Embed Size (px)
Citation preview

J. Cent. South Univ. (2013) 20: 615−621 DOI: 10.1007/s1177101315267
Pretreatment of lead anode slime with low silver by vacuum distillation for concentrating silver
LI Liang(李亮) 1,2,3 , TIAN Yang(田阳) 1,2 , LIU Dachun(刘大春) 1,2,3 , ZHOU Houjun(周厚军) 1,2 , DAI Yongnian(戴永年) 1,2 , YANG Bin(杨斌) 1,2,3
1. National Engineering Laboratory for Vacuum Metallurgy (Kunming University of Science and Technology), Kunming 650093, China;
2. State Key Laboratory Breeding Base of Complex Nonferrous Metal Resources Clear Utilization, Kunming 650093, China;
3. Key Laboratory for Nonferrous Vacuum Metallurgy of Yunnan Province, Kunming 650093, China
© Central South University Press and SpringerVerlag Berlin Heidelberg 2013
Abstract: The feasibility of separation of lead anode slime with low silver by vacuum distillation was analyzed theoretically. The volatilization rates and mass fractions of elements, influenced by distillation temperature, heat preservation time and material thickness, were investigated under laboratory conditions. The experimental results indicate that almost all of lead and bismuth can be separated from silvercontained multicomponent alloy at 1 223 K for 45 min when the chamber pressure maintains at 10–25 Pa. Silver can be easily enriched in the residue and its mass fraction increases from 3.6% to 27.8% when the distillation temperature is between 1 133 K and 1 373 K. Due to the forming of intermetallic compounds Cu2Sb, Cu10Sb3 and Ag3Sb, the antimony could not be evaporated completely during the vacuum distillation. EDS analysis indicates that the condensate has a columnar crystal structure.
Key words: Agcontained multicomponent alloy; vacuum distillation; separation; intermetallic compounds
Foundation item: Project(2010CI009) supported by Science Foundation of Yunnan Province, China; Projects(U1202271) supported by the National Natural Science Foundation of China
Received date: 2011−12−16; Accepted date: 2012−02−21 Corresponding author: LIU Dachun, Professor, PhD; Tel: +86−13608858239; Email: [email protected]
1 Introduction
Lead anode slime is the main material to extract Ag. With the extensive use of jamesonite in the antimony and lead smelting process, more and more lead anode slime with low Ag, which is mainly composed of elements Sb, Pb, Cu, Ag, Bi and As, was produced after the electrolytic refining of coarse lead generated in the smelting process of jamesonite [1–2]. Many studies, such as pyrometallurgy, hydrometallurgy and combination process of pyro and hydrometallurgies, have been carried out with regard to the synthetically recycling Ag and other valuable metals from this kind of lead anode slime [3–5]. However, these existing process flows were long and a great quantity of wastewater was produced in handling process. Moreover, the current methods have low direct recovery of Ag, low recovery rates of Pb, Bi and Sb, high energy consumption, and serious environmental pollution which is caused by the high content of As in material. Therefore, continued studies on new metallurgical processes which should conform to
the concept of sustainable economic development, that is, clean technology with freepollution and low consumption is necessary.
Vacuum distillation is regarded as one of the most effective and environmentfriendly methods for metal separation and purification [6–7], which have been used for the separation of Cu and Zn mixed particles, PbAg alloy, PbSn alloy and the preparation of many highpurity metals, such as In, Bi and Te [8–9]. A significant amount of researches on the alloy separation by vacuum distillation have been reported, some of the research works have been applied to the industrial production. However, few studies have focused on separation of lead anode slime with low Ag by vacuum distillation.
This work mainly focused on the evaporation behavior of alloy elements and concentration rate of Ag during the process of vacuum distillation. The effects of distillation temperature, heat preservation time and the material amount were investigated. It aims at achieving high rate of metal recovery, less energy consuming and no negative impact on the environment.

J. Cent. South Univ. (2013) 20: 615−621 616
2 Theoretical basis
2.1 Vapor pressure and evaporation tendency The fundamental condition to determine whether
different elements in lead anode slime can be separated during vacuum distillation is that each substance has different vapor pressures at the same temperature. The saturated vapor pressures of pure substances can be calculated with the van LAAR equation expressed as follows [10]:
0 1 lg lg p AT B T CT D − = + + + (1)
where p 0 is the saturated pressure of pure substances, Pa; A, B, C and D are evaporation constants given in Table 1 for the main elements in lead anode slime [11]; T is the absolute temperature, K.
