Embed Size (px)
Citation preview

Високоефективні технологічні процеси в приладобудуванні
ВИСОКОЕФЕКТИВНІ ТЕХНОЛОГІЧНІ ПРОЦЕСИ В ПРИЛАДОБУДУВАННІ
УДК 621.839
ВПЛИВ ДИСКРЕТНО-ОРІЄНТОВАНОЇ ТОПОГРАФІЇ ПОВЕРХНІ ДЕТАЛЕЙ НА ЇХ ТРИБОЛОГІЧНІ ХАРАКТЕРИСТИКИ
1)Антонюк В.С., 21)Возненко В.В., 1)Національний технічний університет України “Київ-
ський політехнічний інститут”, м. Київ, Україна, 2)ВАТ “НВК ”Київський завод автомати-ки ім. Г.І. Петровського”, м. Київ, Україна
Приведено результати досліджень впливу параметрів дискретно-орієнтованої топо-
графії поверхонь пар тертя на інтенсивність зношування та коефіцієнт тертя. Отримана математична модель оцінки трибологічних характеристик фрикційних поверхонь. Показа-но, що поверхня з дискретно-орієнтованою топографією знижує інтенсивності зношування і коефіцієнт тертя.
Вступ. Постановка завдання Інтенсивність зношування твердих тіл у парах тертя в загальному випадку
залежить від фізичних, хімічних і механічних явищ, що відбуваються у контак-ті, а також від параметрів суто контакту. Закономірності зношування вузлів те-ртя за такою кількістю чинників впливу встановлюються експериментально [1, 2].
Аналіз теоретичних та емпіричних залежностей експлуатаційних властивос-тей деталей та їх з'єднань доводить, що вони залежать від параметрів якості їх робочих поверхонь - геометричних параметрів, шорсткості, твердості, глибини зміцненого шару, поверхневих напружень тощо. Контактний тиск, колова шви-дкість в рухомому сполученні є основними показниками, що характеризують режим тертя вузла, який може змінюватися від сухого тертя до гідродинамічно-го зі зміною коефіцієнту тертя від 0,5 до 0,001. Тиск визначає низку робочих параметрів при гідродинамічному терті: товщину масляної плівки, несучу здат-ність поверхні тертя і мастила, гідравлічний опір зазору між втулкою і валом, залежність сили тертя в зоні контакту, мастилоємність і інтенсивність зношу-вання поверхні тертя деталей. Експлуатаційним показникам в сталому режимі найповніше відповідають такі триботехнічні характеристики поверхні тертя, як зносостійкість робочих поверхонь і коефіцієнт тертя [3, 4].
Одним з перспективних напрямків, які забезпечують показники якості пове-рхневого шару на рівні, що відповідає максимальному підвищенню експлуата-ційних властивостей деталей, є поверхнево-пластична деформація внаслідок якої можна сформувати поверхневий шар підвищеної твердості із залишковими напруженнями стиску та особливою топографією поверхні.
Застосувавши метод фінішної поверхнево-пластичної деформації можна отримати поверхню з дискретно-орієнтованою топографією (ДОТ) заданої конструкції, що забезпечить необхідну мастилоємність та зносостійкість робо-
70 Вісник НТУУ “КПІ”. Серія ПРИЛАДОБУДУВАННЯ. – 2006. – Вип. 32

Високоефективні технологічні процеси в приладобудуванні
чих поверхонь [5, 6]. Вибір раціональних геометричних параметрів поверхні тертя з ДОТ, що забезпечать якісні експлуатаційні показники вузлів приладів та механізмів, експериментально є недостатньо обгрунтованим відповідно до ма-теріалів пари тертя, умов експлуатації, мастила тощо.
Метою досліджень є експериментальне визначення з раціональних параме-трів поверхонь тертя, які забезпечують зниження інтенсивності зношування та коефіцієнту тертя у заданому діапазоні навантажень та швидкостей.
Методика досліджень Для випробувань використовували вузол тертя, що складається з втулки і
валу. На внутрішній поверхні тертя втулки сформовано дискретно-орієнтовану топографію поверхні з рівномірним розміщенням опорних мікролунок (рис. 1), де А – крок між мікролунками вздовж малої осі еліпса, В - великої осі еліпса; а - половина малої осі еліпса мікролунки та в – великої осі [5].
В
А
в
a
)Рисунок 1
При відбдість поверх4543-71 (НVзико-механічдіаметр втул
Довжинадіапазоні 1,5мм. Шорсткімкм. Геометтролювалися
Досліджеверстата типвстановлюваверстата заквипробувань
Вісник НТУУ
а)
– Схема розміщення мікролунок на поверхні втулки з дискретно-орієнтовано
орі зразків втулки зі сплаву алюмінію ні по Віккерсу: НV ≅ 1,0 ГПа) і валу з ≅ 3,2 ГПа або HRC ∼ 55) проводились виних і геометричних параметрів. Ширинки і валу - 40 мм, а зазор між ними - 4 мк й глибина мікролунок сформованої ДО…7 мм і 0,01…0,04 мм, відповідно, а ксть досліджуваної поверхні втулки Ra =ричні похибки поверхонь тертя (овальні нутроміром з точністю вимірювань 0,00ння процесу зношування проводили за у 16К20 з частотою обертання валу n =ли у шпинделі токарного верстата, а в ріплювали спеціально розроблений при (ПТВ), що моделює експлуатаційні чин
“КПІ”. Серія ПРИЛАДОБУДУВАННЯ. – 2006
б
верхні (а) та фрагмент по-ю топографією (б)АК6 ГОСТ 4784-97 (твер-і сталі 18Х2Н4МА ГОСТ мірювання та контроль фі-а втулки складала 22 мм, м. Т поверхні знаходились в рок між лунками - 0,8…5 0,32 мкм і валу Ra = 0,8 сть, конусність тощо) кон-5 мм. допомогою стенду на базі 1420 хв-1. Вал пари тертя різцеутримувач токарного стрій для триботехнічних ники в широкому діапазо-
. – Вип. 32 71

Високоефективні технологічні процеси в приладобудуванні
ні. Пристрій ПТВ забезпечує контрольоване радіальне навантаження в зоні тер-тя. Випробування проводиться з мастилом ХФ 12-16 ГОСТ 5546-86. Для зма-щування і розподілу мастила по поверхні контакту пари тертя використовується безперервне підведення змащувального матеріалу. Переваги даної схеми зма-щування зони тертя полягають у тому, що продукти зносу виносяться разом з мастилом, а в зону тертя безперервно надходить нове мастило.
Дослідження проводиться з використанням плану експерименту за методом ПФЕ 23 [7]. Для дослідження інтенсивності зношування обрано план повного факторного експерименту ПФЕ 23 зі зміною шкали вихідної величини на lny з метою визначення степеневої залежності зношування від вибраних чинників, а для коефіцієнту тертя, який не може бути адекватно описаний лінійною модел-лю, вибрано ортогональний центрально-композиційний план другого порядку (ОЦКП).
Як функції відгуку вибрані лінійна інтенсивність зношування Іh і коефіцієнт тертя f. Як варійовані чинники обирали: Р – нормальне навантаження на пару тертя в діапазоні 55…150 Н; Ψ – щільність мікролунок ДОТ поверхні тертя втулки в діапазоні 15…40 %; h – глибина еліпсоїдної мікролунки в діапазоні 0,01…0,04 мм; tgβ – відношення глибини еліпсоїдної лунки h до половини її довжини в, який змінюється в діапазоні 0,018…0,062 при в – 0,8…3,5 мм. При цьому визнали інтегральний вплив мікролунок з кутом β на гідродинамічний режим тертя залежним від щільності мікролунок. Оскільки кожна мікролунка є мініклином з кутом β у напрямі вектора швидкості, то при певних швидкостях і тиску сумарний вплив мікролунок може істотно позначатися на терті. Збіль-шення кута експоненціально збільшує несучу здатність мастила, зменшуючи коефіцієнт тертя, і в той же час зі збільшенням кута експоненціально росте гід-равлічний опір, що підвищує коефіцієнт тертя.
Визначення коефіцієнту тертя f здійснювалось перерахунком виміряного моменту тертя Мf. Для розрахунку використовували значення середньої вели-чини моменту тертя після стабілізації, пов’язаної з припрацюванням поверхні (після 10…20 хв від початку досліду), при цьому час випробувань приймався однаковим для всіх дослідів і складав 60 хвилин.
Для визначення моменту тертя при трибологічних дослідженнях сформова-ної ДОТ поверхні застосовувався вимірювальний модуль, що складається з пристрою для дослідження моменту кручення валів на основі магнето-пружного торсіометра та електронного модуля перетворення та індикації моме-нту тертя [8]. Вимірювальний модуль дозволяє безперервно вимірювати і ре-єструвати момент тертя в парі “вал-втулка”.
Момент сили тертя, діючий в контакті “вал-втулка”, визначається силою те-ртя в контакті Ff, та плечем моменту тертя R1, що дорівнює радіусу втулки Мf = =Ff⋅R1. Коефіцієнт тертя визначали за формулою:
n
f
n
f
PRM
PF
f⋅
==1 ,
72 Вісник НТУУ “КПІ”. Серія ПРИЛАДОБУДУВАННЯ. – 2006. – Вип. 32

