Embed Size (px)
Citation preview
「生産カイゼンの事例」
福岡ものづくり産業振興会議
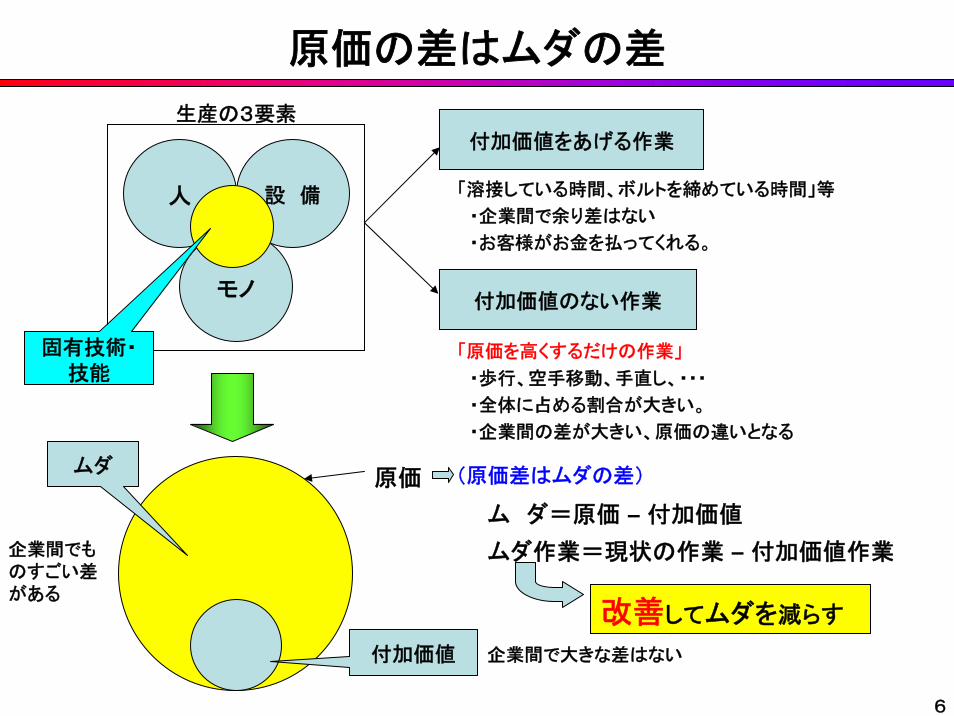
原価の差はムダの差
人
モノ
設 備
付加価値をあげる作業
付加価値のない作業
「溶接している時間、ボルトを締めている時間」等
・企業間で余り差はない
・お客様がお金を払ってくれる。
「原価を高くするだけの作業」
・歩行、空手移動、手直し、・・・
・全体に占める割合が大きい。
・企業間の差が大きい、原価の違いとなる
原価
付加価値
ム ダ=原価 – 付加価値
ムダ
ムダ作業=現状の作業 – 付加価値作業
企業間で大きな差はない
企業間でものすごい差がある
改善してムダを減らす
生産の3要素
