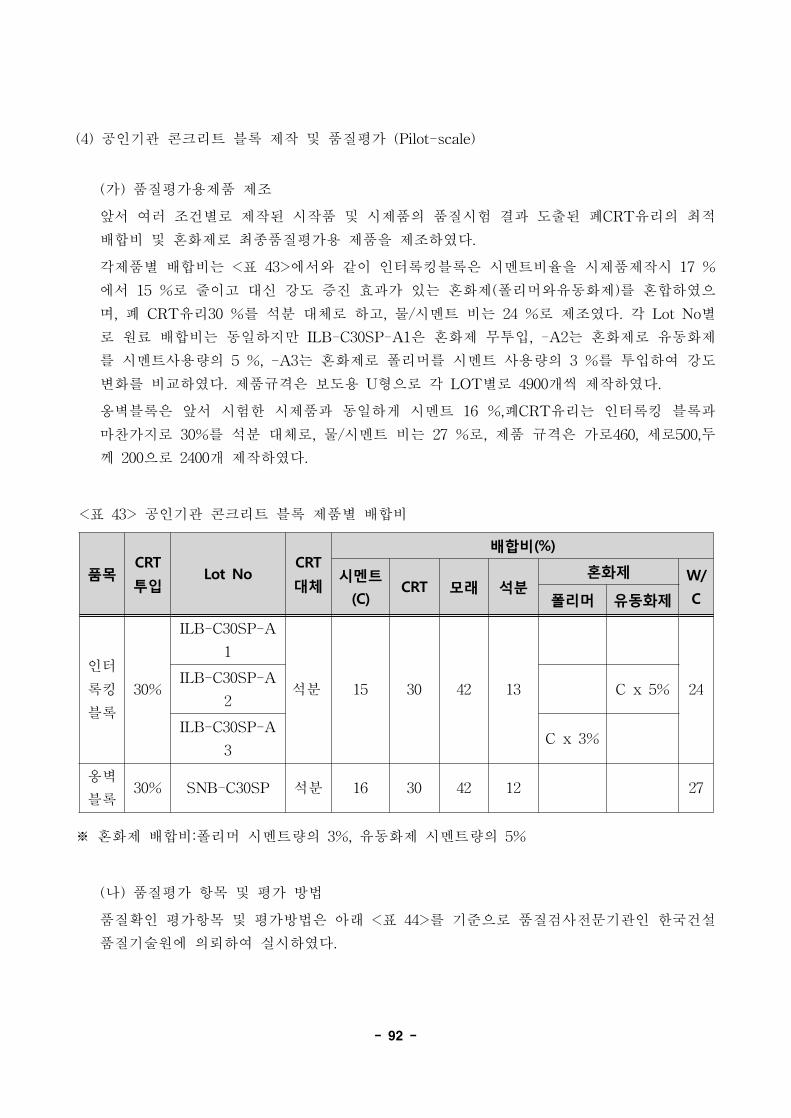
- 92 -
(4) 공인기관 콘크리트 블록 제작 및 품질평가 (Pilot-scale)
(가) 품질평가용제품 제조
앞서 여러 조건별로 제작된 시작품 및 시제품의 품질시험 결과 도출된 폐CRT유리의 최적
배합비 및 혼화제로 최종품질평가용 제품을 제조하였다.
각제품별 배합비는 <표 43>에서와 같이 인터록킹블록은 시멘트비율을 시제품제작시 17 %
에서 15 %로 줄이고 대신 강도 증진 효과가 있는 혼화제(폴리머와유동화제)를 혼합하였으
며, 폐 CRT유리30 %를 석분 대체로 하고, 물/시멘트 비는 24 %로 제조였다. 각 Lot No별
로 원료 배합비는 동일하지만 ILB-C30SP-A1은 혼화제 무투입, -A2는 혼화제로 유동화제
를 시멘트사용량의 5 %, -A3는 혼화제로 폴리머를 시멘트 사용량의 3 %를 투입하여 강도
변화를 비교하였다. 제품규격은 보도용 U형으로 각 LOT별로 4900개씩 제작하였다.
옹벽블록은 앞서 시험한 시제품과 동일하게 시멘트 16 %,폐CRT유리는 인터록킹 블록과
마찬가지로 30%를 석분 대체로, 물/시멘트 비는 27 %로, 제품 규격은 가로460, 세로500,두
께 200으로 2400개 제작하였다.
품목CRT
투입Lot No
CRT
대체
배합비(%)
시멘트
(C)CRT 모래 석분
혼화제 W/
C폴리머 유동화제
인터
록킹
블록
30%
ILB-C30SP-A
1
석분 15 30 42 13 24ILB-C30SP-A
2C x 5%
ILB-C30SP-A
3C x 3%
옹벽
블록30% SNB-C30SP 석분 16 30 42 12 27
<표 43> 공인기관 콘크리트 블록 제품별 배합비
※ 혼화제 배합비:폴리머 시멘트량의 3%, 유동화제 시멘트량의 5%
(나) 품질평가 항목 및 평가 방법
품질확인 평가항목 및 평가방법은 아래 <표 44>를 기준으로 품질검사전문기관인 한국건설
품질기술원에 의뢰하여 실시하였다.
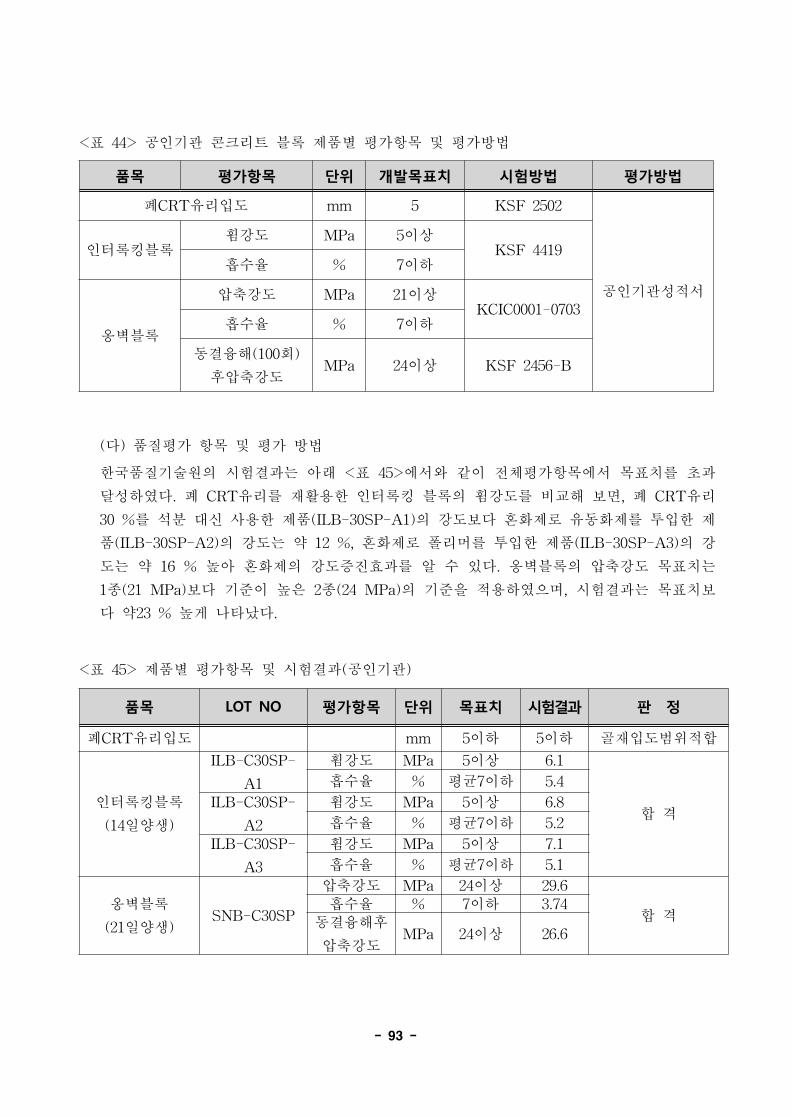
- 93 -
품목 평가항목 단위 개발목표치 시험방법 평가방법
폐CRT유리입도 mm 5 KSF 2502
공인기관성적서
인터록킹블록휨강도 MPa 5이상
KSF 4419흡수율 % 7이하
옹벽블록
압축강도 MPa 21이상KCIC0001-0703
흡수율 % 7이하
동결융해(100회)
후압축강도MPa 24이상 KSF 2456-B
<표 44> 공인기관 콘크리트 블록 제품별 평가항목 및 평가방법
(다) 품질평가 항목 및 평가 방법
한국품질기술원의 시험결과는 아래 <표 45>에서와 같이 전체평가항목에서 목표치를 초과
달성하였다. 폐 CRT유리를 재활용한 인터록킹 블록의 휨강도를 비교해 보면, 폐 CRT유리
30 %를 석분 대신 사용한 제품(ILB-30SP-A1)의 강도보다 혼화제로 유동화제를 투입한 제
품(ILB-30SP-A2)의 강도는 약 12 %, 혼화제로 폴리머를 투입한 제품(ILB-30SP-A3)의 강
도는 약 16 % 높아 혼화제의 강도증진효과를 알 수 있다. 옹벽블록의 압축강도 목표치는
1종(21 MPa)보다 기준이 높은 2종(24 MPa)의 기준을 적용하였으며, 시험결과는 목표치보
다 약23 % 높게 나타났다.
품목 LOT NO 평가항목 단위 목표치 시험결과 판 정
폐CRT유리입도 mm 5이하 5이하 골재입도범위적합
인터록킹블록
(14일양생)
ILB-C30SP-
A1
휨강도 MPa 5이상 6.1
합 격
흡수율 % 평균7이하 5.4
ILB-C30SP-
A2
휨강도 MPa 5이상 6.8
흡수율 % 평균7이하 5.2
ILB-C30SP-
A3
휨강도 MPa 5이상 7.1
흡수율 % 평균7이하 5.1
옹벽블록
(21일양생)SNB-C30SP
압축강도 MPa 24이상 29.6
합 격흡수율 % 7이하 3.74
동결융해후
압축강도MPa 24이상 26.6
<표 45> 제품별 평가항목 및 시험결과(공인기관)
- 94 -
또한, 하천이나 바다의 수면이하에 시공되는 블록 2종에 적용되는 동결융해실시(100 회)후
압축강도에서도 동결융해시험전과 비교했을 때 약 10 % 감소했으나 목표치보다는 약 11 %
높게 나타났다.
[그림 44] 폐 CRT 유리를 재활용한 인터로킹 블록 검사 성적서
- 95 -
[그림 45] 폐 CRT 유리를 재활용한 옹벽블록 검사성적서

- 96 -
(5) 콘크리트 블록 양산화 매뉴얼
콘크리트 블록 양산화 메뉴얼
공정도 공정명검 사 관 리
항 목 기 준 방 법 항 목 기 준 주 기 방 법
원 재 료인수검사
검사 및판정기준에따른다.
검사방법에 따른다
입도조립율혼합입도
1회/월 골재혼합입도분석표
○ 골 재 의전 처 리
입 도혼합입도
표준입도내 1회/월 골재의전처리관리일보
표 면 수 0~5%이하 1회/일골재표면수관리일보
○ 배 합 배합비율 현장배합지시서에 따른다.
1회/일일일현장배합표
○ 혼 합1차
시멘트량(㎏)
잔골재량(㎏)석 분량(㎏)사용수량(㎏)혼합시간(분)
기준치 ±2기준치 ±3기준치 ±3기준치 ±24(분)±30(초)
2회/일혼합ㆍ성형공정관리일보
2차 혼합시간(분) 4(분)±30(초)
◇ 중간검사 비빔의반죽질기 5㎝ 이하
샘플링검사n=2, c=0⇨ 운 반
○ 성 형
1차진동압축시 간진 동 수
5(초)±1(초)
2750±250(rpm)2회/일
혼합ㆍ성형공정관리일보
2차진동압축시 간진 동 수
6(초)±1(초)
2750±250(rpm)⇨ 운 반
○ 증기양생온 도(℃)시 간( h )습 도(%)양생도시
최고65℃이하10시간 이상90% 이상500도시 이상
양생실별
양생시매시간1회 / 일
양생공정관리기록부
◇ 중간검사
겉 모 양
판정기준에 따름
전수검사
치수
(㎜)
가 로샘플링검사n= , c=0
세 로
두 께⇨ 운 반
○ 자연양생
제품검사
겉 모 양
판정기준에 따름
전수검사
치수
(㎜)
가 로샘플링검사n= , c=0
세 로
두 께
휨.압축 강도(N/㎟)
샘플링검사n= , c=0
흡 수 율( % )
샘플링검사n= , c=0
○ 포장,표시
- 97 -
5. 점토 벽돌 제작 및 품질 평가
가. 점토 벽돌 제작
(1) 점토 벽돌 원료 분석
(가) 점토 벽돌 원료 분석 방법
폐 CRT 유리를 점토 벽돌로 재활용하기 위해서는 기초적인 원료들의 물성을 조사하는 것
이 중요하다. 특히 점토 벽돌은 고온에서 소성을 하는 기술이므로 열적특성을 파악하는 것
이 바람직하다. 유리전이온도, 결정화온도를 파악하기 위하여 온도범위 25 ~ 1200 ℃에서
DSC를 분석하였으며, 이 외에도 원료의 결정구조와 정성∙정량분석을 위하여 XRF, XRD
를 분석하였으며, SEM-EDS를 통해 표면 상태의 원소분포를 확인하였다. 이는 점토 벽돌
로 재활용하기에 원료로서의 가능성을 예측하는 것으로, 앞서 언급한 항목들의 분석을 통
하여 재활용기술의 가능성을 확인하였다.
① XRF 분석 원리 및 방법
XRF 분석의 원리는 각 화학원소들은 고유의 에너지 피크를 가지고 있는데 시료에 높은
에너지의 전자를 발생시키면 타켓에 부딪혀 전자들이 발생하게 되며, 여러 종류의 전자들
중에 특성 X-ray를 수집하여 물질마다의 에너지 고유의 값을 비교하여 결과를 도출해
내는 방법이 X선 형광 분석(X-ray fluorescence, XRF)이다. 본 연구에서는 ASTM D
5381에 의하여 X선 형광 분석기(S2 RANGER, BRUKER)를 이용하여 분석을 하였다.
② XRD 분석 원리 및 방법
XRD 분석은 고분해능 X선 회절(X-ray diffraction, XRD)은 결정체 물질 분자에 X선을
조사하여 산란된 양상을 분석하여 결정체의 구조를 알아내는 방법으로 고체시료 속에 존
재하는 화합물에 대한 정성 및 정량적 정보를 얻기 위해 사용된다. 즉 X선의 각도를 연
속적으로 변화시키면서 회절 X-선의 강도를 기록하면 강도가 다른 복수의 회절 피크로
부터 패턴을 얻을 수 있고, 이미 알고 있는 시료의 패턴과 측정해서 얻은 패턴을 비교하
여 미지의 시료의 물질을 분석 할 수 있다. 본 연구에서는 ASTM E 82에 의하여 고분해
능 X선 회절분석기(X-pert Pro, PAN Analytical)를 이용하여 분석을 하였다.
③ SEM(Scanning Electroon Microscopy)분석 원리 및 방법
SEM은 높은 에너지의 전자를 시료에 충돌시켜 발생하는 이차전자, 후방산란전자, X선
등을 검출하여 시료의 표면형상 및 구성원소를 관찰하는 나노측정기술의 하나이다. 단순
히 표면 형상(topology)을 관찰하기 위해 이차전자 검출기(secondard electron detector)를
단독으로 사용하는 경우가 많다. EDS는 전자총에서 5~30 kV로 가속된 전자빔을 연마된
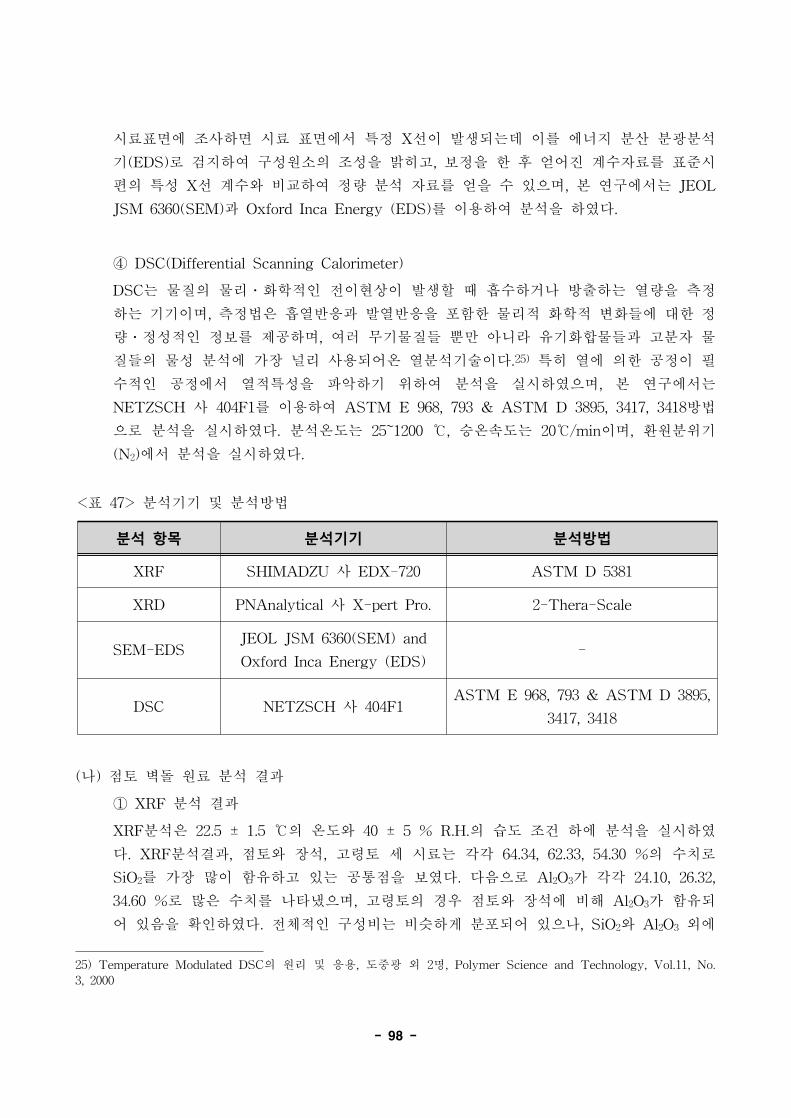
- 98 -
시료표면에 조사하면 시료 표면에서 특정 X선이 발생되는데 이를 에너지 분산 분광분석
기(EDS)로 검지하여 구성원소의 조성을 밝히고, 보정을 한 후 얻어진 계수자료를 표준시
편의 특성 X선 계수와 비교하여 정량 분석 자료를 얻을 수 있으며, 본 연구에서는 JEOL
JSM 6360(SEM)과 Oxford Inca Energy (EDS)를 이용하여 분석을 하였다.
④ DSC(Differential Scanning Calorimeter)
DSC는 물질의 물리․화학적인 전이현상이 발생할 때 흡수하거나 방출하는 열량을 측정
하는 기기이며, 측정법은 흡열반응과 발열반응을 포함한 물리적 화학적 변화들에 대한 정
량․정성적인 정보를 제공하며, 여러 무기물질들 뿐만 아니라 유기화합물들과 고분자 물
질들의 물성 분석에 가장 널리 사용되어온 열분석기술이다.25) 특히 열에 의한 공정이 필
수적인 공정에서 열적특성을 파악하기 위하여 분석을 실시하였으며, 본 연구에서는
NETZSCH 사 404F1를 이용하여 ASTM E 968, 793 & ASTM D 3895, 3417, 3418방법
으로 분석을 실시하였다. 분석온도는 25~1200 ℃, 승온속도는 20℃/min이며, 환원분위기
(N2)에서 분석을 실시하였다.
분석 항목 분석기기 분석방법
XRF SHIMADZU 사 EDX-720 ASTM D 5381
XRD PNAnalytical 사 X-pert Pro. 2-Thera-Scale
SEM-EDSJEOL JSM 6360(SEM) and
Oxford Inca Energy (EDS)-
DSC NETZSCH 사 404F1ASTM E 968, 793 & ASTM D 3895,
3417, 3418
<표 47> 분석기기 및 분석방법
(나) 점토 벽돌 원료 분석 결과
① XRF 분석 결과
XRF분석은 22.5 ± 1.5 ℃의 온도와 40 ± 5 % R.H.의 습도 조건 하에 분석을 실시하였
다. XRF분석결과, 점토와 장석, 고령토 세 시료는 각각 64.34, 62.33, 54.30 %의 수치로
SiO2를 가장 많이 함유하고 있는 공통점을 보였다. 다음으로 Al2O3가 각각 24.10, 26.32,
34.60 %로 많은 수치를 나타냈으며, 고령토의 경우 점토와 장석에 비해 Al2O3가 함유되
어 있음을 확인하였다. 전체적인 구성비는 비슷하게 분포되어 있으나, SiO2와 Al2O3 외에
25) Temperature Modulated DSC의 원리 및 응용, 도중광 외 2명, Polymer Science and Technology, Vol.11, No.
3, 2000
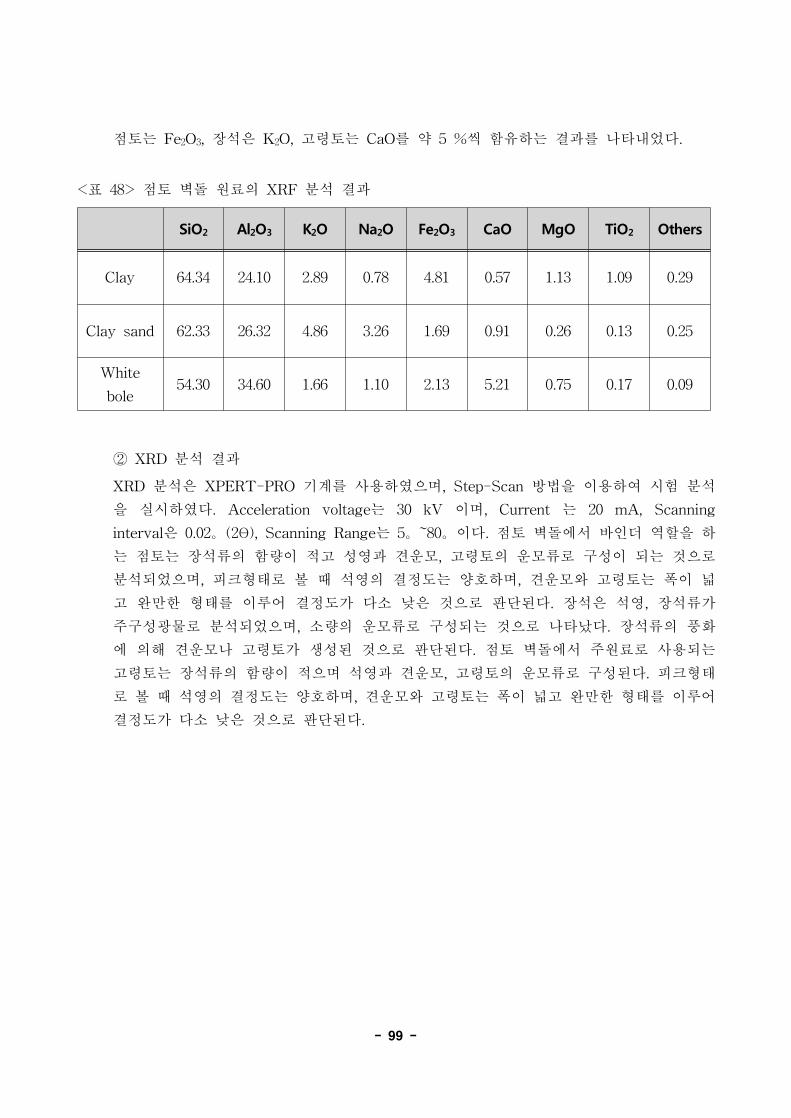
- 99 -
점토는 Fe2O3, 장석은 K2O, 고령토는 CaO를 약 5 %씩 함유하는 결과를 나타내었다.
SiO2 Al2O3 K2O Na2O Fe2O3 CaO MgO TiO2 Others
Clay 64.34 24.10 2.89 0.78 4.81 0.57 1.13 1.09 0.29
Clay sand 62.33 26.32 4.86 3.26 1.69 0.91 0.26 0.13 0.25
White
bole54.30 34.60 1.66 1.10 2.13 5.21 0.75 0.17 0.09
<표 48> 점토 벽돌 원료의 XRF 분석 결과
② XRD 분석 결과
XRD 분석은 XPERT-PRO 기계를 사용하였으며, Step-Scan 방법을 이용하여 시험 분석
을 실시하였다. Acceleration voltage는 30 kV 이며, Current 는 20 mA, Scanning
interval은 0.02。(2θ), Scanning Range는 5。~80。이다. 점토 벽돌에서 바인더 역할을 하
는 점토는 장석류의 함량이 적고 성영과 견운모, 고령토의 운모류로 구성이 되는 것으로
분석되었으며, 피크형태로 볼 때 석영의 결정도는 양호하며, 견운모와 고령토는 폭이 넓
고 완만한 형태를 이루어 결정도가 다소 낮은 것으로 판단된다. 장석은 석영, 장석류가
주구성광물로 분석되었으며, 소량의 운모류로 구성되는 것으로 나타났다. 장석류의 풍화
에 의해 견운모나 고령토가 생성된 것으로 판단된다. 점토 벽돌에서 주원료로 사용되는
고령토는 장석류의 함량이 적으며 석영과 견운모, 고령토의 운모류로 구성된다. 피크형태
로 볼 때 석영의 결정도는 양호하며, 견운모와 고령토는 폭이 넓고 완만한 형태를 이루어
결정도가 다소 낮은 것으로 판단된다.
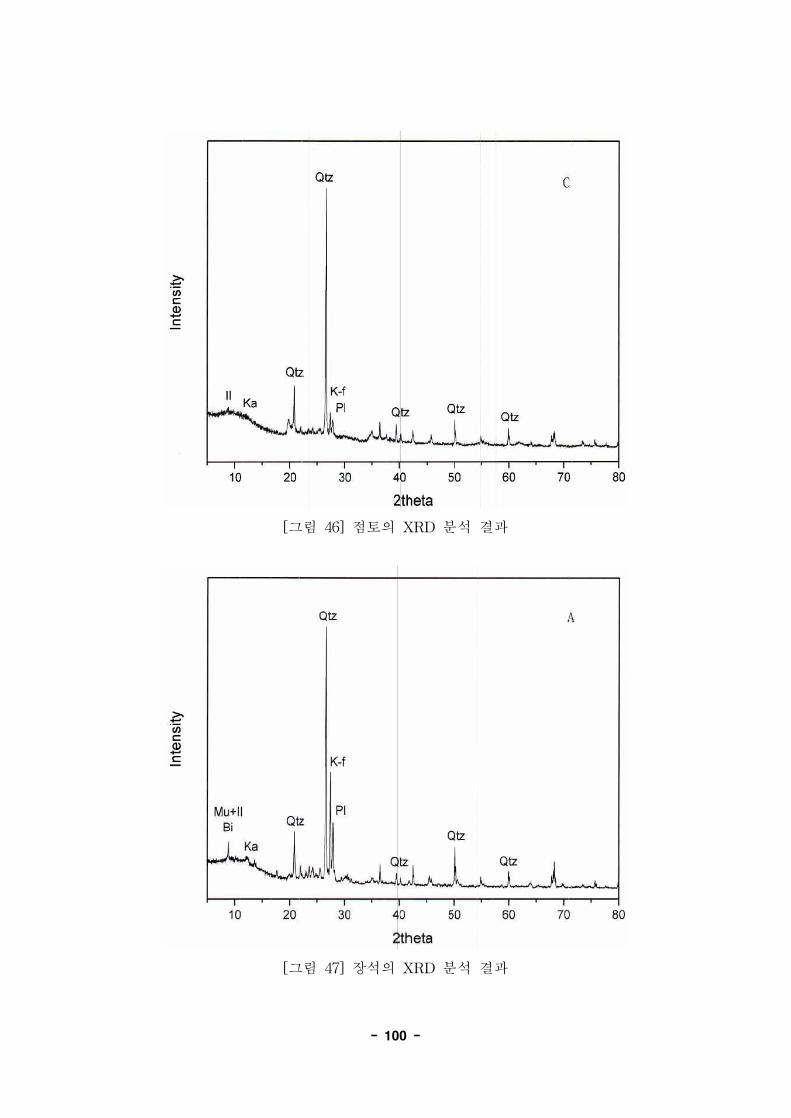
- 100 -
[그림 46] 점토의 XRD 분석 결과
[그림 47] 장석의 XRD 분석 결과

