Embed Size (px)
Citation preview

TDW Pub. No. 00-3795-0238-SS Abril 1999
Máquinas Perforadoras TDW 660/760
Hidráulicas y con Motor Neumático Instrucciones de Operación y Mantenimiento
Modelos 660b y 760b

©Derechos de Autor 1999 Derechos reservados
T. D. Williamson, Inc.
AVISO Toda operación relacionada con trabajos en tuberías que contengan líquidos o gases bajo presión es potencialmente peligrosa. Por lo tanto, es necesario seguir los procedimientos correctos en el uso de este equipo para mantener un sitio de trabajo seguro. Este equipo no deberá ser operado por personas que no hayan sido completamente adiestradas en los procedimientos descritos en este manual y que no estén plenamente conscientes de los riesgos relacionados con los trabajos en tuberías que contienen líquidos o gases a presión. El propietario de este equipo se responsabiliza de la forma en que se opere, así como del adiestramiento y competencia de los operadores. En caso de surgir alguna dificultad en el uso del equipo, comuníquese inmediatamente con TDW.
Para servicios y repuestos: P. O. Box 3409
Tulsa, OK 74101 USA Teléfono (918) 446-1941
Fax (918) 446-6327 E-mail: [email protected]
Visite la página de World Wide Web de TDW en www.tdwilliamson.com
T.D. Williamson, Inc. cuenta con certificación ISO 9001 y 9002.
™ Marca Registrada de T. D. Williamson, Inc. ® Marca Registrada de T. D. Williamson, Inc., en los Estados Unidos y en países extranjeros.

i
Índice
Sección I: Introducción
1.0 Generalidades................................................................... 1
2.0 Descripción ...................................................................... 1
3.0 Requisitos de la Válvula/Adaptador ................................ 8
4.0 Comprensión de la Operación de la Máquina.................. 8
5.0 Seguridad ......................................................................... 8
Sección II: Perforando la línea
1.0 Información General ........................................................ 11
2.0 Consideraciones Durante la Perforación.......................... 11
3.0 Preparativos para la Perforación ...................................... 12
4.0 Haciendo la Perforación................................................... 21
5.0 Accesorios para Equilibrar Presiones Durante la Perforación .................................................................. 25
Sección III: Colocación del Tapón LOCK-O-RING
1.0 Introducción ..................................................................... 27
2.0 Preparativos...................................................................... 27
3.0 Asentamiento del Tapón .................................................. 32
4.0 Tapón LOCK-O-RING con cupón................................... 36
5.0 Entrada a un Accesorio LOCK-O-RING ......................... 37
6.0 Empujador del eje retén ................................................... 41
Sección IV: Mantenimiento
1.0 Mantenimiento General ................................................... 43
2.0 Máquina Perforadora........................................................ 43
3.0 Unidades de Potencia....................................................... 47
4.0 Equipo Relacionado ......................................................... 48
Apéndice I Listado de Piezas .......................................................... 49

ii

1
TDW Pub. No. 00-3795-0238-SS Revisado - Abril 1999
Instrucciones de Operación y Mantenimiento Máquinas Perforadoras TDW, Modelos 660b y 760b
Sección I: Introducción
1.0 Generalidades Este manual provee instrucción para la operación segura y el mantenimiento adecuado de las Máqui-nas Perforadoras TDW, Modelos 660b y 760b. De-be leerse a fondo este manual antes de intentar operar la máquina. Si cualquier parte de este ma-nual no queda claro o si surgen preguntas acerca del empleo de la máquina, favor contactarse con T.D. Williamson, Inc. o con el representante de la fábrica más cercano.
ADVERTENCIA: No debe intentarse una ope-ración de perforación que no si-ga los procedimientos que se describen en este manual. El in-tento de apartarse de los proce-dimientos establecidos puede presentar una situación peligro-sa, causándole lesiones al perso-nal o daños al equipo.
No deben realizarse alteraciones a esta máquina ni a alguna de sus partes componentes. Em-plear solamente piezas de re-cambio fabricadas o recomendadas por TDW.
Cualquier alteración a la máqui-na o empleo de piezas no fabri-cadas o recomendadas por TDW puede causar que la máquina fa-lle, causándole daño a la máqui-na y/o lesiones al personal.
2.0 Descripción 2.1 Propósito Las Máquinas Perforadoras Modelos 660b / 760b, que se muestran en la Figura 1, están diseñadas para uso en las siguientes aplicaciones:
* Para perforar bajo presión en tuberías de metal
* Para perforar bajo presión en tapas y paredes de tanques
* Para instalar y desmontar un Tapón LOCK-O-RING.
Nota: Cuando se quiera perforar en tapas de tan-ques, en recipientes bajo presión u orificios pequeños en tuberías de gran diámetro, referir-se a la Tabla 8, Sección II, en relación con condiciones de placas planas.
Figura 1. Máquinas Perforadoras 660b / 760b
2.2 Especificaciones Las Tablas 1 a 3 proveen las especificaciones de las dos máquinas y las fuentes de potencia y mues-tran una comparación de los dos sistemas.

2
Tabla 1 Especificaciones: Máquinas Perforadoras TDW Modelos 660b/760b Modelo 660b Modelo 760b
Presión Máxima de Operación 1480 psi @ 100°F 1480 psi @ 100°F
Temperatura Máxima de Operación 700º F a 700 psi (Nota 1) 700º F a 700 psi (Nota 1)
Distancia de Recorrido de la Barra Perforadora
42" 66"
Pesos Aproximados Sobre patín de acero c/Conjunto Adaptador y Cortador Unidad de Potencia Hidráulica c/mangueras
590 libras.
875 libras (12", Clase 600)
500 - 600 libras según modelo.
770 libras
1.105 libras (14", Clase 600)
500 - 600 libras según modelo
Régimen de avance de la barra perforadora
4-1/2 vueltas de manivela por pulgada
4-1/2 vueltas de manivela por pulgada
Régimen de Alimentación Automática Estándar .005"/rev. Alimentación lenta .003"/Rev
Estándar .005"/rev. Alimentación lenta .003"/Rev
Rango de tamaño de cortadoras 3-12" 3-14"
Fuentes de Potencia Motor Neumático o Potencia Hidráulica
Motor Neumático o Potencia Hidráulica
Longitud total con la barra perforadora retraída
64.5" sin Barra de Medición 110.5" c/Barra de Medición
88.5" sin Barra de Medición 158.5" c/Barra de Medición
Nota 1: Para servicio intermitente solamente. Capacidad máxima continua 350°F a 1025 psi (177°C a 70 bar) Nota 2: Las Máquinas Perforadoras Modelos 660b y 760b cumplen con la Especificación NACE MR-0175-90
2.3 Componentes Básicos de la Máquina Perforadora
Los elementos que vienen con la máquina básica son:
* Manivela de Trinquete de Bajada. Para extender y retraer manualmente la barra de perforación.
* Varilla de Medición. Para medir la distancia re-corrida de la barra de perforación. Se utiliza tam-bién para girar la varilla retén, y para instalar la cortadora o el tapón LOCK-O-RING en la barra de perforación.
* Empujador de la Varilla Retén. Utilizada para empujar la varilla retén a la posición deseada co-ntra la presión para acoplar el portatapón cuando se recupera un tapón LOCK-O-RING.
* Válvula y Niple de Purga. Para purgar aire del adaptador de la máquina perforadora y para utilizar cuando se libera presión en el adaptador antes del desmontaje del equipo.
* Adaptador del Motor. Adapta el motor neumático o hidráulico a la máquina perforadora.
* Juego de Tornillos de Cabeza Hexagonal y Tuer-cas. Para instalar la máquina perforadora al adap-tador.
* Calibrador de la Derivación LOCK-O-RING. Para medir la apertura en la válvula de derivación del tapón LOCK-O-RING.
2.4 Equipo Opcional A. Se dispone de dos tipos de fuentes de potencia.
Una de ellas es un conjunto de motor neumáti-co con una unidad vitalizadora, la cual requie-re de una fuente de aire de 105 CFM (pies cúbicos / minuto) a 90 psi. El cliente deberá proveer la manguera y el compresor. La se-gunda es un motor de accionamiento hidráuli-co con una unidad de potencia a gasolina o combustible diesel de 16 HP, completa con 50 pies de mangueras hidráulicas. Estas se mues-tran en las figuras 2 y 3 cuyas especificaciones se encuentran en las Tablas 2 y 3.
PRECAUCIÓN: Cuando la fuente de potencia hidráulica se envía por transporte marí-timo, todo el aceite del cárter, el fluido hidráulico y el combustible habrán sido

3
desalojados. Asegure que se realice el servicio adecuado antes de arrancar el motor.
Figura 2. Unidad de Potencia Hidráulica (Se muestra
Accionamiento con Motor Diesel)
Figura 3. Motor Neumático
Tabla 2 Especificaciones: Conjunto Motor Neumático
Motor Gast, Model 8AM-NRV-5B
Reductor de engranajes
TDW 2:1
Unidad vitalizadora
Filtro-lubricador y Regulador
Válvula de Control
300 psi máximo
Manómetro Rango de 160 libras
Alimentación mínima de aire
105 CFM a 90 psi
Potencia para Tamaños: 3" a 12" 3" a 14"
Máquina Perforadora 660 Máquina Perforadora 760
Peso 40 libras
Tabla 3 Especificaciones: Sistema de Potencia Hidráulica
En la Unidad de Potencia
Componente Gasolina Diesel
Motor 16 HP enfria-do por aire
16 HP enfria-do por aire
Bomba De álabes, 12.8 gpm máximo, 1.000 psi
De álabes, 12.8 gpm máximo, 1.000 psi
Capacidad del Tanque
20 galones 30 galones
Válvula de Alivio
Ajustada en fábrica a 1.000 psi
Ajustada en fábrica a 1.000 psi
RPM (Máx) 3.100 rpm 3.000 rpm
Peso 533 libras 540 libras
En la Máquina Perforadora
Motor Tipo álabe, torque 35 libras por 100 psi
Válvula de Control
Direccional, 4 vías, centro abierto
Mangueras y Accesorios
Conjuntos para alta presión
Acoplamientos Auto-sellantes
Potencia para tamaños: 3" a 12" 3" a 14"
Máquina Perforadora 660/760 Máquina Perforadora 760 de Doble Accionamiento.
ADVERTENCIA: La presión hidráulica no debe superar nunca los 1.000 psi. Podría resultar en daños a la máquina y lesiones al personal.
B. En el sistema de potencia hidráulica, otra op-ción proporciona accionamiento con dos mo-tores hidráulicos. Esto se recomienda para perforaciones iguales o mayores a 10".
C. Adaptador para la Máquina Perforadora (3" - 14"). Es un alojamiento para el cortador y adapta la máquina perforadora a la válvula de perforación (Figura 4).
4
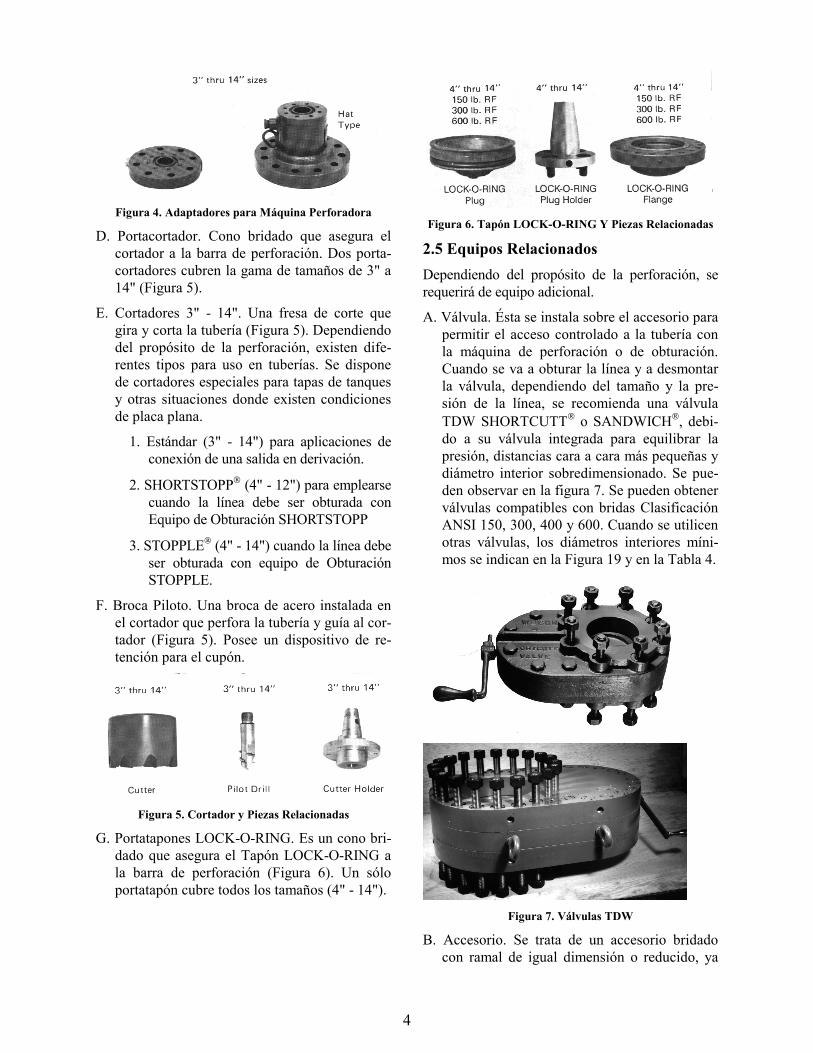
Figura 4. Adaptadores para Máquina Perforadora
D. Portacortador. Cono bridado que asegura el cortador a la barra de perforación. Dos porta-cortadores cubren la gama de tamaños de 3" a 14" (Figura 5).
E. Cortadores 3" - 14". Una fresa de corte que gira y corta la tubería (Figura 5). Dependiendo del propósito de la perforación, existen dife-rentes tipos para uso en tuberías. Se dispone de cortadores especiales para tapas de tanques y otras situaciones donde existen condiciones de placa plana.
1. Estándar (3" - 14") para aplicaciones de conexión de una salida en derivación.
2. SHORTSTOPP (4" - 12") para emplearse cuando la línea debe ser obturada con Equipo de Obturación SHORTSTOPP
3. STOPPLE (4" - 14") cuando la línea debe ser obturada con equipo de Obturación STOPPLE.
F. Broca Piloto. Una broca de acero instalada en el cortador que perfora la tubería y guía al cor-tador (Figura 5). Posee un dispositivo de re-tención para el cupón.
Figura 5. Cortador y Piezas Relacionadas
G. Portatapones LOCK-O-RING. Es un cono bri-dado que asegura el Tapón LOCK-O-RING a la barra de perforación (Figura 6). Un sólo portatapón cubre todos los tamaños (4" - 14").
Figura 6. Tapón LOCK-O-RING Y Piezas Relacionadas
2.5 Equipos Relacionados Dependiendo del propósito de la perforación, se requerirá de equipo adicional.
A. Válvula. Ésta se instala sobre el accesorio para permitir el acceso controlado a la tubería con la máquina de perforación o de obturación. Cuando se va a obturar la línea y a desmontar la válvula, dependiendo del tamaño y la pre-sión de la línea, se recomienda una válvula TDW SHORTCUTT o SANDWICH, debi-do a su válvula integrada para equilibrar la presión, distancias cara a cara más pequeñas y diámetro interior sobredimensionado. Se pue-den observar en la figura 7. Se pueden obtener válvulas compatibles con bridas Clasificación ANSI 150, 300, 400 y 600. Cuando se utilicen otras válvulas, los diámetros interiores míni-mos se indican en la Figura 19 y en la Tabla 4.
Figura 7. Válvulas TDW
B. Accesorio. Se trata de un accesorio bridado con ramal de igual dimensión o reducido, ya

5
sean de envoltura total o en rebajo, depen-diendo de la presión de línea para acceso a la tubería con equipo de perforación u obtura-ción. Dependiendo de la presión de línea, se recomiendan Accesorios TDW SHORTSTOPP de perforación o LOCK-O-RING. La Figura 8 muestra ejemplos de acce-sorios.
Figura 8. Accesorios
C. Brida LOCK-O-RING. Una brida especial sol-dada a un accesorio, como se muestra en la Figura 8. Posee segmentos extensibles alrede-dor del diámetro interno los cuales se introdu-cen en las ranuras de un Tapón de Terminación LOCK-O-RING (Figura 6), fi-jándolo en el lugar. El montaje del tapón de terminación sella el orificio perforado en la lí-nea, permitiendo la recuperación de la válvula de perforación .
D. Tapón LOCK-O-RING. Tapón de terminación con anillo O el cual se instala en la brida para sellar la presión de la tubería (Figura 6). Puede soldarse un niple al tapón, permitiendo el aco-plamiento y la reinserción del cupón en el ori-ficio perforado.
2.6 Controles para la Máquina Perforado-ra
La siguiente es una breve descripción de los diver-sos controles para operación de las Máquinas Per-foradoras 660b/760b y la unidad de potencia.
A. Manija de Control del Embrague. Está ubicada al costado de la caja de engranajes y se mues-tra en la Figura 9. La manija está equipada con un cerrojo a resorte y debe halarse antes de que se pueda acoplar o desacoplar el embra-
gue. Se acoplará solamente en cada cuarto de vuelta del eje del embrague.
B. Conexión de la Válvula de Purga. Se halla en el conjunto del armazón de la máquina perfo-radora (Figura 10.) El buje instalado, de 3/8" a 1/4" NPT, permanece en la máquina perfora-dora para recibir la válvula de purga. Cuando se desgastan las roscas de 1/4" NPT en el buje, éste debe reemplazarse. La válvula de purga se utiliza para purgar aire del adaptador y del ac-cesorio de la máquina perforadora a medida que la broca piloto penetra el tubo. Se utiliza más adelante para purgar presión cuando se ha completado la perforación y se cierra la válvu-la de perforación. Se debe asegurar que la vál-vula de purga funcione correctamente.
Figura 9. Manija de Control del Embrague
Figura 10. Conexión de la Válvula de Purga
C. Varilla de Medición. Tal como se muestra en la Figura 11, la varilla de medición se instala en la parte superior de la caja de engranajes. Conociendo las distancias de perforación y observando las medidas sobre la varilla, el operador puede determinar en todo momento la ubicación del cortador y evitar cortar acci-dentalmente el fondo del tubo. Se utiliza para girar la varilla retén para instalar cortadores y el tapón LOCK-O-RING. La varilla de medi-ción se utiliza también para determinar la ubi-cación del tapón LOCK-O-RING durante las operaciones de montaje del tapón.
6
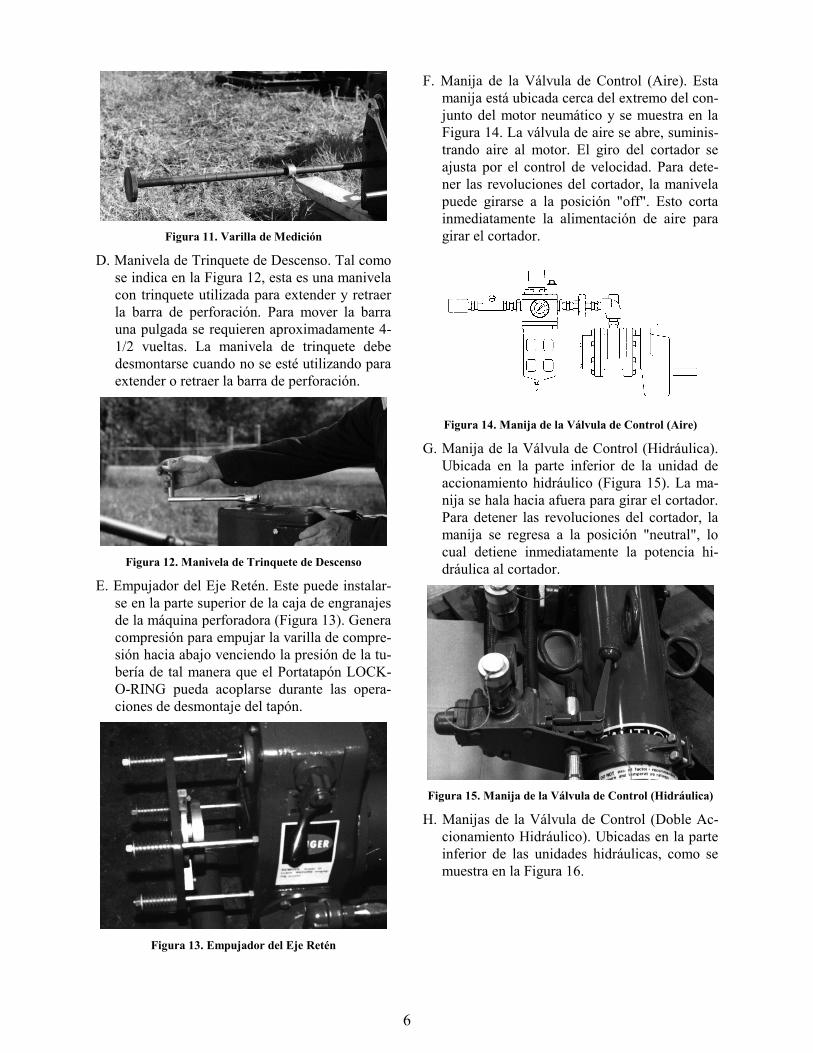
Figura 11. Varilla de Medición
D. Manivela de Trinquete de Descenso. Tal como se indica en la Figura 12, esta es una manivela con trinquete utilizada para extender y retraer la barra de perforación. Para mover la barra una pulgada se requieren aproximadamente 4-1/2 vueltas. La manivela de trinquete debe desmontarse cuando no se esté utilizando para extender o retraer la barra de perforación.
Figura 12. Manivela de Trinquete de Descenso
E. Empujador del Eje Retén. Este puede instalar-se en la parte superior de la caja de engranajes de la máquina perforadora (Figura 13). Genera compresión para empujar la varilla de compre-sión hacia abajo venciendo la presión de la tu-bería de tal manera que el Portatapón LOCK-O-RING pueda acoplarse durante las opera-ciones de desmontaje del tapón.
Figura 13. Empujador del Eje Retén
F. Manija de la Válvula de Control (Aire). Esta manija está ubicada cerca del extremo del con-junto del motor neumático y se muestra en la Figura 14. La válvula de aire se abre, suminis-trando aire al motor. El giro del cortador se ajusta por el control de velocidad. Para dete-ner las revoluciones del cortador, la manivela puede girarse a la posición "off". Esto corta inmediatamente la alimentación de aire para girar el cortador.
Figura 14. Manija de la Válvula de Control (Aire)
G. Manija de la Válvula de Control (Hidráulica). Ubicada en la parte inferior de la unidad de accionamiento hidráulico (Figura 15). La ma-nija se hala hacia afuera para girar el cortador. Para detener las revoluciones del cortador, la manija se regresa a la posición "neutral", lo cual detiene inmediatamente la potencia hi-dráulica al cortador.
Figura 15. Manija de la Válvula de Control (Hidráulica)
H. Manijas de la Válvula de Control (Doble Ac-cionamiento Hidráulico). Ubicadas en la parte inferior de las unidades hidráulicas, como se muestra en la Figura 16.

