Embed Size (px)
Citation preview
10 Defina sobre la regulación de la intensidad de trabajo
La regulación de intensidad de trabajo es la regulación que se da de amperaje para poder soldar según el tipo de electrodo que sea
11 Defina de los cambios de la soldadura por acción de la temperatura durante el trabajo
Esto se da cuando se encuentra soldando y aumenta el amperaje y por la tanto la soldadura también, penetraría más y produce escoria
12 Que son los ciclos térmicos en la soldadura
Los esfuerzos a los que las estructuras están sometidas, acompañados por la agresividad del medio ambiente, nos impulsa a investigar los posibles defectos que pueden inducir a una rotura catastrófica de sus elementos estructurales, que como ha sido demostrado, se encuentran fundamentalmente localizados en la zona afectada por el calor (ZAC). Los cambios micro estructurales que en esta región se producen, son debidos a la energía calorífica aportada por la soldadura, y cuyo ciclo térmico genera productos de transformación, que fragilizan la zona, reduciendo sus propiedades mecánicas. Se pretende analizar estos cambios, a fin de poder predecir, las consecuencias del uso de los parámetros de soldeo, para ello, haremos uso del simulador de soldadura. Este estudio se realiza sobre un acero micro aleado de alta resistencia, calidad EMZ 450 tipo II, con energía calorífica aportada y parámetros de soldadura controlados, sin tratamiento térmico post-soldeo.
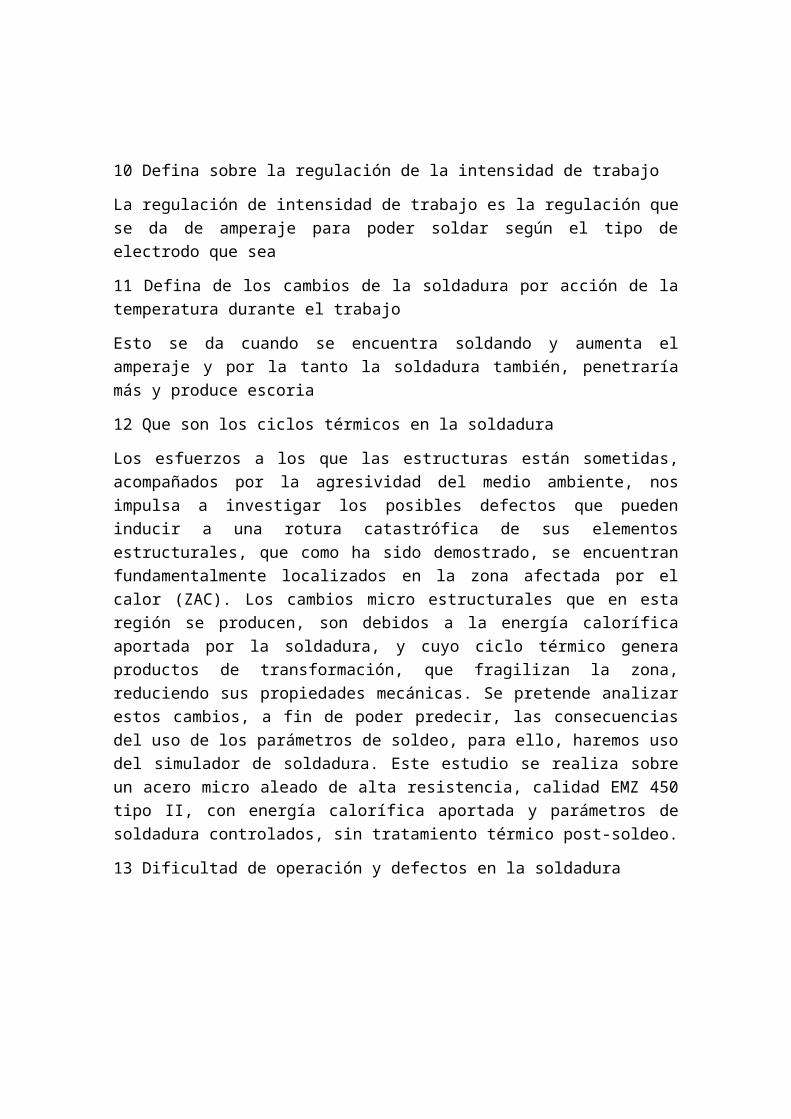
13 Dificultad de operación y defectos en la soldadura
14 Que es el golpe por arco eléctrico
Según lo investigado en internet me dice que es una lesión causada por el arco eléctrico Asia el cuerpo o el material
15 que es Porosidad inicial en la soldadura
La porosidad es contaminación del metal de soldadura en forma de un gas atrapado. Los gases de protección o gases emitidos como resultado de la aplicación de la antorcha al metal tratado son absorbidos en el metal fundido y emitidos conforme ocurre la solidificación. En otros casos, el gas de protección no llega por completo al pozo de soldadura y el aire atmosférico afecta adversamente al cordón de soldadura.
