Embed Size (px)
Citation preview

Productos
SOLDAR CONARCO#134|2011
SOLUCIONES GLOBALES PARA CLIENTES LOCALES, EN TODO LUGAR
Comparación Técnica en la Soldadura de
componentes para la Industria Automotriz
Comparación Técnica en la Soldadura de
componentes para la Industria Automotriz
Soldadura en Sistemas de Escapes
de Automóviles
Soldadura en Sistemas de Escapes
de Automóviles
Aplicación de ensayos de
fisuración en frío
Aplicación de ensayos de
fisuración en frío

Nº 134 2011 3
Editorial
Estimados Clientes, Colegas y Seguidores del nuestro Boletín Soldar,
Publicación institucional de CONARCO Alambres y Soldadura S.A.
Director Fernando A. Vidal
Coordinador General Eduardo Asta
Coordinadora de Marketing Valeria Mompo
Colaboradores Leandro Bombaci Hernán Ghibaudo M. Zalazar Eduardo Radici Hernán Maria Ghibaudo
Dario Gaston Jorge
Producción Diagramación Capita Jessica
Impresión Talleres Gráficos Universal S.R.L.
Fotografía
Archivo ESAB
SOLDAR CONARCO#134|2011
En este, nuestro boletín técnico n° 134 y acompañando las tendencias del creciente mercado industrial Argentino, seguimos como desde nuestro comienzos, desarrollando casos técnicos los cuales surgen del trabajo conjunto con nuestros clientes, a partir de la búsqueda de atender las necesidades de nuestros socios, “ Nuestros clientes”. También siempre contamos con casos que surgen de la investigación universitaria, lo cual nos enorgullece.Atendiendo a nuestra visión “ Ser líderes globales, autoridad en soldadura y corte y el socio preferido de nuestros clientes”, es que permanentemente enfocamos nuestros trabajos en buscar soluciones para nuestros clientes, que generen mayor productividad en sus procesos, mayor calidad en sus trabajos y que aumente la confiabilidad de los productos que fabrican.Específicamente en este boletín nos hemos enfocado principalmente en el vigoroso segmento automotriz, y también en el segmento de transporte para el cual también entendemos surgirán grandes oportunidades a futuro.Esperamos este material les sea de utilidad, para aprender, para compartir, para debatir sobre las soluciones, y por sobre toda las cosas para acercar-nos un poco más en la búsqueda de construir relaciones más cercanas a las sociedad.
Atte.
Ing. Fernando Vidal
Nº 134 20114
índice
página 3 EDITORIAL
APLICACIÓN DE ENSAYOS DE FISURACIÓN EN FRÍO para determinar la temperatura de precalentamiento en aceros de alta resistencia página 5
COMPARACION TÉCNICA EN LA SOLDADURA DE COMPONENTES para la industria Automotriz mediante los procesos GMAW Y MCAW página 12
SOLDADURA EN SISTEMAS DE ESCAPES DE AUTOMÓVILEScon proceso mig – mag aristo super pulse™ página 17
ESTUDIO DE LA REPARACION Y RECONSTRUCCIONde rieles ferroviarios mediante proceso de soldadura FCAW-G página 30
página 5
página 12
página 17
Nº 134 2011 5
Resumen
La determinación de la tempe-ratura de precalentamiento previo a la soldadura puede
realizarse a través de métodos analíticos que aplican fórmulas, gráficos y tablas en función de la composición química del metal base (evaluada a través de distintas ecuaciones), el aporte térmico, los espesores involu-crados, el grado de restricción de la junta y el nivel de hidrógeno difusible en el metal de aporte y/o proceso de soldadura. La mayoría de estos métodos han sido desa-rrollados para el problema de fisu-ración en la zona afectada por calor de la soldadura (ZAC).
Se ha encontrado, principalmente en la soldadura de aceros de alta resistencia y baja aleación, que los métodos predictivos no siem-pre garantizan una soldadura libre de fisuras para el metal de soldadura.
En consecuencia en estos casos deberá recurrirse a un análisis experimental mediante ensayos de fisuración en frío siendo los mas utilizados los ensayos Tekken, WIC (Welding Institute of Canadá), CTS (Controlled Termal Severity), G-BOP (Gapped Bead on Plate) y
BBT (Bead Bend Test), los cuales permiten establecer la temperatura de precalentamiento para una con-dición sin fisura.
En algunos casos estos ensayos están normalizados y tienen un diseño de junta con un nivel de res-tricción establecido, mientras que en otros casos han sido acepta-dos por el Instituto Internacional de Soldadura (IIW). Algunos de ellos consideran una sola pasada de sol-dadura y generan abundante dis-cusión en cuanto al tipo de fisuras producidas, principalmente cuando la misma se encuentra en el metal de soldadura.
En este trabajo se presentan los resultados obtenidos en ensa-yos de fisuración en frío realiza-dos en aceros de alta resistencia, soldados con distintos proceso de soldadura por arco eléctrico. Se utilizan dos tipos de ensayos, Tekken (normalizado por JIS) y el ensayo BBP (indicado en un docu-mento del IIW).
El trabajo permitió establecer las temperaturas de precalentamiento que eviten la aparición de fisuras y correlacionar los resultados obtenidos con los distintos méto-dos disponibles para determinar la misma.
APLICACIÓN DE ENSAYOS DE FISURACIÓN EN FRÍOpara determinar la temperatura de
precalentamiento en aceros de alta resistenciaM. Zalazar (1) y E. P. Asta (2)(1) Dpto. Mecánica Aplicada, Facultad de Ingeniería, Univ. Nacional del Comahue, Buenos Aires 1400, 8300 Neuquén, ARGENTINA.(2) Univ. Tecnológica Nacional- FRH - Dpto. Técnico ESAB-CONARCO/ Calle 18 N° 4079, (CP 1672), Villa Lynch, Buenos Aires, ARGENTINA.E-mail (autor de contacto): [email protected]
Nº 134 20116
IntroducciónLa temperatura de precalentamiento es la mínima temperatura que debe ser alcanzada en todo el espesor y en una zona suficientemente ancha a ambos lados de la junta del mate-rial base antes de que comience el proceso de soldadura y que normal-mente debe mantenerse entre las diversas pasadas, en caso de solda-dura de pasadas múltiples. Se aplica localmente por resistencia eléctrica o llama de gas y tiene como princi-pal función disminuir la velocidad de enfriamiento del conjunto soldado.
La temperatura de precalentamiento debe ser balanceada con el calor aportado durante la operación de sol-dadura, de acuerdo al tipo de acero y en función de las propiedades reque-ridas para la junta. Esta modifica la velocidad de enfriamiento con lo que permite obtener microestructuras en la ZAC y en el metal de soldadura de menor dureza; incrementa la veloci-dad de difusión del hidrogeno y tiene además un efecto secundario que es el de reducir las tensiones residuales disminuyendo los gradientes térmi-cos asociados a la soldadura.
En general, la temperatura de pre-calentamiento que es requerida en soldadura de multipasadas es menor que para soldadura de simple pasada. En soldadura de multipasa-das el calor de la segunda pasada disminuye la dureza de la ZAC que generó la primera pasada y acelera la migración de hidrógeno. Esto reduce notablemente la posibilidad de fisuración en frío en aceros solda-dos. La pasada en caliente realizada inmediatamente luego de la pasada de raíz es muy efectiva para prevenir la fisuración en frío, dado que puede reducir la concentración de hidró-geno en aproximadamente un 30 a 40% comparando con los casos de pasada de raíz solamente. Aquella hace que la temperatura de precalen-tamiento necesaria se pueda dismi-nuir en 30 a 50 ºC aproximadamente.
En la práctica generalmente, las temperaturas de precalentamiento pueden variar desde temperatura ambiente hasta los 450 ºC; en casos específicos puede ser aún mayor. Hay que evitar todo precalentamiento innecesario, ya que consume tiempo y energía. Las temperaturas de pre-calentamiento excesivas no justifican el costo y podrían degradar las pro-piedades y la calidad de la unión. La incomodidad del soldador aumenta si el precalentamiento es muy alto, y la calidad del trabajo tiende a ser menor.
Existen métodos analíticos y experi-mentales para determinar la tempe-ratura de precalentamiento. Dentro de los métodos analíticos se encuentran los desarrollados por distintos investigadores [1] y la tem-peratura que indican códigos y nor-mas de construcciones soldadas.
Dentro de los experimentales se encuentras ensayos de fisuración en frío [2]. En este trabajo presenta-mos resultados obtenidos mediante la determinación de la temperatura de precalentamiento utilizando cua-tro métodos analíticos recomen-dados por documentos del IIW [3], dos métodos experimentales y los resultados dados por códigos de construcción.
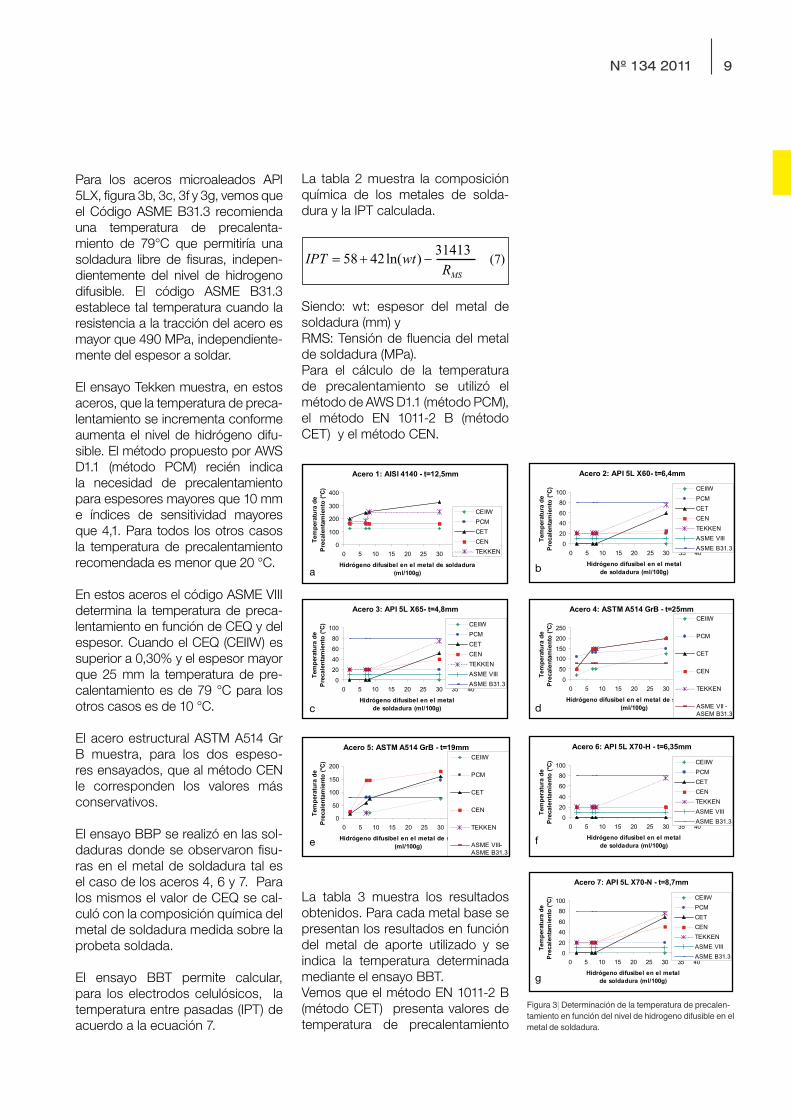
Procedimiento experimentalSe realizan dos ensayos de fisuración en frío: El ensayo de Tekken también denominado “Y groove” y el ensayo “bead bend test” (BBT).El ensayo de Tekken, [4] consiste en preparar una junta de soldadura y realizar sobre la misma una pasada simple de soldadura a la temperatura de precalentamiento seleccionada y verificar la presencia de fisuras, la restricción se logra soldando los extremos de la probeta preparada, la figura 1 muestra la misma. El ensayo BBT se realiza de acuerdo al procedimiento propuesto por el docu-mento del Instituto Internacional de

