Embed Size (px)
Citation preview

Δρ. Ν.Μ. Βαξεβανίδης ΕΙΣΑΓΩΓΗ στη ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ 7: ΚΟΝΙΟΜΕΤΑΛΛΟΥΡΓΙΑ
ΑΣΠΑΙΤΕ / Τμήμα Εκπ. Μηχανολόγων Μηχανικών Σελίδα 7-1 – 3η Έκδοση -06/2015
7. ΚΟΝΙΟΜΕΤΑΛΛΟΥΡΓΙΑ 7.1 Εισαγωγικά στοιχεία
Η κονιομεταλλουργία (powder metallurgy –P/M) ανήκει, όπως και η χύτευση, στις
αρχέγονες ή πρωτογενείς κατεργασίες (primary forming processes). Η πρώτη ύλη της
κονιομεταλλουργίας είναι μεταλλική σκόνη η οποία συμπιέζεται σε κατάλληλες μήτρες και
στη συνέχεια θερμαίνεται χωρίς να λιώσει, ώστε να αποκτήσει την τελική μορφή και τις
επιθυμητές ιδιότητες,.
Παρόλο που η τεχνική της συμπίεσης κόνεων για τη δημιουργία αντικειμένων με
μία ορισμένη τελική μορφή δεν είναι καινούργια (παλαιότεροι πολιτισμοί χρησιμο-
ποιούσαν αυτή την τεχνική, όπως δείχνουν ευρήματα στην Αίγυπτο και την Ινδία και
αντικείμενα από πολύτιμα μέταλλα κατασκευασμένα από τους Ινκας), οι πρώτες τεχνικές
εφαρμογές της κονιομεταλλουργίας επιτεύχθηκαν στις αρχές του 20ου αιώνα και
αφορούσαν τη μορφοποίηση σκόνης βολφραμίου για την παραγωγή νηματιδίων
ηλεκτρικών λυχνιών. Η επόμενη μεγάλη εφαρμογή έγινε στη δεκαετία 1920-1930 με την
παραγωγή κοπτικών εργαλείων (σκληρομέταλλα). Σήμερα η μέθοδος χρησιμοποιείται για
την παραγωγή εξαρτημάτων, όπως γρανάζια, κάμες, φίλτρα, δακτύλιοι εδράνων, στηρίξεις
μηχανών κ.α.
Η κονιομεταλλουργία είναι ιδιαίτερα ανταγωνιστική ως προς τη χύτευση ή τη
σφυρηλάτηση για την παραγωγή αντικειμένων πολύπλοκης μορφής από κράματα υψηλής
αντοχής και σκληρότητας. Το κύριο πλεονέκτημά της είναι η δυνατότητα κατασκευής
αντικειμένων διαφόρων μεγεθών πολύ κοντά στην τελική μορφή με μικρή ή σχεδόν καμιά
κατεργασία αποπεράτωσης (near net-shape manufacturing), με προφανείς συνέπειες τη
μικρή απώλεια πρώτης ύλης και την εξοικονόμηση ενέργειας. Χρησιμοποιώντας
συμβατικό εξοπλισμό συμπίεσης (πρέσες) κατασκευάζονται αντικείμενα με βάρος από
ελάχιστα γραμμάρια μέχρι 50 kp. Το 70 % των προϊόντων της κονιομεταλλουργίας αφορά
την αυτοκινητοβιομηχανία.
Πρακτικά, κάθε μέταλλο, κράμα ή μείγμα υλικών (περιλαμβανομένων συνδυασμών
που δεν είναι διαθέσιμοι σε σφυρήλατες ή χυτές μορφές) μπορεί να παραχθούν με
κονιομεταλλουργία. Τα υλικά αυτά μορφοποιούνται στις απαιτούμενες πυκνότητες, που
κυμαίνονται από τις χαμηλές πυκνότητες των πορωδών εδράνων μέχρι τις υψηλές
πυκνότητες δομικών αντικειμένων, με μηχανικές ιδιότητες που συγκρίνονται με αυτές

Δρ. Ν.Μ. Βαξεβανίδης ΕΙΣΑΓΩΓΗ στη ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ 7: ΚΟΝΙΟΜΕΤΑΛΛΟΥΡΓΙΑ
ΑΣΠΑΙΤΕ / Τμήμα Εκπ. Μηχανολόγων Μηχανικών Σελίδα 7-2 – 3η Έκδοση -06/2015
άλλων μορφών του υλικού. Επιπλέον, οι κατεργασίες κονιομεταλλουργίας χρησι-
μοποιούνται στη μορφοποίηση πυρίμαχων μετάλλων και κραμάτων και υλικών όπως
βολφράμιο, μολυβδαίνιο, ταντάλιο, καρβίδια βολφραμίου, υπερκράμματα, κραμάτα
τιτανίου και βηρυλλίου κ.λπ., που δεν είναι εύκολο να μορφοποιηθούν οικονομικά με
άλλες συμβατικές μεθόδους. Στον Πίνακα 7.1 συνοψίζονται τα πεδία εφαρμογής της
κονιομεταλλουργίας και τα αντίστοιχα υλικά (σκόνες) που χρησιμοποιούνται.
Πίνακας 7.1: Πεδία εφαρμογής της κονιομεταλλουργίας (προέλευση: German, 1996)
Τα βασικά μειονεκτήματα της κονιομεταλλουργίας είναι το μεγάλο αρχικό κόστος
του εξοπλισμού (μηχανές - εργαλεία) και το κόστος του ακατέργαστου υλικού, της σκόνης
(με βάση το βάρος), που μπορεί να είναι μέχρι και διπλάσιο από αυτό του στερεού υλικού.
7.2 Φάσεις κονιομεταλλουργίας Η αλληλουχία των διεργασιών στην κονιομεταλλουργία παρουσιάζεται συνοπτικά
στο Σχήμα 7.1 και μελετάται στη συνέχεια. Τυπικά, οι φάσεις για τη μορφοποίηση με
κονιομεταλλουργία είναι:
• η παραγωγή της σκόνης (powder production),
• η ανάμιξη των κόνεων, δηλαδή η παραγωγή του προδιαγεγραμμένου μείγματος
μεταλλικής σκόνης (blending),
• η συμπίεση της σκόνης, συνήθως σε μήτρα (compaction),