16. Agrietamientos en caliente de la soldadura
No ayee bibliografía
17Cuáles son las causas de las salpicaduras en la soldadura
Humedad en un ambiente no protegido. Para atender la humedad en el proceso de soldadura, los códigos son muy claros acerca del uso de secadores y hornos para almacenar estos materiales. El fundente de SAW en particular es como una esponja. Una vez que se abre el contenedor, el soldador debe almacenar el paquete de acuerdo con las instrucciones del fabricante
Soldadura contaminados con pintura, grasa, cinta adhesiva y pegamento pue-den emitir gases cuando se exponen al arco de soldadura muy caliente. Incluso los guantes sucios usados durante la GTAW pueden contaminar los consumibles. Limpiar el alambre sólido y el alambre con núcleo de fundente
con limpiadores de alambre, y los alambres de aportación de la GTAW con lana de acero es una buena idea.
18 Porque ocurre las inducciones de la escoria
Las escorias son un subproducto de la fundición de la mena para purificar los metales las cuales se quedan en el metal como protector
19 Porque se produce el agrietamiento en la soldadura
El agrietamiento de las juntas soldadas ocurre por la presencia de esfuerzos multidireccionales localizados que en algún punto rebasan la resistencia máxima del metal. Cuando se abren grietas durante la soldadura o como resultado de ésta, generalmente solo es aparente una ligera deformación de la pieza de trabajo.
Después que se ha enfriado una junta soldada, hay más probabilidades de que ocurra agrietamiento cuando el material es duro o frágil. Un material dúctil soporta concentraciones de esfuerzo que pudieran ocasionar falla en un material duro o frágil.
22 como se efectúa la reanudación de cordones
Se espera un momento, se limpiará la escoria y se inicia de nuevo el cordón
23 formas de preparar el material a soldar con respecto al espesor
Identificar el material, y analizar sus características, se debe trazar el material acorde a las dimensiones que va a poseer la probeta, para así proseguir al corte que puede ser mecánico o térmico. (c) Preparación y limpieza de los bordes. Es clave en el procedimiento de la soldadura, preparar los bordes de la pieza acorde al diseño y tipo de junta, además se debe retirar o remover impurezas o contaminantes y todo aquello que impida que la soldadura sea efectiva. (
24 composiciones y propiedades de revestimientos de los electrodos
La composición química del revestimiento influye de manera decisiva en aspectos de la soldadura, tales como, la estabilidad del arco, la profundidad de penetración, la transferencia de material, la pureza del baño, etc. A continuación se indican los principales tipos de revestimientos utilizados para los electrodos:
- Revestimiento celulósico:
Su composición química está formada básicamente por celulosa integrada con aleaciones ferrosas (magnesio y silicio). La celulosa va a desprender gran cantidad de gases en su combustión, lo que va a reducir la producción de escorias en el cordón, a la vez que va a permitir ejecutar la soldadura en posición vertical descendente.