Nº 134 2011 7
Soldadura [5] se realiza una solda-dura de penetración completa con el diseño de junta y temperatura de precalentamiento a elección, la restricción se logra sujetando exter-namente la probeta preparada. En este ensayo se obtienen probetas transversales y una longitudinal del metal de soldadura que se somete a un ensayo de plegado. Es por ello que el mismo se emplea cuando se necesita evaluar la resistencia a la fisuración del metal de soldadura, la figura 2 muestra el mismo.Los métodos analíticos utilizados fueron: Los método A y B de la EN101-2 [6], el método de control de hidrogeno del código AWS D1.1 [7] y el método denominado CEN [8].
El método A de la EN 1011-2 tiene su origen en la norma BS 5135 y predice la necesidad de precalen-tamiento seleccionando un gráfico que relaciona el carbono equivalente (CEQ) del acero determinado por la ecuación dada por el IIW (CEIIW – ecuación 1), el nivel de hidrogeno difusible y los espesores involucra-dos en la unión.
En el método del control de hidro-geno del AWS D1.1 el efecto de la composición química se determina mediante un parámetro denomi-nado PCM, ecuación 2, con el cual
se determina un índice de sensibi-lidad (SI, ecuación 3), que permite mediante el uso de tablas determi-nar la temperatura de precalenta-miento. Este método no considera la influencia del aporte térmico.
El método B de la EN 1011-2 pre-dice la temperatura de precalen-tamiento mediante una fórmula en función del CET, el espesor, el nivel de hidrógeno en el metal de solda-dura y el aporte térmico, ecuaciones 4 y 5.
El método CEN fue resultado de datos experimentales y ensayos de fisuración en frío y permite hacer correcciones del valor de CEN, ecuación 6, en función del nivel de hidrogeno difusible y del aporte térmico.
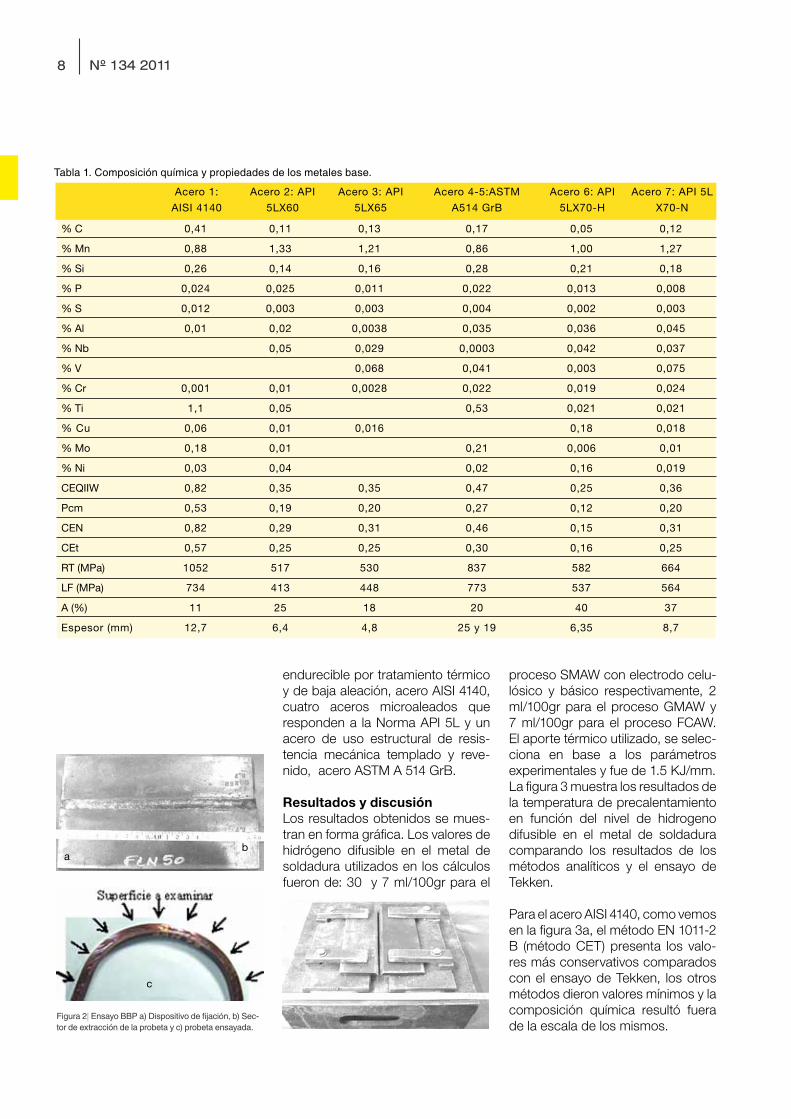
Se utilizarán las tablas dadas por los códigos: ASME B31.3 [9] para la construcción de cañerías de planta y ASME VIII [10] para recipientes a presión. Material analizadoLa tabla 1 muestra la composición química, propiedades mecánicas, espesores y valores de CEQ de los materiales a ensayar.Se elijen distintas familias de acero, un acero para construcciones metálicas
Figura 1| Esquema de la probeta utilizada y vista de la misma (escala mm) ensayo de Tekken.
Siendo: HD: Nivel de hidrogeno difusible en el metal de soldadura (ml/100gr).d: Espesor (mm). Q: Aporte térmico (KJ/mm)
200
60 80 60
A
A’
B
B’
Soldadura ensayo
A - A´60°
1 21 2
g
B - B´
Nº 134 20118
endurecible por tratamiento térmico y de baja aleación, acero AISI 4140, cuatro aceros microaleados que responden a la Norma API 5L y un acero de uso estructural de resis-tencia mecánica templado y reve-nido, acero ASTM A 514 GrB.
Resultados y discusiónLos resultados obtenidos se mues-tran en forma gráfica. Los valores de hidrógeno difusible en el metal de soldadura utilizados en los cálculos fueron de: 30 y 7 ml/100gr para el
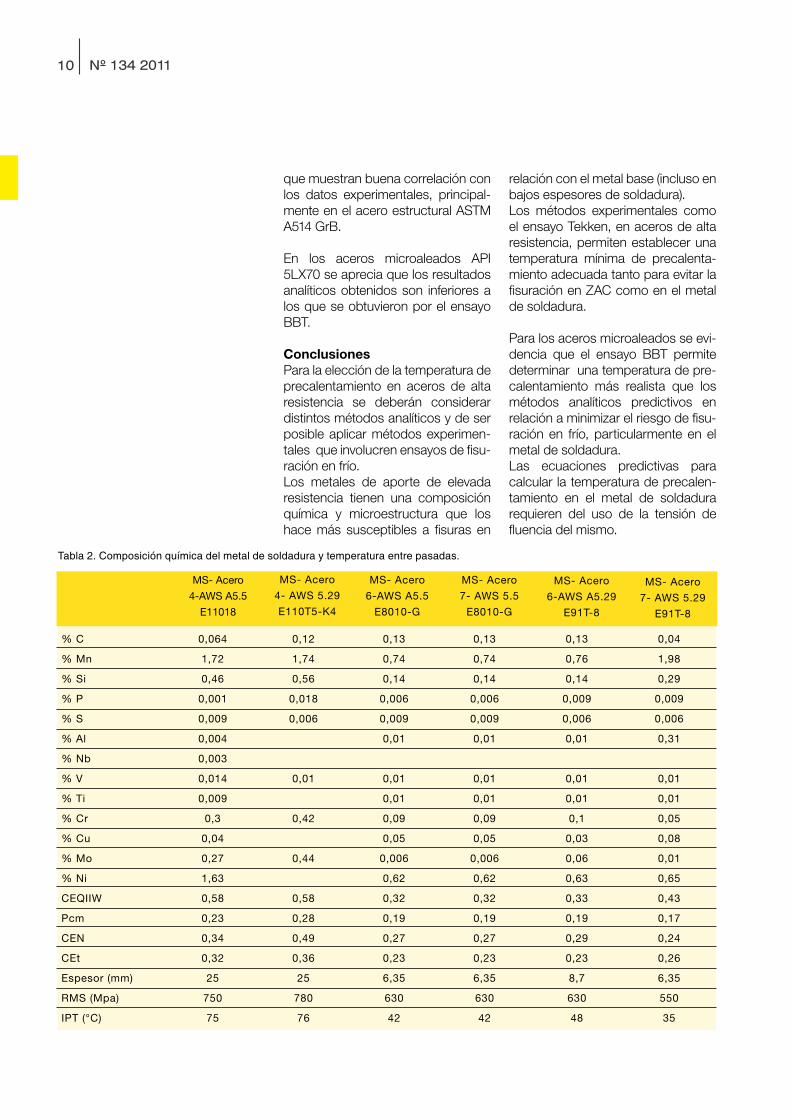
proceso SMAW con electrodo celu-lósico y básico respectivamente, 2 ml/100gr para el proceso GMAW y 7 ml/100gr para el proceso FCAW. El aporte térmico utilizado, se selec-ciona en base a los parámetros experimentales y fue de 1.5 KJ/mm.La figura 3 muestra los resultados de la temperatura de precalentamiento en función del nivel de hidrogeno difusible en el metal de soldadura comparando los resultados de los métodos analíticos y el ensayo de Tekken.
Para el acero AISI 4140, como vemos en la figura 3a, el método EN 1011-2 B (método CET) presenta los valo-res más conservativos comparados con el ensayo de Tekken, los otros métodos dieron valores mínimos y la composición química resultó fuera de la escala de los mismos.
% C
% Mn
% Si
% P
% S
% Al
% Nb
% V
% Cr
% Ti
% Cu
% Mo
% Ni
CEQIIW
Pcm
CEN
CEt
RT (MPa)
LF (MPa)
A (%)
Espesor (mm)
Acero 1:
AISI 4140
Acero 2: API
5LX60
Acero 3: API
5LX65
0,13
1,21
0,16
0,011
0,003
0,0038
0,029
0,068
0,0028
0,016
0,35
0,20
0,31
0,25
530
448
18
4,8
Acero 4-5:ASTM
A514 GrB
0,17
0,86
0,28
0,022
0,004
0,035
0,0003
0,041
0,022
0,53
0,21
0,02
0,47
0,27
0,46
0,30
837
773
20
25 y 19
Acero 6: API
5LX70-H
0,05
1,00
0,21
0,013
0,002
0,036
0,042
0,003
0,019
0,021
0,18
0,006
0,16
0,25
0,12
0,15
0,16
582
537
40
6,35
Acero 7: API 5L
X70-N
0,12
1,27
0,18
0,008
0,003
0,045
0,037
0,075
0,024
0,021
0,018
0,01
0,019
0,36
0,20
0,31
0,25
664
564
37
8,7
0,41
0,88
0,26
0,024
0,012
0,01
0,001
1,1
0,06
0,18
0,03
0,82
0,53
0,82
0,57
1052
734
11
12,7
0,11
1,33
0,14
0,025
0,003
0,02
0,05
0,01
0,05
0,01
0,01
0,04
0,35
0,19
0,29
0,25
517
413
25
6,4
Tabla 1. Composición química y propiedades de los metales base.
Figura 2| Ensayo BBP a) Dispositivo de fijación, b) Sec-tor de extracción de la probeta y c) probeta ensayada.
ab
c
Nº 134 2011 9
Para los aceros microaleados API 5LX, figura 3b, 3c, 3f y 3g, vemos que el Código ASME B31.3 recomienda una temperatura de precalenta-miento de 79°C que permitiría una soldadura libre de fisuras, indepen-dientemente del nivel de hidrogeno difusible. El código ASME B31.3 establece tal temperatura cuando la resistencia a la tracción del acero es mayor que 490 MPa, independiente-mente del espesor a soldar.
El ensayo Tekken muestra, en estos aceros, que la temperatura de preca-lentamiento se incrementa conforme aumenta el nivel de hidrógeno difu-sible. El método propuesto por AWS D1.1 (método PCM) recién indica la necesidad de precalentamiento para espesores mayores que 10 mm e índices de sensitividad mayores que 4,1. Para todos los otros casos la temperatura de precalentamiento recomendada es menor que 20 °C.
En estos aceros el código ASME VIII determina la temperatura de preca-lentamiento en función de CEQ y del espesor. Cuando el CEQ (CEIIW) es superior a 0,30% y el espesor mayor que 25 mm la temperatura de pre-calentamiento es de 79 °C para los otros casos es de 10 °C.
El acero estructural ASTM A514 Gr B muestra, para los dos espeso-res ensayados, que al método CEN le corresponden los valores más conservativos.
El ensayo BBP se realizó en las sol-daduras donde se observaron fisu-ras en el metal de soldadura tal es el caso de los aceros 4, 6 y 7. Para los mismos el valor de CEQ se cal-culó con la composición química del metal de soldadura medida sobre la probeta soldada.
El ensayo BBT permite calcular, para los electrodos celulósicos, la temperatura entre pasadas (IPT) de acuerdo a la ecuación 7.
La tabla 2 muestra la composición química de los metales de solda-dura y la IPT calculada.
Siendo: wt: espesor del metal de soldadura (mm) y RMS: Tensión de fluencia del metal de soldadura (MPa).Para el cálculo de la temperatura de precalentamiento se utilizó el método de AWS D1.1 (método PCM), el método EN 1011-2 B (método CET) y el método CEN.
La tabla 3 muestra los resultados obtenidos. Para cada metal base se presentan los resultados en función del metal de aporte utilizado y se indica la temperatura determinada mediante el ensayo BBT.Vemos que el método EN 1011-2 B (método CET) presenta valores de temperatura de precalentamiento
Figura 3| Determinación de la temperatura de precalen-tamiento en función del nivel de hidrogeno difusible en el metal de soldadura.
Acero 1: AISI 4140 - t=12,5mm
0
100
200
300
400
0 5 10 15 20 25 30 35 40
Hidrógeno difusibel en el metal de soldadura (ml/100g)
Tem
pera
tura
de
Prec
alen
tam
ient
o (°C
)
CEIIWPCMCETCENTEKKEN
a
Acero 2: API 5L X60- t=6,4mm
0
20
4060
80
100
0 5 10 15 20 25 30 35 40
Hidrógeno difusibel en el metal de soldadura (ml/100g)
Tem
pera
tura
de
Prec
alen
tam
ient
o (°C
) CEIIWPCMCETCENTEKKENASME VIIIASME B31.3
b
Acero 3: API 5L X65- t=4,8mm
0
20
40
60
80
100
0 5 10 15 20 25 30 35 40
Hidrógeno difusibel en el metal de soldadura (ml/100g)
Tem
pera
tura
de
Prec
alen
tam
ient
o (°C
) CEIIWPCMCETCENTEKKENASME VIIIASME B31.3
c
Acero 4: ASTM A514 GrB - t=25mm
0
50
100150
200
250
0 5 10 15 20 25 30 35 40
Hidrógeno difusibel en el metal de soldadura (ml/100g)
Tem
pera
tura
de
Prec
alen
tam
ient
o (°C
)
CEIIW
PCM
CET
CEN
TEKKEN
ASME VII -ASEM B31.3
d
Acero 5: ASTM A514 GrB - t=19mm
0
50
100
150
200
0 5 10 15 20 25 30 35 40
Hidrógeno difusibel en el metal de soldadura (ml/100g)
Tem
pera
tura
de
Prec
alen
tam
ient
o (°C
) CEIIW
PCM
CET
CEN
TEKKEN
ASME VIII-ASME B31.3
e
Acero 6: API 5L X70-H - t=6,35mm
0
20
40
60
80
100
0 5 10 15 20 25 30 35 40
Hidrógeno difusibel en el metal de soldadura (ml/100g)
Tem
pera
tura
de
Prec
alen
tam
ient
o (°C
) CEIIWPCMCETCENTEKKENASME VIIIASME B31.3
f
Acero 7: API 5L X70-N - t=8,7mm
0
20
40
60
80
100
0 5 10 15 20 25 30 35 40
Hidrógeno difusibel en el metal de soldadura (ml/100g)
Tem
pera
tura
de
Prec
alen
tam
ient
o (°C
) CEIIWPCMCETCENTEKKENASME VIIIASME B31.3
g
Nº 134 201110
que muestran buena correlación con los datos experimentales, principal-mente en el acero estructural ASTM A514 GrB.
En los aceros microaleados API 5LX70 se aprecia que los resultados analíticos obtenidos son inferiores a los que se obtuvieron por el ensayo BBT.
ConclusionesPara la elección de la temperatura de precalentamiento en aceros de alta resistencia se deberán considerar distintos métodos analíticos y de ser posible aplicar métodos experimen-tales que involucren ensayos de fisu-ración en frío.Los metales de aporte de elevada resistencia tienen una composición química y microestructura que los hace más susceptibles a fisuras en
% C
% Mn
% Si
% P
% S
% Al
% Nb
% V
% Ti
% Cr
% Cu
% Mo
% Ni
CEQIIW
Pcm
CEN
CEt
Espesor (mm)
RMS (Mpa)
IPT (°C)
MS- Acero
4-AWS A5.5
E11018
MS- Acero
4- AWS 5.29
E110T5-K4
MS- Acero
6-AWS A5.5
E8010-G
0,13
0,74
0,14
0,006
0,009
0,01
0,01
0,01
0,09
0,05
0,006
0,62
0,32
0,19
0,27
0,23
6,35
630
42
MS- Acero
7- AWS 5.5
E8010-G
0,13
0,74
0,14
0,006
0,009
0,01
0,01
0,01
0,09
0,05
0,006
0,62
0,32
0,19
0,27
0,23
6,35
630
42
MS- Acero
6-AWS A5.29
E91T-8
0,13
0,76
0,14
0,009
0,006
0,01
0,01
0,01
0,1
0,03
0,06
0,63
0,33
0,19
0,29
0,23
8,7
630
48
MS- Acero
7- AWS 5.29
E91T-8
0,04
1,98
0,29
0,009
0,006
0,31
0,01
0,01
0,05
0,08
0,01
0,65
0,43
0,17
0,24
0,26
6,35
550
35
0,064
1,72
0,46
0,001
0,009
0,004
0,003
0,014
0,009
0,3
0,04
0,27
1,63
0,58
0,23
0,34
0,32
25
750
75
0,12
1,74
0,56
0,018
0,006
0,01
0,42
0,44
0,58
0,28
0,49
0,36
25
780
76
Tabla 2. Composición química del metal de soldadura y temperatura entre pasadas.
relación con el metal base (incluso en bajos espesores de soldadura).Los métodos experimentales como el ensayo Tekken, en aceros de alta resistencia, permiten establecer una temperatura mínima de precalenta-miento adecuada tanto para evitar la fisuración en ZAC como en el metal de soldadura.
Para los aceros microaleados se evi-dencia que el ensayo BBT permite determinar una temperatura de pre-calentamiento más realista que los métodos analíticos predictivos en relación a minimizar el riesgo de fisu-ración en frío, particularmente en el metal de soldadura.Las ecuaciones predictivas para calcular la temperatura de precalen-tamiento en el metal de soldadura requieren del uso de la tensión de fluencia del mismo.

