Embed Size (px)
Citation preview

SOLDAR CONARCO#135|2013
SOLUCIONES GLOBALES PARA CLIENTES LOCALES, EN TODO LUGAR
Soldadura de Aceros Martensíticos
Soldadura de Aceros Martensíticos
Soldadura de intercambiador de calor
Soldadura de intercambiador de calor
Aplicación con alambre tubularAplicación con
alambre tubular

Buenos Aires(54 11) 4754 [email protected]
Patagonia(54 11) 4754 [email protected]
Centro(54 03 51) 427 [email protected]
Cuyo(54 0261) 431 [email protected]
Litoral (54 0341) 482 [email protected]
NOA(54 0381) 433 [email protected]
Soluciones en todas partes.
Nueva MIG-MAG portátil.

Nº 135 2013 3
Editorial
Publicación institucional de CONARCO Alambres y Soldadura S.A.
Director Fernando A. Vidal
Coordinador General Eduardo Asta
Coordinadora de Marketing Valeria Mompo
Colaboradores Leandro Bombaci Hernán Ghibaudo M. Zalazar Eduardo Radici Hernán Maria Ghibaudo
Dario Gaston Jorge
Producción Diagramación Capita Jessica
Impresión Talleres Gráficos Universal S.R.L.
Fotografía
Archivo ESAB
SOLDAR CONARCO#135|2013
Nuevamente estamos en contacto a través de nuestra revista Soldar Conarco, sabemos que pasó un tiempo largo desde la última publicación, pero hemos tenido que transitar un año 2012 con grandes cambios demorando su habitual periodicidad. Sin embargo hemos decidido seguir y potenciar esta publica-ción, concientes del apreciado instrumento de información y contacto que representa desde hace más de tres décadas en la comunidad de soldadura nacional e internacional de habla hispana.En mercados con constantes cambios, nuevos retos tecnológicos, de producti-vidad, competitividad y rentabilidad para las empresas, ESAB Argentina continúa a la vanguardia en tecnología de soldadura y corte. Esta posición nos permite encarar los desafíos en todos los sectores en los que actuamos, con la firme decisión de ser socios de nuestros clientes y brindarles todas las herramientas disponibles para que coronen con éxito sus negocios.Como parte del desarrollo de un trabajo con foco en el cliente ESAB Argentina ha reforzado el trabajo técnico-comercial potenciando la Asistencia Técnica y la Capacitación a través de las facilidades de nuestro “Process Centre”, que permite articular con mayor eficiencia dicha tarea. Este instrumento es parte de una red global que utiliza el conocimiento a nivel mundial de ESAB para garantizar los mismos niveles de servicio en soldadura y corte para los clientes locales en todo lugar con soluciones consistentes y de alta tecnología. En tal sentido hemos hecho en dicho sector importantes inversiones en equipamien-to así como en la gestión de seguridad, salud y medio ambiente, inversiones que continuarán con el fin de renovar la infraestructura edilicia para poder brindar una mejor y más confortable atención con nivel de excelencia.Siguiendo esta forma de trabajo le hemos dado continuidad y mayor frecuen-cia a un evento exitoso, denominado “Welding Day”, que nos permite un mejor acercamiento con nuestros clientes, facilitando el intercambio y el clima de negocios en las diferentes y distantes regiones de nuestro extenso mercado nacional. También tenemos que señalar el fortalecimiento logrado en máqui-nas, equipos y automatización, así como en elementos de protección perso-nal, en todo ellos estamos consolidando nuestro liderazgo y una mayor colaboración y sociedad con nuestros distribuidores y revendedores. Otra novedad incorporada durante el año 2012 es una herramienta de servicio que nos permitirá optimizar las soluciones en soldadura y corte ofrecidas a los clientes, así como ayudar a los mismos en la mejora de productividad, eficien-cia, competitividad y rentabilidad del negocio. Dicha herramienta ESAB la denomina ingeniería con agregado de valor, también conocida con su común denominación de “value selling”. Con dicha herramienta de análisis, detección de oportunidades de mejora y soluciones de gran valor para nuestros clientes, trabajaremos extensivamente tanto en el área técnica como comercial. Una vez más seguimos la senda de la mejora continua, potenciamos nuestro liderazgo y queremos ser su socio preferido en soldadura y corte.
Eduardo AstaGerencia Técnica / Process Centre

Nº 135 20134
índice
página 3 EDITORIAL
EXPERIENCIA PRÁCTICA EN PRODUCCIÓN AUTOMOTRIZ página 5
APLICACIÓN CON ALAMBRE TUBULAR ESAB Tubrod 75 e71t-5 página 8
EFECTO DEL PROCEDIMIENTO DE SOLDADURA SOBRE LAS PROPIE-DADES DEL METAL DE APORTE PURO DE ACERO INOXIDABLE SUPERMARTENSÍTICO(*)Se estudiaron diferentes gases de protección y tratamientos térmicos página 10
MARATHON PACTM-EFICIENCIA TOTAL EN PROCESO FCAWMaximizar la eficiencia de producción y de Calidad en la soldadura, de la industria naval
GUÍA PARA LA DETERMINACIÓN DEL PRECALENTAMIENTOEn la soldadura de aceros estructurales
SOLDADURA DE INTERCAMBIA-DOR DE CALOR Aplicación de Mechtig C2002i y POC en la empresa SOIME SRL
página 15
página 21
página 27
página 8
página 28
página 30

Nº 135 2013 5
Situación
E l caso que se plantea en esta oportunidad es una experiencia práctica en el
cliente Honda. La empresa se encontraba en plena etapa de desarrollo de dispositivos, equipos de ensamble y soldadura de la uni-dad Honda modelo City. Este es el primer vehículo que se fabricará en Argentina, de ahí la importan-cia del proyecto. Es allí donde nos encontramos con un inconveniente bastante común cuando se intenta soldar con consumibles fuera de los estándares de mercado. Las piezas a soldar, son las puer-tas delanteras y traseras del mencionado modelo, en su casa matriz eran realizadas con alam-bres ER70S-6 de diámetro 0,6mm puesto que los espesores a soldar eran de 0,8mm. Se debe aclarar además que la terminación super-ficial debía ser perfectamente uni-forme, sin deformaciones, con una penetración adecuada a lo largo del cordón, aún cuando el mismo varía por poseer distintos respal-dos como se observa en la figura.
A esto se agrega una complica-ción adicional, en lo comercial, los alambres de Ø0,6mm son difíciles de conseguir y además con un
costo bastante superior al conven-cional de Ø0,9mm.
Por último, el Ø0,6mm no puede ser provisto en tambores Mara-tón especiales para robótica por ser su devanado complejo y producir, gran cantidad de atascamientos.
PropuestaLuego de analizar la situación, se define realizar las soldaduras con alambre Aristorod de Ø0,9mm. Este, una de las última innovacio-nes de ESAB cuyas característi-cas lo hacen ideal para este tipo de proyectos por ser una de sus características la buena tolerancia a parámetros bajos y considerable disminución de salpicaduras por su alta estabilidad de arco.
Cabe aclarar que ya se habían realizado varias pruebas sin resul-tados positivos, por tal motivo se determina armar un equipo de trabajo formado por personal de Honda especializado en movi-mientos del Robot y técnicos de Conarco ESAB con trayectoria en el segmento para que realicen las calibraciones de los equipos en conjunto.
Pruebas PreliminaresComo punto de partida se realizan
EXPERIENCIA PRÁCTICA EN PRODUCCIÓN AUTOMOTRIZ
Javier Taffoni / Ariel Pino / Hernán Etchebarne / Martín Petit.
Figura 1 | Soldadura de la unidad Honda modelo City
Figura 2 y 3 | Cordón con distintos respaldos