Високоефективні технологічні процеси в приладобудуванні
де Pn – нормальна складова сил, що виникають у зоні контакту поверхонь тертя. Дослідження процесу зношування проводилось при постійній частоті обер-
тання валу 1420 хв-1 (v = 2,976 м/c), нормальне навантаження Рn на втулку в процесі випробування було постійним і задавалося за допомогою пристрою ПТВ, час випробувань був однаковим для всіх дослідів – 10 год.
У процесі тертя на поверхні втулки утворюється лунка зношування, а вал зношується по твірній довжиною, близькою до ширини втулки. Вимірювання геометричних параметрів зношування валу проводилося на оптиметрі горизон-тальному – ИКГ, а для вимірювання лунки зношування на поверхні втулки за-стосовувався великий інструментальний мікроскоп БМИ. Кожен лінійний роз-мір зношування валу і втулки вимірювався у 10 різних перетинах, потім розра-ховувалася їх середня величина.
Інтенсивність зношування поверхонь в парі тертя “вал-втулка” має свою відмінність. У процесі тертя збільшується номінальна площа контакту взаємо-діючих поверхонь, отже, навіть при постійному навантаженні валу змінюються тиск в контакті і інтенсивність зношування поверхонь. Поверхня втулки, що знаходиться у контакті з валом, унаслідок зношування постійно змінюється. Для визначення інтенсивності зношування за лінійними розмірами зношування деталей пари тертя “вал-втулка” використана методика [9], за якою необхідно провести до випробувань вимірювання діаметрів втулки і валу, при випробу-ваннях – частоту обертання валу і час випробувань, а після випробувань – діа-метр валу і ширину лунки зношування на втулці [9].
Результати дослідження коефіцієнту тертя У наслідок проведених експериментів по дослідженню коефіцієнта тертя
отримана адекватна математична модель залежності коефіцієнту тертя робочої поверхні від геометричних параметрів ДОТ: tgβ = h/в, щільності мікролунок (Ψ), та , навантаження (Р, Н), що має вигляд:
3 6 4
6 2 2 7 3
3 5
8,2014 10 2,2591 10 2,7886 10 0,2139 tg4,79 10 0,98347 tg 3,9364 10 1,3523 10 tg5,4091 10 tg 5,4091 10 tg
f PP P
P
β
β β
β β
− − −
− −
− −
= ⋅ + ⋅ ⋅ − ⋅ ⋅Ψ − ⋅ +
+ ⋅ ⋅Ψ + ⋅ + ⋅ ⋅ ⋅Ψ + ⋅ ⋅ ⋅
+ ⋅ ⋅Ψ ⋅ − ⋅ ⋅ ⋅Ψ ⋅
− + (1)
Як довів аналіз математичної моделі (рис.2) при застосуванні ДОТ поверхні мінімальний коефіцієнт тертя становить f60 = 0,0030 при навантаженні в 60 Н і лінійно зростає до f140 = 0,004 при навантаженні в 140 Н. Дослідження аналогіч-ного вузла тертя з робочою поверхнею без ДОТ при навантаженні в 60 Н і 140 Н показали, що мінімальна величина коефіцієнту тертя становила f = 0,0065 при навантаженні в 60 Н, а максимальна f = 0,013 при 140 Н. Це підтверджує вплив ДОТ поверхні на гідродинамічний режим при терті, оскільки при малих наван-таженнях коефіцієнт тертя знизився майже у два рази, а при найбільшому нава-нтаженні більш ніж у три рази.
Як видно з рис. 2а кут нахилу профілю лунки в напрямку вектора швидкості і щільність мікролунок відіграють значну роль у зниженні коефіцієнту тертя.
Вісник НТУУ “КПІ”. Серія ПРИЛАДОБУДУВАННЯ. – 2006. – Вип. 32 73
Високоефективні технологічні процеси в приладобудуванні
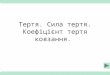
Отже при Р = 60 Н він знаходиться в області з Ψ = 15%, tgβ = 0,0488, або β = 2,79°; при Р = 100 Н – в області з Ψ = 24%, tgβ = 0,04 (β = 2,29°); при Р = 140 Н – в області з Ψ = 36%, tgβ = 0,053 (β = 3°).
а) б)
Рисунок 2 – Залежність коефіцієнту тертя f в парі “вал-втулка” від геометричних параметрів ДОТ поверхні втулки: кута нахилу профілю лунки β і щільності мік-ролунок Ψ при навантаженні Р = 100 Н (а), від навантаження і щільності мікролунок при куті нахилу профілю лунки β = 1,72° (б), та відповідний розрахунок за теоретичною моделлю (в)
в) Залежність коефіцієнту тертя f у парі “вал-втулка” від робочого наванта-
ження Р та щільності мікролунок Ψ при постійному куті β = 1,72° показана на рис. 2 б. При постійній щільності мікролунок мінімальне значення коефіцієнту тертя зростає зі збільшенням навантаження, зміщуючись у бік збільшення кута профілю лунки від β = 1,7° при Р = 50 Н до β = 2,7° при Р =150 Н. Це означає, що зі збільшенням навантаження збільшення кута профілю лунки забезпечує підвищення несучої здатності масляної плівки, хоча при цьому і зростає гідрав-лічний опір.
Аналогічно на коефіцієнт тертя впливає щільність мікролунок. При постій-ному куті профілю лунки β = 1,72° раціональна щільність мікролунок зміню-ється від Ψ = 20% при навантаженні Р = 50 Н до Ψ = 28% при навантаженні Р = =150 Н.
Отже аналіз показав, що формування ДОТ робочої поверхні тертя може за-безпечити зниження коефіцієнту тертя у рухомому вузлі майже у три рази.
74 Вісник НТУУ “КПІ”. Серія ПРИЛАДОБУДУВАННЯ. – 2006. – Вип. 32
Високоефективні технологічні процеси в приладобудуванні
Порівняння з розрахунком за теоретичною моделлю [6] в режимі окисного тертя без змащування (рис. 2 в) показує якісний збіг результатів досліджень. Тому для первинного розрахунку параметрів ДОТ поверхні можна застосовува-ти методику теоретичного розрахунку коефіцієнту тертя.
Результати дослідження інтенсивності зношування У наслідок проведених експериментальних досліджень отримана адекватна
математична модель. залежності лінійної інтенсивності зношування ДОТ пове-рхні втулки у парі тертя “вал-втулка” – Іh,, від геометричних параметрів повер-хні: щільності Ψ, % та глибини мікролунок h, а також робочого навантаження вузла Р, Н:
0,571 2 0,39914
0,706
( 100) (100 )3,442 10hPI
h− ⋅ Ψ − ⋅ −Ψ
= × ⋅ (2)
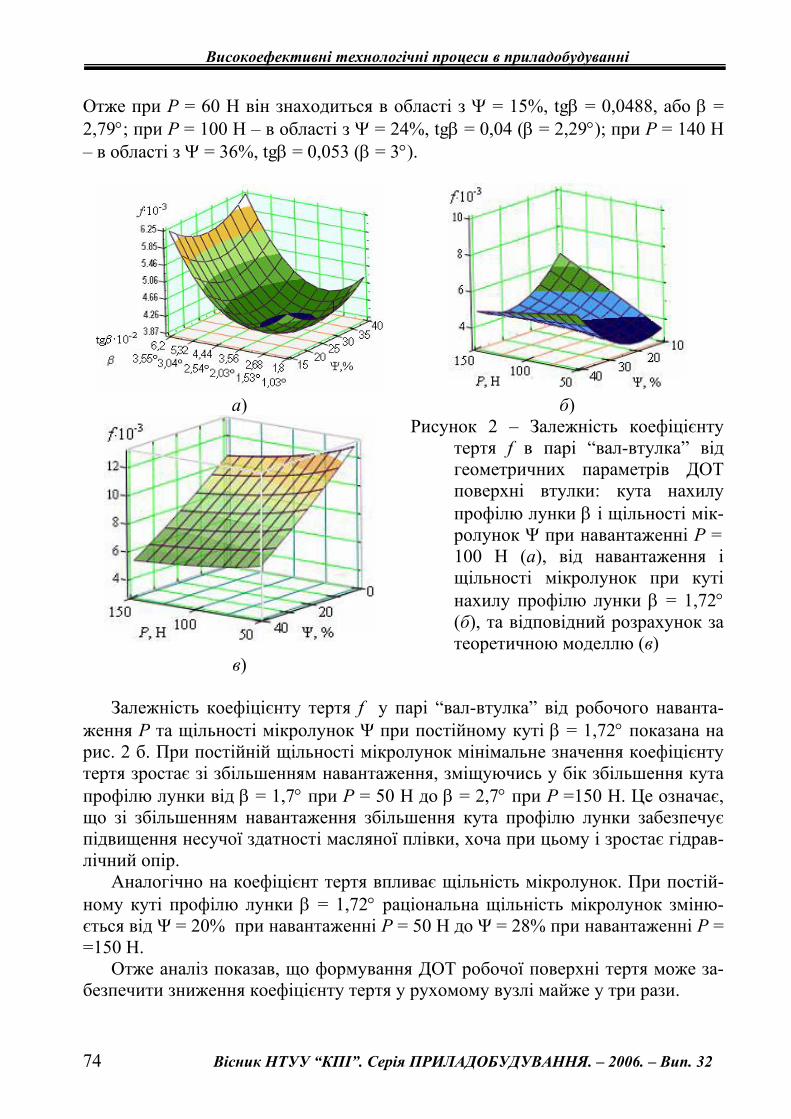
Як показав аналіз отриманих результатів і підвищенням питомого тиску у вузлі інтенсивність зношування зростає, тоді як збільшення щільності, і глиби-ни мікролунок зменшує інтенсивність зношування у всьому діапазоні наванта-ження (рис. 3). При цьому більший вплив на зниження інтенсивність зношуван-ня виявляє глибина мікролунки, так як вона значно менше впливає на зменшен-ня несучої поверхні тертя, ніж їх щільність.
а) б)
Рисунок 3 – Залежність лінійної інтен-сивності зношування Ih втулки від геометричних параметрів ДОТ поверхні: глибини мікромі-кролунок h і їх щільності Ψ при навантаженні Р = 140 Н (а), від навантаження і щільності мікро-лунок ДОТ поверхні тертя втул-ки при глибині мікролунок h = 25 мкм (б), та відповідний розраху-нок за теоретичною моделлю (в).
в)
Вісник НТУУ “КПІ”. Серія ПРИЛАДОБУДУВАННЯ. – 2006. – Вип. 32 75

