Embed Size (px)
Citation preview

1
Р Е З Ю М Е
НА ПРЕДЛОЖЕНИТЕ ПУБЛИКАЦИИ, ИЗВЪН МОНОГРАФИЯТА, ПО КОНКУРСА ЗА
ПРИДОБИВАНЕ НА АКАДЕМИЧНА ДЛЪЖНОСТ „ПРОФЕСОР”
от доц. д-р инж. МАРА КРУМОВА КАНДЕВА-ИВАНОВА
ВЪВЕДЕНИЕ
Трибологията е фундаментална интердисциплинарна наука и технология за контактните взаимодействия в техническите системи. Понятието „контактни взаимодействия” (трибологични взаимодействия) обединява в единство всички структури, явления и процеси в зоната на допиране при релативното движение на телата, независимо от тяхното естество – физични, механични, химични, електрически, термодинамични, акустични, технологични. Тези взаимодействия протичат в област със специфични структури, характеристики и състояния, наречена „контакт”.
Контактите не могат да съществуват като самостоятелни физически обекти без присъствието на контактуващите тела, но имат решаващо значение за функционалните характеристики на системите. Елементарната трибосистема в трибологията се състои от тяло, противотяло и контакт между тях.
Базовите феномени и процеси в трибосистемите са триенето, износването и мазането, които определят експлоатационните характеристики и ресурса на детайлите, механизмите и машините като цяло.Триенето в значителна степен е свързано с енергетичните загуби, поглъщайки 30-40% от произведената в света енергия. Износването, като съпътстващ процес на триенето, води до загуба на материални и човешки ресурси. То е причина за излизане от експлоатация на повече от 80% от детайлите и машините. Смазочните материали като трибологични елементи в трибосистемите се внасят в контактната зона между детайлите на триещите се съединения с цел да се съхранят и/или удължат енергетичните, веществени и функционални ресурси и експлоатационни характеристики. По такъв начин смазочните материали, с необходимите си качества като технология и действие, се явяват своеобразен конструктивен елемент в състава на триещите се възли и системи в машините.
Установено е, че оползотворяването на постиженията на съвременната трибология позволява многократно да се намалят загубите от триене и износване в машините, което би довело до икономически ефект в границитеот 2 до 4% от националния доход на развитите страни в света.
Технико-икономическите и екологични аспекти на трибологията произтичат от обстоятелството, че видът и характерът на контактните взаимодействия – триене, износване, контактна проводимост освен, че лимитират около 90% от работоспособността и надеждността на машините, водят до замърсяване на околната среда с топлинни, акустични, твърди, течни и газови токсични емисии.
Понастящем в трибологията се очертават 3 основни подхода в решаване на проблемите с триенето и износването.
Първият подход е свързан с разработване на материали и технологии за повишаване на твърдостта на контактните повърхнини. При увеличаване на твърдостта на повърхностните слоеве се намалява взаимното проникване на грапавините от повърхнината на тялото в повърхнината на противотялото, при което намаляват пластичните деформации и окислителните процеси, а също и

2
действието на абразивни частици, продукти на износването. Тук се изхожда от презумцията, че високата износоустойчивост и съответно ресурс на детайлите е в пряка зависимост от твърдостта на повърхностните слоеве.
Разработени са многобройни методи и технологии за повишаване твърдостта на повърхностните слоеве и покрития. С този подход са решени много въпроси, свързани с повишаване ресурса и надеждността на контактните съединения в машините.
С увеличаване на натоварването и скоростта на движение в съвременните машини се влошават условията на смазване на детайлите. Повишените изисквания към кпд налагат използване на специални смазочни материали и течности, като в много от случаите и вода в качеството й на смазочен материал. В такива случаи методите за увеличаване на износоустойчивостта чрез повишаване на твърдостта на материала престават да бъдат оправдани. Както е известно, при сухо и гранично триене, което почти винаги присъства в експоатацията на контактните съединения, фактическата контактна площ представлява много малка част от номиналната площ (0,1 до 0,001 част) и намалява с повишаване на твърдостта. Голяма част от контактната площ остава неизползвана при работа на трибосистемата. Едновременно с това, в резултат на дискретността на контакта с увеличаване на натоварването при висока твърдост в микроконтактите възникват относителни налягания, при които настъпват пластични деформации. За да се намалят тези налягания е необходимо да се увеличи номиналната опорна повърхнина, а това влиза в противоречие с целта на конструкторите за минимално тегло на конструкцията и коравина. При увеличаване на номиналната повърхност е необходимо да се гарантира непрекъснатост на граничния маслен слой при деформации.
Вторият подход за повишаване на надеждността на машините чрез намаляване на износването е свързан с усъвършенстване на съществуващи и разработване на нови смазочни материали, гарантиращи ниско триене и износване, избягване на заяждане и задиране на повърхнините в режимите на гринично смазване.
Двата описани подхода са насочени към усъвършенстване качеството на елементите от трибосистемите – твърди и течни тела.
Трибосистемите са открити системи, т.е. обменят енергия и вещество с околната среда. При определени условия в трибосистемите протичат контактни процеси и структури на самоорганизация и триенето намалява до 10 пъти, а износването може да се сведе до нула, т.е липса на износване.
Третият е интердисциплинарният подход към проблема на износването. Накратко казано, този подход се основава на принцип, според който в трибосистемата могат да се създадат такива условия (подбор на материали и режим на работа), при които тя преминава в ново състояние - на минимално триене и износване.
Този принцип се основава на явлението „избирателно пренасяне”. В резултат на самоорганизиращите се контактни взаимодействия при определени условия настъпва избирателно пренасяне на материал в контактната зона и се образуват тънки метални неокисляващи се филми с дебелина от 100 nm до 2 – 3 микрона, които разделят триещите се повърхнини на детайлите и създава условия за свръхниско триене и износване. Самото триене като явление създава този защитен, наречен още „сервовитен“ (сервовит=живот) филм. Процесът на образуване на такъв филм при избирателно пренасяне, неговият състав, структура, физико-механични свойства и динамика в процеса на триене - всичко това се осъществява само при точно определени специфични условия - тангенциални и пластични деформации, относителни натоварвания, скорости и контактна температура, състав и свойства на смазочния материал.

3
Интердисциплинарният подход издига като приоритет креативната функция на контакта като функционален елемент в трибосистемата, неговите възможности да самоорганизира поведението на трибосистемата в ниско ентропийно състояние.
Изследванията, на които е посветено настоящото резюме, имат отношение и към трите подхода в трибологията за повишаване ресурса и надеждността на техническите контактни системи.
1. Методики и устройства за изследване на трибологични характеристики на контактни системи
Специфична особеност на трибологичните взаимодействия е тяхната силна зависимост от влаимното влияние на редица фактори, в т.ч. и от методите и устройствата за изследване.
Съществуващите стандартизирани методи и устройства за изпитване на трибосистеми са ориентирани към конкретни обекти и области на използване на тези обекти. В тях са строго регламентирани условията на функциониране на трибосистемата и техният брой е значително ограничен. Сравняването на резултатите, получени от различни автори с различни методики и триботестери, е много трудно и в някои случаи невъзможно [Б.32].
В настоящата работа се представят разработени методики и устройства за изследване на трибосистеми в различни условия, като някои от тях са съобразени с изискванията на действащите стандарти, но предлагат и провеждането на уникални експерименти.
В НПЛ „Трибология” са разработени следните методики и устройства за изследване характеристиките на трибологичните взаимодействия.
1.1. Устройство и методика за изследване на статично триене, [Б.8, Б.10, Б.18, Б.28]
Образецът 1 се закрепва в леглото на държач 3 и се задава равномерно разпределено нормално натоварване Р с помощта на тежестите 4. При нулирана скала на динамометъра 6 чрез бавно движение на микрометричен винт (скорост 10 µm/s) плавно се задава тангенциална сила F върху образеца 1, приложена в близост до контакта. Стойността на силата F се измерва по показанието на динамометъра 6 (фиг.1.)
Фиг.1.Схема на устройство за изследване Фиг.2. Универсална крива на изменението на силата на статично триене на триене от тангенциалното преместване

