Embed Size (px)
Citation preview
Název školy Integrovaná střední škola technická, Vysoké Mýto, Mládežnická 380
Číslo a název projektu CZ.1.07/1.5.00/34.0374Inovace vzdělávacích metod EU - OP VK
Číslo a název klíčové aktivity III/2 INOVACE A ZKVALITNĚNÍ VÝUKYPROSTŘEDNICTVÍM ICT
Autor Ing. Jiří Tocháček
Číslo materiálu VY_32_INOVACE_AUT_2U_TO_23_13Název Pevné části motorůDruh učebního materiálu *.pdf - soubor, popř. WordPředmět AutomobilyRočník Druhý - učebního oboru "Mechanik a opravář motorových
vozidel" 23 - 68 H/01Tématický celek Motory - agregátyAnotace
Učební materiál uvádí konstrukci motoru z hlediska pevných částí motoru.
Metodický pokyn Je vhodné pracovat s data projektorem a počítačem s možností připojení na Internet.
Klíčová slova Blok motoru, hlava motoru, válec motoru, těsnění, ventilové víko apod.
Očekávaný výstup Žák získá základní přehled o konstrukci motoru z hlediska pevných částí motoru.
Datum vytvoření 27.02.2014
1
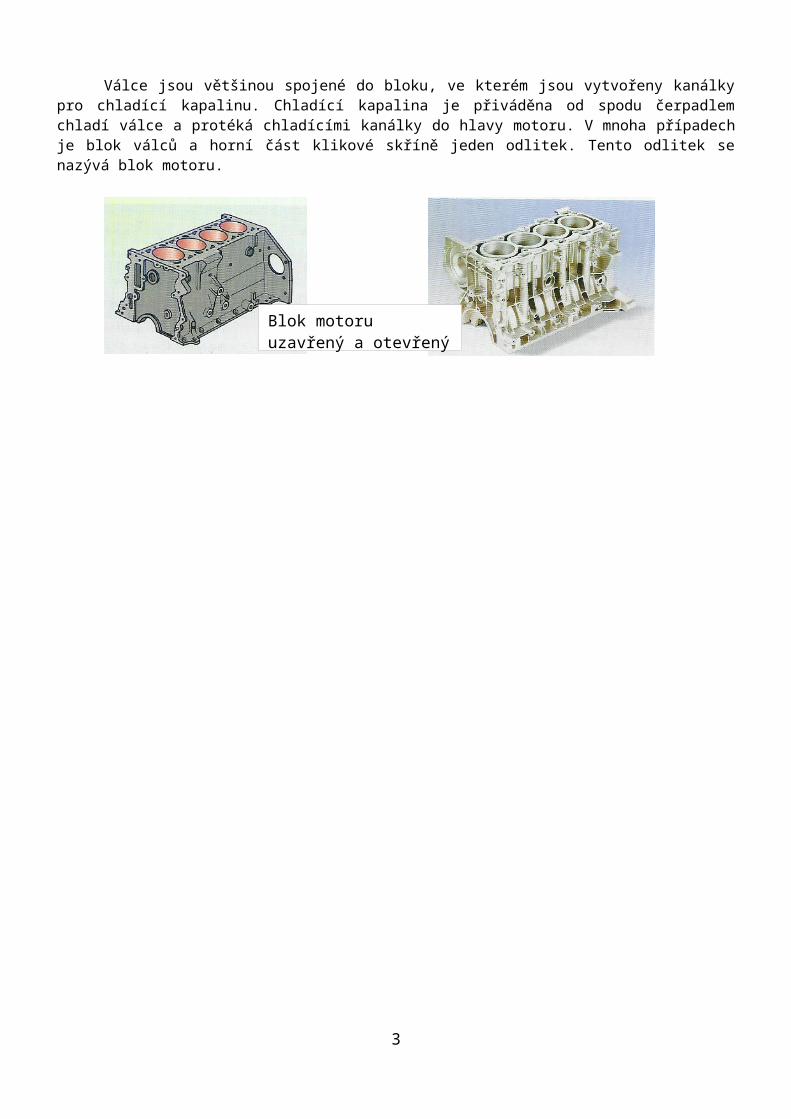
Blok motoru uzavřený a otevřený
Pevné části motoru- válce;- hlava válců;- těsnění hlavy válců- kliková skříň
Válce, hlava válců
Úkoly:- společně s pístem uzavírat spalovací prostor;- odolávat vysokým spalovacím tlakům;- rychle sdílet a předávat teplo chladícímu mediu;- válec slouží dále k vedení pístu.