Високоефективні технологічні процеси в приладобудуванні
При постійній глибині мікролунок в 25 мкм зростання щільності мікролунок від 15% до 40% зменшує інтенсивність зношування в ∼ 2,3 рази незалежно від навантаження. При щільності мікролунок в 25% зростання глибини мікролунок від 10 мкм до 40 мкм зменшує інтенсивність зношування в ∼ 2,7 рази. При мак-симальному навантаженні вузла зменшення інтенсивності зношування зі зрос-танням глибини мікролунки трохи нижче ніж при мінімальному навантаженні.
Дослідження інтенсивності зношування валу, на якому ДОТ поверхня не формувалась, показало відповідне зниження інтенсивності зношування, що від-повідає зауваженню Костецького, що для збільшення зносостійкості деталей вузла тертя достатньо забезпечити якісні трибологічні показники поверхні од-нієї з деталей [1]. Збільшення щільності мікролунок від 15% до 40% на поверхні втулки знижує інтенсивність зношування валу у 1,5 рази (у середньому з 0,7⋅10-
10 до 0,45⋅10-10), а збільшення глибини мікролунок від 10 до 40 мкм – у 1,25 рази (в середньому з 1⋅10-9 до 0,8⋅10-10).
Порівняння лінійної інтенсивності зношування за теоретичною моделлю в режимі окисного тертя без змащування (рис. 3 в), показує задовільний збіг ре-зультатів досліджень. Отже для оцінки зношування вузла з ДОТ поверхні тертя можна застосовувати методику теоретичного розрахунку інтенсивності зношу-вання [6] за параметрами матеріалу, деталей та вузла, режимами експлуатації.
Висновки Проведений аналіз результатів експерименту та їх порівняння з результатами
аналітичного дослідження показали, що формування дискретно-орієнтованої поверхні тертя забезпечує раціональну мастилоємність, знижує коефіцієнт тер-тя у рухомому вузлі майже у три рази і підвищує зносостійкість поверхонь тер-тя в 1,5…3 рази, що підвищує надійність та довговічність вузлів та деталей приладів. Подальший напрямок досліджень параметрів дискретно-орієнтованої топо-
графії поверхні тертя дозволить створити теоретичні засади розрахунку зносо-стійкості пар тертя.
Література 1. Костецкий Б.И. Трение, смазка и износ в машинах. – К.: Техника, 1970. – 396 с. 2. Трение, изнашивание и смазка. Справочник: В 2-х кн. Кн.1 / Под ред. И.В. Крагельского и
В.В. Алисина. – М.: Машиностроение, 1978. – 400 с. 3. Суслов А.Г. Инженерия поверхности деталей – резерв в повышении конкурентоспособно-
сти машин // Справочник. Инженерный журнал: Приложение. – 2001. – № 4. – С. 3-9. 4. Когаев В.П., Дроздов Ю.Н. Прочность и износостойкость деталей машин: Учеб. пособие
для машиностр. спец. вузов. – М.: Высш.шк, 1991. – 319 с. 5. Возненко В.В. Обґрунтування параметрів дискретно-орієнтованих поверхонь деталей пар
тертя // Зб. наук. пр. НТУ „ХПІ” «Високі технології в машинобудуванні». – Харків, 2005. – Вип. 2(11). – С.74-83.
6. Возненко В.В. Визначення експлуатаційних характеристик фрикційних поверхонь // Віс-ник Сумського державного університету. Сер. Технічні науки (Машинобудування). – Суми: СумДУ, 2006. – № 11(83)’2005. – С.33-39.
76 Вісник НТУУ “КПІ”. Серія ПРИЛАДОБУДУВАННЯ. – 2006. – Вип. 32

Високоефективні технологічні процеси в приладобудуванні
7. Адлер Ю.П., Маркова Е.В., Грановский Ю.В. Планирование эксперимента при поиске оп-тимальных условий.– М: Наука, 1976.– 280 с.
8. Одинец С. С., Топилин Г. Е. Средства измерения крутящего момента: Библиотека прибо-ростроителя. – М.: Машиностроение, 1977. – 160 с.
9. Триботехнология формирования поверхностей / Чеповецкий Н.Х., Ющенко С.А., Бараболя А.В., Павлиский В.М., Огородник В.В., Ляшко В.А., Дмитриева Т.В. – К.: Наукова думка, 1989. – 229 с.
Антонюк В.С., Возненко В.В. Влияние дис-кретно-ориентированной топографии по-верхости деталей на их трибологические характеристики Приведены результаты исследований влия-ния параметров дискретно-ориентированной топографии поверхностей пар трения на ин-тенсивность изнашивания и коэффициента трения. Получена математическая модель оценки трибологических характеристик фрикционных поверхностей. Показано, что поверхность с дискретно-ориентированной топографией снижает интенсивность изна-шивания и коэффициент трения.
Antoniuk V.S., Voznenko V.V. The discreet- oriented topography of the surface of details at this tribological characteristic It’s given the results of friction pares surfaces investigation discreet-oriented topography pa-rameters influence investigations on intensity of wear and coefficient of friction. There is taken mathematical model of friction surfaces tri-bological characteristic assessment It’s shown, that surface with discreet-oriented topography increases intensities of wear and friction coeffi-cient.
Надійшла до редакції 9 червня 2006 року
УДК 621 КОНТАКТНЫЕ НАГРУЗКИ НА ПЕРЕДНЕЙ ПОВЕРХНОСТИ РАБОЧЕЙ
ЧАСТИ ИНСТРУМЕНТА Усачев П.А., Национальный технический университет Украины "Киевский политехниче-
ский институт", г. Киев, Украина В статье рассмотрены контактные нагрузки на передней поверхности рабочей части
инструмента сложной формы заточки Введение. Постановка задачи Характер распределения нормальных и касательных нагрузок на передней
поверхности рабочей части инструмента является важным аспектом механики процесса резания, поскольку он отражает условия силового нагружения и тре-ния между материалом стружки и инструмента.
Знание условий нагружения и трения позволяет детально исследовать такие вопросы, как износ передней поверхности; распределение температур, дефор-маций и напряжений как на передней поверхности, так и внутри режущего кли-на; действие смазочно-охлаждающих технологических средств и др.
Поэтому проблеме исследования распределения нагрузок на передней по-верхности инструмента посвящено большое число работ теоретического и экс-
Вісник НТУУ “КПІ”. Серія ПРИЛАДОБУДУВАННЯ. – 2006. – Вип. 32 77

Високоефективні технологічні процеси в приладобудуванні
периментального характера [1, 2]. В опубликованных работах рассмотрены контактные нагрузки на передней поверхности лишь простой формы заточки, когда передняя поверхность плоская и передний угол γ = 0.
В представленной статье приведены методика и полученные результаты ис-следований контактных нагрузок, действующих на переднюю поверхность ин-струмента сложной формы заточки.
Методика исследования контактных нагрузок Теоретическое решение контактной задачи с учетом всех особенностей
процесса резания представляет настолько сложную задачу, что даже прибли-женное её решение возможно при большом количестве допущений. Поэтому наиболее точные данные о действующих контактных нагрузках получают в ос-новном экспериментальным путём.
На основании принципа независимости действия сил допустимо раздельное изучение контактных нагрузок, действующих на передней и задней поверхно-стях режущего клина. Поэтому в данной статье будут рассмотрены результаты исследования контактных нагрузок, которые действуют только на переднюю поверхность.
В зависимости от условий обработки передней поверхности режущего кли-на может быть придана различная форма заточки. Разработана методика опре-деления контактных нагрузок [3], которые действуют на переднюю поверх-ность инструмента любой формы заточки. Для её осуществления применялся разрезной резец (рис.1) и специальные устройство [4], построенное на базе ди-намометра марки УДМ. На корпусе динамометра в резцедержателе жестко кре-пится задняя часть 1 резца, а передняя часть 2 – в динамометре. Задняя часть резца служит для резания, а передняя – для измерения сил.
Рисунок 1 – Схема
действия сил на разрез-ной резец
Производя резание заготовок разными участками режущей кромки, фикси-
руются приращения длин контакта iC∆ стружки с передней поверхностью пе-редней части разрезного резца, которые могут быть описаны как:
78 Вісник НТУУ “КПІ”. Серія ПРИЛАДОБУДУВАННЯ. – 2006. – Вип. 32