7
Figura 16. Controles Hidráulicos (Accionamiento Doble)
1. Cuando se activa la manija del lado iz-quierdo (halando hacia afuera), los moto-res funcionarán en serie. Esto provee altas revoluciones (RPM) al cortador y torque más bajo.
2. Cuando ambas manijas se activan, ambos motores suministran potencia. Esto pro-porciona bajas revoluciones (RPM) y ma-yor torque. (Este modo de operación se recomienda para cortadores de gran diá-metro).
I. Válvula de Derivación (Unidad de Potencia Hidráulica). Ubicada sobre la unidad de po-tencia en la línea hidráulica de suministro (Fi-gura 17). Esta válvula se abre para arrancar la unidad de potencia y se cierra para las opera-ciones de perforación.
Figura 17. Manija de la Válvula de Derivación
2.7 Montaje Típico para la Perforación La Figura 18 muestra el montaje típico de la má-quina de perforación utilizando el motor neumáti-co.
Figura 18. Montaje Típico para Perforar con Máquinas Perforadoras 660b / 760b

8
3.0 Requisitos de la Válvu-la/Adaptador
3.1 Medidas del Diámetro Interno de la Válvula de Perforación
A. Se recomienda utilizar una válvula TDW SANDWICH o SHORTCUTT, dependiendo de la presión de línea, cuando se va a instalar un tapón de terminación y a recuperar la vál-vula. Sus características de dimensiones rela-tivamente pequeñas cara a cara, diámetro interior sobredimensionado y válvula integra-da para equilibrar presiones son factores de diseño que contribuyen a la perforación y ob-turación exitosas.
B. Si se utiliza una válvula convencional para la perforación, debe seleccionarse una válvula de perforación que permita que pase el cortador a través de su diámetro interno sin dañar la vál-vula ni el cortador. El diámetro interno no de-be estar obstruido por anillos de asentamiento, etc. Debe ser redondo y concéntrico con res-pecto al círculo de pernos de la válvula y debe tener un diámetro interno que cumpla con las dimensiones mínimas indicadas en la Tabla 4 y en la Figura 19. Otras dimensiones se indi-can en las Figuras 31 y 33.
Tabla 4 Requisitos del Diámetro Interno
de la Válvula de Perforación Tamaño
Nominal de Perforación
(pulg.)
Cortador Estándar
(B) (pulg.)
Cortador STOPPLE
(B) (pulg.)
Diám. Ext. Tapón
LOCK-O-RING (pulg.)
3 2-9/16 --- ---
4 3-9/16 4-1/16 3-29/32
6 5-9/16 6-1/16 5
8 7-7/16 8 7
10 9-5/8 10 9
12 11-5/8 12 11-13/16
14 13 13-1/4 13-1/16
PRECAUCIÓN: Utilizar solamente adaptadores para máquinas perforadoras fabricadas por TDW. De no hacerlo pueden resultar daños al equipo y/o lesiones al personal.
Figura 19. Distancias requeridas para Válvulas y Acceso-
rios
4 .0 Comprensión de la Operación de la Máquina
4.1 Familiarización con las Funciones Bási-cas
Para adquirir una mejor comprensión sobre cómo funciona la máquina perforadora, el operador debe familiarizarse con las funciones básicas realizando pruebas de cada uno de los pasos siguientes:
A. Con el embrague desacoplado, utilizar la ma-nivela de descenso para extender y retraer la barra de perforación. Girando en sentido hora-rio se extiende la barra de perforación y en sentido antihorario, se retrae. Debe desmon-tarse siempre la manivela antes de acoplar el embrague.
B. Acoplar el embrague con la manija de operación mientras se gira levemente la manivela de trinquete en sentido antihorario.
Tabla 5 Portacortadores para
Máquinas Perforadoras 660b y 760b Tamaño Numero de Peso
pulgadas mm Pieza libras kg.
3 y 4 80 y 100 05-0054-0001 2-1/2 1
6 a 12 150 a 300 05-0054-0002 8 4
14 350 05-0054-0003 7 3
Portatapones LOCK-O-RING®
4 a 14 100 a 350 05-0075-0000 3-1/2 2
5.0 Seguridad 5.1 Ropa y Equipos de Protección Debe llevarse ropa y equipos de protección durante una operación de perforación. Los equipos reco-

9
mendados son: casco, anteojos de seguridad, cal-zado de seguridad, guantes, ropa para cubrir las zonas expuestas de la piel y un aparato respirador si existiese atmósfera tóxica.
5.2 ADVERTENCIAS y Precauciones El propósito de las ADVERTENCIAS y Precau-ciones en este manual es alertar al operador sobre el posible riesgo de lesiones al personal y daños al equipo. Estas merecen especial cuidado y com-prensión.
A. ADVERTENCIA: Una advertencia indica una situación potencialmente peligrosa que, de no evitarse, puede resultar en fatalidades o lesio-nes graves y daños al equipo.
B. Precaución: Una Precaución indica una situa-ción potencialmente peligrosa que, de no evi-tarse, puede resultar en lesiones leves a moderadas y daños al equipo. Puede utilizarse
también para alertar contra prácticas que no son seguras.
5.3 Manejo del Equipo A. Tanto la Máquina Perforadora 660B como la
760B y sus equipos asociados son pesados. Por ejemplo, la Máquina Perforadora 760b con un motor de accionamiento hidráulico, un adaptador de 12" ANSI 300, un cortador de 12" y el portacortador pesan más de 800 libras (364 Kg).
B. Asegurar la disponibilidad de suficientes es-lingas y equipo de maniobra adecuado para manejar este tipo de pesos. Asegurar, cuando se levanta el equipo, que las eslingas no se en-ganchen en manijas de operación o de control o en las mangueras. Los pesos de los compo-nentes se muestran en las tablas 1, 2 y 3, y en boletines de catálogos para componentes va-rios.

10
11
Sección II: Perforación de la Línea
1.0 Información General Se recomienda que el operador se familiarice con los procedimientos de operación de la máquina perforadora antes de realizar un trabajo. Deberá realizarse un montaje de prueba en un tramo corto de tubería para practicar el procedimiento de perfo-ración. Debe operarse la máquina para "sentir" los controles antes de hacer un trabajo de perforación en el campo.
2.0 Consideraciones Durante la Per-foración
Cuando se realizan los preparativos para hacer una perforación bajo presión, debe tomarse en conside-ración lo siguiente:
2.1 Perforación A. Cuando sea posible, perforar cuando la línea
esté fluyendo para que las virutas del corte se dispersen. Este procedimiento puede contri-buir a obtener un mejor sellado más adelante cuando se obture la línea.
B. Utilizar accesorios y válvulas fabricadas por TDW cuando se realice una perforación. Esto asegurará la alineación correcta y el diámetro interior suficiente para permitir el paso del cortador de la máquina perforadora y del Ca-bezal de Obturación STOPPLE de TDW.
C. Utilizar cortadores TDW y las correspondien-tes brocas piloto con la máquina perforadora. Los Cortadores estándar SHORTSTOPP y STOPPLE no son intercambiables.
D. Luego de instalar la válvula, abrir y cerrar la compuerta antes de perforar para verificar que la válvula funciona correctamente. Contar el número de vueltas necesarias para abrir y ce-rrar completamente la válvula y registrar el da-to para uso futuro.
2.2 Equilibrio de Presiones / Purgado de la Línea
A. Cuando la línea va a obturarse y/o se va a ins-talar un Tapón LOCK-O-RING, debe(n) insta-larse y perforarse accesorio(s) adicional(es) para proveer:
1. Equilibrio de Presiones en ambos lados del Cabezal de Obturación STOPPLE cuando se le retira de la línea.
2. Equilibrio de presiones por arriba y por debajo del Tapón LOCK-O-RING cuando se le instala y recupera.
3. Venteo de una sección aislada de la línea.
4. Equilibrio de presiones en una sección nueva de la línea.
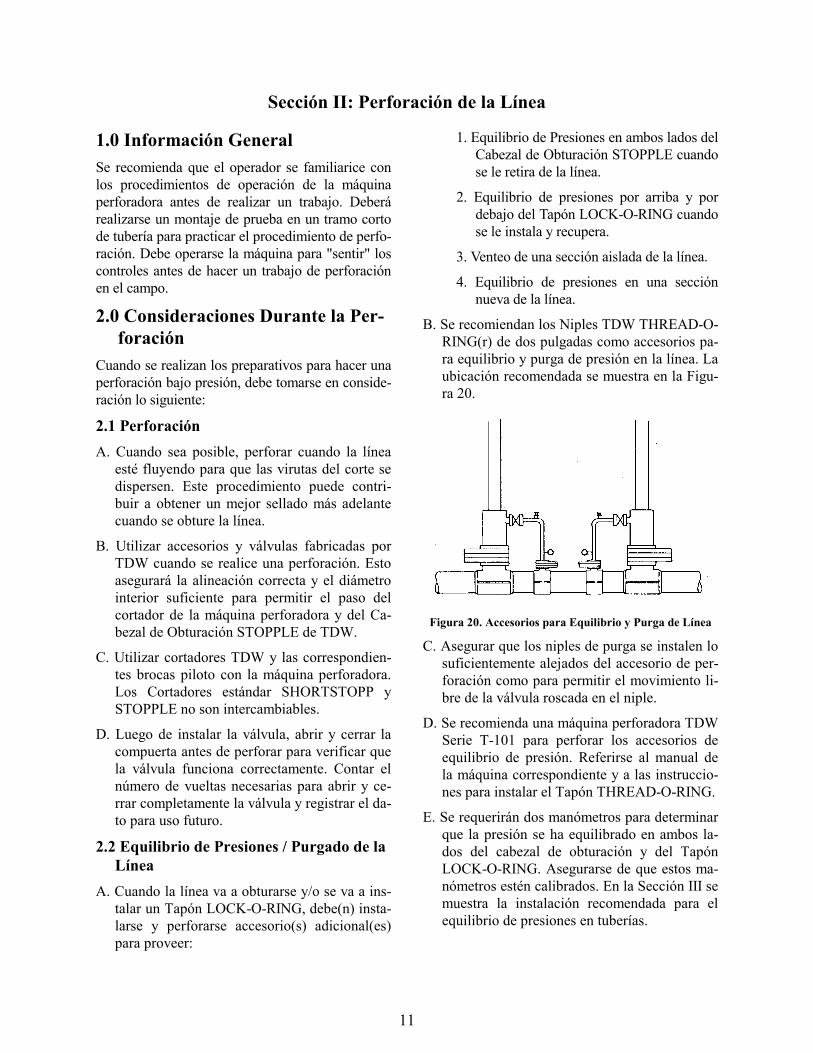
B. Se recomiendan los Niples TDW THREAD-O-RING(r) de dos pulgadas como accesorios pa-ra equilibrio y purga de presión en la línea. La ubicación recomendada se muestra en la Figu-ra 20.
Figura 20. Accesorios para Equilibrio y Purga de Línea
C. Asegurar que los niples de purga se instalen lo suficientemente alejados del accesorio de per-foración como para permitir el movimiento li-bre de la válvula roscada en el niple.
D. Se recomienda una máquina perforadora TDW Serie T-101 para perforar los accesorios de equilibrio de presión. Referirse al manual de la máquina correspondiente y a las instruccio-nes para instalar el Tapón THREAD-O-RING.
E. Se requerirán dos manómetros para determinar que la presión se ha equilibrado en ambos la-dos del cabezal de obturación y del Tapón LOCK-O-RING. Asegurarse de que estos ma-nómetros estén calibrados. En la Sección III se muestra la instalación recomendada para el equilibrio de presiones en tuberías.

12
2.3 Selección del Equipo El empleo de Válvulas SANDWICH asegura faci-lidad de alineación y la dimensión necesaria del diámetro interno para los cortadores TDW y los Tapones LOCK-O-RING.
Si no se utiliza una válvula TDW, asegurarse que el diámetro interno de la válvula utilizada tenga la dimensión mínima indicada en la Tabla 4.
NOTA: Seleccionar una válvula de perforación que permita el paso del cortador y la barra de perforación a través del diámetro interno de la válvula sin dañar el cortador ni la válvula. El diámetro interno debe ser circular, concéntrico con respecto al círculo de pernos de la válvula y sin obstrucciones por lengüetas de asiento. Quizás el cliente quiera consultar al represen-tante de la fábrica TDW para la selección de componentes de perforación que sean compa-tibles.
La selección del accesorio, cortador y piloto TDW adecuados depende del tamaño de la línea, el ta-maño de la perforación y el propósito de la perfo-ración. Los boletines de catálogo proveen información útil.
2.4 Opciones de Potencia La Tabla 6 suministra información útil para deter-minar las opciones recomendadas de potencia para una perforación dada en varios tipos de tubería.
3.0 Preparativos para la Perforación
3.1 Soldar el Accesorio a la Línea A. Soldar el accesorio de perforación o el Acce-
sorio STOPPLE, según corresponda, y los ac-cesorios de equilibrio de presiones a la tubería de acuerdo con los procedimientos de códigos de soldadura establecidos. Seguir las instruc-ciones que se suministran con los accesorios.
B. Revisar las superficies de las bridas por cual-quier melladura que pueda dificultar el sella-do.
C. Si se trata de un Accesorio LOCK-O-RING, inspeccionar todos los segmentos para verifi-car que funcionen. Contar y registrar el núme-ro de vueltas necesarios para extender completamente los segmentos (Figura 21). Es-ta información será útil más adelante cuando se monte el Tapón LOCK-O-RING.
Figura 21. Revisar los Segmentos
3.2 Ensamble del Equipo A. Aplicar compuesto o cinta sellante a los niples
roscados de equilibrio/purga antes de instalar la válvula.
B. Seleccionar e inspeccionar la junta adecuada para la cara de la válvula.
C. Cuando se emplea una válvula bridada, debe mantenerse la concentricidad de los diámetros internos de la válvula y la brida mientras se ajustan los pernos. Medir la distancia entre las bridas de la válvula y el accesorio y ajustar los pernos de tal manera de mantener paralelas las caras sellantes.
D. Operar la válvula para asegurar que abre y cie-rra libremente. ABRIR la válvula completa-mente y registrar el número de vueltas necesarias, para uso posterior. Ver la Figura 22. Cerrar la válvula mientras se instala la máquina perforadora.
PRECAUCIÓN: Cuando se utiliza una válvula TDW SHORTCUTT o SANDWICH, no debe aplicarse fuerza cuando se abra o cierre la válvula. El empleo de fuerza no mejorará el sellado y puede dañar la vál-vula.
Figura 22. Válvula SANDWICH Instalada

13
E. Instalar el adaptador de la máquina perforadora a la brida base de la máquina perforadora em-pleando una junta de anillo y los pernos que se proveen con la máquina. Mantener paralelas las caras y la brida mientras se ajustan los per-nos. Ajustar solamente a mano por ahora (Fi-gura 23).
Figura 23. Instalar el Adaptador

14
Tabla 6 Opciones de Accionamiento Recomendadas para Máquinas Perforadoras 660b, 760b
Perforación Diámetro a Diámetro Nro. de Modelo y Régimen de Alimentación 3” 4” 6” 8” 10” 12” 14” 660b (0,005"/Rev.) Aire/Hidráulico ...............................................................................................................................................................................A .................................................................................................................................................B ........................................................................................................................C ........................................................................................................................D ........................................................................................................................E ........................................................................................................................F
660b (0,005"/Rev.) Hidráulico Doble ...............................................................................................................................................................................A ...............................................................................................................................................................................B ...............................................................................................................................................................................C ...............................................................................................................................................................................D ...............................................................................................................................................................................E ...............................................................................................................................................................................F
660b (0,003"/Rev.) Aire/Hidráulico ...............................................................................................................................................................................A ...............................................................................................................................................................................B .................................................................................................................................................C .................................................................................................................................................D .................................................................................................................................................E ........................................................................................................................F
660b (0,003"/Rev.) Hidráulico Doble ...............................................................................................................................................................................A ...............................................................................................................................................................................B ...............................................................................................................................................................................C ...............................................................................................................................................................................D ...............................................................................................................................................................................E ...............................................................................................................................................................................F
760b (0,005"/Rev.) Aire/Hidráulico ...............................................................................................................................................................................A .................................................................................................................................................B ........................................................................................................................C ........................................................................................................................D ........................................................................................................................E ........................................................................................................................F
760b (0,005"/Rev.) Hidráulico Doble ...................................................................................................................................................................................................A ...................................................................................................................................................................................................B ...............................................................................................................................................................................C ...............................................................................................................................................................................D ...............................................................................................................................................................................E ...............................................................................................................................................................................F
760b (0,003"/Rev.) Aire/Hidráulico ...................................................................................................................................................................................................A ...............................................................................................................................................................................B .................................................................................................................................................C .................................................................................................................................................D .................................................................................................................................................E ........................................................................................................................F
760b (0,003"/Rev.) Hidráulico Doble ...................................................................................................................................................................................................A ...................................................................................................................................................................................................B ...................................................................................................................................................................................................C ...................................................................................................................................................................................................D ...................................................................................................................................................................................................E ...............................................................................................................................................................................F
NOTAS
1. Las letras indicadas en la Tabla 6 representan: A = Tubería de Acero al Carbono SMYS* 30.000 a 50.000 psi resistencia máxima a la tracción 70.000 psi B = Tubería de Acero al Carbono SMYS* 50.000 a 70.000 psi resistencia máxima a la tracción 90.000 psi C = Tubería de Acero Colado. Las características de corte varían ampliamente; difícil de predecir. D = Tubería de acero de alta temperatura de Cromo-Molibdeno E = Tubería de acero inoxidable serie 300. F = Cortes en placas planas utilizando cortadores especiales en los materiales listados arriba (referirse a las notas 4 y 5). La broca piloto debe atravesar an-
tes de que los dientes del cortador toquen al material. 2. El accionamiento hidráulico doble posee la capacidad de cambiar de alta velocidad/bajo torque a baja/velocidad/alto torque cuando se perforan las tuberías
de mayor diámetro y/o aceros de corte más difícil. 3. La Tabla para selección de las opciones de accionamiento (arriba) se basa en los diseños más recientes de TDW y experiencia previa. La información debe
utilizarse como una guía. Existen y existirán condiciones que no seguirán estrictamente los lineamientos. 4. Se disponen de cortadores especiales para placas planas, tuberías de acero inoxidable, tuberías de acero colado y otras condiciones especiales. 5. Cuando se perfora una tubería de mayor tamaño o un tanque, los cortadores pasarán por la condición de placa plana. Por ejemplo, todos los dientes estarán
cortando al mismo tiempo. Esta es la condición de mayor consumo de potencia posible y pueden ser necesarios cortadores especiales. Tomando en conside-ración el tamaño del cortador, el diámetro del cilindro, el espesor de pared, el régimen de alimentación, los diferentes materiales de construcción, etc., las posibilidades son infinitas. La siguiente tabla ofrece algunos ejemplos de condiciones de placa plana. Cualquier tubería o tanque con espesores de pared mayores que los indicados se considerarán también como placas planas.
Tamaño del Cortador Tubería x Pared Nom. Tubería x Pared Nom. Tubería x Pared Nom. 3" 4" x .359" 6" x .232" 8" x .176" 4" 6" x .481" 8" x .357" 10" x .282" 6" 10" x .748" 12" x .616" 14" x.566" 8" 18" x .776" 20 x .692" 24" x .571" 10" 24" x .980" 30" x .772" 48" x .475"

15
12" 36" x .943" 48" x .699" 60" x .556" 14" 48" x .862" 60" x .685" 72" x .569"
F. Extender la barra de perforación con la mani-vela de trinquete.
G. Deslizar la parte superior del portacortador sobre el extremo de la barra de perforación.
H. Deslizar la varilla de medición hacia adentro y hacia el cortador hasta que se detenga. Girar la varilla de medición en sentido horario para en-roscar la varilla retén en el portacortador.
I. Ajustar el portacortador muy firmemente. In-troducir el pasador de fijación a través de la barra de perforación y el portacortador. Ver Figuras 24, 25 y 26.
Figura 24. Introducir el Portacortador
Figura 25. Girar la varilla de medición para ajustar
Figura 26. Introducir el pasador de fijación
J. Instalar el cortador sobre el portacortador con los pernos que se proveen (Figura 27).
Figura 27. Instalar el Cortador
K. Asegurar que los pasadores U sobre la broca piloto giren libremente.
L. Inspeccionar el inserto de nylon que atraviesa la broca piloto en el extremo roscado y reem-plazarlo en caso de estar desgastado (Figura 28). Esto fijará la broca piloto en el portata-pón. Si el inserto está gastado, es posible que la broca piloto se desenrosque durante la per-foración, lo cual daría como resultado la pér-dida de la broca piloto y el cupón.
Figura 28. Inspeccionar el Inserto de Nylon
M. Enroscar la broca piloto en el portacortador y apretar (Figura 29).

16
Figura 29. Instalar la broca piloto
N. Verificar la concentricidad del adaptador de la máquina perforadora y el cortador midiendo la distancia desde el cortador al diámetro interior del adaptador (Figura 30). Ajustar apretan-do/aflojando los pernos en la brida de la base de la máquina perforadora, alternando entre un lado y el otro. Cuando el adaptador esté cen-trado alrededor del cortador, apretar todos los pernos y volver a verificar.
Figura 30. Concentricidad del Adaptador de la Máquina
Perforadora
3.3 Realizar Mediciones Se deben realizar ciertas mediciones antes de insta-lar la máquina perforadora sobre la válvula SANDWICH. Éstas se indican en la Figura 31 y se utilizarán cuando la línea se esté perforando.
A. Medir desde la punta de la broca piloto hasta los dientes del cortador y mantener como me-dida de referencia. Esto servirá de ayuda cuando se baje el cortador a la tubería luego de que la broca piloto ha penetrado la pared de la tubería.
B. Girar la manivela de trinquete en sentido anti-horario para retraer completamente la barra de perforación.
Figura 31. Mediciones para la Perforación
C. Medir desde la cara del adaptador de la má-quina de perforación a la punta de la broca pi-loto, con el cortador completamente retraído. Registrar como medida A (Figura 32).
Figura 32. Medida A
D. Medir desde la cara superior de la válvula, incluyendo la junta, hasta la parte superior de la tubería. Registrar este número como Medi-da B (Figura 33).

17
Figura 33. Medida B
E. La combinación de A y B es la distancia total de descenso para que la punta de la broca to-que la tubería.
1. Si la punta de la broca piloto se halla de-ntro de la cara del adaptador de la máqui-na perforadora, agregar las medidas A y B para determinar la distancia de descenso.
2. Si la punta de la broca piloto sobresale de la cara del adaptador, restar la medida A de la medida B. En este caso, B - A = dis-tancia de descenso.
ADVERTENCIA: Deben realizarse las medi-ciones cuidadosamente. Una me-dida incorrecta puede provocar una perforación accidental a tra-vés del fondo de la tubería. La fuga de fluido podría crear un ambiente peligroso y resultar en lesiones al personal y daños a la propiedad.
F. Si se ha de instalar un tapón LOCK-O-RING para finalizar el trabajo, se requiere otra medi-ción. Medir desde la parte superior de la cara de la válvula, incluyendo la junta, a la parte superior de los segmentos, tal como se indica en la Figura 34. Registrar esta medida como Medida H.
Figura 34. Medida H
3.4 Instalar la Máquina Perforadora sobre la Válvula
A. Cerrar la Válvula SANDWICH.
B. La máquina perforadora y el adaptador deben instalarse siempre sobre una válvula cerrada. Asegurarse que el cortador y la broca piloto no interfieran con la abertura y cierre de la válvu-la SANDWICH. Ajustar las tuercas firmemen-te, alternando de un lado a otro.
C. Asegurarse que las eslingas no interfieran con el motor de la máquina perforadora, los con-troles ni las mangueras.
D. Instalar la válvula de purga en la máquina perfo-radora. Dejarla en posición abierta (Figura 35).
Figura 35. Instalar y Abrir la Válvula de Purga
E. Instalar la varilla de medición y medir desde la parte superior de la caja de engranajes hacia arriba, marcando la distancia de descenso con tiza o lápiz de grasa. Colocar el collarín de to-pe justo por encima de la marca (Figura 36). Asegurarse que la varilla de medición esté asentada en la varilla retén.
1. Ejemplo de distancia de descenso. Referir-se a la Figura 31.
Medida A = 5-1/2"
Medida B = 18-3/4"
Distancia de Descenso = 24-1/4"
2. A 24-1/4", la broca piloto estaría tocando la parte superior de la tubería. Esta dis-tancia se mide y se marca en la varilla de medición, y el collarín de tope se coloca justamente encima de la misma.