(原価差はムダの差)
6
固有技術・技能
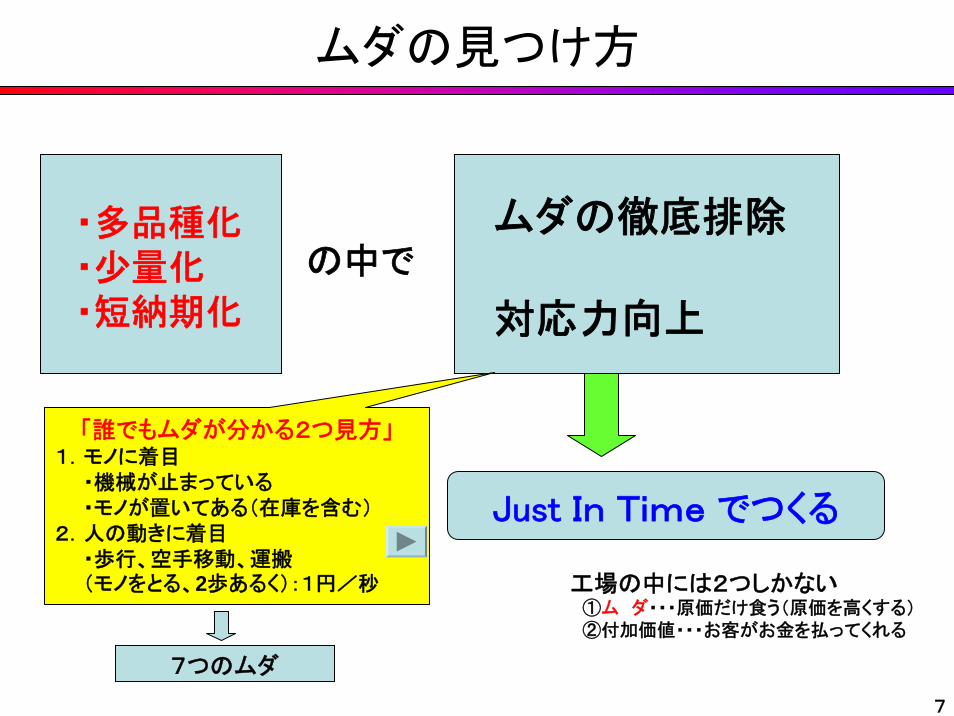
ムダの見つけ方
・多品種化・少量化・短納期化
ムダの徹底排除
対応力向上
Just In Time でつくる
の中で
工場の中には2つしかない①ム ダ・・・原価だけ食う(原価を高くする)②付加価値・・・お客がお金を払ってくれる
「誰でもムダが分かる2つ見方」1.モノに着目
・機械が止まっている・モノが置いてある(在庫を含む)
2.人の動きに着目・歩行、空手移動、運搬(モノをとる、2歩あるく):1円/秒
7つのムダ
7
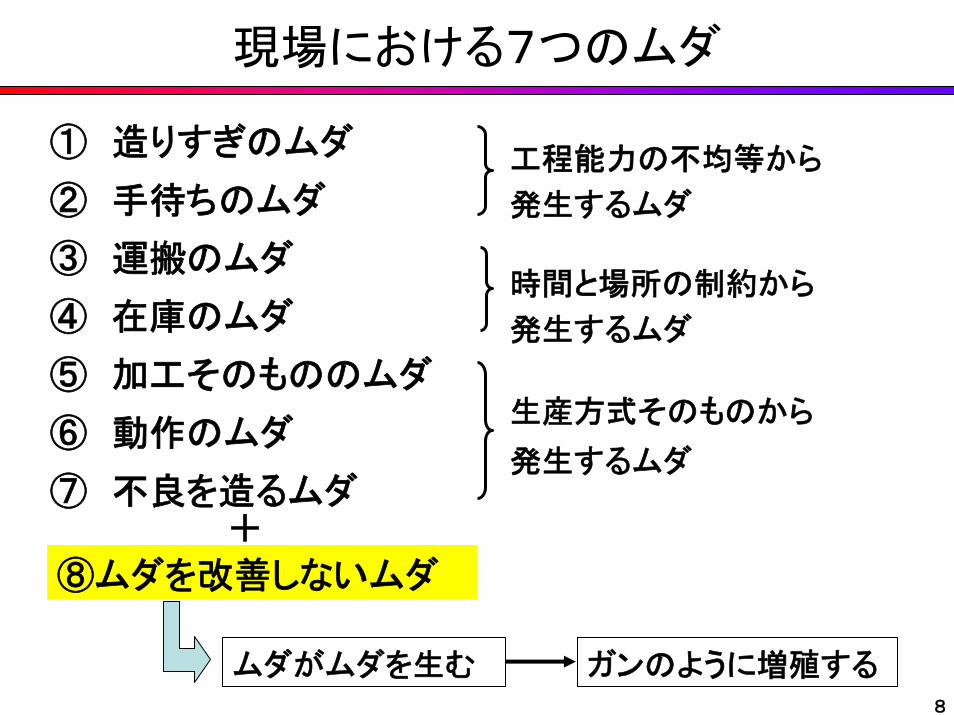
現場における7つのムダ
① 造りすぎのムダ
② 手待ちのムダ
