Embed Size (px)
DESCRIPTION
任务一 PLC 控制系统设计. 包头轻工职业技术学院 任课教师 : 张晓晖. 一 任务提出. 摇臂钻床利用旋转的钻头对工件进行加工,它由底座、内外立柱、摇臂、主轴箱和工作台构成。主轴箱固定在摇臂上,可以沿摇臂径向运动。摇臂借助于丝杆,可以作升降运动,也可以与外立柱固定在一起,沿内立柱旋转。钻削加工时,通过夹紧装置,主轴箱紧固在摇臂上,摇臂紧固在外立柱上,外立柱紧固在内立柱上。 Z3040 型摇臂钻床的结构及外观如图 6.1.1 所示。 - PowerPoint PPT Presentation
Citation preview

任务一PLC 控制系统设计 包头轻工职业技术学院 任课教师 :张晓晖

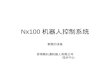
一 任务提出 摇臂钻床利用旋转的钻头对工件进行加工,它由底座、内外立柱、摇臂、主轴箱和工作台构成。主轴箱固定在摇臂上,可以沿摇臂径向运动。摇臂借助于丝杆,可以作升降运动,也可以与外立柱固定在一起,沿内立柱旋转。钻削加工时,通过夹紧装置,主轴箱紧固在摇臂上,摇臂紧固在外立柱上,外立柱紧固在内立柱上。Z3040 型摇臂钻床的结构及外观如图 6.1.1 所示。 要求采用可编程控制器的 Z3040 型摇臂钻床的操作及功能应与采用继电接触器电路时完全一致。
图 6.1.1 Z3040 摇臂钻床

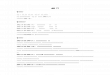
二、相关新知识 在掌握了 PLC 的基本工作原理及指令系统后,就可以把 PL
C 应用在实际的工程项目中。不论是用 PLC 组成集散控制系统,还是独立控制系统,控制部分的设计都可以参考图 6.1.2 所示的步骤。 1 .评估控制任务 2 . PLC 选型 3 .系统设计 4 .系统调试
评估控制任务
PLC机型选择
控制流程设计
PLC安装
程序设计
模拟运行
程序检查调试
联机调试
程序备份
交付使用
是否满足要求 修改软硬件
做控制柜
I/O配线
是
否
图 6.1.2 控制部分的设计步骤

三、项目设计方案1 .项目分析 机械加工机床的加工运动是机械与电气配合实现的。1 )弄清电器的设置及电器控制的分工 Z3040 摇臂钻床设有 4 台电动机,即主轴电动机、冷却泵电动机、摇臂升降电动机及液压泵电动机。2 ) Z3040 摇臂钻床的操作主要通过手轮及按钮实现。

图 6.1.3 中 380V 交流电源经手动转换开关 QSl 进入电动机主电路和控制电路的电源变压器 TC 。主轴电动机 M1 由接触器 KMl 控制,摇臂升降电动机 M2 由接触器 KM2 和 KM3 控制,液压电动机 M3 由接触器 KM4 和 KM5 控制,冷却泵电动机 M4 功率较小,由组合开关 Qs2 手动控制。机床操动情况如下。 (1) 主轴电动机启停 (2) 摇臂上升 (3) 摇臂下降 (4) 立柱和主轴箱同时夹紧和同时松开 (5) 摇臂升降限位保护

(1) 主轴电动机启停 按下主轴启动按钮 SB2 ,接触器 KMl 得电吸合且自保持,主轴电动机 Ml 运转。按下停止按钮 SBl ,主轴电动机停止。 (2) 摇臂上升 需要摇臂上升时,按下摇臂上升按钮 SB3 ,时间继电器 KT 得电,其瞬动触头和瞬时闭合延时打开的动合触头,使接触器 KM4 和电磁阀 Y
A 动作,液压电动机 M3 启动,液压油进入摇臂装置的油缸,使摇臂松开。 待完全松开后,行程开关 SQ2 动作,其动断触头断开,接触器 KM4断电释放.液压电动机 M3 停止运转,其动合触头接通,接触器 KM2 得电吸合,摇臂升降电动机 M2 正向启动,带动摇臂上升。 上升到所需的位置后,松开上升按钮 SB3 ,时间继电器 KT 、接触器KM2 断电释放。摇臂升降电动机 M2 停止运转,摇臂停止上升。延时 1~3 s ,后,时间继电器 KT 的动断触头闭合,动合触头断开,但由于夹紧到位行程开关 SQ3 动断触头处于导通状态,故 YA 继续处于吸合状态,接触器 KM5 吸合,液压电动机 M3 反向启动,向夹紧装置油缸中反向注油,使夹紧装置动作。 夹紧完毕后,行程开关 SQ3 动作,接触器 KM5 断电释放,液压电动机 M3 停止运转,电磁阀 YA 断电。时间继电器 KT 的作用是适应 SR3松开到摇臂停止上升之间的惯性时间,避免摇臂惯性上升中突然夹紧。