Nº 135 20136
soldaduras con los parámetros primitivos utilizados por el cliente durante la etapa de puesta a punto de los equipos y dispositivos que tuvieron resultados negativos.Uno de los principales incon-venientes, eran los ángulos de ataque, continuos cambios de posición y “sticksouts” que hacían inestable la transición.
En las esquinas, la torcha se dete-nía demasiado tiempo debido al tiempo de cambio de posición y producía un exceso de calor aportado que concluía en una perforación.
Calibrando y ConfigurandoComo metodología de trabajo conjunta establecimos:
O 1° Verificar terminaciones de junta.
O 2° Posicionamiento y transi-ción de movimientos del robot. Se cambiaron ángulos de ataque, sentidos de avance y “sticksouts”
para estabilizar el arco y controlar la penetración y calor aportado, teniendo en cuenta las vías de escape de calor en cada posición y eliminando movimientos muertos.
O 3° Accionamiento de los “clamps”. Se debieron corregir algunas prensas a fin de ajustar la tolerancia del gap de las juntas.
O 4° Trabajar con parámetros de soldadura en modo “step”. Cada costura constaba de varios sec-tores ya que cambiaba la cantidad de respaldo y disipaciones durante el avance. Por esto, fuimos gene-rando parámetro a parámetro hasta culminar cada costura.
O 5° Una vez establecido el pará-metro se realiza una prueba de repetitividad para verificar que todas las soldaduras respondan de la misma manera.
O 6° Se realizaron varias prue-bas de ciclo completo. Una vez conseguidas las costuras de las diferentes partes de la pieza, se realizan sendas pruebas de ciclo productivo con la cabina cerrada simulando una producción real en la que se verifica una respuesta satisfactoria y sin paradas, lo cual nos da una seguridad respecto de la eliminación de tiempos muertos por detención de la célula.
ResultadoComo resultado se obtuvieron sol-daduras parejas, limpias, con ZAT (Zona Afectada Térmicamente) muy reducida de aspecto frió y
Figura 4 y 5 | Ángulos de ataque.
Figura 7, 8 y 9 | Soldaduras parejas, limpias, con ZAT muy reducida de aspecto frió y ningún grado visible de deformación.

Nº 135 2013 7
TIPO DE ARCO V (VOLT)
I (AMP)
CORTO CIRCUITO
CORTO CIRCUITO
CORTO CIRCUITO
CORTO CIRCUITO
CORTO CIRCUITO
CORTO CIRCUITO
VEL DE SOLDADURA(mm/min)
CALOR APORTADO(KJ/mm)
100
80
70
90
75
70
24
17,5
17
23
16,5
16
0,29
0,19
0,13
0,23
0,15
0,12
500
450
550
550
500
550
ningún grado visible de deforma-ción. Totalmente libre de salpica-duras, poros o cualquier tipo de discontinuidades.
Algunos Números O Como resultado, se reduce un
22% el calor aportado. O Se aumenta un 7% promedio la
velocidad de soldadura. O Se elimina el retrabajo y la
reparación. O Se eliminan tiempos muertos
Figura 10, 11, 12 y 13 | Resultados de las soldaduras.
Tabla 1: Calculo del calor aportado en cada etapa.
por detención de la celda cuando el arco se desestabiliza.
O Se eliminan tiempos muertos de cambio de rollos ya que este alambre se está suministrando en tambores Maratón.
O El alambre es de uso gené-rico, por lo que es de fácil provi-sión, disminuyendo su logística de aprovisionamiento.
O Una reducción en el costo del mismo en un 30% a 35% del costo con respecto al Ø0,6mm.

Nº 135 20138
Resúmen
E l objetivo de este trabajo es mostrar la aplicación del alambre tubular TUBROD
75 en soldadura de aceros al car-bono aleados de composición química diferente.
Introducción.La exigencia de esta unión sol-dada, en aceros aleados de hasta 0,45 % de C con buenas propie-dades mecánicas, cordones leve-mente convexos de penetración media y calidad radiográfica, con proceso de soldadura MIG – MAG debe realizarse con un material de aporte básico, Figura 1.
El alambre tubular ESAB TUBROD 75 E71T-5/71T-5M reúne estas condiciones depositando un
material similar al del electrodo E7018 en términos de resisten-cia a la fisuración, ductibilidad y tenacidad.
Desarrollo.Los ensayos se realizaron en un puesto de soldadura donde hay un dispositivo de fijación de pie-zas y rotación con velocidad regulable. Figura 2.
El equipo de soldadura es MIG – MAG 600 A. con devanador separado de doble tren de rodi-llos y torcha refrigerada por agua. Figura 3 y 4.El gas de protección utilizado es mezcla 80 % Argón más 20 % de CO2. Figura 5.
El material del buje es acero al carbono tipo SAE 1045 espesor 15 mm con la corona dentada de acero al carbono tipo SAE 1010 de espesor 15,8 mm .
El material de aporte Alambre Tubular ESAB TUBROD 75 en diá-metro 1,6 mm.
Los parámetros de tensión 31,5 y la corriente de 270.La transferencia de arco spray, sin proyecciones.
APLICACIÓN CON ALAMBRE TUBULAR ESAB
TUBROD 75 E71T-5
Por: Eduardo Radici.
Figura 3 | Equipo de soldadura.
Figura 2 | Dispositivo de soldadura.
Figura 1 | Vista de los engranajes soldados.
Figura 4 | Equipo de soldadura.