18
Figura 36. Distancia de Descenso
F. Abrir la válvula SANDWICH. Contar las vuel-tas para asegurar que se abra completamente.
3.5 Descenso de la Barra de Perforación A. Girar la manivela de trinquete en sentido hora-
rio para extender la barra de perforación para que la punta de la broca piloto toque la tube-ría. Aproximadamente 4-1/2 revoluciones ex-tienden la barra de perforación en 1 pulgada. Verificar el collarín de tope en la varilla de medición para asegurar que el cortador pasó a través de la válvula y que no se ha quedado atrapado en el costado de la válvula.
B. Girar la manivela de trinquete media vuelta en sentido antihorario para alejar la punta de la broca piloto de la tubería. Luego acoplar el embrague de cierre positivo en la máquina perforadora. Retirar la manivela antes de arrancar la unidad de potencia.
C. Cuando el embrague esté acoplado, la barra de perforación no puede ser avanzada o retroce-dida utilizando la manivela de trinquete.
3.6 Distancia de Perforación La distancia de recorrido necesaria para que el cor-tador perfore la tubería, retenga el cupón y "lim-pie" la perforación depende del tamaño de la perforación, el tamaño de la tubería, el espesor de pared, el tipo de cortador y la broca piloto utiliza-da. La distancia de perforación se denomina Medi-da C y se ilustra en la Figura 37.
Figura 37. Distancia de Perforación
A. Las Tablas 7 a 9 suministran la distancia de perforación para los cortadores Estándar, STOPPLE y SHORTSTOPP en tuberías de pared estándar, requiriendo como información de entrada el tipo y tamaño del cortador y el tamaño de la tubería. Si se utiliza una broca piloto que no es estándar, tal como se indica en las Tablas 7 - 9, estas distancias no serán aplicables.
B. Entrar en la tabla correspondiente con el tama-ño del cortador y cruzar la tabla hasta el tama-ño de la tubería para determinar la distancia de perforación. Por ejemplo, utilizando un corta-dor y piloto de 6" estándar (Tabla 7) en una lí-nea de 8", la distancia de perforación sería de 3-1/16".
C. Cuando se ha determinado la distancia de per-foración y la broca piloto está tocando la tube-ría (a la distancia de descenso), marcar esta distancia en la varilla de medición y ubicar nuevamente el collarín de tope justo por enci-ma de la misma (Figura 36).
D. Cuando la marca en la varilla de medición al-canza la parte superior de la máquina perfora-dora, la perforación debería estar completa y el orificio limpio.
E. La Tabla 10 suministra además información sobre el diámetro interior máximo permisible de la tubería para poder retener el cupón. Si el diámetro interior de la tubería excede las ci-fras indicadas, deberá utilizarse un piloto más largo. Para asistencia al respecto, consultar con la fábrica.

19
Tabla 7 Distancia de Perforación: Tabla para Cortadores Estándar
Tamaño Nominal de Tuberías Tamaño Nominal
del Cortador 3” 4” 6” 8” 10” 12” 14” 16” 18”
3” 2-7/16 2-5/16 2-3/16 2-3/16 2-3/16 2-3/16 2-3/16 2-1/8 2-1/8 4” 3-3/16 2-7/8 2-3/4 2-11/16 2-5/8 2-5/8 2-9/16 2-9/16 6” 3-9/16 3-1/16 2-3/4 2-5/8 2-9/16 2-1/2 2-7/16 8” 4-5/16 3-9/16 3-1/4 3-1/16 2-7/8 2-3/4
10” 5-3/8 4-5/16 4 3-5/8 3-3/8 12” 6-5/16 5-5/16 4-5/8 4-3/16
14”* 6-5/16 4-15/16 4-5/16 *Solamente Modelo 760.
Tamaño Nominal de Tuberías Tamaño Nominal
del
Cortador 20” 22” 24” 26” 28” 30” 32” 34” 36”
3” 2-1/8 2-1/8 2-1/8 2-1/8 2-1/8 2-1/8 2-1/8 2-1/8 2-1/8 4” 2-9/16 2-9/16 2-9/16 2-1/2 2-1/2 2-1/2 2-1/2 2-1/2 2-1/2 6” 2-3/8 2-5/16 2-5/16 2-1/4 2-1/4 2-1/4 2-3/16 2-3/16 2-3/16 8” 2-11/16 2-5/8 2-9/16 2-1/2 2-7/16 2-7/16 2-3/8 2-3/8 2-3/8
10” 3-1/4 3-1/8 3 2-15/16 2-7/8 2-13/16 2-3/4 2-11/16 2-5/8 12” 3-15/16 3-11/16 3-1/2 3-3/8 3-1/4 3-3/16 3-1/8 3-1/16 3 14”* 3-15/16 3-5/8 3-7/16 3-1/4 3-1/8 3 2-7/8 2-3/4 2-11/16
*Para Modelo 760 solamente. Estas dimensiones se basan en tuberías de peso estándar.
NOTA: Estas dimensiones son solamente para referencia y presuponen el empleo de una correcta combina-ción cortador/piloto. Deben realizarse las mediciones correspondientes para asegurar la terminación de la perforación y que el piloto no haga contacto con la parte inferior de la tubería.
Tabla 8 Distancia de Perforación: Tabla para Cortadores STOPPLE
Tamaño Nominal de Tuberías (pulg.)
Tamaño Nominal
del Cortador 4” 6” 8” 10” 12” 14” 16” 18” 20” 4” 3-1/8 2-5/16 2-3/16 2-1/16 2 2 1-15/16 1-15/16 1-7/8 6” 3-9/16 2-9/16 2-1/4 2-1/16 2 1-7/8 1-13/16 1-3/4 8” 4-3/8 3 2-9/16 2-3/8 2-3/16 2-1/16 1-15/16
10” 5-5/8 4-1/16 3-11/16 3-1/4 3 2-13/16 12” 6-3/8 5-1/16 4-1/4 3-13/16 3-1/2
14”* 6-11/16 4-7/8 4-3/16 3-3/4 * Solamente modelo 760.
Tamaño Nominal de Tuberías (pulg.) Tamaño Nominal
del Cortador 22” 24” 26” 28” 30” 32” 34” 36” 4” 1-7/8 1-7/8 1-7/8 1-7/8 1-13/16 1-13/16 1-13/16 1-13/16 6” 1-11/16 1-11/16 1-5/8 1-5/8 1-9/16 1-9/16 1-9/16 1-1/2 8” 1-7/8 1-13/16 1-3/4 1-11/16 1-11/16 1-5/8 1-5/8 1-9/16
10” 2-11/16 2-9/16 2-7/16 2-3/8 2-5/16 2-1/4 2-3/16 2-1/8 12” 3-1/4 3-1/16 2-15/16 2-13/16 2-11/16 2-5/8 2-9/16 2-1/2
14”* 3-7/16 3-3/16 3 2-7/8 2-3/4 2-5/8 2-9/16 2-7/16 * Solamente modelo 760.

20
Tabla 9 Distancia de Perforación: Tabla para Cortadores SHORTSTOPP
Tamaño Nominal de Tuberías (pulg.) Tamaño Nominal
del Cortador 4” 6” 8” 10” 12” 14” 16” 18” 20”
4” 3-1/16 2-5/16 2-3/16 2-1/8 2-1/16 2 1-15/16 1-15/16 1-15/16 6” 3-1/2 2-9/16 2-1/4 2-1/16 2 1-7/8 1-13/16 1-3/4 8” 4-1/8 2-15/16 2-9/16 2-3/8 2-3/16 2-1/16 1-15/16
10” 5-3/4 4 3-5/8 3-1/4 3 2-13/16 12” 6-1/4 5-1/16 4-1/4 3-13/16 3-1/2
Tamaño Nominal de Tuberías (pulg.) Tamaño Nominal
del
Cortador 22” 24” 26” 28” 30” 32” 34” 36” 4” 1-7/8 1-7/8 1-7/8 1-7/8 1-7/8 1-13/16 1-13/16 1-13/16 6” 1-11/16 1-11/16 1-5/8 1-5/8 1-5/8 1-9/16 1-9/16 1-9/16 8” 1-13/16 1-13/16 1-3/4 1-11/16 1-11/16 1-5/8 1-5/8 1-9/16
10” 2-11/16 2-9/16 2-1/2 2-3/8 2-5/16 2-1/4 2-1/4 2-3/16 12” 3-15/16 3-1/8 2-15/16 2-13/16 2-3/4 2-11/16 2-5/8 2-9/16
NOTA: Estas dimensiones son solamente para referencia y presuponen el empleo de una correcta combina-ción cortador/piloto. Deben realizarse las mediciones correspondientes para asegurar la terminación de la perforación y que el piloto no haga contacto con la parte inferior de la tubería.
Tabla 10 Combinaciones de Piloto y Cortador para Máquinas Perforadoras 660b/760b
Diám. Int. Máx. Permisible de Tubería Para Tamaño Tipo Para captar el cupón
1 Alambre 2 Alambre 3 Alambre 3 Estándar Placa Plana 3 SHORTSTOPP 5.125 4 Estándar Placa Plana Placa Plana 4 SHORTSTOPP 39.438 4.500 4 STOPPLE 41.000 4.688 6 Estándar 15.188 6.562 6 SHORTSTOPP 7.250 5.562 6 STOPPLE 7.397 5.125 8 Estándar 29.062 9.875 8 SHORTSTOPP 11.000 7.875 8 STOPPLE 11.375 8.062
10 Estándar 51.375 16.562 11.125 10 SHORTSTOPP 24.000 13.312 10.312 10 STOPPLE 24.625 13.625 10.250 12 Estándar 79.125 24.875 21.125 12 SHORTSTOPP 35.438 19.000 17.125 12 STOPPLE 36.625 19.625 17.625 14 Estándar 25.062 15.062 13.312 14 STOPPLE 23.125 14.938 13.500

21
3.7 Prueba de Presión del Sistema A. Utilizando la válvula de purga como entrada,
llevar a cabo una prueba de presión del siste-ma completo (accesorio, válvula de perfora-ción, adaptador de perforación y máquina perforadora) antes de realizar la perforación para confirmar que el sistema no tiene fugas. Cuando se realice esta prueba, no debe supe-rarse la presión de la tubería.
ADVERTENCIA: La fuga de fluidos puede crear un ambiente peligroso y resultar en lesiones al personal y/o daños a la propiedad. La pre-sión de prueba no debe superar los límites de presión del equipo que se utiliza ni de la presión in-terna de la tubería. Pueden re-sultar lesiones al personal y/o daños a la propiedad.
B. Luego de finalizarse la prueba de presión, de-jar la válvula de purga en posición abierta.
4.0 Haciendo la Perforación 4.1 Utilización de la Unidad de Potencia
Hidráulica A. Colocar las mangueras y preparar para la per-
foración. Asegurar que los acoplamientos es-tén limpios y libres de suciedad antes de conectar las mangueras. Ver Figura 38. Colo-car la manguera grande (o de retorno) en pri-mer lugar y la de toma, en último lugar.
Figura 38. Colocación de las Mangueras Hidráulicas
B. Realizar el servicio al motor de la unidad de potencia según las recomendaciones del fabri-cante. Asegurarse que el aceite del cárter, el fluido hidráulico y el combustible estén en los niveles adecuados.
ADVERTENCIA: Debe tenerse cuidado al ensamblar y desmontar todas las conexiones. No debe ensamblarse o desensamblarse una conexión si la presión en la manguera su-pera cero psig. No deben em-plearse mangueras gastadas o dañadas. Pueden resultar lesio-nes al personal o daños a la pro-piedad si se ensamblan o desmontan mangueras bajo pre-sión, o como consecuencia de un reventón en una manguera.
C. Verificar el nivel del fluido hidráulico con la varilla de medición ubicada en la tapa del fil-tro sobre el depósito. Como alternativa al flui-do hidráulico, puede emplearse aceite de motor SAE 10W con aditivos antiespumantes.
D. Abrir la válvula de derivación hidráulica en la unidad de potencia antes de arrancar el motor (Figura 39).
ADVERTENCIA: Si el motor se arranca antes de conectar las mangueras y an-tes de abrir la válvula de deriva-ción, pueden resultar daños a la propiedad y/o lesiones al perso-nal.
Figura 39. Abrir Manija de la Válvula de Derivación
E. Arrancar el motor.
F. Permitir que el motor funcione durante algunos minutos para que se caliente antes de comen-zar con la operación de perforación.
G. Para arrancar el motor hidráulico, primero de-be cerrarse la válvula de derivación en la uni-dad hidráulica, luego abrir la válvula de control en la máquina perforadora (válvula iz-quierda en máquina con accionamiento doble). La lectura normal del manómetro sin carga en

22
el cortador es de 200 psi. La presión hidráulica variará de acuerdo a la carga sobre el cortador.
H. Para detener el motor hidráulico, cerrar la vál-vula de control.
I. El manómetro indicará una caída de presión cuando la broca piloto penetre la tubería y nuevamente cuando se complete la perfora-ción.
PRECAUCIÓN: La presión hidráulica no debe nunca superar los 1000 psi. Una válvula de alivio en la unidad de potencia incor-porada en la bomba está ajustada en fá-brica para abrir a 1000 psi. Una presión mayor podría dañar el equipo.
NOTA: Las RPM del cortador son aproximada-mente el 1 por ciento de las RPM del motor. La velocidad del motor se ajusta en fábrica a 3100 RPM sin carga. La velocidad del cortador con accionamiento hidráulico debe ser de aproxi-madamente 28 RPM para cortadores de 3" has-ta 14". Las RPM pueden variarse ajustando la posición del regulador sobre el motor para lo-grar la velocidad deseada del motor. Velocidad del cortador X 100 = velocidad del motor.
4.2 Operación Utilizando Motor Neumático A. Cuando se utiliza accionamiento con motor
neumático, las conexiones y las mangueras operan a 90 psi.
B. Soplar la manguera de alimentación de aire para limpiar la suciedad y la humedad. El compresor precisa de un receptor con deflec-tores para acumular el líquido en la línea de alimentación.
ADVERTENCIA: Cuando se sopla aire a tra-vés de la manguera, apuntar en una dirección contraria al área de trabajo o del personal para evitar lesiones por el material desalojado.
C. Instalar el filtro regulador, el lubricador y el conjunto de válvula de control al motor neu-mático, asegurando que todos los componen-tes estén en posición vertical. Colocar la manguera neumática.
D. Ajustar el lubricador para suministrar 10 gotas de aceite de motor SAE 10W por minuto.
ADVERTENCIA: Retirar la manivela de trin-quete de descenso. El movimien-to de la manivela cuando se aplica potencia podría resultar en daños a la propiedad y/o le-siones al personal
E. Las velocidades para perforación con motor neumático se indican en la Tabla 11.
Tabla 11 Máximas RPM del Cortador
(Accionamiento con Motor Neumático)
Tamaño del Cortador (pulg.) RPM Máximas
3 30*
4 30*
6 30*
8 30*
10 30*
12 30
14 26 *Controlado mediante un orificio de velocidad ajustado en fábrica
4.3 Perforación de la Línea A. Para acoplar la alimentación, retraer lentamen-
te la barra de perforación con la manivela de trinquete, mientras se empuja la manija del embrague hacia abajo hasta que se acopla. Ver Figura 40.
Figura 40. Acoplar el Embrague
ADVERTENCIA: Retirar la manivela de trin-quete. El movimiento de la ma-nivela cuando se aplica potencia podría resultar en daños a la propiedad y/o lesiones al perso-nal.
23
B. Asegurar que el collarín de tope en la varilla de medición haya sido reajustado para la dis-tancia de perforación. La marca se colocó pre-viamente sobre la varilla de medición.
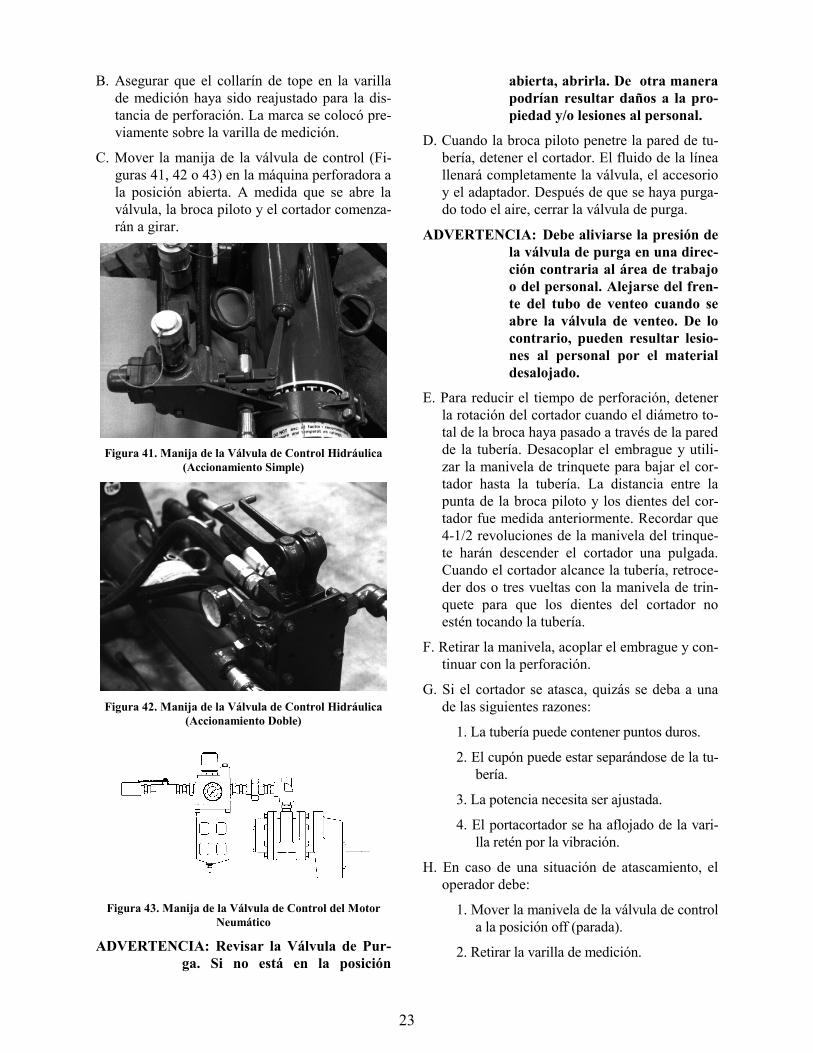
C. Mover la manija de la válvula de control (Fi-guras 41, 42 o 43) en la máquina perforadora a la posición abierta. A medida que se abre la válvula, la broca piloto y el cortador comenza-rán a girar.
Figura 41. Manija de la Válvula de Control Hidráulica
(Accionamiento Simple)
Figura 42. Manija de la Válvula de Control Hidráulica
(Accionamiento Doble)
Figura 43. Manija de la Válvula de Control del Motor
Neumático
ADVERTENCIA: Revisar la Válvula de Pur-ga. Si no está en la posición
abierta, abrirla. De otra manera podrían resultar daños a la pro-piedad y/o lesiones al personal.
D. Cuando la broca piloto penetre la pared de tu-bería, detener el cortador. El fluido de la línea llenará completamente la válvula, el accesorio y el adaptador. Después de que se haya purga-do todo el aire, cerrar la válvula de purga.
ADVERTENCIA: Debe aliviarse la presión de la válvula de purga en una direc-ción contraria al área de trabajo o del personal. Alejarse del fren-te del tubo de venteo cuando se abre la válvula de venteo. De lo contrario, pueden resultar lesio-nes al personal por el material desalojado.
E. Para reducir el tiempo de perforación, detener la rotación del cortador cuando el diámetro to-tal de la broca haya pasado a través de la pared de la tubería. Desacoplar el embrague y utili-zar la manivela de trinquete para bajar el cor-tador hasta la tubería. La distancia entre la punta de la broca piloto y los dientes del cor-tador fue medida anteriormente. Recordar que 4-1/2 revoluciones de la manivela del trinque-te harán descender el cortador una pulgada. Cuando el cortador alcance la tubería, retroce-der dos o tres vueltas con la manivela de trin-quete para que los dientes del cortador no estén tocando la tubería.
F. Retirar la manivela, acoplar el embrague y con-tinuar con la perforación.
G. Si el cortador se atasca, quizás se deba a una de las siguientes razones:
1. La tubería puede contener puntos duros.
2. El cupón puede estar separándose de la tu-bería.
3. La potencia necesita ser ajustada.
4. El portacortador se ha aflojado de la vari-lla retén por la vibración.
H. En caso de una situación de atascamiento, el operador debe:
1. Mover la manivela de la válvula de control a la posición off (parada).
2. Retirar la varilla de medición.

24
3. Colocar la manivela de trinquete en la caja de engranajes.
4. Desacoplar el embrague, luego girar media vuelta la manivela de trinquete en sentido antihorario para retirar el cortador.
5. Utilizando la varilla de medición, verificar si está ajustado el cortador a la varilla re-tén.
6. Acoplar el embrague, retirar la manivela de trinquete y continuar con la perfora-ción.
I. El operador sabrá cuando el cupón está libre por el cambio en el sonido que hace el equipo y el tono del corte. En el momento en que se libera, puede hacer un ruido de cascabeleo a medida que gira.
J. La perforación, sin embargo, no está completa solamente porque se ha liberado el cupón. El orificio debe ser "limpiado". Continuar perfo-rando hasta que el collarín de tope alcance la parte superior de la caja de engranajes.
K. Halar la manija del embrague hacia afuera de la caja de engranajes. Apuntar la manija del embrague hacia la parte superior de la máqui-na.
L. Retirar la varilla de medición y colocar la ma-nivela de trinquete en la caja de engranajes. Mover la manivela dos o tres vueltas para ba-jar el cortador a la tubería y girar por lo menos una vuelta. Si el orificio se ha "limpiado" el cortador puede bajarse y girarse. Si el cortador no puede bajarse y girarse, retirar el cortador girando la manivela de trinquete media vuelta en sentido antihorario. Acoplar el embrague, retirar la manivela de trinquete y continuar perforando.
4.4 Recuperar el Equipo A. Retirar completamente el cortador cuando se
haya completado la perforación.
B. Cerrar la Válvula SANDWICH.
C. Abrir la válvula de purga.
ADVERTENCIA: Debe ventearse la presión de la válvula de purga en una di-rección contraria el área de tra-bajo o del personal. Alejarse del frente del tubo de venteo cuando
se abre la válvula de venteo. De lo contrario, pueden resultar le-siones al personal por el material desalojado.
D. Retirar la válvula de purga de la máquina per-foradora.
E. Si se utiliza una unidad de potencia hidráulica, abrir la derivación en la unidad de potencia y detener el motor.
F. Desconectar las mangueras hidráulicas o las neumáticas. Si son hidráulicas, retirar al final la manguera de retorno (la más grande). Colo-car nuevamente los guardapolvos.
G. Desmontar la máquina perforadora. Colocar en posición horizontal sobre el suelo, colocando bloques de apoyo debajo del motor hidráulico o neumático.
H. Retirar el cupón. El cupón puede retirarse del cortador empujando el cupón hacia el cortador para permitir el giro de los pasadores U tal como se muestra en las Figuras 44 y 45.
Figura 44. Retirar el Cupón del Cortador
Figura 45. Posiciones de los pasadores U
PRECAUCIÓN: No debe hacerse palanca contra los dientes del cortador ya que pueden dañarse.

25
I. Retirar el cortador y el portacortador utilizando la varilla de medición. Desenroscar la varilla retén del portacortador en dos vueltas. Un leve golpe sobre la varilla de medición liberará el cortador y el portacortador de la barra de per-foración. Continuar desenroscando la varilla retén del portacortador.
5.0 Accesorios para equilibrar pre-siones durante la perforación
Instalar la válvula de perforación sobre los Acceso-rios THREAD-O-RING y perforar con la máquina perforadora serie T-101. Seguir las instrucciones del manual de la máquina perforadora correspon-diente.