4
Граничната стойност Fo на силата F, при която образецът 1 преминава в от състояние на покой във видимо движение, представлява статичната (стартова) сила на триене, определена от условието за равновесие на контактната система, т.е.:
oo FTT max
Статичният и динамичен коефициенти на триене определят от закона на Леонардо-Амонтон:
P
Too и
P
T
а скокът на коефициента на триене се получава съответно: o
Разработената методика за измерване на силата на триене има пряко отношение към теоретично изследване за влиянието на характера на разпределение на контактното налягане върху големината и местоположението на интегралната сила на триене [Б.49]. Получени са формули за големината и местоположението на интегралната сила на триене и за редуцирания коефициент на триене при стартов и динамичен режим в трибосистема „петов лагер” при три
случая на разпределение на контактното налягане – равномерно, линейно и хиперболично.
1.2. Методика за изследване характеристиките на износването
Методиката се състои в измерване на масовото и/или линейно износване на изпитвания образец след определен път на триене (цикли, време на триене) при зададени постоянни режими на триене: натоварване, скорост на плъзгане, вибрации и т.н., след което се пресмятат следните характеристики:
скорост на масовото/линейното износване – износването за единица време, mg/min; µm/min;
интензивност на масовото/линейното износване – износване за единица път на триене, mg/m; µm/m;
специфична интензивност на износване – износване за единица път на единица номинална площ на триене, mg/m3; µm/m3;
износоустойчивост – изминат път на триене (ресурс) за който настъпва единица износване (масово/линейно). Опеделя се като рециплочна стойност на интензивността на износване.
относителна износоустойчивост – безрезмерно число, което представлява отношение на износоустойчивостта на изпитвания образец и износоустойчивостта на образец приет за еталон. В трибологията няма универсален еталон.
Методиката е универсална и позволява да се изследват характеристиките и динамиката на износването при стендове с различни кинематични схеми на движение: палец-диск; палец-цилиндър; възвратно-постъпателно движение, без и с наличие на удари и вибрации, сухо абразивно триене, гранично триене при смазване с различни смазочни материали и корозионни течности, ерозийно и хидроабразивно триене.
На фигури 3, 4 и 5 са представени схеми на триботестери «Палец-диск», «Палец-цилиндър» и «Диск-абразивна ролка».

5
Фиг. 3. Схема на триботестер «Палец-диск»
Фиг. 4. Схема на триботестер «Палец-цилиндър»
Фиг.5. Схема на триботестер «Диск-абразивна ролка»

6
1.3. Устройство за изследване на виброабразивно износване [Б.27, Б.77, Б.83, Б.84]
Фиг.6. Функционална схема на триботестер за виброабразивно износване: 1 - електродвигател; 2 - цилиндър; 3 - образец с покритие; 4 - натоварваща глава; 5 - абразивна повърхнина; 6 - неподвижна рейка; 7 - зъбен пръстен; 8 - механизъм за закрепване на образеца; 9 - вибрираща рамка; 10,11 - фиксиращ застопоряващ механизъм; 12,13 - тежести и натоварващ механизъм; 14 - вибратор; 15 - носеща конструкция на вибратора; 16 - двигателен механизъм на вибратора; 17 - бутон за включване и изключване на вибратора; 18 -регулатор на параметрите на вибрациите.
Изследваният образец 3 (палец) контактува чрез челната си повърхнина с абразивната
повърхнина 5 на противотялото, което представлява хоризонтален цилиндър 2. Образецът е закрепен в държач към натоварваща глава 4 посредством еластична връзка, която позволява самонагаждане на образеца спрямо повърхнината 5. Натоварващата глава 4 чрез хоризонтален зъбен пръстен 7 се зацепва с неподвижна рейка 6, разположена успоредно на образувателната на цилиндъра 2.
Образецът 3 е захванат за вибриращата рамка 9, свързана с вибратора 14, който създава вибрационни движения в направление перпендикулярно на вектора на скоростта на плъзгане. Вибраторът 14 е монтиран на носеща конструкция 15, в която се движи транслационно едновременно с вибриращата рамка 8, натоварващата глава 4 и образеца 3 по образувателната на цилиндъра.
Повърхнината с твърдо закрепен абразив се моделира с импрегниран корунд с определена твърдост и едрина на зърната, който е закрепен неподвижно за повърхнината на цилиндъра 2.
Измерването на параметрите на вибрациите – вибрационно преместване [mm], вибрационна скорост [mm/s] и вибрационно ускорение [mm/s2] се извършва с виброметър PCR-VТ 204.

7
а) b)
Фиг. 7. а) Виброметър PCЕ-VТ 204 за измерване параметрите на вибрациите; b) компонентни на вибрационната скорост по трите оси x, y, z
Стойности на компонентите на вибрационната скорост
1.4. Устройство за изследване на износването в режим на гранично триене при възвратно-постъпателно движение [Б.84]
Функционалната схема на устройството е представена на фиг. 8. Контактната система се осъществява между вертикален цилиндричен образец 10 и хоризонтална неподвижен образец 9.
Въртящият момент от електродвигателя 1 чрез съединителя 2 се предава на червячен редуктор 3. За изходния вал 4 на редуктора 3 е закрепен диск 5, за който е монтиран коляно-мотовилков механизъм. Към мотовилката 6 шарнирно е закрепена количката 7, която предава възвратно-постъпателно движение на шейната (плъзгача) 8. Благодарение на количката, шарнирното съединение и цилиндричната форма на направляващия прът се постига устойчивост на двупосочното движение на шейната – самонагаждане на образците, намаляване на триенето и вибрациите. В шейната 8 се закрепва неподвижно долния образец 9 (противотялото), който представлява пластина с дължина 116 mm, ширина 43 mm и дебелина 7 mm.
Цилиндричният образец 10 се закрепва в държач и има размери: диаметър 7 mm и дължина 28 mm. Контактното напречно сечение на образеца 9 има форма на пръстен с размери – външен диаметър 3,5 mm и вътрешен диаметър 2,5 mm. Конструктивно е оформена цилиндрична камера с дълбочина 3 mm с цел да се осигури присъствие на смазка в контакта за да се избегне задиране при гранично триене. Контактната система е затворена в камера 15.
Тарираровка на
регулатора
1 5 7 9 10
wz mm/s 3 6 9 16 20
wx mm/s 0,2 0,35 0,8 3,8 5
wy mm/s 0,4 0,6 0,9 3,8 4,4
w, mm/s 3 6,04 9,08 16,87 21,08

8
Нормалното натоварване се задава чрез лостова система, която включва динамометрична греда 11 с отношение на раменните лостове 1:3,2 и еталонни тежести 12.
Фиг. 8. Схема на триботестер за изследване на износването при възвратно-постъпателно движение
Фиг. 9. Снимка на триботестер за изследване на износването при възвратно-постъпателно движение
Индикаторът за преместване 13 позволява измерване на изменението на височината на образеца в процеса на триене, т.е. линейното износване или дебелината на металоплакиращия филм с точност до 1 µm.
Максималното нтоварване на устройството е 160 N. Дължината на хода на шейната е 73 mm при скорост на плъзгане 56 хода/минута или v=6,8 cm/s.
При смазване на контакта с масло последното се подава близо до контактната площадка от система 14 капково смазване.

9
1.5. Устройство за изследване на ерозийното износване на повърхнини от въздушно-абразивна струя [Б.47, Б.50, Б.83, Б.84]
Фиг. 10. Функционална схема на устройство за изследване и изпитване на повърхностни слоеве при взаимодействието им с въздушно-абразивна струя
Предназначението на устройството е да формира двуфазна струя с определени параметри, по-
конкретно въздушна струя, носеща абразивни частици, като независимо се задават параметрите на два самостоятелни стационарни потока – въздушен и абразивен.
Стационарният, свободно падащ абразивен поток, се образува с помощта на три камери: захранваща камера 1, която се запълва с работния абразивен материал; стабилизираща камера 2, запълнена със същия вид абразив и работна камера 3, която е предназначена за ускоряване абразивните частици и смесване на въздушния и абразивния поток.
Въздушният поток се формира последователно от източник на сгъстен въздух 4; пневмо-подготвяща група (ППГ), съдържаща филтър и утаител за пречистване на въздуха от механични частици, влага и маслени пари; превключвател 5 и регулатор на налягане 6 за захранване и стабилизиране на зададеното въздушно налягане P в камера 7. Налягането P се измерва по скалата на манометъра 8, включен към камера 7.
Работната двуфазна струя, като краен продукт от смесването, се формира на изхода на работната камера 3.