Nº 135 2013 9
Utilizamos corriente continua polo positivo a la torcha y salida de inductancia media.
La posición de soldadura es en filete con cierta inclinación verti-cal con ubicación de torcha a 5 grados a la derecha de la vertical y sentido de rotación de la pieza antihorario.
El caudal de gas utilizado 15 litros por minuto.
En la Figura 6 puede observarse el cordón de soldadura realizado faltando ajustar un poca más la posición de la torcha y el control de velocidad de giro del disposi-tivo para aplanar el cordón. En la figura 7 puede observarse una macrografía de la penetración
Conclusión.Con la aplicación del alambre tubular TUBROD 75 en diámetro 1,6 milímetros se logro un cor-dón de soldadura aceptable sin mordeduras en los bordes, sin proyecciones adheridas, des-prendimiento fácil de la escoria.
La penetración es suficiente , auque se podría aumentar ajus-tando la posición de la torcha y la velocidad de giro, para que sea mas equilibrada en ambos lados.
No se realizaron ensayos para conocer las propiedades mecá-nicas, teniendo en cuenta las características del alambre se puede garantizar la alta tenaci-dad, resistencia a la fisuración y la resistencia mecánica.
El personal de la firma Montecor SRL participante en este trabajo quedo sumamente conforme y aceptando el nuevo producto, para ser aplicado en piezas similares.
También agradecer la participa-ción del personalde la firma Sudeste Gases SRL por su apoyo.
Figura 8 | Grupo de trabajo.
Figura 6 | Cordón de soldadura.
Figura 7 | Penetración de la soldadura.
Figura 5 | Esquema de la pieza
SAE 1010
15mmSAE 1045
15,8
mm

Nº 135 201310
Resumen
La soldadura de los aceros inoxidables supermartensí-ticos desempeña un papel
crucial en algunos componentes, interviniendo en su dureza, pro-piedades de tracción, tenacidad y resistencias a la corrosión y al daño por hidrógeno.
El procedimiento de soldadura tiene una importante influencia sobre las características finales del depósito, ya que puede modifi-car su composición química y sus propiedades.
El uso de determinados tratamien-tos térmicos post-soldadura permite ajustar las propiedades finales a tra-vés de la evolución microestructural. El objetivo de este trabajo fue el de estudiar el efecto del gas de protec-ción y el tratamiento térmico post-
soldadura sobre la composición química, la evolución microestructu-ral y las propiedades mecánicas del metal de aporte puro de un acero inoxidable supermartensítico depo-sitado con un alambre tubular del tipo metal-cored bajo el proceso de soldadura semiautomática con pro-tección gaseosa. IntroducciónLos aceros inoxidables supermar-tensíticos (SMSS) han sido desa-rrollados, en los últimos años, como una atractiva alternativa tecnológica y, principalmente, se los encuentra en aplicaciones rela-cionadas con la industria del gas y del petróleo. La soldadura de estos aceros desempeña un papel crucial en algunos componentes, interviniendo en su dureza, resis-tencia a la tracción, tenacidad y resistencias a la corrosión y al daño por hidrógeno.
EFECTO DEL PROCEDIMIENTO DE SOLDADURA SOBRE LAS
PROPIEDADES DEL METAL DE APORTE PURO DE ACERO
INOXIDABLE SUPERMARTENSÍTICO (*) Se estudiaron diferentes gases de protección y
tratamientos térmicos
Por: S. Zappa (1); E. Surian (1, 2); H. Svoboda (3); M. Ramini de Rissone (2); L. de Vedia (4)1 Universidad Nacional de Lomas de Zamora, Facultad de Ingeniería, Secretaría de investigación, Buenos Aires, Argentina.2 Universidad Tecnológica Nacional, Facultad Regional San Nicolás, DEYTEMA, Buenos Aires, Argentina.3 Universidad de Buenos Aires, Facultad de Ingeniería, Laboratorio de Materiales y Estructuras y Departamento de Ingeniería Mecánica, CONICET, Buenos Aires, Argentina.4 Universidad Nacional de San Martín y Comisión Nacional de Energía Atómica, Instituto de Tecnología Prof. J. A. Sabato, Buenos Aires, Argentina.(*) Este trabajo fue presentado en el Show AWS, Atlanta, noviembre de 2010.

Nº 135 2013 11
Estos aceros fueron desarrollados en base a los aceros martensíticos clásicos (11 a 14 %Cr), reduciendo, a niveles muy bajos, el contenido de carbono para disminuir la dureza y mejorar la soldabilidad, agregando níquel para asegurar una estructura con menor canti-dad de ferrita delta y molibdeno para mejorar la resistencia a la corrosión.
Dependiendo de la composi-ción química y del procedimiento de soldadura, la microestructura obtenida del depósito del SMSS, en condición como soldado, está principalmente compuesta por martensita con fracciones varia-bles de austenita retenida (por encima de un 30 %) y ferrita delta (por encima de un 10%) con dife-rentes morfologías (vermicular, Widmanstätten).
En condición como soldado, es común obtener alta dureza y baja tenacidad debido a la matriz mar-tensítica. En la práctica, se utilizan determinados tratamientos térmi-cos post-soldadura (PWHT) para revenir la martensita y aumentar el contenido de austenita rete-nida, los que disminuyen la dureza y aumentan la tenacidad de los depósitos soldados, fundamen-talmente. Los PWHT empleados en los SMSS son de corto tiempo siendo, en algunos casos, meno-res que media hora.
El objetivo del presente trabajo fue el de estudiar el efecto del gas
de protección en el proceso de soldadura y el del PWHT (de 650 °C durante 15 minutos) sobre la microestructura y las propiedades mecánicas del metal de aporte puro de un SMSS depositado con un alambre tubular metal-cored (con relleno metálico) con el pro-ceso de soldadura semiautomá-tica bajo protección gaseosa.
Procedimiento experimentalSe soldaron tres cupones de metal de aporte puro de SMSS acorde con la norma ANSI/AWS A5.22-95 usando un alambre tubular del tipo metal-cored de 1,2 mm de diáme-tro con el proceso de soldadura semiautomático con tres gases de protección diferentes. Los pará-metros de soldadura empleados se muestran en la tabla 1.
En todos los casos la posición de soldadura fue plana y las tempe-raturas de precalentamiento y de entre pasadas fueron de 100 °C.
El caudal de gas fue de 18 L/minuto y el stickout de 20 mm, aproximadamente.
Una vez soldados los tres cupones fueron evaluados mediante la téc-nica de radiografía acorde con la norma ANSI B31.3-96.
En las muestras en condición como soldado y con tratamiento térmico posterior (a 650 °C durante 15 minutos) se determinó la com-posición química, se estudiaron la microestructura y el nivel de
CUPÓN GAS DEPROTECCIÓN
T(V)
H3A
C3A
A3A
Ar + 5% He
Ar + 2% Co2
Ar + 18% Co2
25
25
26
226
230
23
5
6
1,1
1,0
C(A)
VS(mm/s)
CA(kj/mm)
Tabla 1| Parámetros de soldadura.
Figura 1 | Apariencia del último cordón soldado.
A3A
C3A
A3A