Namáhaní:- vysoké spalovací tlaky;- vysoká teplotní napětí způsobená rychlými změnami teplot;- opotřebení styčných ploch válců třením pístu s kroužky zbytky spalin;- neodpařené palivo smývá při spouštění studeného motoru olejový film ze stěny
válce.
Vlastnosti materiálu :- vysoká pevnost a tvarová stálost;- dobré vedení tepla, malá tepelná roztažnost;- pro styčnou plochu válců – vysoká odolnost proti opotřebení a dobré kluzné
vlastnosti.
Druhy a konstrukce válců
- válce chlazené kapalinou;- válce chlazené vzduchem.
Válce chlazené kapalinou
Bloky motorů
Válce jsou většinou spojené do bloku, ve kterém jsou vytvořeny kanálky pro chladící kapalinu. Chladící kapalina je přiváděna od spodu čerpadlem chladí válce a protéká chladícími kanálky do hlavy motoru. V mnoha případech je blok válců a horní část klikové skříně jeden odlitek. Tento odlitek se nazývá blok motoru.
2
Materiálem je šedá litina (s lamelovým grafitem). Je materiálem s velmi dobrými kluznými vlastnostmi s dobrou tuhostí a pevností, má malou tepelnou roztažnost a dobrý útlum vibrací (hluku). Vyjímečně se provádí další opatření pro zlepšení styčné plochy válců.
V současné době je u většiny osobních a užitkových vozidel blok motoru odléván ze slitiny hliníku a to především kvůli nízké měrné hmotnosti a dobré tepelné vodivosti. Odlitky jsou pro zlepšení tuhosti a tvarové stálosti opatřeny žebry. Většinou se používají vložené válce.
Uzavřený blok motoru – těsnící plocha bloku motoru vůči hlavě válců je z plného materiálu, kolem otvorů válců uzavřená, opatřena pouze otvory a kanály pro tlakový olej, odpad oleje a chladící kapalinu, příp. pro odvzdušnění klikové skříně. Tato konstrukce je typická pro bloky ze šedé litiny. Bloky motorů z lehkých slitin AlSi se vyrábějí litím do kokil, popř. podtlakovým litím.
Otevřený blok motoru – vodní vrstva okolo otvorů válců je směrem k hlavě otevřená. Bloky se vyrábějí metodou LOKASIL tlakovým litím. Malá tuhost těchto bloků motoru vyžaduje tuhá a tenká kovová těsnění hlavy válců, oproti měkkým těsněním používaných u uzavřených bloků motoru. Kovová těsnění hlavy válců umožňují, vzhledem k minimální deformaci, nízké předpětí šroubů hlavy válců. Deformace válce a hlavy je minimální.
Vložené válce ( vložky válce) – jsou vyrobené z vysoce kvalitní jemnozrnné litiny (odstředivé lití) a vkládají se do litinových bloků válců nebo do bloků válců ze slitin hliníku. Mají vysokou životnost než styčné plochy bloků válců vyrobené z běžné šedé litiny. Rozdělujeme je na suché a mokré vložky válců.