26

27
Sección III: Colocación del Tapón LOCK-O-RING
1.0 Introducción El asentamiento del Tapón LOCK-O-RING es la fase final de un trabajo de perforación y obtura-ción. El Tapón LOCK-O-RING sella el accesorio sobre la tubería perforada, permitiendo el desmon-taje de la válvula de perforación y la instalación de una brida ciega.
La instalación y recuperación del Tapón de Termi-nación LOCK-O-RING es una de los trabajos más críticos en las operaciones de perforación, obtura-ción y terminación bajo presión. Es imperativo que se sigan las instrucciones siguientes con el fin de mantener equilibradas en todo momento las pre-siones por encima y por debajo del Tapón LOCK-O-RING durante las operaciones de instalación y recuperación. Las presiones diferenciales pueden resultar en daños al equipo y lesiones al personal.
ADVERTENCIA: Leer detenidamente las si-guientes instrucciones para la instalación del Tapón LOCK-O-RING antes de emprender la ins-talación de un Tapón. Es necesa-ria la comprensión de todas las advertencias y precauciones y la correcta secuencia de operación para evitar posibles lesiones al personal y daño al equipo.
Las Bridas y Tapones LOCK-O-RING de TDW, mostradas en la Figura 46, son unidades mecaniza-das con precisión. Cada unidad es embalada para proteger las superficies mecanizadas y necesita protegerse para evitar óxido, melladuras, ralladuras y la acumulación de suciedad. Mantener los Tapo-nes LOCK-O-RING en la caja, alejadas de la hu-medad atmosférica, hasta que estén listos para utilizar. Almacenar los Anillos O alejados de la luz directa del sol, donde no sean estirados, mellados o dañados de manera alguna. Almacenar los acceso-rios en donde estén protegidos del óxido, suciedad y otros daños. Proveer protección para las superfi-cies mecanizadas de las bridas.
Figura 46. Tapón y Accesorio LOCK-O-RING
2.0 Preparativos 2.1 Preparativos por adelantado Antes de que se efectuara la perforación, se reali-zaron algunos preparativos por adelantado, los cua-les son necesarios para instalar el Tapón LOCK-O-RING.
A. Se inspeccionaron los segmentos LOCK-O-RING y se apuntó la cantidad de vueltas nece-sarias para extenderlos completamente. Esta información se requiere ahora para confirmar que los segmentos estén completamente ex-tendidos cuando se instala el Tapón LOCK-O-RING.
B. Antes de realizar la perforación, se tomó y se registró la medida "H". Ésta es la distancia en-tre la cara de la válvula de perforación, inclu-yendo la junta, y la parte superior de los Segmentos LOCK-O-RING, tal como se mues-tra en la Figura 47. Esta cifra se utilizará en la determinación de la distancia de recorrido ne-cesaria para asentar el tapón.

28
Figura 47. Medida H
C. Se instaló y perforó un accesorio de 2" THREAD-O-RING para suministrar una fuen-te para equilibrar presiones por arriba y por debajo del Tapón LOCK-O-RING durante las operaciones de asentamiento.
2.2 Preparación del Equipo A. Inspeccionar la superficie del Tapón LOCK-
O-RING para asegurar que esté limpio y sin daños. Alisar melladuras o golpes en la super-ficie exterior empleando una lima fina o tela esmeril. Las superficies deben estar limpias. Asegurar que el anillo O y las ranuras de ani-llo O y de los segmentos estén libres de sucie-dad. La válvula de retención de bola debe estar limpia.
B. Quitar los tapones plásticos ubicados en el centro de las partes superior e inferior; estos tapones se han colocado para proteger la vál-vula de retención de bola de materiales extra-ños.
C. Instalar el portatapones sobre el tapón y apre-tar cuidadosamente los tornillos (Figura 48).
Figura 48. Acoplar el portatapón
D. Instalar el adaptador correspondiente a la má-quina perforadora.
E. Antes de montar el tapón sobre la barra de per-foración de la máquina, revisar la posición de la válvula de retención de bola para asegurar que esté asentada en el asiento de la válvula. Ver la Figura 49. Si hubiera cualquier duda de que esté asentada, verter alcohol o aceite li-viano en la válvula. Cualquier fuga indicará que la bola no está asentada. Si no puede lo-grarse que la válvula de retención de bola se asiente correctamente, desarmar, inspeccionar y lubricar, reemplazar piezas defectuosas y luego armar y repetir la prueba.
Figura 49. Inspeccionar la válvula de Retención de Bola
ADVERTENCIA: No continuar hasta que la válvula de retención de bola esté correctamente asentada.
F. Mientras el Tapón LOCK-O-RING desciende dentro del accesorio, la válvula de retención de bola se mantiene abierta por la varilla retén de la máquina perforadora. Esto ayuda a man-tener el equilibrio de presiones en ambos lados del tapón. Cuando está asentada, y la máquina perforadora suelta el tapón, la válvula de re-tención de bola se cierra. Ver el diagrama en corte en la Figura 50.
Figura 50. Corte del Tapón LOCK-O-RING
2.3 Calibre de Derivación LOCK-O-RING El propósito del calibre de Derivación LOCK-O-RING es revisar que esté abierta la válvula de re-

29
tención de bola del tapón de terminación. Es im-portante emplear este calibre para determinar si la válvula de retención de bola se abre a la posición óptima para permitir el necesario alivio de presión. El calibre, que se muestra en la Figura 51, deberá utilizarse en cada operación de colocación de un tapón. Se coloca en la parte inferior del Tapón LOCK-O-RING (lado opuesto al portatapón) y se ubica sobre el orificio de derivación con el vástago extendido dentro del orificio. Para utilizar este ca-libre, seguir los pasos indicados a continuación:
A. Ubicar el vástago del calibre sobre el orificio de derivación en la parte inferior del Tapón LOCK-O-RING. El portatapón puede perma-necer en el Tapón LOCK-O-RING para fines de manejo.
NOTA: El prolongador del calibre de derivación deberá emplearse cuando se inspeccione un ta-pón con niple en rebajo y cupón acoplados. El orificio piloto en el cupón debe ser lo suficien-temente grande para permitir que el prolonga-dor lo atraviese y se asiente contra el anillo de retención en la parte inferior del tapón. La ca-vidad donde se halla ubicado el anillo de re-tención debe estar libre de cualquier suciedad que pudiera impedir el correcto asentamiento del prolongador. Los mismos procedimientos aplican para el empleo del calibre de la deriva-ción del tapón, excepto que el calibre se ubica sobre el prolongador en lugar de directamente sobre el tapón. Ver la Figura 51c.
PRECAUCIÓN: El canal para equilibrio de pre-sión en el portatapón y el asiento de la bola de la válvula en el tapón de termi-nación (Figura 50) deben estar limpios y libres de suciedad, hielo u otros materia-les extraños. El operador debe asegurar-se que cada parte funcione antes de continuar con el siguiente paso.
Figura 51. Calibre de Derivación
B. Extender el vástago dentro del orificio y ubicar la parte superior de la bola de la válvula de re-tención, mostrado en la Figura 51a.
C. Deslizar el collarín con el tornillo prisionero contra el anillo de la base. Utilizar la llave hexagonal provista para apretar el tornillo pri-sionero. Esta acción establece la dimensión de referencia para la posición cerrada. Ver Figura 52.
Figura 52. Verificar la posición cerrada
D. Ubicar el conjunto Tapón LOCK-O-RING y portatapón sobre la barra de perforación de la máquina perforadora.

30
E. Acoplar la varilla retén de la máquina perfora-dora sobre el portatapón y girar la varilla de medición en sentido horario hasta que está ajustado a mano. En este momento, la válvula de retención de bola está abierta. El portata-pón no debería poder girar en la barra de per-foración. Ver Figura 53.
Figura 53. Varilla Retén y Portatapón
F. Volver a colocar el calibre sobre el orificio de derivación, extender el vástago en el orificio y ubicar la parte superior de la bola de la válvula de retención. Ver Figura 51b o 51c y Figura 54.
Figura 54. Medición de la apertura de la bola
G. Medir la distancia entre el collarín y el anillo de la base. Esta acción establece la distancia de abertura y la distancia de separación.
H. La separación entre las posiciones abierta y cerrada no debe ser inferior a 1/8" ni más que 3/8". El flujo máximo a través de la válvula de retención de bola se obtiene en este rango.
I. Si la separación es menor que 1/8" o más que 3/8", ver las tablas siguientes para la acción correctiva.
Medida por debajo de 1/8" Problema Remedio
Varilla de medición no está completamente acoplada
Verificar que no estén cruzadas las roscas luego girar en sentido horario hasta ajustar la varilla.
Varilla de empuje do-blada en el portatapón
Reemplazar la varilla y la tuerca.
Material extraño en el portatapón o válvula de retención de bola
Limpiar.
Roscas imperfectas en el portatapón
Repasar las roscas.
La tuerca de la empa-quetadura de la Máqui-na Perforadora no está asentada
Ajustar la tuerca de fijación de la empa-quetadura.
Medida mayor que 3/8"
Problema Remedio Huso desgastado en el portatapón o barra de perforación excesiva-mente gastada
Reemplazar el porta-tapón. La barra de perforación debe re-emplazarse en la fá-brica TDW.
Resorte en el tapón co-lapsado o roto
Reemplazar el resor-te.
Longitud incorrecta de la varilla de empuje del portatapón
Reemplazar la varilla de empuje con uno de longitud correcta.
ADVERTENCIA: Si aún no se puede obtener la medida permisible, no debe continuarse con el montaje del tapón.
2.4 Revisar el Ensamble de la Varilla de Medición y el Tapón.
A. Asegurarse que la varilla de medición esté completamente introducida en la máquina de perforación.
B. Ajustar a mano la varilla de medición.
C. Si la varilla de medición está suelta, apretar y repetir los pasos A hasta I en el párrafo 2.3.
31
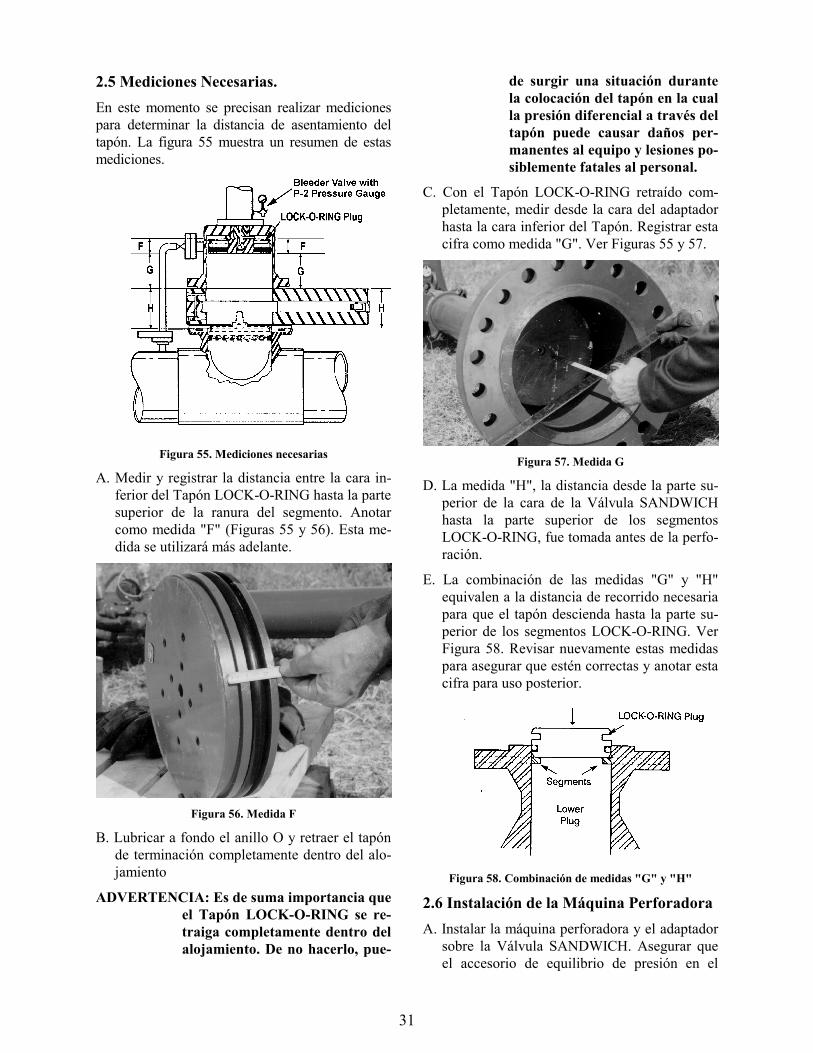
2.5 Mediciones Necesarias. En este momento se precisan realizar mediciones para determinar la distancia de asentamiento del tapón. La figura 55 muestra un resumen de estas mediciones.
Figura 55. Mediciones necesarias
A. Medir y registrar la distancia entre la cara in-ferior del Tapón LOCK-O-RING hasta la parte superior de la ranura del segmento. Anotar como medida "F" (Figuras 55 y 56). Esta me-dida se utilizará más adelante.
Figura 56. Medida F
B. Lubricar a fondo el anillo O y retraer el tapón de terminación completamente dentro del alo-jamiento
ADVERTENCIA: Es de suma importancia que el Tapón LOCK-O-RING se re-traiga completamente dentro del alojamiento. De no hacerlo, pue-
de surgir una situación durante la colocación del tapón en la cual la presión diferencial a través del tapón puede causar daños per-manentes al equipo y lesiones po-siblemente fatales al personal.
C. Con el Tapón LOCK-O-RING retraído com-pletamente, medir desde la cara del adaptador hasta la cara inferior del Tapón. Registrar esta cifra como medida "G". Ver Figuras 55 y 57.
Figura 57. Medida G
D. La medida "H", la distancia desde la parte su-perior de la cara de la Válvula SANDWICH hasta la parte superior de los segmentos LOCK-O-RING, fue tomada antes de la perfo-ración.
E. La combinación de las medidas "G" y "H" equivalen a la distancia de recorrido necesaria para que el tapón descienda hasta la parte su-perior de los segmentos LOCK-O-RING. Ver Figura 58. Revisar nuevamente estas medidas para asegurar que estén correctas y anotar esta cifra para uso posterior.
Figura 58. Combinación de medidas "G" y "H"
2.6 Instalación de la Máquina Perforadora A. Instalar la máquina perforadora y el adaptador
sobre la Válvula SANDWICH. Asegurar que el accesorio de equilibrio de presión en el

32
adaptador esté alineado con el accesorio de equilibrio de presión de la tubería.
B. Instalar la tubería de equilibrio de presiones. La Figura 59 muestra la tubería instalada. Ins-talar el primero de los dos manómetros (P-1) en la línea de equilibrio sobre la válvula de perforación. Utilizar tubería rígida para el equilibrio de presiones. Asegurar que la válvu-la de perforación esté cerrada. El segundo ma-nómetro (P-2) se instalará más adelante sobre una te con la válvula de purga.
Figura 59. Tubería de Equilibrio
C. Antes de instalar el manómetro P-2, asegurar que los dos manómetros hayan sido calibrados para indicar los mismos valores con varias presiones.
D. Instalar una te en la salida para la válvula de purga en la máquina perforadora. Instalar la válvula de purga en un lado de la te y dejarla en posición abierta. Instalar el manómetro P-2 en el otro lado de la te. Ver Figura 60.
Figura 60. Instalar el Manómetro P-2
3.0 Asentamiento del Tapón NOTA: Todas las válvulas excepto la válvula de
purga deben estar cerradas.
3.1 Equilibrado de Presiones A medida que se baja el Tapón LOCK-O-RING, es de importancia vital que las presiones por arriba y por debajo del tapón se mantengan equilibradas. Esto puede controlarse observando los manómetros P-1 y P-2. Por lo tanto, los procedimientos siguien-tes deben seguirse al pie de la letra.
A. Abrir la válvula de perforación en la línea de equilibrado debajo del manómetro P-1. Regis-trar la presión en el manómetro P-1. Esta es la presión de la tubería y deberá permanecer constante.
B. Abrir la derivación interna en la válvula SANDWICH para igualar la presión en ambos lados de la compuerta de la válvula. Ver la Fi-gura 61. Debería poder escucharse el paso de líquido o gas a través de la derivación.
Figura 61. Abrir la Derivación Interna
C. El aire deberá ventearse a través de la válvula de purga. Si no se escapa aire, cerrar la válvu-la de derivación interna y buscar la causa del problema. Asegurarse que la válvula de purga esté completamente abierta y que el orificio esté libre de obstrucciones.
ADVERTENCIA: Debe aliviarse la presión de la válvula de purga en una direc-ción contraria al área de trabajo o del personal. Alejarse del fren-te del tubo de venteo cuando se abre la válvula de venteo. De lo contrario, pueden resultar lesio-nes al personal por el material desalojado.
D. Luego que se haya venteado el aire, cerrar la válvula de purga. Verificar que P1 sea igual a P2.
E. Lentamente, abrir completamente la válvula de equilibrado de presiones, observando que P1

33
se mantenga igual a P2. P1 debe ser igual a P2.
ADVERTENCIA: Si la presión en P-2 no es igual a la presión en P-1, no debe continuarse hasta que no se haya determinado el motivo de la dife-rencia de presiones y se haya co-rregido el problema.
F. Abrir la Válvula SANDWICH. Contar las vuel-tas para asegurar que se abra completamente.
G. Verificar la ausencia de fugas en todas las co-nexiones. Reparar cualquier fuga antes de con-tinuar.
3.2 Descenso del Tapón A. Instalar la varilla de medición en la máquina
perforadora. Apretar firmemente. Medir el to-tal de las medidas "G" y "H" en la varilla de medición y colocar el collarín de tope en esta medida.
B. Si el cupón no está acoplado al tapón de termi-nación, girar en sentido horario dos tornillos del anillo retén opuestos entre sí para extender completamente dos segmentos LOCK-O-RING hasta que topen. Ver la Figura 62. Con-tar y anotar las vueltas necesarias.
NOTA: Cuando se instala un Tapón LOCK-O-RING con cupón acoplado, no avanzar los segmentos hasta que el tapón haya sido bajado justo antes del collarín de tope, para evitar el contacto del cupón con los segmentos.
Figura 62. Extender dos segmentos
ADVERTENCIA: No debe acoplarse el em-brague en la máquina perfora-dora y nunca debe girarse la barra de perforación durante el asentamiento de un Tapón LOCK-O-RING. Cuando el em-
brague está acoplado, la barra de perforación no puede avanzarse o retraerse utilizando la manive-la de trinquete. De otra manera puede ocasionarse daño al equi-po y lesiones al personal.
C. Instalar la manivela de trinquete y bajar el ta-pón muy lentamente, verificando los manóme-tros P1 y P2 y asegurando que ambos tengan la misma lectura. Si no fuera así, suspender el descenso del tapón. Descender hasta que el co-llarín de tope en la varilla de medición esté a una pulgada de la parte superior de la máquina perforadora.
ADVERTENCIA: Durante el Asentamiento del Tapón LOCK-O-RING, no debe permitirse que la presión de línea sobre el tapón (P-2) sea in-ferior a la presión por debajo del tapón (P-1). Mantener equili-bradas las presiones por arriba y por debajo del tapón (P-1 = P-2). Por lo tanto, no debe abrirse ninguna conexión de purga por arriba del Tapón LOCK-O-RING a menos que el tapón esté completamente retraído o com-pletamente asentado con todos los segmentos acoplados en la ranura del tapón. Una presión diferencial sobre el tapón LOCK-O-RING durante el pro-cedimiento de asentamiento pue-de resultar en severas lesiones al personal y graves daños a la má-quina perforadora.
D. Desmontar la varilla de medición e instalar la manivela de descenso. Girar la manivela en sentido horario para bajar el tapón el resto de la distancia, hasta que el tapón se apoye en los segmentos.
E. Intentar retirar los dos segmentos para deter-minar si el tapón está apoyado sobre ellos. Debería ser difícil girar los tornillos del anillo retén. No forzar. La Figura 63 muestra la rela-ción tapón-segmentos.
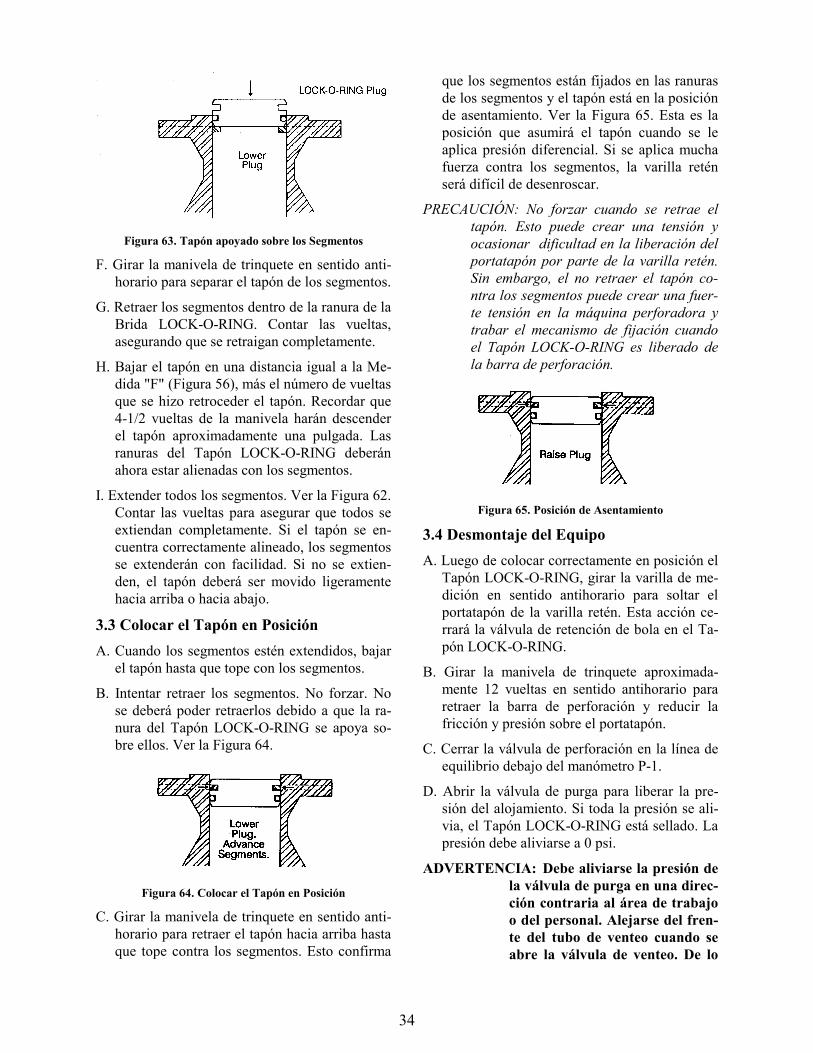
34
Figura 63. Tapón apoyado sobre los Segmentos
F. Girar la manivela de trinquete en sentido anti-horario para separar el tapón de los segmentos.
G. Retraer los segmentos dentro de la ranura de la Brida LOCK-O-RING. Contar las vueltas, asegurando que se retraigan completamente.
H. Bajar el tapón en una distancia igual a la Me-dida "F" (Figura 56), más el número de vueltas que se hizo retroceder el tapón. Recordar que 4-1/2 vueltas de la manivela harán descender el tapón aproximadamente una pulgada. Las ranuras del Tapón LOCK-O-RING deberán ahora estar alienadas con los segmentos.
I. Extender todos los segmentos. Ver la Figura 62. Contar las vueltas para asegurar que todos se extiendan completamente. Si el tapón se en-cuentra correctamente alineado, los segmentos se extenderán con facilidad. Si no se extien-den, el tapón deberá ser movido ligeramente hacia arriba o hacia abajo.
3.3 Colocar el Tapón en Posición A. Cuando los segmentos estén extendidos, bajar
el tapón hasta que tope con los segmentos.
B. Intentar retraer los segmentos. No forzar. No se deberá poder retraerlos debido a que la ra-nura del Tapón LOCK-O-RING se apoya so-bre ellos. Ver la Figura 64.
Figura 64. Colocar el Tapón en Posición
C. Girar la manivela de trinquete en sentido anti-horario para retraer el tapón hacia arriba hasta que tope contra los segmentos. Esto confirma
que los segmentos están fijados en las ranuras de los segmentos y el tapón está en la posición de asentamiento. Ver la Figura 65. Esta es la posición que asumirá el tapón cuando se le aplica presión diferencial. Si se aplica mucha fuerza contra los segmentos, la varilla retén será difícil de desenroscar.
PRECAUCIÓN: No forzar cuando se retrae el tapón. Esto puede crear una tensión y ocasionar dificultad en la liberación del portatapón por parte de la varilla retén. Sin embargo, el no retraer el tapón co-ntra los segmentos puede crear una fuer-te tensión en la máquina perforadora y trabar el mecanismo de fijación cuando el Tapón LOCK-O-RING es liberado de la barra de perforación.
Figura 65. Posición de Asentamiento
3.4 Desmontaje del Equipo A. Luego de colocar correctamente en posición el
Tapón LOCK-O-RING, girar la varilla de me-dición en sentido antihorario para soltar el portatapón de la varilla retén. Esta acción ce-rrará la válvula de retención de bola en el Ta-pón LOCK-O-RING.
B. Girar la manivela de trinquete aproximada-mente 12 vueltas en sentido antihorario para retraer la barra de perforación y reducir la fricción y presión sobre el portatapón.
C. Cerrar la válvula de perforación en la línea de equilibrio debajo del manómetro P-1.
D. Abrir la válvula de purga para liberar la pre-sión del alojamiento. Si toda la presión se ali-via, el Tapón LOCK-O-RING está sellado. La presión debe aliviarse a 0 psi.
ADVERTENCIA: Debe aliviarse la presión de la válvula de purga en una direc-ción contraria al área de trabajo o del personal. Alejarse del fren-te del tubo de venteo cuando se abre la válvula de venteo. De lo