El baño de fusión que se obtiene con este tipo de revestimiento va a ser "caliente", con la fusión de una notable cantidad de material base, lo que
provoca cordones con una gran profundidad de penetración. Ello es debido al elevado desarrollo de hidrógeno, presente en la composición química de este tipo de revestimiento.
En general, las características mecánicas de la soldadura que se obtienen con este tipo de revestimientos son óptimas, aunque el aspecto final del cordón pueda ser mejorable. Ello es debido a la casi total ausencia de la protección líquida ofrecida por este revestimiento, lo cual va a impedir una modelación óptima del baño durante su solidificación.
Para electrodos que utilicen este revestimiento, la corriente de soldadura, dada la escasa estabilidad del arco, es normalmente en corriente continua (CC) con polaridad inversa.
- Revestimiento ácido:
Su composición química se basa principalmente en óxidos de hierro, y en aleaciones ferrosas de manganeso y silicio. Va a generar un baño muy fluido, lo que no va a permitir ejecutar la soldadura en determinadas posiciones. Por otro lado, este tipo de revestimiento no va a dotar al flujo de un gran poder de limpieza en el material base, por lo que puede generar grietas en el cordón.
Su aplicación se centra fundamentalmente en aceros de bajo contenido en carbono, azufre y fósforo. La escoria que produce se elimina fácilmente y presenta una estructura esponjosa.
Las características mecánicas que va a presentar el cordón son aceptables, aunque de resiliencia baja. Este tipo de revestimiento va a garantizar una buena estabilidad del arco, lo que los hace idóneos tanto para el empleo de corriente alterna (CA) como para la corriente continua (CC).
- Revestimiento de rutilo:
En su composición química predomina un mineral denominado rutilo, compuesto en un 95% de bióxido de titanio, que ofrece mucha estabilidad y garantiza una óptima estabilidad del arco y una elevada fluidez del baño, lo que se traduce en un buen aspecto final del cordón de soldadura.
El revestimiento de rutilo, en cualquier caso, va a garantizar una fusión dulce, de fácil realización, con formación abundante de escoria de una consistencia viscosa y de fácil eliminación, lo cual va a permitir un buen deslizamiento, sobre todo en posición plana. Se aconseja su uso para aquellos casos donde el material base no presente muchas impurezas, debido a que estos revestimientos no tienen efectos limpiadores. Además, no secan bien y por lo tanto pueden desarrollar mucho hidrógeno ocluido en el cordón de soldadura.
Para aplicaciones donde se requiera mejorar el rendimiento, manteniendo la estabilidad del arco, se pueden emplear electrodos donde se combina el revestimiento de rutilo con otros componentes, como la celulosa (electrodos rutilo-celulósicos) o la fluorita (electrodos rutilo-básicos).
Debido a la gran estabilidad del arco que presenta este tipo de revestimiento en los electrodos, se hace posible su empleo tanto con corriente alterna (CA) como con corriente continua (CC) en polaridad directa o inversa. Tiene gran aplicación cuando los espesores a soldar son reducidos.
- Revestimiento básico:
La composición química de este revestimiento está formada básicamente por óxidos de hierro, aleaciones ferrosas y por carbonatos de calcio y magnesio a los cuales, añadiendo fluoruro de calcio se obtiene la fluorita, que es un mineral muy apto para facilitar la fusión del baño.
Este tipo de revestimiento posee una gran capacidad de depuración del metal base, con lo que se obtienen soldaduras de calidad y de buenas propiedades mecánicas. Los electrodos con este tipo de revestimiento soportan elevadas temperaturas de secado, y por lo tanto el baño no se contamina con hidrógeno.
Tienen una escoria poco abundante, aunque muy densa y de difícil eliminación. Los electrodos con este tipo de revestimientos son aptos para ejecutar soldaduras en posición, verticales, por encima de la cabeza, etc.