10
1.6. Устройство за изследване на хидроабразивно износване на твърди повърхини [Б.55, Б.84]
Фиг. 11. Функционална схема на устройство за изследване и изпитване на повърхностни слоеве при взаимодействието им с водно-абразивна струя
Образецът 1 от изпитвания материал е закрепен неподвижно в камера 2 и се обтича с двуфазна водна струя, съдържаща абразивни частици, изтичаща от изходна дюза 3. Повърхнината на образеца 1 се позиционира в държач перпендикулярно на оста на дюзата 3 (α = 90о) на разстояние от изходящата дюза 15 mm.
Двуфазната струя постъпва в тръбопровода 6 от смукателя 5 на водната смукателна помпа 4. Формирането на двуфазната смес „вода-абразивни частици” се осъществява в смесителната камера 7, запълнена с вода до определено ниво.
Абразивният материал (кварцов пясък, корунд и т.н.) от бункера 8 преминава през дозатора 9 и изтича гравитационно в камера 7. Дебитът на абразива се регулира чрез подходящ диаметър на изходящата дюза на дозатора 9, с предварително тариране.
Дозаторът 9 поддържа постоянно ниво на абразивния материал, което гарантира постоянния му дебит (скорост на изтичане).
Хомогенизирането на двуфазната смес „вода-абразив” се осъществява с помощта на пневматичен струен барбуратор 10, разположен на дъното на камерата. Барбураторът 10 представлява тръба с малки отвори, през които изтичат вертикални въздушни струи с висока скорост. Струите турбулизират водната среда като предотвратяват седиментацията на абразивните частици. Барбураторът 10 се захранва с въздух от компресора К с налягане, което се регулира от пневмо-подготвяща група, разположена на изхода на компресора.
2. Трибологични изследвания на нови композитни покрития и материали с микро- и наноразмерни частици
Проведено е компексно изследване на микроструктурата, механичните и трибологични характеристики на следните видове покрития и материали:
композитни покрития, нанесени със свръхзвукова пламъчна струя (HVOF процес), [Б.1, Б.9, Б.27, Б.28, Б.39, Б.40, Б.75, Б.83];

11
химически никелови покрития с наноразмерни частици от диамант, силициев карбид и борен нитрид без и с термообработка, [Б.3, Б.6, Б.8, Б.10, Б.18, Б.36, Б.42, Б.44, Б.47, Б.63, Б.73, Б.83];
галванични никелови и хромови покрития с нанодиамантени частици, [Б.28,Б.58,Б.67];
слоеве от титанов диоксид (TiO2) с наночастици, нанесени по метода Спрей пиролиза [Б.17, Б.45, Б.56, Б.68, Б.71, Б.74];
покрития, нанесени чрез електродъгово наваряване, съдържащи микро- и наночастици [Б.31,Б. 34, Б.41, Б.57, Б.77, Б.16, Б.19, Б.20, Б.25, Б.26, Б.79];
сферографитен чугун, микролегиран с различно съдържание на калай и добавки от наночастици[Б.12, Б.13, Б.14, Б.22, Б.33, Б.44, Б.46, Б.48, Б.50, Б.55, Б.60, Б.62, Б.65];
2.1. Композитни покрития, нанесени със свръхзвукова пламъчна струя (HVOF процес), [Б.1, Б.9, Б.27, Б.28, Б.39, Б.40, Б.75, Б.83]
HVOF (High Velocity Oxy-Fuel) е съвременна триботехнология за получаване на високоизносоустойчиви покрития, които се използват при детайли, контактни съединения и повърхнини на машините, работещи в тежки експоатационни условия - абразия, корозия, ерозия, кавитация, високи динамични натоварвания, удари, вибрации и т.н. в областта на транспорта, минната индустрия, енергетиката, газодобивната и нефтодобивна промишленост, пътните машини и др.
Същността на HVOF технологията за получаване на покрития се състои в ударно контактно взаимодействие между прахови частици, движещи се със свръхзвукова скорост в пламъчна струя, и повърхнината на материала (субстрат), върху която се отлага покритието.
Фиг. 12. Схема на нанасяне на композитни покрития чрез HVOF (High Velocity Oxy-Fuel) технология
Горивото (керосин, ацетилен, пропилен и водород) и кислородът се подават в горивна камера, от където горещият пламък с температура > 3000оC изтича под високо налягане през дюза със свръхзвукова скорост. Праховата композиция се подава аксиално в горивната камера под високо налягане или в дюзата в страната, където налягането е по-ниско (фиг.12).
Праховите композиции, наричани в специализираната литература прахови суперсплави, представляват смеси от частици с микронни размери от различни метали, сплави, керамика, полимерни материали. Частиците, носени от пламъчната струя, преминават в пластично и/или полупластично състояние под формата на частица или капка и след контакт с субстрата се деформират като образуват тънки ламели. При удара си с неравностите частиците-капки се охлаждат, формират адхезионни и кохезионни контактни връзки с базовата повърхнина и помежду си като формират ламинарна структура на композитното покритие.

12
В настоящата работа се представят изследвания на покрития, получени чрез HVOF процес от прахови композиции (таблици 4.2-4.7), които са нанесени върху подложка (субстрат) от един и същи материал – стомана с твърдост 193.6 – 219.5 HV.

13
Влияние на технологичните параметри върху геометричните, физични и механични характеристики на покритията
Изследват се покрития, получени при три режима на пламъчната струя R1, R2 и R3 с параметри, представени в таблица 4.8. Резултатите и зависимости за дебелината и твърдостта на покритията при всеки режим са представени в таблица 4.9 и на графики от фиг. 4.3 – 4.10.

14

15

16

17

18
Физико-механични харастеристики, микроструктура, абразивно и ерозийно износване
При изследване на абразивното износване на HVOF- покрития се изследват 12 вида покрития от суперсплави с химичен състав, представен в таблица 4.12, нанесени по режим R2.
Резултатите за дебелината, пористостта, грапавостта и твърдостта на покритията са представени в таблица 4.13.

19
На фиг. 4.12 е представена микроструктурата на някои от изследваните покрития.

20
Абразивното износване се изследва с триботестер „палец-диск”. Резултатите за масовото износване от пътя на плъзгане са представени в таблица 4.14.
На фигури 4.20 и 4.21 са представени диаграми за скоростта на износване на всички изпитвани покрития при едни и същи условия на триене. На фиг. 4.22 е представена графично зависимостта между скоростта на абразивното износване и твърдостта на покритията.

21

22
Ерозийно износване
Химичният състав на покритията е представен в таблица 4.17, дебелината и твърдостта им – в таблица 4.18, а параметрите на технологичния режим – в таблица 4.19.

23
Резултати за скоростта на масовото износване на всички покрития са представени под формата на диагами на фиг. 4.24 и 4.25.

24

25
Обобщение
HVOF технологията е сложен комплексен процес, който зависи от голям брой параметри, влияещи върху формирането на структурата и свойствата на покритията.
В настоящата работа е оптимизиран технологичния процес чрез промяна три параметъра- съотношение гориво/кислород, скоростта на частици и разстоянието между дюзата и повърхнината. Оптималният технологичен режим (R2) за нанасяне на покритията е определен по критериите - минимална пористост, висока твърдост и минимална грапавост.
Проведено е сравнително изследване на абразивната и ерозийна износоустойчивост на покрития с различни суперсплави, установено е влиянието на предварителната термична обработка на субстрата.
Най-малко абразивно износване от всички покрития показва покритие с волфрамова матрица (WC-12Co), което е повече от 100 пъти по-малко в сравнение с покритие Al2O3-3TiO2. Покритието WC-12Co е комбинация от много твърди карбиди (WC) и пластична кобалтова матрица, и добрата омокряемост на карбидите WC в Co- матрица допринася за висока кохезионната якост на WC-Co в покритието. Пористостта на това покритие е най-ниска в сравнение с пористостта на другите изследвани покрития. Това вероятно се дължи на минималната декарбонизация на волфрамовите карбиди, което е предпоставка за висока плътност и абразивна износоустойчивост на покритието.
Най-малка скорост на износване при ерозия от всички покрития показва покритие с никелова матрица, нанесено върху предварително загрят субстрат (80M60: PHS), тя е приблизително 17 пъти по-малка в сравнение със скоростта на износване на покритие Al2O3-40TiO2: 120.
Анализът на микроструктурата на покритие 80M60: PHS показва отсъствие на микро пукнатини, окиси и неметални включвания. Въпреки че оксидите са с много висока твърдост, те са крехки и неподходящи за ударното въздействие на абразивните частици условия на ерозия. Структурата на образуваните металоиди е хомогенна, наличие на висока адхезия на покритието.
Предварителното загряване на подложката и в двата случая - на абразивно и ерозийно износване, показва двойнствен ефект. В случай на 80M60 покритие, нанесено върху предварително загрят субстрат, скоростта на износване намалява при абразия и ерозия, а в случай на 602Р-6P50W- (WC-12Co) покритие, предварителното загряване на субстрата води до увеличаване на скоростта на износване.
Влиянието на вида материала на подложката (нисковъглеродна стомана и Al-Cu сплав) върху ерозийната износоустойчивост е показана чрез резултати за 80M60 и 80M60:Al покрития. Покритие, нанесено върху Al-Cu сплав (80M60: Al), има по-ниска ерозийна износоустойчивост.
Резултатите за влиянието на разстоянието между дюзата и субстрата (120, 100 и 80 мм) върху ерозийната износоустойчивост на покрития Al2O3-40TiO2 показват, че този фактор съществено влияе върху размера на образуващите се оксиди. По-малкото разстояние води до образуването на оксиди с по-малки размери, поради по-краткото време на контакт на праховите частици с околната атмосферна среда.
Връзката между получени стойности на износването при абразия/ерозия и твърдостта, показа, че най-твърдите покрития (WC-12Co при абразия и 80M60: PHS ерозия)имат най-висока абразивна/ерозийна износоустойчивост. Но от резултатите на други покрития е очевидно, че между абразивната/ерозийна износоустойчивост и твърдостта не съществува еднозначна зависимост. Това потвърждава твърдението, че твърдостта определено не е най-подходящият