Nº 135 201312
inclusiones y se midieron la dureza y las propiedades en tracción e impacto Charpy-V a temperaturas de ensayo entre 20 y -60 ° C
Resultados y discusiónSe encontró que al aumentar el contenido de CO2 en el gas de protección (aumenta el potencial de oxidación) se incrementó el nivel de salpicaduras producido durante la transferencia metálica y la relación ancho/penetración del último cordón soldado dismi-nuyó. Las figuras 1 y 2 muestran la apariencia y un corte transversal del último cordón soldado de cada cupón, respectivamente.
Con el aumento del contenido de oxígeno en el gas de protección, aumentaron los contenidos de C,
O y N y disminuyeron levemente los de Mn, Mo, Cu, Ni y Cr en el metal depositado. La tabla 2 muestra los resultados de la composición química determinada sobre los cupones.
Por otro lado, el contenido, la den-sidad y el diámetro promedio de las inclusiones aumentaron. La tabla 3 muestra los resultados del estudio de las inclusiones.
En la microestructura de los depó-sitos soldados, martensita con ferrita y austenita retenida, no se encontraron importantes modifi-caciones . Con el aumento del % de CO2 en el gas de protección el contenido de austenita aumentó y el de ferrita delta no varió. La figura 3 muestra imágenes de microsco-
Tabla 2| Composición química.
Tabla 3| Resultados del estudio de las inclusiones.
CUPÓN C(ppm)
Mn(%)
Si(%)
S(%)
Cr(%)
Ni(%)
Mo(%)
Cu(%)
V(%)
O(ppm)
N(ppm)
H3A
C3A
A3A
140
150
180
1,72
1,75
1,57
0,44
0,45
0,42
0,015
0,014
0,016
11,8
11,7
11,7
6,21
6,20
6,12
2,69
2,66
2,47
0,48
0,48
0,41
0,09
0,09
0,09
380
440
710
50
60
140
CUPÓN TI Area(μm2)
Di(inc/μm2)
DPI(μm)
OP O en MAP(ppm)
H3A
C3A
A3A
5
14
32
1694,6
1694,6
1694,6
0,003
0,008
0,019
1,14
1,26
1,40
0
1
9
380
440
710
COUPONS VC(°C/min)
AC1(°C)
H3A
C3A
A3A
Ar + 5% He
Ar + 2% Co2
Ar + 18% Co2
25
25
26
226
230
23
AC3(°C)
Tabla 4| Temperaturas críticas de transformación.
Figura 1 | Corte transversal del último cordón soldado
A3A
C3A
H3A

Nº 135 2013 13
pía electrónica de barrido de los diferentes materiales en estudio en condición como soldado.
Además, no se observaron cam-bios microestructurales con la aplicación del tratamiento térmico observados mediante microscopía óptica o electrónica de barrido.
Las temperaturas críticas de trans-formación, determinadas por dila-tometría, aumentaron (tabla 4), asociado este hecho a la disminu-ción de la composición química.La tabla 5 muestra los resultados de la cuantificación microestruc-tural y de las propiedades mecá-nicas de los diferentes cupones estudiados.
La dureza, las resistencias a la tracción y a fluencia aumentaron, siguiendo las variaciones de la composición química, en particu-lar, el contenido de carbono debido a que este elemento endurece la martensita y aumenta la precipi-tación de carburos; la elongación y reducción de área a la fractura disminuyeron.
La tenacidad disminuyó alrededor de un 40 %, independientemente del contenido de austenita. Esto puede estar relacionado con el aumento del contenido de oxígeno, como así también al nivel inclusio-nario. La superficie de fractura fue
dúctil para todas las probetas a todas las temperaturas de ensayo.
Los tratamientos térmicos no afec-taron los contenidos de ferrita, como era de esperar, mientras que los contenidos de austenita retenida sufrieron variaciones de diferentes maneras, debido a las modificaciones generadas en la composición química que afecta-ron a las temperaturas AC1 y AC3, y la posición de estas temperatu-ras respecto de la temperatura del PWHT seleccionada.
La temperatura AC1 de un acero depende de la composición quí-mica y de la velocidad de calen-tamiento. En aleaciones de altos contenidos de Ni, esta tempera-tura puede ser tan baja como 500-550 °C. A bajas temperaturas de PWHT la cinética de formación de carburos es muy lenta y, es nor-mal, que precipite austenita. Por lo tanto, debido a un mecanismo difusional, la austenita formada durante el PWHT, tendrá una com-posición química diferente de la formada durante el proceso de soldadura.
La matriz martensítica y la auste-nita retenida producidas durante el proceso de soldadura tendrán idéntica composición química, mientras que la nueva austenita formada durante el PWHT se habrá
Tabla 5 | Cuantificación microestructural y propiedades mecánicas.
CUPÓN F(%)
A(%)
D(HV1)
UTS(MPa)
YS(MPa)
E(%)
AR(%)
TENACIDAD (J) / (°C)
H3A
C3A
A3A
H3P
C3P
A3P
9
10
10
9
10
10
7
9
20
28
26
15
339
345
357
318
331
337
1134
1174
1189
1052
1142
1159
920
955
950
875
925
950
17
15
13
19
15
13
45
40
37
53
40
37
20
41
37
26
63
59
40
0
33
36
24
51
48
35
-20
31
34
21
45
45
34
-40
29
33
19
43
43
32
-60
28
32
18
43
38
32
Figura 1 | Microscopía electrónica de los cupones.
A3A
C3A
H3A