Nº 134 2011 11
AWS A 5.5 E11018
TP (°C)
AWS 5.29 E110T5-K4
TP (°C)
AWS A5.5. E8010-G
TP (°C)
AWS A5.29 E91T8
TP (°C)
AWS A5.5. E8010-G
TP (°C)
AWS A5.29 E91T8
TP (°C)
MS- Acero 4- ASTM A 514 GRB
MS- Acero 6- API 5LX70-H
MS- Acero 7- API 5LX70-N
Pcm
0,23
75
0,28
110
Pcm
0,19
20
0,17
20
Pcm
0,19
20
0,20
20
CEN
0,34
25
0,49
125
CEN
0,27
20
0,24
20
CEN
0,29
20
0,29
20
CET
0,32
92
0,36
125
CET
0,23
42
0,26
20
CET
0,23
52
0,30
20
BBP
90
150
BBP
75
25
BBP
100
25
Tabla 3. Resultados obtenidos en la determinación de la temperatura de precalentamiento para el metal de soldadura.
Referencias1.H. Quesada, M. Zalazar – Méto-dos para calcular el precalen-tamiento en uniones soldadas – (2002)- (Cuaderno de Facultad de Ingeniería )2.J. Quesada. “Evaluación de la susceptibilidad a la fisuración en frío en soldaduras de aceros de alta resistencia.”. Universidad Nacional del Comahue, ( 2002) – (Tesis de Maestria)3.N. Yurioka. “Comparision of pre-heat predictive methods” IIW Doc. 2135-04 (paper)4.Method of Y-groove weld crac-king test, JIS Z 3158 (1993). (Norma)5.M. Fiedler, H. Königshofer, J. Fis-cher, G. Posch, W. Berger. Inves-tigation of HAC- susceptibility of multi- layer welds with the “BEAD BEND TEST” Procedure and examples.. Doc. IIW Nº II-1566– 2005 (paper).6.DIN EN 1011-2:2001-05 Im DIN-Anzeiger für technische Regeln 3/2004 wurden folgende Berichti-
gungen veröffentl (Norma)7.AWS D1.1. Structural Welding Code – (2006). (Norma).8.ht tp:/homepage3.n i f t y.com/Yurioka/index.html9.ASME VIII – DIV 1 - Section VIII - Division 1 - Rules for Construc-tion of Pressure Vessels- (2005) – (Norma)10.ASME B 31.3 –“Process Piping” – ( 2006) – (Norma)11.Asta E., Zalazar M., Quesada H. Efecto de la Temperatura de pre-calentamiento en la Soldabilidad de un Acero ASTM A 514 Gr B. Jor-nadas SAM/CONAMET/Simposio Materia, 2003. (Anales Congreso).12.R. Del Negro, M. Zalazar y E. Asta “Caracterización de juntas soldadas en acero de uso estruc-tural de alta resistencia”, Anales Anales SAM/CONAMET, 2009. (artículo en acta de congreso).13.D. Codega. “Análisis de la sol-dabilidad en chapas de aceros API 5LX70 y API 5L X70 HIC” – (2006) - Universidad Nacional del Coma-hue. (Tesis de grado).