26
параметър за прогнозиране на абразивната или ерозийна износоустойчивост на изпитаните HVOF покрития.
2.2. Химически никелови покрития с наноразмерни частици [Б.3, Б.6, Б.8, Б.10, Б.18, Б.36, Б.42, Б.44, Б.47, Б.63, Б.73, Б.83]
Изследват се химически никеловите покрития, получени чрез метода на химическото безтоково отлагане, известно още в литературата като „Electroless Niсkel”.
Химическото отлагане представлява от химична гледна точка редукционен процес, който протича между положително натоварени метални йони Мz+ и отрицателни електрони е:
MezeM ze
където z е валентността на металния йон.
Покритията, получени чрез химическо отлагане, се различават по методите за доставяне на необходимите за редукцията електрони.
При галваничните (електролитни) методи се пропуска електрически ток през разтвора на металната сол (електролит) и металните йони се редуцират на катода (детайла) до съответен метален атом Ме. Катодът отдава, а анодът приема електрони, които се доставят от външен източник – електрически ток.
При химическото никелиране не е необходимо външен източник за доставяне на електрони. Необходимите електрони се получават в резултат на химични реакции, които протичат между разтвора и повърхнината на детайла, на която ще се нанася покритието.
Предварително подготвената повърхност на детайла се потапя в специален разтвор, който съдържа: сол на съответния метал (в случай на никела), редуктор, буферни и други добавки. Протича химична реакция между разтвора и повърхнината на детайла. В резултат на тази реакция металните никелови йони от разтвора приемат определен брой електрони, съответстващ на тяхната валентност, и металните никелови йони преминават в състояние на неутрални атоми (Ме), които постепенно изграждат кристалната решетка на покритието.
2.2.1. Химически никелови покрития с нанодиамантени частици
Изследват се 10 вида покрития – без и с нанодиамантени частици с различни размери - 4, 100, 200, 250 nm. Тези покрития се изпитват без и с термообработка на покритията при 300о С с продължителност 6 часа (таблица 2.2).
Изследва се износването на покритията в условия на триене с абразивна ролка (устройство „диск-абразивна ролка”) и ерозия под действието на въздушна струя, носеща абразивни частици.
Абразивно износване:
Обозначенията на покритията, тяхната дебелина и микротвърдост са представени в таблица 2.2, а резултатите за масовото износване от броя цикли (път на триене) - в таблица 2.6.
На следващите фигури са представени диаграми за влиянието на топлинната обработка абразивната износоустойчивост на на различните покрития, както и връзката между твърдостта и износоустойчивостта.

27

28

29
Ерозийно износване
Параметрите на ерозията на покритията са представени в таблица 2.5, а резултатите за масовото износване и скоростта на износването са представени в таблица 2.8.

30
На фиг.2.15 е представена графично зависимостта на скоростта на ерозията от размера на нанодиамантените частици за покрития без и с термообработка.
Относителната износоустойчивост на покритията е представена в таблица 2.9.

31

32

33
2.2.2. Химически никелови покрития с наночастици от силициев карбид (SiC)
Абразивно износване

34

35

36
2.2.3. Химически никелови покрития с наночастици от борен нитрид (BN)
Абразивно износване

37

38

39
Ерозийно износване

40

41
Обобщение
Изследвани са химически никелови покрития без наночастици и същите покрития с три вида наночастици – диамант, силициев карбид и борен нитрид с една и съща концентрация, но с различни размери. От всеки вид покритие се получени образци без и с термична обработка – 300оС в продължение на 6 часа. Проведени са трибологични изпитания на всички покрития при еднакви условия на триене (натоварване и скорост на плъзгане) на триботестер „диск-абразивна ролка CS10”.
Термична обработка води до повишаване на абразивната и ерозийна износоустойчивост на никелови покрития с диамантени (D) наночастици. Увеличението абразивната износоустойчивост е 1,62 пъти, а ерозийната износоустойчивост - 1,77 пъти в сравнение с износоустойчивостта на същите покрития без топлинна обработка.
Наличието на диамантени наночастици повишава износоустойчивостта на никеловите покрития. Средното нарастване на абразивната износоустойчивост е 2,03 пъти, а на ерозийната износоустойчивост - 1,80 пъти в сравнение с износоустойчивостта на същите покрития без наночастици. Комбинацията от присъствие на диамантени наночастици и топлинна обработка води до най-добър ефект върху абразивната и ерозийна износоустойчивост. Най-общо, с някои изключения, нарастването на размера на нонодиамантените частици води до повишаване на абразивната и ерозийна износоустойчивост.
Общоприето правило е, че покрития с по-висока твърдост имат по-висока абразивна и ерозийна износоустойчивост. В случая това твърдение е в сила, но връзката между абразивното и ерозийно износване и твърдостта на изследваните покрития не е линейна. Ето защо, твърдостта като параметър не може да бъде най-подходящият критерий за оценка на абразивната и ерозийна износоустойчивост на тези покрития.
Никеловите покрития с наночастици от силициев карбид (SiC) показват по-ниска абразивна износоустойчивост в сравнение с покритията с наночастици от диамант (D) и бор нитрид (BN). Термичната обработка повишава абразивната износоустойчивост с приблизително 1,59 пъти, но това увеличение става по-малко при повишаване размера на наночастиците от силициев карбид. При покрития без топлинна обработка наночастиците SiC водят до повишаване на абразивната износоустойчивост приблизително 1,49 пъти. Това увеличение е по-голямо при по-голям размер на наночастиците. Комбинацията от наличие на наночастици силициев карбид и топлинна обработка на тези покрития не е благоприятно по отношение на ерозийната износоустойчивост на покритията. Връзката между износването и твърдостта е повече или по-малко линейна, и както се очаква, абразивното износване обикновено намалява с повишаване на твърдостта.
При покрития с наночастици от борен нитрид (BN) термична обработка повишава абразивната и ерозийна износоустойчивост на никелови покрития съответно с 2,53 и 2,04 пъти, в сравнение със същите покрития, без топлинна обработка. Без топлинна обработка присъствието на наночастици от BN също води до увеличаване на абразивната и ерозийна износоустойчивост на никеловите покрития, но то е по-слабо изразено – съответно 1.78 и 1,30 пъти в сравнение със същите покрития без наночастици. Липсва корелация между износването и твърдостта на изследваните покрития, тъй като изследваните покрития имат близки стойности на твърдостта, докато техните стойности на скоростта на износване се различават значително. От друга страна, връзката между абразивното и ерозийно износване е почти линейна, т.е. те са в добра корелация. Това отново е доказателство, че твърдостта не е най-добрият параметър за прогнозиране на трибологичното поведение на тези покрития.

42
2.3. Сравнително изследване на електролитни покрития с нанодиамантени частици и HVOF-покрития [Б.28,Б.58,Б.67, Б.20]
В настоящото резюме се представят част от резултатите за абразивната износоустойчивост и коефициента на триене на два вида покрития: галванични хромови покрития с нанодиамантените частици и волфрамови карбидни покрития WC-12Co, нанесени чрез HVOF-технология. Трибологичното изследване е проведено при при еднакви режими на триене.
Целта на изследването е да се установят възможности за замяна на неекологичните електролитни покрития в индустрията с покрития, притежаващи близки или по-високи механични и трибологични показатели.
Хромовият електролит има състав: CrO3 – 220 g/l, H2SO4 – 2,2 g/l. Получени са хром-нанодиамантени покрития при три технологични режима чрез изменение на плътността на тока – 45 и 60 A/dm2 и времетраенето на процеса – 35 и 45 минути (таблица 3).
Table 3.Технологични режими за нанасяне на галванични хромови покрития с различна концентрация на нанодиамантени частици.
Режими R1 R2 R3
Плътност на тока,А/dm2 45 45 60
Продължителност,min 35 45 35
При трите режима R1, R2 и R3 се използват нанодиамантени частици с един и същи размер 25
nm и вариране на концентрацията на наночастиците – 0,6 g/l, 10g/l, 15g/l и 20g/l. Нанодиамантените частици се добавят към електролита като водна суспензия. Процесът на отлагане на покритията протича при интензивно разбъркване на електролита. Температурата в електролитната вана е постоянна в граници 52-55оС.
На фиг. 2 е представена микроструктурата на галванично хромово покритие, нанесено при технологичен режим R1 в случай а) без нанодиамантени частици и случай b) с нанодиамантени частици с концентрация 10 g/l.
а) без нанодиамантени частици b) с нанодиамантени частицис размери
25 nm и концентрация 10 g/l.
Figure2: Microstructure of galvanic chromium coating on steel, current density – 45 A/dm2, time of the process – 35 min, x200
На фиг. 3 е представена микроструктурата на покритие WC/Co (88/12), нанесено чрез HVOF.