Δρ. Ν.Μ. Βαξεβανίδης ΕΙΣΑΓΩΓΗ στη ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ 7: ΚΟΝΙΟΜΕΤΑΛΛΟΥΡΓΙΑ
ΑΣΠΑΙΤΕ / Τμήμα Εκπ. Μηχανολόγων Μηχανικών Σελίδα 7-3 – 3η Έκδοση -06/2015
• η θερμική κατεργασία (πυροσυσσωμάτωση) του συμπιέσματος σε ελεγχόμενη
ατμόσφαιρα και θερμοκρασία (sintering),
• κατεργασίες αποπεράτωσης (finishing), όταν αυτές απαιτούνται.
Σχήμα 7.1: Αλληλουχία διεργασιών στην κονιομεταλλουργία. (προέλευση: Χρυσολούρης, 2001) Σημειώνεται ότι σε πολλές από τις νεότερες τεχνικές Ρ/Μ η συμπίεση και η
πυροσυσσωμάτωση πραγματοποιούνται σε μία φάση.
7.3 Παραγωγή των κόνεων Οι μεταλλικές σκόνες με την επιθυμητή κοκκομετρία και σχήμα που
χρησιμοποιούνται στην κονιομεταλλουργία παρασκευάζονται με διάφορες χημικές,
φυσικές (μηχανικές) μεθόδους. Η πρώτη ύλη συνήθως είναι συμπαγές υλικό, άλατα,
ορυκτά ή χημικές ενώσεις Οι περισσότερες μεταλλικές σκόνες μπορούν να παραχθούν με
διάφορες μεθόδους και η επιλογή του τρόπου παραγωγής καθορίζεται από τις επιθυμητές
ιδιότητες της σκόνης. Το μέγεθος των σωματιδίων συνήθως κυμαίνεται μεταξύ 0,1-1000
μm. Τα κύρια μεγέθη που περιγράφουν τη μορφή της σκόνης είναι η κοκκομετρία (particle
size), η κατανομή μεγέθους (size distribution) και το σχήμα (shape) των σωματιδίων. Οι
συνηθέστερες μέθοδοι παραγωγής κόνεων είναι οι ακόλουθες.
Χημικές μέθοδοι
Σκόνες Fe, Cu, Μα και W λαμβάνονται με αναγωγή των αντιστοίχων οξειδίων, σκόνες Fe
και Νi με θερμική διάσπαση κάποιας ένωσής τους, σκόνη Τi με αναγωγή από τήγμα
άλατός του. Επίσης, σκόνες Fe, Cu και Be παρασκευάζονται με ηλεκτρόλυση και σκόνες
Νi και Cu με καταβύθιση από διάλυμα.

Δρ. Ν.Μ. Βαξεβανίδης ΕΙΣΑΓΩΓΗ στη ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ 7: ΚΟΝΙΟΜΕΤΑΛΛΟΥΡΓΙΑ
ΑΣΠΑΙΤΕ / Τμήμα Εκπ. Μηχανολόγων Μηχανικών Σελίδα 7-4 – 3η Έκδοση -06/2015
Μηχανικές μέθοδοι
Η πιο διαδεδομένη μηχανική μέθοδος είναι η κονιοποίηση με ψεκασμό τηγμένου μετάλλου.
Κατά τη μέθοδο αυτή το τηγμένο μέταλλο εξαναγκάζεται να διέλθει από ακροφύσιο
μικρής διαμέτρου. Κατά την έξοδο προσβάλλεται από ρεύμα πεπιεσμένου αέρα και
στερεοποιείται σε τεμαχίδια μικρού μεγέθους, συνήθως σφαιρικού σχήματος.
Τυπικές μορφολογίες κόνεων που χρησιμοποιούνται σε εφαρμογές Ρ/Μ
εικονίζονται στα Σχήματα 7.2 (α) και (β).
(α)
(β)
Σχήμα7.2: Μορφολογία κόνεων κονιομεταλλουργίας, (α) σωματίδια σκόνης σιδή-ρου και (β) σωματίδια σκόνης υπερκράματος νικελίου (Udimet 700).