Nº 135 201314
enriquecido en N, C y Ni. Este grado de enriquecimiento estabi-liza la austenita formada durante el PWHT. Si el PWHT se realiza a tem-peraturas ligeramente por encima de AC1, la austenita enriquecida es estable a temperatura ambiente. Si el PWHT se lleva a cabo a tempe-raturas muy por encima de AC1, la austenita formada durante el PWHT se transformará en marten-sita “fresh” durante el enfriamiento. Ahora bien, si el PWHT se efectúa por debajo de AC1, el contenido de austenita disminuye, con res-pecto al contenido de esta fase en condición como soldado, trans-formando en martensita fresca a temperatura ambiente.
En este sentido, las diferencias observadas en el contenido de austenita retenida a tempera-tura ambiente de las diferentes muestras tratadas térmicamente podrían estar relacionadas con las diferencias encontradas en la composición química, que genera cambios en las temperaturas AC1.
Las variaciones encontradas en las temperaturas AC1 de las dife-rentes muestras estudiadas (todas ellas tratadas a la misma tempe-ratura de PWHT) explicarían las variaciones de austenita rete-nida encontradas a temperatura ambiente.
Ésta es la razón de la importan-cia de la selección de los PWHT a emplear en las soldaduras de los SMSS, ya que una mala selección de esta temperatura puede causar propiedades no deseadas.
Con el PWHT la dureza, la resis-tencia a la tracción y el límite de fluencia disminuyeron, tanto la elongación y reducción de área a la fractura aumentaron y, la tena-cidad se incrementó, aproxima-damente, en un 50%, mostrando el mismo comportamiento para
todas las muestras. ConclusionesAumentar el contenido de CO2 en el gas de protección afecta la composición química de los depó-sitos de soldadura de SMSS sin producir grandes modificaciones en la dureza y las propiedades mecánicas, pero generando mar-cadas variaciones en la tenacidad.
El PWHT a 650 ºC y 15 minutos mejoró la tenacidad sin generar cambios notables en las otras pro-piedades mecánicas. En conse-cuencia, en aquellos casos en los que la tenacidad no es un requisito importante, el uso de mezclas de gases de protección ricos en CO2 sin PWHT, puede ser considerado como una alternativa ya que con-duce a bajos costos de fabricación
AgradecimientosLos autores quieren expresar su gratitud a ESAB-Suecia por la donación de los consumibles y los análisis químicos by Leco®, a CONARCO-ESAB por los análi-sis químicos por espectrometría, a AIR LIQUIDE por la donación de los gases de soldadura, a la FUNDACIÓN LATINOAMERICANA DE SOLDADURA por las facilida-des para soldar y para realizar los ensayos mecánicos, al LABORA-TORIO DE MICROSCOPÍA ELEC-TRÓNICA del INTI MECÁNICA por las imágenes SEM y a APUEMFI y al ANPCyT por el apoyo financiero.

Nº 135 2013 15
El Mercado
U ltrapetrol es una empresa de transporte industrial marino. Se ocupa de los mercados
de transporte Marino-Fluvial de gra-nos, oleaginosas, minerales, petró-leo, derivados de petróleo, así como también el mercado de provisión de plataformas de petróleo, a través de sus operaciones en los siguientes tres segmentos de la industria de transporte marino: River Business, Offshore Supply Business y Ocean Business. El astillero del Grupo Ultrapetrol, es
el más grande y moderno de Amé-rica latina. Punta Alvear comenzó sus actividades en enero de 2010 con su producción en serie de bar-cazas tanque de 2500 toneladas, y luego se dedicó a la fabricación de barcazas de carga seca. Con una inversión de 50 millones de dólares, el astillero evalúa ampliar las instala-ciones para poder dar respuesta a la creciente demanda de bodega que tiene la hidrovía Paraná-Paraguay. La demanda se basa en que hay 1800 barcazas en el río que necesitan renovarse y además está creciendo el tráfico en la hidrovía a niveles que
MARATHON PACTM-EFICIENCIA TOTAL EN PROCESO FCAWMaximizar la eficiencia de producción y de
calidad en la soldadura, de la industria naval
Por: Walter Donag, Esab Conarco- Asistencia Técnica Comercial- Región Litoral
Figura 1 | Vista panorámica de la Planta de Ultrapetrol en Argentina

Nº 135 201316
va a llegar en los próximos años de 15 a 20 millones de toneladas anua-les. Con lo cual, el fenómeno se va a dar en dos variables: renova-ción de unidades y la necesidad de nuevas incorporaciones, significará un requerimiento de 200 barcazas anuales para los próximos 5 años.
El ritmo de producción actual es de 1,7 barcaza por semana, y podría lle-gar a las dos unidades por semana si concretan finalmente la ampliación. Posee alrededor de 300 emplea-dos directos y otros 400 en forma indirecta, en dos turnos diarios de producción Sistema de Producción ContinuaLa necesidad del astillero de aumen-tar la capacidad de producción a 2,2 barcazas por semana, llevo a anali-zar las diferentes etapas de produc-ción. Una de las etapas detectadas donde bajar tiempos de producción,
fue la de soldadura automatizadas de varengas con el doble fondo. En el proceso intervienen 6 equipos de soldadura con proceso FCAW, como se indica en la Fig. 3 A (antes de la colocación de Marathon Pac ),Fig 3 B, posisión de soldadura filete doble (horizontal 2F).
La propuesta fue hacer un ensayo con dos Marathon Pacs para ver tiempo real de utilización, disminu-ción del los tiempos de intercambios de los Marathon Pacs versus spools, mejora en la alimentación del alam-bre para tener un mejor cordón de filete doble.
Los inconvenientes encontrados en el proceso de este sector de solda-dura, fueron :
O Al terminarse uno de los 6 spools de alambre tubular de 16 kilos, se debían cambiar todos para volver a soldar
Figura 2 | Vista de una de las naves industriales de Ultrapetrol
Figura 4 | Instalación de Marathon Pac.
Figura 3B |
Figura 3A |

Nº 135 2013 17
O El tiempo en cambiar cada spool, necesario para dejarlo operativo
O El tiempo de reposicionar las torchas
O El tiempo de las pruebas de arranque para ver la correcta geo-metría de los cordones de filete doble
La solución a estos inconvenientes, fue efectuada con la colocación de 6 Marathon Pac, de 250 kilos de capa-cidad, esta clase de producto que ESAB ofrece, permite que en los pro-cesos automatizados se reduzcan, los tiempos totales de intercambio, posicionamiento y pruebas de solda-dura, entre otras cosas.
Instalación y puesta a punto de Marathon PacEstos envases, de forma octogonal, están diseñados, para ser movidos a
través de un dispositivo de sujeción, que sostiene al Marathon Pac de sus costados.
Posee una cruz de sujeción del liner o conduit por donde circula el alam-bre hacia el sistema de alimentación de la torcha, los tiempos de coloca-ción de estos envases son mayores por la diferencia que existe en kilos entre el spool y el Marathon Pac.
En donde hace la diferencia es en el tiempo que dicho envase dura en el proceso antes de ser cambiado, esta diferencia se traduce en un mayor tiempo de arco abierto, aumentando la productividad del proceso.
Los tiempos de puesta a punto y de prueba de la conformación del cor-dón se tomaron igual, entre ambos envases para el análisis.
La salida de hilo recto proporcionaun cordón bien posicionado y menores rechazos.Figura 5 | Salida del alambre .
Figura 6 | Esquema de las soldaduras de Filete .
FondoVarenga
Cielo Doble Fondo
A
A
12,5 mm
9,0 mm
2F
Soldadura Varengasa Doble Fondo
ITEM FILETE1 FILETE2
a
b
c
g
x
a´
b´
c´
g´
x´
8,5
9,5
0,0/-1,4
5,7
0,0
8,0
9,5
0,0/-0,9
5,7
0,5
6,6
8,5
0,0/-0,9
4,7
0,9
7,6
8,5
0,2/-0,9
5,2
0,7
FILETE 1 FILETE 2
b c
g g´
c´b´
a´
x´
a
x
Dimensionamiento (mm)Espesor del ala y alma =9 mm