35
contrario, pueden resultar lesio-nes al personal por el material desalojado.
E. Si hubiese fugas, la causa más probable es que la válvula de retención de bola se ha cerrado parcialmente o que hay un anillo O dañado. Cerrar la válvula de purga.
1. Para detener la fuga, bajar la barra de per-foración hasta el portatapón y utilizar la varilla de medición para enroscar la vari-lla retén en el portatapón para empujar la bola fuera de su asiento. Desenroscar la varilla retén. Verificar que se haya deteni-do la fuga.
2. Abrir la válvula de purga.
3. Si al abrir y cerrar la válvula de retención no se detiene la fuga, debe desmontarse e inspeccionarse el Tapón LOCK-O-RING. Referirse al párrafo 3.5 para las instruc-ciones para desmontar.
F. Si no hay fuga, el tapón está colocado correc-tamente. Retraer la barra de perforación com-pletamente dentro del alojamiento.
G. Si la tubería contenía producto líquido, la mi-tad inferior de la Válvula SANDWICH puede drenarse antes de ser desmontada. Ver Figura 66.
Figura 66. Drenaje de la Válvula SANDWICH
H. Retirar el tubo de equilibrio de presiones y el manómetro P-1.
I. Retirar la válvula de purga y el manómetro P-2.
J. Desmontar la máquina perforadora y el adapta-dor de la máquina perforadora de la Válvula SANDWICH.
K. Cerrar la compuerta de la Válvula SANDWICH (Para mayor facilidad de mane-jo). Desmontar la Válvula SANDWICH.
L. Desmontar el portatapón del Tapón LOCK-O-RING. En algunos casos será necesario retirar el portatapón antes de cerrar la Válvula SANDWICH.
M. Instalar una junta y brida ciega sobre la super-ficie previamente limpiada de la Brida LOCK-O-RING.
N. Instalar el tapón de terminación en el niple THREAD-O-RING (accesorio de equilibrado). Desmontar la válvula y el accesorio de tapa. Referirse a las instrucciones de la máquina perforadora y accesorio correspondientes.
3.5 Desmontaje del Tapón LOCK-O-RING A. Cerrar la válvula de purga.
B. Abrir la válvula de perforación en la línea de equilibrio de presiones en P-1. La presión en el alojamiento aumentará hasta que la presión del manómetro P-2 sea igual a la del manóme-tro P-1.
C. Bajar la barra de perforación hasta que asiente sobre el portatapón del tapón de terminación.
D. Instalar la varilla de medición y girar en senti-do horario para enroscar la varilla retén en el portatapón. El roscado de la varilla retén en el portatapón abrirá la válvula de retención de bola en el Tapón LOCK-O-RING, liberando la presión hacia el adaptador de la máquina per-foradora. Aliviar el aire fuera del adaptador de la máquina perforadora a través de la válvula de purga. Si esto no se puede lograr debido a la presión, referirse al párrafo 6.0 para la instalación y uso del empujador de la varilla retén.
ADVERTENCIA: Debe aliviarse la presión de la válvula de purga en una direc-ción contraria al área de trabajo o del personal. Alejarse del fren-te del tubo de venteo cuando se abre la válvula de venteo. De lo contrario, pueden resultar lesio-nes al personal por el material desalojado.
E. Abrir lentamente la válvula de equilibrio de presiones.
F. Cuando todo el aire se ha venteado, cerrar la válvula de purga.
G. Girar la manivela de trinquete en sentido hora-rio dos o tres vueltas para alejar el tapón de terminación de los segmentos LOCK-O-RING. Luego, girar la manivela de trinquete en sentido antihorario para levantar el tapón
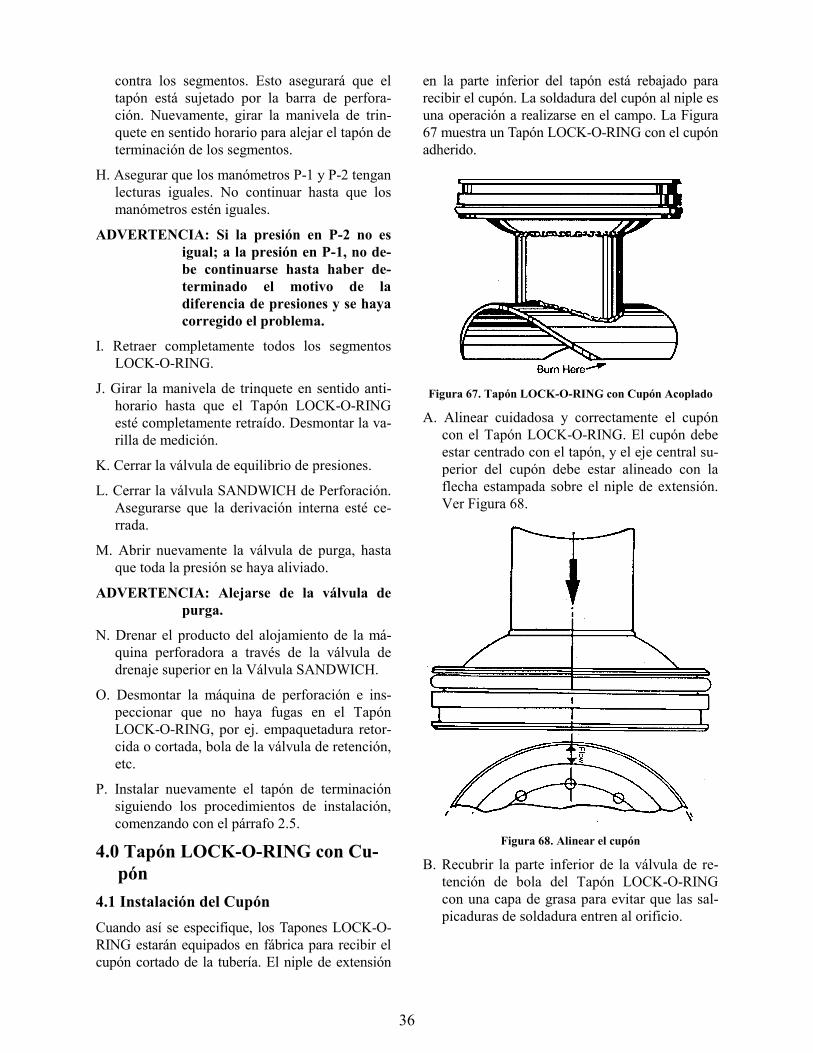
36
contra los segmentos. Esto asegurará que el tapón está sujetado por la barra de perfora-ción. Nuevamente, girar la manivela de trin-quete en sentido horario para alejar el tapón de terminación de los segmentos.
H. Asegurar que los manómetros P-1 y P-2 tengan lecturas iguales. No continuar hasta que los manómetros estén iguales.
ADVERTENCIA: Si la presión en P-2 no es igual; a la presión en P-1, no de-be continuarse hasta haber de-terminado el motivo de la diferencia de presiones y se haya corregido el problema.
I. Retraer completamente todos los segmentos LOCK-O-RING.
J. Girar la manivela de trinquete en sentido anti-horario hasta que el Tapón LOCK-O-RING esté completamente retraído. Desmontar la va-rilla de medición.
K. Cerrar la válvula de equilibrio de presiones.
L. Cerrar la válvula SANDWICH de Perforación. Asegurarse que la derivación interna esté ce-rrada.
M. Abrir nuevamente la válvula de purga, hasta que toda la presión se haya aliviado.
ADVERTENCIA: Alejarse de la válvula de purga.
N. Drenar el producto del alojamiento de la má-quina perforadora a través de la válvula de drenaje superior en la Válvula SANDWICH.
O. Desmontar la máquina de perforación e ins-peccionar que no haya fugas en el Tapón LOCK-O-RING, por ej. empaquetadura retor-cida o cortada, bola de la válvula de retención, etc.
P. Instalar nuevamente el tapón de terminación siguiendo los procedimientos de instalación, comenzando con el párrafo 2.5.
4.0 Tapón LOCK-O-RING con Cu-pón
4.1 Instalación del Cupón Cuando así se especifique, los Tapones LOCK-O-RING estarán equipados en fábrica para recibir el cupón cortado de la tubería. El niple de extensión
en la parte inferior del tapón está rebajado para recibir el cupón. La soldadura del cupón al niple es una operación a realizarse en el campo. La Figura 67 muestra un Tapón LOCK-O-RING con el cupón adherido.
Figura 67. Tapón LOCK-O-RING con Cupón Acoplado
A. Alinear cuidadosa y correctamente el cupón con el Tapón LOCK-O-RING. El cupón debe estar centrado con el tapón, y el eje central su-perior del cupón debe estar alineado con la flecha estampada sobre el niple de extensión. Ver Figura 68.
Figura 68. Alinear el cupón
B. Recubrir la parte inferior de la válvula de re-tención de bola del Tapón LOCK-O-RING con una capa de grasa para evitar que las sal-picaduras de soldadura entren al orificio.
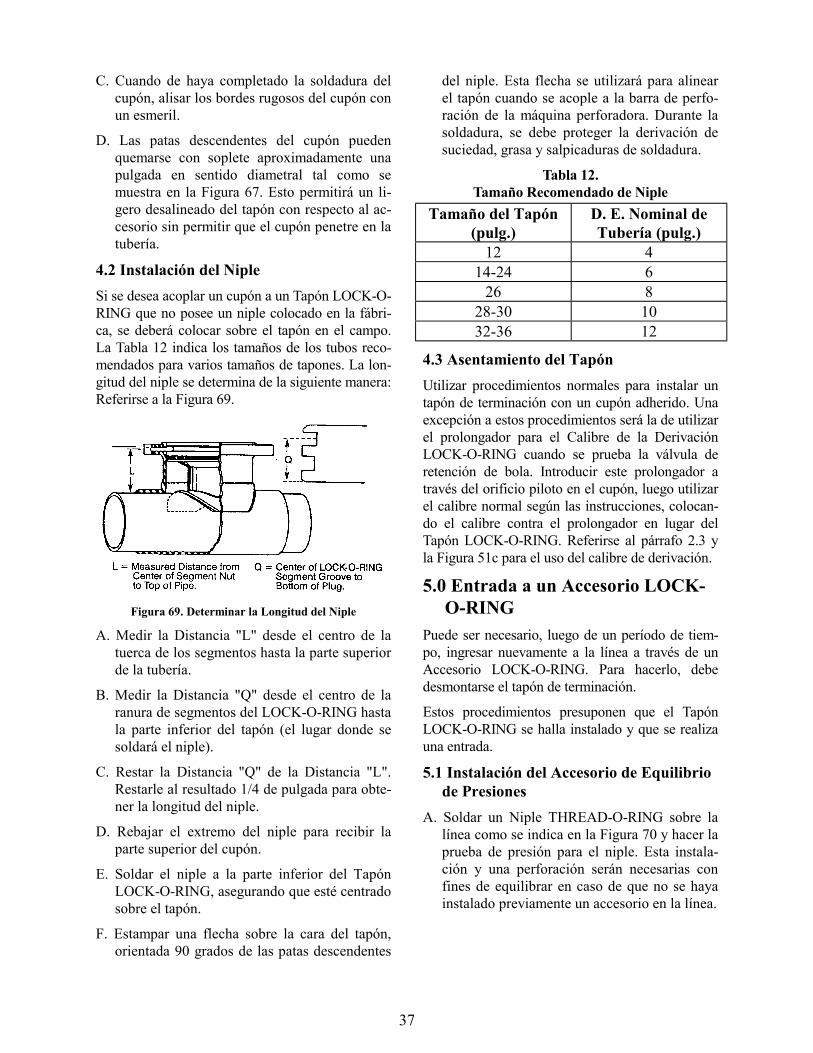
37
C. Cuando de haya completado la soldadura del cupón, alisar los bordes rugosos del cupón con un esmeril.
D. Las patas descendentes del cupón pueden quemarse con soplete aproximadamente una pulgada en sentido diametral tal como se muestra en la Figura 67. Esto permitirá un li-gero desalineado del tapón con respecto al ac-cesorio sin permitir que el cupón penetre en la tubería.
4.2 Instalación del Niple Si se desea acoplar un cupón a un Tapón LOCK-O-RING que no posee un niple colocado en la fábri-ca, se deberá colocar sobre el tapón en el campo. La Tabla 12 indica los tamaños de los tubos reco-mendados para varios tamaños de tapones. La lon-gitud del niple se determina de la siguiente manera: Referirse a la Figura 69.
Figura 69. Determinar la Longitud del Niple
A. Medir la Distancia "L" desde el centro de la tuerca de los segmentos hasta la parte superior de la tubería.
B. Medir la Distancia "Q" desde el centro de la ranura de segmentos del LOCK-O-RING hasta la parte inferior del tapón (el lugar donde se soldará el niple).
C. Restar la Distancia "Q" de la Distancia "L". Restarle al resultado 1/4 de pulgada para obte-ner la longitud del niple.
D. Rebajar el extremo del niple para recibir la parte superior del cupón.
E. Soldar el niple a la parte inferior del Tapón LOCK-O-RING, asegurando que esté centrado sobre el tapón.
F. Estampar una flecha sobre la cara del tapón, orientada 90 grados de las patas descendentes
del niple. Esta flecha se utilizará para alinear el tapón cuando se acople a la barra de perfo-ración de la máquina perforadora. Durante la soldadura, se debe proteger la derivación de suciedad, grasa y salpicaduras de soldadura.
Tabla 12. Tamaño Recomendado de Niple
Tamaño del Tapón (pulg.)
D. E. Nominal de Tubería (pulg.)
12 4 14-24 6
26 8 28-30 10 32-36 12
4.3 Asentamiento del Tapón Utilizar procedimientos normales para instalar un tapón de terminación con un cupón adherido. Una excepción a estos procedimientos será la de utilizar el prolongador para el Calibre de la Derivación LOCK-O-RING cuando se prueba la válvula de retención de bola. Introducir este prolongador a través del orificio piloto en el cupón, luego utilizar el calibre normal según las instrucciones, colocan-do el calibre contra el prolongador en lugar del Tapón LOCK-O-RING. Referirse al párrafo 2.3 y la Figura 51c para el uso del calibre de derivación.
5.0 Entrada a un Accesorio LOCK-O-RING
Puede ser necesario, luego de un período de tiem-po, ingresar nuevamente a la línea a través de un Accesorio LOCK-O-RING. Para hacerlo, debe desmontarse el tapón de terminación.
Estos procedimientos presuponen que el Tapón LOCK-O-RING se halla instalado y que se realiza una entrada.
5.1 Instalación del Accesorio de Equilibrio de Presiones
A. Soldar un Niple THREAD-O-RING sobre la línea como se indica en la Figura 70 y hacer la prueba de presión para el niple. Esta instala-ción y una perforación serán necesarias con fines de equilibrar en caso de que no se haya instalado previamente un accesorio en la línea.

38
Figura 70. Accesorio de Equilibrado
B. Instalar la válvula de perforación y perforar a través del accesorio de equilibrado. Si ya exis-te un accesorio, puede retirarse el tapón de terminación. Referirse a las instrucciones de la máquina perforadora correspondientes.
5.2 Desmontaje de la Brida Ciega A. Una ligera fuga durante un cierto período de
tiempo puede atrapar presión de línea entre el Tapón LOCK-O-RING y la brida ciega. Veri-ficar si hay fugas alrededor del Accesorio LOCK-O-RING y de la brida ciega antes de desmontar la brida ciega.
B. Desmontar la brida ciega aflojando cuidado-samente una tuerca a la vez en incrementos de media vuelta. Esto permite que se escape len-tamente cualquier presión hasta que esta des-aparezca.
ADVERTENCIA: Si la presión no se libera, el Tapón LOCK-O-RING no puede ser desmontado en forma segura con la línea bajo presión. Apre-tar la brida ciega y dejarla. Po-drían suceder lesiones al personal.
5.3 Instalar el Equipo A. Acoplar el portatapón al tapón de terminación
y ajustar cuidadosamente los tornillos de ca-beza hueca (Figura 71).
Figura 71. Acoplar el Portatapón al Tapón LOCK-O-
RING
B. Instalar la Válvula SANDWICH sobre la Brida LOCK-O-RING. Para instrucciones sobre pro-cedimientos referirse al manual de la Válvula SANDWICH TDW. Abrir la derivación inter-na de la Válvula SANDWICH y la compuerta de la Válvula SANDWICH. Contar y anotar el número de vueltas necesarias para abrir la vál-vula completamente.
C. Acoplar el adaptador a la máquina perforadora. Instalar la manivela de trinquete y retraer completamente la barra de perforación.
5.4 Realizar Mediciones Se requieren dos medidas para determinar la dis-tancia a la que se debe bajar la barra de perforación hasta hacer contacto con el portatapón. Ver Figura 72.
Figura 72. Mediciones
A. Medir desde la cara del adaptador de la má-quina perforadora hasta la parte inferior de la barra de perforación. Anotar esta medida co-mo Medida Y.
B. Medir desde la cara superior de la Válvula SANDWICH, incluyendo la junta, hasta la parte superior de la brida del portatapón. Ano-tar esta medida como Medida Z.
C. La suma de estas dos medidas menos 9/16 pul-gadas es la distancia de descenso necesaria pa-ra colocar el extremo de la barra de perforación sobre el portatapón.
5.5 Preparativos Finales A. Instalar la máquina perforadora y el adaptador
sobre la Válvula SANDWICH. Asegurarse

39
que la conexión de equilibrado sobre el adap-tador esté alineada con el accesorio de equili-brado en la línea. Ver Figura 73.
Figura 73. Alinear Conexiones de Equilibrado
B. Conectar la tubería de equilibrado entre el adaptador de la máquina perforadora y la vál-vula del accesorio de equilibrado en la línea. Asegurar que las válvulas de perforación y de equilibrado estén cerradas. (Figura 74). Colo-car el manómetro P-1 sobre la válvula de per-foración en la línea de equilibrado.
Figura 74. Tubería de equilibrado
C. Instalar la te en la salida para la válvula de purga sobre la máquina perforadora. Instalar la válvula de purga a un lado de la te y dejar en posición abierta. Instalar el manómetro P-2 al otro lado de la te.
D. Asegurar que los manómetros P-1 y P-2 estén calibrados y que indican los mismos valores con diferentes presiones.
E. Colocar la varilla de medición en la máquina perforadora y acoplar la varilla retén. Medir la distancia de descenso a lo largo de la varilla de medición y colocar el collarín de tope.
5.6 Recuperación del Tapón LOCK-O-RING
A. Extender la barra de perforación con la mani-vela de trinquete hasta que tope sobre el porta-tapón. Aproximadamente 4-1/2 vueltas bajarán la barra de perforación en una pulgada.
ADVERTENCIA: No debe acoplarse el em-brague en la máquina perfora-dora y nunca debe girarse la barra de perforación durante la instalación de un Tapón LOCK-O-RING. Cuando el embrague está acoplado, la barra de perfo-ración no puede ser avanzada o retraída utilizando la manivela de trinquete.
B. Abrir la válvula de perforación en la línea de equilibrado. Observar la presión en el manó-metro P-1. Esta es la presión de la tubería y debe permanecer constante.
C. Introducir la varilla de medición y asegurarse que se haya alcanzado la distancia de descenso prevista.
D. Girar la varilla de medición en sentido horario para roscar la varilla retén en el portatapón. Ver la Figura 75. Apretar la varilla a mano. Esta acción abrirá la válvula de retención de bola en el Tapón LOCK-O-RING, liberando presión de línea al adaptador de la máquina perforadora. Ventear el aire del adaptador de la máquina perforadora a través de la válvula de purga. Si hubiera dificultad en roscar la va-rilla retén en el portatapón contra la presión de línea, podrá ser necesario emplear el empuja-dor del eje retén. Referirse al párrafo 6.0.

40
Figura 75. Corte del Tapón LOCK-O-RING, mostrando
el tapón acoplado a una máquina perforadora.
ADVERTENCIA: Debe ventearse la presión de la válvula de purga en una di-rección contraria al área de tra-bajo o del personal. Alejarse del frente del tubo de venteo cuando se abre la válvula de venteo. De lo contrario, pueden resultar le-siones al personal por el material desalojado.
E. Abrir lentamente la válvula de equilibrado.
F. Luego de que el aire ha sido venteado del adaptador de la máquina perforadora y de la línea de equilibrado, cerrar la válvula de pur-ga.
G. Revisar todas las conexiones para detectar fu-gas.
PRECAUCIÓN: No continuar hasta que todas las fugas hayan sido selladas.
H. Observar la presión en el manómetro P-2 en la máquina perforadora. Ver Figura 76. Este ma-nómetro mide la presión en el adaptador de la máquina perforadora sobre el Tapón LOCK-O-RING, y debe ser igual a la del manómetro P-1. Antes de continuar, los manómetros P1 y P2 deben tener la misma lectura.
Figura 76. Manómetro P-2
ADVERTENCIA: No debe permitirse que la presión de línea sobre el tapón (P-2) sea inferior a la presión por debajo del tapón (P-1). Mantener equilibradas las presiones por arriba y por debajo del tapón (P-1 = P-2). Por lo tanto, no debe abrirse ninguna conexión de purga por arriba del Tapón LOCK-O-RING a menos que el tapón esté completamente re-traído, o completamente asenta-do con todos los segmentos acoplados en la ranura del tapón. Una presión diferencial sobre el tapón LOCK-O-RING durante el procedimiento de instalación o recuperación puede resultar en severas lesiones al personal y graves daños a la máquina per-foradora.
I. Girar la manivela de trinquete en sentido hora-rio para bajar el Tapón LOCK-O-RING a los segmentos hasta que tope. Luego, girar la ma-nivela de trinquete en sentido antihorario para levantar el tapón contra los segmentos hasta que tope nuevamente. Esto asegura que el ta-pón está ajustado a la barra de perforación. No se debe forzar. Revisar la varilla de medición para asegurar que esté ajustada.
J. Bajar el Tapón LOCK-O-RING hasta que los segmentos puedan retrocederse fácilmente de-ntro de la Brida LOCK-O-RING. Retraer completamente todos los segmentos. Ver Fi-gura 77. Todos los tornillos de los segmentos deben girar el mismo número de vueltas.