Високоефективні технологічні процеси в приладобудуванні
1 1 0
2 2 1
3 3 2
1 1
;;;
......................i i
C C CC C CC C C
C C C+
∆ = −
∆ = −∆ = −
∆ = −
и приращения нормальной и тангенциальной iN∆ iF∆ сил
1 1 0
2 2 1
1
;;
.......................;i i i+ i+
N N NN N N
N N N
∆ = −
∆ = −
∆ = −
F F FF F F
F F F
1 1 0
2 2 1
1
;;
....................;i i
∆ = −
∆ = −
∆ = −
При ширине стружки b контактные нагрузки будут определяться по формулам:
0lim ;i
iN C
i
N NGb C b C∆ →∆ ∂
= =⋅∆ ⋅∂
(1)
0lim .i
iF C
i
F Fb C b C
τ ∆ →∆ ∂
= =⋅∆ ⋅∂
(2)
Учитывая равномерное движение стружки по передней поверхности со ско-ростью V, можно записать
dc V dt= ⋅ . Тогда выражения (1) и (2) примут вид
;NdNG
b V dt=
⋅ ⋅ .F
dFb V dt
τ =⋅ ⋅
Величины силы нормального давления N и силы трения F определяются по составляющим усилий резания ZP и YP , измеряемых динамометром, и передне-му углу γ. Если γ≠0 , то контактные нагрузки равны соответственно
1cos sin ;Z Y Z Y
NdP dP dP dPGdt b V dt b V dt dt
γ γ= ⋅ + ⋅ = ⋅ + ⋅
⋅ ⋅ 2K K (3)
2 1sin cos ,Z Y Z Y
FdP dP dP dPK Kdt b V dt b V dt dt
γ γτ = ⋅ + ⋅ = ⋅ + ⋅
⋅ ⋅
где K1 и K2 – коэффициенты, зависящие от геометрии заточки передней поверх-ности, ширины стружки и скорости резания.
Чтобы проследить плавное изменение усилий резания вдоль длины контакта и записать эпюры контактных нагрузок и NG Fτ согласно формулам (3) разрез-ному резцу сообщалось два движения: поперечное с подачей и продольное с подачей S2. В результате этого площадь контакта стружки с передней поверх-ностью резца плавно растет от нуля до максимальной величины bc/2. Сигналы каждой составляющей сил N и F, возникшие в динамометре при минимальной площади контакта стружки с передней поверхностью резца и изменяющиеся с ростом её, преобразуются усилителем электрических сигналов установки [4], дифференцируются R с цепями, умножаются на коэффициенты K1 и K2, сумми-
1S
Вісник НТУУ “КПІ”. Серія ПРИЛАДОБУДУВАННЯ. – 2006. – Вип. 32 79

Високоефективні технологічні процеси в приладобудуванні
руются согласно формулам (3) и поступают в регистрирующий прибор, кото-рый записывает сигналы, форма которых соответствует форме эпюр контакт-ных нагрузок.
Для проверки точности полученных результатов дополнительно строились также эпюры контактных нагрузок для тех же условий резания по известным методикам [1, 2, 3]. Результаты сравнений показал, что максимальные расхож-дения составляли не более 10%.
Результаты исследования контактных нагрузок Разработанная методика и созданная установка позволяют построить экспе-
риментальные эпюры контактных нагрузок, действующих на переднюю по-верхность рабочей части инструмента, и проанализировать влияние на них гео-метрических параметров режущего инструмента, режимов резания, обрабаты-ваемого и инструментального материалов.
Представленные на рисунках эпюры контактных нагрузок являются усред-ненными. Производили троекратную запись осциллограмм при одинаковых ус-ловиях резания и строили усредненные эпюры.
Из геометрических параметров наибольшее влияние на эпюры контактных нагрузок оказывают передний угол и форма передней поверхности, которая по-лучается при заточке и изменяется при изнашивании. Анализ результатов ис-следований обработки стали ШХ15 показывает (рис.2), что изменение передне-го угла γ от - 10º до +15º приводит к переходу выпуклой формы кривой к вогнутой и уменьшению максимальной почти вдвое.
NGNG
Рисунок 2 – Зависимость контактных нагрузок от переднего угла
80 Вісник НТУУ “КПІ”. Серія ПРИЛАДОБУДУВАННЯ. – 2006. – Вип. 32

Високоефективні технологічні процеси в приладобудуванні
На участке отрицательной фаски (рис.3) наблюдается уменьшение нормаль-ных нагрузок до 15…20% по сравнению с аналогичным участком резца с пло-ской передней поверхностью. На участке положительного переднего угла нор-мальные и касательные нагрузки распределяются, как и на передней поверхно-сти резца с плоской заточкой, то есть растут плавно при приближении к точке перегиба на передней поверхности.
Рисунок 3 – Распределение и NG Fτ наличии отрицательной фаски. Эпюры и NG Fτ на передней поверхности резца с отрицательной фаской и
лункой имеют перепад в зоне лунки (рис. 4). На участке отрицательной фаски наблюдается, как и в предыдущем случае, уменьшение на 15…20%. NG
Из полученных эпюр видно, что всевозможные фаски и лунки на передней поверхности рабочей части инструмента оказывают влияние на распределение контактных нагрузок. Поэтому при конструировании режущего инструмента необходимо создавать условия, при которых в зоне контакта происходило бы уменьшение силового нагружения, что приведет к повышению стойкости и прочности рабочей части инструмента.
Вісник НТУУ “КПІ”. Серія ПРИЛАДОБУДУВАННЯ. – 2006. – Вип. 32 81

Високоефективні технологічні процеси в приладобудуванні
Рисунок 4 – Распределение и NG Fτ при наличии фаски и радиценой лунки Выводы Разработанная методика и специальное устройство позволяют исследовать
контактные нагрузки, которые действуют на переднюю поверхность рабочей части инструмента сложной формы заточки.
Контактные нагрузки определяют силовое нагружение инструмента и могут быть в дальнейших исследованиях использованы при расчетах рабочей части инструмента на износостойкость и прочность.
Литература
1. Полетика М.Ф. Контактные нагрузки на режущих поверхностях инструмента. - М.: Маши-ностроение, 1969. – 153 с.
2. Зорев Н.Н. Вопросы механики процесса резания металлов. –М.: Машиностроение, 1956. – 320 с.
3. Физические основы процесса резания металлов. –М.: Вища школа, 1976. – 136 с. 4. А.с. № 446776 СССР. Прибор для измерения контактных напряжений в процессе pезания.
Опубл. 15.12.74. Усачев П.А. Контактні навантаження на передній поверхні робочої частини інструмента У статті розглянуті контактні навантаження на передній поверхні робочої частини ін-струмента складної форми заточки.
Usachev P.A. The contact loading of the working part of the tool The article deals with the contact loading, work-ing on the front surface of the working part of the tool with a complicated shape of groove.
Надійшла до редакції 25 червня 2006 року
82 Вісник НТУУ “КПІ”. Серія ПРИЛАДОБУДУВАННЯ. – 2006. – Вип. 32

Високоефективні технологічні процеси в приладобудуванні
УДК 620.179.14(088.8) ИССЛЕДОВАНИЕ ТОЧНОСТИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ОБРАБОТКИ ТИПОВЫХ МИКРОМЕХАНИЧЕСКИХ КОМПОНЕНТОВ
Остафьев В.А., Диордица И.Н., Петренко С.Ф., Филиппова М.В., Национальный техни-ческий университет Украины "Киевский политехнический институт", г. Киев, Украина
В статье описаны исследования применения акселерометра для определения точности
касания режущего инструмента, которые показали, что этот метод является универсаль-ным для обработки любых видов материалов микрокомпонентов любым видом инструмента
Вступление. Постановка задачи Типовые микромеханические компоненты требуют обработки с точностью
от 0,1 до 1 мкм. Такая высокая точность изготовления этих компонентов с тру-дом может быть достигнута даже на прецизионных станках. Поэтому техноло-гический процесс обработки должен включать дополнительные модели изго-товления микромеханических компонентов, которые компенсируют возникно-вение технологической погрешности.
Для реализации таких моделей в производстве необходима информация о возникающих погрешностях.
Существующие методы контроля точности обработки заключаются в том, что на станок устанавливаются электромагнитные датчики, которые дают информа-цию о касании режущим инструментом поверхности инструмента с высокой точ-ностью [1]. Такие системы можно использовать только для обработки при токо-проводящей детали и инструменте. Учитывая то, что высокая точность достигает-ся при обработке алмазным инструментом, который не является токопроводящим, данная система в этом случае не применяется. Аналогичная ситуация возникает при нанесении ряда износостойких покрытий, которые являются не токопроводя-щими, и при обработке пластмасс, керамики и ряда других деталей из нетокопро-водящих материалов [2].
Вследствие роста необходимости обеспечения высокой точности, одновре-менно связанной со снижением себестоимости, возникает необходимость в про-мышленном оборудовании с возможностью компенсации геометрических по-грешностей, что регистрируется измерительной техникой в режиме реального времени.
Задача исследования точности невозможна без создания такой универсальной системы, которая предназначена для обработки любых материалов любым видом инструментов и, которая по точности не уступала бы другим системам обработки.
Таким образом, необходимо создание виброакустической системы для кон-троля механической обработки высокоточных деталей на токарных станках, которая дает возможность использовать режущий инструмент как датчик при измерениях детали во время механообработки. Датчик обеспечивает точность около 0,6 мкм. Таким образом, он может быть применен в координатно-измерительном режиме. Датчик является эффективным независимо от измене-
Вісник НТУУ “КПІ”. Серія ПРИЛАДОБУДУВАННЯ. – 2006. – Вип. 32 83