Nº 135 201318
El Marathon Pac, contribuye a una mayor calidad de la soldadura por el exclusivo sistema de envasado, que asegura que el alambre salga recto desde la boquilla a la pieza. Fig 5. Otro atributo de este envase es su fácil eliminación, al poder plegarse y de poder ser reciclado para su depo-sición final. Elementos provistos para el correcto manejo de los Marathon Pac son:
O Gancho de elevación O Soporte de guía O Conducto de alambre con
conectores O Carro para movimiento del envase
En resumenDespués de los ensayos realizados, con el Marathon Pac de ESAB, Ultra-
petrol ha adoptado este sistema para el suministro del alambre de solda-dura , Tubrod 71 Ultra, para el sector automatizado de soldaduras de varengas a fondo y cielo doble fondo.El ahorro fundamental está soste-nido en la reducción de hasta un 90 % de los tiempos no productivos, mayor productividad por aumentar el tiempo de arco abierto.
Hoy el sector ha reemplazado al mes, 195 bobinas de alambre Tubu-lar de 16 kilos por 12 unidades Mara-thon Pac de 250 kilos.
Seguimos adelante como socio de este importante cliente estratégico, brindando todo el apoyo técnico comercial de la estructura ESAB, como acción para la mejora continua.
Tipo de envase Cantidad de unidades utilizadas por mes
por estación
kilos porestación
ROLLOS
MP
32,5
2,13
3120,00
3200,00
195,00
12,80
0,30
0,42
58,50
5,33
520,00
533,33
total de kilos en las 6 estaciones
por mes
Total de envases
mes
Tiempo unitario en horas
TOTAL DE HORAS AL MES
Tabla 1| Gráfica comparativa entre Marathon Pac y Spool.
Cantidad de Marathon Pac x
250 Kilos
Tiempo de Arco abierto
Tiempo de Arco abierto
Spools x 16 kilos
21
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32
tiempo muerto
tiempo muerto
tiempo total 24 días / 384 horas producción
Tiempos de arco abierto, Tiempos muertos, Cantidad de envases
Tabla 2| Tiempos medidos según tipos de envases por estación desoldadura automatizada.
Tabla3 | Tiempos no productivos según tipos de envases por mes por estación de soldadura.
Proceso Alambre Cantidad de kilos por unidades
FCAW (rollo)
FCAW (MP)
Horas mensuales de producción24 días, 16 horas p/día
16
250
11,52
180
0,8
1,5
384
1
1
1,8
2,5
Turbrod 71 Ultra1,2 mm
Tubrod 71 Ultra1,2 mm
duración del producto enproducción en horas
tiempo de intercambio de 6unidades en horas
puesta a punto en horas
TOTAL DE HORAS
Nº 135 2013 19
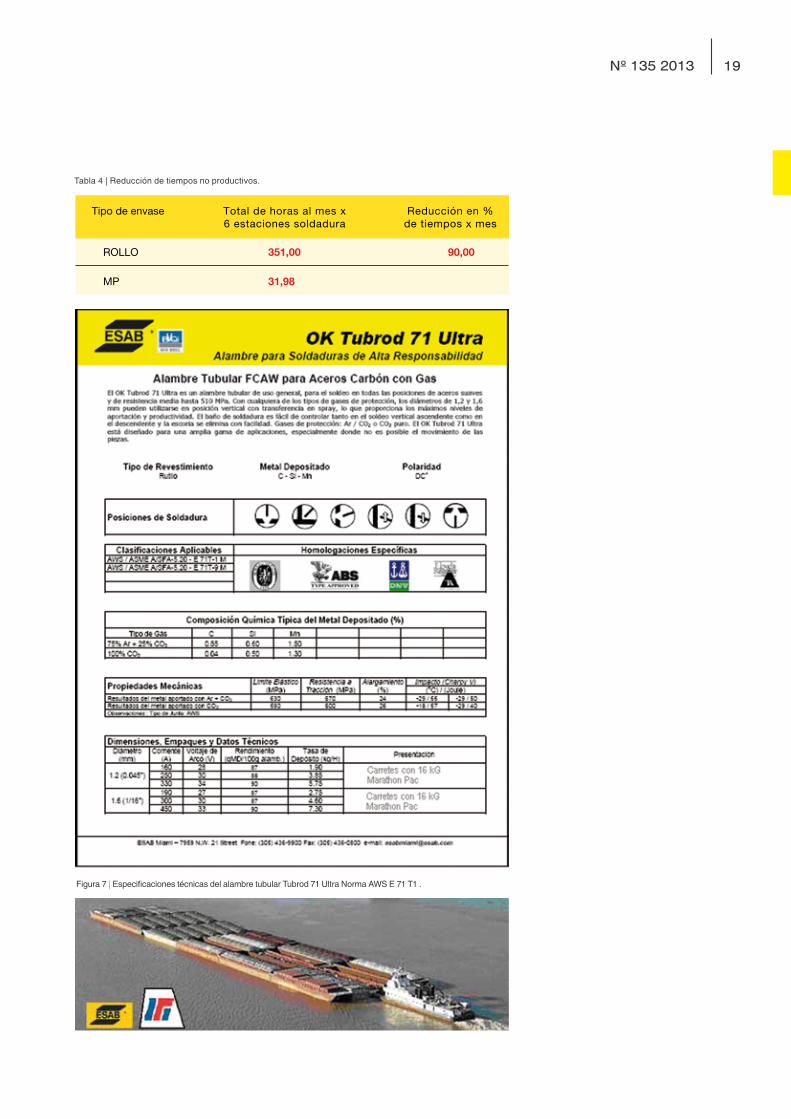
Tabla 4 | Reducción de tiempos no productivos.
Tipo de envase Total de horas al mes x6 estaciones soldadura
Reducción en %de tiempos x mes
ROLLO
MP
351,00
31,98
90,00
Figura 7 | Especificaciones técnicas del alambre tubular Tubrod 71 Ultra Norma AWS E 71 T1 .