③ 運搬のムダ
④ 在庫のムダ
⑤ 加工そのもののムダ
⑥ 動作のムダ
⑦ 不良を造るムダ
工程能力の不均等から
発生するムダ
時間と場所の制約から
発生するムダ
生産方式そのものから
発生するムダ
ムダがムダを生む ガンのように増殖する8
⑧ムダを改善しないムダ
+
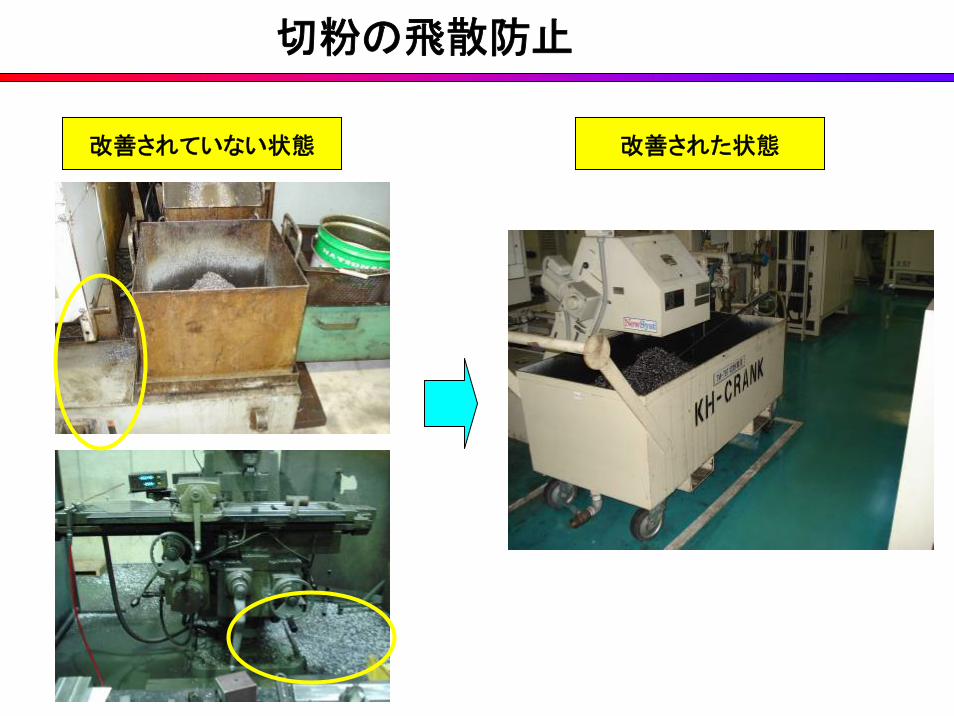
切粉の飛散防止
改善されていない状態 改善された状態

改善前 改善後
切粉の飛散防止
別の機械:切粉飛散防止のカバー設置
作業後の清掃の徹底
【改善前】 【改善後】
1F
2F
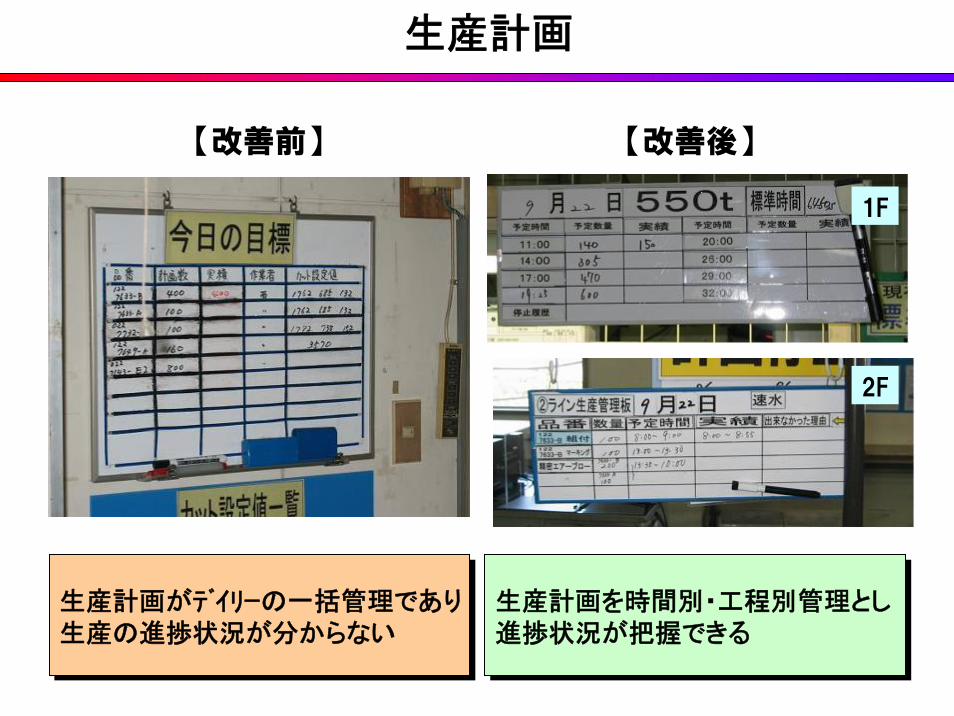
生産計画
生産計画がデイリーの一括管理であり生産の進捗状況が分からない