Δρ. Ν.Μ. Βαξεβανίδης ΕΙΣΑΓΩΓΗ στη ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ 7: ΚΟΝΙΟΜΕΤΑΛΛΟΥΡΓΙΑ
ΑΣΠΑΙΤΕ / Τμήμα Εκπ. Μηχανολόγων Μηχανικών Σελίδα 7-5 – 3η Έκδοση -06/2015
7.4 Ανάμιξη Για τη δημιουργία μιας σύνθετης σκόνης, τα επιμέρους συστατικά (απλές σκόνες),
ζυγίζονται για την επίτευξη της σωστής αναλογίας και εν συνεχεία γίνεται η ανάμιξή τους
σε κατάλληλη συσκευή με την προσθήκη λιπαντικού/διαλύτη, ώστε να παραχθεί μία
ομοιογενής σκόνη. Ο διαλύτης/λιπαντικό είναι συνήθως οργανικής φύσης (παραφίνη,
γλυκερίνη κ.α.) και εκτός από την επίτευξη της ομοιογένειας συμβάλλει στη μείωση της
τριβής μεταξύ των σωματιδίων της σκόνης και του εργαλείου μορφοποίησης (έμβολο,
μήτρα κ.λπ.).
7.5 Συμπίεση 7.5.1 Γενικές αρχές
Ο απλούστερος τρόπος συμπίεσης της σκόνης είναι η μονοαξονική στατική
συμπίεση. Το μείγμα συμπιέζεται σε πρέσες (υδραυλικές ή μηχανικές) μέσα σε κατάλληλες
μήτρες για την παραγωγή ομοιογενούς συμπιέσματος (green compact), βλέπε Σχήμα 7.3. Η
συμπίεση πραγματοποιείται σε τρεις κυρίως φάσεις που κάθε μία χαρακτηρίζεται από έναν
ιδιαίτερο μηχανισμό. Αυτές είναι:
Μεταβατική φάση (transitional restacking), κατά την οποία πραγματοποιείται μετακί-
νηση, ανακατάταξη και συμπίεση των κόκκων των κόνεων.
Πλαστική παραμόρφωση των κόκκωνv (plastic deformation).
Ψυχρή κατεργασία με ή χωρίς μοριακή θραύση των κόκκων (cold working with/out
particle fragmentation).
Σχήμα 7.3: Διαδικασία συμπίεσης σκόνης για παραγωγή απλού αντικειμένου

Δρ. Ν.Μ. Βαξεβανίδης ΕΙΣΑΓΩΓΗ στη ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ 7: ΚΟΝΙΟΜΕΤΑΛΛΟΥΡΓΙΑ
ΑΣΠΑΙΤΕ / Τμήμα Εκπ. Μηχανολόγων Μηχανικών Σελίδα 7-6 – 3η Έκδοση -06/2015
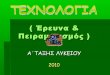
Η σχέση μεταξύ της ασκούμενης πίεσης κατά τη συμπίεση και της πυκνότητας του
συμπιέσματος, που επιτυγχάνεται, παρουσιάζεται στο Σχήμα 7.4 για τις τρεις φάσεις
συμπίεσης.
Στη μεταβατική φάση η συνένωση των κόκκων είναι το αποτέλεσμα της σχετικής
κίνησης των μεταξύ τους και της ανακατάταξής τους. Η κίνηση των κόκκων ελέγχεται από
φαινόμενα εσωτερικής τριβής μεταξύ των μορίων. Η μεταβατική φάση τελειώνει όταν η
ασκούμενη εξωτερική πίεση (φορτίο πρέσας) αποκτήσει μία τιμή, ώστε οι τάσεις που
αναπτύσσονται από το σχηματισμό στερεών δεσμών μεταξύ των μορίων και η εσωτερική
τριβή επιβραδύνουν τη σχετική κίνηση των κόκκων και προκαλούν τη γεωμετρική τους
συμπίεση.
Σχήμα 7.4: Τυπικό διάγραμμα πυκνότητας συμπιέσματος- πίεσης εμβόλου κατά τη
μονοαξονική συμπίεση σκόνης - φάση 1: μεταβατική φάση, φάση 2: πλαστική παραμόρφωση κόκκων και φάση 3: ψυχρή κατεργασία με ή χωρίς μοριακή θραύση.
(προέλευση: Μάμαλης, 2000)
Τη μεταβατική φάση ακολουθεί μία φάση συμπίεσης, κατά την οποία οι κόκκοι
παραμορφώνονται πλαστικά, συμφύονται και η επιφάνεια επαφής αυξάνει Με τον τρόπο
αυτό ο μεταξύ των κόκκων κενός χώρος, δηλαδή το πορώδες του συμπιέσματος,
ελαττώνεται. Η σχέση μεταξύ πυκνότητας του συμπιέσματος και ασκούμενης πίεσης
περιγράφεται από την εξίσωση Shapiro-Konopicky που έχει την μορφή:
(6.1)

Δρ. Ν.Μ. Βαξεβανίδης ΕΙΣΑΓΩΓΗ στη ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ 7: ΚΟΝΙΟΜΕΤΑΛΛΟΥΡΓΙΑ
ΑΣΠΑΙΤΕ / Τμήμα Εκπ. Μηχανολόγων Μηχανικών Σελίδα 7-7 – 3η Έκδοση -06/2015
όπου: ρ0 = πυκνότητα του αντίστοιχου στερεού υλικού ρ = φαινομένη πυκνότητα του συμπιέσματος p = πίεση συμπίεσης K1, Κ2 : σταθερές
Το τρίτο και τελικό στάδιο της συμπίεσης συνήθως αποδίδεται σε ψυχρή
κατεργασία των κόκκωνv ή/και μοριακή φθορά.
Η επίτευξη μικρού πορώδους δεν εξαρτάται μόνο από το επιβαλλόμενο φορτίο,
αλλά και από την ίση κατανομή των διατμητικών τάσεων μέσα σε όλο το συμπίεσμα.
Γενικά, το συμπίεσμα χαρακτηρίζεται από έντονη ανισοτροπία σε ό,τι αφορά το πορώδες
και τις μηχανικές του ιδιότητες, λόγω της ανομοιόμορφης κατανομής της πίεσης. Στην
απλούστερη περίπτωση της μονοαξονικής συμπίεσης η κατανομή της πίεσης εντός του
συμπιέσματος μπορεί να υπολογισθεί με γνωστές μεθόδους ανάλυσης των κατεργασιών
(slab analysis). Στην περίπτωση αυτή, βλέπε Σχήμα 7.5, αποδεικνύεται ότι η πίεση δίδεται
από την εξίσωση:
(6.2) όπου: p0 = πίεση συμπίεσης μ = συντελεστής τριβής k = παράμετρος, χαρακτηριστική της τριβής μεταξύ των κόκκων
Σχήμα 7.5: Κατανομή της πίεσης εντός του συμπιέσματος κατά την αξονική
συμπίεσης σκόνης. (προέλευση: Kalpakjian and Schmid, 2003)