Table 1 Evaporation constants of van LAAR equation for different elements in lead anode slime Element A B C D Temperature range/K
As −6 160 9.82 600–900
Sb −6 500 6.37 903–1860
Bi −10 730 −3.02 18.1 544–1837
Pb −10 130 −0.985 11.16 600–2023
Ag −14 400 −0.85 11.70 1 235–2 485
Cu −17 520 −1.21 13.21 1 368–2 840
Using the data provided in Table 1, we can draw the relationship between temperature (732–1623 K) and saturated pressure of pure elements in lead anode slime, which is shown in Fig. 1. A comparison of their values at the same temperature can be used as a rough guide to determine which element should exhibit preferential evaporation. As a first approximation, dissolved elements with a higher vapor pressure than that
Fig. 1 Relationship between temperature and lg p 0
of Ag can be expected to evaporate preferentially. Ag or other elements with lower vapor pressure than Ag can be concentrated in residual alloy after vacuum distillation. From Fig. 1, As, Sb, Bi and Pb will evaporate preferentially than Ag and Cu.
2.2 Separation coefficient β In order to further demonstrate the feasibility and
the separation degree of different elements in the alloy during vacuum distillation. DAI and YANG [11] conducted the separation coefficient according to thermodynamic equilibrium theory to determine whether two elements can be separated from each other by vacuum distillation. The separation coefficient β is introduced according to Ref. [11]:
0 0 A B A B ( / ) ( / ) p p β γ γ = ⋅ (2)
where γA and γB are the activity coefficients of components A and B, respectively; 0
A p and 0 B p are
the saturated vapor pressures of A and B in pure state. If we know the value of β, the ratio of actual vapor pressures of A and B can be expressed as follows:
A A
B B
p x p x
β = (3)
where pA and pB are the actual vapor pressures of components A and B; xA and xB are the molar concentrations of A and B, respectively.
When β=1, the mass frations of A to B in vacuum chamber is equal to that of A to B in the liquid phase. It means that the composition of the melting alloy will not deviate from its original composition after vacuum distillation. When β>1, mass fraction of component A in vapor phase is bigger than that in liquid phase. This means that the evaporation loss of component A is larger than that of component B, so the composition of the melting alloy will deviate from its original composition after vacuum distillation. The greater the value of β is, the higher the separation efficiency of A will be. When β <1, it is obvious that the composition A in liquid phase is more than that in vapor phase, and composition B will evaporate to vapor phase. When β<<1, the evaporation of composition A can be ignored compared to the evaporation loss of composition B. Then, A can be separated from B.
For lead anode slime with low Ag, the separation coefficients βiAg of Ag and other components are listed in Table 2.
As listed in Table 2, it can be seen that the separation coefficient βCuAg is relatively close to 1 and other βiAg is much more than 1. This means that Ag is remained in liquid phase while other components (As, Sb, Bi and Pb) are concentrated into vapor phase. Thus, Ag can be concentrated in residue by vacuum distillation.

J. Cent. South Univ. (2013) 20: 615−621 617
Table 2 Separation coefficients βiAg of Ag and other components i
iAg binary system
T/K 0 0 Ag / i p p Ag i β −
BiAg 1 000 1.51×10 5 4.30×10 8 –2.45×10 9
PbAg 1 273 2.32×10 3 1.14×10 3 –3.28×10 3
SbAg 1 250 3.01×10 3 1.63×10 2 –5.90×10 3
CuAg 1 423 1.52×10 −2 0.46×10 −2 –0.70×10 −2
2.3 Relationship between temperature and maximum evaporation rate Langmuir thinks that the evaporation rate of the
distilled component is the maximum when the total chamber pressure is less than the saturated pressure of pure element ( 0
i p ) and the mean free path of the vaporized molecule is greater than the distance between evaporating and condensing surface of the unit [12]. It can be described as
2 0 max 2.624 10 / i p M T ω α − = × (4)
where ωmax is the maximum evaporation rate, g⋅cm –2 ⋅min –1 ; α is the accommodation coefficient; 0
i p is the saturated pressure of pure element, Pa; M is the relative molecular mass of the distilled element; T is the melt surface temperature, K.
The saturated pressure of pure element 0 i p can be
calculated by Eq. (1). Supposing that the accommodation coefficient α is 1, the maximum evaporation rate of each component in the lead anode slime with low Ag is calculated in the temperature range of 1 123–1 423 K according to Eq. (4), and the results are presented in Table 3.