41
Figura 77. Retraer los segmentos
K. Retraer lentamente el Tapón LOCK-O-RING girando la manivela de trinquete en sentido an-tihorario. Mantener iguales las presiones en los manómetros P-1 y P-2 hasta que el tapón se haya retraído completamente dentro del adaptador. El Tapón LOCK-O-RING debe le-vantarse hasta que esté en contacto con la par-te superior del adaptador.
L. Cerrar la Válvula SANDWICH de Perforación. Asegurarse que la derivación interna de la Válvula SANDWICH esté cerrada.
M. Cerrar la válvula de perforación en el acceso-rio de equilibrado en el manómetro P-1.
N. Abrir la válvula de purga en la máquina perfo-radora y permitir que la presión se alivie com-pletamente. Se aliviará la presión dentro del adaptador y en la tubería de equilibrado.
ADVERTENCIA: Alejarse de la válvula de purga
5.7 Desmontar el Equipo A. Desmontar la tubería de equilibrado y el ma-
nómetro P-1.
B. Retirar la válvula de purga.
C. Desmontar la máquina perforadora y el adap-tador. La Válvula SANDWICH, el accesorio y la válvula de equilibrado de perforación se de-jan instalados sobre la tubería hasta que se re-ponga el Tapón LOCK-O-RING.
6.0 Empujador del Eje Retén Durante el procedimiento de recuperación del ta-pón puede suceder que haya presión en el sistema entre el Tapón LOCK-O-RING y el adaptador de la máquina perforadora, como resultado de daños al anillo O del Tapón LOCK-O-RING o por presencia de material extraño en el asiento de la válvula de retención de bola. Si la presión del sistema supera
los 350 psi, puede ser necesario aplicar fuerza adi-cional para acoplar las roscas del portatapón.
El empujador del eje retén es un dispositivo que se instala en la parte superior de la máquina perfora-dora en este tipo de situaciones. Ofrece fuerza me-cánica adicional necesaria para acoplar las roscas del portatapón LOCK-O-RING.
6.1 Instalación del Empujador del Eje Re-tén.
A. Retirar los cuatro tornillos de cabeza hueca más cercanos al centro de la tapa de la caja de engranajes de la máquina perforadora. Ver Fi-gura 78.
Figura 78. Retirar los tornillos de cabeza hueca
B. Enroscar una tuerca hexagonal aproximada-mente dos pulgadas sobre cada uno de los cua-tro pernos. Enroscar los pernos en la caja de engranajes, luego ajustar las tuercas para suje-tar firmemente los pernos. (Figura 79).
Figura 79. Instalar los pernos
C. Colocar la placa de empuje sobre los pernos. Las placas de empuje que tienen refuerzos de-ben estar en el lado exterior y el contra-

42
orificio en la placa en el lado interior. Ver Fi-gura 80.
D. Colocar cuatro resortes en los pernos con arandelas planas. Enroscar cuatro tuercas he-xagonales en los pernos de tal manera que queden uno o dos hilos de la rosca sobre la tuerca (Figura 80).
Figura 80. Colocar la Placa de Empuje en los Pernos
E. Levantar la placa de empuje e introducir el sistema de agarre debajo de la placa tal como se indica en la Figura 81. Los tornillos de ca-beza hueca deben apuntar hacia afuera. Ase-gurar que el cojinete de empuje esté ubicado en la parte superior del sistema de agarre.
Figura 81. Introducir el Sistema de Agarre
F. Introducir la varilla de medición a través del sistema de agarre y dentro de la máquina per-foradora. Girar hasta que la varilla de medi-ción se asiente sobre la varilla retén.
G. Levantar la placa de empuje y el sistema de agarre hasta que haya un espacio de 2 1/4" en-tre la parte superior de la caja de engranajes y la parte inferior del sistema de agarre. Apretar de manera uniforme los tornillos de cabeza hueca para fijar el sistema de agarre a la vari-lla de medición.
6.2 Operación del Empujador del Eje Re-tén
A. Colocar una marca sobre la varilla de medi-ción a 3/4" de la parte superior de la caja de engranajes. Enroscar las tuercas para compri-mir de forma uniforme los resortes hasta que haya suficiente tensión como para empujar la varilla de medición hasta la marca.
B. Girar la varilla de medición en sentido horario para enroscar la varilla retén en el portatapón. La tensión de los resortes se aflojará a medida que la varilla retén es enroscada en el portata-pón.
C. Cuando la varilla retén esté completamente roscada en el portatapón, aflojar los tornillos de cabeza hueca en la parte superior del siste-ma de agarre. Este sistema deberá estar afloja-do en la varilla de medición. Si se atasca, dar un tirón hacia arriba con la varilla de medición para aflojarlo.
D. Retirar la varilla de medición y el sistema em-pujador.
E. Retirar los cuatro pernos de la caja de engrana-je y colocar nuevamente los tornillos.

43
Sección IV: Mantenimiento
1.0 Mantenimiento General Las máquinas perforadoras TDW requieren poco mantenimiento y están fabricadas para resistir el rigor de las operaciones en el campo.
Un mantenimiento preventivo de rutina tal como mantener limpia la máquina, recubrir con pintura según sea necesario para evitar el óxido, lubricar, cambiar el aceite según se requiera y un correcto almacenaje cuando no está en uso, prolongarán la vida útil del equipo perforador.
2.0 Máquina Perforadora 2.1 Mantenimiento de Rutina La barra de perforación está sujeta a acción de la-vado cuando se utiliza en líneas que contienen fluidos y a la condensación y corrosión cuando se le almacena.
A. Luego de cada uso, extender completamente la barra de perforación y limpiar con toalla o tra-po. Lubricar la barra de perforación antes de colocar la máquina sobre un patín o en el al-macén. Limpiar y cubrir la barra de perfora-ción con una grasa de buena calidad protectora contra el óxido si se va a guardar por tiempo prolongado. El no proteger la barra de perfo-ración puede resultar en una superficie picada que afectará la capacidad para sellar de la em-paquetadura.
B. La máquina perforadora está equipada con tres graseras. Dos de ellas se hallan en el armazón, tal como se muestra en la Figura 82.
Figura 82. Graseras
C. El acceso a la tercera grasera se logra quitando el tapón contra la intemperie ubicado a mitad del armazón (Figura 83).
Figura 83. Grasera
D. Engrasar los accesorios con lubricante para bastidores (chasis) de uso general y de buena calidad. Lubricar las graseras luego de cada período de utilización antes de guardar la má-quina en el almacén y durante el empleo, des-pués de cada cuatro a ocho perforaciones.
E. Las Máquinas Perforadoras están equipadas con una caja de engranajes sellada que contie-ne 5 pintas (2,37 litros) de lubricante para en-granajes AGMA #8 (no EP) de alta calidad. Cambiar el lubricante cada tres a seis meses si la máquina se emplea frecuentemente. Para un almacenaje prolongado, cambiar el lubricante anualmente para evitar acumulación de hume-dad y suciedad.
F. Antes de cada uso, revisar la tuerca del eje re-tén (Figura 84) con una llave spanner para asegurar que esté apretado.
Figura 84. Revisar la Tuerca del Eje Retén
G. Los accesorios deben mantenerse limpios y secos y mantenerse pintados o lubricados para evitar la corrosión durante el almacenaje. Los

44
cortadores deben manejarse y guardarse de tal manera que no se dañen los dientes de corte.
H. Cada tres meses de almacenaje sin uso, exten-der la barra de control de la máquina, girar va-rias revoluciones y retraer. Esto ayudará a mantener correctamente asentada la empaque-tadura.
2.2. Reemplazo del Sello de Empaquetadura Una de las mejoras realizadas en la máquina perfo-radora Modelo 660b/760b sobre las versiones ante-riores es el método de reemplazar los sellos de empaquetadura. Con la versión más reciente, el alojamiento está separado y bridado en el extremo inferior de tal manera que la sección inferior puede desarmarse quitando los pernos pasándolo sobre el tubo de accionamiento y la barra de perforación, pudiéndose reemplazar la empaquetadura.
No obstante, TDW no recomienda que el cliente realice esta reparación salvo que el técnico que haga el trabajo haya recibido capacitación para el mantenimiento con TDW.
La sección inferior se desmonta, inspeccionándose y reemplazándose los componentes como se indica a continuación. Antes de comenzar, extender la barra de perforación aproximadamente 8 pulgadas. Referirse a los números de la Figura 85.
Figura 85. Extremo Inferior de la Máquina Perforadora
A. Quitar el anillo impulsor (30) y el pasador de fijación (31) del extremo de la barra de perfo-ración. Ver Figura 86.
Figura 86. Quitar el anillo impulsor
B. Revisar el diámetro externo de la barra de per-foración para asegurar que no esté doblado o deformado, ensanchado o cubierto con grasa endurecida. Si fuera así, las partes internas se-rán difíciles de desarmar. Si el ensanchamien-to es demasiado como para poder desarmar los componentes, la máquina perforadora deberá ser regresada a la fábrica para su reparación.
C. Desenroscar la tuerca retén de la empaqueta-dura (20) con la herramienta especial suminis-trada. La tuerca retén exterior posee rosca de mano izquierda y se desarma girando en senti-do horario. Revisar las roscas en caso de estar dañadas. Ver Figura 87.
Figura 87. Desmontar la Tuerca Retén de la Empaqueta-
dura
D. Revisar y reemplazar, si fuera necesario, el sello del extremo (80) en la tuerca retén de la empaquetadura. Palanquear cuidadosamente con un destornillador plano o herramienta si-milar para sacar el sello.
E. Antes de desempernar el alojamiento inferior del armazón principal, coloque una línea tra-zada con tiza o lápiz marcador en ambas bri-das para alinear cuando se coloquen

45
nuevamente. Luego de quitar todos los pernos, desmontar el alojamiento inferior y colocarlo sobre una mesa de trabajo. Ver Figura 88. To-dos los componentes internos del alojamiento inferior se desarman y se arman a través del extremo bridado inferior.
Figura 88. Desmontar el Alojamiento Inferior
F. Desarmar el cojinete de apoyo exterior (18). Ver Figura 89.
Figura 89. Desarmar el Cojinete de Apoyo Exterior
G. Desmontar el resorte de la empaquetadura (19) y el anillo de empaquetadura (8) (Figura 90).
Figura 90. Desmontar Resorte y Anillo de Empaquetadu-
ra
H. Desmontar todos los anillos de empaquetadura (81) (Figura 91).
Figura 91. Desmontar la empaquetadura
I. Desmontar el cojinete de apoyo principal (17) (Figura 92).
Figura 92. Desmontar Cojinete de Apoyo Principal
J. Inspeccionar los tapones de graseras (77) del alojamiento y reemplazarlas si fuera necesario.
K. Revisar el buje de tubería donde se instala la válvula de purga (53) y reemplazar si fuera necesario.
L. Inspeccionar el buje del tubo (6) que permane-ce sobre el extremo de la barra de control y re-emplazar si fuera necesario. Ver Figura 93.
Figura 93. Inspeccionar Buje del Tubo
M. Inspeccionar las superficies internas del alo-jamiento inferior y pulir los puntos rugosos con tela esmeril.

46
El extremo inferior se arma nuevamente como si-gue. Antes de instalar cada componente, limpiar con un trapo y lubricar con lubricante de uso gene-ral.
A. Instalar el nuevo cojinete de apoyo principal (17) sobre el alojamiento inferior. La orienta-ción es crítica para la correcta lubricación. El extremo "rebajado" se introduce primero, hacia la parte superior de la máquina. Referir-se nuevamente a la Figura 92.
B. Instalar la empaquetadura nueva (81) un anillo a la vez.
1. El anillo adaptador hembra se instala con la superficie plana primero. Ver figura 94.
Figura 94. Instalar el Anillo Adaptador Hembra
2. Los anillos centrales se instalan con las secciones en V hacia arriba (hacia el ex-tremo con presión).
3. El adaptador macho se instala con la cara plana hacia arriba. (Figura 95).
Figura 95. Instalar el Anillo Adaptador Macho
C. Instalar el anillo de empaquetadura (8), el re-sorte de empaquetadura (19) y el cojinete de apoyo exterior (18) en ese orden. Ver Figuras 89 y 90.
D. Instalar la tuerca retén de la empaquetadura (20). Apretar la tuerca lo suficiente como para mantener en su lugar los componentes. Las roscas de la tuerca son de mano izquierda y se debe girar en sentido antihorario para apretar.
E. Deslizar cuidadosamente la sección inferior del alojamiento sobre la barra de perforación.. Alinear las líneas trazadas sobre las bridas si fueron marcadas antes de desarmar. Alinear las bridas y apretar los pernos de retención. La orientación de la brida inferior debe ser tal que los dos orificios de pernos estén de cada lado del soporte de izamiento del alojamiento. De-be tomarse en consideración también la orien-tación deseada para la salida de la válvula de purga.
F. Se requerirá levantar la sección inferior para introducirla en la sección superior. Ver Figura 96.
Figura 96. Instalar la Sección Inferior del Alojamiento.
G. Instalar el pasador y anillo impulsor (30) y (31). Inspeccionar el anillo impulsor cuidado-samente por si hay rajaduras antes de su insta-lación. Reemplazar si fuera necesario. (Figura 97).
Figura 97. Instalar el Anillo Impulsor

47
H. Verificar si el anillo de empaquetadura está apretado y ajustar según sea necesario (Figura 98).
Figura 98. Apretar el Anillo de Empaquetadura
Cuando la instalación esté terminada, verificar nuevamente que todas las piezas estén correcta-mente ajustadas antes de usar la máquina.
2.3 Conversión al Sistema de Doble Accionamiento Hidráulico
El equipo de conversión, número de pieza 05-0931-0000, está disponible para convertir el siste-ma de accionamiento hidráulico estándar al sistema con doble motor de accionamiento. Esta conver-sión se recomienda cuando se hacen perforaciones de 10" a 14" en acero inoxidable o X55 o materia-les de mayor dureza. La Publicación TDW 00-3795-0133 contiene información concerniente a este equipo.
2.4 Armado/Desarmado Si la Máquina Perforadora 660 / 760 requiere de reacondicionamiento o reemplazo de uno de los componentes principales, la Publicación TDW 00-3795-0134 contiene instrucciones para el ensamble y desmontaje de la máquina básica. Esta publica-ción puede solicitarse a la fábrica.
Sin embargo, TDW no recomienda el reacondicio-namiento de esta máquina en el campo salvo que el técnico que haga el trabajo haya recibido capacita-ción para mantenimiento con TDW.
3.0 Unidades de Potencia 3.1 Motor Neumático A. El reductor de engranajes 2:1 del motor neu-
mático se halla delante del motor neumático. Retirar del reductor de engranajes ambos ta-
pones de tubería. Colocar el motor neumático en posición horizontal (Figura 99).
Figura 99. Lubricar el Reductor de Engranajes
B. Aplicar lubricante de engranajes AGMA #8 (no EP) al orificio del tapón superior. Permitir que el lubricante fluya hacia abajo y salga por el orificio del tapón inferior. El reductor de engranajes está ahora correctamente lubricado.
C. Antes del almacenaje, lubricar de manera ge-neral el motor neumático con aceite. Las pie-zas deben sellarse para evitar que entre polvo o suciedad.
D. Inspeccionar rutinariamente las conexiones de mangueras para detectar fugas.
3.2. Unidades de Potencia Hidráulica A. Referirse al manual de operación del fabrican-
te del motor, que se suministra con el equipo, para el cuidado y mantenimiento de rutina.
B. Cambiar el aceite y los filtros en los sistemas hidráulicos y de lubricación tal como se indica en el manual de operación del motor.
C. Mantener limpios el motor y los componentes hidráulicos.
D. Inspeccionar de manera rutinaria las mangue-ras hidráulicas por si hubiera cortes o desgas-te.
E. Si la unidad de potencia se va a mantener fuera de uso por un tiempo prolongado, o va a ser almacenada, deben tomarse medidas especia-les para proteger el interior y el exterior de la máquina y otras piezas contra el óxido y la co-rrosión. Referirse al manual de operación del

48
fabricante del motor para instrucciones sobre el almacenaje.
NOTA: El motor debe almacenarse en un edificio seco, que pueda ser calentado durante los me-ses de invierno. Pueden utilizarse productos químicos absorbentes de humedad si hubiera excesiva humedad en la zona de almacenaje.
4.0. Equipo Relacionado 4.1. Válvulas SANDWICH Para un mantenimiento adecuado de las Válvulas TDW, referirse al Manual de la Válvula SANDWICH, Publicación TDW 00-3795-0029 o 00-3795-0225, según corresponda.
4.2 Accesorios y Tapones LOCK-O-RING A. Los accesorios y tapones de TDW se recubren
en la fábrica con grasas y pintura que resisten un ataque limitado de la corrosión. El manejo de los accesorios causará cierto daño a las ca-pas protectoras y permitirá que los elementos
corrosivos alcancen al metal desnudo. Limpiar la superficie dañada, reparar la capa protectora y mantener intactos los recubrimientos hasta que el accesorio vaya a ser colocado en servi-cio.
B. Se instalan en la fábrica cubiertas protectoras para proteger las superficies sellantes de la brida. Mantener colocadas estas cubiertas sal-vo para inspeccionar las capas protectoras in-ternas, o para colocar en servicio el accesorio.
C. Los Accesorios y Tapones LOCK-O-RING deberán guardarse en un ambiente seco, no co-rrosivo y limpio con el fin de mantenerlos lis-tos para su empleo inmediato.
PRECAUCIÓN: El mantenimiento y almacenaje incorrectos pueden ocasionar que la vál-vula de retención de bola no funcione adecuadamente.
D. Los anillos O LOCK-O-RING deben guardar-se alejados de luz solar directa.

49
Apéndice I
Listado de Piezas
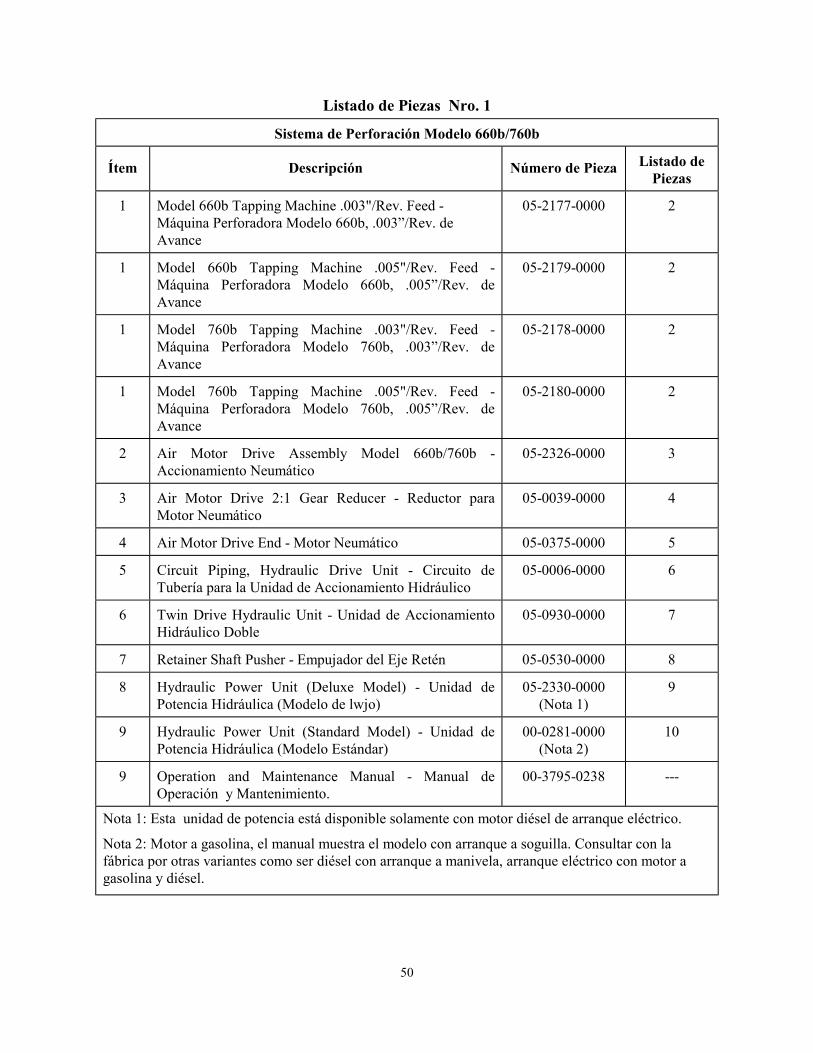
50
Listado de Piezas Nro. 1
Sistema de Perforación Modelo 660b/760b
Ítem Descripción Número de Pieza Listado de Piezas
1 Model 660b Tapping Machine .003"/Rev. Feed - Máquina Perforadora Modelo 660b, .003”/Rev. de Avance
05-2177-0000 2
1 Model 660b Tapping Machine .005"/Rev. Feed - Máquina Perforadora Modelo 660b, .005”/Rev. de Avance
05-2179-0000 2
1 Model 760b Tapping Machine .003"/Rev. Feed - Máquina Perforadora Modelo 760b, .003”/Rev. de Avance
05-2178-0000 2
1 Model 760b Tapping Machine .005"/Rev. Feed - Máquina Perforadora Modelo 760b, .005”/Rev. de Avance
05-2180-0000 2
2 Air Motor Drive Assembly Model 660b/760b - Accionamiento Neumático
05-2326-0000 3
3 Air Motor Drive 2:1 Gear Reducer - Reductor para Motor Neumático
05-0039-0000 4
4 Air Motor Drive End - Motor Neumático 05-0375-0000 5
5 Circuit Piping, Hydraulic Drive Unit - Circuito de Tubería para la Unidad de Accionamiento Hidráulico
05-0006-0000 6
6 Twin Drive Hydraulic Unit - Unidad de Accionamiento Hidráulico Doble
05-0930-0000 7
7 Retainer Shaft Pusher - Empujador del Eje Retén 05-0530-0000 8
8 Hydraulic Power Unit (Deluxe Model) - Unidad de Potencia Hidráulica (Modelo de lwjo)
05-2330-0000 (Nota 1)
9
9 Hydraulic Power Unit (Standard Model) - Unidad de Potencia Hidráulica (Modelo Estándar)
00-0281-0000 (Nota 2)
10
9 Operation and Maintenance Manual - Manual de Operación y Mantenimiento.
00-3795-0238 ---
Nota 1: Esta unidad de potencia está disponible solamente con motor diésel de arranque eléctrico.
Nota 2: Motor a gasolina, el manual muestra el modelo con arranque a soguilla. Consultar con la fábrica por otras variantes como ser diésel con arranque a manivela, arranque eléctrico con motor a gasolina y diésel.