生産計画がデイリーの一括管理であり生産の進捗状況が分からない
生産計画を時間別・工程別管理とし進捗状況が把握できる
生産計画を時間別・工程別管理とし進捗状況が把握できる
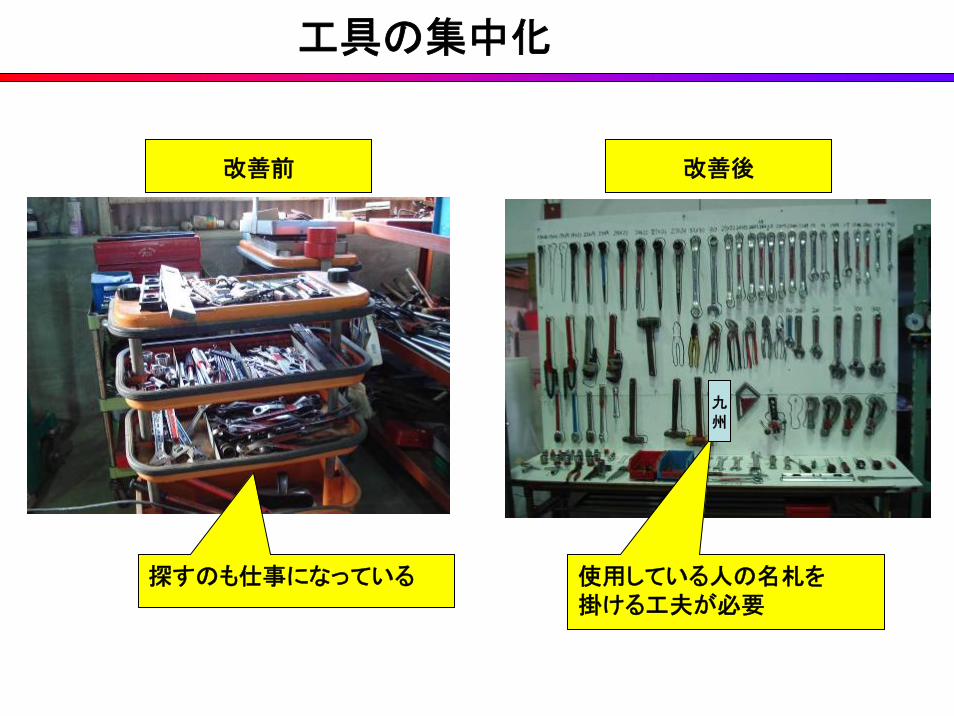
工具の集中化
改善前 改善後
使用している人の名札を掛ける工夫が必要
探すのも仕事になっている
九州
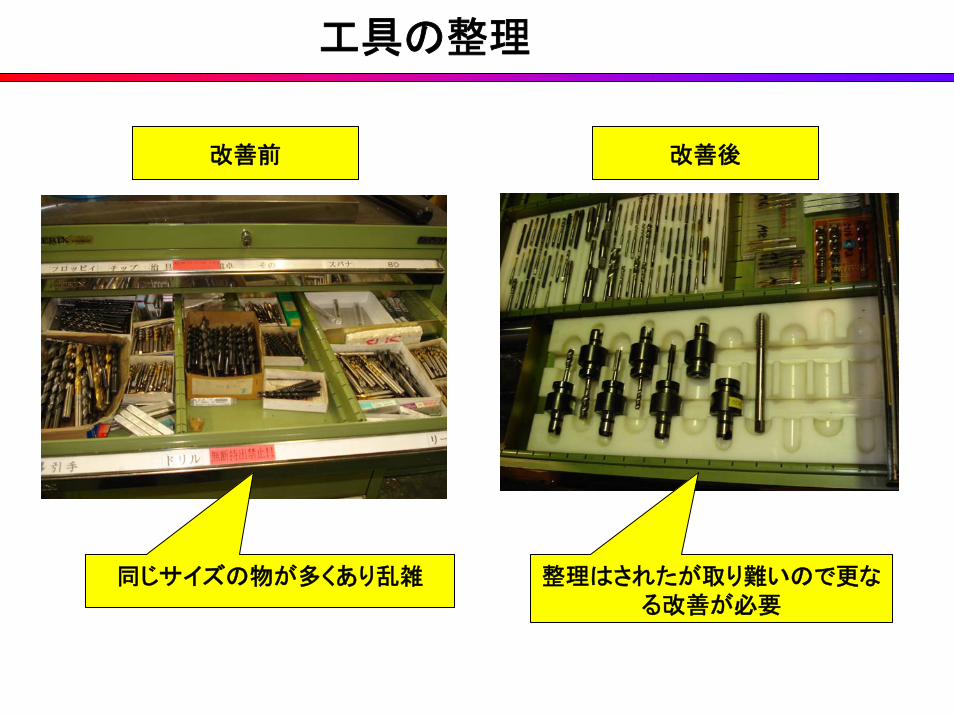
工具の整理
改善前 改善後
同じサイズの物が多くあり乱雑 整理はされたが取り難いので更なる改善が必要
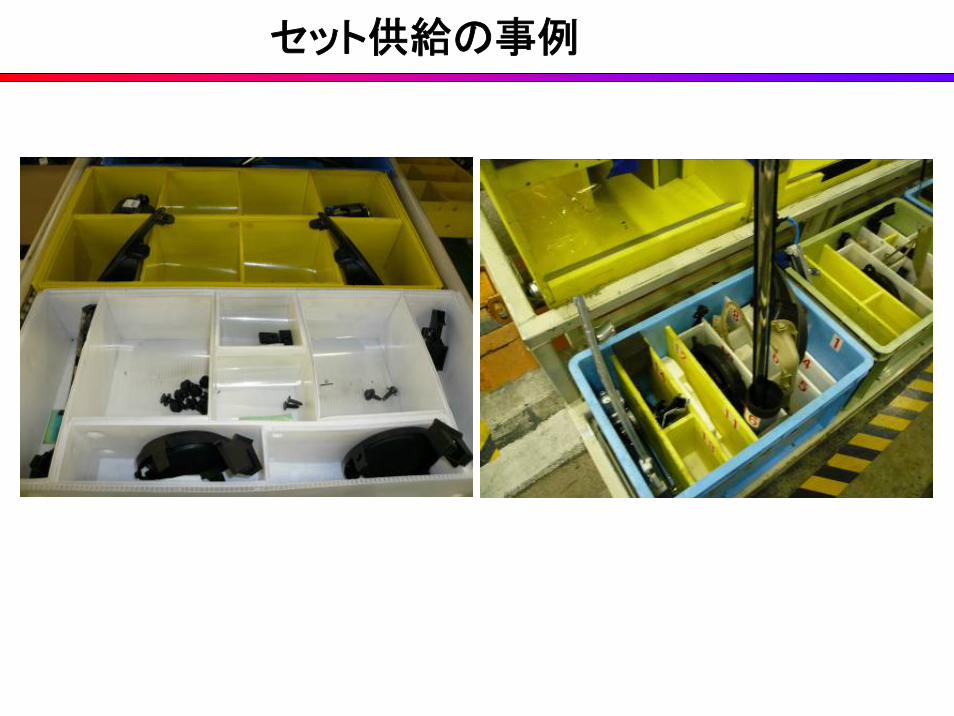
セット供給の事例
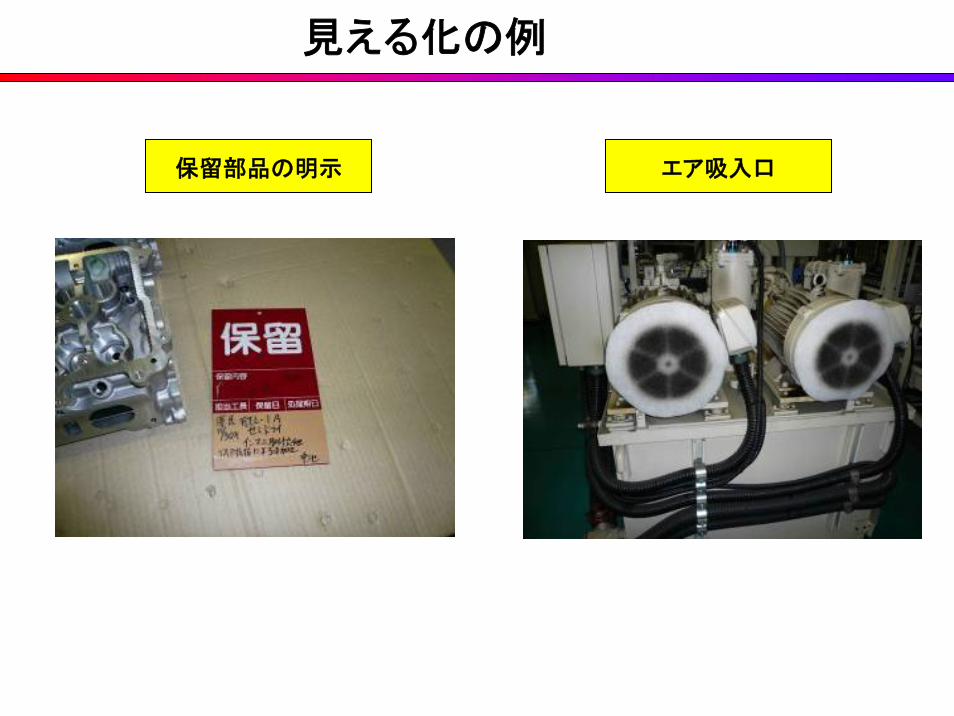