- 101 -
[그림 48] 고령토의 XRD 분석 결과
③ SEM 분석 결과
30배율로 SEM/EDS 분석 결과, 점토와 장석, 고령토 모두 500 ㎛ 크기의 덩어리 형태로
관찰되었다. 이러한 결과가 나타난 이유는 세 가지의 시료가 모두 부순 골재의 형태가 아
니였기 때문이라고 판단된다. 이 시료들은 모두 미분되어 있는 흙의 형태에 가까운 것이
원인이라고 사료되며, 특히 점토의 경우 원시료에 점도와 수분이 많아 입자들이 덩어리
형태로 뭉쳐있었던 것도 하나의 요인이라고 판단된다. EDS 분석결과는 Si, O의 함량이
가장 높았으며, 이는 세 시료 모두 공통적인 양상을 띄었다. 또한 한 가지 특징으로 점토
에는 Na와 Ca 성분이 없으나, 장석과 고령토에는 약 1~2 %씩 함유가 되어 있는 것과 점
토에는 상대적으로 Fe의 함량이 높게 나왔음을 확인하였다. 분석결과는 [그림 49]과 <표
49>에 나타내었다.
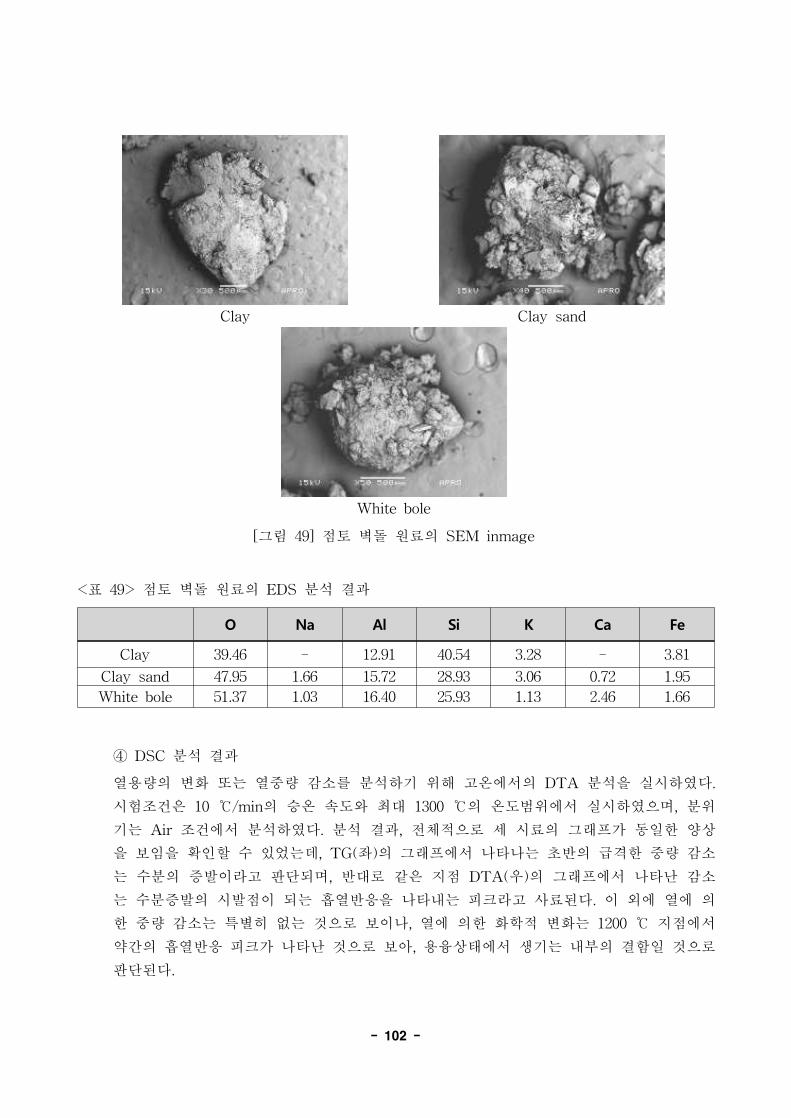
- 102 -
Clay Clay sand
White bole
[그림 49] 점토 벽돌 원료의 SEM inmage
O Na Al Si K Ca Fe
Clay 39.46 - 12.91 40.54 3.28 - 3.81
Clay sand 47.95 1.66 15.72 28.93 3.06 0.72 1.95
White bole 51.37 1.03 16.40 25.93 1.13 2.46 1.66
<표 49> 점토 벽돌 원료의 EDS 분석 결과
④ DSC 분석 결과
열용량의 변화 또는 열중량 감소를 분석하기 위해 고온에서의 DTA 분석을 실시하였다.
시험조건은 10 ℃/min의 승온 속도와 최대 1300 ℃의 온도범위에서 실시하였으며, 분위
기는 Air 조건에서 분석하였다. 분석 결과, 전체적으로 세 시료의 그래프가 동일한 양상
을 보임을 확인할 수 있었는데, TG(좌)의 그래프에서 나타나는 초반의 급격한 중량 감소
는 수분의 증발이라고 판단되며, 반대로 같은 지점 DTA(우)의 그래프에서 나타난 감소
는 수분증발의 시발점이 되는 흡열반응을 나타내는 피크라고 사료된다. 이 외에 열에 의
한 중량 감소는 특별히 없는 것으로 보이나, 열에 의한 화학적 변화는 1200 ℃ 지점에서
약간의 흡열반응 피크가 나타난 것으로 보아, 용융상태에서 생기는 내부의 결함일 것으로
판단된다.
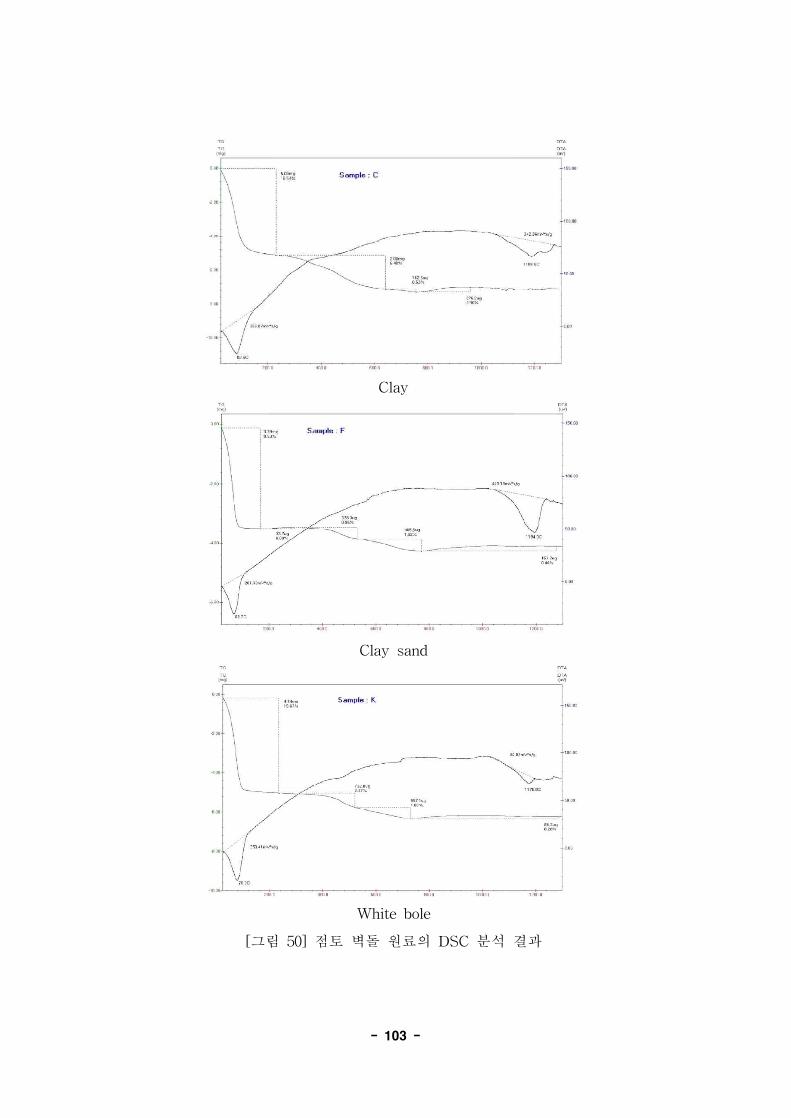
- 103 -
Clay
Clay sand
White bole
[그림 50] 점토 벽돌 원료의 DSC 분석 결과
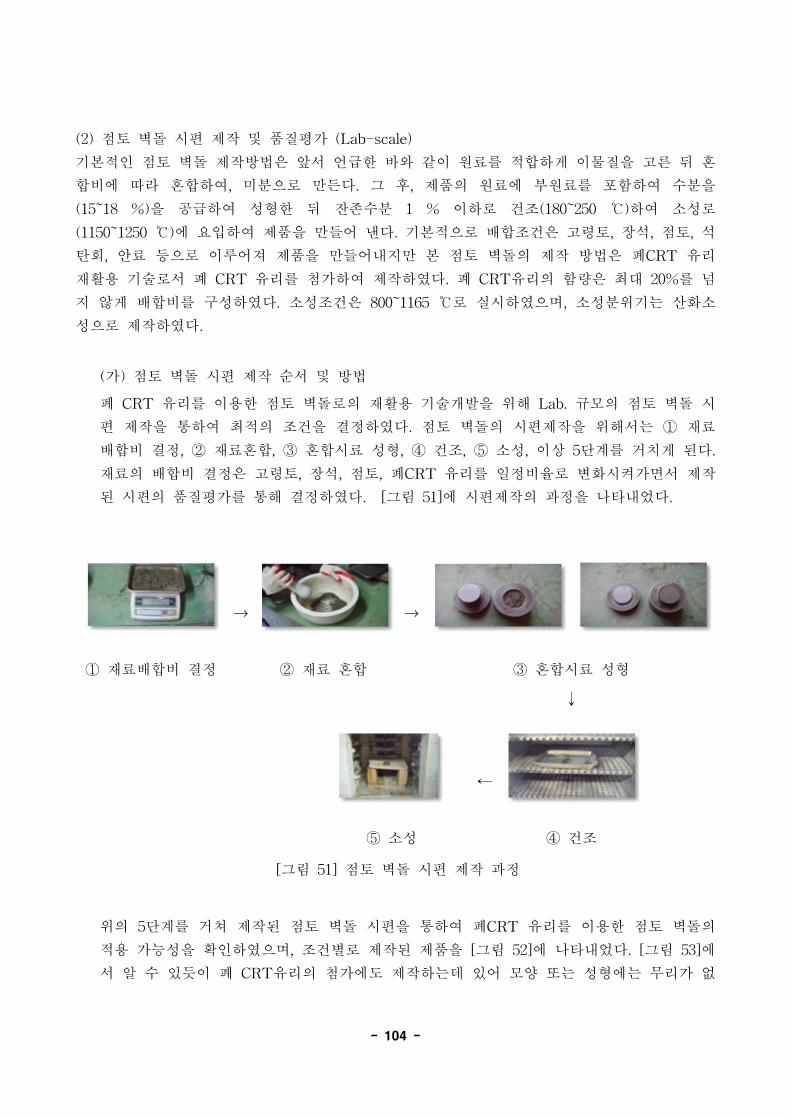
- 104 -
(2) 점토 벽돌 시편 제작 및 품질평가 (Lab-scale)
기본적인 점토 벽돌 제작방법은 앞서 언급한 바와 같이 원료를 적합하게 이물질을 고른 뒤 혼
합비에 따라 혼합하여, 미분으로 만든다. 그 후, 제품의 원료에 부원료를 포함하여 수분을
(15~18 %)을 공급하여 성형한 뒤 잔존수분 1 % 이하로 건조(180~250 ℃)하여 소성로
(1150~1250 ℃)에 요입하여 제품을 만들어 낸다. 기본적으로 배합조건은 고령토, 장석, 점토, 석
탄회, 안료 등으로 이루어져 제품을 만들어내지만 본 점토 벽돌의 제작 방법은 폐CRT 유리
재활용 기술로서 폐 CRT 유리를 첨가하여 제작하였다. 폐 CRT유리의 함량은 최대 20%를 넘
지 않게 배합비를 구성하였다. 소성조건은 800~1165 ℃로 실시하였으며, 소성분위기는 산화소
성으로 제작하였다.
(가) 점토 벽돌 시편 제작 순서 및 방법
폐 CRT 유리를 이용한 점토 벽돌로의 재활용 기술개발을 위해 Lab. 규모의 점토 벽돌 시
편 제작을 통하여 최적의 조건을 결정하였다. 점토 벽돌의 시편제작을 위해서는 ① 재료
배합비 결정, ② 재료혼합, ③ 혼합시료 성형, ④ 건조, ⑤ 소성, 이상 5단계를 거치게 된다.
재료의 배합비 결정은 고령토, 장석, 점토, 폐CRT 유리를 일정비율로 변화시켜가면서 제작
된 시편의 품질평가를 통해 결정하였다. [그림 51]에 시편제작의 과정을 나타내었다.
→ →
① 재료배합비 결정 ② 재료 혼합 ③ 혼합시료 성형
↓
⟵
⑤ 소성 ④ 건조
[그림 51] 점토 벽돌 시편 제작 과정
위의 5단계를 거쳐 제작된 점토 벽돌 시편을 통하여 폐CRT 유리를 이용한 점토 벽돌의
적용 가능성을 확인하였으며, 조건별로 제작된 제품을 [그림 52]에 나타내었다. [그림 53]에
서 알 수 있듯이 폐 CRT유리의 첨가에도 제작하는데 있어 모양 또는 성형에는 무리가 없
- 105 -
으나, 폐 CRT 유리량의 첨가량이 증가 할수록 색상이 조금씩 어두워지거나 붉어지는 차이
를 보였다.
(나) 점토 벽돌 시편 배합비율
점토 벽돌을 제작하기 위한 기본적인 배합비는 실제 위탁기관에서 제작중인 아이보리색상
계열과 핑크계열로 나뉘는데 <표 50>, <표 51>에 아이보리 색상 배합비율과 핑크계열 색
상 비율을 표에 나타내었다.
Kaolin Feldspar Clay Ash CRTPA-0 65 10 20 5 0
A-1 65 10 20 5 0
A-2 63 10 20 5 2
A-3 63 10 20 5 2
A-4 61 10 20 5 4
A-5 61 10 20 5 4
A-6 60 10 20 5 5
A-7 60 10 20 5 5
<표 50> 아이보리색상 계열 점토 벽돌 배합비율 (단위 : wt.%)
Kaolin Feldspar Clay Ash CRTPB-0 70 10 15 5 0B-1 69 10 15 5 1B-2 68 10 15 5 2B-3 67 10 15 5 3
B-4 66 10 15 5 4B-5 65 10 15 5 5B-6 64 10 15 5 6B-7 63 10 15 5 7B-8 62 10 15 5 8B-9 61 10 15 5 9
B-10 60 10 15 5 10B-11 68 10 15 5 2B-12 66 10 15 5 4B-13 63 10 15 5 7
<표 51> 핑크색상 계열 점토 벽돌 배합비율 (단위 : wt.%)
(다) 점토 벽돌 시편 품질 평가
① 점토 벽돌 시편의 품질 평가 방법
- 106 -
점토 벽돌 시편의 품질평가에 대한 항목으로는 압축강도, 흡수율을 측정하였으며, 품질평
가에 대한 측정방법과 결과는 KS L 4201의 규격을 준용하였다.
㉮ 압축강도 측정 방법
시료의 조작은 미리 (110±5) ℃의 공기 중탕에서 건조하고, 24시간 후에 꺼내어 실온
까지 방랭한다. 벽돌의 190 mm × 90 mm의 면을 가압면으로 하고, 미리 시료마다
개구부를 포함하는 가압 면적 A(mm2)을 구한다. 가압면에는 필요에 따라 종이 조각
등을 끼워 균일하게 가압한다. 가압 속도는 매초 0.49 ~ 0.98 N/mm2로 하여, 시료가
파괴되었을 때의 최대 하중 W(N)을 측정한다. 압축강도의 계산은 다음 식에 따르고
KS A 3251-1에 따라 벽돌의 압축 강도는 시료 5개 계산값의 평균값을 정수 자리로
끝맺음하여 보고한다.
여기에서
C : 압축 강도(N/mm2)
A : 개구부를 포함하는 가압 면적(mm2)
W : 최대 하중(N)
품질종류
1종 2종 3종
흡수율(%) 10 이하 13 이하 15 이하
압축 강도(N/mm2) 22.54 이상 20.59 이상 10.78 이상
<표 52> 점토 벽돌의 품질
㉯ 흡수율 측정 방법
흡수율 측정은 우선 시료를 (110±5) ℃의 공기 중탕 속에서 24시간 건조하여 실온까
지 식힌 후 무게를 달고, 이것을 건조 무게 m1(g)로 한다. 그 후, 이 시료를 즉시
(20±5) ℃의 물속에 24시간 담가 두며, 이 때 시료 상부와 수면 사이의 거리는 50 ~
60 mm로 한다. 이것을 물속에서 꺼내어 재빨리 젖은 헝겊으로 표면의 수분을 닦고,
즉시 무게를 달아 이것을 수분을 포함한 무게 m2 (g)로 한다. 흡수율은 다음 식에 따
라 계산하고 소수점 이하 첫째 자리에서 끝맺음한다.
×
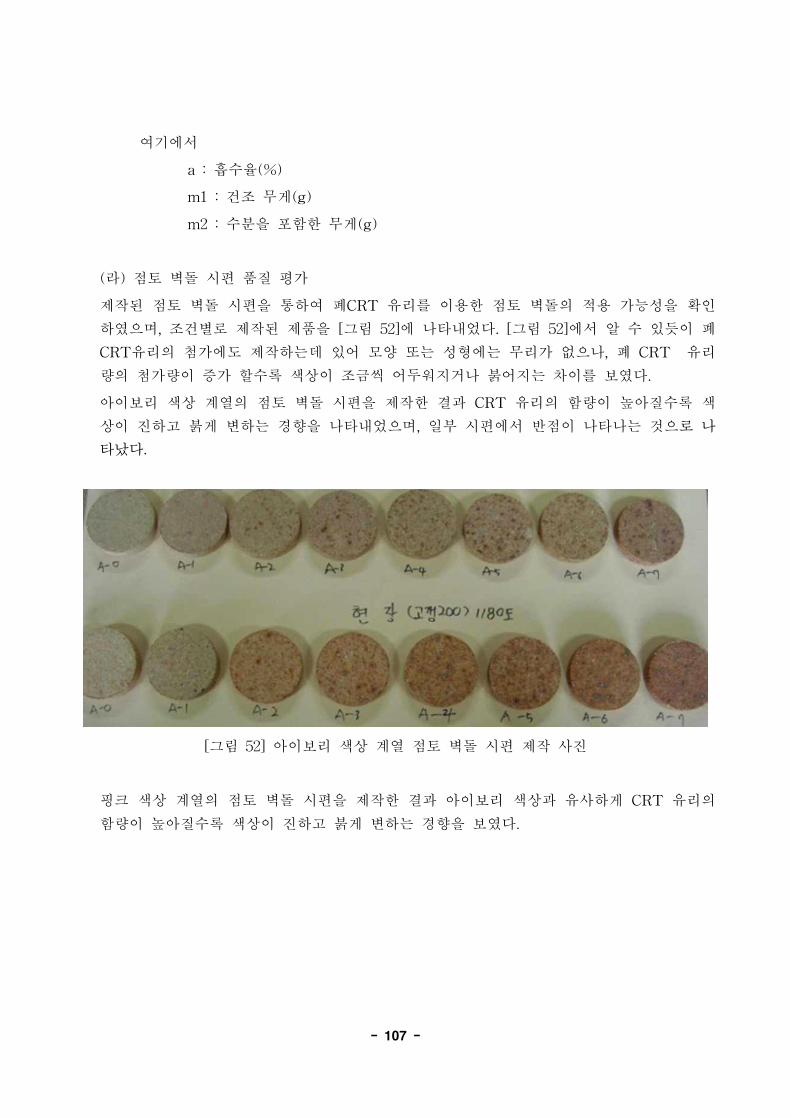
- 107 -
여기에서
a : 흡수율(%)
m1 : 건조 무게(g)
m2 : 수분을 포함한 무게(g)
(라) 점토 벽돌 시편 품질 평가
제작된 점토 벽돌 시편을 통하여 폐CRT 유리를 이용한 점토 벽돌의 적용 가능성을 확인
하였으며, 조건별로 제작된 제품을 [그림 52]에 나타내었다. [그림 52]에서 알 수 있듯이 폐
CRT유리의 첨가에도 제작하는데 있어 모양 또는 성형에는 무리가 없으나, 폐 CRT 유리
량의 첨가량이 증가 할수록 색상이 조금씩 어두워지거나 붉어지는 차이를 보였다.
아이보리 색상 계열의 점토 벽돌 시편을 제작한 결과 CRT 유리의 함량이 높아질수록 색
상이 진하고 붉게 변하는 경향을 나타내었으며, 일부 시편에서 반점이 나타나는 것으로 나
타났다.
[그림 52] 아이보리 색상 계열 점토 벽돌 시편 제작 사진
핑크 색상 계열의 점토 벽돌 시편을 제작한 결과 아이보리 색상과 유사하게 CRT 유리의
함량이 높아질수록 색상이 진하고 붉게 변하는 경향을 보였다.