Nº 135 201320
WELDERS CERTIFICATION. ANNEX 1 WELDING PROCEDURE SPEFICATION WPS
WELD PREPARATION DETAIL/WELDING SEQUENCE
JOINT
NAVAL STEELParent material Welding Position
Welding consumible
Shielding Gas
Other information
*For fully mechnized/robotic only Manufacture
Prehat/Interpass/PWHT
Electrical parameters
Manufacturer
WPS Nro
Welding Process
WPAR Reference (If requuired)
Joint Type
Backing
Backing Material
Back gouging
Designation
Grade
Thickness (mm)
Ouside diameter (mm)
Process
Trade name
Designation
Size (mm)
Thickness deposited (mm)
Shielding composition
Flow rate (L/min)
Backing composition
Flow rate (L/min)
Nozzle diameter (mm)
Tungsten electrode type
Tungsten electrode diameter (mm)
String or weave
12
Not date
Not date
STRING
Not date
Not date
Not date
22-25
*Oscilation
*Stand o� distance (mm)
*Torch angle
Travel speed (cm/min)
CO 2 100%
15-20
Not date
Not date
Minimum Preheat (°C)
Maximun Interpass (°C)
PWHT Temperature & time
Preheat maintenance
Not date
260
Not date
Not date
Type of current polarity
Current range (A)
Arc voltage ranger (V)
Mode metal transference
Other
DC+
Not date
Not date
SPRAY
Not Date
136
ESAB OK TUBROD 71 ULTRA MP
31 MS N10
1,2
7
Position tested
Position quali�ed
Branch angle
Other
PB
Not date
Not date
Not date
A
8
Not date
Range
Range
Range
1.1
3--19
Not date
FILLET
Not date
Not date
Not date
Not date
Not date
Not date
Method of preparation and cleaning
Tack Welding
Other
ULTRAPETROL
136-p-Fillet-R-B-SL-SPE
136
Not date
Pass1
Process136
Amp250
Voltage30
c/min22/25
Diametermm1,2
Date
Type(s)
Date
AUTOMATIC (FILLET)
1
Tabla5 | WPS realizado en el ensayo con Marathon Pac , para aprobación del RINA.

Nº 135 2013 21
GUÍA PARA LA DETERMINACIÓN DEL PRECALENTAMIENTO En la soldadura de aceros estructurales
Por Ing. Eduardo Asta, Process Centre, ESAB Argentina
Introducción
Un factor que controla la microestructura de la zona afectada por calor (ZAC), es
su velocidad de enfriamiento, esta velocidad depende de los espeso-res del material base, la geometría de la unión, el calor aportado y la temperatura de precalentamiento.
La velocidad de enfriamiento puede entonces ser usada, den-tro de cierto rango, para prevenir la formación de microestructuras peligrosas en la ZAC.
Por efecto de la velocidad de enfriamiento pueden originarse en el acero estructuras metalúrgicas de elevada dureza y, en casos extremos, provocar una trans-formación directa de austenita a martensita.
Si calentamos el material, previa-mente a la soldadura, disminuimos el desnivel térmico desde la tem-peratura de fusión del acero, des-plazando la curva de enfriamiento hacia la derecha del diagrama Temperatura – Tiempo – Trans-formación (TTT) o, para el análisis de aceros bajo procesos de sol-dadura, la curva de enfriamiento continuo(CCT).
De este modo se favorecen las
transformaciones metalúrgicas a estructuras más blandas que resultan menos frágiles y propen-sas a fisuración.
La temperatura de precalenta-miento tiene como principal fun-ción disminuir la velocidad de enfriamiento de la soldadura.
Es la mínima temperatura que debe ser alcanzada en todo el espesor y en una zona suficien-temente ancha a ambos lados de la junta del material base antes de que comience el proceso de sol-dadura y que normalmente debe mantenerse entre las diversas pasadas en caso de soldadura de pasadas múltiples.
Se aplica localmente por resisten-cia eléctrica(mantas térmicas) o llama de gas y su medición se rea-liza, siempre que sea posible, en la cara opuesta a la que se está aplicando la fuente de calor por medio de termocuplas, lápices termoindicadores, termométros de contacto, etc.
La temperatura de precalenta-miento debe ser balanceada con el calor aportado durante la operación de soldadura de acuerdo al tipo de acero y en función de las propieda-des requeridas para la junta.

Nº 135 201322
La temperatura de precalenta-miento produce también un efecto importante en la velocidad de difu-sión del hidrógeno y previene la formación de martensita en aceros de alto carbono. Además tiene un efecto secundario de reducir las tensiones residuales disminuyendo los gradientes térmicos asociados a la soldadura.
El precalentamiento incluye la tem-peratura entre pasadas cuando se trata de soldadura en multipa-sadas cuando el calor generado durante la soldadura no es sufi-ciente para mantener la tempe-ratura de precalentamiento entre pasadas sucesivas.
En general la temperatura de pre-calentamiento requerida en solda-dura multipasadas es menor que para soldadura de simple pasada.
En soldadura de multipasadas el calor de la segunda pasada dis-minuye la dureza de la ZAC que generó la primera pasada y ace-lera la migración de hidrógeno.
Esto reduce notablemente la posi-bilidad de fisuración en frío en ace-ros soldados.
La pasada en caliente realizada inmediatamente después de la pasada de raíz es muy efectiva para prevenir la fisuración en frío, dado que puede reducir la concentración de hidrógeno en aproximadamente un 30 a 40% comparados con los casos de pasada de raíz solamente. Esta hace que la temperatura de precalentamiento necesaria se pueda disminuir entre 30 y 50 °C aproximadamente.
La pasada en caliente además, puede disminuir la dureza en la ZAC.
Generalmente, en la práctica las temperaturas de precalentamiento
pueden variar desde temperatura ambiente hasta los 450 °C, en casos específicos puede ser aún mayor.
El propósito de esta guía es pro-veer de un método alternativo por control de hidrógeno para determinar las condiciones de sol-dadura (principalmente precalen-tamiento), para evitar la fisuración en frío.
Los métodos están principal-mente basados en la investigación de ensayos en pequeña escala realizados a lo largo de muchos años en diferentes laboratorios de investigación alrededor de todo el mundo.
No hay un método para predecir las condiciones óptimas en todos los casos, pero la guía considera varios factores importantes tales como nivel de hidrógeno y compo-sición del acero.
Esta guía constituye parte del Anexo IV del nuevo Reglamento Argentino para la Soldadura de Estructuras en Acero CIRSOC 304 y el Anexo I del Código AWS D1.1.
Al usar esta guía como una alter-nativa a otros métodos para esta-blecer la temperatura mínima de precalentamiento, deberá tenerse una consideración cuidadosa de las hipótesis asumidas, los valores elegidos, y la experiencia previa.
MétodosExisten numerosos métodos pro-puestos para determinar o estimar la necesidad de precalentar en la soldadura de aceros. Estos méto-dos consideran algunos o todos los factores que influyen en la fisu-ración en frío: composición química del acero, difusión de hidrógeno, calor aportado, espesor del metal base, tensiones residuales en la soldadura y restricción de la junta.