Δρ. Ν.Μ. Βαξεβανίδης ΕΙΣΑΓΩΓΗ στη ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ 7: ΚΟΝΙΟΜΕΤΑΛΛΟΥΡΓΙΑ
ΑΣΠΑΙΤΕ / Τμήμα Εκπ. Μηχανολόγων Μηχανικών Σελίδα 7-8 – 3η Έκδοση -06/2015
Οι πλέον διαδεδομένες μέθοδοι συμπίεσης αφορούν συμπίεση σε μεταλλικές
άκαμπτες μήτρες με ειδικές μηχανικές ή υδραυλικές πρέσες. Η πυκνότητα του συμπιέσμα-
τος φθάνει μέχρι 90% της πυκνότητας του στερεού υλικού. 7.5.2 Τεχνικές συμπίεσης
Η απλούστερη μέθοδος συμπίεσης είναι η μονοαξονική συμπίεση, βλέπε Σχήμα
7.5. Η σκόνη διοχετεύεται και συμπιέζεται μέσα σε κατάλληλο μεταλλικό άκαμπτο
καλούπι (μήτρα) σε πρέσα και το έτοιμο προϊόν απομακρύνεται (εξολκεύεται) μέσω
ειδικού μηχανισμού (εμβόλου). Η ασκούμενη από το έμβολο της πρέσας πίεση κυμαίνεται
μεταξύ 70 ΜPa για κράματα αλουμινίου και 8000 ΜPa για σιδηρούχα κράματα υψηλής
πυκνότητας. Για την συμπίεση χρησιμοποιούνται, γενικά, μηχανικές πρέσες ονομαστικής
ικανότητας 200-300 tons παρόλο που στις περισσότερες περιπτώσεις πίεση 100 tons είναι
υπεραρκετή. Μια τυπική μηχανική πρέσα που χρησιμοποιείται για παραγωγή προϊόντων
κονιομεταλλουργίας εικονίζεται στο Σχήμα 7.6.
Σχήμα 7.6: Τυπική πρέσα κονιομεταλλουργίας. Το κύριο μειονέκτημα της μονοαξονικής συμπίεσης είναι η μεγάλη ανομοιομορφία
στην πυκνότητα του συμπιέσματος που οδηγεί σε ανομοιογένεια των μηχανικών ιδιοτήτων

Δρ. Ν.Μ. Βαξεβανίδης ΕΙΣΑΓΩΓΗ στη ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ 7: ΚΟΝΙΟΜΕΤΑΛΛΟΥΡΓΙΑ
ΑΣΠΑΙΤΕ / Τμήμα Εκπ. Μηχανολόγων Μηχανικών Σελίδα 7-9 – 3η Έκδοση -06/2015
του τελικού προϊόντος. Για την επίτευξη ομοιόμορφης συμπίεσης η σκόνη υπόκειται σε
υδροστατική πίεση αντί για μονοαξονική και η αντίστοιχη μέθοδος είναι γνωστή ως
ισοστατική συμπίεση (isostatic pressing). Οι δύο παραλλαγές της μεθόδου είναι η ψυχρή
ισοστατική συμπίεση (cοld isostatic pressing/CIP), όπου n πίεση εφαρμόζεται σε
θερμοκρασία περιβάλλοντος και η θερμή ισοστατική συμπίεση (hot isostatic pressing/HIP),
όπου η πίεση εφαρμόζεται σε μεγαλύτερες θερμοκρασίες.
Στη μέθοδο CIP η σκόνη τοποθετείται μέσα σε μια εύκαμπτη μήτρα που περιβάλει
έναν σταθερό πυρήνα/ράβδο, το συγκρότημα τοποθετείται μέσα σε θάλαμο υψηλής
πίεσης και έρχεται σε άμεση επαφή με το ρευστό συμπίεσης (συνήθως νερό) που ασκεί
ισοστατική πίεση στο συγκρότημα. Η συνήθης πίεση που ασκείται είναι της τάξης των 400
ΜPa. Η αρχή της μεθόδου CIP εικονίζεται στο Σχήμα 7.7.
Σχήμα 7.7: Αρχή της μεθόδου CIP. (προέλευση: German, 1996)
Στη μέθοδο HIP, βλέπε Σχήμα 7.8, η μήτρα κατασκευάζεται συνήθως από
πυρίμαχο μέταλλο και το μέσο άσκησης της (υδροστατικής) πίεσης είναι συνήθως αδρανές
αέριο υψηλής καθαρότητας. Η μήτρα τοποθετείται σε θάλαμο υψηλής πίεσης που
λειτουργεί και ως φούρνος. Οι συνήθεις συνθήκες στην τεχνική HIP είναι πίεση της τάξης
των 100 ΜPa και θερμοκρασία 1100 OC παρόλο που σήμερα εφαρμόζονται υψηλότερες
θερμοκρασία και πίεση. Η διάρκεια του κύκλου θέρμανση-πίεση-διατήρηση υψηλής
θερμοκρασίας -αποσυμπίεση-ψύξη εξαρτάται από το μέγεθος του προϊόντος, το υλικό και
την πίεση και τυπικά κυμαίνεται μεταξύ 2-6 h. Με την ταυτόχρονη υλοποίηση συμπίεσης