- 108 -
[그림 53] 핑크 색상 계열 점토 벽돌 시편 제작 사진
점토 벽돌 시편 품질 평가 결과 2종 기준을 모두 만족하는 것으로 나타났다. 압축강도는
시편 테스트가 기본이 되나 시편 제작에 수동으로 제작하게 되고 또한 시편 성형을 위해
압축할 때 진공상태가 완벽하게 이루어지지 못해 실제 점토벽돌을 제작하는 경우보다 압축
강도가 낮게 나타나는 것으로 알려져 있다. 이것으로 미루어 볼 때 압축 강도가 다소 높아
지는 것을 감안하면 아이보리 색상 계열을 점토 벽돌에 CRT유리가 들어갈 수 있는 양은
5% 이하로 판단할 수 있으며 실제 사이즈 제작 시 1종 점토 벽돌 기준을 충족할 수 있을
것으로 판단된다.
압축강도 (N/mm2) 흡수율 (wt .%)
A-0 22.32 9.7
A-1 22.13 9.3
A-2 20.62 8.5
A-3 21.12 8.5
A-4 22.73 9.0
A-5 22.61 8.9
A-6 21.30 8.9
A-7 22.00 9.5
<표 53> 아이보리색상 계열 점토 벽돌 시편 품질 평가 결과

- 109 -
핑크 색상 계열 점토 벽돌 시편 품질 평가 결과 아이보리 색상 계열 보다는 평균적으로 높
은 압축 강도를 나타냈으며, CRT 유리 함량 10 %일 때 2종 기준을 만족하는 것으로 나타
났다. 앞서 언급한 바와 같이 실제 점토 벽돌 사이즈에서는 다소 높은 압축 강도가 되므로
실제 판매되는 색상에 맞추기 위한 색상 조절이 필요한 경우를 제외하고 핑크 색상 계열
점토 벽돌의 경우 CRT유리가 들어갈 수 있는 양은 10 % 이하로 판단되며, 실제 사이즈
제작 시 1종 점토 벽돌 기준을 충족할 수 있을 것으로 판단된다.
압축강도 (N/mm2) 흡수율 (wt.%)
B-0 22.61 8.2
B-1 22.72 8.9
B-2 23.53 8.7
B-3 21.42 9.2
B-4 22.81 9.0
B-5 21.56 8.5
B-6 21.49 9.0
B-7 21.36 9.3
B-8 22.05 8.7
B-9 22.04 8.6
B-10 21.43 8.8
B-11 22.34 8.2
B-12 21.84 8.6
B-13 23.01 9.2
<표 54> 핑크색상 계열 점토 벽돌 시편 품질 평가 결과
- 110 -
(3) 폐 CRT 유리 원료 정량(wt.%)투입기 개발
폐 CRT 유리 원료 정량 투입기는 점토벽돌의 원료로 CRT 유리를 사용하기 위해서 일정량이
투입되도록 투입기를 개발하였다. 투입기의 전체적인 구성은 호퍼, 호퍼하단부의 로드셀, 로드
셀에서 원료 혼합기로 이송하는 스크류 이송관으로 되어있으며, 이에 대한 세부 설계도면은 및
설치 사진은 아래 그림과 같다.
[그림 54] 폐 CRT 유리 정량(wt.%)투입기(호퍼와 로드셀)
- 111 -
[그림 55] 폐 CRT 유리 정량(wt.%)투입기(스크류이송관)
[그림 56] 실제 설치된 폐 CRT
유리 정량 투입기
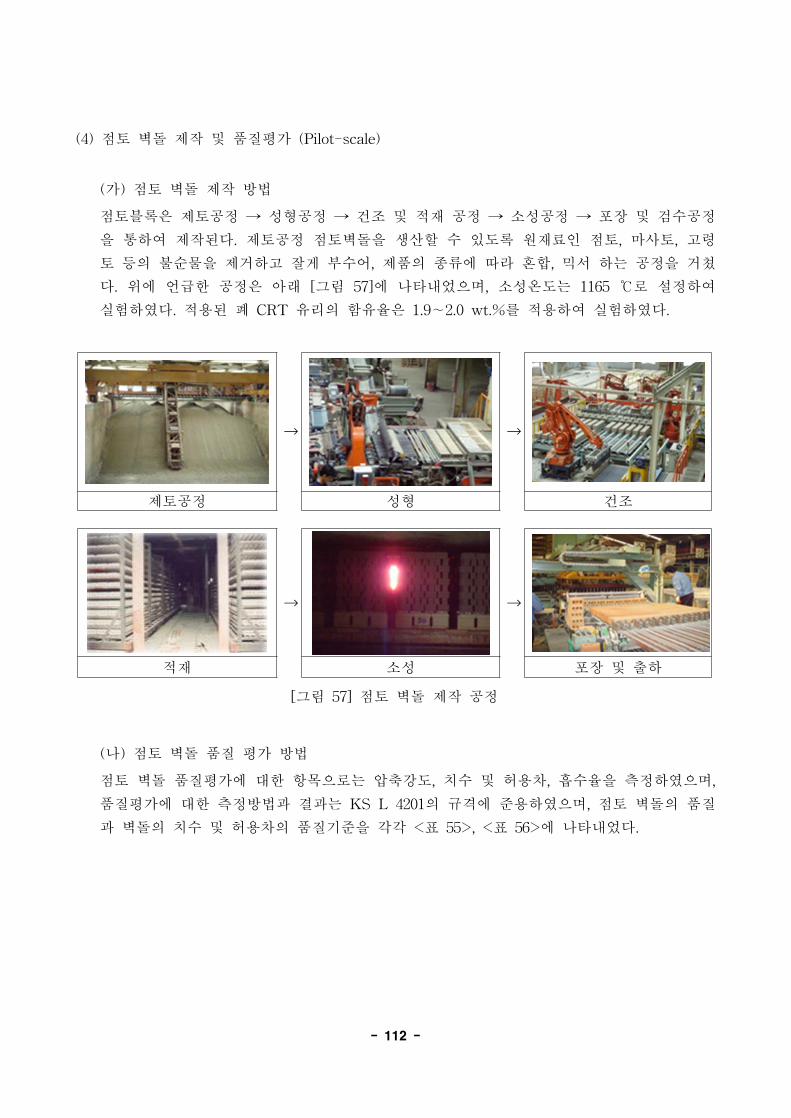
- 112 -
(4) 점토 벽돌 제작 및 품질평가 (Pilot-scale)
(가) 점토 벽돌 제작 방법
점토블록은 제토공정 → 성형공정 → 건조 및 적재 공정 → 소성공정 → 포장 및 검수공정
을 통하여 제작된다. 제토공정 점토벽돌을 생산할 수 있도록 원재료인 점토, 마사토, 고령
토 등의 불순물을 제거하고 잘게 부수어, 제품의 종류에 따라 혼합, 믹서 하는 공정을 거쳤
다. 위에 언급한 공정은 아래 [그림 57]에 나타내었으며, 소성온도는 1165 ℃로 설정하여
실험하였다. 적용된 폐 CRT 유리의 함유율은 1.9∼2.0 wt.%를 적용하여 실험하였다.
→ →
제토공정 성형 건조
→ →
적재 소성 포장 및 출하
[그림 57] 점토 벽돌 제작 공정
(나) 점토 벽돌 품질 평가 방법
점토 벽돌 품질평가에 대한 항목으로는 압축강도, 치수 및 허용차, 흡수율을 측정하였으며,
품질평가에 대한 측정방법과 결과는 KS L 4201의 규격에 준용하였으며, 점토 벽돌의 품질
과 벽돌의 치수 및 허용차의 품질기준을 각각 <표 55>, <표 56>에 나타내었다.
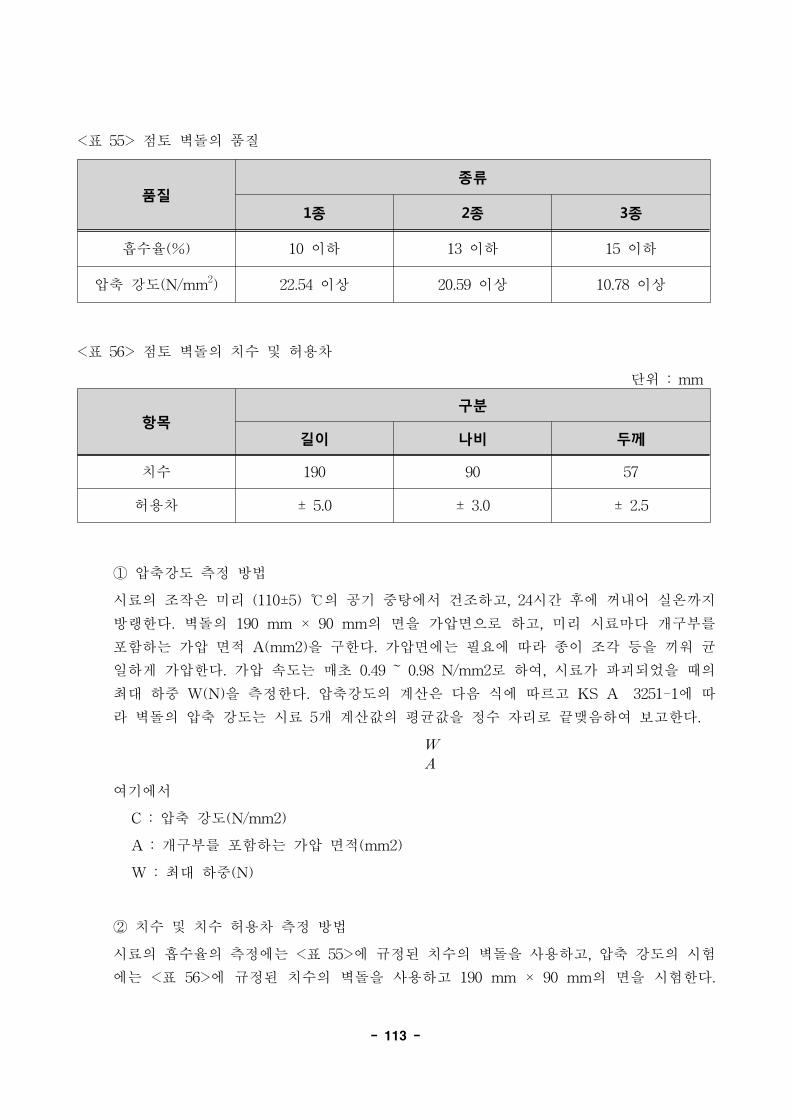
- 113 -
품질종류
1종 2종 3종
흡수율(%) 10 이하 13 이하 15 이하
압축 강도(N/mm2) 22.54 이상 20.59 이상 10.78 이상
<표 55> 점토 벽돌의 품질
단위 : mm
항목구분
길이 나비 두께
치수 190 90 57
허용차 ± 5.0 ± 3.0 ± 2.5
<표 56> 점토 벽돌의 치수 및 허용차
① 압축강도 측정 방법
시료의 조작은 미리 (110±5) ℃의 공기 중탕에서 건조하고, 24시간 후에 꺼내어 실온까지
방랭한다. 벽돌의 190 mm × 90 mm의 면을 가압면으로 하고, 미리 시료마다 개구부를
포함하는 가압 면적 A(mm2)을 구한다. 가압면에는 필요에 따라 종이 조각 등을 끼워 균
일하게 가압한다. 가압 속도는 매초 0.49 ~ 0.98 N/mm2로 하여, 시료가 파괴되었을 때의
최대 하중 W(N)을 측정한다. 압축강도의 계산은 다음 식에 따르고 KS A 3251-1에 따
라 벽돌의 압축 강도는 시료 5개 계산값의 평균값을 정수 자리로 끝맺음하여 보고한다.
여기에서
C : 압축 강도(N/mm2)
A : 개구부를 포함하는 가압 면적(mm2)
W : 최대 하중(N)
② 치수 및 치수 허용차 측정 방법
시료의 흡수율의 측정에는 <표 55>에 규정된 치수의 벽돌을 사용하고, 압축 강도의 시험
에는 <표 56>에 규정된 치수의 벽돌을 사용하고 190 mm × 90 mm의 면을 시험한다.
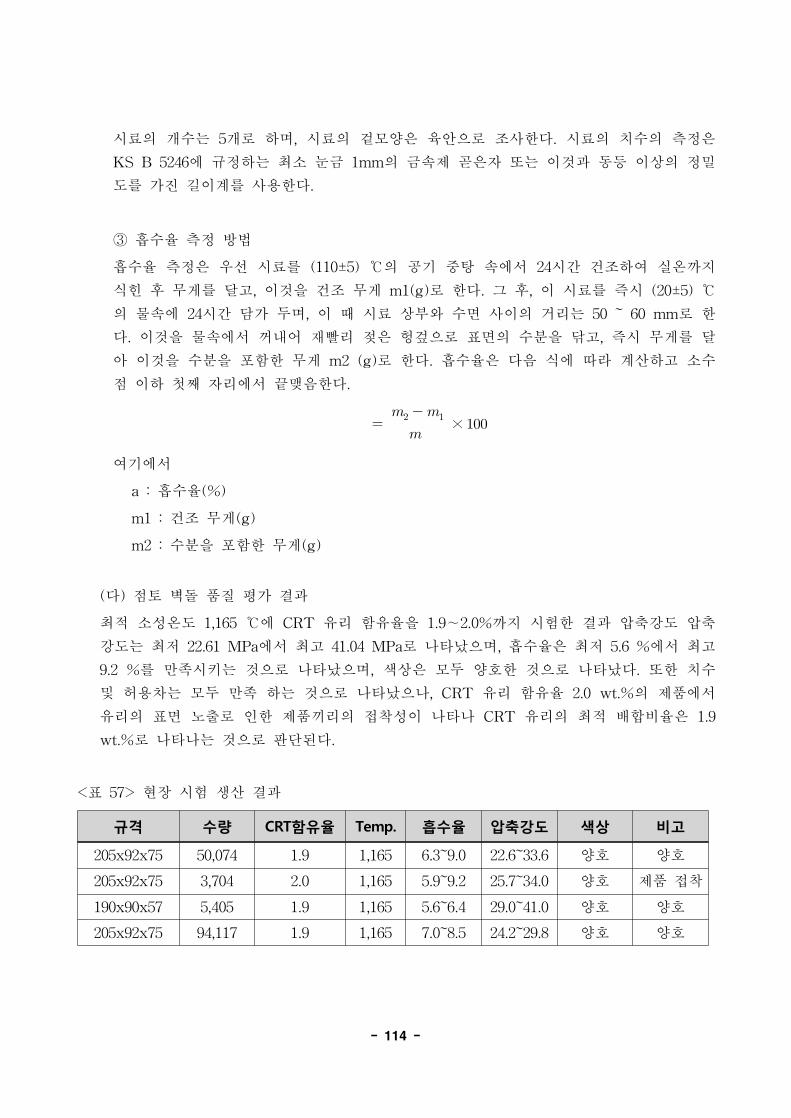
- 114 -
시료의 개수는 5개로 하며, 시료의 겉모양은 육안으로 조사한다. 시료의 치수의 측정은
KS B 5246에 규정하는 최소 눈금 1mm의 금속제 곧은자 또는 이것과 동등 이상의 정밀
도를 가진 길이계를 사용한다.
③ 흡수율 측정 방법
흡수율 측정은 우선 시료를 (110±5) ℃의 공기 중탕 속에서 24시간 건조하여 실온까지
식힌 후 무게를 달고, 이것을 건조 무게 m1(g)로 한다. 그 후, 이 시료를 즉시 (20±5) ℃
의 물속에 24시간 담가 두며, 이 때 시료 상부와 수면 사이의 거리는 50 ~ 60 mm로 한
다. 이것을 물속에서 꺼내어 재빨리 젖은 헝겊으로 표면의 수분을 닦고, 즉시 무게를 달
아 이것을 수분을 포함한 무게 m2 (g)로 한다. 흡수율은 다음 식에 따라 계산하고 소수
점 이하 첫째 자리에서 끝맺음한다.
×
여기에서
a : 흡수율(%)
m1 : 건조 무게(g)
m2 : 수분을 포함한 무게(g)
(다) 점토 벽돌 품질 평가 결과
최적 소성온도 1,165 ℃에 CRT 유리 함유율을 1.9∼2.0%까지 시험한 결과 압축강도 압축
강도는 최저 22.61 MPa에서 최고 41.04 MPa로 나타났으며, 흡수율은 최저 5.6 %에서 최고
9.2 %를 만족시키는 것으로 나타났으며, 색상은 모두 양호한 것으로 나타났다. 또한 치수
및 허용차는 모두 만족 하는 것으로 나타났으나, CRT 유리 함유율 2.0 wt.%의 제품에서
유리의 표면 노출로 인한 제품끼리의 접착성이 나타나 CRT 유리의 최적 배합비율은 1.9
wt.%로 나타나는 것으로 판단된다.
규격 수량 CRT함유율 Temp. 흡수율 압축강도 색상 비고
205x92x75 50,074 1.9 1,165 6.3~9.0 22.6~33.6 양호 양호
205x92x75 3,704 2.0 1,165 5.9~9.2 25.7~34.0 양호 제품 접착
190x90x57 5,405 1.9 1,165 5.6~6.4 29.0~41.0 양호 양호
205x92x75 94,117 1.9 1,165 7.0~8.5 24.2~29.8 양호 양호
<표 57> 현장 시험 생산 결과