Por otro lado, la fluorita hace que el arco sea muy inestable, con un baño menos fluido, que da lugar a frecuentes cortocircuitos debidos a una transferencia del material de aporte a base de grandes gotas. Sin embargo, el arco debe mantenerse muy corto debido a la escasa volatilidad de este revestimiento. En definitiva, todo esto hace necesario que el soldador que haga uso de este revestimiento para los electrodos de soldadura tenga mucha experiencia y buena pericia en el proceso.
Para electrodos con este tipo de revestimiento se recomienda el empleo de generadores de corriente continua (CC) en polaridad inversa. Los electrodos básicos se distinguen por la gran cantidad de material depositado, y son buenos para la soldadura de grandes espesores.
Los electrodos con revestimiento básico son muy higroscópicos, por lo que se recomienda mantenerlos en ambiente seco y en recipientes cerrados.
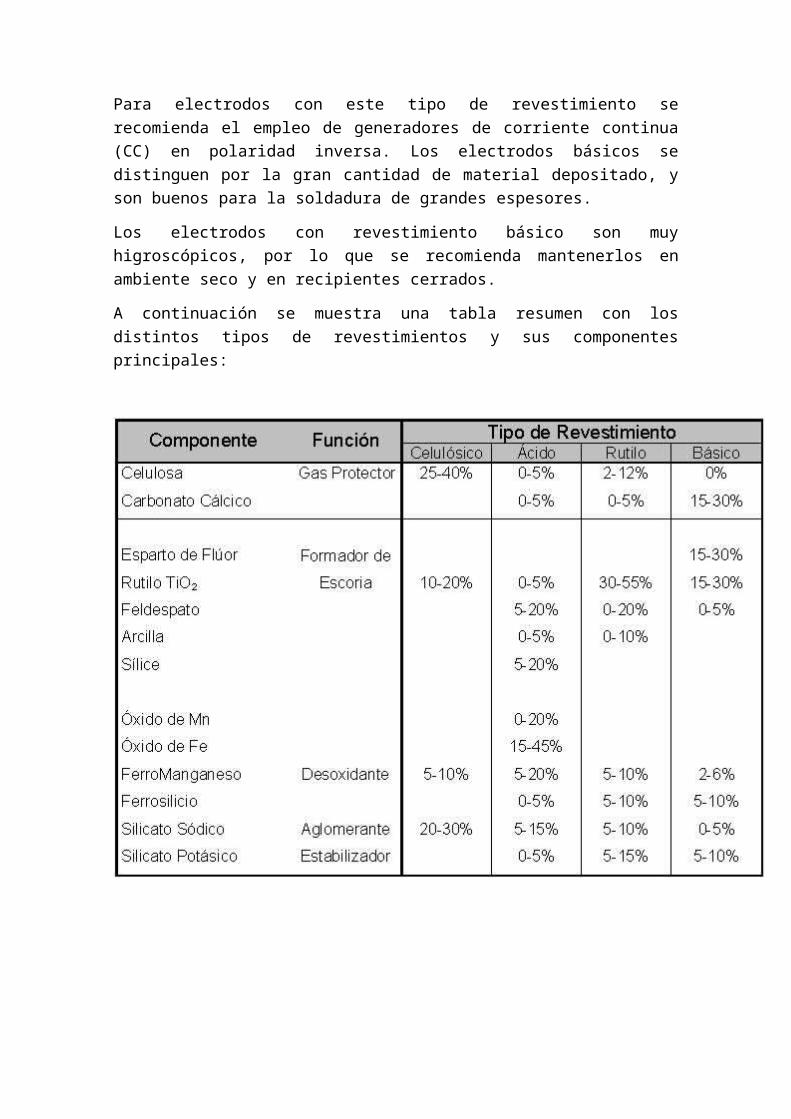
A continuación se muestra una tabla resumen con los distintos tipos de revestimientos y sus componentes principales:
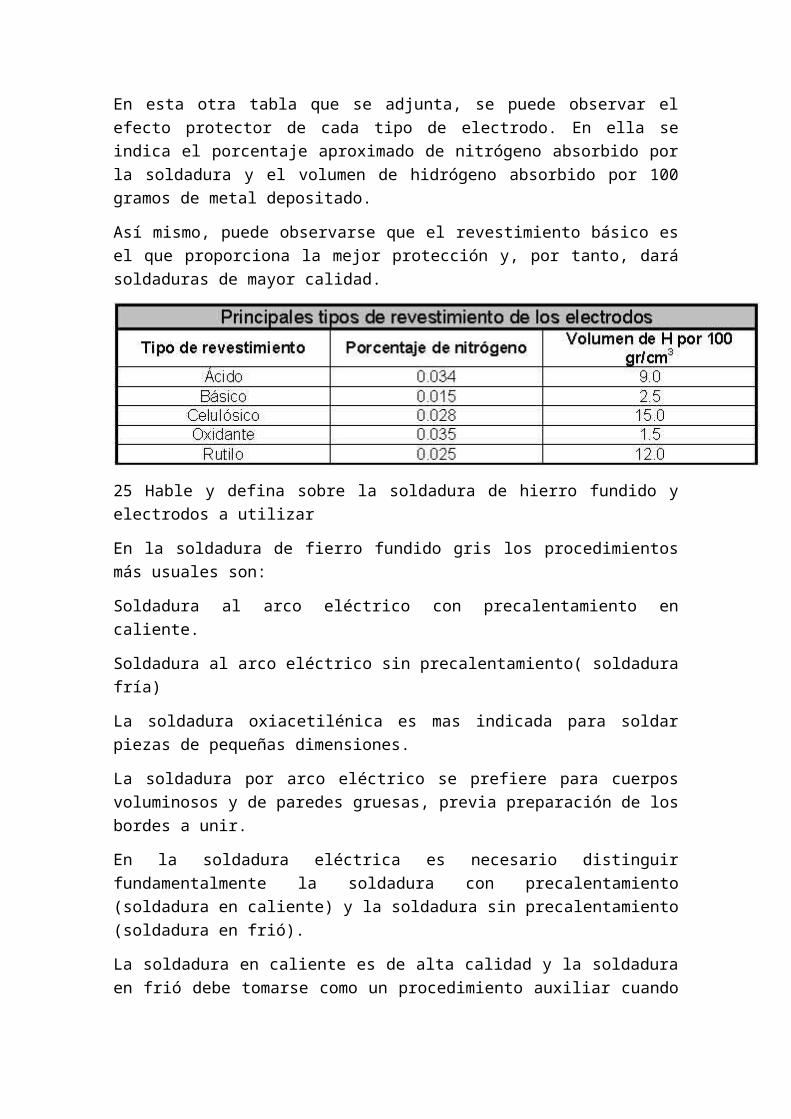
En esta otra tabla que se adjunta, se puede observar el efecto protector de cada tipo de electrodo. En ella se indica el porcentaje aproximado de nitrógeno absorbido por la soldadura y el volumen de hidrógeno absorbido por 100 gramos de metal depositado.
Así mismo, puede observarse que el revestimiento básico es el que proporciona la mejor protección y, por tanto, dará soldaduras de mayor calidad.
25 Hable y defina sobre la soldadura de hierro fundido y electrodos a utilizar
En la soldadura de fierro fundido gris los procedimientos más usuales son:
Soldadura al arco eléctrico con precalentamiento en caliente.
Soldadura al arco eléctrico sin precalentamiento( soldadura fría)
La soldadura oxiacetilénica es mas indicada para soldar piezas de pequeñas dimensiones.
La soldadura por arco eléctrico se prefiere para cuerpos voluminosos y de paredes gruesas, previa preparación de los bordes a unir.
En la soldadura eléctrica es necesario distinguir fundamentalmente la soldadura con precalentamiento (soldadura en caliente) y la soldadura sin precalentamiento (soldadura en frió).