Δρ. Ν.Μ. Βαξεβανίδης ΕΙΣΑΓΩΓΗ στη ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ 7: ΚΟΝΙΟΜΕΤΑΛΛΟΥΡΓΙΑ
ΑΣΠΑΙΤΕ / Τμήμα Εκπ. Μηχανολόγων Μηχανικών Σελίδα 7-10 – 3η Έκδοση -06/2015
και πυροσυσσωμάτωσης (βλέπε επόμενη ενότητα) επιτυγχάνεται 100% πυκνότητα του
συμπιέσματος και απολύτως ομοιόμορφη μεταλλουργική δομή ενώ εξαλείφεται πλήρως το
εσωτερικό πορώδες.
Η τεχνική HIP χαρακτηρίζεται από υψηλό κόστος αρχικής επένδυσης (εξοπλισμός)
και λειτουργίας και εφαρμόζεται συνήθως για παραγωγή κρίσιμων εξαρτημάτων από
υπερκράματα και κράματα τιτανίου για την αεροπορική βιομηχανία. Οι μέγιστες
διαστάσεις των εξαρτημάτων που παράγονται με την τεχνική αυτή εξαρτώνται από τον
διαθέσιμο εξοπλισμό και προς το παρόν περιορίζονται σε Φ 1,5 m x 2,5 m.
Σχήμα 7.8: Αρχή της μεθόδου ΗIP. (προέλευση: German, 1996)
7.6 Πυροσυσσωμάτωση
Η πυροσυσσωμάτωση είναι η διεργασία θέρμανσης (έψησης) του συμπιέσματος σε
φούρνους ελεγχόμενης ατμόσφαιρας και θερμοκρασίας με σκοπό τη μείωση του πορώδους
και τη βελτίωση των μηχανικών ιδιοτήτων.
Κατά την πυροσυσσωμάτωση, οι αρχικές εξωτερικές επιφάνειες των κόκκων της
μεταλλικής σκόνης εξαλείφονται και το σύστημα οδηγείται σε μείωση της ελεύθερης
ενέργειάς του. Αυτό επιτυγχάνεται με ανακατανομή των ατόμων στο συμπίεσμα, μέσω
φαινομένων διάχυσης, και με μείωση του αριθμού και του μεγέθους των πόρων του.
Συνήθως, ξεκινώντας από σκόνες με διάμετρο 1 μm, το προϊόν της πυροσυσσωμάτωσης
μπορεί να έχει τελικό μέγεθος κόκκων από 10 μm έως 100μm. Μετά την πυροσυσσωμά-
τωση, το συμπίεσμα έχει συρρικνωθεί, διατηρεί όμως το σχήμα του.
Η θερμοκρασία πυροσυσσωμάτωσης συνήθως κυμαίνεται μεταξύ 0,7-0,9 της
θερμοκρασίας τήξης της σκόνης. Ο χρόνος έψησης κυμαίνεται μεταξύ ενός ελαχίστου 10

Δρ. Ν.Μ. Βαξεβανίδης ΕΙΣΑΓΩΓΗ στη ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ 7: ΚΟΝΙΟΜΕΤΑΛΛΟΥΡΓΙΑ
ΑΣΠΑΙΤΕ / Τμήμα Εκπ. Μηχανολόγων Μηχανικών Σελίδα 7-11 – 3η Έκδοση -06/2015
min για κράματα σιδήρου και χαλκού και ενός μεγίστου 8 ωρών για κράματα βολφραμίου
ή τανταλίου. Στον Πίνακα 7.1 παρουσιάζονται συγκεντρωτικά η θερμοκρασία πυροσυσ-
σωμάτωσης και ο χρόνος έψησης για τα κυριότερα υλικά κονιομεταλλουργίας.
Πίνακας 7.1: Θερμοκρασία πυροσυσσωμάτωσης και χρόνος έψησης για τα κυριότερα υλικά κονιομεταλλουργίας.
Ο μηχανισμός της πυροσυσσωμάτωσης είναι πολύπλοκος και εξαρτάται από τη
σύσταση της μεταλλικής σκόνης και από τις παραμέτρους της διεργασίας. Ο κυρίαρχος
μηχανισμός για τη συνένωση των σωματιδίων και την μείωση του πορώδους είναι η
διάχυση, δηλαδή μηχανισμός σύνδεσης στερεάς κατάστασης, βλέπε Σχήμα 7.9(α). Εξ΄
αιτίας της διάχυσης η αντοχή, η ολκιμότητα και η πυκνότητα του συμπιέσματος
αυξάνονται. Ταυτόχρονα παρουσιάζεται συστολή του συμπιέσματος, η οποία θα πρέπει να
ληφθεί υπόψη, όπως και στη χύτευση, κατά τη σχεδιομελέτη καλουπιών και εργαλείων.
Ένας άλλος μηχανισμός πυροσυσσωμάτωσης στηρίζεται στη μεταφορά ατμοποιη-
μένης φάσης, βλέπε Σχήμα 7.9(β). Συμβαίνει κυρίως όταν η σκόνη περιέχει σωματίδια
διαφορετικών μετάλλων και συνδέεται με μερική τήξη, στα όρια των κόκκων, του υλικού
με το χαμηλότερο σημείο τήξης. Τυπικό παράδειγμα αποτελεί η τήξη του συνδετικού
υλικού (κοβάλτιο) κατά την πυροσυσσωμάτωση καρβιδίου του βολφραμίου για την
παραγωγή κοπτικών εργαλείων από σκληρομέταλλα.
Γενικά, με την πυροσυσσωμάτωση αναπτύσσονται ισχυροί μεταλλουργικοί δεσμοί
ανάμεσα στους κόκκους της σκόνης και, ταυτόχρονα, αυξάνεται ελαφρά η φαινομένη
πυκνότητα, ώστε να προκύψουν οι επιθυμητές φυσικές και μηχανικές ιδιότητες του
συμπιέσματος. Ένα σημαντικό στάδιο στην πυροσυσσωμάτωση είναι η αποκήρωση ή το
"κάψιμο" (αποβολή) του λιπαντικού. Αυτό συμβαίνει σε μία χαμηλότερη θερμοκρασία και
προηγείται της κύριας φάσης της πυροσυσσωμάτωσης.