43
a) Напречно сечение b) Микроструктура х200
Figure 3: Microstructure of WC-12Co HVOF-coating on steel
Получени са резултати за дебелината, твърдостта, масовото износване, износоустойчивостта и коефициента на триене за всички покрития, представени в таблица 6.
Таблица 6: Данни за дебелината, микротвърдостта, износването, износоустойчивостта и
коефициента на триене на изследваните галванични и покритие WC/Co (88/12)
№ Образец Покритие Концентрация
NDDS Дебелина
µm Микро
Твърдост МРа
Износване g
Износоус тойчивост
m/kg
COF
1 0-R1 Cr 0 20÷35 5906 42.2x10-3 1.5x107 0.35
2 1-R1 Cr-(0.6)ND 0,6 g/l 12÷16 8170 89x10-3 0.7x107 0.46
3 2-R1 Cr-(10)ND 10 g/l 6÷23 7907 32.4x10-3 2x107 0.24
4 3-R1 Cr-(15)ND 15 g/l 10÷20 8260 34.3x10-3 1.8x107 0.26
5 4-R1 Cr-(20)ND 20 g/l 13÷17 8401 40.x10-3 1.6x107 0.32
6 0-R2 Cr 0 7÷11 6010 40.4x10-3 1.6x107 0.31
7 1-R2 Cr-(0.6)ND 0.6 g/l 33÷40 8172 72.10-3 0.9x107 0.42
8 2-R2 Cr-(10)ND 10 g/l 23÷38 8196 68.4x10-3 0.9x107 0.40
9 3-R2 Cr-(15)ND 15 g/l 22÷25 8455 53.5x10-3 1.2x107 0.38
10 4-R2 Cr-(20)ND 20 g/l 22÷26 8613 44.4x10-3 1.4x107 0.36
11 0-R3 Cr 0 18÷32 6890 80.2x10-3 0.8x107 0.42
12 1-R3 Cr-(0.6)ND 0.6 g/l 29÷34 8075 49.1x10-3 1.3x107 0.37
13 2-R3 Cr-(10)ND 10 g/l 26÷29 7618 51.2x10-3 1.2x107 0.38
14 3-R3 Cr-(15)ND 15 g/l 20÷25 8520 66.4x10-3 0.9x107 0.40
15 4-R3 Cr-(20)ND 20 g/l 18÷24 9820 96.8x10-3 0.6x107 0.58
16 WC/Co WC-12Co 220 72 HRc 5.8x10-3 10.8x107 0.14
На фиг. 4 и фиг. 5 са представени графично изменението на дебелината и микротвърдостта на
галванични хром-нанодиамантени покрития от концентрацията на нанодиамантените частици в
електролита при трите режима отлагане R1, R2 и R3.

44
0
10
20
30
40
50
0 2 4 6 8 10 12 14 16 18 20
Co
ati
ng
Th
ickn
ess
, µm
Concentration, g/l
R1 R2 R3
5000
6000
7000
8000
9000
10000
0 2 4 6 8 10 12 14 16 18 20
Mic
ro H
ard
ne
ss,M
Pa
Concentration, g/l
R1 R2 R3
Фиг.4 Влияние на концентрацията на NDDS върху дебелината на покритието
Фиг.5 Влияние на концентрацията на NDDS върху микротвърдостта на покритието
20
30
40
50
60
70
80
90
100
0 2 4 6 8 10 12 14 16 18 20
Mas
s w
ear,
mg
Concentration, g/l
R1 R2 R3
0
0,1
0,2
0,3
0,4
0,5
0,6
0 2 4 6 8 10 12 14 16 18 20
Co
effi
cien
t o
f Fr
icti
on
Concentration, g/l
R1 R2 R3
Фиг.6 Влияние на концентрацията на NDDS върху масовото износване
Фиг.7 Влияние на концентрацията на NDDS върху коефициента на триене
На фиг. 6 и фиг. 7 са представени изменението на масовото износване и коефициента на триене
на галваничните хром-нанодиамантени покрития от концентрацията на нанодиамантените
частици в електролита при трите режима отлагане R1, R2 и R3.
Обобщение
От сравнителните резултати за галванични хромови без нанодиамантени частици и с нанодиамантени частици се правят следните интерпретации и основни изводи:
- Добавянето на нанодиамантени частици (NDDS) в електролитно хромово покритие влияе върху дебелината, твърдостта, износването и коефициента на триене. Характерът и абсолютната стойност на това влияние зависят от технологичния режим на нанасяне на покритията – плътността на тока и продължителността на процеса, и концентрацията на нанодиамантените частици.
- При малка концентрация на NDDS – 0,6 g/l при трите технологични режима R1, R2, R3 износването нараства в сравнение с износването на хромово покритие без NDDS (фиг.6) Износоустойчивостта на тези покрития намалява с 50% в сравнение с износоустойчивостта на хромово покритие без NDDS.

45
- Зависимостта на масовото износване от концентрацията на NDDS има нелинеен характер и вида на кривата зависи от режима на нанасяне на покритието – фиг. 6.
- Най-малко износване има хром-диамантено покритие, нанесено при режим R1 при концентрация на NDDS 10-15 g/l (фиг.6). Износоустойчивостта на тези покрития нараства с 30% спрямо износоустойчивостта на хромово покритие без NDDS (фиг.8).
- Кривата на изменение на коефициента на триене от концентрацията на NDDS (фиг.7) при същия режим R1 има аналогичен характер с кривата на изменение на износването (фиг.6). С увеличаване на концентрацията на NDDS COF нараства от 0,35 до 0,46, след което намалява, преминава през минимум 0,24 при концентрация 10 g/l на NDDS и плавно нараства до 0,32 при концентрация 20 g/l (фиг.7). При технологични режими R2 и R3 COF запазва постоянна стойност, като при концентрация 20g/l при режим R3 се наблюдава рязко нарастване на COF с максимална стойност 0,58 за всички изследвани покрития (фиг.7). Това съответства на най-голямото износване на същото покритие – фиг.6, крива R3.
- Електролитните хромови и хром-нанодиамантени покрития имат неравномерно разпределена дебелина и абсолютната й стойност зависи от технологичния режим и концентрацията на NDDS (фиг.4). С увеличаване на концентрацията на NDDS дебелината на покритието нараства до определена стойност, след което намалява и достига минимални стойности при концентрация 20 g/l. Най-малка дебелина имат хром-нанодиамантени покрития, нанесени с технологичен режим R1, които имат най-малко износване от всички изследвани галванични покрития (фиг.6).
- Присъствието на NDDS води до повишаване на твърдостта на хромовите покрития (фиг.5). При малка концентрация 0,6 g/l твърдостта на всички покрития нараства с 42% в сравнение с хромово покритие без NDDS. Последващото увеличаване на концентрацията на NDDS не влияе върху твърдостта при различните режими.Изключение се наблюдава при покритие, получено при режим R3 и концентрация 20 g/l, при което твърдостта рязко нараства с 20% спрямо твърдостта на останалите покрития (фиг.5). Повишената твърдост обаче не води до повишаване на износоустойчивостта на това покритие. Напротив, неговата износоустойчивост (I=0,6.107) е по-малка от износоустойчивостта на покритията, получени при режими R1 и R2 (таблица 6). Това отново потвърждава факта, че между износоустойчивостта и твърдостта на повърхностните слоеве не винаги съществува правопропорционална зависимост.
При сраняване на получените резултати за галванични хромови, хром-нанодиамантени покрития и композитно покритие WC-12Co, нанесено чрез HVOF технология, се констатира следното:
-Покритие WC-12Co има най-висока износоустойчивост от всички електролитни хромови покрития без и с NDDS, получени при трите режима R1, R2 и R3.
-Износоустойчивостта на WC-12Co покритие 7,2 пъти по-висока от хромово покритие без NDDS за режим R1 и от 5,4 до 15,4 пъти по-висока износоустойчивост от хромови покрития с NDDS в целия диапазон от изменение на тяхната концентрация (фиг.9).
-Високата износоустойчивост на WC-12Co покритие се дължи на неговата висока плътност и хомогенна дребнозърнеста структура, изградена от зърна WC, свързани помежду си с вътрешна контактна мрежа от кобалт (Со). Свойствата и дебелината на тази мрежа играе изключително важна роля в контактното взаимодействие на покритието при триене – малко тангенциално съпротивление и съответно малко износване.
Резултатите от проведеното сравнително изследване ни дават основание да се направи основният извод, че композитното покритие WC-12Co, нанесено с HVOF технология, може да замени неекологичните хромови и хром-нанодиамантени покрития в трибологичните системи.

46
2.4. Тънки слоеве от титанов диоксид TiO2 с наночастици, нанесени по метода Спрей пиролиза, [Б.17,Б.45,Б.56, Б.68, Б.71, Б.74]
Спрей пиролизата е химичен метод, който със Зол-гел метода са един от основните химични методи за нанасяне на тънки слове с дебелина около 2-7 микрона. Той е лесно достъпен и не изисква скъпа апаратура.
Тук се представя част от резултатите при изследване на микроструктурата, химичния състав, микротвърдостта и абразивната износоустойчивост на слоеве от TiO2, нанесени върху алуминиева подложка, съдържащи наноразмерни частици от церий, хром, никел и цинков оксид. Абразивното износване е проведено с триботестер „диск-аразивна ролка CS10”, фазовият състав е определен с ренгенов анализ (XRD при Cu Ka лъчение), морфологията на филмите – със сканиращ електронен микроскоп JSM-5510 of JEOL, а топографията– с атомносилов микроскоп NanoScope Vsystem (Veeco Instruments Inc).
Някои основни резултати са представени на следващите фигури.