Nº 134 201112
Objetivos
D esarrollo de cliente en proceso MCAW para cambio de proceso pro-
ductivo (GMAW). Soldadura de enganche de arrastre para pick-up Amarok de Wolskwagen.
IntroducciónLos procesos de soldadura FCAW y MCAW han sido desarrollados para obtener soldaduras con cali-dad radiográfica con una veloci-dad de deposición de hasta 4,5 kg/h, lo cual comparado con la deposición horaria de cualquier alambre macizo (de hasta 2,0 kg/h) brinda una sustancial ven-taja al disminuir los tiempos de soldadura hasta un 50%.
Otras ventajas de estos procesos es la elevada eficiencia de depo-sición, una alta tolerancia a óxi-dos superficiales y suciedad, alta penetración con buena forma del cordón de soldadura y utilización en toda posición.
Dentro de la familia de los alam-bres tubulares podemos realizar una subdivisión: 1. Alambres tubulares con protec-ción gaseosa2. Alambres tubulares autoprotegidos
3. Alambres tubulares del tipo “Metal cored” (MC)
La diferencia entre estas distintas familias es que el primero utilizada gas de protección, ya sea CO2 puro o mezcla Ar-CO2, el segundo fue diseñado para trabajar sin gas de protección externo ya que genera su propio gas de protec-ción (trabajo en campo donde es difícil trasladar los tubos de gas) y la tercer familia es del tipo con protección externa de gas al igual que la primera familia, pero con el agregado de polvo de hie-rro el cual aumenta la deposición horaria. Por último y muy impor-tante es que los “metal cored” no producen escoria, con lo cual aumentan el factor de operación.
Dentro del segmento automotriz los alambres de soldadura más utilizados son los alambres maci-zos, esto se debe a que los espe-sores de los materiales bases nunca superan los 2 mm y tratar de soldar dichos espesores con proceso FCAW es casi imposible debido a las elevadas corrientes de soldadura utilizadas. Dicho proceso se vuelve muy conve-niente cuando los espesores superan los 3 mm.Hoy en día en Europa [1] algunas
COMPARACION TÉCNICA EN LA SOLDADURA DE COMPONENTES
PARA LA INDUSTRIA AUTOMOTRIZ MEDIANTE LOS PROCESOS GMAW Y MCAW
Ing. Leandro Bombaci | Asistente Técnico ESAB Argentina Ing. Hernán Ghibaudo | Responsable Customer Service, Process Development and Training (Welding School), Process Centre Argentina
Figura 1, 2 y3 | se muestra el enganche de arrastre
Nº 134 2011 13
empresas ligadas a la industria automotriz están empezando a uti-lizar los alambres tubulares MC, los cuales son diseñados con diáme-tros cada vez más pequeños (1,0 y 0,9 mm). La aplicación se limita a celdas robotizadas donde las velo-cidades de soldadura son elevadas y muy bien controladas.
Trabajo de campoEn conjunto con personal de MP Equipamientos se procede a reali-zar pruebas con alambres tubula-res en soldaduras de sistemas de enganche de arrastre. Las soldadu-ras siempre fueron realizadas por proceso GMAW (MIG-MAG), pero debido a especificaciones internas del cliente las nuevas soldadu-ras deben realizarse por proceso GMAW en modo MAG.
Con este cambio se quiere lograr una muy buena penetración ya que el sistema ha ser soldado se consi-dera de seguridad.
En la tabla 1 se muestran los datos del metal base y de las exigencias de la norma.
El cambio de proceso de soldadura GMAW-MAG a MCAW se pre-senta como una ventaja debido a sus diferencias en las velocidades de deposición de metal de solda-dura, arco más suave y reducción de proyecciones; las cuales evitan re-trabajos que elevan los costos
PROBETAS CORRIENTE(A) VOLTAJE (V)
Nº 1 a 5
Nº 6
GAS PROTECCION
230 - 240
200 - 210
25 - 26
21 - 22
80 - 20 AR/CO2
80 - 20 AR/CO2
de producción.Según trabajos realizados por el departamento técnico de ESAB Brasil, se pueden evaluar las dife-rencias de costos y productividad entre un alambre macizo y un alam-bre tubular [2].
Dentro de la familia de alambres tubulares se eligió el proceso MCAW debido a que no deja esco-ria aumentando aún más el factor de operación y disminuyendo los tiempos de limpieza de metal de soldadura (sin escoria).
Mediante el uso de una fuente de poder ESAB (Mig 400t con cabe-zal Aristo feed 304 y torcha PSF 405) se realizaron probetas en filete para poder evaluar la operatividad y penetración del consumible.
Se realizaron seis (6) probetas en total, cinco con alambre tubular y una con alambre macizo. Debe tenerse en cuenta que los solda-dores nunca habían soldado con alambres del tipo MC, por lo cual la técnica de soldadura puede mejo-rar sensiblemente con el tiempo de uso (mayor experiencia) y con capacitación en dicho proceso. Los parámetros utilizados son los indicados en la tabla 2.
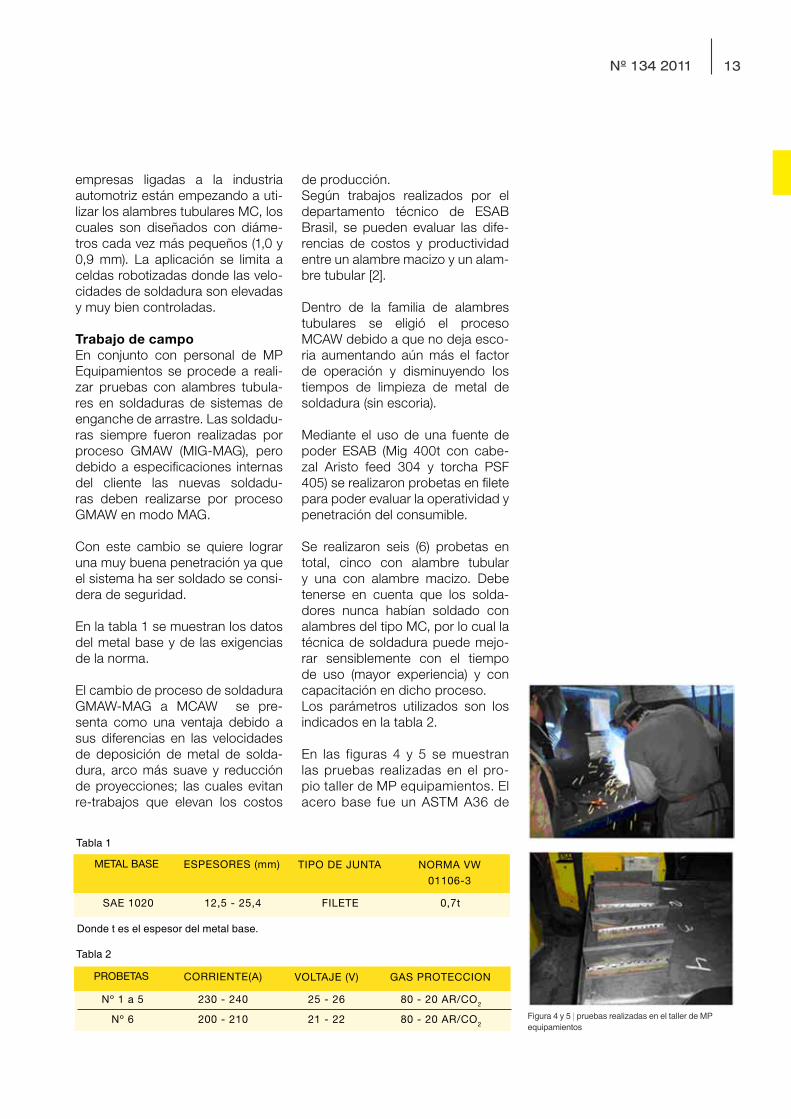
En las figuras 4 y 5 se muestran las pruebas realizadas en el pro-pio taller de MP equipamientos. El acero base fue un ASTM A36 de
Figura 4 y 5 | pruebas realizadas en el taller de MP equipamientos
METAL BASE ESPESORES (mm) TIPO DE JUNTA
SAE 1020
NORMA VW
01106-3
12,5 - 25,4 FILETE 0,7t
Donde t es el espesor del metal base.
Tabla 1
Tabla 2
Nº 134 201114
10 mm de espesor, el mismo fue utilizado sin limpieza previa. Se utilizó Ar-20%CO2 como gas de protección con un caudal de 16 l/min para ambos consumibles.
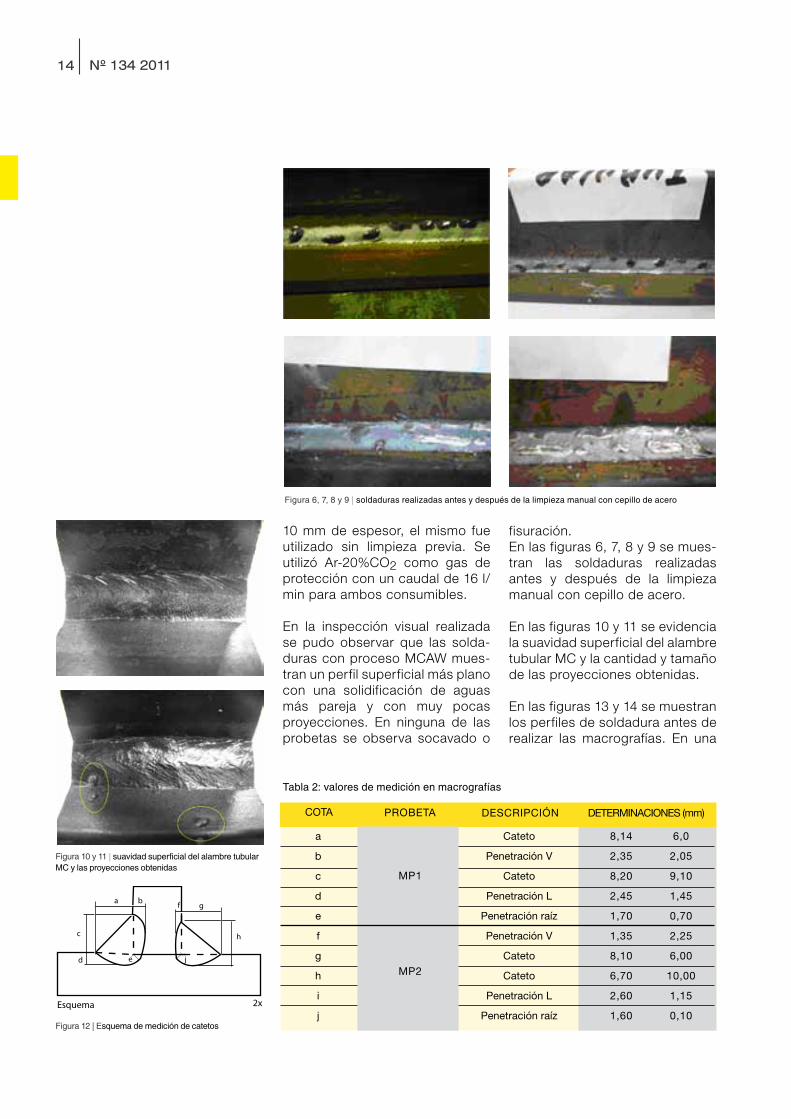
En la inspección visual realizada se pudo observar que las solda-duras con proceso MCAW mues-tran un perfil superficial más plano con una solidificación de aguas más pareja y con muy pocas proyecciones. En ninguna de las probetas se observa socavado o
fisuración.En las figuras 6, 7, 8 y 9 se mues-tran las soldaduras realizadas antes y después de la limpieza manual con cepillo de acero.
En las figuras 10 y 11 se evidencia la suavidad superficial del alambre tubular MC y la cantidad y tamaño de las proyecciones obtenidas.
En las figuras 13 y 14 se muestran los perfiles de soldadura antes de realizar las macrografías. En una
Figura 6, 7, 8 y 9 | soldaduras realizadas antes y después de la limpieza manual con cepillo de acero
Figura 10 y 11 | suavidad superficial del alambre tubular MC y las proyecciones obtenidas
Figura 12 | Esquema de medición de catetos
COTA PROBETA DESCRIPCIÓN
a
b
c
d
e
f
g
h
i
j
DETERMINACIONES (mm)
Cateto
Penetración V
Cateto
Penetración L
Penetración raíz
Penetración V
Cateto
Cateto
Penetración L
Penetración raíz
8,14
2,35
8,20
2,45
1,70
1,35
8,10
6,70
2,60
1,60
6,0
2,05
9,10
1,45
0,70
2,25
6,00
10,00
1,15
0,10
MP1
MP2
Tabla 2: valores de medición en macrografías
a b f g
h
jed
c
Esquema 2x
Nº 134 2011 15
Figura 13 y 14| soldaduras realizadas antes y des-pués de la limpieza manual con cepillo de acero
Figura 15 y 16 | soldaduras realizadas antes y des-pués de la limpieza manual con cepillo de acero
primera inspección visual puede notarse que la soldadura realizada con MC es plana con una relación de catetos más homogénea.
De todas las probetas obteni-das dos de ellas fueron cortadas transversalmente para su estudio macrográfico y medición de los catetos obtenidos [3].
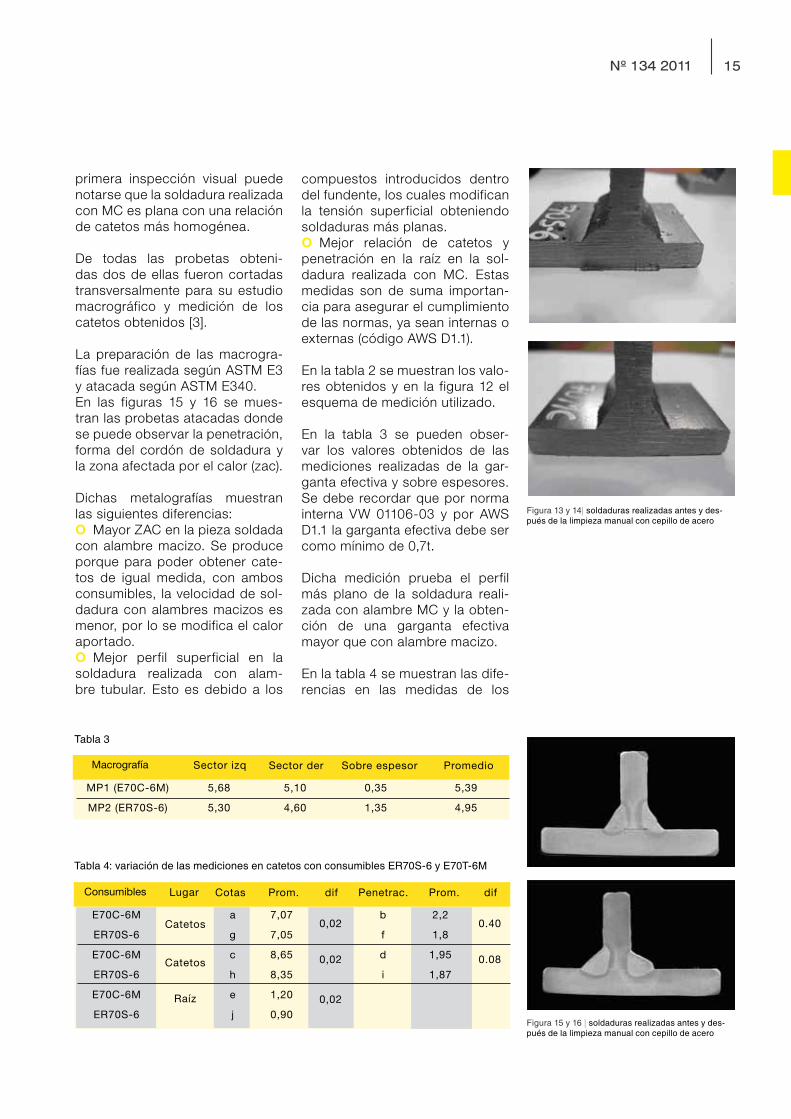
La preparación de las macrogra-fías fue realizada según ASTM E3 y atacada según ASTM E340.En las figuras 15 y 16 se mues-tran las probetas atacadas donde se puede observar la penetración, forma del cordón de soldadura y la zona afectada por el calor (zac).
Dichas metalografías muestran las siguientes diferencias:
O Mayor ZAC en la pieza soldada con alambre macizo. Se produce porque para poder obtener cate-tos de igual medida, con ambos consumibles, la velocidad de sol-dadura con alambres macizos es menor, por lo se modifica el calor aportado.
O Mejor perfil superficial en la soldadura realizada con alam-bre tubular. Esto es debido a los
compuestos introducidos dentro del fundente, los cuales modifican la tensión superficial obteniendo soldaduras más planas.
O Mejor relación de catetos y penetración en la raíz en la sol-dadura realizada con MC. Estas medidas son de suma importan-cia para asegurar el cumplimiento de las normas, ya sean internas o externas (código AWS D1.1).
En la tabla 2 se muestran los valo-res obtenidos y en la figura 12 el esquema de medición utilizado.
En la tabla 3 se pueden obser-var los valores obtenidos de las mediciones realizadas de la gar-ganta efectiva y sobre espesores. Se debe recordar que por norma interna VW 01106-03 y por AWS D1.1 la garganta efectiva debe ser como mínimo de 0,7t.
Dicha medición prueba el perfil más plano de la soldadura reali-zada con alambre MC y la obten-ción de una garganta efectiva mayor que con alambre macizo.
En la tabla 4 se muestran las dife-rencias en las medidas de los
Macrografía Sector izq Sector der
MP1 (E70C-6M)
MP2 (ER70S-6)
Sobre espesor Promedio
5,68
5,30
5,10
4,60
0,35
1,35
5,39
4,95
Tabla 3
Consumibles Lugar Cotas Prom. Prom.Penetrac.
E70C-6M
ER70S-6
E70C-6M
ER70S-6
E70C-6M
ER70S-6
dif
Catetos
Catetos
Raíz
a
g
c
h
e
j
7,07
7,05
8,65
8,35
1,20
0,90
2,2
1,8
1,95
1,87
b
f
d
i
0,02
0,02
0,02
dif
0.40
0.08
Tabla 4: variación de las mediciones en catetos con consumibles ER70S-6 y E70T-6M
Nº 134 201116
valores obtenidos.Según la tabla 4 las diferencias más importantes son:
O 4 mm de diferencia (b y f) en la penetración obtenida en las caras de la junta.
O Importante diferencia en la penetración de raíz y de uno de los catetos.
Todas las diferencias se encuen-tran a favor del alambre tubular.
Debe tenerse en cuenta que de las medidas obtenidas se realizó un promedio el cual reduce las diferencias obtenidas al comparar dos mediciones en la misma pro-beta y de la misma cota. Como ejemplo puede mencionarse la diferencia entre los catetos (punto h) obtenidos con alambre macizo, los cuales tienen una diferencia de más de 3 mm, mientras que para el alambre tubular la diferen-cia es de 2,15 mm máximo.
ObservacionesPor ultimo es importante mencio-nar que para poder cumplir con la mínima garganta (0,7t) debe aumentarse la corriente a valo-res elevados; aumentando de esta forma el calor aportado en la pieza, lo que puede traducirse en deformaciones.
Los alambres del tipo MC pueden ser soldados con arco pulsado, lo cual disminuye el calor aportado disminuyendo las deformaciones. ESAB cuenta con dicha tecnolo-gía en sus fuentes de poder Aris-toMig U5000i con controladores Aristo Pendant U82. Conclusiones
O El alambre tubular MC utilizado es más rápido (32%), con lo cual aumenta la productividad en la fabricación de los componentes.
O Se obtuvieron buenos perfiles de filete, libres de indicaciones y
con buena penetración. O Muy buena terminación de sol-
dadura sin proyecciones, evitando retrabajos posteriores.
O Mayor penetración y mayor espesor de garganta efectiva.
O Para la obtención de catetos de 8 mm se aconseja realizar nue-vas pruebas con alambres tubula-res metal cored de 1,6 mm
Referencias y agradecimientos1. Svetsaren. Vol 64 No 1 2009.2. Comparativos custos e produ-tividade entre arames sólidos e tubulares. João Paulo Andrade. Process Centre Brasil.3. Informe de ensayos 306gj10i del sector ingeniería de la Fundación Latinoamericana de Soldadura.
A los soldadores de MP Equipa-mientos por su excelente predis-posición para realizar todas las pruebas necesarias y al cambio de proceso de producción. A Hora-cio por su esmerada atención y su confianza en este cambio.
Nº 134 2011 17
Introducción al Sistema ARISTO SUPERPULSE™
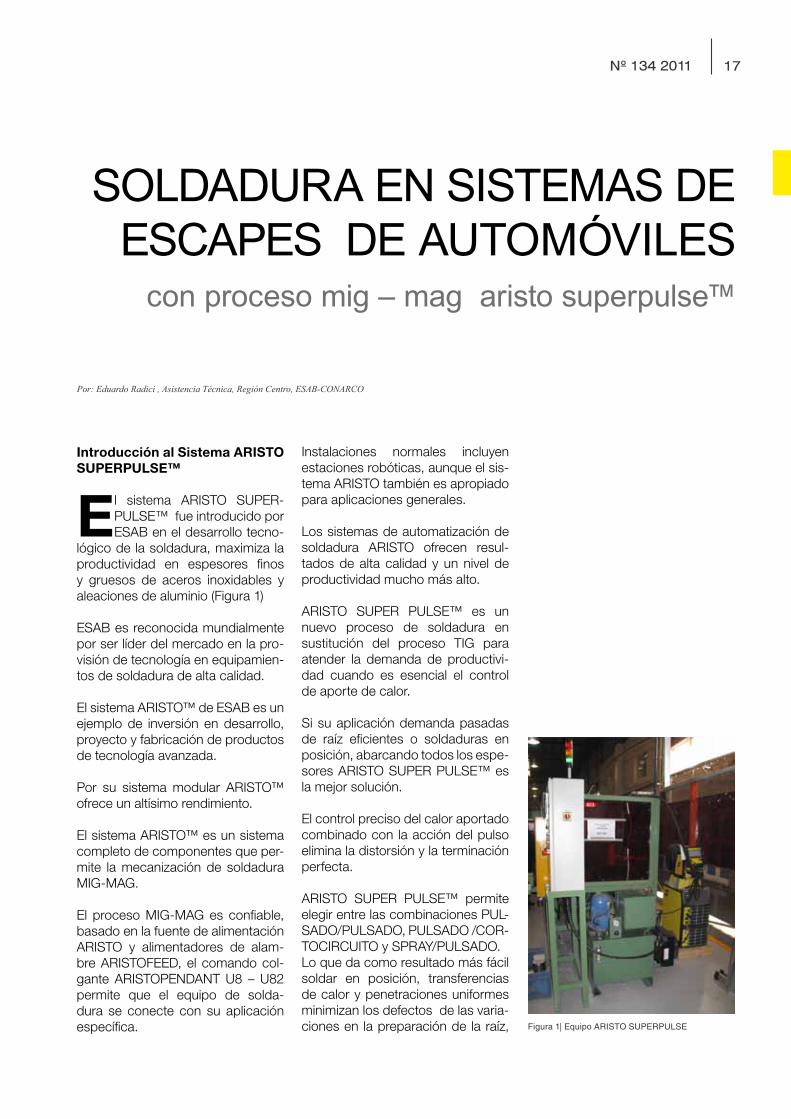
El sistema ARISTO SUPER-PULSE™ fue introducido por ESAB en el desarrollo tecno-
lógico de la soldadura, maximiza la productividad en espesores finos y gruesos de aceros inoxidables y aleaciones de aluminio (Figura 1)
ESAB es reconocida mundialmente por ser líder del mercado en la pro-visión de tecnología en equipamien-tos de soldadura de alta calidad.
El sistema ARISTO™ de ESAB es un ejemplo de inversión en desarrollo, proyecto y fabricación de productos de tecnología avanzada.
Por su sistema modular ARISTO™ ofrece un altísimo rendimiento.
El sistema ARISTO™ es un sistema completo de componentes que per-mite la mecanización de soldadura MIG-MAG.
El proceso MIG-MAG es confiable, basado en la fuente de alimentación ARISTO y alimentadores de alam-bre ARISTOFEED, el comando col-gante ARISTOPENDANT U8 – U82 permite que el equipo de solda-dura se conecte con su aplicación específica.
Instalaciones normales incluyen estaciones robóticas, aunque el sis-tema ARISTO también es apropiado para aplicaciones generales.
Los sistemas de automatización de soldadura ARISTO ofrecen resul-tados de alta calidad y un nivel de productividad mucho más alto.
ARISTO SUPER PULSE™ es un nuevo proceso de soldadura en sustitución del proceso TIG para atender la demanda de productivi-dad cuando es esencial el control de aporte de calor.
Si su aplicación demanda pasadas de raíz eficientes o soldaduras en posición, abarcando todos los espe-sores ARISTO SUPER PULSE™ es la mejor solución.
El control preciso del calor aportado combinado con la acción del pulso elimina la distorsión y la terminación perfecta.
ARISTO SUPER PULSE™ permite elegir entre las combinaciones PUL-SADO/PULSADO, PULSADO /COR-TOCIRCUITO y SPRAY/PULSADO.Lo que da como resultado más fácil soldar en posición, transferencias de calor y penetraciones uniformes minimizan los defectos de las varia-ciones en la preparación de la raíz,
SOLDADURA EN SISTEMAS DE ESCAPES DE AUTOMÓVILES
con proceso mig – mag aristo superpulse™
Por: Eduardo Radici , Asistencia Técnica, Región Centro, ESAB-CONARCO
Figura 1| Equipo ARISTO SUPERPULSE