Δρ. Ν.Μ. Βαξεβανίδης ΕΙΣΑΓΩΓΗ στη ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ 7: ΚΟΝΙΟΜΕΤΑΛΛΟΥΡΓΙΑ
ΑΣΠΑΙΤΕ / Τμήμα Εκπ. Μηχανολόγων Μηχανικών Σελίδα 7-12 – 3η Έκδοση -06/2015
(α) (β)
Σχήμα 7.9: Μηχανισμοί κατά την πυροσυσσωμάτωση, (α) μηχανισμός σύνδεσης στερεάς κατάστασης και (β) μηχανισμός σύνδεσης υγρής κατάστασης.
(προέλευση: Kalpakjian and Schmid, 2003)
7. 7 Αποπεράτωση Για πολλά προϊόντα κονιομεταλλουργίας υπάρχουν απαιτήσεις υψηλής διαστατικής
ακρίβειας. Τότε, με δεδομένο ότι η πυροσυσσωμάτωση προκαλεί μεταβολή διαστάσεων
ή/και στρέβλωση, απαιτείται τελική κατεργασίας αποπεράτωσης (λείανση ή αμμοβολή).
Όταν απαιτείται μεγαλύτερη πυκνότητα του προϊόντος σε συνδυασμό με ακρίβεια
διαστάσεων, η πυροσυσσωμάτωση ακολουθείται από ψυχρή κατεργασία σε πρέσσα,
γνωστή ως ανασυμπίεση ή τύπωση.
Στα αυτολιπαινόμενα έδρανα ολίσθησης εκτελείται μετά την πυροσυσσωμάτωση ο
λεγόμενος εμποτισμός για τη βελτίωση της αντιτριβικής συμπεριφοράς τους. Με τον
εμποτισμό γεμίζουν με λιπαντικό οι πόροι του εδράνου. Ο εμποτισμός επιτυγχάνεται με
εμβάπτιση των τεμαχίων σε δοχείο με θερμό λιπαντικό έλαιο.
Τα προϊόντα της κονιομεταλλουργίας υφίστανται επίσης τυπικές κατεργασίες κοπής
για τη δημιουργία λεπτομερειών (διάνοιξη και σπειροτόμηση οπών, κατασκευή εγκοπών
κ.α.) και επικαλύψεις για τη βελτίωση των επιφανειακών χαρακτηριστικών ή/και της
εμφάνισης.
Ως κατεργασία αποπεράτωσης λογίζεται και η λεγόμενη κονιοσφυρηλάτηση. Μετά
τη συμπίεση και την πυροσυσσωμάτωση, το συμπίεσμα, με φαινομένη πυκνότητα μέχρι 90

Δρ. Ν.Μ. Βαξεβανίδης ΕΙΣΑΓΩΓΗ στη ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ 7: ΚΟΝΙΟΜΕΤΑΛΛΟΥΡΓΙΑ
ΑΣΠΑΙΤΕ / Τμήμα Εκπ. Μηχανολόγων Μηχανικών Σελίδα 7-13 – 3η Έκδοση -06/2015
% της πυκνότητας του στερεού υλικού σφυρηλατείται εν θερμώ σε κλειστή μήτρα. Το
προϊόν που προκύπτει χαρακτηρίζεται από μεγάλη διαστατική ακρίβεια, πυκνότητα που
φθανει την πυκνότητα του στερεού υλικού και μηχανικές ιδιότητες παρόμοιες με αυτές
αντίστοιχου σφυρήλατου από συμπαγές υλικό.
7. 8 Υλικά και σχεδίαση εργαλείων Ρ/Μ Η επιλογή υλικού για τα εργαλεία (μήτρες) και τα έμβολα του εξοπλισμού της
κονιομεταλλουργίας καθορίζεται από το είδος και τις ιδιότητες της σκόνης και το
προγραμματισμένο μέγεθος παραγωγής. Συνήθως χρησιμοποιούνται χάλυβες εργαλείων
που βάφονται σε νερό ή λάδι όπως οι D2 D3 tool steels με σκληρότητα 60-64 HRC. Σε
εφαρμογές υψηλότερων φορτίσεων χρησιμοποιούνται μήτρες από καρβίδιο του
βολφραμίου που ως υλικό χαρακτηρίζεται από μεγάλη σκληρότητα και αντοχή σε φθορά.
Η ακριβής διαστασιολόγηση εμβολών και εργαλείων είναι ουσιώδης παράγων για την
επίτευξη σωστής συμπίεσης αλλά και για το χρόνο ζωής των καλουπιών.
Η σχεδίαση και κατασκευή των εργαλείων της κονιομεταλλουργίας είναι δύσκολη
εργασία και απαιτεί μελέτη και εμπειρία. Πρέπει να αντιμετωπισθούν δύο βασικά
προβλήματα: η ψαθυρότητα του συμπιέσματος και η ανομοιομορφία της ροής του υλικού
εντός της μήτρας σε συνδυασμό με τις αναπτυσσόμενες, σε ορισμένες τουλάχιστον
τεχνικές, υψηλές πιέσεις και θερμοκρασίες. Υπάρχουν ορισμένες βασικές κατευθυντήριες
οδηγίες που πρέπει να λαμβάνονται υπόψη και που συνοψίζονται στα Σχήματα 7.10 και
7.11.
Σχήμα 7.10: Σχεδιαστικές λεπτομέρειες εργαλείου Ρ/Μ.