見える化の例
保留部品の明示 エア吸入口
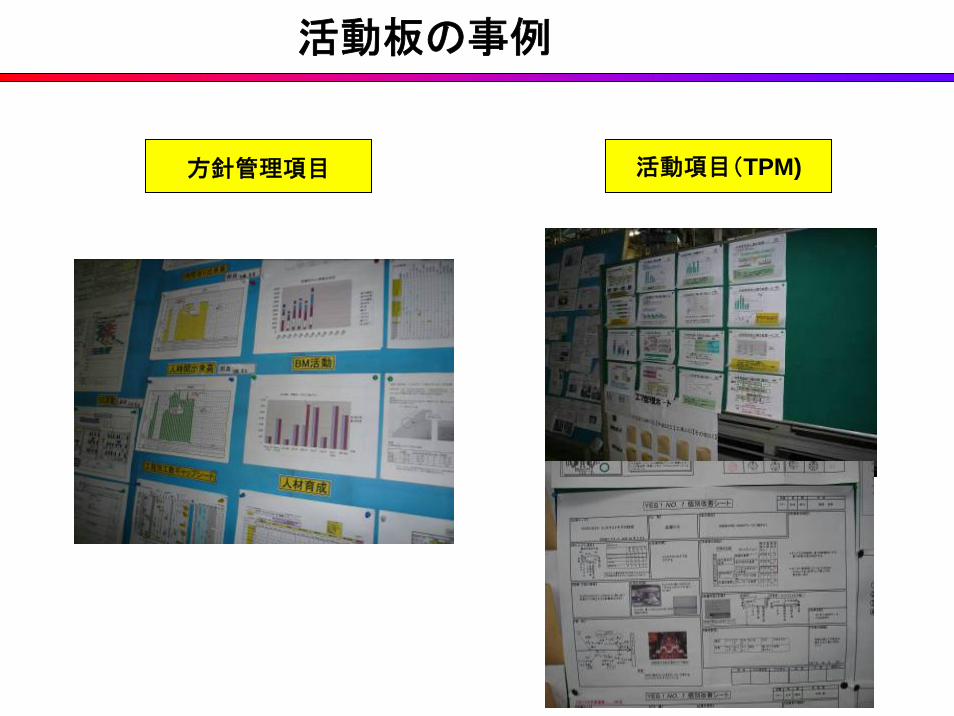
活動板の事例
方針管理項目 活動項目(TPM)
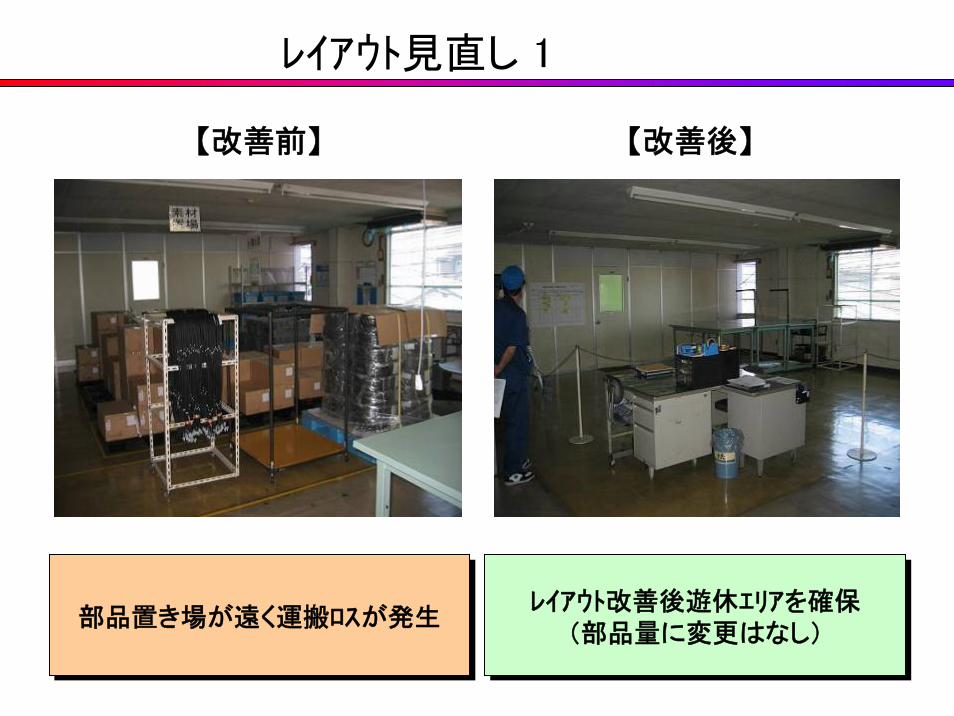
レイアウト見直し 1
【改善前】 【改善後】
部品置き場が遠く運搬ロスが発生部品置き場が遠く運搬ロスが発生 レイアウト改善後遊休エリアを確保(部品量に変更はなし)
レイアウト改善後遊休エリアを確保(部品量に変更はなし)
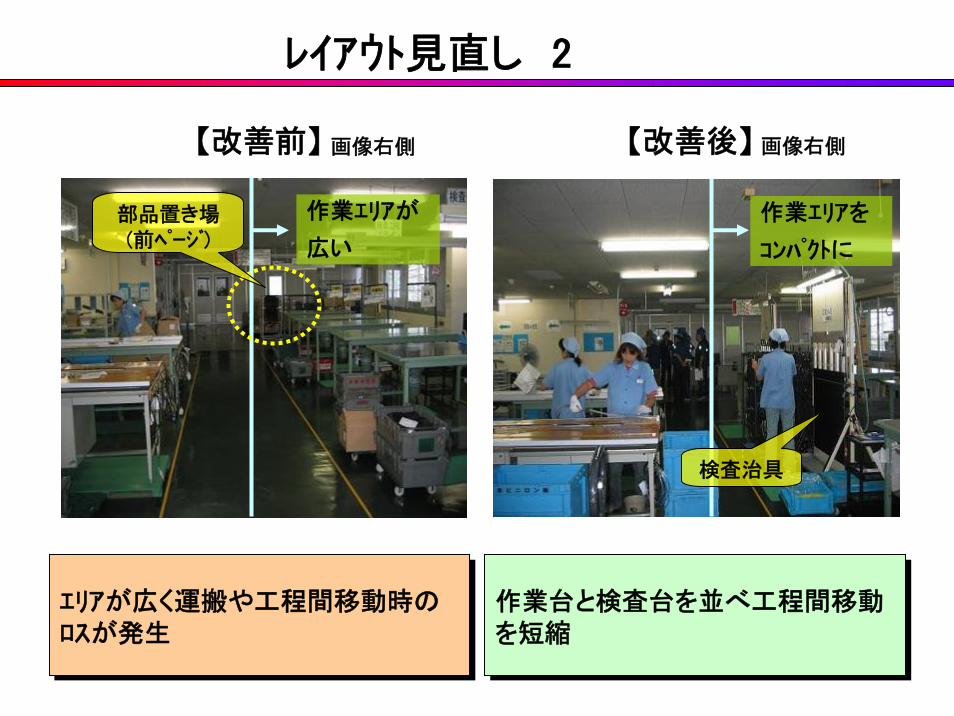
レイアウト見直し 2
【改善前】 【改善後】
エリアが広く運搬や工程間移動時のロスが発生
エリアが広く運搬や工程間移動時のロスが発生