- 115 -
[그림 58] 점토 벽돌 시험생산
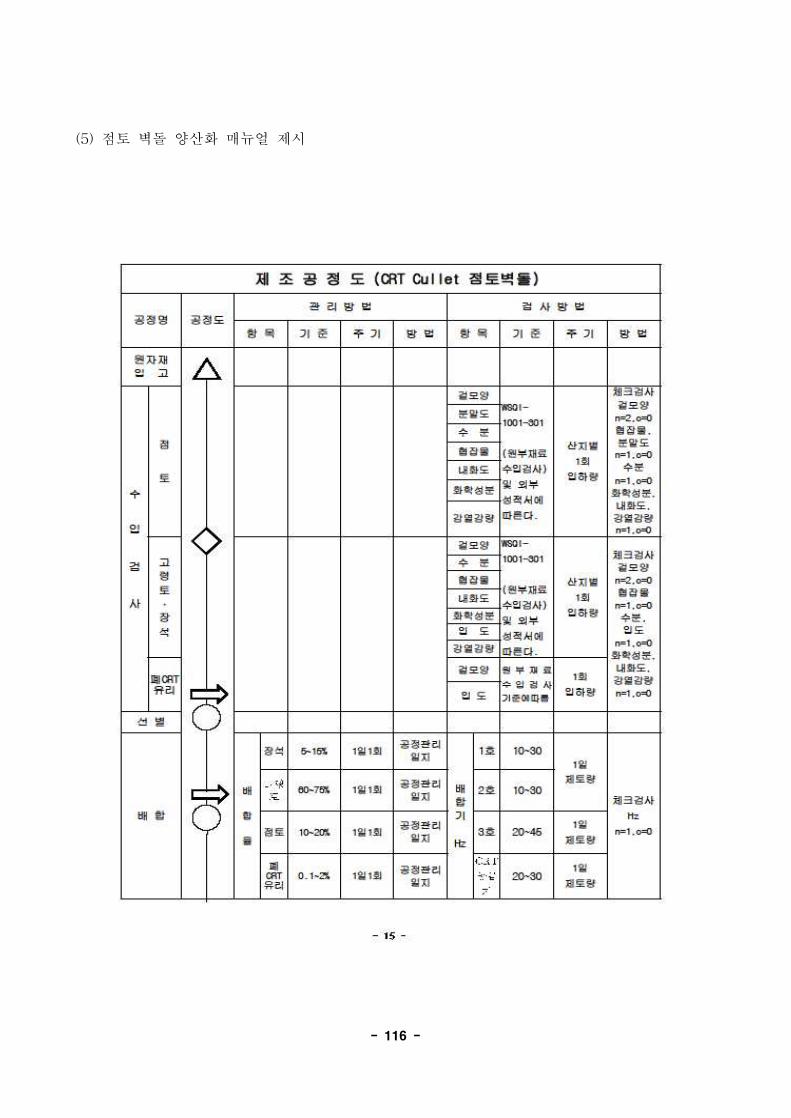
- 116 -
(5) 점토 벽돌 양산화 매뉴얼 제시
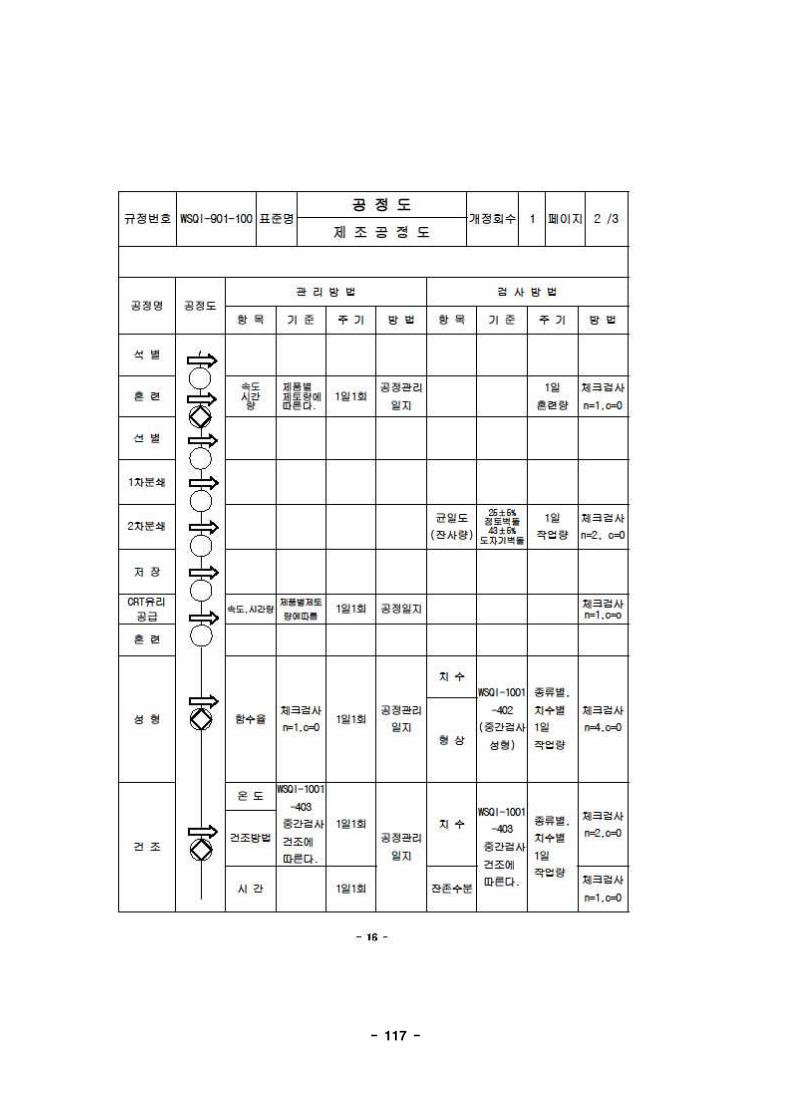
- 117 -

- 118 -
- 119 -
6. 재활용 제품의 환경성 및 시공성 평가
가. 재활용 제품의 환경성 평가
CRT 유리를 재활용하여 생산된 콘크리트 블록과 점토 벽돌의 환경성을 평가하기 위
하여 용출시험을 실시하였다.
(1) 재활용 제품의 용출시험 방법
재활용 제품의 용출시험은 CRT 유리가 30 % 혼합된 콘크리트 블록과 CRT 유리가 3 %혼합
된 점토 벽돌에 대하여 실시하였으며, 용출시험 방법은 다음과 같다.
(가) 폐기물 용출시험 방법
① 시료액의 조제
㉮ 시료의 조제방법에 따라 조제한 시료 100 g 이상을 정확히 단다.
㉯ 여기에 정제수에 염산을 넣어 pH를 5.8~6.3으로 한 용매를 시료 : 용매 = 1 :
10 (W : V)의 비로 2000 mL 삼각 플라스크에 넣어 혼합한다.
② 용출조작, 결과의 보정
㉮ 용출조작
㉠ 시료액의 조제가 끝난 혼합액을 상온, 상압에서 진탕회수가 매 분당 약 200회,
진폭이 4~5 cm의 진탕기를 사용하여 6시간 연속 진탕한 다음 1.0 ㎛의 유리섬유
여 지로 여과하고 여과액을 적당량 취하여 용출 시험용 검액으로 한다.
㉡ 여과가 어려운 경우에는 원심분리기를 사용하여 매 분당 3000회전 이상으로 20
분 이상 원심분리한 다음 상등액을 적당량 취하여 용출시험용 검액으로 한다.
㉢ 휘발성 저급 염소화탄화수소류를 시험하고자 하는 시료의 용출조작은 휘발성
저급 염화탄화수소류 시료의 전처리에서 반고상 또는 고상폐기물의 전처리에 따른다.
㉯ 결과의 보정
㉠ 함수율 85 % 이상인 시료에 한함
*시료 조제방법*
1) 소각재, 오니, 또는 입자상 물질 : 작은 돌멩이 등의 다른 물질을 제거
2) 이 외의 폐기물 : 입경이 5 mm 미만인 것은 그대로, 입경이 5 mm 이상인 것
은 분쇄하여 체로 걸러서 입경이 0.5~5 mm로 한다.

- 120 -
납 또는 그 화합물 3.0 mg/L 이상
구리 또는 그 화합물 1.0 mg/L 이상
비소 또는 그 화합물 1.5 mg/L 이상
수은 또는 그 화합물 0.005 mg/L 이상
카드뮴 또는 그 화합물 0.3 mg/L 이상
6가 크롬 화합물 1.5 mg/L 이상
<표 58> 국내 지정 폐기물 유해물질 함유기준
Weight the sample accurately(g)
Add solution of DI water +HCl(pH range 5.8~6.3)
Weight :Volume ratio = 1 : 10 (total volume above 500ml)
In the nomal Temperature & Pressure Gyrotary shaker
(Stroke 4~5cm, 200rpm)
Shaking for 6hrs
Filtering(Glass Fiber 1.0㎛) or Centrifuging (3000 rpm, 20
min)
Sample(Leachate)
[그림 62] 용출시험법의 도식화
(나) NSF/ANSI 61-2007a Method
① 분석 절차
㉮ 시료 조건
㉠ 시멘트 모르타르 정육면체(ASTM C 183, 5cm×5cm×5cm)
- 모래 : ASTM C 778 규격
- 재령 : 28일±12시간(ASTM C 511)
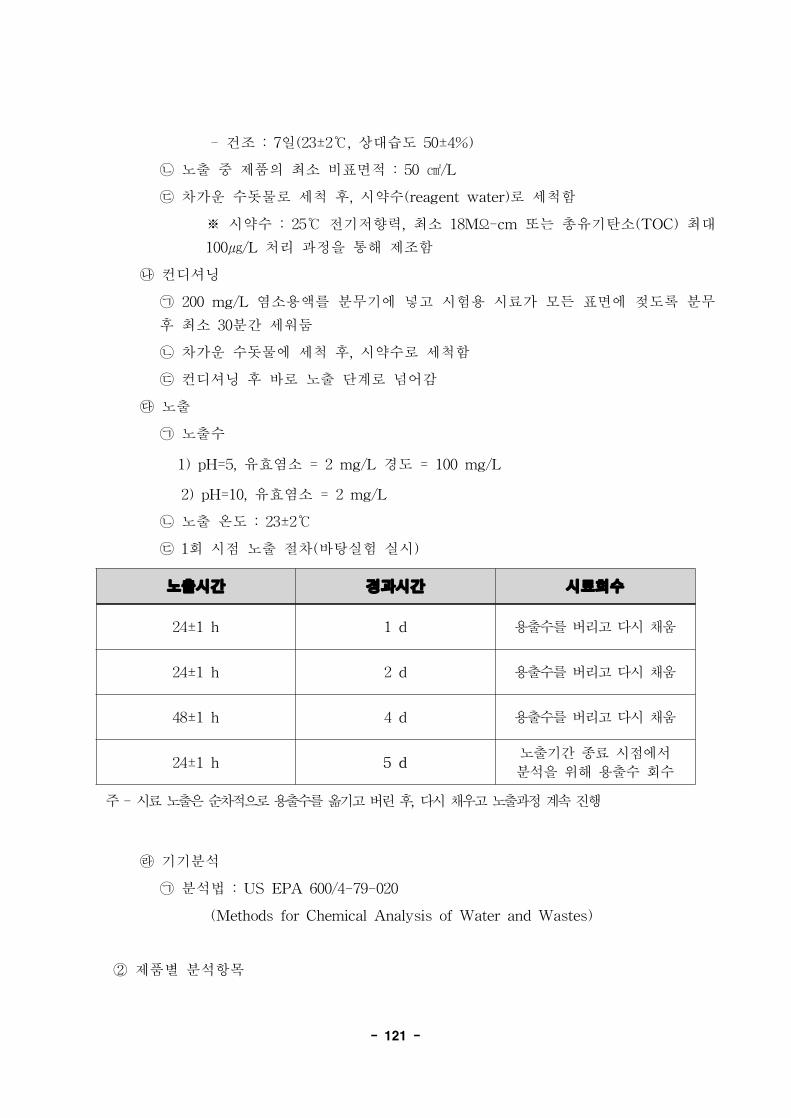
- 121 -
- 건조 : 7일(23±2℃, 상대습도 50±4%)
㉡ 노출 중 제품의 최소 비표면적 : 50 ㎠/L
㉢ 차가운 수돗물로 세척 후, 시약수(reagent water)로 세척함
※ 시약수 : 25℃ 전기저향력, 최소 18MΩ-cm 또는 총유기탄소(TOC) 최대
100㎍/L 처리 과정을 통해 제조함
㉯ 컨디셔닝
㉠ 200 mg/L 염소용액를 분무기에 넣고 시험용 시료가 모든 표면에 젖도록 분무
후 최소 30분간 세워둠
㉡ 차가운 수돗물에 세척 후, 시약수로 세척함
㉢ 컨디셔닝 후 바로 노출 단계로 넘어감
㉰ 노출
㉠ 노출수
1) pH=5, 유효염소 = 2 mg/L 경도 = 100 mg/L
2) pH=10, 유효염소 = 2 mg/L
㉡ 노출 온도 : 23±2℃
㉢ 1회 시점 노출 절차(바탕실험 실시)
노출시간 경과시간 시료회수
24±1 h 1 d 용출수를 버리고 다시 채움
24±1 h 2 d 용출수를 버리고 다시 채움
48±1 h 4 d 용출수를 버리고 다시 채움
24±1 h 5 d노출기간 종료 시점에서
분석을 위해 용출수 회수
주 -시료노출은순차적으로용출수를옮기고버린후, 다시채우고노출과정계속진행
㉱ 기기분석
㉠ 분석법 : US EPA 600/4-79-020
(Methods for Chemical Analysis of Water and Wastes)
② 제품별 분석항목