51
Figura 100. Máquina Perforadora Modelo 660b/760b (Listado de Piezas Nro. 2)

52
Listado de Piezas Nro. 2 (Figura 100) Máquina Perforadora Modelo 660b/760b
MP 660b MP 760b Ítem Cant. Descripción .003”/Rev .005”/Rev .003”/Rev .005”/Rev
1 Tapping Machine - Máquina Perforadora 05-2177-0000 05-2179-0000 05-2178-0000 05-2180-0000 1 1 Worm Shaft Assembly (includes Item 27) _ Eje Sinfín (incluye ítem 27) 05-2177-0001 05-2177-0001 05-2177-0001 05-2372-0001 2 1 Gear Case - Caja de Engranajes 05-0527-0002 05-0527-0002 05-0527-0002 05-0527-0002 3 1 Drive Tube Assembly - Tubo de Propulsión 05-2177-0003 05-2177-0003 05-2178-0003 05-2178-0003 4 1 Feed Screw Assembly - Tornillo de Avance 05-2177-0004 05-2177-0004 05-2178-0004 05-2178-0004 5 1 Frame Assembly - Alojamiento 05-2177-0005 05-2177-0005 05-2178-0005 05-2178-0005 6 1 Tube Bushing - Buje 05-0020-0006 05-0020-0006 05-0020-0006 05-0020-0006 7 1 Retainer Rod - Varilla Retén 05-2063-0007 05-2063-0007 05-2065-0007 05-2065-0007 8 1 Packing Ring - Empaquetadura 05-0020-0008 05-0020-0008 05-0020-0008 05-0020-0008 9 1 Boring Bar Assembly - Barra de Perforación 05-0020-0009 05-0020-0009 05-0011-0009 05-0011-0009
10 1 Upper Bearing Retainer - Retén 05-0020-0010 05-0020-0010 05-0020-0010 05-0020-0010 11 1 Cover Plate - Placa de Tapa 05-0020-0011 05-0020-0011 05-0020-0011 05-0020-0011 12 2 Worm Gear Shaft Bearing Retainer - Retén 05-0020-0012 05-0020-0012 05-0020-0012 05-0020-0012 13 1 Bronze Spacer - Espaciador 05-0020-0013 05-0020-0013 05-0020-0013 05-0020-0013 14 1 Yoke - Yugo 05-0020-0014 05-0020-0014 05-0020-0014 05-0020-0014 15 1 Washer, Bronze - Arandela 05-0020-0015 05-0020-0015 05-0020-0015 05-0020-0015 16 1 Bearing Ring - Anillo 05-0020-0016 05-0020-0016 05-0020-0016 05-0020-0016 17 1 Main Support Bearing - Cojinete 05-0020-0017 05-0020-0017 05-0020-0017 05-0020-0017 18 1 Outer Support Bearing - Cojinete 05-0020-0018 05-0020-0018 05-0020-0018 05-0020-0018 19 1 Packing Spring - Resorte 00-0136-0133 00-0136-0133 00-0136-0133 00-0136-0133 20 1 Outer Retainer Nut - Tuerca 05-2063-0020 05-2063-0020 05-2063-0020 05-2063-0020 21 1 Drive Sprocket - Rueda Dentada 05-0020-0021 05-0020-0021 05-0020-0021 05-0020-0021 22 1 Retainer Shaft Nut - Tuerca del Eje Retén 05-2063-0022 05-2063-0022 05-2063-0022 05-2063-0022 23 1 Lock Nut - Tuerca de Fijación 05-0020-0023 05-0020-0023 05-0020-0023 05-0020-0023 24 1 Feed Screw Drive Sprocket - Rueda Dentada 05-0010-0024 05-0020-0024 05-0010-0024 05-0020-0024 25 1 Measuring Rod - Varilla de Medición 05-0020-0025 05-0020-0025 05-0011-0025 05-0011-0025 26 1 Motor Adapter (not shown) - Adaptador del Motor (no mostrado) 05-0930-0029 05-0930-0029 05-0930-0029 05-0930-0029 27 0 Worm Gear (See Item 1) - Engranaje Sinfín (ver Ítem 1) 05-2177-0001-01 05-2177-0001-01 05-2177-0001-01 05-2372-0002-01 28 1 Retainer Nut Wrench (not shown) - Llave (no mostrada) 05-0020-0028 05-0020-0028 05-0020-0028 05-0020-0028 29 1 Retainer Shaft Nut Wrench (not shown) - Llave (no mostrada) 05-0020-0029 05-0020-0029 05-0020-0029 05-0020-0029 30 1 Boring Bar Drive Ring - Anillo de Propulsión de la Barra de Perforación 05-2063-0030 05-2063-0030 05-2063-0030 05-2063-0030 31 1 Boring Bar Lock Pin - Pasador 05-2063-0031 05-2063-0031 05-2063-0031 05-2063-0031 32 2 Cotter Pin (.094 x .75 LG) - Pasador 00-6420-0008 00-6420-0008 00-6420-0008 00-6420-0008 33 1 Lower-in Crank - Trinquete 00-1443-0002 00-1443-0002 00-1443-0002 00-1443-0002
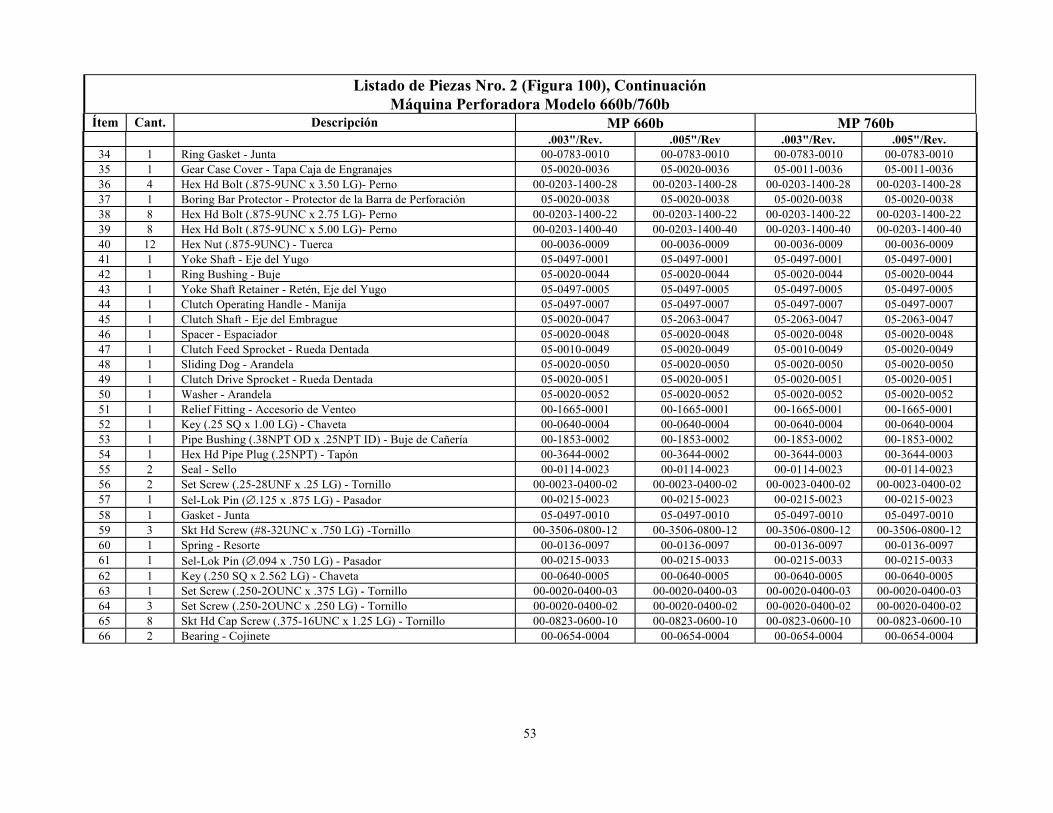
53
Listado de Piezas Nro. 2 (Figura 100), Continuación Máquina Perforadora Modelo 660b/760b
Ítem Cant. Descripción MP 660b MP 760b .003"/Rev. .005"/Rev .003"/Rev. .005"/Rev.
34 1 Ring Gasket - Junta 00-0783-0010 00-0783-0010 00-0783-0010 00-0783-0010 35 1 Gear Case Cover - Tapa Caja de Engranajes 05-0020-0036 05-0020-0036 05-0011-0036 05-0011-0036 36 4 Hex Hd Bolt (.875-9UNC x 3.50 LG)- Perno 00-0203-1400-28 00-0203-1400-28 00-0203-1400-28 00-0203-1400-28 37 1 Boring Bar Protector - Protector de la Barra de Perforación 05-0020-0038 05-0020-0038 05-0020-0038 05-0020-0038 38 8 Hex Hd Bolt (.875-9UNC x 2.75 LG)- Perno 00-0203-1400-22 00-0203-1400-22 00-0203-1400-22 00-0203-1400-22 39 8 Hex Hd Bolt (.875-9UNC x 5.00 LG)- Perno 00-0203-1400-40 00-0203-1400-40 00-0203-1400-40 00-0203-1400-40 40 12 Hex Nut (.875-9UNC) - Tuerca 00-0036-0009 00-0036-0009 00-0036-0009 00-0036-0009 41 1 Yoke Shaft - Eje del Yugo 05-0497-0001 05-0497-0001 05-0497-0001 05-0497-0001 42 1 Ring Bushing - Buje 05-0020-0044 05-0020-0044 05-0020-0044 05-0020-0044 43 1 Yoke Shaft Retainer - Retén, Eje del Yugo 05-0497-0005 05-0497-0005 05-0497-0005 05-0497-0005 44 1 Clutch Operating Handle - Manija 05-0497-0007 05-0497-0007 05-0497-0007 05-0497-0007 45 1 Clutch Shaft - Eje del Embrague 05-0020-0047 05-2063-0047 05-2063-0047 05-2063-0047 46 1 Spacer - Espaciador 05-0020-0048 05-0020-0048 05-0020-0048 05-0020-0048 47 1 Clutch Feed Sprocket - Rueda Dentada 05-0010-0049 05-0020-0049 05-0010-0049 05-0020-0049 48 1 Sliding Dog - Arandela 05-0020-0050 05-0020-0050 05-0020-0050 05-0020-0050 49 1 Clutch Drive Sprocket - Rueda Dentada 05-0020-0051 05-0020-0051 05-0020-0051 05-0020-0051 50 1 Washer - Arandela 05-0020-0052 05-0020-0052 05-0020-0052 05-0020-0052 51 1 Relief Fitting - Accesorio de Venteo 00-1665-0001 00-1665-0001 00-1665-0001 00-1665-0001 52 1 Key (.25 SQ x 1.00 LG) - Chaveta 00-0640-0004 00-0640-0004 00-0640-0004 00-0640-0004 53 1 Pipe Bushing (.38NPT OD x .25NPT ID) - Buje de Cañería 00-1853-0002 00-1853-0002 00-1853-0002 00-1853-0002 54 1 Hex Hd Pipe Plug (.25NPT) - Tapón 00-3644-0002 00-3644-0002 00-3644-0003 00-3644-0003 55 2 Seal - Sello 00-0114-0023 00-0114-0023 00-0114-0023 00-0114-0023 56 2 Set Screw (.25-28UNF x .25 LG) - Tornillo 00-0023-0400-02 00-0023-0400-02 00-0023-0400-02 00-0023-0400-02 57 1 Sel-Lok Pin (∅.125 x .875 LG) - Pasador 00-0215-0023 00-0215-0023 00-0215-0023 00-0215-0023 58 1 Gasket - Junta 05-0497-0010 05-0497-0010 05-0497-0010 05-0497-0010 59 3 Skt Hd Screw (#8-32UNC x .750 LG) -Tornillo 00-3506-0800-12 00-3506-0800-12 00-3506-0800-12 00-3506-0800-12 60 1 Spring - Resorte 00-0136-0097 00-0136-0097 00-0136-0097 00-0136-0097 61 1 Sel-Lok Pin (∅.094 x .750 LG) - Pasador 00-0215-0033 00-0215-0033 00-0215-0033 00-0215-0033 62 1 Key (.250 SQ x 2.562 LG) - Chaveta 00-0640-0005 00-0640-0005 00-0640-0005 00-0640-0005 63 1 Set Screw (.250-2OUNC x .375 LG) - Tornillo 00-0020-0400-03 00-0020-0400-03 00-0020-0400-03 00-0020-0400-03 64 3 Set Screw (.250-2OUNC x .250 LG) - Tornillo 00-0020-0400-02 00-0020-0400-02 00-0020-0400-02 00-0020-0400-02 65 8 Skt Hd Cap Screw (.375-16UNC x 1.25 LG) - Tornillo 00-0823-0600-10 00-0823-0600-10 00-0823-0600-10 00-0823-0600-10 66 2 Bearing - Cojinete 00-0654-0004 00-0654-0004 00-0654-0004 00-0654-0004

54
Listado de Piezas Nro. 2 (Figura 100), Continuación Máquina Perforadora Modelo 660b/760b
Ítem Cant. Descripción MP 660b MP 760b .003”/Rev .005”/Rev .003”/Rev .005”/Rev
67 2 Bearing - Cojinete 00-0654-0006 00-0654-0006 00-0654-0006 00-0654-0006 68 1 Bearing - Cojinete 00-0124-0008 00-0124-0008 00-0124-0008 00-0124-0008 69 1 Bearing - Cojinete 00-0124-0007 00-0124-0007 00-0124-0007 00-0124-0007 70 1 Seal - Sello 00-0114-0014 00-0114-0014 00-0114-0014 00-0114-0014 71 1 Key (.375 SQ x 2.562 LG) - Chaveta 00-0642-0004 00-0642-0004 00-0642-0004 00-0642-0004 72 2 Seal - Sello 00-0114-0024 00-0114-0024 00-0114-0024 00-0114-0024 73 1 Seal - Sello 00-0114-0025 00-0114-0025 00-0114-0025 00-0114-0025 74 1 Chain (#40 x 50 Links) - Cadena 00-0657-0003 00-0657-0003 00-0657-0003 00-0657-0003 75 1 Chain (#35 x 67 Links) - Cadena 00-0657-0008 00-0657-0004 00-0657-0008 00-0657-0004 76 1 O-Ring (∅.625 OD x ∅.438 ID) - Anillo O 00-0116-0006 00-0116-0006 00-0116-0006 00-0116-0006 77 3 Grease Fitting (.125NPT) - Grasera 00-6421-0001 00-6421-0001 00-6421-0001 00-6421-0001 78 9 Btn Hd Skt Screw (.375-16UNC x 1.25 LG) - Tornillo 00-0307-0600-10 00-0307-0600-10 00-0307-0600-10 00-0307-0600-10
79 11 Hex Hd Bolt (.312-18UNC x 1.00 LG) - Perno Cabeza Hexagonal
00-0203-0500-08 00-0203-0500-08 00-0203-0500-08 00-0203-0500-08
80 1 Seal - Sello 00-0684-0003 00-0684-0003 00-0684-0003 00-0684-0002 81 1 Packing (5 Ring Set) - Empaquetadura (juego de 5 anillos) 00-0141-0001 00-0141-0001 00-0141-0001 00-0141-0001 82 1 Packing (4 Ring Set) - Empaquetadura (juego de 4 anillos) 00-0141-0002 00-0141-0002 00-0141-0002 00-0141-0002 83 6 Special Screw (M/F 00-6497-1000-20) - Tornillo Especial 05-2063-0119 05-2063-0119 05-2063-0119 05-2063-0119 84 3 Hex Socket Plug Pipe (.500NPT) - Tapón 00-0018-0005 00-0018-0005 00-0018-0005 00-0018-0005 85 1 Bronze Washer - Arandela 05-0020-0121 05-0020-0121 05-0020-0121 05-0020-0121 86 2 Gasket - Junta 05-0020-0122 05-0020-0122 05-0020-0122 05-0020-0122 87 1 Gasket - Junta 05-0020-0123 05-0020-0123 05-0020-0123 05-0020-0123
1 Gasket - Junta 05-0020-0124 05-0020-0124 05-0020-0124 05-0020-0124 89 1 Hex Key (.125) - Chaveta Hexagonal 00-0175-0003 00-0175-0003 90 1 Bleeder Valve - Válvula de Purga 00-0774-0001 00-0774-0001 00-0774-0001 00-0774-0001 91 1 Pipe Nipple - Niple 00-0220-0001 00-0220-0001 00-0220-0001 00-0220-0001 92 1 Special Bolt - Perno Especial 05-0010-0129 05-0010-0129 93 1 Bracket - Soporte 05-0010-0130 05-0010-0130 94 2 Arm - Brazo 05-0010-0131 05-0010-0131 95 1 Extension Spring - Resorte 05-0010-0132 05-0010-0132 96 2 Spacer - Espaciador 05-0010-0133 05-0010-0133 97 2 Roller - Rodillo 05-0010-0134 05-0010-0134 98 2 Shoulder Screw (∅.312 x .750 LG) - Tornillo 00-0204-0500-06 00-0204-0500-06 99 2 Shoulder Screw (∅.312 x .625 LG) - Tornillo 00-0204-0500-05 00-0204-0050-05

55
Listado de Piezas Nro. 2 (Figura 100), Continuación Máquina Perforadora Modelo 660b/760b
Ítem Cant. Descripción MP 660b MP 760b .003"/Rev. .005"/Rev. .003"/Rev .005"/Rev.
100 4 Hex Jam Nut (.250-2OUNC) - Tuerca 00-0042-0001 00-0042-0001 101 1 Pressure Rating Plate - Placa Indic. Pres. 00-0919-0001 00-0919-0001 00-0919-0001 00-0919-0001 102 1 Direction Feed Plate - Placa Indic. Dir. Alim. 00-0922-0001 00-0922-0001 00-0922-0001 00-0922-0001 103 1 Direction Clutch Plate - Placa Indic. Embr. 00-0918-0001 00-0918-0001 00-0918-0001 00-0918-0001 104 1 Hex Skt Pipe Plug (.750 NPT) - Tapón 00-0018-0006 00-0018-0006 00-0018-0006 00-0018-0006 105 1 Trademark Decal - Calcomanía 00-0912-0001 00-0912-0001 00-0912-0001 106 107 108 109 1 Trademark Decal - Calcomanía 00-0912-0001 110 2 Shim - Espaciador 00-2814-0001 00-2814-0001 00-2814-0001 00-2814-0001 111 1 Shim - Espaciador 00-2814-0002 00-2814-0002 00-2814-0002 00-2814-0002 112 1 Shim - Espaciador 00-2814-0003 00-2814-0003 00-2814-0003 00-2814-0003 113 2 Caution Decal - Calcomanía Precaución 00-3302-0003 00-3302-0003 00-3302-0003 00-3302-0003 114 1 Danger Decal - Calcomanía Peligro 00-3303-0001 00-3303-0001 00-3303-0001 00-3303-0001 115 1 Warning Decal - Calcomanía Advertencia 00-3081-0012 00-3081-0012 00-3081-0012 00-3081-0012 116 1 Retainer Shaft Pusher - Empujador de la
Varilla Retén 05-0530-0000 05-0530-0000 05-0530-0000 05-0530-0000
117 1 Bypass for L-O-R Plug Gage - Indicador de Derivación
07-0963-0000 07-0963-0000 07-0963-0000 07-0963-0000
118 1 Lower-In Crank (Short) - Trinquete 00-0635-0005 00-0635-0005 00-0635-0005 00-0635-0005 119 120 1 Operation and Maintenance Manual -
Manual de Operación y Mantenimiento 00-3795-0238 00-3795-0238 00-3795-0238 00-3795-0238
121 1 Washer (.562) - Arandela 00-0435-0007 00-0435-0007 00-0435-0007 122 00-0435-0007 123 124 125 1 Bearing - Cojinete 00-0124-0048 00-0124-0048 00-0124-0048 00-0124-0048
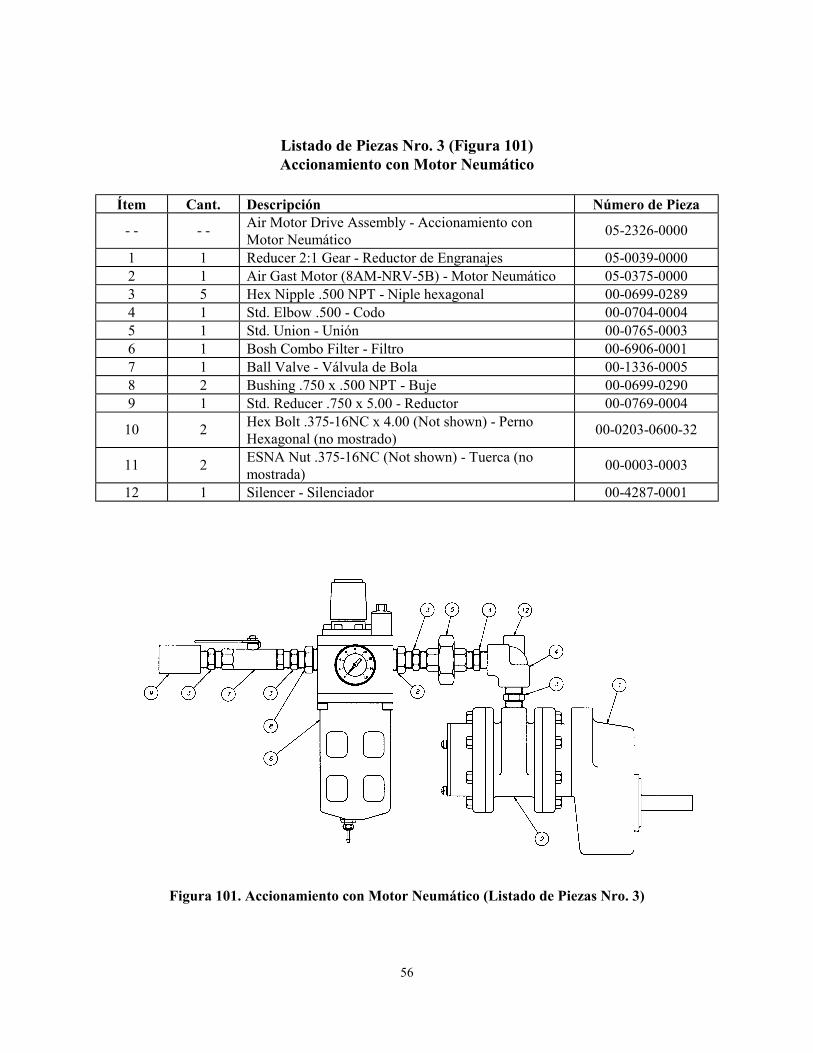
56
Listado de Piezas Nro. 3 (Figura 101) Accionamiento con Motor Neumático
Ítem Cant. Descripción Número de Pieza
- - - - Air Motor Drive Assembly - Accionamiento con Motor Neumático 05-2326-0000
1 1 Reducer 2:1 Gear - Reductor de Engranajes 05-0039-0000 2 1 Air Gast Motor (8AM-NRV-5B) - Motor Neumático 05-0375-0000 3 5 Hex Nipple .500 NPT - Niple hexagonal 00-0699-0289 4 1 Std. Elbow .500 - Codo 00-0704-0004 5 1 Std. Union - Unión 00-0765-0003 6 1 Bosh Combo Filter - Filtro 00-6906-0001 7 1 Ball Valve - Válvula de Bola 00-1336-0005 8 2 Bushing .750 x .500 NPT - Buje 00-0699-0290 9 1 Std. Reducer .750 x 5.00 - Reductor 00-0769-0004
10 2 Hex Bolt .375-16NC x 4.00 (Not shown) - Perno Hexagonal (no mostrado) 00-0203-0600-32
11 2 ESNA Nut .375-16NC (Not shown) - Tuerca (no mostrada) 00-0003-0003
12 1 Silencer - Silenciador 00-4287-0001
Figura 101. Accionamiento con Motor Neumático (Listado de Piezas Nro. 3)

57
Figura 102. Reductor de Engranajes 2:1 para Motor Neumático (Listado de Piezas Nro. 4)

58
Listado de Piezas Nro. 4 (Ver Figura 102) Reductor de Engranajes 2:1 para Motor Neumático
Ítem Cant. Descripción Número de Pieza
1 Air Motor 2:1 Reducer - Reductor de Engranajes 05-0039-0000 1 1 Gear Case - Caja de Engranajes 05-0039-0001 2 1 Cover Plate - Tapa 05-0039-0002 3 1 Drive Shaft - Eje de Mando 05-0039-0003 4 1 Gear - Engranaje 05-0039-0004 5 1 Gear - Engranaje 05-0039-0005 6 1 Bearing - Cojinete 05-0664-0001 7 1 Bearing - Cojinete 05-0664-0002 8 1 Seal - Sello 00-0114-0025 9 4 Button Head Socket Screw - Tornillo 00-0307-0506
13 1 Gasket - Junta 05-0039-0013 14 1 O-Ring - Anillo O 00-0117-0009 15 2 Hex Socket Pipe Plug - Tapón de Cañería 00-0018-0002 16 1 Key - Chaveta 00-0639-0006 17 1 Cup Point Set Screw - Tornillo 00-3434-0010-08 18 4 Socket Head Cap Screw (Not Shown) - Tornillo (no mostrado) 00-0130-0606 19 1 Woodruff Key - Chaveta 00-1651-0001
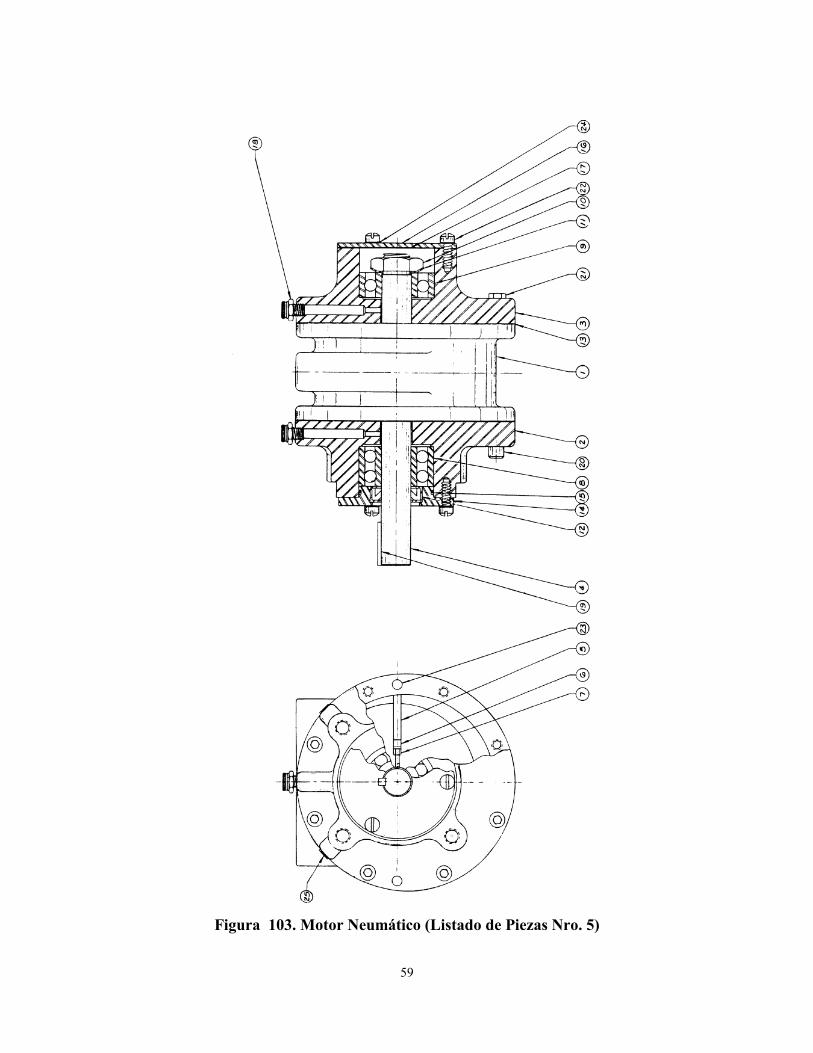
59
Figura 103. Motor Neumático (Listado de Piezas Nro. 5)