作業台と検査台を並べ工程間移動を短縮
作業台と検査台を並べ工程間移動を短縮
作業エリアを
コンパクトに
検査治具
作業エリアが
広い
部品置き場(前ページ)
画像右側 画像右側
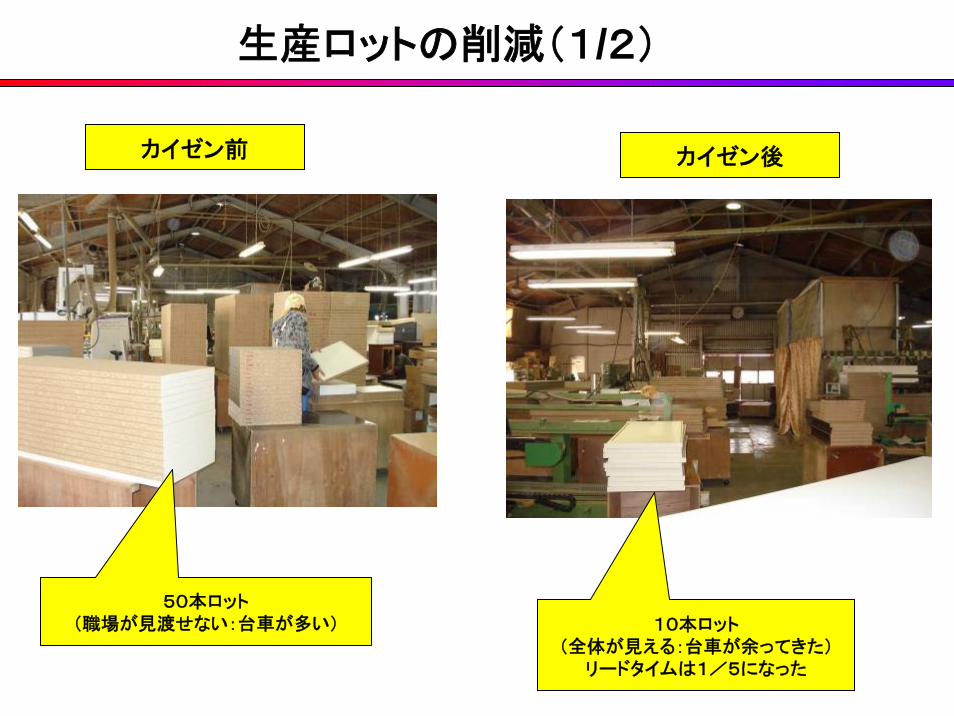
カイゼン前 カイゼン後
50本ロット(職場が見渡せない:台車が多い) 10本ロット
(全体が見える:台車が余ってきた)リードタイムは1/5になった
生産ロットの削減(1/2)
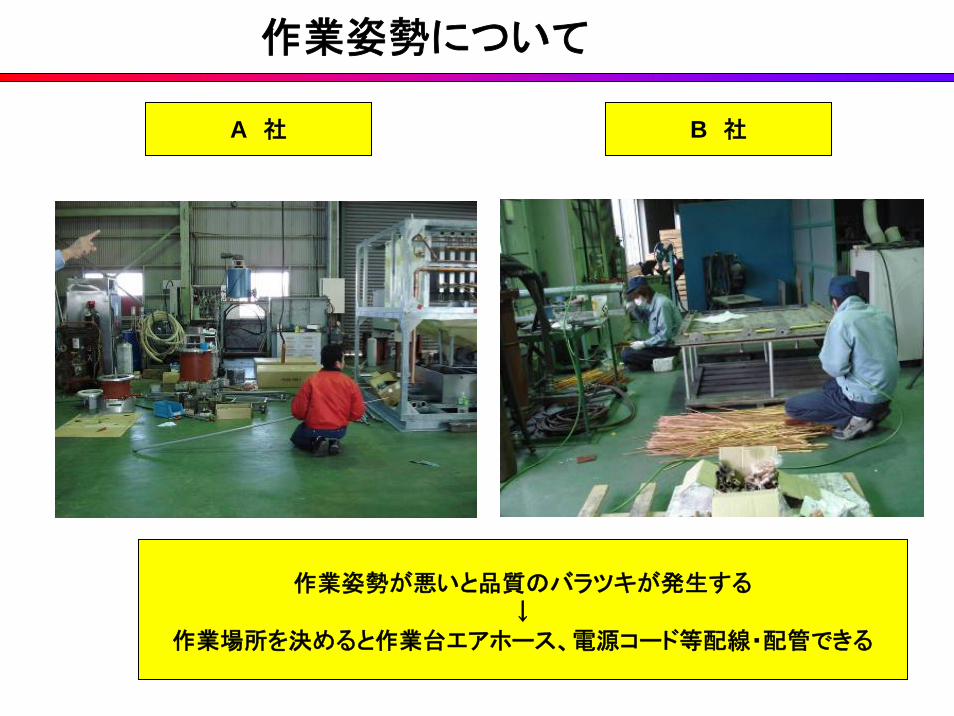
作業姿勢について
A 社 B 社
作業姿勢が悪いと品質のバラツキが発生する↓
作業場所を決めると作業台エアホース、電源コード等配線・配管できる