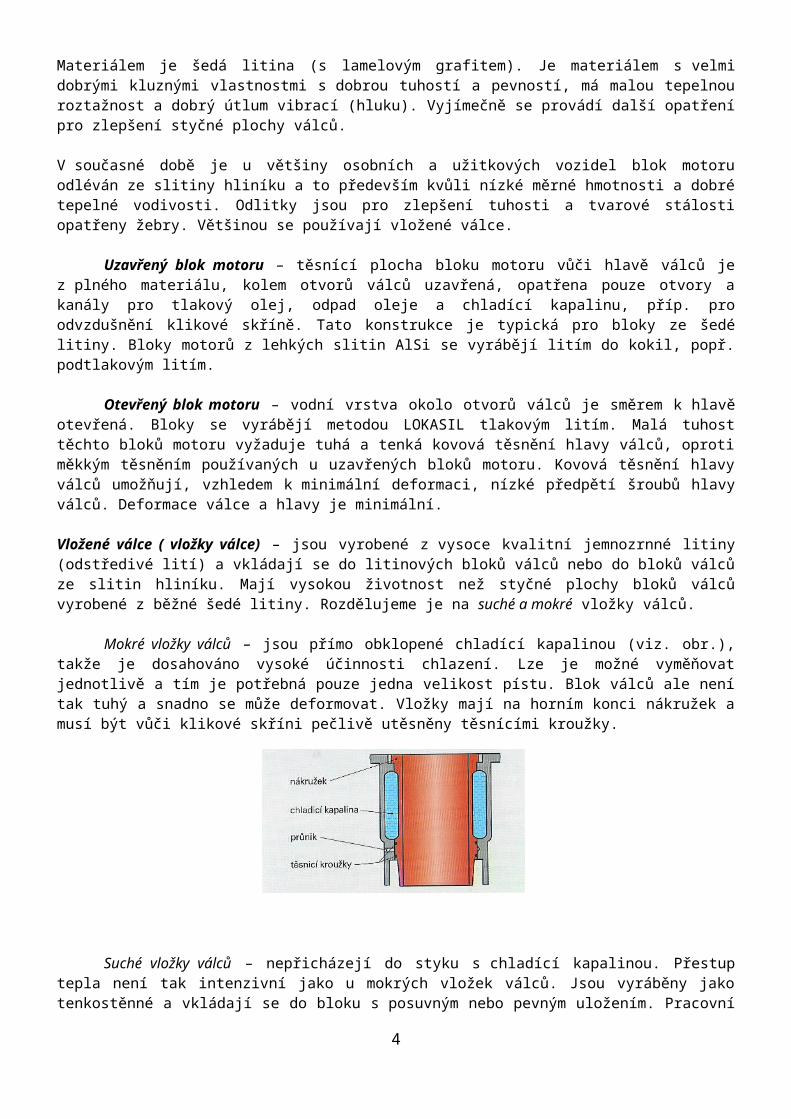
Mokré vložky válců – jsou přímo obklopené chladící kapalinou (viz. obr.), takže je dosahováno vysoké účinnosti chlazení. Lze je možné vyměňovat jednotlivě a tím je potřebná pouze jedna velikost pístu. Blok válců ale není tak tuhý a snadno se může deformovat. Vložky mají na horním konci nákružek a musí být vůči klikové skříni pečlivě utěsněny těsnícími kroužky.
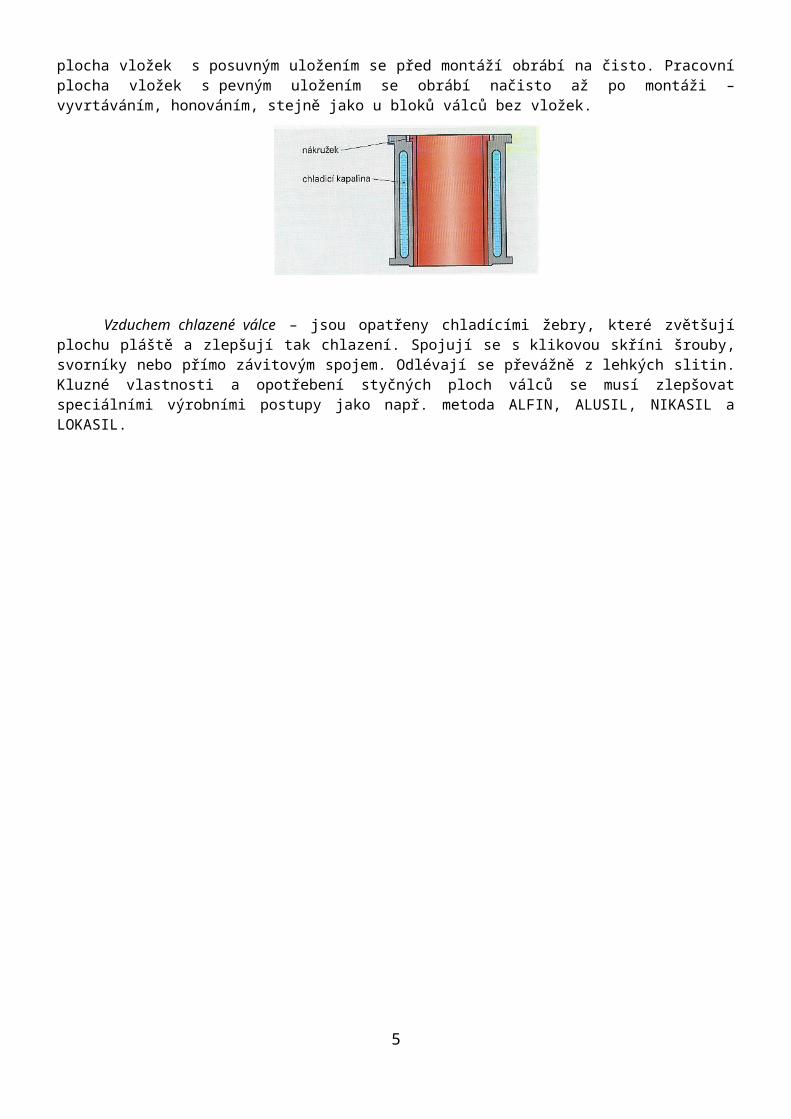
Suché vložky válců – nepřicházejí do styku s chladící kapalinou. Přestup tepla není tak intenzivní jako u mokrých vložek válců. Jsou vyráběny jako tenkostěnné a vkládají se do bloku s posuvným nebo pevným uložením. Pracovní plocha vložek s posuvným uložením se před montáží obrábí na čisto. Pracovní plocha vložek s pevným uložením se obrábí načisto až po montáži – vyvrtáváním, honováním, stejně jako u bloků válců bez vložek.