It can be seen that the maximum evaporation rate is affected remarkably by the change of distillation temperature. The maximum evaporation rate can increase severalfold or even ten times with the temperature increment of 50 K. It is concluded that As, Sb, Bi and Pb can volatilize quickly and concentrate into vapor phase than Ag and Cu.
2.4 Calculation of vaporliquid equilibrium The objective of vacuum distillation is to separate
and concentrate Ag from the Agcontained PbSb Multi
component alloy. We can also use vapor–liquid equilibrium components to estimate the elements distribution of metals in vacuum distillation [13]. For the Agi binary alloy, the mass fraction of Ag in vapor is expressed as
1 0
l g 0
l Ag Ag
(Ag ) 1 Ag
i i p i w p
γ γ
− = + ⋅ ⋅
(5)
Where w(Agg) and w(Ag1) are the mass fraction, of Ag in vapor and liquid phases; il is the mass fraction of i in liquid; γi and γAg are the activity coefficients of i and Ag;
0 i p and
0 Ag p are the saturated pressures of pure element i
and Ag, respectively. Because the main component in lead anode slime with low Ag is Sb, we can get
g g (Ag ) (Sb ) 1 w w + = (6)
l l (Ag ) (Sb ) 1 w w + = ( 7 )
Then, we can calculate the vapor–liquid equilibrium of Ag in AgSb binary system, which is listed in Table 4.
These data indicate that the content of Ag in vapor phase is less than 1.06×10 –4 %, while that in liquid phase increases from 0.1 to 0.9. So, Ag almost can not evaporate into vapor phase.
3 Experimental
A laboratoryscale vacuum distillation apparatus, as shown in Fig. 2, has been designed and put into use for the research and development of the vacuum distillation process. It mainly consists of a chamber, condensing zone, heating zone and vacuum pump systems. The lowest part is the heating zone, in which As, Sb, Bi and Pb are evaporated and residual AgCu alloy is recovered. The heating zone is equipped with the main heater which is made from graphite. The diameter of crucible is 16 cm. After distillation, steam of As, Sb, Bi and Pb was condensed and collected on the inner surface of the steel condenser.
These data indicate that the mass fraction of Ag in vapor phase is less than 1.06×10 –4 %, while that in liquid phase increases from 0.1 to 0.9. So, Ag almost can not evaporate into vapor phase.
Table 3 Relationship between temperature and maximum evaporation rate ωmax(g⋅cm –2 ⋅min –1 ) of each element T/K ωmax, As ωmax, Sb ωmax, Bi ωmax, Pb ωmax, Ag ωmax, Cu
1 123 1.685×10 4 2.958 2.803×10 –1 1.748×10 –1 — — 1 173 2.824×10 4 4.915 6.142×10 –1 3.972×10 –1 — — 1 223 4.534×10 4 7.828 1.255 8.417×10 –1 — — 1 273 7.008×10 4 1.201×10 1 2.409 1.677 4.872×10 –3 — 1 323 1.047×10 5 1.783×10 1 4.380 3.166 1.238×10 –2 — 1 373 1.519×10 5 2.570×10 1 7.588 5.694 2.933×10 –2 3.192×10 –4
1 423 2.145×10 5 3.608×10 1 1.259×10 1 9.809 6.529×10 –2 8.399×10 –4 ‘

J. Cent. South Univ. (2013) 20: 615−621 618
Table 4 Vaporliquid equilibrium of Ag in AgSb binary system at different temperatures (%)
Fig. 2 Schematic view of vacuum distillation apparatus
Lead anode slime with low silver was used in these experiments. The anhydrous Agcontained PbSb multicomponent alloy was obtained via the process of dehydration before vacuum distillation. Then, the alloy was removed into crucible and put into the vacuum furnace. The feeding material was heated to different distillation temperatures at a heating rate of 15 K/min and each temperature was kept for 30–120 min when the chamber pressure was 10–25 Pa. The temperature of the distillation could be maintained constant to better than ±10 K. Then, the heater power was switched off after the end of distillation. After that, the Ag was enriched in the residual alloy. At the meantime, the mass loss was recorded and the element content of residual alloy and condensate were analyzed by flame atomic absorption spectroscopy (FAAS) and chemical analysis method. Phase composition of residual alloy and condensate were investigated by Xray diffraction instrument (D/max3B) using Cu Kα radiation in the range of 10°–90° (2θ) with a step of 5(°)/min. The structural features and chemical composition were characterized by scanning electron microscopy (SEM) and energy spectrum analyzer EDAX pattern, respectively, which were made by Philips of Holland. The alloy compositions before vacuum
distillation are displayed in Table 5.