47

48
Обобщение
Комплексните изследвания за влиянието на естеството и концентрацията на ноноразмерните частици върху морфологията и абразивната износоустойчивост на слоеве от титанов диоксид показват следните основни резултати:

49
- Зависимостта на износоустойчивостта от концентрацията на церий и хром не е правопропорционална.
- Повишаването на концентрацията на церий (Се) до 10% води до нарастване на износоустойчивостта, а последващото увеличаване води до намаляването й, като зависимостта има линеен характер. Максимална е износоустойчивостта при концентрация 10% Се.
- При наличие на наночастици от хром (Cr) се наблюдава вълнообразен характер на изменение на износоустойчивостта от концентрацията. Максимална износоустойчивост имат слоеве, съдържащи 10% хромови наночастици. При пет пъти по-малка концентрация износоустойчивостта намалява 2 пъти.
- Наличието на наноразмерни частици от цинков оксид (ZnO) води до намаляване на износоустойчивостта. Това се дължи на несъответствието на кристалните решетки на ZnO и TiO2, при което настъпват големи напрежения в кристалната решетка на TiO2. Според XRD анализа не са открити характерни пикове на ZnO, което показва, че покритието е или много тънко или е в аморфно състояние. Размерите на кристалите на ZnO са по-големи от тези на TiO2.
- Присъствието на наноразмерни частици от никел (Ni) води до повишаване на абразивната износоустойчивост на слоевете. С повишаване на концентрацията на Ni износоустойчивостта нараства. Никелът присъства в покритието за цялата продължителност на изпитанието. В слоеве без наночастици от Ni се наблюдават окиси.
- С увеличава на концентрацията на Ni-наночастици нарастват размерите на кристалните зърна. В процеса на триене при една и съща концентрация на Ni-наночастици с увеличаване на пътя на триене нарастват размерите на кристалните зърна в слоевете, което корелира с повишената износоустойчивост..
- Резултатите показват убедително, че повишаването на температурата на подложката преди на нанасяне на слоевете оказва много силно влияние върху трибологичните им характеристики с положителен ефект.
2.5. Покрития, нанесени чрез електродъгово наваряване, съдържащи микро- и наночастици [Б.31, Б. 34, Б.41, Б.57, Б.77, Б.16, Б.19, Б.20, Б.25, Б.26, Б.79]
Последните тенденции в технологиите за подобряване на механичните и трибологични свойства на покрития, получени чрез електродъгово наваряване, са ориентирани към разработване на технологии за модифициране на покритията с микро- и наноразмерни частици от различни химични елементи и съединения.
Нашите изследвания в тази област могат да се обединят в две групи:
- изследвания на покрития, нанесени чрез ръчно електродъгово наваряване с електроди и електродни телове, съдържащи микроразмерни частици и
- изследвания на покрития, нанесени чрез ръчно електродъгово наваряване с вграждане на наноразмерни частици от TiN, Al2O3, TiCN+C, TiN+Cr, TiCN, SiC в нискотемпературната зона на заваръчната вана.

50
Наварени покрития, съдържащи микрочастици
Изследват се покрития, нанесени с материали с химичен състав, представен в таблица 3.2, а вида на микроструктурата и твърдостта – в таблица 3.4

51
Абразивно износване
Проведено е с устройство „Палец-цилиндър”. Резултатите са представени в таблица 3.6.

52

53

54

55
Виброабразивно износване

56
Обобщение
Свойствата на наварените покрития зависят от много параметри.
По съществените резултати от проведеното изследване на пет различни покрития с Fe матрица при различни режими на натоварване и скорост на вибрацията се свеждат до:
- Първите три покрития (UTP DUR 350, EH 550 и LNM 420FM) имат близки стойности на износоустойчивостта, без значение, че покрития EH 550 и LNM 420FM съдържат Cr карбиди в микроструктурата, и имат по-висока твърдост. Разстоянията между зърната на тези карбиди са сравнително големи, така че техният подсилващ ефект е малък. От

57
друга страна, хромовите карбиди в микроструктурата на покритие Fluxofil 58 имат по-хомогенно разпределение и заедно с продълговати и произволно ориентирани зърна предполагат висока абразивна устойчивост на износване на това покритие. Покритие Wearshield 70 има най-висока абразивна износоустойчивост, приблизително два порядъкъка (100 пъти) по-висока от тази на другите покрития. Това най-вероятно се дължи на наличието W-Mo карбиди и особено наличие на малки, хомогенно разпределени Nb карбиди.
- Потвърдено е, че използването на твърдостта като параметър за предсказване на абразивно износване в поведението на материали не е най-добрият параметър, тъй като механизмите на износване на наварените композитни покрития имат по-сложен характер поради нехомогенната структура. Забелязва се, че покритието (Wearshield 70) с най-висока твърдост показва и най-висока износоустойчивост, но при другите покрития е очевидно, че не съществува пряка корелация между стойностите на износване и твърдостта.
- За всички покрития, са изчислени стойностите на абразивния фактор на износване, които могат да се използват в практическите инженерни изчисления. При сухо плъзгане в абразивни условия за износване, могат да бъдат приети следните стойности за отделните покрития: UTP DUR 350 (2,43 × 10-1 мг / Nm); EH 550 (3.68 х 10-1); LNM 420FM (3,60 × 10-1); Fluxofil 58 (5,07 × 10-2 за ниски натоварвания и 1,48 × 10-2 за високи натоварвания); Wearshield 70 (3,55 × 10-2 за ниски натоварвания и 4,96 × 10-3 за високи натоварвания).
Наварени покрития, съдържащи наночастици
Изследват се покрития, наесени със разработени нови електроди, съдържащи наночастици от TiN, Al2O3, TiCN+C, TiN+Cr, TiCN, SiC (таблица 1), както и покрития, нанесени по методите TIG и ITIG, съдържащи наночастици от Al2O3 и TiCN.

58
Обобщение
- Наличието на наночастици от TiN, Al2O3, TiCN+C, TiN+Cr, TiCN, SiC в електродите води до увеличение на твърдостта с 56% и 38%, при покрития с TiN+Cr и със SiC.
- Сравнителното изследване на покритията по показател „абразивна износоустойчивост” е проведено с устройство „палец-диск”. Максимална износоустойчивост имат покрития с наночастици от TiN-Cr, която е със 70% по-висока от тази на еталонен образец – покритие без наночастици.
- Наблюдаваните отклонения в завистта между твърдостта и износоустойчивостта се дължат на наличието на някои подповърхностни дефекти, които бяха установени чрез ултразвуков безразрушителен контрол.
- При наварени покрития по методите TIG и ITIG, съдържащи наночастици от Al2O3 и TiCN, максимална износоустойчивост имат покрития с наночастици от TiCN, нанесени по TIG метода чрез директно инжектиране на наночастиците в нискотемпературната зона на заваръчната вана.
- Увеличаването на износоустойчивостта с 27,5% в сравнение с износоустойчивостта на покритие без наночастици се обяснява със фината структура на зърното в резултат от наномодификацията на покритието.
3. Избирателно пренасяне и самоорганизация в трибосистеми [Б.4, Б.11, Б.21, Б.23, Б.51, Б.59, Б.61, Б.66, Б.72, Б.80, Б.84]
Избирателното пренасяне (ИП) при триене е явление, което по своя характер е противоположно на износването. Ако при износването всички контактни процеси се свеждат до разрушаване на повърхнините, то процесите при ИП има съзидателен характер и се отнасят към самоорганизиращите процеси в неживата природа. Триенето като термодинамичен неравновесен процес може да съществува както в области близки до равновесие, така и далеч от него, образувайки различни класове структури, преходът към които се осъществява скокообразно. Във връзка с това е възможно съществуването на състояние на трибосистемата без натрупване на енергия под формата на дефекти в повърхностните слоеве (например дислокации), а прехвърляне на енергията в околната среда. Пример за такава система се явява ИП.
Под „Ефект на безизносно триене” следва да се разбира принцип, на основата на който намаляват силите на триене и интензивността на износване.