Vzduchem chlazené válce – jsou opatřeny chladícími žebry, které zvětšují plochu pláště a zlepšují tak chlazení. Spojují se s klikovou skříni šrouby, svorníky nebo přímo závitovým spojem. Odlévají se převážně z lehkých slitin. Kluzné vlastnosti a opotřebení styčných ploch válců se musí zlepšovat speciálními výrobními postupy jako např. metoda ALFIN, ALUSIL, NIKASIL a LOKASIL.
3
Pracovní plochy hliníkových válců
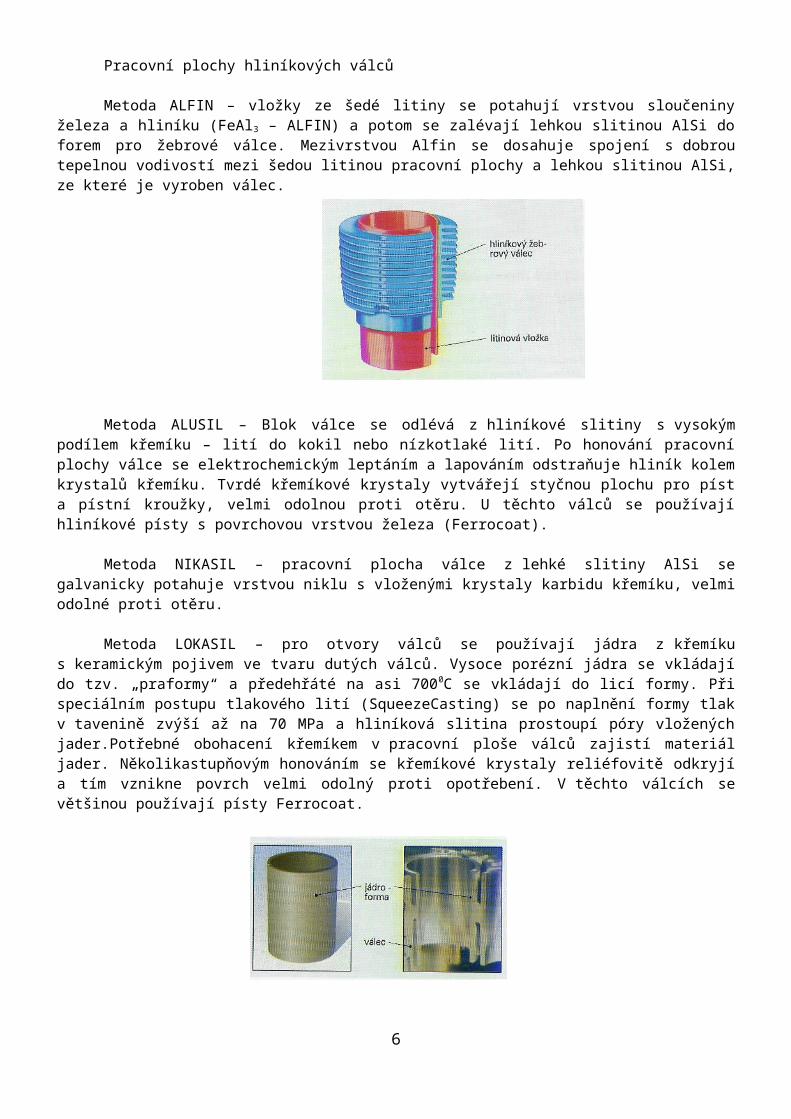
Metoda ALFIN – vložky ze šedé litiny se potahují vrstvou sloučeniny železa a hliníku (FeAl3 – ALFIN) a potom se zalévají lehkou slitinou AlSi do forem pro žebrové válce. Mezivrstvou Alfin se dosahuje spojení s dobrou tepelnou vodivostí mezi šedou litinou pracovní plochy a lehkou slitinou AlSi, ze které je vyroben válec.