La soldadura en caliente es de alta calidad y la soldadura en frió debe tomarse como un procedimiento auxiliar cuando por razones de trabajo el precalentamiento no resuelta factible.
La industria economiza grandes cantidades de dinero, utilizando la soldadura para reparación de piezas fundidas rotas, desgastadas o simplemente dañadas.
Electrodos
citofonte o superfonte
Ferrocord U.
26 Defina las especificaciones y aplicación de los siguientes electrodos:
CELLOCORD
Electrodo revestido de tipo celulósico, con penetración profunda, diseñado para uso con corriente
Alterna o continúa.
Su arco potente y muy estable produce depósitos de muy buena calidad. Es aconsejable para la ejecución de pases de raíz y multipase en aceros de bajo contenido de carbono. Para la soldadura de unión en cualquier posición, en especial para vertical ascendente y sobre cabeza.
Supersito
Electrodo revestido de tipo básico, para ser aplicado con corriente continúa polaridad al positivo (75OCV, mín). Debido al polvo de hierro tiene alto ratio de deposición, además de presentar un arco Suave con bajo nivel de salpicaduras. La punta del electrodo está grafitado, lo que favorece un encendido mucho más rápido del arco. El depósito de soldadura presenta alta tenacidad a bajas temperaturas (Hasta -45°C).
citodur
Electrodo de buena resistencia a la abrasión e impacto moderado, cuyo depósito está compuesto de carburos de cromo distribuidos uniformemente.
Las elevadas durezas que se consigue (52 – 55 HRc) hacen que sus depósitos no sean maquinables, pero si pueden ser forjados o templados. El CITODUR
600 se caracteriza por dejar un material depositado de buen acabado libre de porosidades y es factible obtener cordones de soldadura libres de fisuras, para lo cual, en caso sea necesario se debe precalentar el material base. Electrodo de alto rendimiento.
Superforte
Es una aleación de níquel-hierro de la relativamente alta resistencia y ductilidad, particularmente adecuado para todo tipo de reparto hierro, incluidos los que tienen un alto contenido de fósforo. El metal de soldadura depositado es mecanizarle y resistente a las grietas. La escoria es fácilmente desmontable. Adecuado para la soldadura de acero dulce para todos los grados de hierro fundido. Ideal para la reparación de piezas de fundición de producción ycastings dañadas especialmente adecuados para planchas grises ordinarias, fundiciones esferoidales, escriba "dúctil", "Meehanite", etc Eficiencia al 100%.
24 composiciones y propiedades de revestimientos de los electrodos
La composición química del revestimiento influye de manera decisiva en aspectos de la soldadura, tales como, la estabilidad del arco, la profundidad de penetración, la transferencia de material, la pureza del baño, etc. A continuación se indican los principales tipos de revestimientos utilizados para los electrodos:
- Revestimiento celulósico:
Su composición química está formada básicamente por celulosa integrada con aleaciones ferrosas (magnesio y silicio). La celulosa va a desprender gran cantidad de gases en su combustión, lo que va a reducir la producción de escorias en el cordón, a la vez que va a permitir ejecutar la soldadura en posición vertical descendente.
El baño de fusión que se obtiene con este tipo de revestimiento va a ser "caliente", con la fusión de una notable cantidad de material base, lo que provoca cordones con una gran profundidad de penetración. Ello es debido al elevado desarrollo de hidrógeno, presente en la composición química de este tipo de revestimiento.
En general, las características mecánicas de la soldadura que se obtienen con este tipo de revestimientos son óptimas, aunque el aspecto final del cordón pueda ser mejorable. Ello es debido a la casi total ausencia de la protección líquida ofrecida por este revestimiento, lo cual va a impedir una modelación óptima del baño durante su solidificación.
Para electrodos que utilicen este revestimiento, la corriente de soldadura, dada la escasa estabilidad del arco, es normalmente en corriente continua (CC) con polaridad inversa.