Nº 134 201118
combinable con sistemas automati-zados y robotizados.Extiende el rango de aplicaciones de los diámetros más grandes de alambre.
Con su fuente de alimentación basada en la tecnología inversora, ofrece un Equipamiento confiable con excelentes características de soldadura, el sistema ARISTO de ESAB es una nueva generación de productos inteligentes de soldadura proyectados para obtener las nece-sidades de un ambiente industrial en constante evolución.
El sistema de comunicación y comando CAN-bus reduce la can-tidad de cables necesarios, lo que aumenta la confiabilidad operativa.Los tableros de comando son fáci-les de entender y operar. En pocas palabras, ellos son parte de una tecnología que permitió la crea-ción de una máquina de alta perfu-mance, altamente fiable y confiable, ofreciendo al usuario una gama de inmejorables opciones.
La posición angular del panel fron-tal tiene ventajas tanto ergonómicas como prácticas.El tablero fue diseñado para poder usarlo sin necesidad de sacarse los guantes.Su superficie aislada, recubierta de siliconas resistente, repela la sucie-dad y fácil de limpiar.
ARISTO PENDANT™ U8 - U82 es la ultima palabra en comunica-ción hombre-máquina y admite un acceso rápido a ambientes sinérgi-cos a todas las opciones del equipo, figura 2.
Un gran número de líneas sinérgi-cas pre-programadas para soldar materiales de diferentes espesores reduce al mínimo la preparación y o testeo en nuevos materiales.Simplemente seleccione en la memoria una línea sinérgica apro-
piada y la velocidad de alimentación de alambre y comience a soldar.
La memoria ofrece también otras funciones y dentro ellas la capaci-dad de almacenar hasta 99 pará-metros de soldadura que pueden ser recuperados siempre que sea necesario.Estos parámetros pueden ser trans-feridos a todas las máquinas equi-padas con ARISTOPENDANT U8 – U82 .
Los datos sinérgicos están disponi-bles para una amplia gama de mate-riales, desde baja aleación hasta las últimas aleaciones desarrolladas. Además es posible crear líneas sinérgicas personalizadas para cualquier combinación de material y de gas de protección.ESAB está constantemente desa-rrollando nuevos datos sinérgicos para combinaciones de materiales y gases de protección y se pueden actualizar en su equipo.
La función Q le permite calcular el calor aportado a fin de cumplir con el procedimiento de soldadura.La estadística de producción es otra característica ofrecidas por la función Q, grabando esa informa-ción como tiempo de arco y uso de consumible.
HOT START RELLENO DE CRA-TER, además de pulsación. ARISTOPENDAT™ cuenta con una gran pantalla auto explicativa en diferentes idiomas.Mediante cables de prolongación permite controlar los parámetros desde el mismo lugar donde se está soldando.Mediante las características MODO RAPIDO se pueden programar hasta 5 funciones de parámetros de soldadura y variar entre ellas rápida-mente con la ayuda de los botones de MODO RAPIDO o con el control remoto.
Figura 2| Aristo Pendant

Nº 134 2011 19
ARISTO PENDANT™ es la última palabra para quienes quieran estar preparados para los futuros desa-fíos en soldadura. Un mecanismo de alimentación con tacómetro en el motor ofrece una alimentación de alambre segura y constante.
ARISTOFEED ofrece utilizar todo los tipos de alambre con dimensiones entre 0,6 mm hasta 1,6 mm con rodillos de arrastre de 30 mm con tracción en los 4 rodillos.Protección del alambre de la sucie-dad y el polvo, para bobinas de 300 mm de diámetroEl proceso MIG-MAG con ARISTO SUPER PULSO™ le permite elegir entre cuatro métodos de soldadura seleccionados TIPOS DE ARCO: CORTOCIRCUITO - ARCO PUL-SADO - SUPER PULSE o Q SET, figura 3.
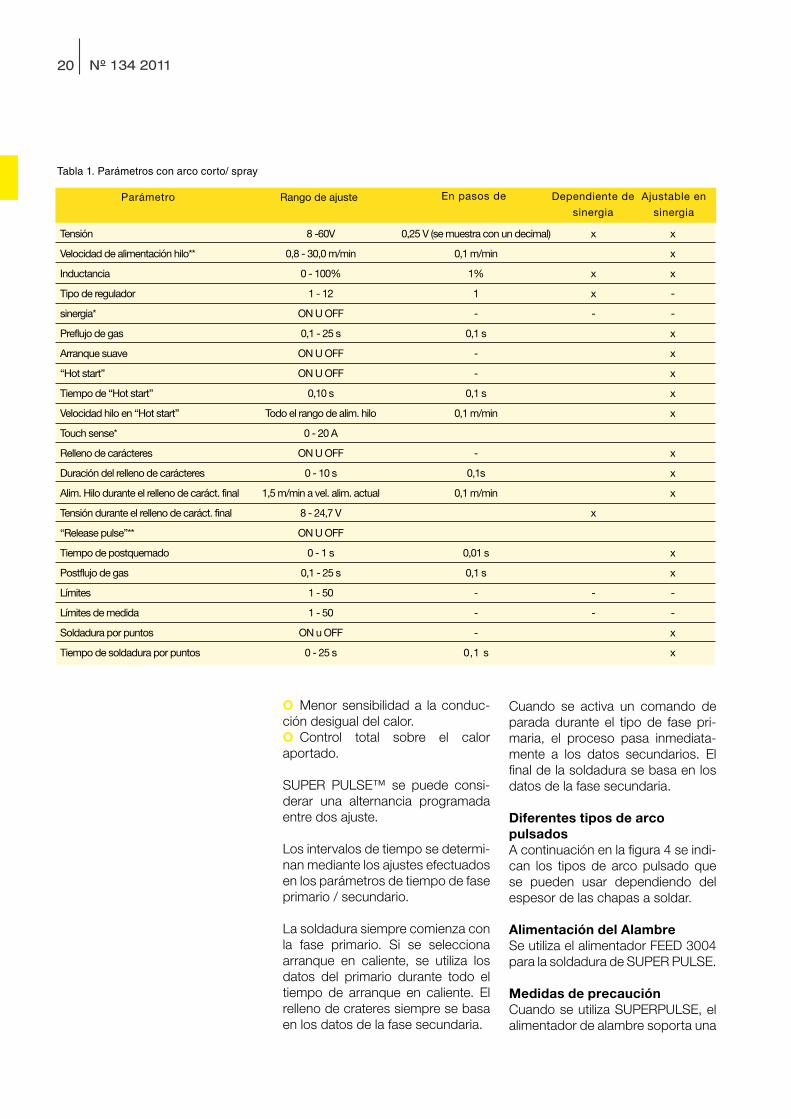
Parámetros del menú de ajuste de datos de soldaduraLa Tabla 1 muestra los parámetros típicos para la Soldadura MIG – MAG con arco CORTO/SPRAY
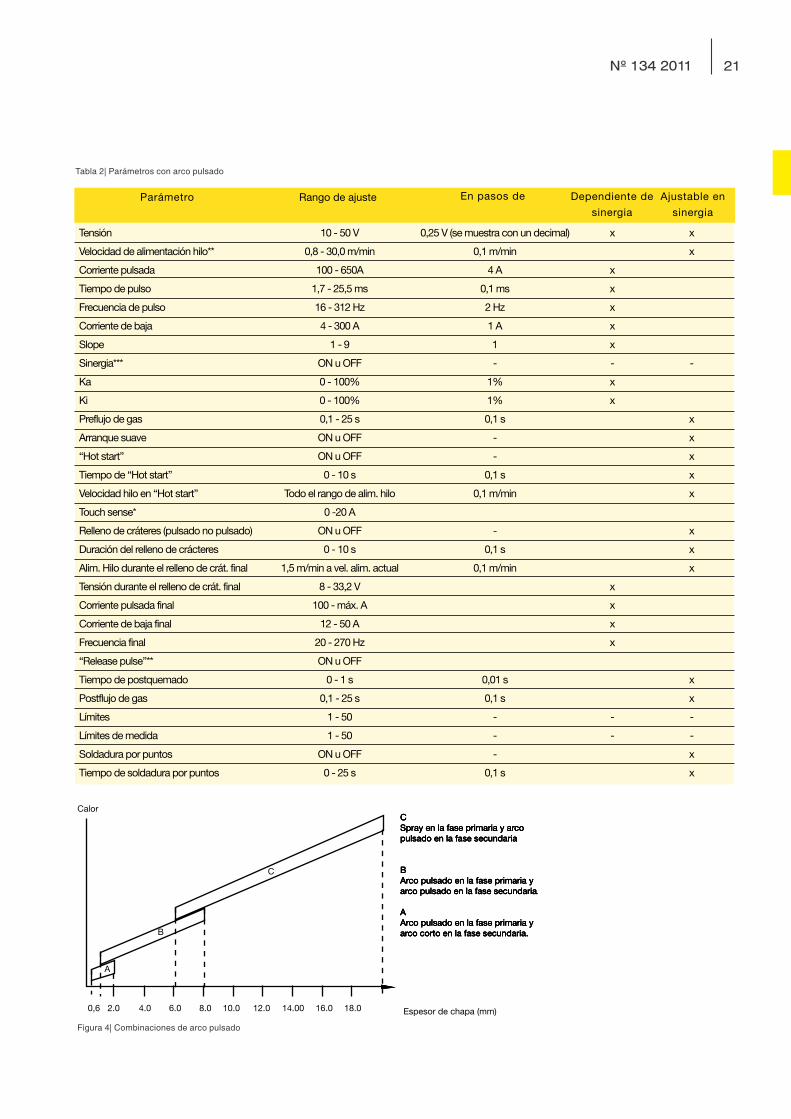
La Tabla 2 muestra los parámetros típicos para soldadura MIG – MAG con arco PULSADO
La Tabla 3 muestra los típicos valo-res para la soldadura MIG – MAG con SUPER PULSE fase primaria/ secundaria, ARCO CORTO/SPRAY / PULSADO.
Ventajas del Sistema SUPER PULSEMenos sensibilidad a variaciones en la separación de la raíz.
O Mejor control del baño de sol-dadura durante la soldadura sobre plano.
O Mejor control de la penetración y del perfil de la penetración.
Figura 3| Esquema del sistema Pulso- Pulso
Nº 134 201120
O Menor sensibilidad a la conduc-ción desigual del calor.
O Control total sobre el calor aportado.
SUPER PULSE™ se puede consi-derar una alternancia programada entre dos ajuste.
Los intervalos de tiempo se determi-nan mediante los ajustes efectuados en los parámetros de tiempo de fase primario / secundario.
La soldadura siempre comienza con la fase primario. Si se selecciona arranque en caliente, se utiliza los datos del primario durante todo el tiempo de arranque en caliente. El relleno de crateres siempre se basa en los datos de la fase secundaria.
Cuando se activa un comando de parada durante el tipo de fase pri-maria, el proceso pasa inmediata-mente a los datos secundarios. El final de la soldadura se basa en los datos de la fase secundaria.
Diferentes tipos de arco pulsadosA continuación en la figura 4 se indi-can los tipos de arco pulsado que se pueden usar dependiendo del espesor de las chapas a soldar.
Alimentación del AlambreSe utiliza el alimentador FEED 3004 para la soldadura de SUPER PULSE.
Medidas de precauciónCuando se utiliza SUPERPULSE, el alimentador de alambre soporta una
Tensión
Velocidad de alimentación hilo**
Inductancia
Tipo de regulador
sinergia*
Preflujo de gas
Arranque suave
“Hot start”
Tiempo de “Hot start”
Velocidad hilo en “Hot start”
Touch sense*
Relleno de carácteres
Duración del relleno de carácteres
Alim. Hilo durante el relleno de caráct. final
Tensión durante el relleno de caráct. final
“Release pulse”**
Tiempo de postquemado
Postflujo de gas
Límites
Límites de medida
Soldadura por puntos
Tiempo de soldadura por puntos
Rango de ajuste En pasos de Dependiente de
sinergia
x
x
x
-
-
x
x
x
x
x
x
x
x
x
x
-
-
x
x
Ajustable en
sinergia
x
x
x
-
x
-
-
Parámetro
8 -60V
0,8 - 30,0 m/min
0 - 100%
1 - 12
ON U OFF
0,1 - 25 s
ON U OFF
ON U OFF
0,10 s
Todo el rango de alim. hilo
0 - 20 A
ON U OFF
0 - 10 s
1,5 m/min a vel. alim. actual
8 - 24,7 V
ON U OFF
0 - 1 s
0,1 - 25 s
1 - 50
1 - 50
ON u OFF
0 - 25 s
0,25 V (se muestra con un decimal)
0,1 m/min
1%
1
-
0,1 s
-
-
0,1 s
0,1 m/min
-
0,1s
0,1 m/min
0,01 s
0,1 s
-
-
-
0,1 s
Tabla 1. Parámetros con arco corto/ spray
Nº 134 2011 21
Tensión
Velocidad de alimentación hilo**
Corriente pulsada
Tiempo de pulso
Frecuencia de pulso
Corriente de baja
Slope
Sinergia***
Ka
Ki
Preflujo de gas
Arranque suave
“Hot start”
Tiempo de “Hot start”
Velocidad hilo en “Hot start”
Touch sense*
Relleno de cráteres (pulsado no pulsado)
Duración del relleno de crácteres
Alim. Hilo durante el relleno de crát. final
Tensión durante el relleno de crát. final
Corriente pulsada final
Corriente de baja final
Frecuencia final
“Release pulse”**
Tiempo de postquemado
Postflujo de gas
Límites
Límites de medida
Soldadura por puntos
Tiempo de soldadura por puntos
Rango de ajuste En pasos de Dependiente de
sinergia
x
x
-
x
x
x
x
x
x
x
x
x
x
-
-
x
x
Ajustable en
sinergia
x
x
x
x
x
x
-
x
x
x
x
x
x
-
-
Parámetro
10 - 50 V
0,8 - 30,0 m/min
100 - 650A
1,7 - 25,5 ms
16 - 312 Hz
4 - 300 A
1 - 9
ON u OFF
0 - 100%
0 - 100%
0,1 - 25 s
ON u OFF
ON u OFF
0 - 10 s
Todo el rango de alim. hilo
0 -20 A
ON u OFF
0 - 10 s
1,5 m/min a vel. alim. actual
8 - 33,2 V
100 - máx. A
12 - 50 A
20 - 270 Hz
ON u OFF
0 - 1 s
0,1 - 25 s
1 - 50
1 - 50
ON u OFF
0 - 25 s
0,25 V (se muestra con un decimal)
0,1 m/min
4 A
0,1 ms
2 Hz
1 A
1
-
1%
1%
0,1 s
-
-
0,1 s
0,1 m/min
-
0,1 s
0,1 m/min
0,01 s
0,1 s
-
-
-
0,1 s
Tabla 2| Parámetros con arco pulsado
Figura 4| Combinaciones de arco pulsado

