Embed Size (px)
DESCRIPTION
模块六 数控系统中的 PLC 控制. 株洲职业技术学院 电子工程系. 第一节 概述 第二节 数控系统中 PLC 的信息交换 第三节 M 、 S 、 T 功能的实现 习题. 第一节 概 述. 1. 独立型 PLC 所谓独立型 PLC , 实际上也就是一个通用型 PLC , 它完全独立于 CNC 装置, 具有完备的硬件和软件, 能够独立完成逻辑顺序控制任务。 它与 CNC 装置、 数控机床之间的关系如图 6.1 所示。. 图 6.1 独立型 PLC 与 CNC 、 数控机床之间的关系. 2. 内装型 PLC - PowerPoint PPT Presentation
Citation preview

株洲职业技术学院
电子工程系

第一节 概述 第二节 数控系统中PLC的信息交换 第三节 M、S、T功能的实现
习题

第一节 概 述1. 独立型 PLC
所谓独立型 PLC , 实际上也就是一个通用型 PLC , 它完全独立于 CNC 装置, 具有完备的硬件和软件, 能够独立完成逻辑顺序控制任务。 它与 CNC 装置、 数控机床之间的关系如图 6.1 所示。

图 6.1 独立型 PLC 与 CNC 、 数控机床之间的关系
¸¨Öú¶¯×÷»»µ¶¶¯×÷ÀäÈ´¿ª¹Ø
CNC¼ÆËã»ú
I/Oµç·
CNC×°ÖÃ
I/Oµç·
PLC×°ÖÃ
PLC
CPUµç·
I/Oµç·
MDI/CRTÃæ°å
²Ù×÷Ãæ°å
Ç¿µçµç·
Ö÷Öáµ¥Ôª
½ø¸øµ¥Ôª
Ö÷Öáµç¶¯»ú
½ø¸øµç¶¯»ú

2. 内装型 PLC
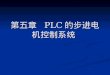
内装型 PLC 也叫内置型 PLC , 其全部功能包含在 CNC 装置内, 从属于CNC 装置, 与 CNC 装置集成于一体, 如图 6.2 所示。
图 6.2 内装型 PLC 的 CNC 系统框图
PLCI/O
µç·
CNC×°ÖÃMDI/CRTÃæ°å
²Ù×÷Ãæ°å
Ç¿µçµç·
Ö÷Öáµ¥Ôª
CNC¼ÆËã»ú
½ø¸øµ¥Ôª
Ö÷Öáµç¶¯»ú
½ø¸øµç¶¯»ú
¸¨Öú¶¯×÷»»µ¶¶¯×÷ÀäÈ´¿ª¹Ø

图 6.3 内装型 PLC 逻辑结构图
(a) PLC 和 CNC 共 用 CPU ; (b) PLC 专 用CPU
CPU(CNC/PLC)
PLC
EPROM
ÄÚ²¿×ÜÏß
Êä³öCPU
ÊäÈë
(a)
CPU(CNC)
ÄÚ²¿×ÜÏß
PLC
EPROM
Êä³ö
ÊäÈë
(b)

第二节 数控系统中 PLC 的信息交换
一 数控系统中 PLC 的信息交换 数控系统中 PLC 的信息交换即以 PLC 为
中心, 在 CNC 、 PLC 和机床之间进行的信息传递。

1 .机床至 PLC ( MT→PLC )
机床侧的开关量信号通过 I / O 单元接口输入至 PLC 中,除极少数信号外,绝大多数信号的含义及所占用 PLC 的地址均可由 PLC程序设计者自行定义。

2 . PLC 至机床( PLC→MT )
PLC 控制机床的信号通过 PLC 的开关量输出接口送到机床侧,所有开关量输出信号的含义及所占用PLC 的地址均可由 PLC 程序设计者自行定义。
举例 在 SINUMERIK 810 数控系统中,机床侧某电磁阀的动作由 PLC 的输出信号来控制,设该信号用Q1 . 4 来定义。该信号通过 I / O 模块和 I / O端子板输出至中间继电器线圈,继电器的触点又使电磁阀的线圈得电,从而控制电磁阀的动作。同样,Q1 . 4 信号可在 PLC STATUS 状态下,通过观察QBl 的第 4 位“ 0” 或“ 1” 来获知该输出信号是否有效。

3 . CNC 至 PLC ( CNC→PLC )
CNC 送至 PLC 的信息可由 CNC 直接送入PLC 的寄存器中,所有 CNC 送至 PLC 的信号含义和地址(开关量地址或寄存器地址)均由CNC 厂家确定, PLC 编程者只可使用,不可改变和增删。
举例 数控指令的 M 、 S 、 T 功能,通过 CNC译 码 后 直 接 送 入 PLC 相 应 的 寄 存 器 中 。 在SINUMERIK810 数控系统中, M03 指令经译码后,送入 FY27 . 3 寄存器中。

4 . PLC 至 CNC ( PLC→CNC ) PLC 送至 CNC 的信息也由开关量信号或寄
存器完成,所有 PLC 送至 CNC 的信号地址与含义由 CNC 厂家确定, PLC 编程者只可使用,不可改变和增删。
举 例 SINUMERIK 810 数 控 系 统中, Q108.5 为 PLC 至 CNC 的进给使能信号。
PLC 通过信息交换接受 CNC 的命令信息, 实现辅助功能的控制, 并把逻辑控制的结果信息送回 CNC 装置, 以同步零件程序的执行。
PLC 与 CNC 之间交换的信息分两个方向进行传输, 其中由 CNC 发给 PLC 的信息主要包括各种功能代码( M 、 S 、 T )的信息、 手动 /自动方式信息以及各种使能信息等; 而由 PLC发给 CNC 的信息主要包括 M 、 S 、 T 功能的应答信息和各坐标轴对应的机床参考点信息等。