- Revestimiento ácido:
Su composición química se basa principalmente en óxidos de hierro, y en aleaciones ferrosas de manganeso y silicio. Va a generar un baño muy fluido, lo que no va a permitir ejecutar la soldadura en determinadas posiciones. Por otro lado, este tipo de revestimiento no va a dotar al flujo de un gran poder de limpieza en el material base, por lo que puede generar grietas en el cordón.
Su aplicación se centra fundamentalmente en aceros de bajo contenido en carbono, azufre y fósforo. La escoria que produce se elimina fácilmente y presenta una estructura esponjosa.
Las características mecánicas que va a presentar el cordón son aceptables, aunque de resiliencia baja. Este tipo de revestimiento va a garantizar una buena estabilidad del arco, lo que los hace idóneos tanto para el empleo de corriente alterna (CA) como para la corriente continua (CC).
- Revestimiento de rutilo:
En su composición química predomina un mineral denominado rutilo, compuesto en un 95% de bióxido de titanio, que ofrece mucha estabilidad y garantiza una óptima estabilidad del arco y una elevada fluidez del baño, lo que se traduce en un buen aspecto final del cordón de soldadura.
El revestimiento de rutilo, en cualquier caso, va a garantizar una fusión dulce, de fácil realización, con formación abundante de escoria de una consistencia viscosa y de fácil eliminación, lo cual va a permitir un buen deslizamiento, sobre todo en posición plana. Se aconseja su uso para aquellos casos donde el material base no presente muchas impurezas, debido a que estos revestimientos no tienen efectos limpiadores. Además, no secan bien y por lo tanto pueden desarrollar mucho hidrógeno ocluido en el cordón de soldadura.
Para aplicaciones donde se requiera mejorar el rendimiento, manteniendo la estabilidad del arco, se pueden emplear electrodos donde se combina el revestimiento de rutilo con otros componentes, como la celulosa (electrodos rutilo-celulósicos) o la fluorita (electrodos rutilo-básicos).
Debido a la gran estabilidad del arco que presenta este tipo de revestimiento en los electrodos, se hace posible su empleo tanto con corriente alterna (CA) como con corriente continua (CC) en polaridad directa o inversa. Tiene gran aplicación cuando los espesores a soldar son reducidos.
- Revestimiento básico:
La composición química de este revestimiento está formada básicamente por óxidos de hierro, aleaciones ferrosas y por carbonatos de calcio y magnesio a los cuales, añadiendo fluoruro de calcio se obtiene la fluorita, que es un mineral muy apto para facilitar la fusión del baño.
Este tipo de revestimiento posee una gran capacidad de depuración del metal base, con lo que se obtienen soldaduras de calidad y de buenas propiedades mecánicas. Los electrodos con este tipo de revestimiento soportan elevadas temperaturas de secado, y por lo tanto el baño no se contamina con hidrógeno.
Tienen una escoria poco abundante, aunque muy densa y de difícil eliminación. Los electrodos con este tipo de revestimientos son aptos para ejecutar soldaduras en posición, verticales, por encima de la cabeza, etc.
Por otro lado, la fluorita hace que el arco sea muy inestable, con un baño menos fluido, que da lugar a frecuentes cortocircuitos debidos a una transferencia del material de aporte a base de grandes gotas. Sin embargo, el arco debe mantenerse muy corto debido a la escasa volatilidad de este revestimiento. En definitiva, todo esto hace necesario que el soldador que haga uso de este revestimiento para los electrodos de soldadura tenga mucha experiencia y buena pericia en el proceso.
Para electrodos con este tipo de revestimiento se recomienda el empleo de generadores de corriente continua (CC) en polaridad inversa. Los electrodos básicos se distinguen por la gran cantidad de material depositado, y son buenos para la soldadura de grandes espesores.
Los electrodos con revestimiento básico son muy higroscópicos, por lo que se recomienda mantenerlos en ambiente seco y en recipientes cerrados.