Nº 134 201122
carga considerable.Con el fin de que la seguridad de funcionamiento del alimentador de alambre no se vea comprometida, se deben aplicar valores límites como los indicados en gráfico de la figura 5.
Las curvas de la figura 5 corres-ponden a 15 m/min y 20 m/min se refiere a la velocidad de alimenta-ción de alambre de la fase primaria. El tiempo de ciclo es la suma del tiempo de fase primaria y de fase secundaria.
Fase
Tipo de arco
Tensión
Velocidad de alimentación hilo*
Inductancia
Corriente pulsada**
Tiempo de pulso
Frecuencia de pulso
Corriente de baja
Slope
Ka
Ki
Tipo de regulador
Sinergia***
Tiempo de soldadura
Preflujo de gas
Arranque suave
“Hot start”
Tiempo de “Hot start”
Velocidad hilo en “Hot start”
Tensión de “Hot start”
Touch sense*
Relleno de cráteres (pulsado no pulsado)
Duración del relleno de crácteres
Alim. Hilo durante el relleno de crát. final
Tensión durante el relleno de crát. final
Corriente pulsada final
Corriente de baja final
Frecuencia final
“Release pulse”**
Tiempo de postquemado
Postflujo de gas
Límites
Rango de ajuste En pasos de Dependiente de
sinergia
x
x
x
x
x
-
x
x
x
x
x
x
-
x
x
x
x
x
x
-
Ajustable en
sinergia
x
x
x
x
x
x
x
x
x
-
x
x
x
x
x
-
Parámetro
Primario o secundario
Corto/spray o pulsado
10-50 V
0,8 – 30,0 m/min
0 – 100%
100 – 650 A
1,7 – 25,5 ms
16 – 312 Hz
4 – 300 A
1 – 9
0 – 100%
0 – 100%
ON u OFF
0 – 2,50 s
0,1 – 25 s
ON u OFF
ON u OFF
0 – 10 s
Todo el rango de alim.hilo
-14 - +27 V
0 – 100 A
ON u OFF
0 – 10 s
1,5 m/min a vel. alim. Actual
8 – 33,2 V
100 – máx. A
12 – 50 A
20 – 270 Hz
%
0 – 1 s
0,1 – 25 s
1 – 50
-
-
0,25 V (se muestra con un decimal)
0,1 m/min
1%
4ª
0,1 ms
2Hz
1ª
1
1%
1%
1
-
0,01 s
0,1 s
-
-
0,1 s
0,1 m/min
-
0,1 s
0,1 m/min
0,01 s
0,1 s
-
Tabla 3| Parámetros con arco corto/ spray/pulsado
Diferencias en la velocidad de alimentación de hilom/min
20m/min15m/min
8
7
6
5
4
3
20,2 0,25 0,3 0,35 0,4 0,45 0,5 Tiempo(s) de ciclo
Figura 5| Alimentación del alambre
Nº 134 2011 23
La diferencia entre la velocidad de alimentación del alambre de fases primaria y secundaria no debe supe-rar la velocidad indicada en la Figura 5 para la velocidad de alimentación del alambre de fase primaria.
Ejemplo: Si el tiempo de ciclo es de 0,25 s y la velocidad de alimen-tación del alambre de fase primaria es de 15 m/min, la diferencia entre la velocidad de alambre primaria y secundaria no debe superar a los 6 m/min.
Información sobre los paráme-tros para su ajusteTensiónCuando mayor es la tensión, mayor es el largo de arco, más ancho la pileta líquida y más elevada la tem-peratura a la que se realiza.
El ajuste de la tensión difiere según sea el modo sinérgico y no sinér-gico. En el modo sinérgico la tensión se ajusta como una desviación posi-tiva o negativa respecto de la línea sinérgica de la tensión.En el modo no sinérgico, el valor de la tensión se ajusta como un valor absoluto.
Velocidad de aporte del alambrePermite fijar la velocidad de aporte del alambre en m/min.
InductanciaCuando la inductancia es elevada, el baño de soldadura es mas ancho y se produce menos salpicaduras, cuando la inductancia en reducida, se produce un ruido más estridente pero el arco es más concentrado e inestable.Solo es aplicable a la soldadura MIG – MAG con arco corto/spray.Tipo de reguladorAfecta a la transferencia en corto circuito y al calor en la zona de la soldaduraEste parámetro no debe modificarse.
Arco pulsadoEl arco pulsado o la transferencia pulsada tienen una corriente de pico y una corriente de base.
Tiempo de pulsoTiempo durante el cual la corriente pulsada está activada durante un periodo de pulso.
Frecuencia de pulsoDuración de la corriente de baja que junto con la duración de la corriente pulsada, determina el periodo de pulso.
Corriente de bajaSi la corriente de baja está acti-vada, es la menor de los valores de corriente.
RampaEl parámetro de rampa hace que la corriente pulsada aumente o dismi-nuya lentamente hasta el valor con-figurado. La rampa (slope) se puede ajustar en nueve intervalos cada uno de los cuales equivale a 100 ms.
La rampa es importante para el ruido. Si es acusada, genera un ruido más elevado y agudo. Si es demasiado suave llega a afectar, en el peor de los casos a la capacidad del pulso de interrumpir el goteo.
KaKa un elemento de proporcionalidad que corresponde a la amplificación del regulador. Un valor bajo hace difícil mantener una tensión cons-tante precisa.
KiKi es el elemento de integración, cuya función en el largo plazo es eli-minar un fallo.También en este caso, un valor bajo disminuye el efecto regulador.SinergiaCon el fin de obtener un arco esta-ble, cada combinación de tipo de alambre y diámetro así como la mez-cla de gas, se requiere una relación
Nº 134 201124
especifica entre velocidad de ali-mentación del alambre y tensión de arco (largo del arco). La tensión se ajusta automáticamente con arreglo a la línea sinérgica seleccionada, lo cual hace mucho más sencillo cali-brar los parámetros de soldadura correctos con rapidez. La relación entre velocidad de alimentación del alambre y otros parámetros se conocen como línea sinérgica.
FaseEn esta función se elige entre fase primaria y la fase secundaria.Los valores altos se ajustan en la primaria y los valores bajos en la secundaria.
Preflujo de gasControla el tiempo durante el cual fluye gas de protección antes de que se forme el arco.
Arranque lentoEl arranque lento aporta alambre al 50 % de la velocidad configurada hasta que se establece el contacto eléctrico con la pieza a soldar
Inicio calienteEl inicio caliente (hot start) aumenta la velocidad de alambre aplicada, se puede incrementar durante un periodo concreto para aumentar la energía al inicio de la soldadura. El propósito principal de esta función es suministrar más energía al inicio de la soldadura, lo que reduce el riesgo de que la fusión no sea ade-cuada al principio de la junta.
Hot Start – alimentación del alambreLa velocidad de alimentación del alambre aplicada se puede incre-mentar durante un periodo de tiempo concreto para aumentar la energía al inicio de la soldadura y garantizar la penetración. La veloci-dad se ajusta respecto de la veloci-dad de la alimentación de alambre normal.El tiempo comienza a contar desde
que se forma el arco y la duración coincide con el tiempo de hot start configurado. La sinergia produce un aumento de 2 m/min en la velocidad de alimentación del alambre.
Hot Start – tensiónLa tensión aumenta 2 V que se suma a la contribución de la rampa de la línea sinérgica y a los 2 m/min adicionales en la velocidad de ali-mentación del alambre.En el modo no sinérgico, la tensión será configurada y no dependerá de la sinergia
Detección de contacto (touch sense)El sistema detecta el momento en que el alambre entra en contacto con la pieza a ser soldada.
Relleno de crateresEl relleno de cráteres produce una reducción controlada del calor y el tamaño del baño de soldadura al final de la soldadura. Así contribuye a evitar que se formen poros, fisu-ras térmicas o crateres en la junta soldada.En la soldadura con arco pulsado se puede elegir entre relleno de crate-res pulsado y no pulsado El relleno de cráteres no pulsado es más rápido. El relleno de crateres pulsado tarda un poco más, pero evita que se produzca salpicaduras si se utilizan los valores adecuados.
Pulso de corteEl pulso de corte es un pulso que se aplica para garantizar que no se formen sobre diámetros o bolas en el extremo del alambre cuando se detenga la soldadura.Solo es aplicable a la soldadura MIG – MAG con arco corto/spray. El final de la soldadura está sincronizado con un pulso de acabado.
Tiempo de postquemadoEl tiempo de postquemado es el tiempo que transcurre desde que la velocidad de aporte del alam-
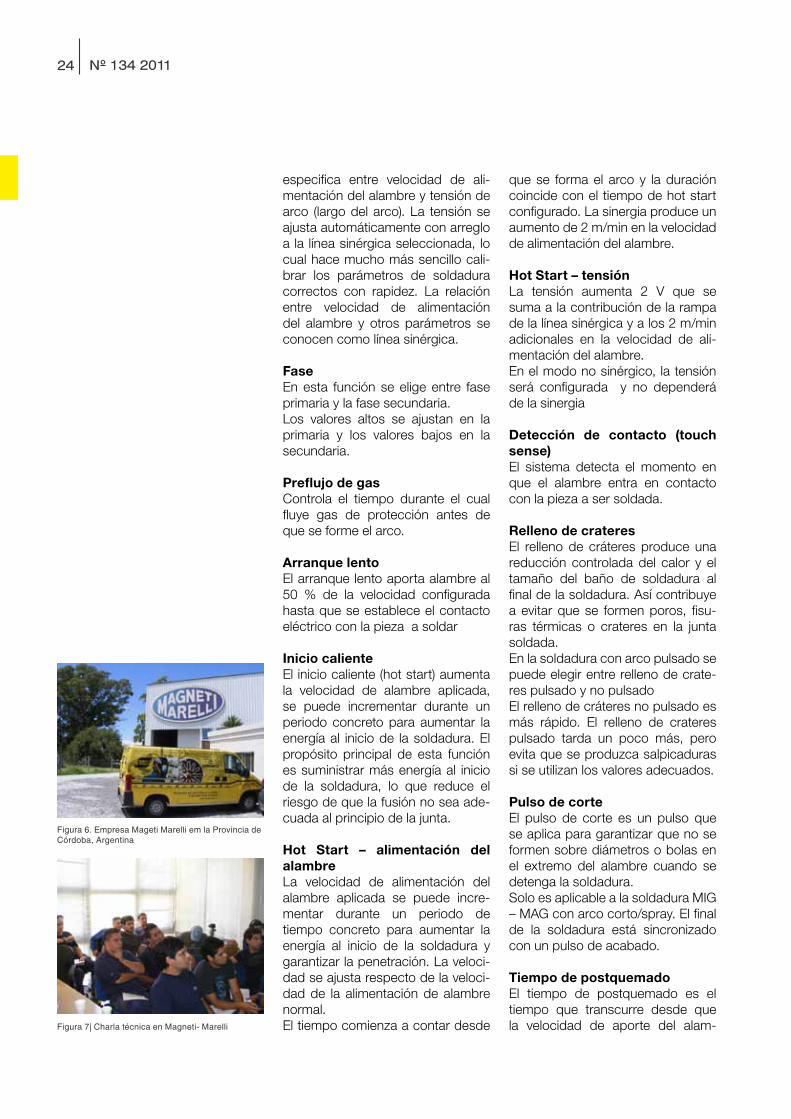
Figura 6. Empresa Mageti Marelli em la Provincia de Córdoba, Argentina
Figura 7| Charla técnica en Magneti- Marelli