Високоефективні технологічні процеси в приладобудуванні
ния геометрии режущего инструмента, покрытия вставки, геометрии и размера вставки, текущего процесса резания, и материала заготовки [3, 4, 5].
Наиболее универсальным методом получения такой информации является установка акселерометра на державке режущего инструмента, что позволяет зафиксировать касание инструментом обрабатываемого компонента. Для опре-деления точности касания инструментом поверхности детали был использован компьютеризованный микроманипулятор PSF-4 IVF, показанный на рис 1 [6].
Рисунок 1 – Компьютеризованный микроманипулятор PSF-4 IVF Описание методики и оборудования для проведения исследования Компьютеризованный микроманипулятор PSF-4 IVF представляет собой
трехмодульный прибор, включающий электромеханический модуль, джойсти-ковый пульт управления, модуль сопряжения с IBM PC.
Микроманипулятор адаптируется к любым микроскопам и позволяет легко маневрировать в поле зрения микроскопа как с помощью джойстика, так и по заданной программе, наблюдая и управляя процессом с экрана монитора. Ма-тематическое обеспечение (Software) микроманипулятора включает более 40 программируемых операторов и подпрограмм [7, 8, 9].
С помощью манипуляторов осуществляется перемещение в микронных и субмикронных диапазонах, причем такие манипуляторы не должны создавать вибраций и обеспечивать стабильное позиционирование.
Основой микроманипулятора является подвижная прецизионная каретка, обычно в подшипниковых направляющих. Вращение микромеханического винта осуществляется обычно двигателем постоянного тока, либо в лучшем случае - шаговым двигателем. Реальное разрешение, получаемое на двигателе постоянно-го тока, иcчисляется от десятков до сотен микрометров, а вибрационный шум редуктора зачастую весьма ограничивает его использование.
Точность обработки деталей механическим и гидроабразивным резанием, лазерным и другими методами, применяемыми в производственных процессах,
84 Вісник НТУУ “КПІ”. Серія ПРИЛАДОБУДУВАННЯ. – 2006. – Вип. 32
Високоефективні технологічні процеси в приладобудуванні
определяется в первую очередь обеспечением прецизионного позиционирова-ния рабочего инструмента в заданных координатах. Эта задача традиционно решается станкостроителями путем использования линейных электроприводов на направляющих, обработанных по высокому классу точности. Но, поскольку классический электропривод содержит электромагнитный двигатель и редук-тор, он обладает инерционностью, ограничивающей точность и стабильность подачи инструмента, то есть для него существует «порог прецизионности» (по-рядка единиц микрометров), который он не может превысить. Привод же на основе пьезоэлектрических двигателей, не содержащий инерционных элемен-тов, обеспечивает точность позиционирования, составляющую доли нанометра.
Для определения точности касания режущего инструмента был применен пьезоакселерометр, который фиксировал момент касания резцом вибрирующе-го элемента, то есть вращающейся детали. Резец был установлен на микрома-нипуляторе.
Методика проведения эксперимента предусматривала определение точки ка-сания резцом вибрирующего элемента при скорости поступательного движения манипулятора 1 мкм в секунду, (напряжение 12 В, частота колебаний 100 Гц), момент касания определялся по сигналу осциллографа. После этого переходили на шаг манипулятора 100 нм и включали реверс движения. Через каждые 100 нм определяли амплитуду сигнала пьезоэлектрического датчика по ширине дорож-ки на осциллографе. Определяли момент касания резца и элемента с разным ша-гом манипулятора. На рис. 2 показана рабочая зона прибора, на рис. 3 приведе-на иллюстрация динамической регистрации момента касания, которая получе-на с помощью микроскопа.
Обсуждение результатов исследования. Расчет оценки точности По результатам эксперимента был построен график зависимости амплиту-
ды сигнала пьзоэлектрического датчика от расстояния точки касания резцом поверхности с шагом манипуляторав 100 нм (рис. 4).
Расчет оценки точности измерений момента касания виброакустическим датчиком проводился соответственно по результатам измерений.
2
1
3
1 – виброакустический датчик, 2 –деталь, 3 – ре-жущий инструмент Рисунок 2 – Рабочая зона прибора
Вісник НТУУ “КПІ”. Серія ПРИЛАДОБУДУВАННЯ. – 2006. – Вип. 32 85

Високоефективні технологічні процеси в приладобудуванні
1
2
1 - вибрирующий элемент, 2 - режущий инструмент Рисунок 3 – Иллюстрация динамической регистрации момента касания
режущим клином инструмента поверхности элемента (детали)
Для этого из n измерений величины ошибки Х подсчитывали х1, х2... хn – со-ответствующие ошибки учета соответствующей координаты. Достоверность того, что ошибка Х входит в интервал от х1 до хn есть хі+dxi и выражена:
ixh
ii dxehdxр i22−=
π (1)
Достоверность того, что при n измерениях существует n ошибок (х1, х2... хn), поскольку идет речь о независимых событиях, равняется
nxxxh
nn
iii dxdxehdxр n ...1
)...(
1
222
21
2 ++−
=⎟⎟⎠
⎞⎜⎜⎝
⎛=∏ π
(2)
Максимум произведения р1р2...рn будет отвечать минимуму суммы . (3) 222
1 ...... ni xxx +++Наиболее достоверное значение, которое должно обеспечить минимум сум-
мы равняется 221 )(...)( ХХХХ n −++−
n
XXXX n+++=
...21 . (4)
Это наиболее достоверное значение Х является средним арифметическим результатов измерений.
При этом точность группы измерений составляет
∑+= ixn
ХХ 1 (5)
Окончательный результат будет составлять Х =0,12 мкм.
86 Вісник НТУУ “КПІ”. Серія ПРИЛАДОБУДУВАННЯ. – 2006. – Вип. 32

Високоефективні технологічні процеси в приладобудуванні
100 200 l (нм)
uл (мВ)
300 400 500 600 700 800
10
20
30
40
mid min
max
Рисунок 4 – Зависимость амплитуды сигнала пьезоэлектрического датчика
от расстояния Величины, измеряемые в эксперименте, по своему характеру случайны, и это
обусловлено либо статистической природой самого исследуемого явления, либо различными внешними воздействиями в процессе измерения. Полный набор всех возможных значений, которые может принимать случайная величина может представлять совокупность непрерывных или дискретных величин. Отдельные измерения представляют случайную выборку из генеральной совокупности.
Случайные величины описывали с помощью функции плотности распреде-ления, которая определяет вероятность наблюдения различных значений слу-чайной величины. Функция плотности распределения f непрерывной случайной величины x определяет вероятность ее наблюдения в интервале x′ ≤ x ≤ x′ + dx′ т. е. P(x′ ≤ x ≤ x′ + dx′) = f(x′)dx′ [9].
При обработке результатов используется метод математической статистики, в результате чего полученное ее распределение значений измерений соответст-вует закону Гаусса (рис. 5):
22/2)(22
1 σ
πσxxef −−= , (6)
причем предполагается, что случайная величина может принимать любые зна- чения −∞<x<∞.
Значение x соответствует точке симметрии распределения, а дисперсия . Геометрически величина 2σ=D σ совпадает c расстоянием от x до точек переги-
ба кривой f. Cогласно распределению Гаусса вероятность событий: P(|x− x |≤σ ) равна
∫+
−
′=≤−σ
σ
σx
x
xfdxxP ))( =0,12.
Соответственно P(|x− x |≤2σ )=0,64. P(|x− x |≤3σ )=0,694.
Вісник НТУУ “КПІ”. Серія ПРИЛАДОБУДУВАННЯ. – 2006. – Вип. 32 87

Високоефективні технологічні процеси в приладобудуванні
что не противоречит теореме Чебышева [10].
Значения исследования
0,4 0,5 0,6 0,7 0,8 0,9 0,3 0,2 0,1
n 50
30
20
10
Рисунок 5 – Ра-спределение значе-ний измерений точ-ности обработки
Выводы Исследования применения акселерометра для определения точности техноло-
гического процесса обработки типовых микромеханических компонентов показал, что этот метод является универсальным для обработки любых видов материалов микрокомпонентов любым видом инструмента. Статистическая обработка резуль-татов измерений позволила получить значение ошибки измерений 0,12 мкм.
Данный метод обеспечил возможность получения точности касания инст-румента и детали 0, 7 мкм. На основе данной информации реализуются модели с компенсацией технологической погрешности при обработке типовых микро-механических компонентов, что позволяет производить обработку с точностью не ниже 1 мкм.
Перспективы дальнейших исследований состоят в создании высокоточной виброакустической системы для обработки микродеталей, изготовленных для нанотехнологий.
Литература
1. Скицюк В.И., Остафьев В.А., Шевченко В.В. Автоматическая настройка и поднастройка режущих инструментов на токарных станках с ЧПУ // Технология и организация произ-водства. – 1989. - № 3. –С.15-17.
2. Пат. 4408933 США, МКІ В 23 В 39/04. Опубл. 11.10.1983. 3. Остафьев В.А., Кокаровцев В.В., Харкевич А.Г., Науменко В.И. Автоматизированная
аналого-цифровая система обработки виброакустического сигнала при резании метал-лов. Междун. НТ сб. «Научно-технический прогресс в машиностроении». - Вып.12б ИМАШ АН СССР- Венгрия, 1989. - С.62-63.
4. Кокаровцев В.В. Методы контроля и управления процессом металообработки на основе виброакустического сигнала. Автореферат диссертации на соискание ученой степени кандидата технических наук. Киев, 1994.
5. Остафьев В.А., Камаев Ю.Н., Антонюк В.С., Кокаровцев В.В., Малек В.А. Система управления процессом металообработки. Труды междунар. конеренции «Адаптивное управление технологическими прессами». Реджина, Польша. 1985. - С.103-110.
6. Патент України №849. П'єзоелектричний двигун / Петренко С.Ф., Берсеньов В.Я., Ши-шов Ю. Г. та ін. Опубл. 1993.
88 Вісник НТУУ “КПІ”. Серія ПРИЛАДОБУДУВАННЯ. – 2006. – Вип. 32