二 实例分析1. 资源配置 FAGOR 系统内部与 PLC 有关的信
号流向及与外部的连接如图 6.4 所示。

图 6.4 FAGOR 系统中 PLC 与 CNC 装置的连接
Êä³ö ÊäÈë Êä³ö
CNC×°ÖÃ
I42¡«I 104 O25¡«O 64
O1¡«O 24 I1¡«I 41
FAGOR 8025/8030 TGI Êý¿Øϵͳ
(37о)I/O1
(37о)I/O2
(15о)I/O3
Á¬½ÓÆ÷
PLC

除了上述 CNC 与 PLC 之间、 PLC 与机床之间的开关量 I/O 信号之外, FAGOR 8025/8030 数控系统的 PLC 还有以下内部资源:
( 1 ) 2047 个标志器 ( 内部继电器 ) 。( 2 ) 255 个 16 位寄存器。( 3 ) 32 个计时器 ( 可选择计时范围 10
ms ~ 655 s) 。( 4 ) 6 个 计 数 器 ( 可 逆 计 数 范 围 -32
768 ~ +32 767 或 0 ~ 65 535) 。

2. 内部资源功能描述1) PLC 的内部开关量输入 PLC 共有 104 个开关量输入信号,
用字母“ I” 后跟数字编号表示, 如 I1 、 I16 等。各 PLC 内部开关量输入信号的含义如表 6.1 所示。

表 6.1 PLC 内部开关量输入信号的含义

2) PLC 的内部开关量输出 PLC 共有 64 个开关量输出信号, 用
字母“ O” 后跟数字编号表示, 如 O1 、 O16 等。 其中 O1 ~ O24 为 24 个外部开关量输出信号, 通过连接器 I/O1 与机床上的执 行 元 件 ( 电 磁 阀 、 接 触 器 、 继 电 器等)相连; 另外 40 个内部逻辑输出信号通过内部公共存储器单元由 PLC 传送给CNC , 其 编 号 对 应 为 O25 ~ O64 。 各PLC 内部开关量输出信号的含义如表 6.2所示。

表 6.2 PLC 内部开关量输出信号的含义

3 ) PLC 的标志器 标志器 ( 内部继电器 ) 实质上就是存
储器的二进制位, 共有 2047 个, 用字母“ M” 后跟数字编号表示, 如 M1 、 M102 等。 由于 PLC都配有后备电池, 因而当电源关断时, 标志器中的逻辑状态仍然保持不变。
4 ) PLC 的寄存器 寄存器用于存放数据信息, 其编号为
字母“ R” 后跟数字, 如 R1 、 R105 等。

3. CNC 与 PLC 之间的信息交换(1) 通过激活标志器, 在 CNC 中产生报警、
提示信息。 (2) 通过激活标志器对 CNC 中的变量进行读写或修改。
(3) 执行 M 、 S 、 T 功能过程中对 R201 ~ R203 的内容进行更新。

表 6.3 标志器与寄存器之间的对应关系

表 6.4 M 、 S 、 T 功能与寄存器之间的对应关系
第三节 M 、 S 、 T 功能的实现
1. M 功能的实现 M 功能也叫辅助功能, 可用来控制主轴
的正反转及停止, 主轴齿轮箱的变速, 冷却液的开关, 卡盘的夹紧和松开以及自动换刀装置的取刀和还刀等动作。

表 6.5 基本辅助功能动作类型

2. S 功能的实现 S 功能主要完成主轴转速的控制,
有 S2 位代码和 S4 位代码两种编程形式。
1 ) S2 位代码 S2 位代码用字母“ S” 后跟 2 位十
进制数的形式来指定主轴转速, S00 ~S99 共 100级。

2. S 功能的实现2 ) S4 位代码 S4 位代码用字母“ S” 后跟 4 位十
进制数的形式来指定主轴转速, 例如, S1500 就 直 接 表 示 主 轴转速为 1500 r/min 。

图 6.5 S 功能处理框图
CNC×°ÖÃ
µçƽת»»
ÒëS´úÂë
Êý¾Ýת»»
½øÖÆת»»
ÏÞ·ù´¦Àí
PLCÖ÷Öá¿ØÖÆϵͳ
D/Aת»»

3. T 功能的实现 T 功能即刀具功能, T 代码后跟
2 ~ 5 位数字表示要求的刀具号和刀具补偿号。 数控机床根据 T 代码, 通过PLC 可以管理刀库, 自动更换刀具, 即根据刀具和刀具座的编号可以简便、 可靠地进行选刀和换刀控制。
图 6.6 所示为采用固定存取换刀控制方式的 T 功能处理框图。

图 6.6 T 功能处理框图
CNC×°ÖÃ
µçƽת»»
ÒëT´úÂë
µ¶ºÅ¼ìË÷
µ¶ºÅÅбð
µ¶¿â»Øת
µ¶¿â»Øתϵͳ
PLC

习 题 1 数控系统中的 PLC 有哪几种配置形式?简述其特点。
2 数控系统中 PLC 信息交换的主要目的是什么?
3 CNC 与 PLC 之间、 PLC 和机床之间是如何进行信息交换的?
4 M 功能可分为几种动作类型?如何实现M 功能?
5 简述随机换刀控制和固定换刀控制的特点。