Metoda ALUSIL – Blok válce se odlévá z hliníkové slitiny s vysokým podílem křemíku – lití do kokil nebo nízkotlaké lití. Po honování pracovní plochy válce se elektrochemickým leptáním a lapováním odstraňuje hliník kolem krystalů křemíku. Tvrdé křemíkové krystaly vytvářejí styčnou plochu pro píst a pístní kroužky, velmi odolnou proti otěru. U těchto válců se používají hliníkové písty s povrchovou vrstvou železa (Ferrocoat).
Metoda NIKASIL – pracovní plocha válce z lehké slitiny AlSi se galvanicky potahuje vrstvou niklu s vloženými krystaly karbidu křemíku, velmi odolné proti otěru.
Metoda LOKASIL – pro otvory válců se používají jádra z křemíku s keramickým pojivem ve tvaru dutých válců. Vysoce porézní jádra se vkládají do tzv. „praformy“ a předehřáté na asi 7000C se vkládají do licí formy. Při speciálním postupu tlakového lití (SqueezeCasting) se po naplnění formy tlak v tavenině zvýší až na 70 MPa a hliníková slitina prostoupí póry vložených jader.Potřebné obohacení křemíkem v pracovní ploše válců zajistí materiál jader. Několikastupňovým honováním se křemíkové krystaly reliéfovitě odkryjí a tím vznikne povrch velmi odolný proti opotřebení. V těchto válcích se většinou používají písty Ferrocoat.
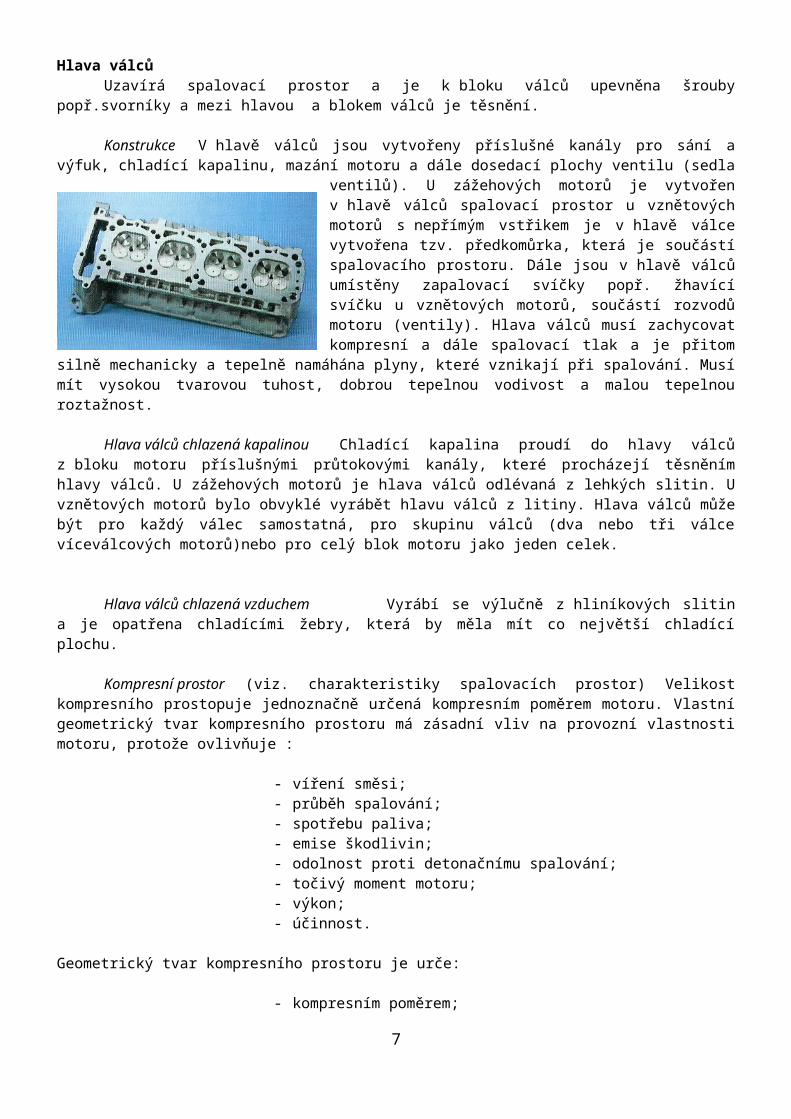
Hlava válcůUzavírá spalovací prostor a je k bloku válců upevněna šrouby popř.svorníky a mezi hlavou a blokem válců
je těsnění.