Високоефективні технологічні процеси в приладобудуванні
7. Архангельский М.Е. О превращении ультразвуковых колебаний поверхности во враща-тельное и поступательное движение тела // Акустический журнал. – 1993. - Т.ІХ, вып. 2. -С.275-278.
8. Некрасов М.М., Лавриненко В.В., Божко А.А. и др. Элементы пьезоэлектроники и воз-можности их применения в электротехнике // Электричество. – 1971. - Т 12. - С. 51-59.
9. Джагупов Р.Г., Ерофеев А.А. Пьезоэлектрические элементы в приборостроении и авто-матике. – Л.: Машиностроение, 1986. -256с.
10. Бронштейн, Семендяев, и др. Справочник по математике для инженеров и учащихся вту-зов. – М.: Наука, 1986. – 544 с.
Остаф’єв В.О., Діордіца І.М., Петренко С.Ф., Філіппова М.В. Дослідження точності тех-нологічного процесу обробки типових мік-ромеханічних компонентів У статті описані дослідження застосування акселерометра для визначення точності тор-кання ріжучого інструменту які показали, що цей метод є універсальним для обробки будь-яких видів матеріалів мікрокомпонентів будь-яким видом інструмента
Ostafiev V.A., Diorditsa I.N., Petrenko S.F., Filippova M.V. Research of exactness of tech-nological process of treatment of models me-chanical components In the article researches of application of sensor are described for determination of exactness of touch of toolpiece which rotined that this method was universal for treatment of any types of mate-rials of component by any type of instrument
Надійшла до редакції 12 вересня 2006 року
УДК 621.9.01
СИСТЕМА КОНТРОЛЮ СТАНУ РІЗАЛЬНОГО ІНСТРУМЕНТУ ЗА ДОПОМОГОЮ ЕЛЕКТРИЧНИХ СИГНАЛІВ
Шевченко В.В., Любас А.В., Шевченко Д.В., Національний технічний університет Украї-
ни “Київський політехнічний інститут”, м. Київ, Україна
Запропоновано систему контролю стану різального інструмента на основі виміру елек-тричних характеристик зони контакту різального інструмента з оброблюваною деталлю та представлений алгоритмом роботи
Вступ. Постановка проблеми Для раціонального використання різальних властивостей інструментів, мак-
симального скорочення їх розходу і досягнення найбільшої продуктивності праці необхідно не тільки контролювати різальний інструмент (РІ) перед уста-новкою на обладнання та в процесі його роботи, але й прогнозувати його пра-цездатність. Контакт інструменту, що проводить струм, із заготовкою при ме-талообробці є джерелом електричної енергії й одночасно генератором інформа-ції про процеси, що виникають у зоні різання [1 — 3]. Для отримання інформа-ції про стан РІ доцільно використовувати, завдяки простоті та доступності, ме-тод контролю стану РІ по ЕРС (електрорушійна сила) різання.
В процесі обробки, окрім ЕРС різання, генерованої в зоні контакту “РІ-оброблювана деталь” і “РІ-стружка”, виникає також термо-ЕРС у місті контакту
Вісник НТУУ “КПІ”. Серія ПРИЛАДОБУДУВАННЯ. – 2006. – Вип. 32 89

Високоефективні технологічні процеси в приладобудуванні
різальної пластини з різцетримачем та підкладкою. Нагрівання цих зон контак-ту може призвести до появи достатньо великих термо-ЕРС, зменшуючи в сума-рному сигналі долю ЕРС різання, що погіршує точність контролю стану РІ. То-му про стан РІ по ЕРС різання доцільно судити по значенням ЕРС різання, отриманими в момент врізання, коли “паразитні” термо-ЕРС ще є несуттєвими.
Конструктивно достатньо просто реалізується контроль інструмента за ЕРС різання, оскільки відчутник для контролю досить легко розмістити без будь-яких вимірювальних перетворювачів, вбудова яких може викликати конструк-тивні труднощі або знизити універсальність верстата.
Програмно найбільш просто реалізується контроль за результатами порівнян-ня отриманого сигналу з максимально допустимим значенням сигналу, який кон-тролюють. Однак в цьому випадку не виявляються порушення працездатності, які приводять до зменшення діагностичного сигналу, наприклад при руйнації РІ з подальшим порушенням його контакту з оброблюваною деталлю [4].
У випадку руйнації різальної пластини при точінні без порушення та з по-рушенням контакту інструмента з оброблюваною деталлю ЕРС різання значно змінюється. При порушенні контакту “інструмент-деталь” значення ЕРС різан-ня різко спадає, а при наявності контакту — різко зростає [5]. Знаючи таку вла-стивість зміни ЕРС різання можна досить легко відстежити вищевказані руйна-ції. Не дивлячись на те, що в процесі різання виникають та постійно збільшу-ються “паразитні” термо-ЕРС, це не заважає відстежити загальну тенденцію різкої зміни діагностичного сигналу, що притаманна руйнації інструмента.
Принцип дії системи контролю стану РІ Отже, порівняння контролюємого сигналу з максимально допустимим зна-
ченням потрібно вести у момент врізання, а для виявлення поломки потрібно контролювати величину зміни отримуємого сигналу за деяким інтервалом часу та порівнювати її з максимально допустимою різницею цих сигналів.
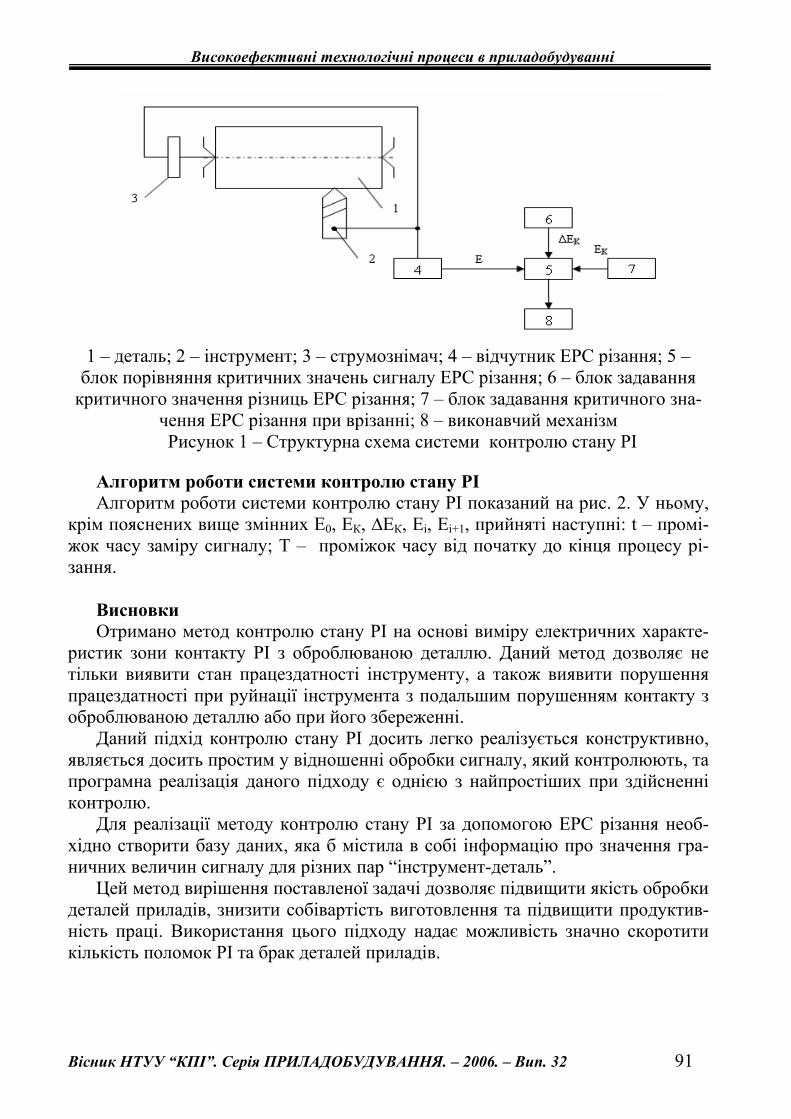
Для реалізації цього підходу розроблена система контролю стану РІ, струк-турна схема якої наведена на рис. 1. При врізанні інструмента 2 у деталь 1 сиг-нал Е0 з відчутника 4 потрапляє на перший вхід блоку 5, на другий вхід якого подається з блоку 7 сигнал ЕК, величина якого відповідає критичному стану РІ. Величина сигналу ЕК визначається для кожної пари «інструмент-деталь» на ос-нові попередніх дослідів. Якщо Е > ЕК, то з блоку 5 на виконавчий механізм 8 надходить команда заміни інструменту, якщо умова не виконується, то система працює далі без змін.
Під час різання на третій вхід блоку 5 подається з блоку 6 сигнал ∆ЕК, який відповідає максимально допустимій різниці сигналів Еi та Еi+1, отриманих на де-якому проміжку часу. Величина сигналу ∆ЕК та інерційність заміру сигналів ви-значається для кожної пари «інструмент-деталь» на основі попередніх дослідів. Якщо ∆ЕК < │Еi – Еi+1│, то з блоку 5 на виконавчий механізм 8 надходить ко-манда заміни інструменту, якщо умова не виконується, то система працює далі.
90 Вісник НТУУ “КПІ”. Серія ПРИЛАДОБУДУВАННЯ. – 2006. – Вип. 32
Високоефективні технологічні процеси в приладобудуванні
1 – деталь; 2 – інструмент; 3 – струмознімач; 4 – відчутник ЕРС різання; 5 – блок порівняння критичних значень сигналу ЕРС різання; 6 – блок задавання критичного значення різниць ЕРС різання; 7 – блок задавання критичного зна-
чення ЕРС різання при врізанні; 8 – виконавчий механізм Рисунок 1 – Структурна схема системи контролю стану РІ
Алгоритм роботи системи контролю стану РІ Алгоритм роботи системи контролю стану РІ показаний на рис. 2. У ньому,
крім пояснених вище змінних Е0, ЕК, ∆ЕК, Еi, Еi+1, прийняті наступні: t – промі-жок часу заміру сигналу; Т – проміжок часу від початку до кінця процесу рі-зання.
Висновки Отримано метод контролю стану РІ на основі виміру електричних характе-
ристик зони контакту РІ з оброблюваною деталлю. Даний метод дозволяє не тільки виявити стан працездатності інструменту, а також виявити порушення працездатності при руйнації інструмента з подальшим порушенням контакту з оброблюваною деталлю або при його збереженні.
Даний підхід контролю стану РІ досить легко реалізується конструктивно, являється досить простим у відношенні обробки сигналу, який контролюють, та програмна реалізація даного підходу є однією з найпростіших при здійсненні контролю.
Для реалізації методу контролю стану РІ за допомогою ЕРС різання необ-хідно створити базу даних, яка б містила в собі інформацію про значення гра-ничних величин сигналу для різних пар “інструмент-деталь”.
Цей метод вирішення поставленої задачі дозволяє підвищити якість обробки деталей приладів, знизити собівартість виготовлення та підвищити продуктив-ність праці. Використання цього підходу надає можливість значно скоротити кількість поломок РІ та брак деталей приладів.
Вісник НТУУ “КПІ”. Серія ПРИЛАДОБУДУВАННЯ. – 2006. – Вип. 32 91