- 122 -
㉮ 재령기간 : 28일
㉯ 건조기간 : 7일
㉰ 컨디셔닝 + 용출기간 : 5일
㉱ 분석기간 : 10일
총 분석기간 : 50일
(2) 재활용 제품의 용출시험 결과
재활용 제품의 용출시험 결과를 아래 표에 나타내었으며 용출시험 결과 환경성에 무해한
것으로 나타났다.
(가) 폐기물 용출시험 결과
폐기물 용출시험 결과 기준치에 비해 현저하게 낮은 수치로 나타났으며, 기기의 오차를 고
려한다면 환경성에 대해서 신뢰할만한 결과를 얻었다고 판단된다. 이와 같은 결과는 콘크
리트 블록에서는 시멘트와의 고화작용으로 인해 capsule화 반응이 일어난 것으로 판단되며,
점토 벽돌에서는 소성과정을 통한 유리의 용융과 원재료들 간의 결합에 의해서 안전성이
확보 된 것으로 판단된다.
유해물질 기준치Concrete Block
(CRT 30%)
Clay Brick
(CRT 3%)
크롬(Cr) - 0.005 0.004
구리(Cu) 3 0.008 0.082
카드뮴(Cd) 0.3 N/D N/D
납(Pb) 3 0.248 0.006
비소(As) 1.5 0.040 0.036
수은(Hg) 0.005 0.001 0.003
<표 59> 재활용 제품의 폐기물 용출시험 결과 (단위 : ppm)
(나) NSF/ANSI 61-2007a 용출시험 결과
콘크리트 블록 및 점토 벽돌에서 폐기물용출시험에 비해 낮은 값을 보였으며, 이는 용출조
작 인자에 의한 영향인 것으로 판단된다. 폐기물 용출시험에서는 용출액의 pH가 훨씬 더
낮아 강산을 띄며, 용출조작 역시 더욱 가혹한 조건에서 실시되기 때문에 이러한 결과를
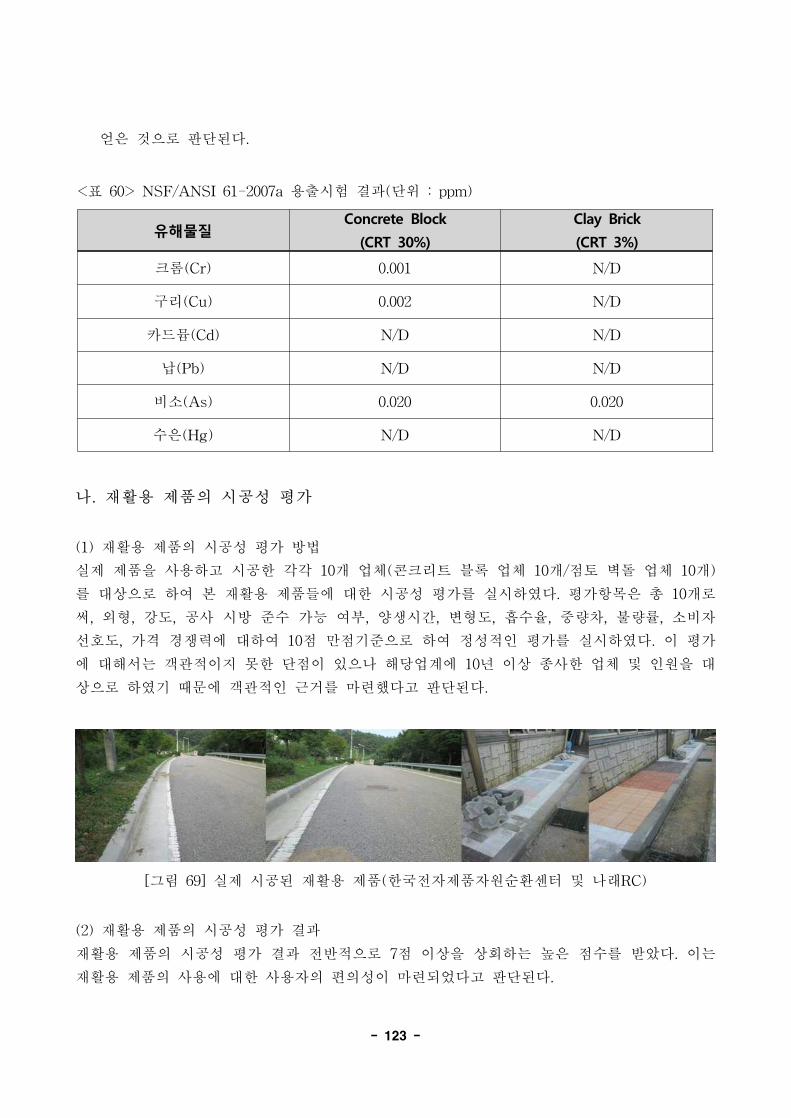
- 123 -
얻은 것으로 판단된다.
유해물질Concrete Block
(CRT 30%)
Clay Brick
(CRT 3%)
크롬(Cr) 0.001 N/D
구리(Cu) 0.002 N/D
카드뮴(Cd) N/D N/D
납(Pb) N/D N/D
비소(As) 0.020 0.020
수은(Hg) N/D N/D
<표 60> NSF/ANSI 61-2007a 용출시험 결과(단위 : ppm)
나. 재활용 제품의 시공성 평가
(1) 재활용 제품의 시공성 평가 방법
실제 제품을 사용하고 시공한 각각 10개 업체(콘크리트 블록 업체 10개/점토 벽돌 업체 10개)
를 대상으로 하여 본 재활용 제품들에 대한 시공성 평가를 실시하였다. 평가항목은 총 10개로
써, 외형, 강도, 공사 시방 준수 가능 여부, 양생시간, 변형도, 흡수율, 중량차, 불량률, 소비자
선호도, 가격 경쟁력에 대하여 10점 만점기준으로 하여 정성적인 평가를 실시하였다. 이 평가
에 대해서는 객관적이지 못한 단점이 있으나 해당업계에 10년 이상 종사한 업체 및 인원을 대
상으로 하였기 때문에 객관적인 근거를 마련했다고 판단된다.
[그림 69] 실제 시공된 재활용 제품(한국전자제품자원순환센터 및 나래RC)
(2) 재활용 제품의 시공성 평가 결과
재활용 제품의 시공성 평가 결과 전반적으로 7점 이상을 상회하는 높은 점수를 받았다. 이는
재활용 제품의 사용에 대한 사용자의 편의성이 마련되었다고 판단된다.
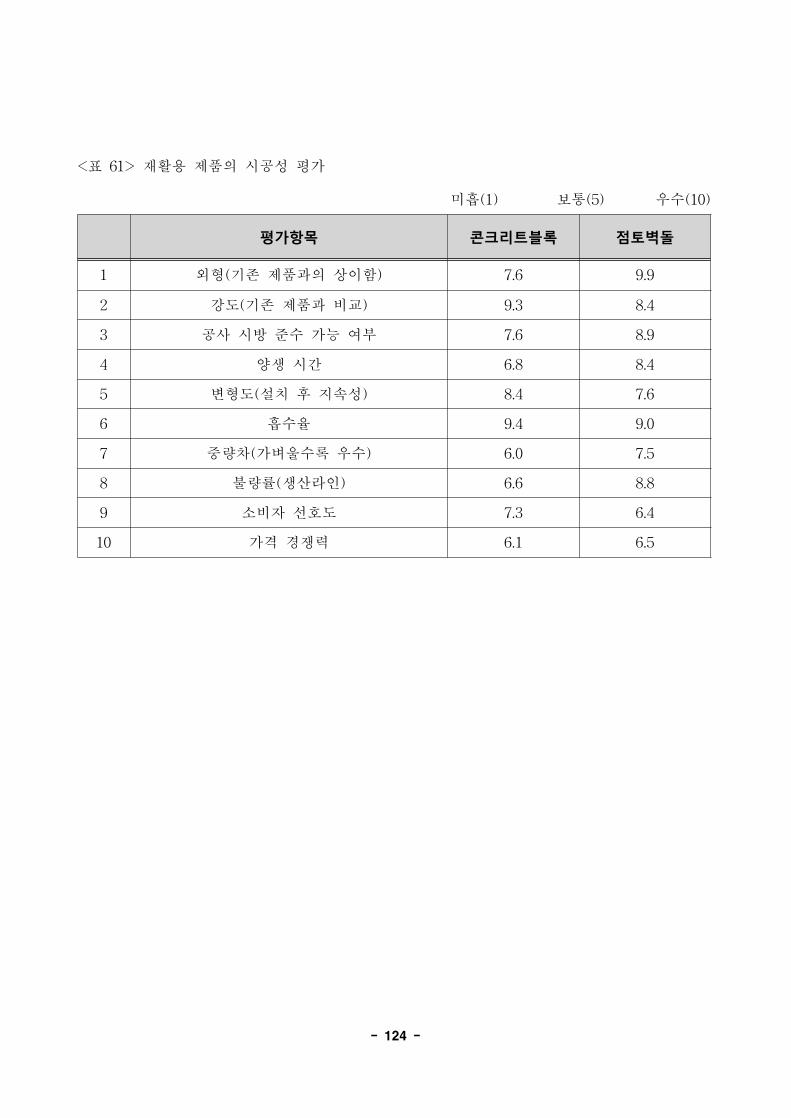
- 124 -
미흡(1) 보통(5) 우수(10)
평가항목 콘크리트블록 점토벽돌
1 외형(기존 제품과의 상이함) 7.6 9.9
2 강도(기존 제품과 비교) 9.3 8.4
3 공사 시방 준수 가능 여부 7.6 8.9
4 양생 시간 6.8 8.4
5 변형도(설치 후 지속성) 8.4 7.6
6 흡수율 9.4 9.0
7 중량차(가벼울수록 우수) 6.0 7.5
8 불량률(생산라인) 6.6 8.8
9 소비자 선호도 7.3 6.4
10 가격 경쟁력 6.1 6.5
<표 61> 재활용 제품의 시공성 평가
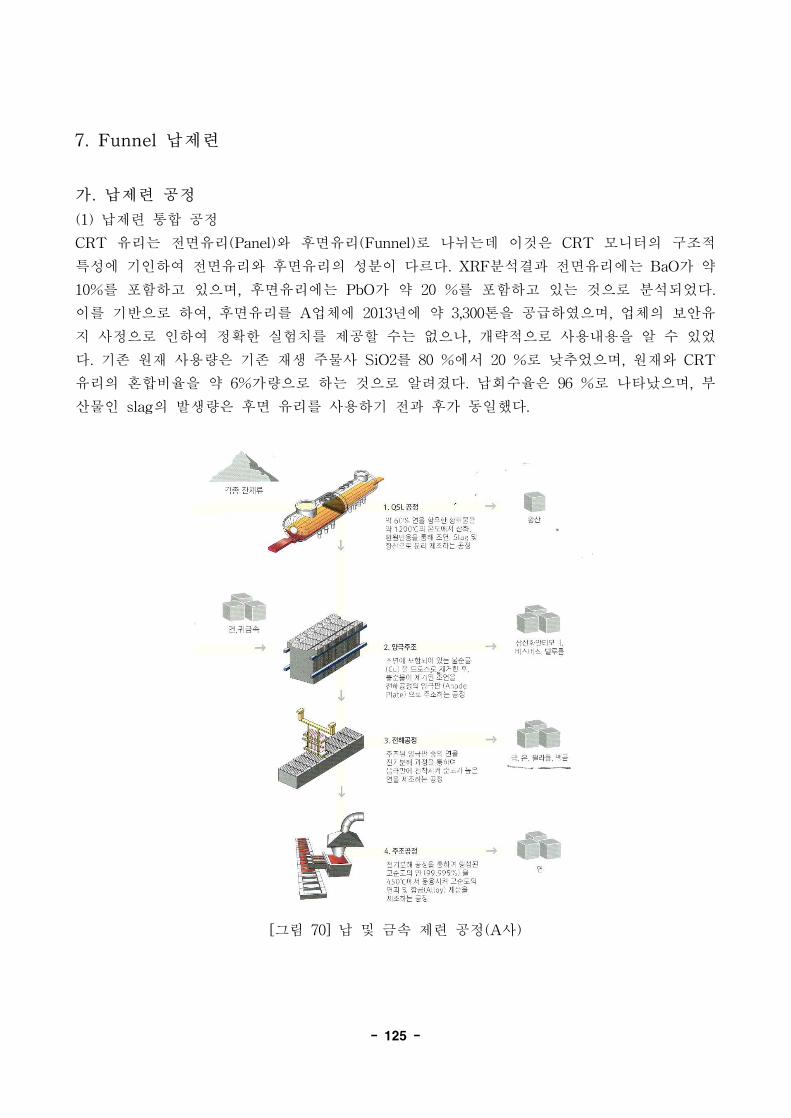
- 125 -
7. Funnel 납제련
가. 납제련 공정
(1) 납제련 통합 공정
CRT 유리는 전면유리(Panel)와 후면유리(Funnel)로 나뉘는데 이것은 CRT 모니터의 구조적
특성에 기인하여 전면유리와 후면유리의 성분이 다르다. XRF분석결과 전면유리에는 BaO가 약
10%를 포함하고 있으며, 후면유리에는 PbO가 약 20 %를 포함하고 있는 것으로 분석되었다.
이를 기반으로 하여, 후면유리를 A업체에 2013년에 약 3,300톤을 공급하였으며, 업체의 보안유
지 사정으로 인하여 정확한 실험치를 제공할 수는 없으나, 개략적으로 사용내용을 알 수 있었
다. 기존 원재 사용량은 기존 재생 주물사 SiO2를 80 %에서 20 %로 낮추었으며, 원재와 CRT
유리의 혼합비율을 약 6%가량으로 하는 것으로 알려졌다. 납회수율은 96 %로 나타났으며, 부
산물인 slag의 발생량은 후면 유리를 사용하기 전과 후가 동일했다.
[그림 70] 납 및 금속 제련 공정(A사)
- 126 -
8. 폐 CRT 유리 재활용 경제성 분석
가. 비용편익분석에 관한 일반 이론
(1) 비용편익분석의 개념
경제성 분석으로서의 비용편익분석은 공공부문의 투자사업 또는 개발계획에 수반되는 비용과
편익을 추정하여 사업의 타당성 여부에 대한 의사결정을 지원하기 위한 분석수단의 하나이다.
비용편익분석은 공공사업이나 공공 프로젝트의 의사결정자들이 일정한 목표의 달성을 위하여
서로 대안이 될 수 있는 사업이나 프로젝트 중에서 경제적으로 가장 타당성이 큰 방안을 판단
하여 선택하는데 도움을 주기 위한 분석 기법이며, 각 사업의 비용과 편익을 산정하여 그 중에
서 사회경제적 관점에서 보았을 때 비용편익비율 또는 순편익이 가장 큰 사업을 찾아내는 것
이다. 이 때 모든 결과들은 화폐가치로 환산되어 평가된다. 이 분석은 사업대안들의 비용과 편
익을 산정하고 평가하는 일반적인 절차를 모두 내포하고 있으며, 이와 관련된 여러 원칙과 기
준 하에서 분석을 해야 한다.
(2) 비용편익분석의 단계
(가) 1단계 - 사업내용 파악
분석대상 사업의 내용을 확정하는 단계로 사업의 범위, 규모, 장소, 시기 등 사업과 관련된
세부사항이 면밀히 검토된다. 폐 CRT 유리 수거, 집하, 운반, 처리 사업은 규모와 시행주체
등에 따라 지역적으로 다양하게 구분되며 비용편익의 항목도 직접비용 이외에도 간접비용
및 사회적 편익 등이 다양하게 분석되어야 한다.
(나) 2단계 - 투입·산출 분석
분석대상 사업에 필요한 투입물과 산출물을 경제적 가치기준에 얽매이지 않고 파악하는 단
계로서 사업에 투입-산출되는 요소를 가능한 한 빠짐없이 파악하며 경제학적 접근과 더불
어 환경공학, 생태학 등 자연과학적인 접근이 요구된다.
(다) 3단계 - 비용편익 추정
비용과 편익은 개념적으로는 명료하나 경우에 따라서 실제로 측정하기는 매우 어렵거나 불
가능할 수도 있음. 환경재의 경우 그 가치를 적절히 반영하는 시장가격이 없는 경우가 많
기 때문에 환경정책의 경로가 발생한 편익을 금액으로 환산하는 것은 매우 힘들다.
(라) 4단계 - 비용편익 비교분석
편익과 비용의 비교를 위하여 다음의 3가지 방법이 사용되는데, 첫째 편익에서 비용을 차
감해 순편익을 구하여 정책평가를 하는 방법, 둘째 편익과 비용의 비율을 계산하는 방법,
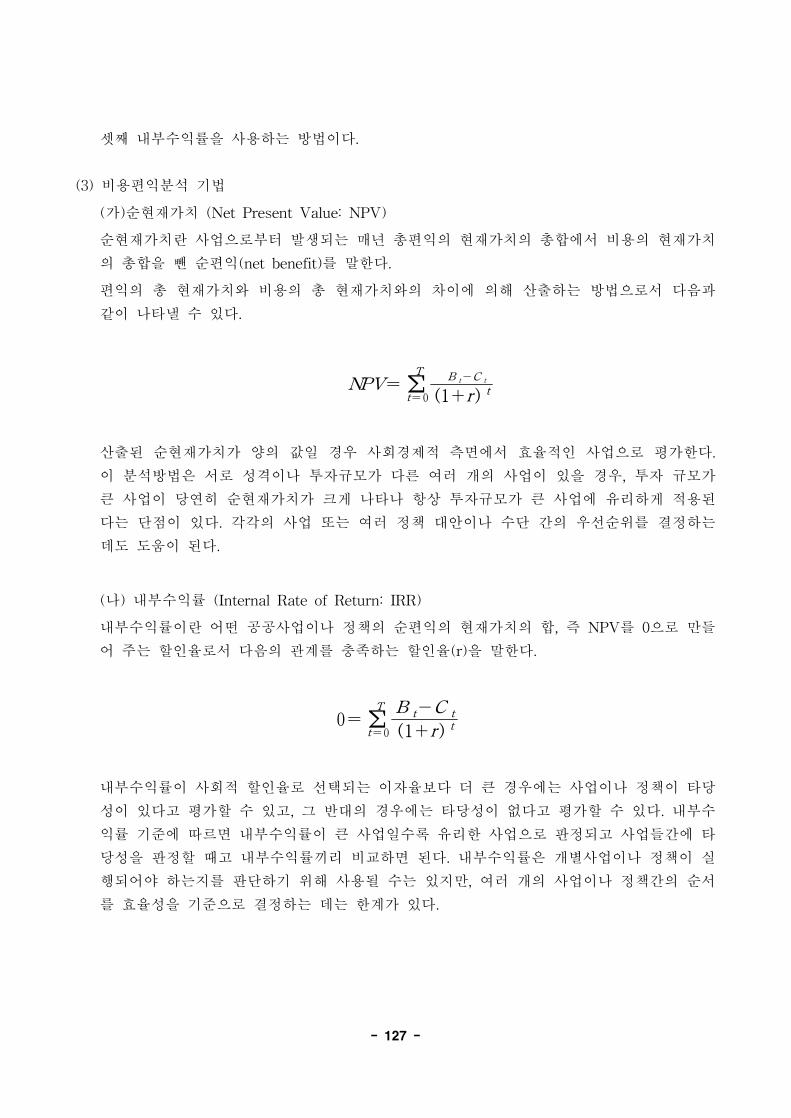
- 127 -
셋째 내부수익률을 사용하는 방법이다.
(3) 비용편익분석 기법
(가)순현재가치 (Net Present Value: NPV)
순현재가치란 사업으로부터 발생되는 매년 총편익의 현재가치의 총합에서 비용의 현재가치
의 총합을 뺀 순편익(net benefit)를 말한다.
편익의 총 현재가치와 비용의 총 현재가치와의 차이에 의해 산출하는 방법으로서 다음과
같이 나타낼 수 있다.
NPV=∑T
t=0
B t-C t
(1+r ) t
산출된 순현재가치가 양의 값일 경우 사회경제적 측면에서 효율적인 사업으로 평가한다.
이 분석방법은 서로 성격이나 투자규모가 다른 여러 개의 사업이 있을 경우, 투자 규모가
큰 사업이 당연히 순현재가치가 크게 나타나 항상 투자규모가 큰 사업에 유리하게 적용된
다는 단점이 있다. 각각의 사업 또는 여러 정책 대안이나 수단 간의 우선순위를 결정하는
데도 도움이 된다.
(나) 내부수익률 (Internal Rate of Return: IRR)
내부수익률이란 어떤 공공사업이나 정책의 순편익의 현재가치의 합, 즉 NPV를 0으로 만들
어 주는 할인율로서 다음의 관계를 충족하는 할인율(r)을 말한다.
0=∑T
t=0
B t-C t
(1+r ) t
내부수익률이 사회적 할인율로 선택되는 이자율보다 더 큰 경우에는 사업이나 정책이 타당
성이 있다고 평가할 수 있고, 그 반대의 경우에는 타당성이 없다고 평가할 수 있다. 내부수
익률 기준에 따르면 내부수익률이 큰 사업일수록 유리한 사업으로 판정되고 사업들간에 타
당성을 판정할 때고 내부수익률끼리 비교하면 된다. 내부수익률은 개별사업이나 정책이 실
행되어야 하는지를 판단하기 위해 사용될 수는 있지만, 여러 개의 사업이나 정책간의 순서
를 효율성을 기준으로 결정하는 데는 한계가 있다.

- 128 -
(다) B/C비율 (Internal Rate of Return: IRR)
편익의 총 현재가치와 비용의 총 현재가치와의 비교에 의해 산출함. 산출된 비용편익비가
1보다 큰 경우 사회경제적 측면에서 효율적 정책 사업으로 평가한다. 비용편익분석은 정해
진 기간 내에 분석 대상 사업에 투입된 비용과 편익을 측정하는 것으로서 비용대비 편익의
비율은 다음과 같이 나타낸다.
비용편익비율은 사업으로 인해 발생되는 편익의 연평균 현재가치를 비용의 연평균 현재가
치로 나눈 값이며 이 비율이 클수록 투자효과가 크다. 비용편익비율은 투자자본의 효율성
을 나타내며, 모든 조건이 동일한 경우 비용편익비가 클수록 효율적이다.
이 기법은 단순히 편익과 비용의 절대규모에 관심을 두기 때문에 투자효과가 큰 사업이 유
리하게 나타나는 문제점을 피하고 여러 가지 사업을 객관적으로 비교할 수 있다는 장점을
가지고 있다. 사업에 투자한 자본의 규모를 고려한 상태에서 편익의 크기를 확인할 수 있
다.

- 129 -
나. 폐 CRT 유리 재활용의 경제성 분석
(1) 순환형 재활용의 경제성 분석: CRT to CRT 재활용
(가) 분석범위
폐 CRT 유리 재활용에 있어서 폐 CRT 수거, 집하, 처리, 판매과정에 이르는 라이프사이클
(life-cycle)에 걸쳐서 경제성을 분석하였다.
[그림 71] 폐 CRT 유리 재활용의 라이프사이클(life-cycle)
(나) 폐 CRT 유리 재활용의 비용편익 분석
① 폐 CRT 재활용의 비용 흐름
㉮ 비용은 직접비용으로서 인건비, 수송비 및 폐기물 처리비와 간접비용으로서 감가
상각비와 연구개발비로 구성된다.
- 130 -
② 폐 CRT 재활용의 편익 흐름
㉮ 편익은 폐 CRT 유리 판매비용, 폐 CRT 처리지원비, 플라스틱과 금속 판매수입으
로 구성된다.
폐 CRT 유리 판매
↓플라스틱, 금속 판매 → 폐 CRT 재활용 ← 폐 CRT 처리지원비
↓직접비용 간접비용
↓ ↓인건비 감가상각비
↓ ↓폐기물 처리비 연구개발비
[그림 72] 폐 CRT 유리 재활용의 비용편익 분석
(다) 폐 CRT 재활용의 비용편익
① 폐 CRT 수집, 집하 및 운송에 관한 비용
㉮ 비용은 폐 CRT 재활용에 있어서 전과정(life-cycle)에 걸쳐 발생하는 비용으로서,
일차 단계로서 폐가전 수거, 집하 및 운송에 관한 비용과 2차 단계로서 폐 CRT 처리
과정에서의 비용으로 나눈다.
㉯ 폐 CRT 배출원으로서 가정, 기업 및 공공기관으로부터 발생한 폐가전제품을 수거
해서 지역의 집하장 및 물류센터로 집하하여 폐 CRT 재활용 공장으로 운송하는데
발생한 비용이다.
처리단계별비용
(원/월)
비중
(%)내역
비용
(원/월)비고
운송비 9,420,338 14 운송비 9,420,338 1,438원/대
<표 62> 폐 CRT TV 운송비