Nº 134 2011 25
bre empieza a disminuir hasta que la fuente de alimentación eléctrica deja de suministrar tensión. Si este periodo es demasiado breve, queda demasiado alambre al terminar la soldadura y existe el riesgo de que el mismo quede atrapado en el baño de soldadura al solidificarse éste. En cambio, si la duración del posquemado es excesiva sobra menos alambre, pero aumenta el riesgo de que el arco salte a la punta del electrodo.
Liberación del pulso (release pulse)Si el alambre se engancha en la pieza a soldar, el sistema lo detecta y genera un pulso que libera el aporte de la superficie.Esta función esta pensada sobre todo para la soldadura mecaniza-das u automatizadas, auque tam-bién se puede usar con la soldadura manual. Se activa al seleccionar el tiempo de postquemado.
Postflujo de gasControla el tiempo durante el cual fluye gas de protección después de que se extinga el arco.
Desarrollo de ARISTO SUPER PULSE en la firma MAGNETI MARELLI
En el año 2009 le propusimos a la firma MAGNETI MARELLI (figura 6) presentar en su planta de Córdoba las nuevas tecnologías de ESAB para ser aplicada en la renovación de sus equipos actuales o para futu-ras ampliaciones y nuevos desarro-llos de la empresa.
Con este objetivo de ESAB y la pre-disposición de MAGNETI MARELLI se organizo un evento en su fábrica que consistió en una charla técnica del proceso MIG-MAG, figura 7, pre-sentación de las nuevas tecnologías SUPER PULSE™ y luego se reali-zaron ensayos de soldadura en las líneas de producción.
En colaboración con el Ing. Pablo Caponi, de la Sucursal Centro de ESAB-CONARCO, se desarrollaron varios temas y se intercambiaron valiosas experiencias con los opera-dores y los soldadores.
La capacitación en la línea de fabri-cación se realizó con la presenta-ción del equipo ESAB ORIGO MIG 5000i – devanador ORIGO FEED y ARISTOPENDANT U8, figura 8.Los participantes observaron la pre-sentación del equipo y la aplicación del SUPER PULSE™ en la solda-dura de los caños de escapes.
Un año mas tarde, a comienzo del año 2010 FIAT confía a MAGNETI MARELLI la fabricación de un nuevo conjunto de escape, denominado Colector Tubular. Este conjunto se encuentra ligado al motor y cumple una doble función colectar los gases y convertir el monóxido de carbono a través de una monolita cerámica.ESAB participó en el pedido de cotización por siete nuevos equipos que formarían parte de esta nueva línea de producción compitiendo
Figura 8| Capacitación y demostración en planta
Figura 9| Equipos ESAB en Magneti- Marelli

Nº 134 201126
con FRONIOUS -KEMPI Y MILLER entre otros. Finalmente y despues de algunas negociaciones se logra la orden de compra para la entrega de los equipos. Aquí comienza un nuevo desafió: la implementación de este nuevo sistema de solda-dura propuesto por ESAB (figura 9)
La construcción de dispositivos y automatizaciones están a cargo de la firma COMAU junto con el departa-mento desarrollo e ingeniería de Mag-neti Marelli, siendo los encargados de diseñar y construir todos los dispositi-vos necesarios para la fabricación de este escape para vehículos. Se trabajó y se diseñaron los equi-pos automatizados para cada ope-ración del proceso de construcción del escape con la más alta tecno-
logía en PLC, micros, censores, cámaras digitales que detectan por código de barras o por inscripciones en la pieza y si no están las piezas correctas en el montaje la máquina no funciona (figura 10)
La fabricación del escape comienza con la construcción del catalizador, compuesto de una pieza monolíta cerámica envuelta en una manta térmica y a su vez dentro de un tubo metálico de acero inoxidable AISI 409 (figura 11) que luego de confor-marse y llegar al diámetro requerido es soldado con un equipo ARISTO 5000i – ARISTO FEED y U82.Se utiliza un alambre de aporte inoxidable ER 307 de diámetro 1 mm y protección gaseosa de 98 % de argón más 2 % de oxigeno (tabla 4).
Figura 10. Equipo automatizado para la fabricación de los sistemas de escape
Figura 12| Celda triple
Figura 11| Tubo de acero inoxidable para el catalizador
Nº 134 2011 27
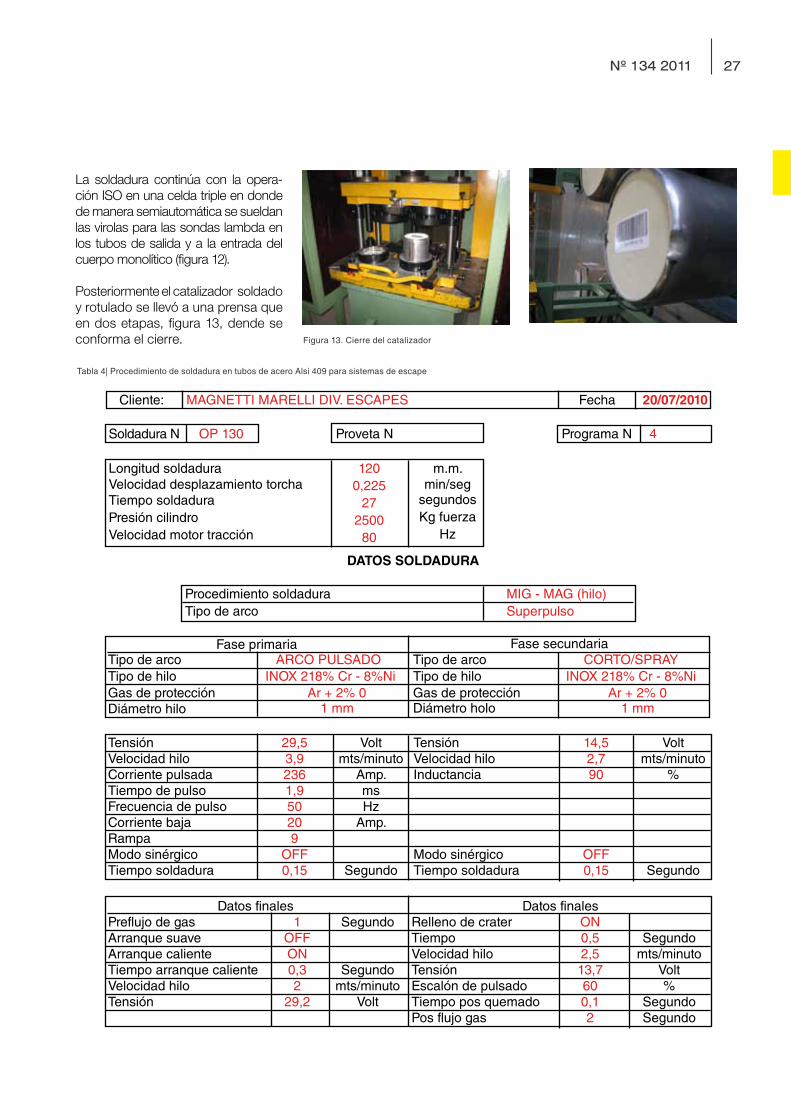
La soldadura continúa con la opera-ción ISO en una celda triple en donde de manera semiautomática se sueldan las virolas para las sondas lambda en los tubos de salida y a la entrada del cuerpo monolítico (figura 12).
Posteriormente el catalizador soldado y rotulado se llevó a una prensa que en dos etapas, figura 13, dende se conforma el cierre.
Tabla 4| Procedimiento de soldadura en tubos de acero Alsi 409 para sistemas de escape
Figura 13. Cierre del catalizador

Siguiendo el proceso en la ope-ración 160, se suelda el “cono de entrada” con un subconjunto denominado “cabezote”. Este subconjunto es el encargado de tomar los gases de cada cilindro para encausarlos hacia el cuerpo catalizador.
Esta operación es muy compleja por varias razones: la primera, por el diseño del dispositivo es casi imposible colocar la torcha en una condición de soldadura en revo-lución aceptable, la segunda es porque esta soldadura tiene exi-gencia de penetración en todo el perímetro y tercera, quizás la mas grave, una depresión en el diáme-tro por la unión de los caños, lo que hace mas difícil obtener un cordón de soldadura armónico y con penetración adecuada.
La solución implementada ha sido la utilización de una fuente ESAB ORIGO 5000i con U82 aplicando
el proceso MIG-MAG con SUPER-PULSE configurado en el modo PULSADO/CORTO (figura 14) En la operación 170, denominada “bitorcha”, se realiza una solda-dura doble con dos equipos ESAB y dos torchas simultáneamente en revolución, figura 15.
Llegando casi al final del proceso de montaje, un equipo automático (operación 180) suelda el subcon-junto de la operación 170 con un tubo de salida. Este equipo per-mite diferenciar a través de un sistema de levas y el código gra-bado en el cuerpo fabricar las dos variantes geométricas de colector (figura 16).
La última operación de soldadura (operación 190) un dispositivo de armado manual permite al opera-dor la soldadura de los soportes para su fijación. Los movimientos del dispositivo aseguran la acce-
Figura 16| Soldadura del caño de escape de salida
Figura 14. Implementación de soldadura SUPERPULSE en la unión del catalizador con el sistema de escape
Figura 15. Soldadura con dos torchas trabajando simultáneamente

Figura 17| Soldadura de los soportes Figura 18| Conjunto de escape terminado
sibilidad y la correcta ergonomía del soldador (figura 17).
El 100% de los colectores ya ter-minados (figura 18) son colocados en un dispositivo, donde se les realiza una prueba de estanquei-dad, que se encarga de validar la continuidad y posición de la sol-dadura, a partir de la no existen-cia de pérdidas en los diferentes cordones.
Si posee algún poro, o tiene alguna falla en la soldadura, se repara la pieza en un puesto de retrabajo empleando un equipo ESAB ORIGO 2200i con proceso TIG, para ser nuevamente contro-lado en el dispositivo de vacío.Esta operación (operación 200) da por terminado el proceso.
ConclusiónesESAB-CONARCO trabajando en conjunto con MAGNETI MARELLI lograron una adecuada parame-trización de los equipos, asegu-rando una correcta calidad de la soldadura, dentro de los exigen-tes parámetros determinados por el Scio. de Calidad de MAGNETI MARELLI y también de FIAT.Después de varias semanas de trabajo, todo el equipo de ESAB y MAGNETI MARELLI pudo festejar el éxito del trabajo conjunto con la aprobación final de FIAT y la liberación en la provisión de este conjunto para el 100% de la pro-ducción de automóviles realizada en Córdoba.Con el sistema ARISTO SUPER PULSO™ se le brinda al cliente una solución tecnológica de avan-zada que controla el aporte de calor, las diferencias de espesores y la calidad de la unión soldada.
Todo esto a expensas de disponer de condiciones operativas (posi-cionamiento de torcha) no ade-cuado. Demostrando así que con el proceso MIG-MAG convencio-nal hubiese resultado mucho mas complicado realizarlo y obtener el 100% de los resultados.
Nº 134 201130
Resumen
La reparación y reconstruc-ción de rieles ferroviarios es realizada desde que se ins-
talaron los ferrocarriles en nuestro país. Dicha reparación es de suma importancia debido a la seguridad y cuidado de los componentes rodan-tes (ruedas de vagones y maquinas) con el agregado de la sensación de comodidad si el transporte es exclu-sivamente de pasajeros. En este trabajo se analizaron distintos proce-dimientos de soldadura aplicables a la reconstrucción y reparación de rie-les ferroviarios desgastados, ya sea por su intensivo uso o por acciden-tes provocados por descarrilamien-tos o colisiones de formaciones. El proceso de soldadura empleado fue FCAW-G, el cual brinda una elevada tasa de deposición horaria sin la necesidad de la utilización de gases de protección. Dos procedimientos de soldadura fueron empleados, si bien el material de aporte final es el mismo en ambos, la diferencia se encuentra en el uso de consumibles de acero inoxidable como capa cojín.
De los cupones obtenidos se reali-zaron metalografías de las interfaces de referencia y pruebas de tracción y flexión en tres puntos. Para la obtención de la dureza, relacionada directamente con las propiedades
del desgaste por abrasión, se rea-lizaron perfiles de dureza en distin-tas direcciones geométricas. Los resultados obtenidos muestran que las reparaciones empleando solda-duras por proceso FCAW-G pue-den utilizarse sin ninguna dificultad en campo, disminuyendo los tiem-pos de reparación y la cantidad de mano de obra involucrada sin agre-gar pasos especiales en las espe-cificaciones de procedimientos de soldadura.
IntroducciónPartiendo de la frase de que “Todo elemento que se usa se desgasta” podemos empezar a definir el por-que de las continuas y necesarias reparaciones que deben ser resuel-tas en cualquier equipo utilizado en producción. En particular, la repara-ción y reconstrucción de rieles ferro-viarios es muy importante debido a su fuerte impacto y/o consecuencias provocadas en otros componentes ferroviarios, como ser ruedas y tre-nes de suspensión de locomotoras y vagones. La figura 1 muestra distin-tos ejemplos de desgastes produci-dos en rieles de ferrocarril.
Considerando que la red de trans-porte en Argentina asciende ha los 34000 km[1] y que debido a las dis-tintas políticas publicas adoptadas, malas inversiones, falta de controles,
ESTUDIO DE LA REPARACION Y RECONSTRUCCION
DE RIELES FERROVIARIOS MEDIANTE PROCESO DE SOLDADURA FCAW-G
Hernán Maria Ghibaudo | Responsible Customer Service/ Process Development and Training (Welding School) Process Centre. ESAB ArgentinaDario Gaston Jorge | Responsable de laboratorio. Fundación Latinoamericana de Soldadura
Figura 1| Ejemplos de tres tipos de desgastes: fatiga por rodadura, desgaste en punta de riel y quemado por frenado de ruedas