Konstrukce V hlavě válců jsou vytvořeny příslušné kanály pro sání a výfuk, chladící kapalinu, mazání motoru a dále dosedací plochy ventilu (sedla ventilů). U zážehových motorů je vytvořen v hlavě válců spalovací prostor u vznětových motorů s nepřímým vstřikem je v hlavě válce vytvořena tzv. předkomůrka, která je součástí
spalovacího prostoru. Dále jsou v hlavě válců umístěny zapalovací svíčky popř. žhavící svíčku u vznětových motorů, součástí rozvodů motoru (ventily). Hlava válců musí zachycovat kompresní a dále spalovací tlak a je přitom silně mechanicky a tepelně namáhána plyny, které vznikají při spalování. Musí mít vysokou tvarovou tuhost, dobrou tepelnou vodivost a malou tepelnou roztažnost.
Hlava válců chlazená kapalinou Chladící kapalina proudí do hlavy válců z bloku motoru příslušnými průtokovými kanály, které procházejí těsněním hlavy válců. U zážehových motorů je
4
hlava válců odlévaná z lehkých slitin. U vznětových motorů bylo obvyklé vyrábět hlavu válců z litiny. Hlava válců může být pro každý válec samostatná, pro skupinu válců (dva nebo tři válce víceválcových motorů)nebo pro celý blok motoru jako jeden celek.
Hlava válců chlazená vzduchem Vyrábí se výlučně z hliníkových slitin a je opatřena chladícími žebry, která by měla mít co největší chladící plochu.
Kompresní prostor (viz. charakteristiky spalovacích prostor) Velikost kompresního prostopuje jednoznačně určená kompresním poměrem motoru. Vlastní geometrický tvar kompresního prostoru má zásadní vliv na provozní vlastnosti motoru, protože ovlivňuje :
- víření směsi;- průběh spalování;- spotřebu paliva;- emise škodlivin;- odolnost proti detonačnímu spalování;- točivý moment motoru;- výkon;- účinnost.
Geometrický tvar kompresního prostoru je urče:
- kompresním poměrem;- polohou zapalovacích svíček;- poměrem povrchu kompresního prostoru k jeho objemu;- uspořádáním ventilů.
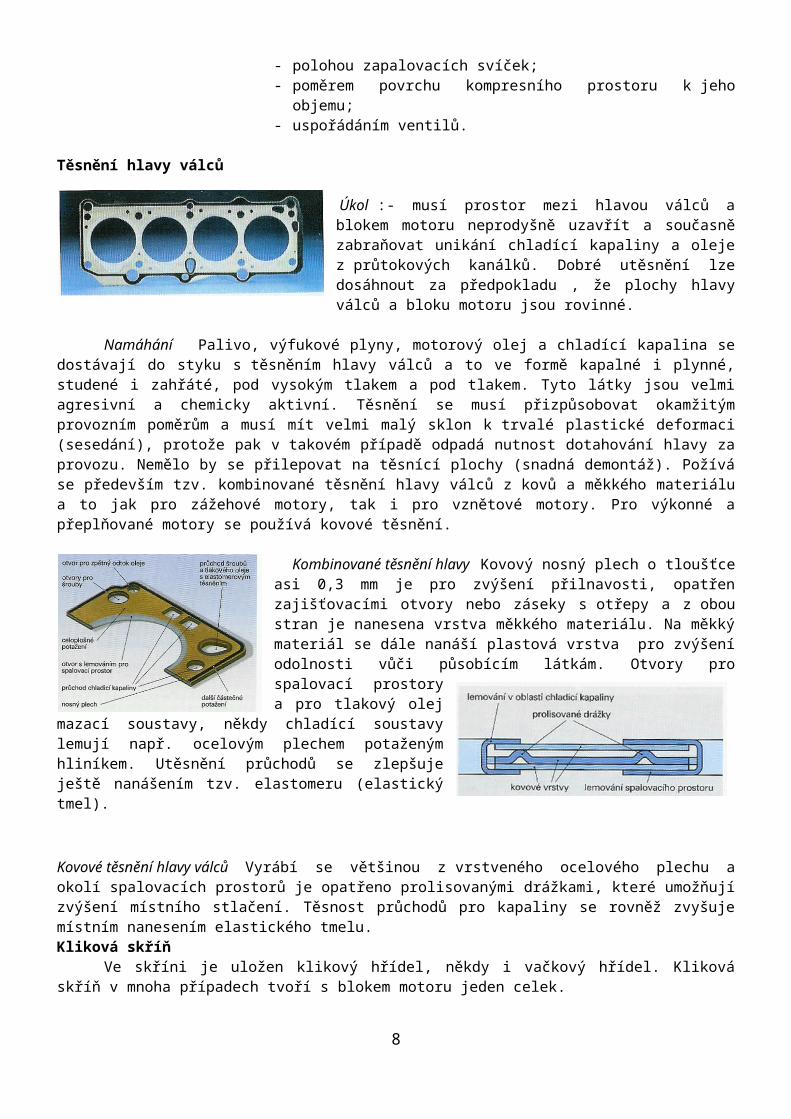
Těsnění hlavy válců
Úkol : - musí prostor mezi hlavou válců a blokem motoru neprodyšně uzavřít a současně zabraňovat unikání chladící kapaliny a oleje z průtokových kanálků. Dobré utěsnění lze dosáhnout za předpokladu , že plochy hlavy válců a bloku motoru jsou rovinné.
Namáhání Palivo, výfukové plyny, motorový olej a chladící kapalina se dostávají do styku s těsněním hlavy válců a to ve formě