- 131 -
② 폐 CRT 처리에 관한 비용 항목
㉮ 2009년 기준으로 재활용비용은 폐 CRT TV 상ㆍ하차 및 해체, 절단, 세척, 폐기
물 처리, 운영비로 구성된다.
㉠ 하차 및 해체: 인건비, 기계(지게차, 페이로더)의 감가상각비
㉡ 절단: 전면유리와 뒷면 유리 절단관련 인건비, 절단라인의 감가상각비
㉢ 세척: 이물질 제거, 세척 및 탈철
㉣ 폐기물처리비 : 오니, 폐유리, 폐목재, 폐수지, 기타 폐기물
㉤ 운영비: 기타 경비 및 간접비
㉯ 폐 CRT 유리 재활용 처리과정별 원가를 분석했을 때, <표 63>과 같이 나타남.
세척이 49 %로 가장 높은 비율을 보인다.
개발전 개발후
비중(%)단계별
유리처리비(원/kg)비중(%)
단계별
유리처리비(원/kg)
상ㆍ하차 및 해체 5.2 13 7.2 13
절단 24.0 60 33.3 60
세척 63.2 158 - -
내부운송비 4.4 11 6.2 11
폐기물처리 3.2 8 4.4 8
분쇄 및 분급 - - 48.9 88
합계 100.0 250 100.0 180
<표 63> 폐 CRT TV 재활용 처리과정별 원가분석
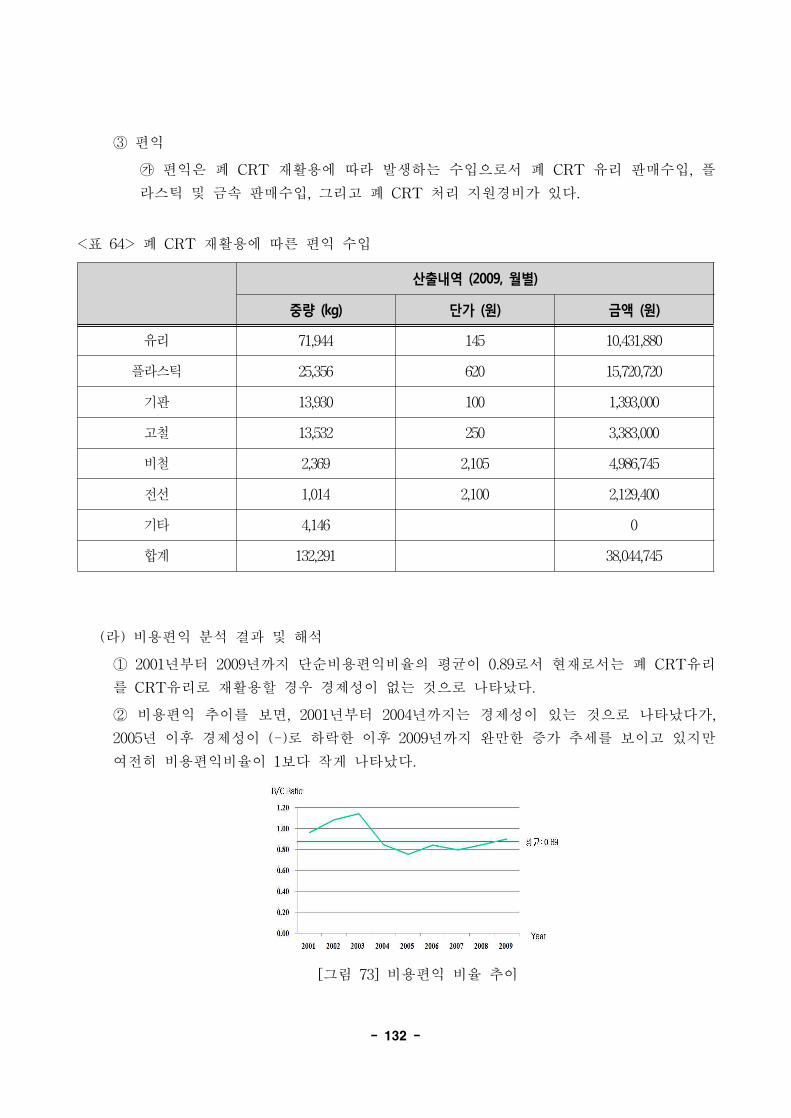
- 132 -
③ 편익
㉮ 편익은 폐 CRT 재활용에 따라 발생하는 수입으로서 폐 CRT 유리 판매수입, 플
라스틱 및 금속 판매수입, 그리고 폐 CRT 처리 지원경비가 있다.
산출내역 (2009, 월별)
중량 (kg) 단가 (원) 금액 (원)
유리 71,944 145 10,431,880
플라스틱 25,356 620 15,720,720
기판 13,930 100 1,393,000
고철 13,532 250 3,383,000
비철 2,369 2,105 4,986,745
전선 1,014 2,100 2,129,400
기타 4,146 0
합계 132,291 38,044,745
<표 64> 폐 CRT 재활용에 따른 편익 수입
(라) 비용편익 분석 결과 및 해석
① 2001년부터 2009년까지 단순비용편익비율의 평균이 0.89로서 현재로서는 폐 CRT유리
를 CRT유리로 재활용할 경우 경제성이 없는 것으로 나타났다.
② 비용편익 추이를 보면, 2001년부터 2004년까지는 경제성이 있는 것으로 나타났다가,
2005년 이후 경제성이 (-)로 하락한 이후 2009년까지 완만한 증가 추세를 보이고 있지만
여전히 비용편익비율이 1보다 작게 나타났다.
[그림 73] 비용편익 비율 추이
- 133 -
(2) 다른 제품으로 재활용할 경우의 경제성 분석(CRT to Other Products, CtOP)
폐 CRT 유리를 다른 제품으로 재활용할 경우 경제성 분석은 두 가지 경우로 나누어서 분석하
였다. 폐 CRT 유리를 리사이클 센터에서 전처리를 하여 재활용 회사(콘크리트 블록/점토 벽돌
회사)에서 원료로 재활용 할 경우로 분석을 실시하였다. 경제성 분석 결과 콘크리트 블록이 점
토 벽돌보다 생산 단가가 낮아 CRT 유리를 재활용하는데 있어서 콘크리트 블록의 경제성이
더 높은 것으로 사료된다 하지만 CRT 유리에 함유되는 CRT유리의 양이 제한적이기 때문에
더욱더 면밀한 사업성 검토가 필요할 것으로 판단된다.
콘크리트 블록 점토 벽돌수도권 → 수도권(화성) 수도권 → 수도권(평택)
원가(원/kg) 원가(원/kg)
폐 CRT유리원가 180 180
비용합계 310 312
하차 및 해체 13 13
절단 60 60
분쇄 88 88
세척 0 0
운송비 4 6
매립처리비 0 0
수입손실 145 145
생산 단가 150-200 290~330
경제성 110-160 18-22
- 134 -
제2절 연구개발 결과 요약
1. 폐 CRT 유리에 대한 기초 물성분석
(1) XRF분석결과 CRTP(전면부 CRT 유리)와 CRTF(후면부 CRT 유리)는 공통적으로 SiO2가
가장 많은 부분을 차지하고 있었으며 각각 약 66 %, 59 %를 차지하고 있었다. CRTP와
CRTF의 성상이 확연하게 차이나는 부분은 PbO와 BaO가 큰차이를 보였다. CRTP에 미량 함
유되어 있는 PbO가 CRTF에는 약 19 % 가량 함유되어 있는 것으로 분석되었으며, BaO의 경
우 CRTP에는 약 9 % 함유되어 있으나 CRTF에는 약 1 % 미만 함유되어있는 것으로 분석되
었다.
(2) XRD분석은 결정상을 분석하여 결정상의 혼합물에서 각각의 무게비율을 결정한다. 단결정
또는 Grain의 방향을 결정하는데, 폐 CRT 유리의 경우 비결정질의 물질로 전면유리와 후면유
리가 뚜렷한 특성을 보이지 않았는데 이는 유리의 특성을 폐 CRT 유리가 가지고 있기 때문으
로 판단된다.
(3) SEM/EDS분석결과 분말형태의 시료를 분석 하였으며, CRTP와 CRTF가 뚜렷한 특징은
보이지 않으며, 분쇄시 100 ㎛이하의 입도를 가지는 입자들이 상당수 관찰되었다. EDS분석결
과 산소가 CRTP와 CRTF가 동일하게 약 59 % 이상을 함유 하는 것으로 나타났으며, CRTP
와 CRTF가 동일하게 Al의 함량이 높은 것으로 분석되었다. EDS의 경우 SEM과 동시에 측정
되기 때문에 XRF분석결과와 다른 양상을 보이는데 이는 측정위치에 따라 다른 값을 나타내기
때문으로 판단된다.
(4) DSC분석결과 CRTP와 CRTF에서 각각 다른 온도에서 완화현상(enthalpy relaxation)을 보
이는 것으로 분석되었다. 완화현상이란 재료를 열처리한 온도에서 또는 재료를 오랜 시간 저장
해 두었을 대 나타나는데 1번째 peak를 살펴보면 CRTP에서는 564 ℃부근에서 CRTF는 527
℃부근에서 나타나는 것을 볼 수 있었다. 용융점은 2번째 peak로써 CRTP는 887 ℃에서
CRTF는 785 ℃부근에서 용융이 일어나는 것으로 분석 되었다. DSC분석결과와 같이 CRTP와
CRTF가 각각 다른 DSC분석형태(완화현상, 용융점)을 보이는 것은 CRT 유리의 특성상 전면
부와 후면부 유리의 구성성분의 차이에서 기인하는 것으로 사료된다.
(5) TGA분석결과 CRTP와 CRTF의 온도변화(온도상승률 10 ℃/min)에 따른 무게변화에 대한
측정을 하였으나, 유리의 특성상 수분과 가연분이 포함되어 있지 않아 회분과 같은 무게 변화
를 보였으며, 뚜렷한 무게변화는 측정되지 않았으며, 일부 무게변화가 있는 부분은 기계상의
오차로 간주되며, CRTP와 CRTF의 무게변화는 없는 것으로 분석되었다.

- 135 -
(6) 콘크리트 블록에서의 골재원료 대체 가능성을 평가하기 위한 방법의 하나로 밀도 분석을
실시하였으며, 밀도 분석결과 CRTP가 CRTF보다 비중이 낮은 것으로 분석되었으며, 콘크리트
블록의 골재로 사용되는 석분과 모래의 밀도가 2,600 kg/m3 인 것으로 미루어볼 때 콘크리트
블록의 강도 상승면을 고려한다면 밀도가 높을수록 골재로의 사용가능성이 높을 것으로 판단
된다.
2. Lab-scale 규모의 분쇄 및 분급기 개발
(1) Pilot급의 폐 CRT 유리 분쇄, 분급설비를 제작하기 위해서는 우선 폐 CRT 유리의 분쇄특
성을 파악하는 것이 선행되어야 한다. 폐 CRT 유리는 밀도가 높고 강도가 비교적 높지만 Jaw
Crusher로 분쇄하기에는 무리가 없기 때문에 Lab 규모의 설비에서는 Jaw Crusher에 의한 분
쇄를 실험하였다. 본 Lab 규모의 설비는 10 kg/hr의 용량으로 설계하였고, 총 네 개의 입도로
분리되도록 설계하여 그 범위는 각각 10 mm 이상, 5 ~ 10 mm, 0.5 ~ 5 mm, 0.5 mm 이하로
제작하였다. 이에 따라, 본 설비는 크게 분쇄부와 선별부로 나뉘며 선별부는 진동식 선별기를
이용하였다. Lab 규모 분쇄, 분급설비는 폐 CRT 유리 10 kg을 연속적으로 투입하여 운전하
였고 이에 따른 문제점을 도출해내어 Pilot급 분쇄, 분급설비의 제작에 반영하였다. 우선 정상
적인 운전을 위하여 투입 시, 운전자가 직접 손으로 투입하여 투입량이나 투입되는 폐 CRT
유리의 크기는 거의 일정하도록 유지하였고, 이에 따라 파쇄부분에서의 과부하를 최소화하도록
하였다. 또한 분쇄 후 컨베이어로 배출되는 연결부위에서 파쇄과정에서 발생한 분진이 확산되
고 분쇄된 폐 CRT 유리의 입자들이 밖으로 이탈하는 현상이 발생하여 완벽한 접합이 필요하
였고, 이는 높낮이와 좌우의 위치의 순간적인 변화에도 유연성이 있는 고무판을 이용하여 밀폐
시켰다. 추가로 컨베이어 벨트로 이동하여 스크리닝 설비로 떨어지는 부분에도 분진과 입자의
이탈현상이 발생하여 같은 재료를 이용하여 밀폐시켰다. 또한, 분쇄⋅분급 후 폐 CRT 유리의
입도분포를 확인하고자 물질수지를 계산하였다. 투입량에 대한 각 입도범위에 있는 입자의 회
수량으로 계산하였으며 이는 중량기준으로 하였다. 측정결과, 0.5 ~ 5 mm의 입도범위가 약 82
%로 가장 많이 분포되었으며, 10 mm 이상의 범위에 존재하는 폐 CRT 유리는 약 1 % 미만
으로 측정되고 5 ~ 10 mm의 범위와 0.5 mm 이하의 범위에서는 각각 5.3 %, 11.6 % 의 결과
를 나타내었다. 또한, 손실률을 계산하기 위하여 투입 전 폐 CRT 유리의 무게를 측정하여 분
쇄 후의 무게와의 차이를 나눈 값을 손실률로 계산을 하였고, 계산결과 Lab 규모의 실험에서
는 손실률이 약 1 %로 낮은 손실률을 보였다.
(2) 운전비용산출
모든 설비 또는 공정에는 경제성평가가 중요한 인자로 작용된다. 앞서 언급한 Lab 규모의 분
쇄⋅분급설비도 각 공정별로 소요되는 동력이 각각 다르게 소요되며 이에 따라 소모되는 전력
량을 계산하여 전기요금을 산출하였다. 이는 1시간 동안 연속운전을 하였을 때를 기준으로 하
였으며, 한국전력공사에서 고시하고 있는 비용으로 산출하였다.
- 136 -
3. Lab-scale 규모의 콘크리트 블록 및 점토벽돌 시편제작, 품질평가
(1) 콘크리트 블록의 시편제작 및 품질평가 결과
(가) 콘크리트 블록의 휨강도는 28일차의 양생기간을 거친 후 KS F 4419에 의해 측정하다. 이
는 5.0 MPa를 초과해야 하는데 본 실험의 결과로 미루어 보아, 대체적으로 폐 CRT 유리를 이
용하여 제작한 콘크리트 블록의 휨강도는 기준치에 만족하는 양상을 띄었지만, 적은 양의 시멘
트 혼합율의 조건에서는 모래를 대체하는 것보다는 석분을 대체하는 것이 더 효율적이라고 판
단되는 결과가 도출되었다. 그러나 시멘트의 함량을 높이지 않고서도 성형기의 압축강도를 높
인다면 모래를 대체하여 콘크리트 블록을 제작하는 것도 충분히 가능할 것으로 판단된다. 따라
서 시멘트는 바인더 역할을 하는 물질이므로 시멘트가 많이 첨가될수록 콘크리트 블록의 휨강
도는 강해지는 것이 일반적이지만 경제성을 고려하였을 때에는 적은 양의 시멘트를 배합하는
것이 경제성이 높을 것으로 판단되기 때문에, 적은 양의 시멘트를 배합하여 압축강도를 높이는
것이 가장 효율적인 생산방법이 될 것이라고 사료된다.
(나) 흡수율 분석결과는 KS F 4419에서 규정하고 있는 흡수율 10 % 이하를 만족하며, 각 조
건별로 편차가 그리 크지는 않았다. 다만 흡수율이 Standard 시료에 비해서 떨어지는 이유는
유리의 특성상 물을 흡수하지 않는 특성이 흡수율 하강에 기인하는 것으로 판단되며, 콘크리트
블록은 흡수율이 낮을수록 내구성이 증가되어 장기적인 사용성에 좋은 영향을 미치기 때문에
긍정적인 효과라고 판단된다. 한편, 제작한 콘크리트 블록의 치수를 측정한 결과, 가로 및 세로
는 오차 없이 기준치를 만족시켰으며, 두께에서도 -3 ~ +3 mm의 허용차를 나타내고 있어 제
작한 콘크리트 블록이 KS F 4419에서 규정하고 있는 품질기준을 만족하였다.
(2) 점토벽돌 시편제작 및 품질평가 결과
제작된 점토 벽돌 시편을 통하여 폐CRT 유리를 이용한 점토 벽돌의 적용 가능성을 확인하였
으며, 조건별로 제작된 제품에서 알 수 있듯이 폐 CRT유리의 첨가에도 제작하는데 있어 모양
또는 성형에는 무리가 없으나, 폐 CRT 유리량의 첨가량이 증가 할수록 색상이 조금씩 어두
워지거나 붉어지는 차이를 보였다. KS L 4201의 기준에 따른 점토블록의 압축강도 분석결과,
32.44 N/mm2의 수치를 보였으며, 기준치인 22.54 N/mm2을 만족하였다. 점토블록의 치수 및
허용차 결과, 길이는 0 mm ~ + 3 mm, 나비는 0 mm ~ +3 mm, 두께는 -1 mm ~ + 2 mm의
범위를 나타내었다. 현재까지 시험생산으로 제작했던(조건 : IB-1, 2)에서의 제작품들은 모두
KS L 4201의 기준치를 만족하였다.
4. 폐 CRT 전용 분쇄 및 분급기 운전 및 보완 후 Pilot급 설비 제작
- 137 -
(1) Pilot급의 폐 CRT 유리 분쇄, 분급설비를 제작하기 위해 지난 연구결과를 바탕으로 2
ton/hr급의 설비를 설계하였다. 폐 CRT 유리의 Flow는 크게 세 분류로 나누어 벽돌을 제작하
기 위한 분쇄, 분급라인과 납 회수를 위한 분쇄, 분급라인을 분리하였다. 먼저, 납을 함유하고
있지 않은 폐 CRT 유리의 Panel 부위는 1차 파쇄 후 0.5 ~ 10 mm의 입도범위에 있는 분량은
콘크리트 블록 제작을 위해 이송되며, 2차 파쇄 후에 발생하는 0.5 mm 이하의 입도의 폐
CRT 유리는 점토벽돌을 위한 업체로 이송된다. 납 제련설비에 투입되는 폐 CRT 유리의 입도
사이즈는 20 mm 이하로만 맞추면 적용이 가능하기 때문에 1차 파쇄 후 1차 스크리닝 만을 통
하여 이송 및 반송 여부가 결정된다.
(2) Pilot급 설비 설계 및 설치
Pilot급 설비 제작을 위해 설계(안)을 세 가지를 작성하여 평가 후 선택하였다. 기본적으로 위
의 개념도에 따라 1차 파쇄설비와 2차 파쇄설비는 각각 Jaw Crusher와 Hammer Mill로 선정
하였고, 이는 점토벽돌을 제작하기 위해서는 좀 더 미세한 입자의 입도범위를 갖는 폐 CRT
유리가 필요하기 때문에 2차 파쇄설비를 추가하였다. 또한 Lab 규모의 설비와는 다르게 Pilot
급 설비는 처리량과 파쇄용량의 증가로 인해 스크리닝 설비에서의 과부하 및 효율을 위해 원
형 스크리닝 장치에서 사각형의 스크리닝 장치로 수정하였다. Pilot급 설비는 약 40일간의 공사
기간에 제작 및 설치되었다. 설치장소는 경기도 화성시에 위치하고 있는 재활용센터 ‘나래RC’
의 건물 내부에 설치하였다. 나래RC는 각종 TV 및 모니터의 집하장으로 본 업체에서 선별
및 폐 CRT 유리의 배출이 이루어며, 지속적 운전 가능해지면 나래RC에서부터 폐 CRT 유리
의 선별, 분쇄, 분급, 수송의 과정이 이루어 질 것으로 예상된다.
설치 완료된 Pilot급 설비의 성능을 평가하기 위하여 5시간 연속운전을 실시하였다. 연속운전은
기존의 설계용량대로 맞게 작동하는지를 확인하고, 취약한 부분과 보완사항을 도출해내어 설비
를 수정하여 완성도를 높이고 운전매뉴얼을 확보하기 위한 과정으로 반드시 필요한 절차이다.
설비성능평가 항목으로는 연구진의 내부결정을 통하여 5가지를 선정하였으며, 이는 설비에 대
한 성능만을 평가하기 위한 것으로 처리용량, 집진성능, 연속운전, 분쇄성능, 분급성능의 항목
으로 평가하였으며 평가방법은 자체평가로서 시운전 후 회수된 중량기준으로 측정하였다.
처리용량은 5시간 연속운전 후, 호퍼에 투입된 폐 CRT 유리의 잔존여부로 판단하였으며, 각
입도분리기를 거친 후의 폐 CRT 유리 무게를 측정하여 분쇄성능과 분급성능을 평가하였다.
특히 분급성능 평가는 시운전 후, 분진을 제외한 분쇄된 폐 CRT 유리의 누적량을 100 %로 환
산하여 각각의 누적량에 대한 입도분포로 나타내었다.
한편, Pilot급 설비의 연속운전 후 보완사항을 도출하였다. 보완사항으로 도출된 것은 크게 4가
지 사항으로 투입공급기, 투입/배출흡입장치, 2차 분쇄기의 마모문제, 2차 분쇄기의 배출망 파
손문제가 발생하였다. 투입공급기의 경우, 투입량이 일정하지 않아 분쇄기에 과부하가 발생하
- 138 -
였고, 입자의 사이즈 문제로 인해 자동적인 연속투입이 되지 않아 진동콘베이어를 설치하여 진
동으로써 일정량을 공급하고자 하였다. 투입/배출흡입장치의 경우는 집진설비 자체에 문제가
있는 것은 아니였으나, 설계 시 Hopper로 투입 시 발생하는 비산먼지와 배출 분쇄품 포장 시
발생하는 비산먼지에 대한 설계인자를 누락하여 발생한 문제로 덕트 부분을 수정하는 작업을
통하여 해결할 수 있었다. 또한 2차 분쇄기의 Hammer는 1차 분쇄기인 Jaw Crusher와는 달리
회전력에 의한 마찰력과 마찰열이 증대되므로 Hammer의 마모와 분쇄 후 배출되는 배출 타공
망의 파손이 되어 1차적으로는 재질을 변경하여야 하며, 2차적으로 주기적으로 교체를 해주는
방안이 해결책이 될 수 있을 것으로 판단된다.
5. 재활용 제품의 상품성 및 환경성 평가
(1) Lab 규모의 선행연구를 통하여 폐 CRT 유리의 콘크리트 블록 제작 가능성을 확인하였다.
본격적인 양산화를 위한 콘크리트 블록 제작에는 경제성 평가 또는 경제성 인자가 반드시 고
려되어야 하므로 실험조건을 설정할 때 시멘트의 함량은 15 %로 고정하였다.
전체적으로 모래를 대체로 제작한 폐 CRTP 유리의 콘크리트 블록은 기준치를 충족하였으나,
Standard 시료에 비해 다소 낮아지는 경향을 확인할 수 있었으며, 특히 폐 CRTP 유리를 50
% 혼합한 콘크리트 블록은 모래뿐만 아니라, 석분대체실험에서도 휨강도 기준치를 충족시키지
못하였다. 이는 석분대체 제작품의 품질과는 달리, 모래대체 제작품에서만 폐 CRTP 유리의 함
량이 높아질수록 휨강도가 저하되는 경향으로 미루어 볼 때, 바인더 역할을 하는 시멘트의 양
을 최소화하여 실험한 것에 그 원인이 있다고 판단된다. 따라서 시멘트의 비율을 높인다면 모
래대체의 품질도 충분히 KS 규격뿐만 아니라, Standard 시료에 버금가는 품질을 갖출 수 있을
것이라 사료된다. 또한 이에 반해 석분대체실험과 모래-석분대체실험결과는 휨강도 기준치를
충족하였으며 Standard 시료와 비교해 볼 때, Standard 시료보다 휨강도가 증가하는 양상을
보여 품질 면에서 상대적으로 우수함을 나타내었다. 그러나 CRTP의 함량이 증가할수록 휨강
도가 낮아지는 경향을 볼 수 있었고, 50 %의 혼합율로 제작한 콘크리트 블록에 대해서는 모
든 시료가 KS 규격을 충족하지 못하였다. 반면 본 연구에 사용된 모든 시료의 흡수율을 측정
한 결과, KS 규격에 부합하는 결과를 보였고 비교적 일정한 값을 나타내었으며 뚜렷한 양상은
찾아볼 수 없었다.
(2) Lab 규모의 선행연구를 통하여 폐 CRT 유리의 점토 벽돌을 제작하기 위한 기본적인 배합
비는 도출하였다. 아이보리 색상 계열의 점토 벽돌 시편을 제작한 결과 CRT 유리의 함량이
높아질수록 색상이 진하고 붉게 변하는 경향을 나타내었으며, 일부 시편에서 반점이 나타나는
것으로 나타났다. 핑크 색상 계열의 점토 벽돌 시편을 제작한 결과 아이보리 색상과 유사하게
CRT 유리의 함량이 높아질수록 색상이 진하고 붉게 변하는 경향을 보였다.
점토 벽돌 시편 품질 평가 결과 2종 기준을 모두 만족하는 것으로 나타났다. 압축강도는 시편
테스트가 기본이 되나 시편 제작에 수동으로 제작하게 되고 또한 시편 성형을 위해 압축할 때
- 139 -
진공상태가 완벽하게 이루어지지 못해 실제 점토벽돌을 제작하는 경우보다 압축강도가 낮게
나타나는 것으로 알려져 있다. 이것으로 미루어 볼 때 압축 강도가 다소 높아지는 것을 감안하
면 아이보리 색상 계열을 점토 벽돌에 CRT유리가 들어갈 수 있는 양은 5 % 이하로 판단할
수 있으며 실제 사이즈 제작 시 1종 점토 벽돌 기준을 충족할 수 있을 것으로 판단된다.
핑크 색상 계열 점토 벽돌 시편 품질 평가 결과 아이보리 색상 계열 보다는 평균적으로 높은
압축 강도를 나타내었으며, CRT 유리 함량 10 %일 때 2종 기준을 만족하는 것으로 나타났다.
앞서 언급한 바와 같이 실제 점토 벽돌 사이즈에서는 다소 높은 압축 강도가 되므로 실제 판
매되는 색상에 맞추기 위한 색상 조절이 필요한 경우를 제외하고 핑크 색상 계열 점토 벽돌의
경우 CRT 유리가 들어갈 수 있는 양은 10 % 이하로 판단되며, 실제 사이 제작시 1종 점토 벽
돌 기준을 충족할 수 있을 것으로 판단된다.1차 양산으로 CRT유리를 1.9%(wt.%) 배합하여 약
2톤의 유리를 사용하여 37,000장의 1차 점토 벽돌 양산을 실시하였으며, 2차 양산으로 2.1
%(wt.%) 배합하여 36,000장의 2차 점토 벽돌 양산을 실시하였다. 1차 배합비율로 했을 때 없
었던 문제점인 벽돌끼리의 접착문제로 인하여 3차 양산에서는 1.9 %(wt.%)로 낮추어 48,000
장을 실제 양산 시스템에 적용하여 생산하였다. 압축강도 및 흡수율은 2종 점토 벽돌의 기준을
모두 만족하였으며, 2차 양산의 경우 점토벽돌의 접착 문제로 인하여 허용차가 만족되지 못하
는 것으로 나타났다.
6. 시공성 평가 및 SOP
(1) 시공성을 평가하기 위하여 ㈜한국전자제품자원순환센터 입구 1 km에 아래 사진과 같이 경
계석을 설치하였으며, ㈜나래알씨에 Test-bed에 점토벽돌 및 콘크리트 블록을 설치하였다. 시
공성 평가는 콘크리트 블록 및 점토벽돌 업체 각각 10개 업체를 선정하여 실제 CRT 유리를
적용한 재활용 제품을 실제 시공한 후 설문 평가를 실시하였다. 설문 평가의 항목은 총 10개
항목으로 외형, 강도, 공사 시방 준수 가능 여부, 양생 시간, 변형도, 흡수율, 중량차, 불량률,
소비자 선호도, 가격 경쟁력으로 하여 1점에서 10점까지 배점을 주어 설문 평가를 실시하였으
며, Standing Operating Procedure을 작성하였다. 설문평가 결과 전반적으로 우수한 평가결과
를 얻었다.
7. 후면유리 납회수
(1) CRT 유리는 전면유리(Panel)와 후면유리(Funnel)로 나뉘는데 이것은 CRT 모니터의 구조
적 특성에 기인하여 전면유리와 후면유리의 성분이 다르다. XRF분석결과 전면유리에는 BaO가
약 10 %를 포함하고 있으며, 후면유리에는 PbO가 약 20 %를 포함하고 있는 것으로 분석되었
다. 이를 기반으로 하여, 후면유리를 A업체에 2013년에 약 3,300톤을 공급하였으며, 업체의 보
안유지 사정으로 인하여 정확한 실험치를 제공할 수는 없으나, 개략적으로 사용내용을 알 수
있었다. 기존 원재 사용량은 기존 재생 주물사 SiO2를 80 %에서 20 %로 낮추었으며, 원재와