A continuación se muestra una tabla resumen con los distintos tipos de revestimientos y sus componentes principales:
En esta otra tabla que se adjunta, se puede observar el efecto protector de cada tipo de electrodo. En ella se indica el porcentaje aproximado de nitrógeno absorbido por la soldadura y el volumen de hidrógeno absorbido por 100 gramos de metal depositado.
Así mismo, puede observarse que el revestimiento básico es el que proporciona la mejor protección y, por tanto, dará soldaduras de mayor calidad.
25 Hable y defina sobre la soldadura de hierro fundido y electrodos a utilizar
En la soldadura de fierro fundido gris los procedimientos más usuales son:
Soldadura al arco eléctrico con precalentamiento en caliente.
Soldadura al arco eléctrico sin precalentamiento( soldadura fría)
La soldadura oxiacetilénica es mas indicada para soldar piezas de pequeñas dimensiones.
La soldadura por arco eléctrico se prefiere para cuerpos voluminosos y de paredes gruesas, previa preparación de los bordes a unir.
En la soldadura eléctrica es necesario distinguir fundamentalmente la soldadura con precalentamiento (soldadura en caliente) y la soldadura sin precalentamiento (soldadura en frió).
La soldadura en caliente es de alta calidad y la soldadura en frió debe tomarse como un procedimiento auxiliar cuando por razones de trabajo el precalentamiento no resuelta factible.
La industria economiza grandes cantidades de dinero, utilizando la soldadura para reparación de piezas fundidas rotas, desgastadas o simplemente dañadas.
Electrodos
citofonte o superfonte
Ferrocord U.
26 Defina las especificaciones y aplicación de los siguientes electrodos:
CELLOCORD
Electrodo revestido de tipo celulósico, con penetración profunda, diseñado para uso con corriente
Alterna o continúa.
Su arco potente y muy estable produce depósitos de muy buena calidad. Es aconsejable para la ejecución de pases de raíz y multipase en aceros de bajo contenido de carbono. Para la soldadura de unión en cualquier posición, en especial para vertical ascendente y sobre cabeza.
Supersito
Electrodo revestido de tipo básico, para ser aplicado con corriente continúa polaridad al positivo (75OCV, mín). Debido al polvo de hierro tiene alto ratio de deposición, además de presentar un arco Suave con bajo nivel de salpicaduras. La punta del electrodo está grafitado, lo que favorece un encendido mucho más rápido del arco. El depósito de soldadura presenta alta tenacidad a bajas temperaturas (Hasta -45°C).
citodur
Electrodo de buena resistencia a la abrasión e impacto moderado, cuyo depósito está compuesto de carburos de cromo distribuidos uniformemente. Las elevadas durezas que se consigue (52 – 55 HRc) hacen que sus depósitos no sean maquinables, pero si pueden ser forjados o templados. El CITODUR
600 se caracteriza por dejar un material depositado de buen acabado libre de porosidades y es factible obtener cordones de soldadura libres de fisuras, para lo cual, en caso sea necesario se debe precalentar el material base. Electrodo de alto rendimiento.
Superforte
Es una aleación de níquel-hierro de la relativamente alta resistencia y ductilidad, particularmente adecuado para todo tipo de reparto hierro, incluidos los que tienen un alto contenido de fósforo. El metal de soldadura depositado es mecanizarle y resistente a las grietas. La escoria es fácilmente desmontable. Adecuado para la soldadura de acero dulce para todos los grados de hierro fundido. Ideal para la reparación de piezas de fundición de producción ycastings dañadas especialmente adecuados para planchas grises ordinarias, fundiciones esferoidales, escriba "dúctil", "Meehanite", etc Eficiencia al 100%.



























![23247-Manual Basico Soldadura[1]](https://img.pdfslide.tips/doc/110x75/557212bc497959fc0b90d503/23247-manual-basico-soldadura1.jpg)