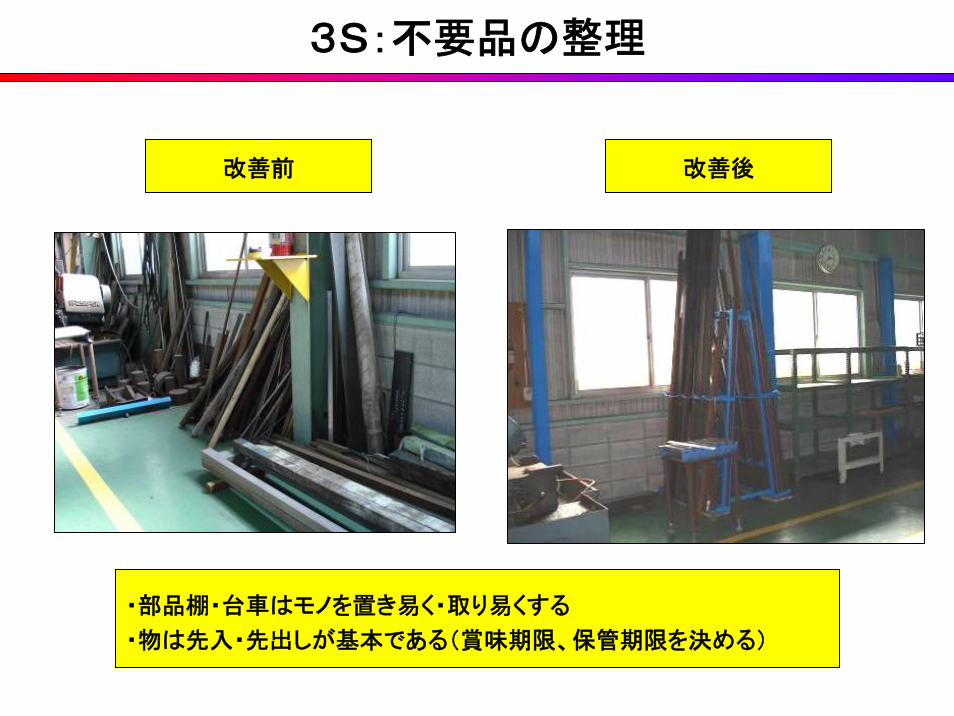
改善前 改善後
3S:不要品の整理
・部品棚・台車はモノを置き易く・取り易くする
・物は先入・先出しが基本である(賞味期限、保管期限を決める)

手扱い部品ポリボックスについて
・手扱いが出来るように15kg以内とする(Max:20kg)・重量物だと運搬機器が必要となる→手待ちの要因になる

金型置き場の5S
38
このような企業は多い

出荷エリアの変化
39
このような事例も多い

島作業から二の字ライン化
40

部品の清流化により節の削減
42
節半減(26→14)節半減(26→14)
・先入先出しが出来ない
・下側の部品を取るのは大変
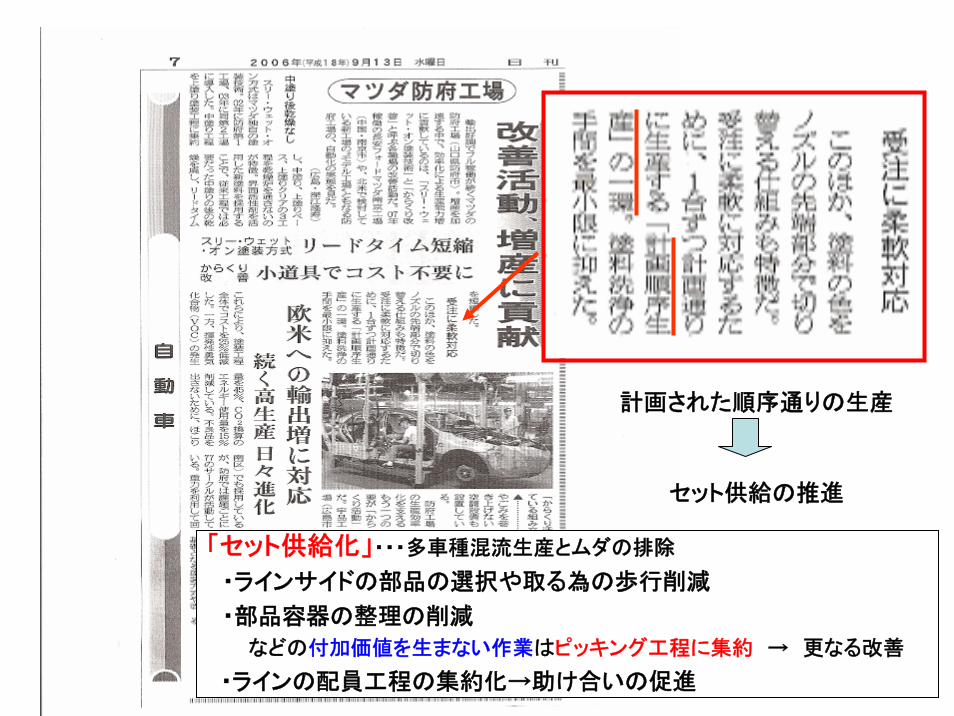