Table 5 Chemical compositions of multicomponent alloy before vacuum distillation (%)
Pb Sb Ag As Cu Bi
17.5 64.89 3.6 2.9 4.2 6.09
4 Results and discussion
4.1 Effect of distillation temperature Vacuum distillation experiments were carried out at
a chamber pressure of 10–25 Pa for 30 min at different temperatures, such as 1 133, 1 173, 1 223, 1 273 and 1 373 K, while the sample mass is 3 kg.
The results of metal volatilization rate at different temperatures are shown in Fig. 3. It is shown that the volatilization rate of Bi and lead increases quickly with an increase in temperature from 1 133 to 1 273 K, and then slows down gradually after 1 273 K. The volatilization rates of Sb and As change comparatively slowly with the increase of temperature. As listed in Table 3, the maximum evaporation rates of As and Sb are much larger than those of Bi and Pb when distillation temperature is between 1 123 K and 1 223 K. So, the volatilization rates of Sb and As are much bigger than those of Bi and Pb at 1 123 K. But the gap of maximum evaporation rates of elements becomes narrow with the increase of distillation temperature. Then, the gap of volatilization rate btween each element reduce with increasing the temperature.
Fig. 3 Effect of temperature on volatilization rate of elements
Figure 4 shows the mass fractions of metals in residual alloy after vacuum distillation at different temperatures. Just as shown in Fig. 4, with the volatilization of As, Sb, Bi and Pb, the mass fraction of Ag in residue increases from 9.52% to 27.8%. The mass fraction of copper also increases from 12.05% to 34.48%. At the same time, a small portion of Pb and Bi in the
w(Ag1) 973 K 1 173 K 1 250 K
0.1 2.60×10 –9 2.08×10 –8 7.35×10 –7
0.2 5.39×10 –9 4.31×10 –8 1.53×10 –6
0.3 8.84×10 –9 7.07×10 –8 2.50×10 –6
0.4 1.37×10 –8 1.10×10 –7 3.89×10 –6
0.5 2.11×10 –8 1.69×10 –7 5.98×10 –6
0.6 3.32×10 –8 2.65×10 –7 9.40×10 –6
0.7 9.20×10 –8 7.36×10 –7 2.61×10 –5
0.8 3.73×10 –7 2.98×10 –6 1.06×10 –4
0.9 2.29×10 –6 1.83×10 –5 6.47×10 –4

J. Cent. South Univ. (2013) 20: 615−621 619
residue has not volatilized when the temperature increases to 1 273 K. Nearly all the Pb and Bi have volatilized after vacuum distillation at 1 373 K. But the influence of temperature on mass fractions of Sb in residue is not obvious. Though content of Sb in residue maintains at around 37%, volatilization rate of Sb could reach 90% with the volatilization of the great majority of alloy. A comparison shows that a higher temperature is more efficient for Pb and Bi removal than that of Sb and As. However, if the distillation temperature is too high, Ag will evaporate largely and the concentration efficiency will get worse.
Fig. 4 Effect of temperature on mass fractions of elements in residue
4.2 Effect of heat preservation time In these experiments, a chamber pressure between
10 Pa to 25 Pa was maintained. The feeding materials were heated for 30, 45, 60, 90 and 120 min at 1 223 K, respectively. Effect of heat preservation time on mass fraction of element in the residue is shown in Fig. 5. According to Fig. 5, the mass fractions of Ag and Cu in
Fig. 5 Effect of heat preservation time on mass fractions of element in residue
residue increase and mass fraction of Sb decreases with the increase of heat preservation time, while the distillation temperature is maintained at 1 223 K. Both mass fractions of Pb and Bi in the residue are close to zero when heat preservation time is more than 45 min. Mass fraction of every element in the residue is almost unchanged when the heat preservation time is over 60 min. Ag concentration rate can be used to compare the effect of preconcentration of Ag at different heat preservation time. It can be computed as
r Ag
o
(Ag) 3.6
w m m
µ ⋅
= (8)
where µAg is the Ag concentration rate, w(Ag) is the content of Ag in the residue after distillation, mo and mr
are masses of feeding material and the residue, respectively. The result of µAg is listed in Table. 5.