kapalné i plynné, studené i zahřáté, pod vysokým tlakem a pod tlakem. Tyto látky jsou velmi agresivní a chemicky aktivní. Těsnění se musí přizpůsobovat okamžitým provozním poměrům a musí mít velmi malý sklon k trvalé plastické deformaci (sesedání), protože pak v takovém případě odpadá nutnost dotahování hlavy za provozu. Nemělo by se přilepovat na těsnící plochy (snadná demontáž). Požívá se především tzv. kombinované těsnění hlavy válců z kovů a měkkého materiálu a to jak pro zážehové motory, tak i pro vznětové motory. Pro výkonné a přeplňované motory se používá kovové těsnění.
Kombinované těsnění hlavy Kovový nosný plech o tloušťce asi 0,3 mm je pro zvýšení přilnavosti, opatřen zajišťovacími otvory nebo záseky s otřepy a z obou stran je nanesena vrstva měkkého materiálu. Na měkký materiál se dále nanáší plastová vrstva pro zvýšení odolnosti vůči působícím látkám. Otvory pro spalovací prostory a pro tlakový olej mazací soustavy, někdy chladící soustavy lemují např. ocelovým plechem potaženým hliníkem. Utěsnění průchodů se zlepšuje ještě nanášením tzv. elastomeru (elastický tmel).
Kovové těsnění hlavy válců Vyrábí se většinou z vrstveného ocelového plechu a okolí spalovacích prostorů je opatřeno
5
prolisovanými drážkami, které umožňují zvýšení místního stlačení. Těsnost průchodů pro kapaliny se rovněž zvyšuje místním nanesením elastického tmelu.Kliková skříň
Ve skříni je uložen klikový hřídel, někdy i vačkový hřídel. Kliková skříň v mnoha případech tvoří s blokem motoru jeden celek.
Konstrukce V ose klikové hřídele je obvykle dělená, kdy horní část obsahuje tělesa hlavních ložisek klikové hřídele, případně také ložiska pro vačkovou hřídel. Víka hlavních ložisek jsou upevněna zdola šrouby nebo svorníky. Spodní část skříně uzavírá víko,které je obvykle jímkou mazacího motorového oleje (vana). Víko s těsněním je pevně spojeno šrouby s horní části klikové skříně nebo bloku motoru.Kliková skříň může být vybavena závěsy pro pružné uložení motoru v podvozku nebo karoserii. Uložení motoru omezuje přenos vibrací motoru na karoserii a naopak omezuje přenos vibrací vznikajících přejezdem nerovnosti. Používají se silentbloky (kovopryžové bloky) popř. pružná pouzdra s hydraulickým tlumením.