Високоефективні технологічні процеси в приладобудуванні
Початок
Рисунок 2 – Алгоритм роботи системи контролю стану РІ З огляду на наукові перспективи досліджень у цьому напрямку система кон-
тролю стану РІ, її використання, дозволяє отримати нові важливі залежності різноманітних фізичних параметрів, що виникають в процесі різання.
Література
1. Электрические явления при трении и резании металлов: Сб. статей. - М.: Наука, 1969. - 119 с. 2. Электрические явления при трении, резании и смазке твердых тел: Сб. статей. - М.: Нау-
ка, 1973. -147 с. 3. Резников А.Н. Теплофизика процессов механической обработки материалов. - М.: Маши-
ностроение, 1981. -279 с. 4. Палей С.М., Сахаров М.Г. Автоматический контроль состояния режущего инструмента и
размеров обрабатываемых деталей в токарных ГПМ: Метод. рекомендации. - М.: ЭНИМС, 1988. - С. 3 -13.
Введення Ек
Введення ∆Ек
Введення t
Введення T
n: = T/t
Врізання інстру-менту в деталь
Ек ≤ Е0
і = 0,n
Відведення ін-струменту
Заміна інструме-нту
Кінець
так
ні
∆Е≤│Еі–Еі+1│
ні так
92 Вісник НТУУ “КПІ”. Серія ПРИЛАДОБУДУВАННЯ. – 2006. – Вип. 32

Високоефективні технологічні процеси в приладобудуванні
5. Палей С.М. Использование электрических явлений при резании для контроля состояния режущего инструмента: Метод. рекоменд. — М.: ЭНИМС, 1984. - С. 5 - 12.
Шевченко В.В., Любас А.В., Шевченко Д.В. Система контроля состояния режущего инструмента с помощью электрических сигналов В работе предложена система контроля состоя-ния режущего инструмента, работа которой основана на использовании электрических сиг-налов, полученных из зоны контакта режущего инструмента с деталью в процессе резания и представлен алгоритм работы данной системы
Shevchenko V.V, Lyubas A.V, Shevchenko D.V. Monitoring system of a condition of the cut-ting tool by means of electric signals In work it is offered the monitoring system of a condition of the cutting tool which work is based on use of electric signals received of a zone of contact of the cutting tool with a detail during cutting and it is presented algorithm of work of the given system
Надійшла до редакції 28 лютого 2006 року
УДК 621.923
ЗАМЕНА ВРАЩЕНИЯ ДЕТАЛИ ПРИ ОБРАБОТКЕ СКОРОСТНЫМ ЛИНЕЙНЫМ ПЕРЕМЕЩЕНИЕМ РЕЖУЩЕГО ИНСТРУМЕНТА
Осадчий А.В., Держук В.А., Национальный технический университет Украины «Киев-
ский политехнический институт», г. Киев, Украина В данной работе рассмотрены вопросы актуальности сверхскоростной обработки ме-
таллов прошивкой и калибровка шариком Введение. Постановка задачи Идея сверхскоростного резания базируется на теоретическом положении
физики твердого тела, согласно которому при увеличении скорости пластической деформации металла область последней уменьшается, и металл становится более хрупким. Вследствие этого уменьшается относительная работа пластической де-формации, а, следовательно, количество выделившейся теплоты и температура в зоне резания. В настоящее время еще не выработано общепринятое мнение о том уровне скоростей, после которого резание считается сверхскоростным. Прибли-женная классификация таких видов обработки [1, 2] приведена в табл. 1.
В существующих исследованиях, например [1 - 3], отсутствует разделение процессов на сверхскоростные, скоростные и обычные типы технологических процессов резания. Поэтому целью данного исследования было проведение разграничения и анализ существующих процессов с распределением их на ука-занные группы.
В связи с высокими скоростями и малой длительностью протекания дефор-мационных и контактных процессов высоко- и сверхскоростное резание харак-теризуется рядом особенностей. Опираясь на уже имеющиеся разработки авто-рами было проведено изучение особенностей, при сверхскоростной прошивке и калибровке шариком.
Вісник НТУУ “КПІ”. Серія ПРИЛАДОБУДУВАННЯ. – 2006. – Вип. 32 93

Високоефективні технологічні процеси в приладобудуванні
Таблица 1 – Диапазоны скоростей и используемое оборудование Условия реза-
ния Диапазон скоростей,
м/мин Тип оборудования
Обычное До 600 (для легких сплавов до 1800)
Обычное
Высокоскоро-стное
До 18000
Станки с повышенной жесткостью и мощностью электродвигателя привода главного движения, осна-щенные специальными шпиндель-ными узлами и устройствами ЧПУ, частота вращения шпинделя до 60000 об/мин
Баллистическое Более 10000 Установки, использующие для обеспечения движения резания взрывчатые вещества (ракеты, ру-жья, пушки), электромагнитные поля, ускорение свободного паде-ния (копровые установки большой высоты)
Проблематикой данной темы является то, что идея сверхскоростной обра-
ботки прошивкой и шариком не рассматривалась в полной мере, из-за сложно-сти создания сверхвысоких скоростей в данной обработке. Эту проблему легко решить, если в качестве основного привода использовать копровые установки или взрывчатые вещества.
Методика исследования особенностей скоростных процессов резания При резании со сверхвысокими скоростями сливная стружка переходит в
элементную, а в случае обработки закаленных сталей – в порошкообразную. Такое изменение вида стружки подтверждает приведенное выше теоретическое положение об охрупчивании материала. Стружкообразование протекает в адиа-батических условиях и на него оказывают влияние не только температурно-скоростной фактор, как при обычном резании, но и временной. Он определяет время действия температуры, скорость нагрева, температурный градиент и дру-гие показатели, характеризующие физические особенности сверхскоростного резания. Коэффициент укорочения стружки для широкого круга обрабатывае-мых материалов значительно меньше, чем при обычном резании. В ряде случа-ев он может быть меньше единицы при одновременном уменьшении ширины стружки. Угол сдвига больше обычного, достигает 60°. Такой характер струж-кообразования обусловлен особенностями условий трения на передней поверх-ности, динамических физико-механических свойств обрабатываемого металла и протекания микродеформаций.
94 Вісник НТУУ “КПІ”. Серія ПРИЛАДОБУДУВАННЯ. – 2006. – Вип. 32