60
Listado de Piezas Nro. 5 (Ver Figura 103) Motor Neumático
Ítem Cant. Descripción Número de Pieza 1 Air Motor - Motor Neumático 05-0375-0000
1 1 Body - Cuerpo 00-0838-0002 2 1 Drive-End Plate - Placa, Extremo de Mando 00-0839-0003 3 1 End Plate - Placa 00-0839-0004 4 1 Rotor Assembly - Conjunto Rotor 00-0841-0002 5 4 Vane - álabe 00-0842-0003 5 4 Vane Spring - Resorte de álabe 00-0955-0002 7 2 Push Pin - Pasador 00-0956-0001 8 1 Drive-End Bearing (for Serial No. 0777 and earlier) -
Cojinete (para Nro. Serie 0777 y anteriores) 00-0855-0001
8 1 Drive-End Bearing (for Serial No. 0877 and later) - Cojinete (para Nro. Serie 0877 y posteriores)
05-0855-0004
9 1 Dead-End Bearing (for Serial No. 0777 and earlier) - Cojinete (para Nro. Serie 0777 y anteriores)
05-0855-0003
9 1 Dead-End Bearing (for Serial No. 0877 and later) - Cojinete (para Nro. Serie 0877 y posteriores)
00-0855-0005
10 1 Lock Nut (for Serial No. 0777 and earlier) - Tuerca de Fijación - (para Nro. Serie 0777 y anteriores)
00-0843-0001
11 1 Lock Washer (for Serial No. 0777 and earlier) - Arandela de Fijación - (para Nro. Serie 0777 y anteriores)
00-0844-0001
12 1 Seal - Sello 00-0850-0001
13 2 Body Spacer Gasket - Junta del Espaciador del Cuerpo 00-0845-0001
14 1 Drive-End Cap - Tapa del Extremo de Mando 00-0846-0001
15 1 O-ring - Anillo O 00-0115-0006
16 1 Dead-End Cap - Tapa del Extremo Muerto 00-0846-0002
17 1 End Cap Gasket - Junta de la Tapa del Extremo 00-0848-0001
18 2 Oiler (for Serial No. 0777 and earlier) - Lubricador - (para Nro. Serie 0777 y anteriores)
00-0851-0001
19 1 Drive Key - Chaveta de Mando 00-0639-0010
20 8 Socket-Head Cap Screw - Tornillo de Cabeza Hueca 00-0237-0500-06
21 8 Hex-Head Bolt - Perno de Cabeza Hexagonal 00-0193-0500-06
22 6 Fillister-Head Machine Screw - Tornillo Maquinado 00-0327-0400-04
23 4 Dowel Pin - Espiga 00-0854-0001
24 6 Lock Washer - Arandela de Fijación 00-1574-0001

61
Figura 104. Tubería Hidráulica para la Unidad de Potencia (Listado de Piezas Nro. 6)

62
Listado de Piezas Nro. 6 (Ver Figura 104) Tubería para la Unidad Hidráulica de la Máquina Perforadora 660b/760b
Ítem Cant. Descripción Número de Pieza 1 Circuit Piping Unit - Tubería Hidráulica 05-0006-0000
1 1 Hydraulic Motor (Vickers) - Motor Hidráulico 00-0754-0001 2 2 Street Elbow (3/4") - Codo 00-0170-0005 3 1 Nipple - Niple 00-0756-0005 6 1 Hose Assembly - Manguera 00-0700-0371 7 1 Elbow (3/8") - Codo 00-0699-0017 9 2 Elbow (90°) - Codo 00-0699-0004 10 1 Control Valve - Válvula de Control 05-0006-0010 11 1 Self-Sealing Coupling - Acoplamiento Auto-sellante 00-0698-0001 12 1 Dust Cap - Tapa Cubrepolvo 00-0701-0001 13 1 Swaged Nipple (3/4" x 1") - Niple Reductor 00-0757-0003 14 1 Street Elbow (1") - Codo 00-0170-0006 15 1 Self-Sealing Coupling - Acoplamiento Auto-sellante 00-0698-0002 16 1 Dust Cap - Tapa Cubrepolvo 00-0701-0002 17 1 Marsh-Type Gauge - Manómetro 00-0755-0003 18 1 Valve Mounting Bracket - Soporte de Válvula 05-0006-0018 19 1 Valve Stop Sleeve - Manguito 05-0006-0019 20 2 Half Sleeve -Medio manguito 05-0006-0020 21 1 Bracket - Soporte 05-0006-0021 22 4 Gusset - Refuerzo 05-0006-0022 23 4 Ear - Oreja 05-0006-0023 24 2 Rubber Liner - Recubrimiento de Caucho 00-0082-0001 25 4 Hex Head Bolt (1-1/2" Long) - Perno de Cabeza Hex. 00-0203-0006-12 26 7 ESNA Nut - Tuerca 00-0003-0003 27 2 Hose Assembly - Manguera 00-0700-0046 29 3 Hex Head Bolt (3-1/4" Long) - Perno de Cabeza Hex. 00-0203-0006-26 30 2 Hex Head Bolt (1-1/4" Long) - Perno de Cabeza Hex. 00-0203-0600-10 31 2 Lock Washer - Arandela de Fijación 00-0238-0003
32 1 Extended Pipe Bulkhead Fitting with 37° Flare - Accesorio de Prolongación para Tabique
00-0699-0109
33 1 Self-Sealing Coupling - Acoplamiento Auto-sellante 00-0698-0005 34 1 Dust Cap - Tapa Cubrepolvo 00-0701-0005

63
Figura 105. Circuito de Tubería para Unidad de Accionamiento Doble, Listado de Piezas Nro. 7

64
Listado de Piezas Nro. 7 (Ver Figura 105) Circuito de Tubería para Unidad de Accionamiento Doble
Ítem Cant. Descripción Número de Pieza 1 Twin-Drive Piping Circuit - Circuito de Tubería 05-0930-0000
1 2 Hydraulic Motor - Motor hidráulico 00-0754-0001 2 1 Hose Assembly Adapter - Adaptador para Manguera 00-0699-0143 3 3 Nipple - Niple 00-0756-0005 4 2 Tee - Te 00-0761-0005 5 1 Hose Assembly Adapter - Adaptador para Manguera 00-0699-0012 6 2 Hose Assembly (36" long) - Manguera 00-0700-0364 7 2 Check Valve - Válvula de Retención 00-1147-0016 8 2 Hose Assembly (22" Long) - Manguera 00-0700-0335 9 4 Hose Assembly Adapter - Adaptador para Manguera 00-0699-0128
10 1 Control Valve - Válvula de Control 05-0930-0010 11 1 Half Coupling - Medio Acoplamiento 00-0698-0001 12 1 Dust Cap - Tapa Cubrepolvo 00-0701-0001 13 1 Swaged Pipe Nipple - Niple 00-0757-0003 14 2 Hose Assembly Adapter - Adaptador para Manguera 00-0699-0145 15 1 Half Coupling - Medio Acoplamiento 00-0698-0002 16 1 Dust Cap - Tapa Cubrepolvo 00-0701-0002 17 1 Gauge - Manómetro 00-0755-0003 18 1 Valve Mounting Bracket - Soporte de Válvula 05-0930-0018 19 1 Check Valve - Válvula de Retención 00-1147-0006 20 1 Hose Assembly Adapter - Adaptador para Manguera 00-0699-0130 21 1 Hose Assembly Adapter - Adaptador para Manguera 00-0699-0144 22 1 Hose Assembly Adapter - Adaptador para Manguera 00-0699-0146 23 1 Bushing - Buje 00-0644-0007 24 6 Bolt (1-1/4" Long) - Perno 00-0203-0600-10 25 6 Bolt (1-1/2" Long) - Perno 00-0203-0600-12 26 8 ESNA Nut - Tuerca 00-0003-0003 27 2 Hose Assembly (28" Long) - Manguera 00-0700-0322 28 4 Lock Washer - Arandela de Fijación 00-0238-0003 29 2 Motor Adapter - Adaptador del Motor 05-0930-0029 30 2 Hose Assembly Adapter - Adaptador para Manguera 00-0699-0014 31 1 Nipple - Niple 00-0778-0003 32 1 Half Coupling - Medio Acoplamiento 00-0698-0005 33 1 Hose Assembly (12-1'2" Long) - Manguera 00-0700-0045 34 1 Handle Bracket - Soporte de Manija 05-0930-0034 35 1 Handle Bracket Arm - Brazo 05-0930-0035 36 2 Screw (1/2" Long) - Tornillo 00-3506-1000-08 37 1 Dust Cap - Tapa Cubrepolvo 00-0701-0005 38 2 U-Bolt -Pasador U 00-0619-0040 39 4 Nut - Tuerca 00-0038-0001 40 2 Nipple (3/4" Long) - Niple 00-4669-1200-48 41 4 Street Elbow (3/4" Long) -Codo 00-0699-0023 42 1 Bracket -Soporte 05-0940-0053 43 1 Motor Guard (Not Shown) - Protector del Motor (no mostrado) 05-0934-0000 47 1 Nipple (4" Long) - Niple 00-4669-1200-64 48 1 Plug with O'ring - Tapón con anillo O 00-2686-0005 49 8 Socket Head Cap Screw - Tornillo 00-0823-0060-10

65
Listado de Piezas Nro. 8 (Ver Figura 106)
Empujador del Eje Retén Ítem Cant. Descripción Número de Pieza
1 Retainer Shaft Pusher - Empujador del Eje Retén 05-0530-0000 1 1 Retainer Shaft Pusher Plate - Placa de Empuje 05-0530-0001 2 1 Gripper Bushing - Buje del Sistema Agarrador 05-0530-0002 3 1 Upper Flange - Brida Superior 05-0523-0003 4 1 Lower Flange - Brida Inferior 05-0523-0004 5 3 Flange Holder - Soporte de Brida 05-0523-0004 6 3 Socket-Head Screw (3/4" long) - Tornillo 00-0130-0400-00 7 6 Socket-Head Screw (1 1/4" long) - Tornillo 00-0130-0400-10 8 1 Thrust Bearing - Cojinete de Empuje 00-3005-0009 9 4 Stud (8-1/2" long) - Perno 00-3851-0001 10 4 Compression Spring - Resorte de Compresión 00-0136-0101 11 4 Washer - Arandela 00-0001-0004 12 8 Hex Nut - Tuerca Hexagonal 00-0036-0003

66
Figura 106. Empujador del Eje Retén(Listado de Piezas Nro. 8)

67
Figura 107. Unidad de Potencia Diésel, Modelo Deluxe (Listado de Piezas Nro. 9)
68
Listado de Piezas Nro. 9 (Ver Figura 107) Unidad de Potencia Diésel para Máquina Perforadora Modelo 660b/760b (Ver Nota 1)
Ítem Cant. Descripción Número de Pieza 1 Spare Parts List - Listado de Piezas de Repuesto 05-2335-0001 2 1 Diesel Engine - Motor Diésel 00-0691-0523 3 1 Pressure Hose Assembly - Manguera de Alta Presión 00-5000-0523 4 1 Return Hose Assembly - Manguera de Retorno 00-5000-0524 5 1 Filter Element - Elemento para Filtro 00-5000-0025 7 1 Hydraulic Pump - Bomba Hidráulica 00-5000-0527
10 1 Drive Adapter - Adaptador 00-5000-0530 11 4 Engine Mount - Soporte de Motor 00-5000-0531 22 1 Dust Cap (1") - Tapa Cubrepolvo 00-0701-0002 23 1 Dust Cap (3/8") - Tapa Cubrepolvo 00-0701-0005 24 1 Dust Cap (3/4") - Tapa Cubrepolvo 00-0701-0001 26 1 Control Valve Assembly - Válvula de Control 00-5000-0542 29 1 Flywheel Flex Coupling - Acoplamiento Flexible 00-5000-0545 30 1 Drive Hub - Cubo de Mando 00-5000-0046 32 1 Relief Valve Assembly - Válvula de Purga 00-5000-0047 46 1 QD Coupling (1") - Acoplamiento 00-0698-0002 48 1 QD Coupling (3/8") - Acoplamiento 00-0698-0005 50 1 QD Coupling (3/4") - Acoplamiento 00-0698-0001 52 1 Relief Valve Cartridge - Cartucho de Válvula de Alivio 00-5000-0056 57 1 Battery Cable (Positive) - Cable de Batería (positivo) 00-5000-0560 58 1 Battery Cable (Negative) - Cable de Batería (negativo) 00-5000-0561 59 1 Suction Strainer - Filtro 00-0697-0004 61 1 Reservoir Gasket - Junta 00-5000-0563
Nota1. Este no es un Listado de Materiales completo. Este Listado contiene solamente los componentes principales y aquellos ítems que están sujetos a desgaste y reemplazo.

69
Figura 108. Unidad de Potencia a Gasolina (Listado de Piezas Nro. 10)
70
Listado de Piezas Nro. 10 (Ver Figura 108) Unidad de Potencia a Gasolina para Máquina Perforadora Modelo 660b/760b (Ver Nota 1)
Ítem Cant. Descripción Número de Pieza 1 Gasoline Power Unit Assembly - Unidad de Potencia 05-0281-0000
1 1 Skid Assembly - Patín 05-0281-0001 2 1 Engine - Motor 00-0691-0016 3 1 Chain Coupling - Acoplamiento 00-0693-0006 4 1 Key - Chaveta 00-0640-0004 5 4 ESNA Nut - Tuerca 00-0003-0003 6 2 Hex Head Bolt (1-1/2"Long) - Perno de Cabeza Hex. 00-0203-0700-12 7 1 Pump - Bomba 05-0281-0007 8 1 Pump Gasket - Junta 05-0151-0030 9 4 Hex Head Bolt (1-1/2"Long) - Perno de Cabeza Hex. 00-0203-0600-30 10 4 Pump - Bomba 05-0281-0010 11 8 Washer - Arandela 00-0001-0004 12 4 Lower Engine Mount - Soporte de Motor 05-0281-0012 13 1 Hex Head Pipe Plug - Tapón de Cañería 00-1113-0004 14 1 Filter - Filtro 00-0697-0004 15 1 Elbow - Codo 00-0804-0006 16 2 Pipe Nipple - Niple 00-0167-0006 17 1 Adapter Fitting - Accesorio Adaptador 00-0699-0019 18 1 Hose Assembly - Manguera 00-0700-0094 19 1 Hose Assembly - Manguera 00-0700-0088 21 2 Wing Nut Coupling - Acoplamiento 00-0826-0002 22 2 Dust Plug - Tapón Cubrepolvo 00-0825-0002 23 1 Coupling - Acoplamiento 00-0698-0002 24 1 Dust Cap - Tapa Cubrepolvo 00-0701-0002 25 1 Cross - Cruz 00-1908-0006 26 1 Pipe Nipple - Niple 00-0706-0026 27 2 Wing Nut Coupling - Acoplamiento 00-0826-0001 28 2 Dust Plug - Tapón Cubrepolvo 00-0825-0001 29 1 Coupling - Acoplamiento 00-0698-0001 30 1 Dust Cap - Tapa Cubrepolvo 00-0701-0001 31 3 Nipple - Niple 00-0167-0005 32 1 Filler Cap Dipstick - Varilla de medición de tapa 05-0281-0032 33 2 Elbow - Codo 00-0170-0005 34 1 Cover (includes items 45 & 46) - Tapa (incluye ítems 45 y 46) 05-0281-0034 35 1 Cover Gasket - Junta 05-0281-0035 36 1 Tee - Te 00-0761-0005 37 8 Hex Head Bolt (1-1/2"Long) - Perno de Cabeza Hex. 00-0203-0300-08 38 8 Pump - Bomba 00-0036-0002 39 1 Valve - Válvula 00-1336-0004 40 1 Nipple - Niple 00-0168-0047 41 1 Elbow - Codo 00-0704-0005 42 1 Adapter Fitting - Accesorio Adaptador 00-0699-0029 43 1 Hose Assembly - Manguera 00-0700-0325
71
Listado de Piezas Nro. 10 (Cont.) (Ver Figura 108)
Unidad de Potencia a Gasolina para Máquina Perforadora Modelo 660b/760b Ítem Cant. Descripción Número de Pieza
44 1 Hose Assembly - Manguera 00-0700-0326 45 1 Coupling - Acoplamiento 00-0835-0005 46 1 Steel Plate - Placa de Acero 05-0281-0046 47 1 Reducing Elbow - Codo Reductor 00-0814-0004 48 1 Steel Pipe - Tubo de Acero 05-0281-0048 49 2 Steel Sheet - Plancha de Acero 05-0007-0041 50 1 Tank - Tanque 05-0281-0050 51 2 Steel Pipe - Tubo de Acero 05-0281-0051 52 1 Steel Pipe - Tubo de Acero 05-0281-0052 53 2 Steel Pipe - Tubo de Acero 05-0281-0053 54 1 Steel Tubing - Tubería de Acero 05-0281-0054 55 1 Steel Sheet - Plancha de Acero 05-0281-0055 56 2 Channel - Canal 61-2104-0540 57 1 Half Coupling - Medio Acoplamiento 00-0322-0004 58 1 Steel Plate - Placa de Acero 05-0281-0058 59 1 Steel Strip - Tira de Acero 05-0281-0059 60 1 Pop Rivet - Remache 00-1631-0003 61 1 Filler Cap - Tapa de Llenado 00-0003-0004 62 2 ESNA Nut -Tuerca 00-0003-0004 63 4 Washer (.625") - Arandela 00-0001-0008 64 4 Washer (.750") - Arandela 05-0001-0009 65 2 Steel Pipe - Tubo de Acero 05-0281-0065 66 2 Steel Pipe - Tubo de Acero 00-0281-0066 67 4 Elbow - Codo 00-1493-0004 68 8 Washer - Arandela 00-0001-0003 69 8 Lock Washer - Arandela de Fijación 00-0238-0002 70 4 Spacer -Espaciador 00-0281-0070 71 1 Hex Head Bushing - Buje 00-0644-0035 72 1 Cable (9' Long) (Not shown) - Cable (no mostrado) 00-1351-0001 73 18 Sleeve (Not shown) - Manguito (no mostrado) 00-1352-0001 74 1 Street Elbow - Codo 00-0804-0003 75 1 Pipe Nipple - Niple 00-0778-0003 76 1 Half Coupling - Medio Acoplamiento 00-0698-0005 77 1 Dust Cap - Tapa Cubrepolvo 00-0698-0005 78 2 Wing Nut Coupling - Acoplamiento 00-0826-0005 79 2 Dust Plug - Tapón Cubrepolvo 00-0825-0005 80 1 Hose Assembly - Manguera 00-700-0119 81 1 Adapter Housing - Adaptador 05-0217-0081 82 1 Hatz Shaft - Eje 05-2017-0082 83 1 Battery Cables (not shown) - Cables de Batería ( no mostrados) 00-3617-0004
Nota 1: Esta Unidad de Potencia está disponible en configuraciones tales como con motor de gasolina (arranque con manija o batería) y motores diésel (arranque con manija o batería). Contactarse con la fábrica para más información.

72

09-30-99
Garantía de Productos
1. Los productos fabricados por T. D. Williamson, Inc., cuentan con una garantía de tres (3) años contra defectos en los materiales y mano de obra a partir de la fecha de su envío desde la fábrica, excluyendo (a) productos elastoméricos, cuya garantía es de un (1) año en condiciones adecuadas de almacenaje; (b) productos utilizados en proceso de fusión a tope, tipo silla y de boquilla en tubería de polietileno, cuya garantía es de un (1) año a partir de la fecha de su embarque; y (c) herramientas usadas en forzamiento de tubería de acero y de polietileno, cuya garantía es de un (1) año a partir de su fecha de embarque. Esta Garantía es válida únicamente para productos enviados con fecha posterior al 1° de enero de 1997. TDW no asume ninguna responsabilidad bajo ésta o ninguna otra Garantía por los componentes no fabricados por TDW.
2. En caso de que TDW acepte reclamos bajo esta Garantía, TDW, a su elección, optará por reparar o reemplazar la pieza o productos defectuoso(s), o bien reembolsar el precio de compra, menos una cantidad proporcional al servicio prestado por el producto antes del reclamo. TDW no aceptará ninguna responsabilidad parcial o total por daños emergentes o incidentales causados por la falla de algún producto cubierto por esta Garantía.
3. Los reclamos bajo esta Garantía deberán hacerse por escrito, en un plazo de diez (10) días de haber ocurrido cualquier falla y enviarse por correo certificado a: P. O. Box 3409, Tulsa, Oklahoma 74101, EE.UU. Los productos o piezas defectuosos deberán aguardar inspección por parte de TDW o bien, a opción de TDW, ser devueltos a la fábrica de TDW. El cliente deberá pagar de antemano el flete (además de pagar todo arancel e impuesto que sea aplicable) por concepto de los productos o las piezas devueltos a TDW para servicios bajo garantía.
4. Esta Garantía no aplicará a ningún producto o componente que haya sido reparado o modificado por personal ajeno a TDW, o haya sido dañado por uso inadecuado, negligencia o accidente fortuito, o haya sido operado o mantenido contrariamente a lo indicado en las instrucciones y advertencias impresas por TDW.
5. Los recursos disponibles por virtud de esta Garantía están limitados expresamente a la recuperación del valor de la reparaciones o de las sustituciones. La responsabilidad de TDW por daños emergentes o incidentales queda expresamente excluida por medio de la presente en grado máximo permitido por la ley.
6. El único objeto del recurso exclusivo incluido en la Garantía limitada será la reparación o el reemplazo de los productos defectuosos, o bien el reembolso del precio de compra del producto defectuoso tal como se explicó en el párrafo 2 anterior. Este recurso exclusivo no será considerado fallido en su propósito esencial siempre y cuando TDW acuerde en reparar o reemplazar el producto defectuoso o bien reembolsar el precio de compra como se explicó anteriormente.
7. Todos los derechos, deberes y obligaciones derivados de esta Garantía limitada se regirán por las leyes del Estado de Oklahoma, EE.UU., independientemente de cualquier disposición sobre conflicto de leyes.
8. Esta Garantía sustituye cualquier otra garantía expresa o implícita, incluyendo las garantías de comercialización y de uso adecuado para un propósito en particular, las cuales quedan expresamente excluidas. TDW no asume ni autoriza a otra entidad a asumir en nombre de TDW ninguna otra responsabilidad en relación con la venta de cualquier producto TDW que no sea lo estipulado en esta Garantía.

T.D. Williamson, Inc. cuenta con certificación ISO 9001. TDW Pub. 00-3795-0238-SS Revisado: Abril 1999 © Derechos de Autor 1999 Impreso en EEUU Derechos reservados Visite la página de World Wide Web de TDW en www.tdwilliamson.com T. D. Williamson, Inc.





