(3) 摇臂下降 需要摇臂下降时,按下摇臂下降按钮 SB4 .,动作过程与摇臂上升时相似。 (4) 立柱和主轴箱同时夹紧和同时松开 按下立柱和主轴箱松开按钮 SB5 ,接触器 KM4 得电吸合,液压电动机 M3 正向启动。由于电磁阀 YA 没有得电,处于释放状态,所以液压油经 2 位 6 通阀分配至立柱和主轴箱松开油缸,立柱和主轴箱夹紧装置松开。 按下立柱和主轴箱夹紧按钮 SB6 ,接触器 KM5 得电吸合,: M3 反向启动,液压油分配至立柱和主轴箱夹紧油缸,立柱和主轴箱夹紧装置夹紧。 (5) 摇臂升降限位保护 摇臂升降限位保护是靠上下限位开关 SQlU 和 SQlD 实现的。上升到极限位置后, SQlU 动断触头断开,摇臂自动夹紧,同松开上升按钮
SB3 动作相同;下降到极限位置后, SQlD 动断触头断开,摇臂自动夹紧,同松开下降按钮 SB4 动作相同。

2. 项目设计方案 在了解了 Z3040 型摇臂钻床的工作过程之后,下面来设计 PLC 控制方案。 (1) 评估控制任务 (2)PLC 选型 ( 3 )系统设计 1) 硬件设计 2) 软件设计 (4) 系统调试

(1) 评估控制任务 该机床的按钮、开关、接触器、电动机总数在 30 个左右,可以使用 PLC 进行控制。
(2)PLC 选型 清点 Z3040 摇臂钻床需接人 PLC 的输入输出器件后,确定需输入口 14 个及输出口 5 个,据此选用西门子 S7—200 系列 CPU 224,AC/ DC/ RELAY 。这是一种具有 14 个输入口及 10 个输出口的PLC 。输出口为继电器型。它的主要性能完全满足钻床的工作需要。

( 3 )系统设计 系统设计包括硬件设计和软件设计。 1) 硬件设计 采用可编程控制器的 Z3040 型摇臂钻床的操作及功能应与采用继电接触器电路时完全一致。机床原配的按钮、限位开关、变压器、指示灯、热继电器和接触器等电器均需保留。 作为主要操作器件的按钮及限位开关要接入 PLC 的输入口,每个
( 组 ) 触点占用一个输入口。作为主要执行器件的接触器及电磁阀线圈要接入 PLC 的输出口,每个(组 )线圈也要占一个口。 指示灯按理也需接入输出口,但如控制触点在硬件连接上与其他控制功能不冲突,不接人 PLC 也是可以的。本次采用不接入方案。热继电器也有接入 PLC 与不接入 PLC两种方案。不接入 PLC 时,可直接将热继电器的触点和相关接触器的线圈串起来。接入输入口时,则需通过程序设置热继电器的控制功能。本次热继电器也采用机外连接方案。此外,原电路中接触器 KM2 与 KM3 , KM4 与 KM5 之间均设有联锁触点,考虑到硬件联锁比软件联锁更可靠,它们的联锁也设在机外进行。


图 6..1.4 Z3040 型摇臂钻床 PLC 控制方案硬件连接

2) 软件设计 Z3040 型摇臂钻床的 PLC 程序用梯形图语言设计。设计时参照继电器原理图,在保持原有控制逻辑基础上改绘。 在继电接触器电路中,由于器件的触点有限,往往一个触点具有较多的功能,体现在电气原理图上,一些触点往往接有复杂的触点及线圈的组合。如图 6.1.3 中 SB3 与 SQlU串联及 SB4 与 SQlD串联再并联的区域之后连接着复杂的触点及线圈组合。 这样的区域在改绘为梯形图时十分不便。这时可以发挥 PLC具有许多辅助继电器的特点,将继电接触器电路中的一些触点区域的功能用辅助继电器代替。经这样的简化处理,最后一般都能得到结构简单的梯形图程序。在进行继电接触器电路图向梯形图梯形转化时,还需注意实际电器与 PLC模拟电器功能上的差异,如图 6.1.3 中时间继电器 KT 是具有瞬动触点的,而 PLC 的定时器不具有这种功能,这时可用与定时器并联的辅助继电器触点代替。

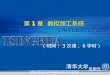
系统调试 分为两个阶段:第一阶段为模拟调试,第二阶段为联机调试。 模拟调试阶段分为 PLC模拟调试和外围电路模拟调试。 PLC模拟调试阶段,先不将 PLC 控制系统接到摇臂钻床上。用按钮和指示灯替代摇臂钻床的按钮、开关、接触器、电动机,进行 PLC模拟调试,看能否按照要求对摇臂钻床进行控制。这样可以避免由于设计失误造成损失。 外围电路模拟调试阶段包括控制电路和主电路的调试。调试时,可以用开关和按键适当替代由 PLC输出端控制的部分器件,在假定 PLC 制正常的情况下,看控制电路和主电路是否满足摇臂钻床的要求。 模拟调试达到预期目标之后,就可以进行联机统调了。在统调时,根据实际情况,采用分段分级调试方法,可以按照摇臂钻床的工作情况分段分级。先分别调试主轴电动机、冷却泵电动机、摇臂升降电动机及液压泵电动机,都没有问题后,再进行正常操作下的完整调试。 设计并调试成功的 Z304O 型摇臂钻床 PLC 控制程序如图 6.1.5 所示。图 6.1.5 中辅助继电器 M10 . 0 的触点可用来表示 SB3 与 SQlU串联、
SB4 与 SQlU串联再并联区域的逻辑状态及图 6.1.3 中时间继电器 KT 的瞬动触点。

图 6.1.5 Z3040 型摇臂钻床 PLC 控制程序