Table 5 Effect of heat preservation time on Ag concentration rate and Ag content in residual alloy (%)
Type 30 min 45 min 60 min 90 min 120 min µAg 99.53 99.54 99.37 99.29 99.28
Ag mass fraction in residual alloy/%
21.65 27.94 28.3 26.48 26.73
As listed in Table 5, Ag concentration rate is more than 99.28%, while the heat preservation time range is 30–120 min at 1 223 K. It decreases with an increase of heat preservation time. Ag mass fraction in residual alloy increases from 21.65% to 27.94% when heat preservation time is 30–60 min. But the mass fraction of Ag in the residue decreases because of the volatilization of a small amount of Ag when the time is more than 60 min, Consequently, the appropriate heat preservation time should be 45–60 min at 1 223 K.
4.3 Effect of material thickness To investigate the interplay of each element in
feeding material, the experiments were carried out at 1 223 K with different feeding material amounts for 45 min. The mass fractions of elements in the residue after distillation are summarized in Fig. 6.
As it can be seen, the mass fractions of Ag and Cu decrease with the increase of material thickness. Almost all of Bi and Pb evaporate into vapor phase. The mass fractions of Bi and Pb in the residue decrease to less than 0.2% while material thickness is less than 2.07 cm. But with the volatility of Pb and Bi decreasing, while the material thickness is more than 2.76 cm, mass fractions of Bi and Pb in the residue increase to 2.52% and 17.56%, respectively. Thus, the separation efficiencies of Pb and Bi decrease with the increase of material thickness. This is the main reason why the mass fractions of Ag and Cu in the residue decrease.

J. Cent. South Univ. (2013) 20: 615−621 620
Fig. 6 Effect of material thickness on mass fractions of element in residue
However, the Sb mass fractions in the residue almost do not change by the increase of material thickness. On one hand, it is known from the phase diagrams of CuSb system that lots of intermetallic compound phases could be formed with the increase of distillation temperature [14]. If Sb atom fraction is 15%–35%, intermetallic compound phases, such as Cu10Sb3, Cu3Sb, and Cu2Sb, can be found in phase diagrams of CuSb system [15]. The mass fraction of Cu in the residue increases with the evaporation of As, Sb, Bi and Pb compared with that of feeding material. It is favorable to the formation of intermetallic compound phases. The atomic interactions between Sb and Cu are strengthened with the formation of intermetallic compound phases. Thus, the Sb in the residue is hard to evaporate thoroughly at such a distillation temperature. On the other hand, Ag and Sb can form intermetallic compound phases too, which causes the incomplete evaporation of Sb.
Xray diffraction was conducted to identify phases in the residue which was obtained after vacuum distillation at 1 223 K for 45 min. The diffraction pattern is shown in Fig. 7.
Fig. 7 XRD patterns of residue after vacuum distillation
Just as shown in Fig. 7, it is evident that the residual alloy contains simple Ag, Cu2Sb, Cu10Sb3 and Ag3Sb. The experimental result is consistent with the analysis of phase diagrams, which indicates that the Sb would not disappear completely during the vacuum distillation and it will remain in the residue to form intermetallic compound phases. Ag can be recovered from the residue after purification processes, such as electrolytic refining process and rotary oxidizing refining process.
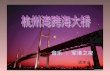
4.4 Analysis of condensate Figure 8 shows the XRD pattern of the condensate
which was obtained in the process of vacuum distillation at 1 223 K for 45 min. It proves that the Pb, Sb and Bi in condensate exist in the state of simple substance.
Fig. 8 XRD patterns of condensate after vacuum distillation
Figure 9 shows the SEM and EDS images of condensates which were obtained from the inner surface of condenser. Condensate has a columnar crystal structure. As shown in the EDS images, it is obvious that the mass fractions of As, Sb, Pb and Bi in condensates are 8.07%, 73.3%, 15.09% and 2.05% respectively. This
Fig. 9 SEM and EDS images of condensate

J. Cent. South Univ. (2013) 20: 615−621 621
indicates that Ag is not detected in the condensates, which is consistent with the thermodynamic calculation analysis of vapor–liquid equilibrium.
5 Conclusions
1) It is feasible to concentrate Ag with lead anode slime by vacuum distillation. Mass fraction of Ag can be easily enriched in the residue from 3.6% to 27.8% when the distillation temperature is between 1 133 K and 1 373 K.