Δρ. Ν.Μ. Βαξεβανίδης ΕΙΣΑΓΩΓΗ στη ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ 7: ΚΟΝΙΟΜΕΤΑΛΛΟΥΡΓΙΑ
ΑΣΠΑΙΤΕ / Τμήμα Εκπ. Μηχανολόγων Μηχανικών Σελίδα 7-14 – 3η Έκδοση -06/2015
Σχήμα 7.10: Ορθές και εσφαλμένες σχεδιαστικές λεπτομέρειες προϊόντων Ρ/Μ (προέλευση: Kalpakjian and Schmid, 2003)
7. 9 Τεχνοοικονομικά στοιχεία Όπως ήδη αναφέρθηκε, το κύριο πλεονέκτημα της κονιομεταλλουργίας είναι η
δυνατότητα κατασκευής προϊόντων πολύ κοντά στην τελική μορφή με μικρή ή σχεδόν
καμιά κατεργασία αποπεράτωσης (near net-shape manufacturing), με προφανείς συνέπειες
τη μικρή απώλεια πρώτης ύλης και την εξοικονόμηση ενέργειας. Σήμερα, οι τεχνικές Ρ/Μ
είναι ιδιαίτερα ανταγωνιστικές με τη χύτευση, τη σφυρηλάτηση και άλλες κατεργασίες
μορφοποίησης, σ΄ ένα μεγάλο εύρος προϊόντων. Στον Πίνακα 7.2 παρουσιάζονται συνο-
πτικά τα πλεονεκτήματα και μειονεκτήματα της κονιομεταλλουργίας έναντι των
ανταγωνιστικών μεθόδων μορφοποίησης.

Δρ. Ν.Μ. Βαξεβανίδης ΕΙΣΑΓΩΓΗ στη ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ 7: ΚΟΝΙΟΜΕΤΑΛΛΟΥΡΓΙΑ
ΑΣΠΑΙΤΕ / Τμήμα Εκπ. Μηχανολόγων Μηχανικών Σελίδα 7-15 – 3η Έκδοση -06/2015
Πίνακας 7.2: Η κονιομεταλλουργία έναντι των ανταγωνιστικών μεθόδων μορφοποίησης. (προέλευση: Kalpakjian and Schmid, 2003)
Τα κύρια στοιχεία κόστους των προϊόντων Ρ/Μ είναι τα κόστη της μεταλλικής
σκόνης, των καλουπιών συμπίεσης και του εξοπλισμού συμπίεσης και
πυροσυσσωμάτωσης. Δεδομένου του υψηλού αρχικού κόστους του εξοπλισμού, η μέθοδος
της κονιομεταλλουργίας είναι οικονομικά συμφέρουσα όταν εξασφαλίζονται υψηλοί όγκοι
παραγωγής, τυπικά πάνω από 50.000 τεμάχια/έτος. Με τη χρήση αυτοματοποιημένου
εξοπλισμού προϊόντα της κονιομεταλλουργίας είναι ιδιαίτερα ανταγωνιστικά στον κλάδο
της αυτοκινητοβιομηχανίας, όπου οι μεγάλες ποσότητες παραγωγής (εκατομμύρια όμοια
εξαρτήματα) ελαχιστοποιούν και το εργατικό κόστος.
Με τη μέθοδο της κονιομεταλλουργίας παράγονται επίσης αεροπορικά εξαρτήματα
σχετικά μεγάλων διαστάσεων, ακόμη σε μικρούς όγκους παραγωγής. Αυτό συμβαίνει σε
περιπτώσεις απαίτησης ειδικών μηχανικών ιδιοτήτων ή εξαιτίας μεταλ-λουργικών
περιορισμών. Ενδεικτικά αναφέρεται ότι τα υπερκράματα νικελίου λόγω υψηλής
κραμάτωσης δεν επιδέχονται χύτευση και η κονιομεταλλουργία είναι η μόνη τεχνικά
εφαρμόσιμη μέθοδος. Προϊόντα από κράματα βηρυλλίου επίσης, κατασκευάζονται
αποκλειστικά με τεχνικές Ρ/Μ. Ο Πίνακας 7.3 συνοψίζει τα πλεονεκτήματα της
κονιομεταλλουργίας για την παραγωγή συγκεκριμένων εξαρτημάτων της αεροναυπηγικής.

Δρ. Ν.Μ. Βαξεβανίδης ΕΙΣΑΓΩΓΗ στη ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ 7: ΚΟΝΙΟΜΕΤΑΛΛΟΥΡΓΙΑ
ΑΣΠΑΙΤΕ / Τμήμα Εκπ. Μηχανολόγων Μηχανικών Σελίδα 7-16 – 3η Έκδοση -06/2015
Πίνακας 7.3: Κατασκευή αεροπορικών εξαρτημάτων από κράματα τιτανίου με μεθόδους Ρ/Μ αντί σφυρηλάτησης. (προέλευση: Kalpakjian and Schmid, 2001)
7. 10 Μελέτη περιπτώσεων Στη συνέχεια παρουσιάζονται δύο περιπτώσεις εφαρμογής (case study) της
κονιομεταλλουργίας στην κατασκευή εξαρτημάτων μαζικής παραγωγής. Επιπρόσθετα
αναφέρεται ότι στην ιστοσελίδα http://www.mpif.org/design/csindexpage.html
περιέχονται 12 case studies σχεδιομελέτης εξαρτημάτων με τεχνικές κονιομεταλλουργίας.