59
Специфична особеност на ИП е, че то се проявява при определени условия на контактно взаимодействие в трибосистеми и в зависимост от тези условия са възможни три случая:
- значително намаляване на износването;
- липса на износване;
- възстановяване на износената повърхнина.
Механизмите на образуването и динамиката на сервовитния защитен филм, формирал се върху контактните повърхнини в процеса на триене, са различни и зависят от комплексното действие на фактори, които могат да се обединят в три основни групи:
Вид и свойства на контактуващите твърди материали (тяло и противотяло);
Вид и свойства на смазочния материал в контактната зона;
Режими на работа на трибосистемата – контактно налягане, скорост на движение, температура, кинематика на движението, наличие на вибрации, удари и др.
За реализиране на ефекта на безизносно триене в трибосистемите, са необходими следните условия и фактори:
- Контактното взаимодействие се осъществява чрез мек метален слой/филм, при което контактното налягане намалява в резултат на голямата фактическа контактна площ и основният метал (подложката) понася много по-ниско налягане;
- Металният слой при деформация в процеса на триене не се наклепва и може многократно да се деформира без разрушаване;
- Взаимодействието протича без окисляване на повърхнините, при което ефектът на Ребиндер се реализира във висша степен;
- Продуктите на износването не изграят разрушителна роля както при граничното триене, а в резултат на трибофизико-химични взаимодействия формират структури и преминават от едната повърхнина върху другата и се задържат в контактната зона от електростатичните сили.
Един ет методите за реализиране на ефект на „безизносно триене” е обогатяване на смазочния материал в контакта с слоисти добавки, кондиционери на металите и нанопрепарати: нанодиаманти, фулерени и рекондиционери. Реметализантите (металоплакиращи композиции) представляват особен клас препарати за реновиране на износени повърхнини, които се базират на механизмите на самоорганизацията, разработена от И. Пригожин и на научното откритие „Избирателно пренасяне при триене” от Д. Гаркунов и И. Крагелский. Механизмът на действие реметализантите се състои в металоплакиране на контактните повърхнини вследствие отлагане на метални компоненти, влизащи в състава на реметализантите във формата на частици или йони.
В настоящото резюме се представят изследвания на лабораторията по трибология, свързани с регистрирани ефекти на минимално износване и безизносване в трибосистеми от твърди материали като сферографитен чугун, микролегиран с калай, стомана, бронз и др., при гранично мазане с различни смазочни среди, съдържащи нови металоплакиращи композиции (МСК) Валена и АМК. Представени са резултати за влиянието на присадка Валена върху коефициента на триене в търкалящи и плъзгащи лагери. Металоплакираща композиция Валена е разработена в лабораториите на „РУДСЕРВИС К” с генерален директор инж. Пьотр Корник и е предоставена на лабораторията по трибология за изследване на основата на Двустранно Споразумение за научно-технологично сътрудничество в областта на трибологията.

60
3.1.Износване на сферографитен чугун, микролегиран с калай, в смазочни среди с металоплакираща композиция Валена [Б.23, Б.24, Б.51, Б.69, Б.79, Б.82]
Изследват се 5 серии образци от сферографитен чугун: без калай и сферографитен чугун, микролегиран с 0,018%, 0,02%, 0,032% и 0,051% калай.

61
Износването на образците се осъществява в режим на гранично мазане с три вида смазочен материал – грес Литол 24, трансмисионно масло 80W90 и моторно масло 15W40 без и с наличие на МСК Валена.
На фигури 5.9 – 5.14 са представени резултати за влиянието на МСК Валена върху относителната износоустойчивост на сферографитен чугун при гранично смазване с Литол 24, моторно и трансмисионно масло.
3.2. Износване при контактно взаимодействие между различни материали с МСК Валена
Изследват се трибосистеми с материали, представени в таблица 5.3
Контактна система „Сферографитен чугун с 0,051% Sn – Стомана” (GJS 600-3 – С22)
На следващите фигури са представени някои зависимости за влиянието на МСК Валена вълху коефициента на триене, износването и контактната температура при два режима на триене.

62
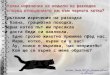
На фиг. 5.21 е представена снимка на образеца (тялото) от сферографитен чугун и противотялото от стомана, на която се вижда сервовитен меден филм.
Следващите фигури представят микроструктурата и химичния състав на сервовитния меден филм.

63

64
Контактна система „Стомана – Стомана” (Ст4кп – С22)

65
Контактна система „Бронз – Стомана” (БрАЖ9-4– С22)

66
5.3. Коефициент на триене в търкалящи и плъзгащи лагери при смазване с добавка
Валена
Търкалящи лагери

67

68
Фиг. 5.53- Снимка на лагерния възел с металоплакиращ меден филм след триене 10 минути с
масло TM-5-18с композиция Валена при натоварване 2725 N
Плъзгащ лагер „Вал-втулка”
Представят се някои резултати от сравнителното изследване на коефициента на триене и контактната температура в системата „Вал-втулка” при капково смазване с трансмисионно масло
80W90 и същото масло с добавка Валена при няколко стойности на нормалното натоварване. Експерименталното определяне на коефициента на триене се осъществява с устройството ДМ 29М,
а контактната температура е измерена с термална инфрачервена камера FLIR P640 (фиг. 5.56 и фиг. 5.57).
Фиг.5.56- Термална инфрачервена Фиг.5.57- Снимка на ДМ 29М преди камера FLIR P640 експеримента
На следващите страници са представени резултати от изследване на коефициента на триене и термографски снимки на разпределението на контактната температура при различни режими на триене.

69
Table 5.12. Coefficient of friction variation with sliding time (n = 1350 min–1; P = 500 N).
Transmission oil
Sliding time, s 20 40 60 80 100 120
Coefficient of friction 0.100 0.090 0.070 0.070 0.060 0.055
Transmission oil with Valena additive
Sliding time, s 20 40 60 80 100 120
Coefficient of friction 0.059 0.057 0.056 0.052 0.050 0.049
Sp1
Sp2
Sp3
Sp4
20.2
58.3 °C
30
40
50
Sp1
Sp2
Sp3
Sp4
28.6
61.2 °C
30
40
50
60
Ambient temperature 21.8 °C Ambient temperature 22.5 °C
Ambient relative humidity 43.0 % Ambient relative humidity 37.0 %
Sp1 temperature 58.4 °C Sp1 temperature 49.9 °C
Sp2 temperature 60.4 °C Sp2 temperature 50.1 °C
Sp3 temperature 59.5 °C Sp3 temperature 52.5 °C
Sp4 temperature 67.4 °C Sp4 temperature 65.6 °C
Average contact temperature 64.42 °C Average contact temperature 54.52 °C
Fig.5.58- Thermographic picture, ambient conditions and contact temperatures for transmission oil without Valena at Р = 500 N.
Fig.5.59- Thermographic picture, ambient conditions and contact temperatures for transmission oil with Valena at Р = 500 N.

70
Table 5.13. Coefficient of friction variation with sliding time (n = 1350 min–1; P = 1250 N).
Transmission oil
Sliding time, s 20 40 60 80 100 120
Coefficient of friction 0.036 0.027 0.025 0.024 0.023 0.022
Transmission oil with Valena additive
Sliding time, s 20 40 60 80 100 120
Coefficient of friction 0.023 0.023 0.022 0.022 0.021 0.019
Sp1
Sp2
Sp3
Sp4
22.7
62.4 °C
30
40
50
60
Sp1
Sp2
Sp3
Sp4
28.1
65.5 °C
30
40
50
60
Ambient temperature 21.8 °C Ambient temperature 20.0 °C
Ambient relative humidity 43.0 % Ambient relative humidity 50.0 %
Sp1 temperature 65.6 °C Sp1 temperature 58.8 °C
Sp2 temperature 66.6 °C Sp2 temperature 60.8 °C
Sp3 temperature 73.8 °C Sp3 temperature 59.2 °C
Sp4 temperature 77.3 °C Sp4 temperature 80.4 °C
Average contact temperature 70.82 °C Average contact temperature 64.80 °C
Fig.5.60- Thermographic picture, ambient conditions and contact temperatures for transmission oil without Valena at Р = 1250 N.
Fig. 5.61- Thermographic picture, ambient conditions and contact temperatures for transmission oil with Valena at Р = 1250 N.

71
Table 5.14. Coefficient of friction variation with sliding time (n = 1350 min–1; P = 1500 N).
Transmission oil Sliding time, s 20 40 60 80 100 120 Coefficient of friction 0.026 0.020 0.020 0.019 0.019 0.019
Transmission oil with Valena additive Sliding time, s 20 40 60 80 100 120 Coefficient of friction 0.015 0.015 0.015 0.015 0.015 0.015
Sp1
Sp2
Sp3
Sp4
26.0
66.8 °C
30
40
50
60
Sp1
Sp2
Sp3
Sp4
31.0
69.7 °C
40
50
60
Ambient temperature 21.8 °C Ambient temperature 22.5 °C
Ambient relative humidity 43.0 % Ambient relative humidity 37.0 %
Sp1 temperature 66.5 °C Sp1 temperature 64.7 °C
Sp2 temperature 65.8 °C Sp2 temperature 66.2 °C
Sp3 temperature 66.1 °C Sp3 temperature 64.2 °C
Sp4 temperature 84.6 °C Sp4 temperature 86.7 °C
Average contact temperature 70.75 °C Average contact temperature 70.45 °C
Fig.5.62- Thermographic picture, ambient conditions and contact temperatures for transmission oil without Valena at Р = 1500 N.
Fig.5.63- Thermographic picture, ambient conditions and contact temperatures for transmission oil with Valena at Р = 1500 N.