- 140 -
CRT 유리의 혼합비율을 약 6%가량으로 하는 것으로 알려졌다. 납회수율은 96%로 나타났으
며, 부산물인 slag의 발생량은 후면 유리를 사용하기 전과 후가 동일했다.
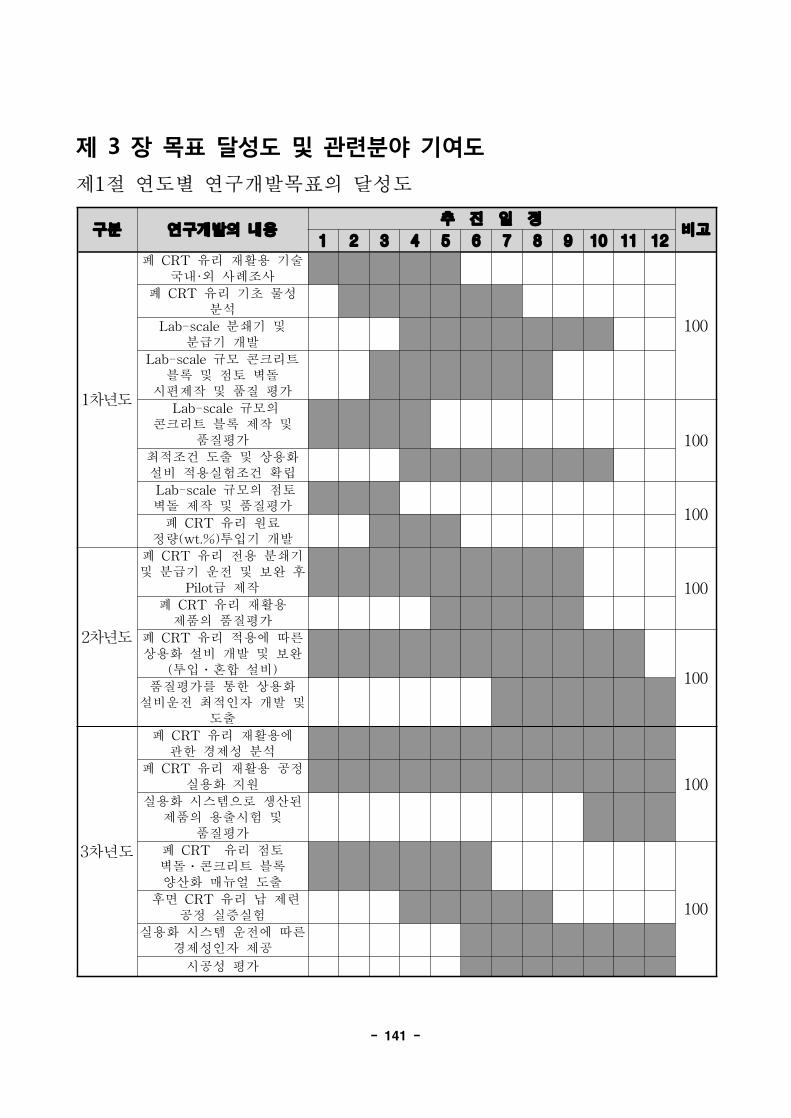
- 141 -
제 3 장 목표 달성도 및 관련분야 기여도
제1절 연도별 연구개발목표의 달성도
구분 연구개발의 내용추 진 일 정
비고1 2 3 4 5 6 7 8 9 10 11 12
1차년도
폐 CRT 유리 재활용 기술국내·외 사례조사
100
폐 CRT 유리 기초 물성분석
Lab-scale 분쇄기 및분급기 개발
Lab-scale 규모 콘크리트블록 및 점토 벽돌시편제작 및 품질 평가
Lab-scale 규모의콘크리트 블록 제작 및
품질평가 100최적조건 도출 및 상용화설비 적용실험조건 확립
Lab-scale 규모의 점토벽돌 제작 및 품질평가
100폐 CRT 유리 원료정량(wt.%)투입기 개발
2차년도
폐 CRT 유리 전용 분쇄기및 분급기 운전 및 보완 후
Pilot급 제작 100폐 CRT 유리 재활용제품의 품질평가
폐 CRT 유리 적용에 따른상용화 설비 개발 및 보완(투입․혼합 설비)
100품질평가를 통한 상용화설비운전 최적인자 개발 및
도출
3차년도
폐 CRT 유리 재활용에관한 경제성 분석
100폐 CRT 유리 재활용 공정
실용화 지원
실용화 시스템으로 생산된제품의 용출시험 및
품질평가
폐 CRT 유리 점토벽돌․콘크리트 블록양산화 매뉴얼 도출
100후면 CRT 유리 납 제련
공정 실증실험
실용화 시스템 운전에 따른경제성인자 제공
시공성 평가
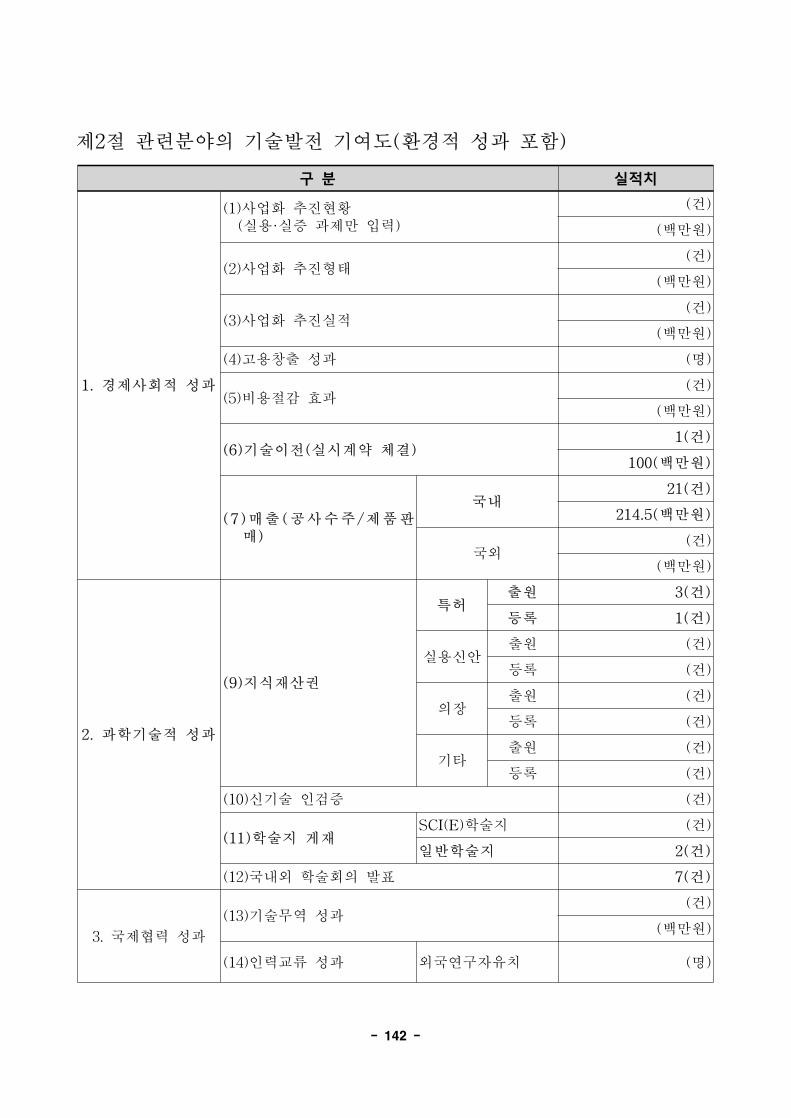
- 142 -
구 분 실적치
1. 경제사회적 성과
(1)사업화 추진현황(실용·실증 과제만 입력)
(건)
(백만원)
(2)사업화 추진형태(건)
(백만원)
(3)사업화 추진실적(건)
(백만원)
(4)고용창출 성과 (명)
(5)비용절감 효과(건)
(백만원)
(6)기술이전(실시계약 체결)1(건)
100(백만원)
( 7 )매출(공사수주/제품판매)
국내21(건)
214.5(백만원)
국외(건)
(백만원)
2. 과학기술적 성과
(9)지식재산권
특허출원 3(건)
등록 1(건)
실용신안출원 (건)
등록 (건)
의장출원 (건)
등록 (건)
기타출원 (건)
등록 (건)
(10)신기술 인검증 (건)
(11)학술지 게재SCI(E)학술지 (건)
일반학술지 2(건)
(12)국내외 학술회의 발표 7(건)
3. 국제협력 성과
(13)기술무역 성과(건)
(백만원)
(14)인력교류 성과 외국연구자유치 (명)
제2절 관련분야의 기술발전 기여도(환경적 성과 포함)

- 143 -
해외파견 (명)
(15)국제협력 기반
MOU체결 (건)
수요조사 (건)
공동연구 (건)
(16)국제학술회의 개최 (건)
4. 인력 활용/양성성과
(17)인력지원
학사 (명)
석사 3(명)
박사 (명)
기타 (명)
(18)장단기연수 지원장기 (명)
단기 (명)
(19)산업기술인력양성 성과 (명)
5. 공공적 성과
(20)법·정책·지침 활용 성과 (건)
(21)기타 공공성과 (건)
(22)산업지원 성과 (건)
6. 환경적 성과 (23)환경적 성과 1(건)
7. 사회·경제적파급효과
(24)새로운 파생 신규 사업 추진실적 (건)
(25)생산투자유치 실적 (건)
(26)후속 기술개발 프로젝트 유치 (건)
8. 기타 성과
(27)포상 및 수상 실적 (건)
(28)보도실적 8(건)
(29)일반인 대상 교육활용 성과 (건)
(30)연구성과 활용계획 대비 활용미진 사유(추적평가 대상과제만 입력)
(건)
1. 경제사회적 성과
(1) 기술이전(실시계약 체결)
년도
계약년월
계약업체명총계약액(원)
당해연도 징수액(백만원)
향후 예정액(백만원)
납부 현황
등록일자
처리상태
처리일자
환경부보고년 월
2014 05 01 ㈜수도권서부자원순환센터
10,0000,000 100 - 100 - - 2014.05
.01 -