Високоефективні технологічні процеси в приладобудуванні
Изменение сил резания с ростом скорости зависит от свойств обрабатывае-мого материала и уровня инерционных сил стружки. В условиях обычного ре-зания эти силы совершенно незначительны, при сверхскоростном - составляют до 30...50 % от Pz. Для расчетов используется формула:
2 / cos( )sP ab= ρυ γ β − γ где – плотность обрабатываемого материала; a,b – толщина и ширина сре-за;β – угол сдвига; – передний угол;
ργ υ – скорость резания.
Приведенные на рис. 1 зависимости Pz = f(v) подтверждают мнение о том, что для более прочных материалов минимум силы резания будет смещаться в сторону больших скоростей резания [1], поскольку в этом случае болем висо-кий уровень сил резания и инерционная составляющая начинают сказываться при более высоких скоростях.
Ранее отмечалось, что для осуществления сверх скоростного резания необ-ходимо повышать мощность станка. Это очевидно из формулы p zN P= υ
Рисунок 1 – Зависимость силы ре-зан
ри сверхскоростном резании, начиная с критического значения про-
исх кри
м/мин, температура заготовки подни-мае
сследование зависимости стойкости инструмента и производительно-
. Так, по данным фирмы «Локхид» (США), при обработке стали 45 при t = 5 мм, S = 0,3 мм/об, v = 120 м/мин мощность резания равна 6,47 кВт, а при v = 10000 м/мин – 161 кВт.
1 – при резании алюминия; 2 – стали 45
ия от скорости
П крυ ,одит снижение температуры. Это объясняется тем, что, начиная с тиче-
ских значений скорости резания, отделение срезаемого слоя происходит в ре-зультате не пластического, а хрупкого разрушения. Наблюдается локализация пластических деформаций в малых объемах и интенсивный разогрев контактных слоев, приводящий к снижению сил трения. На рис. 2 показано, что при скоро-сти резания 4700 м/мин, глубине 3 мм и подачах менее 1500 мм/мин температу-ра стружки достигает температуры плавления металла. Эта стружка обладает таким запасом энергии, что сразу же после возникновения приваривается к по-верхности детали или сплавляется с ней.
Если подача превышает 2500...3000 мтся на 6 °С выше комнатной, и теплота, возникающая в процессе резания,
отводится вместе со стружкой, температура которой не превышает 240 °С [3]. И
Вісник НТУУ “КПІ”. Серія ПРИЛАДОБУДУВАННЯ. – 2006. – Вип. 32 95

Високоефективні технологічні процеси в приладобудуванні
стиСпецифика механизма изна-
ши
н н
1 – емпература стружки при фре-
рез тсутствие нароста и застойной зоны и упрочнение металла в зоне пласти-
чес
Рисунок 3 – Зависимость стойкости тве
В связи с резким возрастанием уровнос
асчеты параметров сверхскоростех к х
при
обработки
вания инструмента связана с высокими температурами на площадках контакта и малым временем ко тактирова ия.
т
зеровании; 2 – температура заго-товки; 3 – комнатная температура
Рисунок 2 – Влияние скорости ания на температуру
Окого контакта повышает интенсивность адгезионных и диффузионных про-
цессов, возникает значительный износ контактных площадок вблизи режущей кромки. Интенсивность изнашивания при обычных и сверхвысоких (больших в 300 раз) скоростях при прочих равных условиях может быть примерно одина-ковой или несколько более высокой в последнем случае [4]. Зависимость T = f(v) имеет перегиб (рис. 3), положение которого определяется свойствами об-рабатываемого материала и условиями обработки.
рдосплавной двузубой фрезы от скорости резания цветного сплава (Sz = 0,l мм/зуб, t = 2 мм)
ть обработки чрезвычайно велика. На пчивающие съем металла до 4000 см3/мин ипозволяет повысить съем до 100 000 см3/мшое количество снятого металла делает сэффективным, особенно при обработке спе
Рнологичес их процесса в приборостАвторами были проведены некоторые ведены ниже.
96 Вісник НТУУ “КПІ”. Серія П
ня скоростей резания производитель-
тной обработки при различных
по данной тематике, которые
рактике используются станки, обеспе-ли 25...30 кГ. Баллистическое резание ин и даже до 950 000 см3/мин. Боль-верхскоростное резание экономически циальных материалов и деталей.
роении расчёты
РИЛАДОБУДУВАННЯ. – 2006. – Вип. 32

Високоефективні технологічні процеси в приладобудуванні
Калибровка шариком (рис.4):
1-заготовка; 2 - шарик (инструмент); 3 - ползунок пресса (молот); 4 - подставка
Рисунок 4 – Схема калибровки шариком
Расчетные входные данные: ZBmin = 0,5 мм; 2ZBmjn = 1 мм;
Материал: сталь 45; Bσ = 61 кГ/мм2; d = 10 MM; D = 10 + 1 = 11 MM; fкон
= 0,1; [ Bσ ] = 2500 кГ/см2; E = 1500000 кГ/см2; µ = 0,25 ÷ 0,3; /B Bτ σ =0,8÷1; G-?; P-?;
1.2(1 )
EG =+µ
; 1500000 1500000 6000002(1 0,25) 2,5стG = = =
+кГ/см2;
0,3 0,1 0,03кон ст конfµ = µ ⋅ = ⋅ =150000 150000 730000
2(1 0,03) 2,06конG = = =+
кГ/см2; [ ]вPF
σ = ;
=⋅Π
−⋅Π
=⋅Π
−⋅Π
=410
411
44
2222 dDF =⋅Π
−⋅Π
4100
4121
2 295 78.5 16.5 мм 0,0165 см= − = = ; P =[ ]B Fσ ⋅ =⋅µ =73
2500 – 0,0165 = 41,25 кГ; Gτ = 0000-0,03=21800 кГ/см2;k k
cpPF
τ = = 0,0165 см2; ; F
P = = 218000 · 0,0165 =359,7; cp Fτ ⋅Скорость калибровки изменена: Исходя из выше приведенных расчётов можно смоделировать результаты,
полученные после увеличения скорости. Было: V1 = 6 м/мин.; N1 = 1,8 кВт; Стойкость LД = 55 м протягивания; Шероховатость 2,5; Точность Н7; Производительность: 50-120 дет. в час.
Получили: V2 = 60 м/мин.; N2 = 2 кВт; Стойкость Lд = 55 м протягивания
Шероховатость 2,5; Точность Н7; Производительность: 150-400 дет. в час. – увеличилась в 8 раз. Прошивка (рис.5)::
1 - подставка; 2 - заготовка; 3 - про-шивка; 4 - ползунок пресса (молота) Рисунок 5 – Схема работы прошивки
Вісник НТУУ “КПІ”. Серія ПРИЛАДОБУДУВАННЯ. – 2006. – Вип. 32 97

Високоефективні технологічні процеси в приладобудуванні
Расчетные входные данные: d = 9,5; D = 10; Zmin = 0,25 мм; 2Zmin = 0,5 мм; Материал: сталь 45;
Вσ = 61 кГ/мм2; tp = 5; tK = 5; Sz? Pz? Zmax? 1. ; 0.40.012 10zx
z sS C D= ⋅ = ⋅ = 0.03мм/зуб32.515)5.125.1()5.125.1( 0 =⋅÷=⋅÷= lt p
(0.65 0.8) (0.65 0.8) 5.32k pt t= ÷ ⋅ = ÷ ⋅ = 3.46 4.25 3.85÷ =
0max
151 1 2.9 35.32p
p
lZt
= + = + = ≈ ; 0max 1 4.89 5
kk
lt
Z ; = + = ≈
При Sz = 0,015 мм – толщина среза: Р = 524 кГ/мм2 – сила прошивания; РВ = =687 кГ/мм2 – осевая сила прошивания; fпп = 32,1 мм2 – поперечный пересечение по 1-й канавке; = 21,4 кГ/мм2 – напряжение на 1-й канавке; τ
Рекомендованная скорость протягивания: Lпрош =1,5-2 м/мин., или повышен-ная – 35-40 м/мин; Рх= = 16,1 кГ/мм – сила резания на 1 мм длины лезвия про-шивки; Длина лезвия 1 = Π · D = 3,14·10 = =31,4 мм.
Общая сила обработки: Рос = 31,4·16,1 = 501,54 кГ. Скорость прошивки изменена: Было: Vд – 2-4 м/мин; Ne = 1981 кВт; Шероховатость 2,5; Точность H7. Производительность: 50-120 дет. за час. Получили: Vд = 40 м/мин.; Ne = 0,13 – Рz – Vд =0,13·501,54·400 = 2608 кВт; Шероховатость 1,5; Точность Н7; Производительность: 200 - 420 дет. за час.
– увеличилась в 8,5 раз. Выводы Дальнейшие перспективі освоения данного метода обработки состоят в при-
менении приведенных типов высоких технологий. Приведенные расчеты пока-зали, что при увеличении скорости обработки возрастает продуктивность про-изводства, и при этом качество не ухудшается, а наоборот – увеличивается.
Литература 1. Полосаткин Г.Д., Караваев В.Л. Резание металлов со сверхвысокими скоростями. – Куй-
бышев: Профтехиздат, 1962. – С.23. 2. Потапов В.А., Айзеншток Г.И. Высокоскоростная обработка. – М.: Высшая школа, 1986. –
С.126-128. 3. Ящерицын П.И., Еремко М.Л. Теория резания. Физические и тепловые процессы в техно-
логических системах. - Минск: Высшая школа, 1990. – С.298-299. 4. Ящерицын П.И., Еремко М.Л. Основы резания материалов и режущий инструмент. – Минск:
Высшая школа, 1995. – С. 75. Осадчий А.В., Держук В.А. Заміна обертан-ня деталі при обробці швидкісним ліній-ним переміщенням різального інструмента У роботі розглянуті питання актуальності надшвидкісної обробки металів прошиван-ням і калібрування кулькою.
Osadchij A.V., Derzhuk V.A. Replacement of rotation of the detail at processing high-speed linear moving of the cutting tool. In the given work questions of a urgency of superfast processing of metals by an insertion and calibration by a ball are considered.
Надійшла до редакції 22 червня 2006 року
98 Вісник НТУУ “КПІ”. Серія ПРИЛАДОБУДУВАННЯ. – 2006. – Вип. 32