Hydraulicky tlumené uložení motoru
Ostatní pevné části – sací a výfukový systém, víka apod.
Ostatní pevné části motoru :- sací potrubí;- variabilní sací potrubí;- výfukové potrubí
Sací a výfukové potrubí (soustava)
Sací potrubí
Slouží k přivedení směsi popř. vzduchu do válce motoru. Vyrobeno je z hliníkové slitiny a v současné době se začínají stále více uplatňovat umělé hmoty. Na plnění válce motoru má značný vliv tvar a délka sacího potrubí. Rovněž je nutné mít vnitřní průměr sacího potrubí hladký , bez výstupku a pokud je to možné měly by mít větve sacího potrubí stejnou délku. Podtlak vznikající v sacím porubí umožňuje odvzdušnění klikové skříně a je současně použit pro činnost podtlakového posilovače brzd. U zážehových motorů s karburátorem popř. jednobodovým vstřikováním dochází zejména při startu studeného motoru ke kondenzaci benzinových par na stěnách sacího potrubí a z toho důvodu je sací potrubí v mnoha případech vyrobeno s dvojitou stěnou, kde potom proudí chladící kapalina, která jej vyhřívá. Kondenzaci paliva lze také omezit předehříváním nasávaného vzduchu. Zařízení pro předehřívání vzduchu je obvykle umístěno v nátrubku čističe vzduchu. Stabilizace teploty nasávaného vzduchu je důležitá i z hlediska přípravy zápalné směsi.
6
Zařízení pro předehřívání nasávaného vzduchu
Variabilní sací potrubíCílem konstrukce motoru je dosažení co možná
největšího točivého momentu motoru, nejen při nízkých otáčkách, ale i při maximálních otáčkách motoru. Průběh točivého momentu je přímo úměrný množství nasátého vzduchu popř. směsi v závislosti na otáčkách – tzv. plnění. Jedním z faktorů je tvar a délka sacího potrubí . Plnění motoru závisí na využití dynamiky proudění nasávaného vzduchu. Sací potrubí u motoru s karburátorem nebo s jednobodovým vstřikováním paliva, vyžaduje rovnoměrné rozdělení zápalné směsi, krátké a pokud možno stejně dlouhé samostatné větve potrubí k válcům. Sacím potrubím u vícebodového vstřikování je nasáván pouze vzduch a palivo je vstřikováno těsně před otevřením sacího ventilu. Tato skutečnost umožňuje více možností konstrukčního provedení sacího potrubí.
Klasické sací potrubí pro vícebodové vstřikování se skládá ze společné komory se škrtící klapkou a samostatných větví k jednotlivým válcům.
Obecně platí :- krátké větve sacího potrubí umožňují vysoký jmenovitý výkon při současné ztrátě točivého
momentu při nízkých otáčkách, dlouhé větve sacího potrubí se chovají opačně;- velký objem společné sací komory částečně vytváří rezonanční efekt v určitém rozsahu otáček,
který vede ke zlepšení plnění. Může ale způsobit dynamické poruchy ve složení směsi při rychlé změně zatížení.
7
JAN.Z,ŽDÁNSKÝ,B.Automobily, příslušenství, 1. vydání Brno, Portál 2000 ISBN není uvedeno,schvalovací doložka MŠMT není uvedena
POŠTA,J.Opravárenství a diagnostika II, 1. vydání Praha 2002,ISBN 80-89073-88-2
GSCHEIDLE,R.Příručka pro automechanika,1.vydání Praha 2001,ISBN 80-85920-76-X (neoznačené obrázky jsou z této příručky)
Časopis Automobil Revue Registrace MK ČR E 18159ISSN: 1211 – 9555
Časopis Autoexpert ISSN: 1211 – 2380
8


![Dodáme vodu v každém skupenstvíŒerpací agregáty/Čerpací... · v každém skupenství MEMBER OF THE SIWATEC GROUP. Mobilní čerpací stanice AQUA-D ... objem [cm3]: 4500](https://img.pdfslide.tips/doc/110x75/609a1b9bbb50bf5a8b6377e1/dodme-vodu-v-kadm-skupenstv-oeerpac-agregtyoeerpac-v-kadm.jpg)