2) Almost all of Pb and Bi can evaporate into vapor phase at 1 223 K when the heat preservation time is more than 45 min. Most of As and Sb can be separated with Ag at 1 133–1 273 K. But, Sb could not evaporate completely during the vacuum distillation and it would remain in the residue to form intermetallic compound of Cu2Sb, Cu10Sb3 and Ag3Sb with copper and Ag.
3) The condensate has a columnar crystal structure. Ag is not detected in the condensate. Pb, Sb and Bi in condensate exist in the state of simple substance.
References
[1] XIE Zhaofeng, ANG Tianzu, LIU Weifeng, HUANG Zhengao.
Study on smelting of jamesonite without pollution [J]. Mining and
Metallurgical Engineering, 2009, 29(4): 80–84. (in Chinese)
[2] CHEN Jianhua, LI Yuqiong, LONG Qiurong, WEI Zongwu,
CHEN Ye. Improving the selective flotation of jamesonite using
tannin extract [J]. International Journal of Mineral Processing, 2011,
4(10): 20–23.
[3] HE Qixian, LU Xizheng. Production technology of lead and
antimony metallurgy [M]. Beijing: Metallurgy Industry Press, 2005:
12−13. (in Chinese)
[4] CHEN Jinzhong, CAO Huazhen, ZHENG Guoqu, ZHI Bo, YANG
Tianzu. Novel technology for preparation of SbCl5 from lead anode
slime with high antimony and low silver content [J]. The Chinese
Journal of Nonferrous Metals, 2008, 18(11): 2094–2099. (in
Chinese)
[5] CAO Huazhen, CHEN Jinzhong, YUAN Haijun, ZHENG Guoqu.
Preparation of pure SbCl3 from lead anode slime bearing high
antimony and low silver [J]. Transactions of Nonferrous Metals
Society of China, 2010, 20(3): 2397–2403.
[6] QIU Keqiang, WU Qian, ZHAN Zhihua. Vacuum pyrolysis
characteristics of waste printed circuit boards epoxy resin and
analysis of liquid products [J]. Journal of Central South University:
Science and Technology, 2009, 40(5): 1209–1215. (in Chinese)
[7] ZHAN Lu, QIU Zhiliang, XU Zhenming. Separating zinc from
copper and zinc mixed particles using vacuum sublimation [J].
Separation and Purification Technology, 2009, 68(3): 397–402.
[8] Jia Guobin, Liu Yuanyuan, Yang Bin, Liu Dachun. Molecular
dynamics simulation on thermodynamic properties of PbAg alloys
[J]. Rare Metals, 2010, 29(3): 323−327
[9] ALI S T, PRASAD D S, MUNIRATHNAM N R, PRAKASH T L.
Purification of tellurium by singlerun multiple vacuum distillation
technique [J]. Separation and Purification Technology, 2005, 43(3):
263–267.
[10] ZHENG Songsheng, CHEN Wenhui, CAI Jing, LI Jintang, CHEN
Chao, LUO Xuetao. Mass transfer of phosphorus in silicon metals
under vacuum induction refining [J]. Metallurgical and Materials
Transactions B, 2010, 41(6): 1268–1273.
[11] DAI Yongnian, YANG Bin. Vacuum metallurgy of nonferrous metal
materials [M]. Beijing, Metallurgical industry Press, 2000: 45−62. (in
Chinese)
[12] MA Wenhui, WEI Kuixian, YANG Bin, LIU Dachun, DAI
Yongnian. Vacuum distillation refining of metallurgical grade silicon
(II)—Kinetics on removal of phosphorus from metallurgical grade
silicon [J]. Transactions of Nonferrous Metals Society of China, 2007,
17(2): 1026–1031
[13] DAI Yongnian, YANG Bin, MA Wenhui, CHEN Weiliang.
Advances on vacuum metallurgy of nonferrous metals [J]. Vacuum,
2004, 41(3): 5–8. (in Chinese)
[14] YAO Wenjing, BAO Wei. Nucleation and growth of βCu3Sb
intermetallic compound in undercooled Cu31%Sb eutectic alloy [J].
Journal of Alloys and Compounds, 2004, 366(1/2): 165–170.
[15] WOJCIECH G, DOMINIKA J H. Thermodynamic description of the
CuSb binary system [J]. Journal of Alloys and Compounds, 2009,
484(1/2): 172–176.
(Edited by DENG Lüxiang)