Δρ. Ν.Μ. Βαξεβανίδης ΕΙΣΑΓΩΓΗ στη ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ 7: ΚΟΝΙΟΜΕΤΑΛΛΟΥΡΓΙΑ
ΑΣΠΑΙΤΕ / Τμήμα Εκπ. Μηχανολόγων Μηχανικών Σελίδα 7-17 – 3η Έκδοση -06/2015
Μελέτη εφαρμογής 1
Αφορά την αντικατάσταση οδοντωτού τροχού αντλίας που κατασκευαζόταν με κοπή από
αντίστοιχο προϊόν Ρ/Μ/. Προκύπτει σημαντικότατη μείωση του κόστους παραγωγής.
(Προέλευση: Dieter, 1991)

Δρ. Ν.Μ. Βαξεβανίδης ΕΙΣΑΓΩΓΗ στη ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ 7: ΚΟΝΙΟΜΕΤΑΛΛΟΥΡΓΙΑ
ΑΣΠΑΙΤΕ / Τμήμα Εκπ. Μηχανολόγων Μηχανικών Σελίδα 7-18 – 3η Έκδοση -06/2015
Μελέτη εφαρμογής 2:Τμήμα εδράνου κινητήρα αυτοκινήτου.

Δρ. Ν.Μ. Βαξεβανίδης ΕΙΣΑΓΩΓΗ στη ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ 7: ΚΟΝΙΟΜΕΤΑΛΛΟΥΡΓΙΑ
ΑΣΠΑΙΤΕ / Τμήμα Εκπ. Μηχανολόγων Μηχανικών Σελίδα 7-19 – 3η Έκδοση -06/2015
ΒΙΒΛΙΟΓΡΑΦΙΑ
• Μάμαλης, Α.Γ., Τεχνολογία των Κατεργασιών των Υλικών: Μη Συμβατικές
Κατεργασίες, εκδ. Άνωση, Αθήνα, 2000.
• Χρυσουλάκης, Γ.Δ. και Παντελής, Δ.Ι., Επιστήμη και Τεχνολογία των Μεταλλικών
Υλικών, Παπασωτηρίου, Αθήνα, 1996.
• Χρυσολούρης, Γ.Μ., Συστήματα Παραγωγής - 1, εκδ. Πανεπ. Πατρών, Πάτρα, 2001.
• ASM Handbook, Vol. 7: Powder Metal Technologies and Applications, ASM
International, 1998.
• Boothroyd, G., Dewhurst, P. and Knight, W.A., Product Design for Manufacture and
Assembly, Marcel Dekker, N. York, 1994.
• Dieter, G.E., Engineering Design – a Materials and Processing Approach, McGraw-
Hill, 2nd ed., N. York, 1991.
• Farag, M.M., Selection of Materials and Manufacturing Processes for Engineering
Design, Prentice-Hall, N. York, 1989.
• Ghosh, A. and Mallik, A.K., Manufacturing Science, EWP, N. Delhi, 1991.
• German, R.M., Powder Metallurgy Science, 2nd ed., MPIF, 1996.
• Kalpakjian, S. and Schmid, S.R., Manufacturing Processes for Engineering Materials,
Prentice Hall, 4th ed., New Jersey, 2003.
• Kalpakjian, S. and Schmid, S.R., Manufacturing Engineering and Technology, Prentice
Hall, 4th ed., New Jersey, 2001.
• Schey, J.A., Introduction to Manufacturing Processes, Mc-Graw Hill, 3rd ed., N. York,
2000.
Προτεινόμενη (προαιρετική) βιβλιογραφία εμβάθυνσης
• ASM Handbook, Vol. 7: Powder Metal Technologies and Applications, ASM
International, 1998.
• Lawley, A., Atomization: The Production of Metal Powders, MPIF, 1992.
• Powder Metallurgy Design Solutions, MPIF, 1999.
• Powder Metallurgy Design Manual, 3rd edition, MPIF, 2000.

Δρ. Ν.Μ. Βαξεβανίδης ΕΙΣΑΓΩΓΗ στη ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ 7: ΚΟΝΙΟΜΕΤΑΛΛΟΥΡΓΙΑ
ΑΣΠΑΙΤΕ / Τμήμα Εκπ. Μηχανολόγων Μηχανικών Σελίδα 7-20 – 3η Έκδοση -06/2015
Πηγές στο Διαδίκτυο (Internet)
Φορέας/ Εταιρεία Δικτυακός τόπος
Metal Powder Industries Federation http://www.mpif.org
European Powder Metallurgy Association http://www.epma.com
GKN Sinter Metals
(Η μεγαλύτερη παγκοσμίως κατασκευάστρια εταιρεία εξαρτημάτων Ρ/Μ)
http://www.gknsintermetals.com
Η ιστοσελίδα http://www.mpif.org/design/valuable.html είναι μια ηλεκτρονική βιβλιοθήκη
με ελεύθερη πρόσβαση. ΣΥΝΙΣΤΑΤΑΙ επίσκεψη και download (PDF αρχεία)
Η ιστοσελίδα http://www.mpif.org/design/csindexpage.html περιέχει 12 case studies
σχεδιομελέτης εξαρτημάτων με τεχνικές κονιομεταλλουργίας.