Nº 134 2011 31
etc.; el mantenimiento de toda la red se encuentra seriamente afec-tada trayendo como consecuencia la nulidad de servicios, descarrila-mientos y disminución de las fre-cuencias y velocidades cruceros de las formaciones.
Por lo general la mayoría de las reparaciones realizadas en campo se efectúan mediante el proceso SMAW, el cual brinda una muy buena versatilidad y además no presenta inconvenientes en las soldaduras rea-lizadas en condiciones desfavorables (viento).
Con el pasar de los años se intento suplantar este proceso por proce-sos con mayor productividad (hasta un 60% mayor), como ser GMAW y FCAW, no pudiendo solucionar las desviaciones provocadas por los vientos en los gases de protección utilizados.
Una alternativa fue realizar soldadu-ras resguardadas del viento mediante carpas, pero la idea no prosperó debido a la perdida de versatilidad de este proceso (armado de carpas y uso de gases de protección).Con el desarrollo de alambres tubula-res autoprotegidos se ha logrado que el fundente contuviera elementos for-madores de atmósferas protectoras, con lo cual eliminaron la protección externa mediante gases.
Este avance facilitó el uso de alam-bres tubulares autoprotegidos en aquellas condiciones ambientales donde antes no podían ser utiliza-dos y además simplificó el proceso de soldadura eliminando un compo-nente (gas de protección externo).
Hoy en día estos alambres no solo son utilizados en reparaciones de equipos, sino también en la cons-trucción de cañerías (“pipelines”) en campo sin ningún inconveniente y a una tasa de deposición horaria de hasta un 50% mayor comparado
con el proceso SMAW. Otro factor importante que debe ser tenido en cuenta es la fabricación de disposi-tivos especiales, los cuales automa-tizan los procesos FCAW o GMAW logrando soldaduras de elevadas calidades. En la figura 2 se muestra un dispositivo, el cual fue diseñado específicamente para poder fun-cionar automáticamente cuando se requiere la reconstrucción de rieles de vías.
Por ultimo debe mencionarse que dentro de las desventajas del pro-ceso FCAW-G se encuentran la regulación fina de los parámetros de soldadura (corriente, voltaje y “stick-out”), los cuales deben realizarse con equipos confiables. Hasta hace algu-nos años los diámetros de alambre era un impedimento, ya que podía conseguirse en diámetros mayores que 1,6 mm.
Hoy en día con las nuevas tecnologías de fabricación pueden obtenerse con un diámetro de hasta 0,9 mm siendo de gran utilidad para la soldadura en espesores finos.
Por todo lo expuesto y por la nece-sidad de poder realizar trabajos de mantenimiento de forma segura, rápida, eficaz y a un menor costo, en este trabajo se estudia el comporta-miento de un tipo de alambre tubular autoprotegido para la soldadura de reparación de rieles ferroviarios in-situ o en campo.
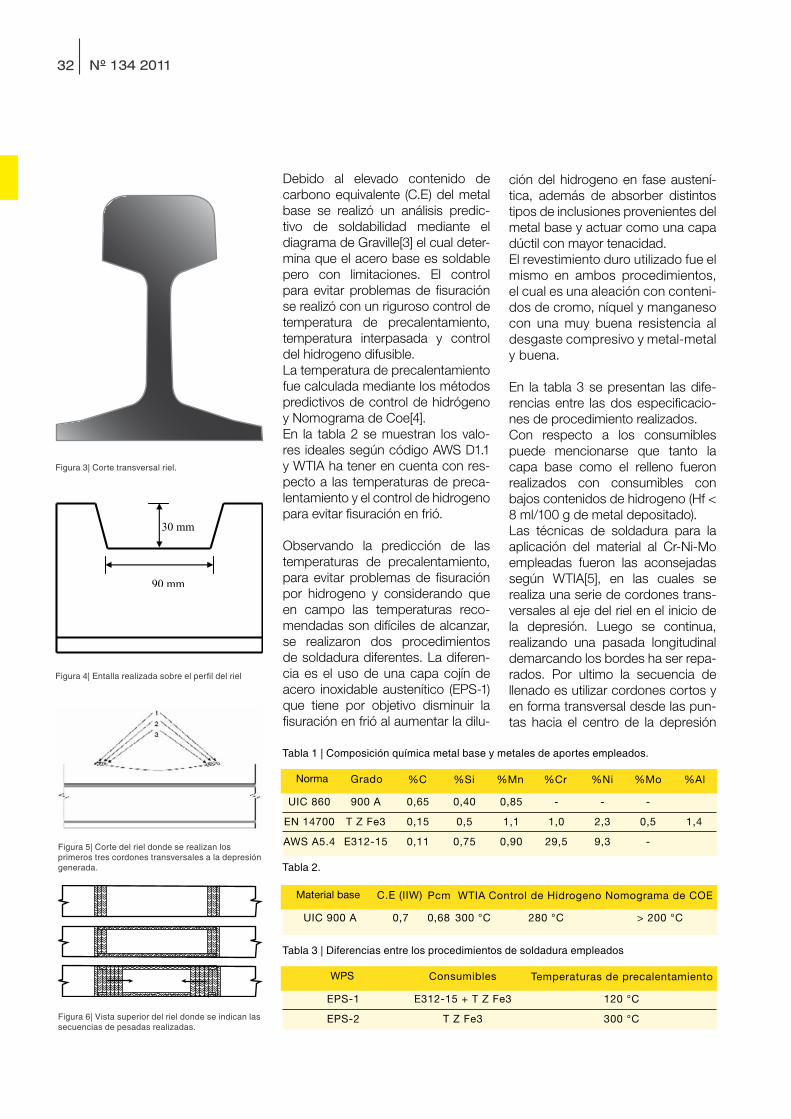
Procedimiento ExperimentalSe efectuaron soldaduras sobre rieles del tipo UIC 860 900A[2], los cuales mostraban un uso intensivo en campo. Para poder simular con mayor precisión un desgaste severo sobre el hongo del riel se realizó una entalla mediante mecanizado. Las figuras 3 y 4 muestran la forma del riel y de la entalla generada. La tabla 1 muestra el análisis de composición química, tanto del metal base como de los consumibles utilizados.
Figura 2| Equipo automático programable utilizado para la reparación y reconstrucción de rieles por proceso FCAW
Nº 134 201132
Debido al elevado contenido de carbono equivalente (C.E) del metal base se realizó un análisis predic-tivo de soldabilidad mediante el diagrama de Graville[3] el cual deter-mina que el acero base es soldable pero con limitaciones. El control para evitar problemas de fisuración se realizó con un riguroso control de temperatura de precalentamiento, temperatura interpasada y control del hidrogeno difusible.La temperatura de precalentamiento fue calculada mediante los métodos predictivos de control de hidrógeno y Nomograma de Coe[4].En la tabla 2 se muestran los valo-res ideales según código AWS D1.1 y WTIA ha tener en cuenta con res-pecto a las temperaturas de preca-lentamiento y el control de hidrogeno para evitar fisuración en frió.
Observando la predicción de las temperaturas de precalentamiento, para evitar problemas de fisuración por hidrogeno y considerando que en campo las temperaturas reco-mendadas son difíciles de alcanzar, se realizaron dos procedimientos de soldadura diferentes. La diferen-cia es el uso de una capa cojín de acero inoxidable austenítico (EPS-1) que tiene por objetivo disminuir la fisuración en frió al aumentar la dilu-
ción del hidrogeno en fase austení-tica, además de absorber distintos tipos de inclusiones provenientes del metal base y actuar como una capa dúctil con mayor tenacidad. El revestimiento duro utilizado fue el mismo en ambos procedimientos, el cual es una aleación con conteni-dos de cromo, níquel y manganeso con una muy buena resistencia al desgaste compresivo y metal-metal y buena.
En la tabla 3 se presentan las dife-rencias entre las dos especificacio-nes de procedimiento realizados.Con respecto a los consumibles puede mencionarse que tanto la capa base como el relleno fueron realizados con consumibles con bajos contenidos de hidrogeno (Hf < 8 ml/100 g de metal depositado).Las técnicas de soldadura para la aplicación del material al Cr-Ni-Mo empleadas fueron las aconsejadas según WTIA[5], en las cuales se realiza una serie de cordones trans-versales al eje del riel en el inicio de la depresión. Luego se continua, realizando una pasada longitudinal demarcando los bordes ha ser repa-rados. Por ultimo la secuencia de llenado es utilizar cordones cortos y en forma transversal desde las pun-tas hacia el centro de la depresión
Norma Grado %C
UIC 860
EN 14700
AWS A5.4
%Si %Mn %Cr %Ni %Mo %Al
900 A
T Z Fe3
E312-15
0,40
0,5
0,75
0,65
0,15
0,11
0,85
1,1
0,90
-
1,0
29,5
-
2,3
9,3
-
0,5
-
1,4
Tabla 1 | Composición química metal base y metales de aportes empleados.
WPS Consumibles Temperaturas de precalentamiento
EPS-1
EPS-2
E312-15 + T Z Fe3
T Z Fe3
120 °C
300 °C
Tabla 3 | Diferencias entre los procedimientos de soldadura empleados
Material base C.E (IIW) Pcm
UIC 900 A
WTIA Control de Hidrogeno Nomograma de COE
0,7 300 °C0,68 280 °C > 200 °C
Tabla 2.
30 mm
90 mm
Figura 4| Entalla realizada sobre el perfil del riel
Figura 3| Corte transversal riel.
Figura 6| Vista superior del riel donde se indican las secuencias de pesadas realizadas.
Figura 5| Corte del riel donde se realizan los primeros tres cordones transversales a la depresión generada.

Nº 134 2011 33
alternando el inicio y fin de cada uno de ellos. Esencialmente esta técnica tiende a balancear y mejorar la dis-tribución del calor aportado y de las tensiones residuales.La técnica de soldadura empleada para realizar la base o capa cojín fue con arco corto sin oscilación y en el rango inferior de las corrientes acon-sejadas por el fabricante.En las figuras 5 y 6 se muestra la técnica utilizada.
En las figuras 7 y 8 se puede obser-van una muestra de la soldadura realizada sobre los rieles.Para todas las soldaduras se utilizo una fuente de poder multiproceso (SMAW, GMAW, FCAW, TIG), los parámetros de soldadura fueron verificados con pinza amperomé-
trica (tabla 4). El precalentamiento se efectuó con soplón sobre el patín y los costados del riel tratando de no direccional la llama sobre el hongo para evitar contaminaciones de car-bono (llama neutra).Las temperaturas de precalenta-miento propuestas fueron controla-das con pirómetro de contacto.
ResultadosSobre las probetas obtenidas se prepararon secciones transversa-les (figuras 9 y 10) para su análisis macroscópico, microscópico y aná-lisis de perfiles de dureza.Para revelar la macroestructura, se utilizó una solución de Nital al 10% y Nital al 2% para las microestructu-ras, recomendada para el ataque de aceros al carbono [6].
Consumibles Corrientes (A) Voltajes (v)
E312-15
T Z Fe3
95 – 98
200 – 240
21,5 – 23
23 – 25
Tabla 4 | Valores de corriente y voltaje de los consumibles empleados
Dureza (HRc) Probeta EPS-1 Transversal
Probeta EPS-2 Transversal
Probeta EPS-1 Longitudinal
Superficie
1
2
3
4
5
6
7
8
31,8
36,1
33,2
37,5
23,2
23,1
22,0
22,5
22,0
31,2
31,2
33,3
31,6
32,3
23,9
23,9
19,1
18,1
31
31,2
31,3
31,1
31,2
31,1
31,2
31,3
31,2
31,2
Probeta EPS-2 Longitudinal
Tabla 5 | Valores de dureza longitudinal y transversal
Figura 11| Macrografía EPS-2 Figura 12 | Macrografía EPS-1
Figuras 7 y 8 | Soldadura de alambre autoprotegido sobre entalla de riel
Figura 10 | cortes transversales riel
Figura 9 | sección transversal riel

Nº 134 201134
En el análisis de las características de fusión, definidas por: penetra-ción, interfases y microestructuras, se utilizó microscopía óptica y ana-lizador de imágenesPor ultimo se realizaron perfiles de dureza longitudinal y transversal (HRc), los puntos fueron tomados desde la superficial del riel a interva-los de 3 mm cada uno en la dirección transversal; y con el mismo intervalo sobre la soldadura realizada en la dirección longitudinal. En la tabla 5 se muestran los perfiles de dureza obtenidos de metal base, ZAC y metales de soldadura.
En las figuras 11 y 12 se muestran las macrografías obtenidas donde se pueden observar los diferentes materiales aportados.
En la figuras 13 y 14 se muestran dos metalografías en las interfaces metal base – aporte duro y metal de capa base – aporte duro a 400x.
En la figura 15 se muestra un perfil de las microestructuras obtenidas en un corte perpendicular al riel, empezando desde el metal base y terminando en la superficie, donde se realizo la reparación.
DiscusiónDe los resultados obtenidos se puede observar que la dureza sobre los materiales aportados se mantiene constante en toda la superficie y en el perfil transversal del riel (tabla 5). No se observan discontinuidades en las interfases metal base-inoxidable-aporte duro y metal base-aporte duro.Las ZAC en ambos procedimientos y con los distintos materiales utili-zados no presentan un crecimiento de grano desmedido o microestruc-turas susceptibles al fenómeno de fisuración en frió.Los cordones logrados muestran una buena simetría con penetración y sin escoria atrapada.
Las interfaces se encuentran libres de carburos agrupados con una buena transición del metal base al metal aportado.
ConclusionesLas soldaduras realizadas sobre rieles con proceso FCAW-G mues-tran una dureza uniforme sobre toda la superficie con una velocidad de deposición muy superior a la obte-nida con electrodos revestidos. Son de arco muy estable y suave cuando es controlada la tensión de trabajo.Si bien ambas especificaciones de procedimiento cumplen con la obtención de interfaces libres de defectos y ZAC sin microestructuras frágiles, la diferencia se encuentra en las temperaturas de precalenta-miento utilizadas, las cuales difie-ren en un 60%. Este aspecto es no menor cuando las reparaciones deben realizarse in-situ y en donde realizar precalentamientos cercanos a los 300 °C es una tarea difícil que consume tiempo extra.En consecuencia, el procedimiento de soldadura que utiliza capa base como intermediaria entre el metal base y el metal duro aportado (EPS-01), presenta la dureza deseada sin indicaciones en las interfaces y con un precalentamiento menor; lo cual lo convierte en el procedimiento más recomendable cuando se deban realizar reparaciones en campo.
Referencias:[1] CNRT[2] DIN 536/1991[3] B.A. Graville, B.A. Welding of HSLA (microalloyed) structural ste-els, Proceeding of International Conference, American Society for Metals, 1976, p 85-101.[4] Graville, B.A survey review of weld metal hydrogen cracking, Welding in the World, 24 (19863), p 190-198.[5] WTIA[6] ASM Handbook Volume 6: Wel-ding, brazing and soldering, Ameri-can Society of Metals, 1994
Figura 15.a| perfil microestructural tomado desde el material base hasta el metal de aporte duro. 100xFigura 15.b| microestructura en interface y superficie a 400x.
Figura 14| interface capa base – aporte duro
Figura 13| interface metal base – aporte duro
a
c
b