計画された順序通りの生産
セット供給の推進
「セット供給化」・・・多車種混流生産とムダの排除
・ラインサイドの部品の選択や取る為の歩行削減
・部品容器の整理の削減
などの付加価値を生まない作業はピッキング工程に集約 → 更なる改善
・ラインの配員工程の集約化→助け合いの促進
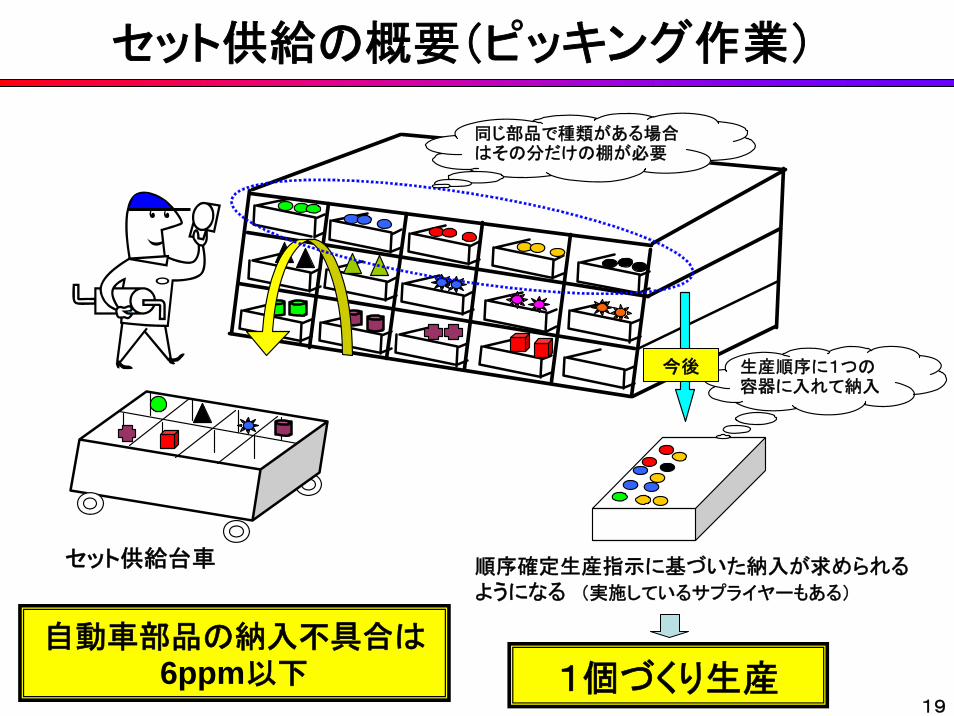
同じ部品で種類がある場合はその分だけの棚が必要
生産順序に1つの容器に入れて納入
セット供給の概要(ピッキング作業)
順序確定生産指示に基づいた納入が求められるようになる (実施しているサプライヤーもある)
今後
セット供給台車
1個づくり生産19
自動車部品の納入不具合は6ppm以下





