- 144 -
(2) 매출(공사수주/제품판매)실적
매출형태(공사수주/제품판매)
사업화 형태
시설규모
공사위치
계약 체결일 공사명/제
품명(2)계약금액(백만원)
발주처/판매처
발주/판매국
가
수입대체여부(3)
산정방식(4)
년 월
제품판매 4㈜진한
이엔씨2012 6
벽돌 및유사제품외 6.9
㈜진한이
엔씨대한민국 ×
제품판매 4㈜ 진 한
이엔씨2012 7
벽돌 및유사제품외 9.7
㈜진한이
엔씨대한민국 ×
제품판매 4㈜ 진 한
이엔씨2012 9
벽돌 및유사제품외 31.4
㈜진한이
엔씨대한민국 ×
제품판매 4㈜ 진 한
이엔씨2012 9
벽돌 및유사제품외 19.5
㈜진한이
엔씨대한민국 ×
제품판매 4㈜ 진 한
이엔씨2012 9
벽돌 및유사제품외 15.7
㈜진한이
엔씨대한민국 ×
제품판매 4㈜ 진 한
이엔씨2012 10
벽돌 및유사제품외 13.4
㈜진한이
엔씨대한민국 ×
제품판매 4㈜ 진 한
이엔씨2012 11
벽돌 및유사제품외 2.7
㈜진한이
엔씨대한민국 ×
제품판매 4 진성건업 2012 11벽돌 및유사제품외 22.2 진성건업 대한민국 ×
제품판매 4청주연와
상사2013 9 점토벽돌 4
청주연와
상사대한민국 ×
제품판매 4반석건업
(주)2013 10 점토벽돌 17
반석건업(
주)대한민국 ×
제품판매 4 수원상사 2014 1 점토벽돌 10 수원상사 대한민국 ×
제품판매 4진한이엔
씨2013 3
콘크리트블
록5
진한이엔
씨대한민국 ×
제품판매 4울트라건
설2013 3
콘크리트블
록14
울트라건
설대한민국 ×
제품판매 4 천우건축 2013 4콘크리트블
록4 천우건축 대한민국 ×
제품판매 4진한이엔
씨2013 4
콘크리트블
록9
진한이엔
씨대한민국 ×
제품판매 4석일종합
건축2013 4
콘크리트블
록5
석일종합
건축대한민국 ×
제품판매 4 정규건축 2013 6콘크리트블
록2 정규건축 대한민국 ×
제품판매 4진한이엔
씨2013 7 경계석 10
진한이엔
씨대한민국 ×
제품판매 4내츄럴종
합건설2013 2
콘크리트블
록2
내츄럴종
합건설대한민국 ×
제품판매 4석일종합
건축2013 11
콘크리트블
록5
석일종합
건축대한민국 ×
제품판매 4 진성건업 2013 12콘크리트블
록6 진성건업 대한민국 ×
합계 214.5 -
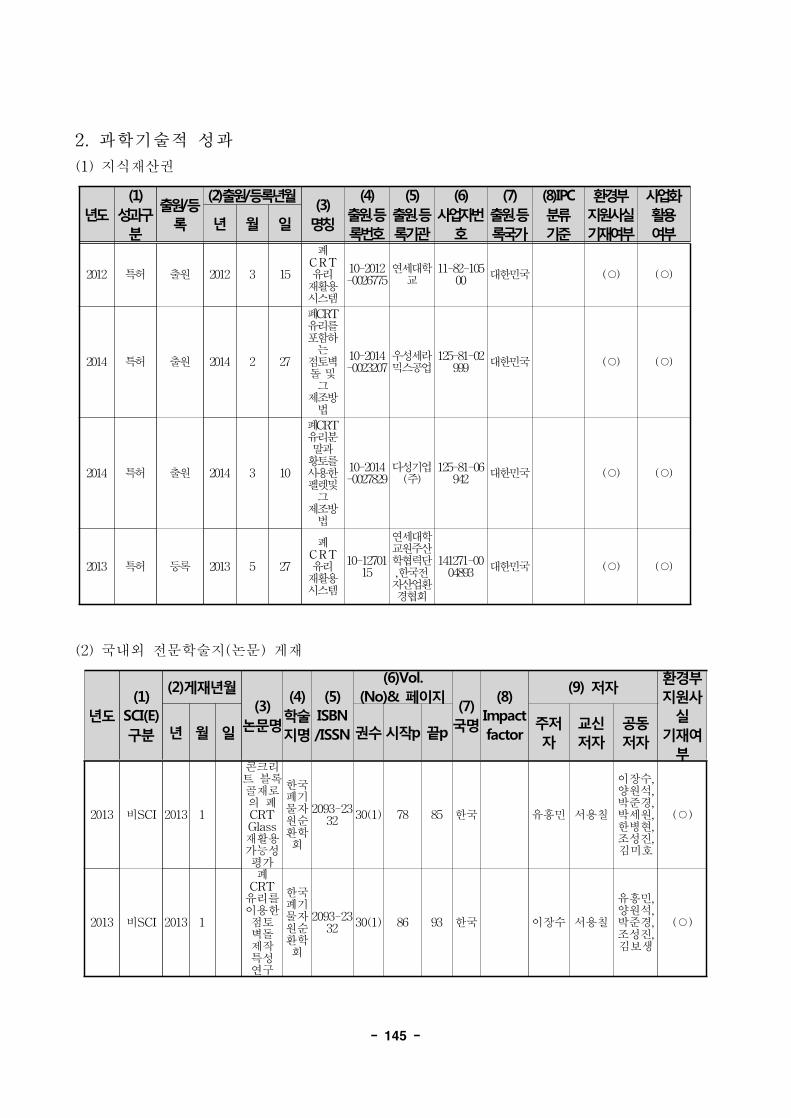
- 145 -
2. 과학기술적 성과
(1) 지식재산권
년도(1)
성과구분
출원/등록
(2)출원/등록년월(3)
명칭
(4)출원․등록번호
(5)출원․등록기관
(6)사업자번
호
(7)출원․등록국가
(8)IPC 분류 기준
환경부 지원사실 기재여부
사업화 활용 여부
년 월 일
2012 특허 출원 2012 3 15
폐CRT유리재활용시스템
10-2012-0026775
연세대학교
11-82-10500 대한민국 (○) (○)
2014 특허 출원 2014 2 27
폐CRT유리를포함하는점토벽돌및그제조방법
10-2014-0023207
우성세라믹스공업
125-81-02999
대한민국 (○) (○)
2014 특허 출원 2014 3 10
폐CRT유리분말과황토를사용한펠렛및그제조방법
10-2014-0027829
다성기업(주)
125-81-06942
대한민국 (○) (○)
2013 특허 등록 2013 5 27
폐CRT유리재활용시스템
10-1270115
연세대학교원주산학협력단,한국전자산업환경협회
141271-0004893
대한민국 (○) (○)
(2) 국내외 전문학술지(논문) 게재
년도(1)
SCI(E)구분
(2)게재년월(3)
논문명
(4)학술지명
(5)ISBN/ISSN
(6)Vol.(No)& 페이지
(7)국명
(8)Impactfactor
(9) 저자환경부 지원사
실 기재여
부년 월 일 권수 시작p 끝p
주저자
교신 저자
공동 저자
2013 비SCI 2013 1
콘크리트 블록골재로의 폐CRTGlass재활용가능성평가
한국폐기물자원순환학회
2093-2332
30(1) 78 85 한국 유흥민 서용칠
이장수,양원석,박준경,박세원,한병현,조성진,김미호
(○)
2013 비SCI 2013 1
폐CRT유리를이용한점토벽돌제작특성연구
한국폐기물자원순환학회
2093-2332
30(1) 86 93 한국 이장수 서용칠
유흥민,양원석,박준경,조성진,김보생
(○)
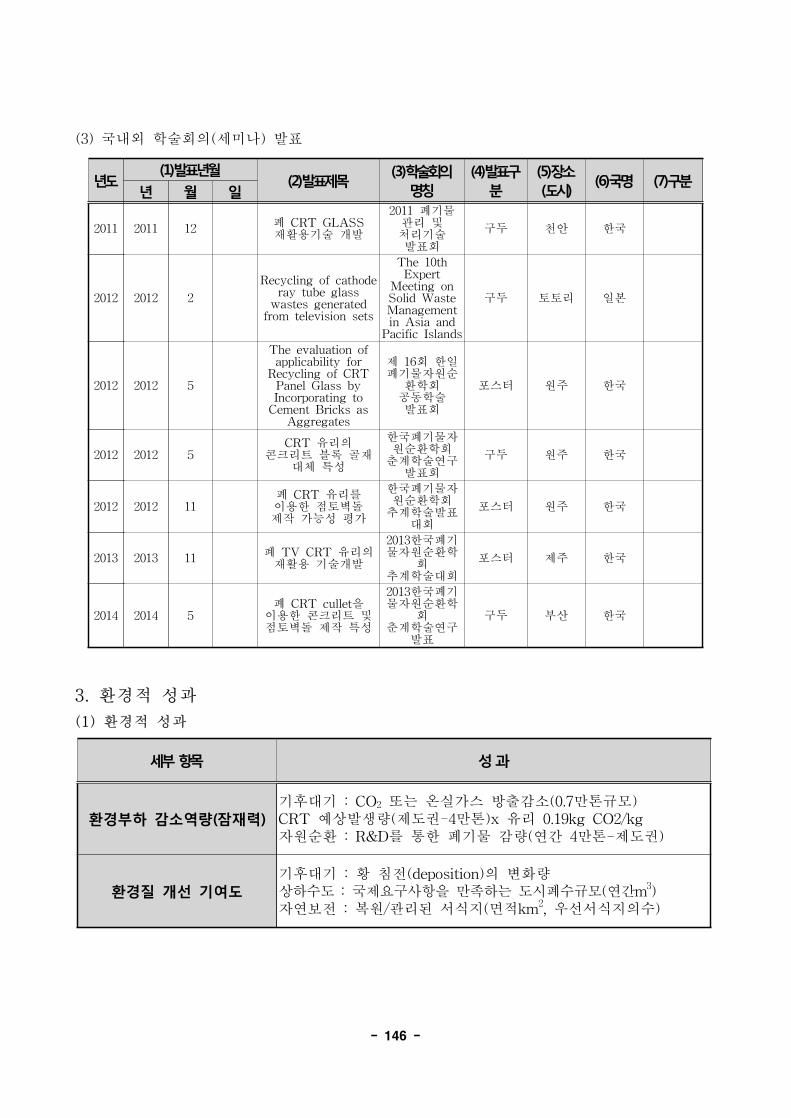
- 146 -
(3) 국내외 학술회의(세미나) 발표
년도(1)발표년월
(2)발표제목(3)학술회의
명칭(4)발표구
분(5)장소 (도시)
(6)국명 (7)구분년 월 일
2011 2011 12 폐 CRT GLASS재활용기술 개발
2011 폐기물관리 및처리기술발표회
구두 천안 한국
2012 2012 2
Recycling of cathoderay tube glasswastes generatedfrom television sets
The 10thExpert
Meeting onSolid WasteManagementin Asia andPacific Islands
구두 토토리 일본
2012 2012 5
The evaluation ofapplicability forRecycling of CRTPanel Glass byIncorporating toCement Bricks asAggregates
제 16회 한일폐기물자원순환학회공동학술발표회
포스터 원주 한국
2012 2012 5CRT 유리의
콘크리트 블록 골재대체 특성
한국폐기물자원순환학회춘계학술연구발표회
구두 원주 한국
2012 2012 11폐 CRT 유리를이용한 점토벽돌제작 가능성 평가
한국폐기물자원순환학회추계학술발표
대회
포스터 원주 한국
2013 2013 11 폐 TV CRT 유리의재활용 기술개발
2013한국폐기물자원순환학
회추계학술대회
포스터 제주 한국
2014 2014 5폐 CRT cullet을이용한 콘크리트 및점토벽돌 제작 특성
2013한국폐기물자원순환학
회춘계학술연구
발표
구두 부산 한국
3. 환경적 성과
(1) 환경적 성과
세부 항목 성 과
환경부하 감소역량(잠재력)기후대기 : CO2 또는 온실가스 방출감소(0.7만톤규모)CRT 예상발생량(제도권-4만톤)x 유리 0.19kg CO2/kg자원순환 : R&D를 통한 폐기물 감량(연간 4만톤-제도권)
환경질 개선 기여도기후대기 : 황 침전(deposition)의 변화량상하수도 : 국제요구사항을 만족하는 도시폐수규모(연간m3)자연보전 : 복원/관리된 서식지(면적km2, 우선서식지의수)

- 147 -
4. 기타성과
(1) 보도실적
보도제목 보도일자 보도기관 보도매체 보도내용
폐아날로그TV600만
대…새로운부활 꿈꾼다
2013.01.19 KBS TV TV
송효택(한국 전자산업환경협회) :"브라운관을 재활용한
보도블럭이나 시멘트벽돌이 내구성측면에서 기존 제품에 비해서손색이 없다는 것이 증명돼
있습니다. " 물론, 분해되지 않고인도 등 아직 브라운관 TV를
보는..
폐브라운관도재활용하면훌륭한 자원
2013.08.28 환경일보 인터넷
▲처리공정도 <자료제공=폐금속유용자원재활용> 중금속 용출 문제
전혀 없어 재활용사업단은폐브라운관의 본체를 앞유리와납이 함유된 뒷유리로 분리한 뒤뒷유리의 납을 회수해 안정화하고,
앞유리는 2단계...
애물단지브라운관TV,벽돌로'환골탈태'
2013.08.30 동아사이언스 인터넷
브라운관 유리를 다른 용도로재활용할 수 있는 기술을 개발한건 이번이 처음이다. 사업단은 이기술을 오는 9월 6일 일산킨텍스에서 열리는 ‘2013유용자원(E-waste) 재활용
국제심포지엄’ 현장에서 공개할...
[환경이경쟁력이다 .2]자원순환,순환사회의첫걸음
2014.01.08 영남일보 인터넷
일본 파나소닉은 이미 산화제가과다 포함돼 재활용이 어려운텔레비전 브라운관(CRT)
전면유리를 활용한 도로 포장용콘크리트 블록을 개발했다.
영국에서는 일반 폐유리를 활용한적별돌 제조공정을 개발했고...
삼성전자, 폐브라운관TV재생해 친환경길 조성
2014.05.14 환경미디어 인터넷
브라운관 생산이 중단되면서 쉽게버려져 왔던 브라운관 텔레비전이새롭게 변심을 할 수 있다는재활용의 가치를 또 한번 보여줘주목을 끌고 있다. 삼성전자가 'S프러포즈 굿스위칭 프로젝트'의
신규 캠페인으로...
폐브라운관TV유리…친환경적 재활용기술
2013.09.03 YTN사이언스 TV
" 브라운관 TV 유리 재활용기술은 자원의 중요성은 물론앞으로 발생이 예상되는 해외로수출해 환경선진국으로서의 위상을한차원 높일 것으로 기대됩니다.
YTN 이정우입니다.
쏟아지는폐브라운관TV, 전부어디로 갔나했더니…
2014.05.28 동아일보 인터넷 쏟아지는 폐브라운관 TV, 전부어디로 갔나 했더니…
[대전·대덕] 폐브라운관TV유리...친환경적 재활용기술
2013.09.03 YTN TV
브라운관 TV 유리 재활용 기술은자원의 중요성은 물론 앞으로발생이 예상되는 해외로 수출해환경선진국으로서의 위상을 한차원
높일 것으로 기대됩니다.
- 148 -
제 4 장 연구개발결과의 활용계획
제1절 연구개발 결과의 활용계획
1. 연구개발결과의 활용방안
가. 국내 폐 CRT 유리 재활용 방안을 CtC 방법이 아닌 CtOP 방법 중 점토 벽돌,
콘크리트 블록 생산 상용화 기술을 마련하여 재활용 기술 경쟁력 확보가 가능
하도록 함.
나. 폐 CRT 유리 혼합 점토 벽돌, 콘크리트 블록 상용화 기술을 개발함으로써, 국
내의 폐 CRT 유리의 처리와 국외의 폐 CRT 유리의 처리가 가능할 것으로 판
단되며, 나아가 기술 수출이 가능할 것으로 판단됨.
다. 폐 CRT 유리를 기존에 사용해오던 골재대체물질로 사용하게 되면 원재료의 사
용량이 감소하여 시멘트의 제조 시에 발생하는 CO2의 발생량을 줄일 수 있으
며, 처리한 폐 CRT유리의 양만큼 매립의 양도 줄어들어 매립지수명연장에 큰
기여를 할 수 있을 것으로 사료됨.
2. 사업화계획 및 효과
가. 사업화계획
구분사업화 연도
년도 년도 년도 년도 년도
개발계획품목 - - - - -
투자계획
소요인원 - - - - -
제조시설 - - - - -
시험시설 - - - - -
생산계획(톤) - - - - -
판매계획
(억원)
내수 - - - - -
수출 - - - - -
계 - - - - -
- 149 -
나. 무역수지 개선효과
구분 년도 년도 년도 년도 년도
수입대체효과(억원)
수 출 효 과(억원)
다. 사업화가능성 SWOT 분석
강점(Strength) 약점(Weakness)
폐 CRT 유리 전용 분쇄▪분급기 부재에
따른 기술 선점
단시간 내에 기술개발이 완료되어야
하며, 환경부하가 적어야함
위기(Threat) 기회(Opportunity)
기존의 분쇄▪분급기술이 상당부분
발전해 있음
통합시스템을 신속하게 개발함으로써
현재 도래한 CRT 유리처리에 적절한
방안이 될 수 있음
3. 기대성과
가. 기술적 측면
폐 CRT 유리 전용 분쇄기 및 입도 분리기가 전 세계적으로 전무한 실정이므
로 본 과제를 수행하여 CRT 유리 전용 분쇄 및 입도 분리 기술을 확보함으로
써 기술 우위를 선점할 수 있음.
나. 환경적 측면
현재 폐 CRT 유리는 적정 재활용 기술이 개발 되지 않았고 또한 재활용 되기
위해서는 적정 입도사이즈가 필요하나 분쇄기 및 분급 설비 부재 그리고 재활
용 기술의 부재로 인하여 자원순환 사회에 이바지 하지 못하고 있다. 본 과제를
통해 재활용 기술이 개발되면 자원순환 사회의 이룩하는데 이바지 할 것으로 판
단됨.
다. 경제적․산업적 측면
디지털 방식으로의 TV방송 체계 변화는 점진적으로 이루어지고 있어, 향후 폐
CRT 유리가 대량으로 발생할 경우 본 과제를 통한 기술을 적용하여 콘크리트
블록, 점토 벽돌을 생산함과 동시에 폐 CRT 유리의 처리단가를 받을 수 있는
- 150 -
여지가 있음. 또한, 콘크리트 블록 및 점토 벽돌에서 유리를 사용함으로써 단가
절감의 효과를 볼 수 있을 것으로 예상됨.
라. 일자리창출 측면
폐 CRT 유리 재활용 인프라 및 네트워킹 자체가 구축되어 있지 않기 때문에
본 과제를 통해 실증사업화가 이루어진다면 분쇄 및 분급기 가동 및 운영에 따
른 일자리 창출 효과가 예상되며, 분쇄 및 분급이 완료된 폐 CRT 유리의 수송
및 운송에 따른 일자리 창출이 예상됨.
제2절 연구개발결과의 보안등급
보안등급 분류
(해당하는 곳에 √체크)□보안과제 √일반과제
결정사유
(보안과제인 경우 작성)
「국가연구개발사업의 관리 등에 관한 규정」제24조의4(분류기준)
① 연구개발과제 보안등급은 다음 각 호와 같이 분류한다.
1. 보안과제: 연구개발결과물 등이 외부로 유출될 경우 기술적·재산적 가치에 상당한 손실이 예
상되어 보안조치가 필요한 경우로서 다음 각 목의 어느 하나에 해당하는 과제
가. 세계 초일류 기술제품의 개발과 관련되는 연구개발과제
나. 외국에서 기술이전을 거부하여 국산화를 추진 중인 기술 또는 미래핵심기술로서 보호의
필요성이 인정되는 연구개발과제
다. 「산업기술의 유출방지 및 보호에 관한 법률」 제2조제2호의 국가핵심기술과 관련된 연
구개발과제
라. 「대외무역법」 제19조제1항 및 같은 법 시행령 제32조의2에 따른 수출허가 등의 제한
이 필요한 기술과 관련된 연구개발과제
마. 그 밖에 중앙행정기관의 장이 보안과제로 분류되어야 할 사유가 있다고 인정하는 과제
2. 일반과제: 보안과제로 지정되지 아니한 과제
② 연구개발과제 수행 과정 중 산출되는 모든 문서에는 제1항에 따라 분류된 보안등급을 표기하
여야 한다.
③ 「보안업무규정」에 따른 Ⅰ급비밀, Ⅱ급비밀, Ⅲ급비밀 또는 이에 준하는 대외비로 분류된
과제와 「군사기밀보호법 시행령」에 따른 군사 Ⅰ급비밀, 군사 Ⅱ급비밀, 군사 Ⅲ급비밀 또
는 이에 준하는 대외비로 분류된 과제에 대해서는 제1항 및 제2항에도 불구하고 관련 법령에
서 정하는 바에 따른다.
- 151 -
제 5 장 참고문헌
Anderson M., 2008. Commercial viability of masonry products from CRT panel glass. Glass technical
report of WRAP.
Andreola, F., Barbieri, L., Corradi, A., Lancellotti, I., Falcone, R., Hreglich, S., 2005. Class-ceramics
obtained by the recycling of end of life cathode ray tubes glass. Waste Management 25,
183-189.
California Department of Toxic Substances Control (DTSC), 2004. Managing waste cathode ray
tubes. Fact sheet.
Chen M., Zhang F.S., Zhu J., 2009. Lead recovery and the feasibility of foam glass production
from funnel glass of dismantled cathode ray tube through pyrovacuum process. Journal
of Hazardous Materials, 161, 1109-1113.
Gable, C., Shireman, B., 2001. Computer and electronic product stewardship: are we ready for
the challenge? In: Axioun Books, Environmental Quality Managemnet, pp. 35-45.
Gregory J.R., Nadeau M.C., Kirchain R.E., 2009. Evaluating the Economic Viability of a Material
Recovery System: The Case of Cathode Ray Tube Glass. Environ. Sci. Technol. 43, 9245-9251.
ICER, 2004. Project doce: GLA15-006, Material recovery from waste cathode ray tubes (CRTs),
The Waste and Resource Action Programme. UK.
Industry Council for Electronic Equipment Recycling (ICER), 2003. New Approach to Cathode
Ray Tube (CRT) Recycling, http://www.icer.org.uk/IcerDtiCrtFinal. pdf.
Kim, D., Quinlan, M., Yen, T.F., 2008. Encapsulation of Lead from Hazardous CRT Glass using
Biopolymer Crossed-Linked Concrete Systems, Waste Managemnt. 29. 321-328.
Mear, F., Yot, P., Cambon, M., Ribes, M. 2006. The Characterization of Waste Cathode Ray Tube
Glass, Waste Management 26, pp. 1468-1476.
Silicon Valley Toxics Coalition, 2004. Poison PCs and toxic TVs, http://www.svtc.org.
The California Electronics Recycling Act, 2003.
- 152 -
Townsend, T. G., Musson S., Sang, Y., Chung, I. (1999). Characterization of Lead Leachability
from Cathode Ray Tubes Using the Toxicity Characteristic Leaching Procedure, Report
#99-5 Florida Center for Solid and Hazardous Waste Management.
United States Environmental Protection Agency (USEPA), 2000. Electronic reuse and recycling
infrastructure development in Massachusetts, EPA-901-R-00-002.
환경부, 2010. 환경부 삼성·LG와 손잡고 디지털 방송 전환에 대비한 폐TV회수·재활용 준비 본격화.
보도자료.
한국환경정책평가연구원, 2009. 폐전기ㆍ전자제품 재활용제도 개선방안 연구 - 전기ㆍ전자폐기물 발생량
추정을 중심으로. 한국전자산업환경협회 용역보고서.
조성진, 2008, 자동차 폐기물의 가스화 특성 및 잔류물 재활용 기술 연구, 학위논문자료
한국유리공업협동조합, 2008, 유리의 종류 및 성상, http://www.glasskorea.org
파란대백과사전, 2008, 인조대리석, http://dic.paran.com
하나산업정보, 2007, 국내외 인조대리석 시장 분석 및 대림콩크리트의 경쟁력 평가, 용역보고서
동서산업주식회사, 1992, 타일제조의 현황과 향후전망, 게재지
무역위원회, 2008, 2008년도 판유리 산업경쟁력조사, 보고서
한국세라믹기술원, 2008, 2007년 세라믹 생산통계, http://www.kioet.re.kr
정형진 외 2명, 2009, Brick Clay를 이용한 경량골재 제조에 관한 연구, 한국세라믹학회지
정해영 외 5명, 2008, 유해 폐기물 용융슬래그를 이용한 블록 적용성 평가, 한국폐기물학회지
안재홍 외3명, 2009, 글라스울 샌드위치패널의 내화성능 개선연구, 대한 건축학회 학술발표대회 논문집
생산기술연구원, 1990, Glass Beads 제조장치의 개발, 1차년도 보고서
남서울대학교 유리조형 연구소, 2009, 유리조형, http://www.glass-center.co.kr
국립환경과학원, 2008, 제3차(2006~2007년) 전국폐기물통계조사
한영순 외1명, 2004, 곡물재와 채소재를 이용한 도자기용 유약제조와 그 특성, 게재지
- 153 -
편집순서 7. 본 문
본 문 작 성 요 령
1. 본문의 순서는 장, 절, 1, 가, (1), (가), ①, ㉮ 등으로 하고, 장은 17 포인트
고딕계열, 절은 15포인트 명조계열, 본문은 11 포인트 명조계열로 합니다.
다만, 본문의 내용 중 중요부문은 고딕계열을 사용할 수 있습니다.
2. 장은 원칙적으로 페이지를 바꾸어 시작합니다.
3. 본문은 11포인트 횡으로 작성합니다.
4. 페이지 번호는 하단 중앙 끝에 11포인트로 합니다.
5. 각주(註)는 해당 페이지 하단에 8포인트로 표기하며, 본문과 구분토록 합니다.
6. 페이지수는 편집순서 2의 제출문부터 시작하며, 양면으로 작성합니다.
7. 한글·한문·영문을 혼용합니다.
8. 표지뒷면에는 주의문을 넣습니다.
9. 참고문헌(reference) 인용의 경우 본문중에 사용처를 반드시 표기합니다.
- 154 -
편집순서 8. 주의문
주 의
1. 이 보고서는 환경부에서 시행한 환경기술개발사업의 연구보고
서입니다.
2. 이 보고서 내용을 발표할 때에는 반드시 환경부에서 시행한
환경기술개발사업의 연구개발 결과임을 밝혀야 합니다.
3. 국가과학기술 기밀유지에 필요한 내용은 대외적으로 발표
또는 공개하여서는 안 됩니다.
























![유리 다우존스 바른기업 인덱스 증권투자신탁 [ 주식 ]](https://img.pdfslide.tips/doc/110x75/568135f4550346895d9d67cb/-568135f4550346895d9d67cb.jpg)