72
0.055
0.0220.019
0.049
0.0190.015
0.01
0.02
0.03
0.04
0.05
0.06
500 1250 1500
Co
effi
cien
t o
f fr
icti
on
Normal load, N
without Valena
with Valena
61.4
70.8 70.8
54.5
64.870.5
40
50
60
70
80
90
500 1250 1500
Co
nta
ct t
em
per
atu
re, °
C
Normal load, N
without Valena
with Valena
Fig.5.64- Steady-state coefficient of friction (after 120 s) for transmission oil without and with Valena at applied normal loads.
Fig.5.65-Average contact temperature (after 120 s) for transmission oil without and with Valena at applied normal loads.
Фиг. 5.66- Снимка на плъзгащ лагер с металоплакиращ меден филмслед време натриене 10
минути с масло 80W90и композиция Валена при натоварване 1500N и n = 1350 min-1

73
Обобщение
Проведено е изследване на влиянието на металоплакираща композиция Валена върху трибологичните процеси в контактни системи от различни материали при гранично мазане с три вида смазки – грес Литол 24, моторно и трансмисионно масло.
Получените резултати доказват сложния и нееднозначен характер на контактните взаимодействия в трибосистемите. Преобладаваща тенденция е намаляване на коефициента на триене, понижаване на контактната температура и повишаване на ресурса на системите, но това се осъществява при определени ситуации.
Установени са работни режими на трибосистемата, при които не настъпва износване (ефект на безизносно триене), т.е. системата се намира в състояние на самоорганизация.
Най-общо резултатите се свеждат до:
Износоустойчивостта на образци от сферографитен чугун, микролегиран с най-високо съдържание на калай 0,051% при гранично смазване в Литол 24 и в моторно масло 15W40 нараства два пъти, а в трансмисионно масло 80W90 – 4,14 пъти. Но при триене в Литол 24 и моторно масло 15W40 на чугун с калай до 0,032% МСК Валена влошава характеристиките на износването в сравнение с това без добавка Валена. В трансмисионно масло 80W90 МСК Валена води до рязко намаляване на износването, което остава почти постоянно при съдържание на калай по-голямо от 0,02%. Обяснение за голямото износване в Литол 24 и моторно масло15W40 с МСК Валена се търси в обстоятелството, че не се създават условия за протичане на режим на избирателно пренасяне на материал в контакта. Контактните взаимодействия протичат в режим на гранично триене при избраните динамични условия (натоварване и скорост) и зависят от вида на контактната площадка. Контактът се осъществява между плоска повърхнина на образеца и плоската повърхнина на противотялото, т.е. диск-диск, т.н. в литературата петов лагер. При тази геометрия в процеса на триене смазочната среда изтича от контактната зона, смазочният филм се разкъсва и се осъществява пряк контакт между микрограпавините на повърхнините, настъпва износване при гранично триене. Това не се наблюдава при трансмисионното масло, което се обяснява с различния състав, вискозитет и характер на физико-химичните трибопроцеси.
При режими на триене с два пъти по-голямо натоварване и 2,6 пъти по-голяма скорост на плъзгане при смазване с моторно и трансмисионно масло настъпва износване на чугуна, а в грес Литол 24 с Валена износването е 17 пъти по-малко от това в грес Литол без добавка Валена и се регистрира образуване на плакиращ меден филм с дебелина 2-3 микрона. Формирането на плакиращия меден филм върху образеца от сферографитен чугун и върху противотялото от стомана става почти едновременно. Нарастването на температурата и в двата режима при наличие на МСК Валена намалява повече от два пъти в сравнение с тази без Валена.
При трибосистеми с бронз при ниско натоварване настъпва малко износване на бронзовия образец, което е показател, че протича процес на избирателно пренасяне в контакта. Тънкият меден филм защитава повърхнината от окисляване и разрушаване. При втория режим на триене Р=20N; n=870 min-1 обаче се наблюдава много голямо износване на бронза в периода на приработване при наличие на МСК Валена. В случая високото натоварване и скорости не са благоприятни условия за протичане на избирателно пренасяне, което потвърждава значението на етеството

74
на контратялото. За нарастване на износването с повишаване на натоварването съществено значение има характера на протичане на електрохимичните трибопроцеси. Наблюденията на повърхнината с микроскоп показва, че в участъците под катодната мед се образуват язви от отделящ се водород, който предизвиква отлюспване на медните участъци. Подобни изследвания и резултати са получени от други автори. Те показват, че при такива условия настъпва насищане на повърхнината с водород, който предизвиква окрехкостяване на участъци от повърхнината, т.е. налице е т.н. водородно износване.
В търкалящи лагери при всяко натоварване моментът на триене, респ. коефициентът на триене при масло с композиция Валена е по-малък от този без присадка. Моментът на триене нараства с увеличаване на натоварването по нелинеен закон. Намаляването на коефициента на триене като се използва добавка Валена е в границите 13-23% в зависимост от приложеното натоварване, като средната му стойност е 18,3%.
Данните от измерване на температурата на маслото показват, че тя се повишава само с 5оС в присъствието на присадка, а при масло без присадка - с 25оС. От тази констатация може да се направи заключение, че намаляването на момента на триене и на коефициента на триене при масло с присадка Валена не се дължи на намаляването на вискозитета на маслото вследствие на повишаване на температурата, а на самоорганизиращите се контактни процеси и структури в процасе на триене.
След демонтаж на вала и на лагера е образуван тънък тънък филм с червеникав цвят, който е продукт на избирателното пренасяне на мед в процеса на триене. Накратко може да се каже следното: металоплакиращата присадка Валена съдържа съединения на медта под формата на молекули и йони, които при строго определени условия на триене – скорост, натоварване, температура, естество и физико-химични свойства на материалите и вида на смазката - влизат в контактни взаимодействия с повърхностните слоеве на трибосистемата и изграждат тънък филм. Образувалият се филм от една страна компенсира микронеравностите по повърхнината, а от друга – поради малкото си тангенциално съпротивление облекчава пластичната деформация в повърхностните слоеве при триене. В резултат намалява момента на триене и коефициента на триене. Механизмите на формиране на металоплакиращия меден филм все още не са изяснени.
Стационарно състояние на стойностите на коефициента на триене в плъзгащия лагер „вал-втулка” се осъществява основно в смесен режим на смазване, който се среща в случаи на най-ниско натоварване. С увеличаване на натоварването коефициентът на триене намалява в двата случая - без и с добавка Валена. Най-ниските коефициенти на триене са получени за най-високи стойности на натоварването. • Наличие на добавката Валена в трансмисионното масло понижава коефициента на триене за всяко приложено натоварване, и влияе на характера на изменение на коефициента на триене с времето. Стационарното състояние на системата „вал-втулка” настъпва почти от началото на теста, което се характерезира с устойчивои стойности на коефициента на триене. Намаляването на коефициента на триене в зависимост от натоварването е в границите 11-21%. Максималната стойност на коефициента на триене е в участъка от контакта с най-малка хлабина.

75
Разпределението на температурното поле в контакта има различен характер при различно натоварване. За всяко натоварване най-високата стойност е измерена в най-натоварената точка. Средната температура в контакта нараства с увеличаването на натоварането и показва тенденция да се стабилизира и в двата случая, т.е. без и с Валена добавка. Наличие на добавката Валена в трансмисионното масло понижава средната температура за контакт за всички приложени натоварвания.
Заключение
В заключение накратко може да се каже следното: всяко контактно съединение (трибосистема) е триединно и се състои от три елемента – тяло, противотяло и контакт. Контактът, който независимо, че не е самостоятелен физически обект, на първо същностно ниво има триединна структура, която включва повърхностните слоеве на тялото и противотялото и смазочния материал, съдържащ частици от износването, частици от деструкцията на смазочния материал, присъствие на компоненти от околната среда, компоненти от околната среда.
Възможностите за управление на триенето и износването в машините, освен конструктивният фактор, се съдържат в управление на свойствата на повърхностните слоеве на тялото и противотялото като алтернативи и управление на самия контакт като носител на взаимодействието. За целта е необходимо да се познават механизмите на контактните процеси и особено механизмите на самоорганизация, които привеждат системата в ниско ентропийно състояние. Външен израз на самоорганизацията в трибосистемите е ниското триене и минимално износване или отсъствие на износване, т.е. ефекта на безизносно триене.
Получените резултати от представените изследвания доказват огромното значение на режимите и условията на експлоатация на контактите за ресурса на трибосистемите. Един и същи материал като елемент на трибосистемата, поставен в различни условия на триене, може да има различен ресурс.
В настоящото резюме поради ограничения му обем е представена по-голяма част от изследванията, свързани с преки инженерни приложения в практиката.
Януари, 2017 г. доц. д-р инж. МАРА КАНДЕВА-ИВАНОВА СОФИЯ