Nº 135 2013 23
Sin embargo, hay una considera-ble diferencia en la valoración de la importancia de estos factores ente los distintos métodos.
Por ejemplo el efecto de la com-posición química difiere de un método a otro en la evaluación de la importancia de cada elemento de aleación y por lo tanto se obtie-nen distintos carbonos equiva-lentes (CE), relación que permite analizar la soldabilidad del acero en función de su composición química.
Alguno de los métodos más cono-cidos y aplicados para el cálculo de la temperatura de precalenta-miento son los siguientes:
O Norma British Standard BS 5135
O Nomograma de Coe O Criterio de Duren O Criterio de Ito y Bessyo O Criterio de Suzuki y Yurioka O Método de Seferian O Método del Instituto Internacio-
nal de Soldadura O ANSI/AWS D1.1, Código de
Estructuras Soldadas en Acero O Método de la Carta
Control del HidrógenoEl método de control del hidrógeno se basa en la hipótesis que la fisura no ocurrirá si la cantidad prome-dio de hidrógeno que permanece en la junta luego que fue enfriada hasta los 50°C no excede un valor crítico que depende de la compo-sición del acero y el grado de res-tricción. Usando este método se puede estimar la temperatura de precalentamiento necesaria para permitir la difusión de suficiente hidrógeno fuera de la junta.
Este método está basado prin-cipalmente en los resultados de ensayos de soldadura utilizando junta con bisel de penetración parcial (JPP) soldada con restric-ción. El metal de soldadura usado
en los ensayos iguala las propie-dades del metal base. No se han realizado ensayos extensivos de este método en soldadura de filete; sin embargo, teniendo en cuenta la restricción, ha sido adaptado adecuadamente para dichas soldaduras.
Para el método de control del hidrógeno, se requiere una deter-minación del nivel de restricción y del nivel de hidrógeno original en la pileta líquida del metal de soldadura.
En esta guía, la restricción es cla-sificada como alta, media o baja, donde la categoría de restric-ción se deberá establecer por la experiencia.
El método de control del hidró-geno está basado en un único cordón de soldadura de bajo calor aportado que representa una pasada de raíz y asume que la ZAC se endurece. Este método es particularmente útil para aceros de baja aleación y alta resistencia que tengan muy alta templabilidad, donde el control de dureza no es siempre factible. En consecuen-cia, debido a la consideración que la ZAC se endurece totalmente, el calentamiento predicho puede ser muy conservador para aceros al carbono.
Selección del MétodoSe sugiere el siguiente procedi-miento para analizar la solidaridad del acero, previo a la utilización de control del hidrógeno.
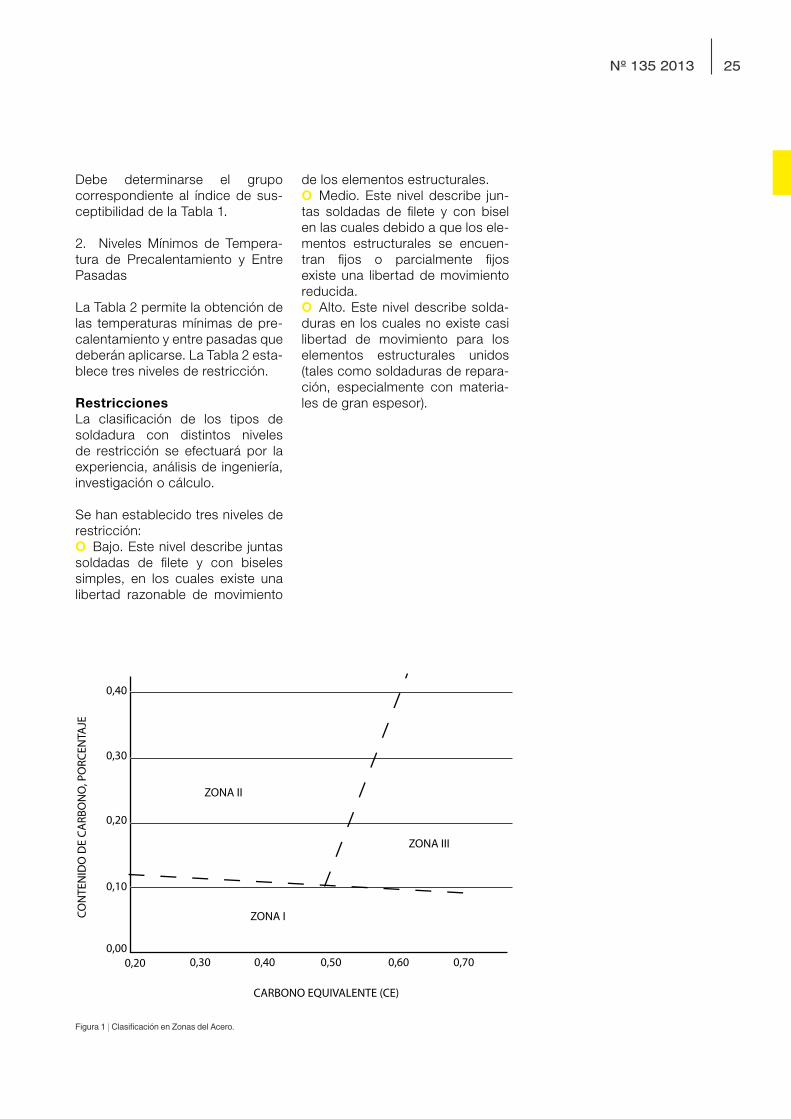
Determinar el carbono y el car-bono equivalente de acuerdo con la expresión del Instituto Interna-cional de Soldadura (IIW):
Para ubicar la posición de la zona
15
)(
5)(
6)( CuNiVMoCrSiMn
CCE+
+++
++
+=

Nº 135 201324
del acero en la Figura 1. Las características de compor-tamiento de cada zona y la inter-pretación de las mismas es la siguiente:Zona I. La fisuración es improba-ble, pero puede ocurrir con alto hidrógeno o alto nivel de restric-ción. Usar el método de control del hidrógeno para determinar el precalentamiento de los aceros de esa zona.
Para aceros con alto carbono, puede requerirse un mínimo calor aportado para el control de dureza y un precalentamiento para el con-trol del hidrógeno tanto para sol-daduras de filete como de bisel.
Zona III. Deberá usarse el método de control del hidrógeno. Donde el calor aportado deberá ser res-tringido para preservar las propie-dades mecánicas de la ZAC(por ejemplo en algunos aceros tem-plados y revenidos) deberá usarse el método de control del hidró-geno para determinación del precalentamiento.
Aplicación del Método de Con-trol del Hidrógeno
1. El valor del parámetro de com-posición, Pcm, deberá ser calcu-lado de acuerdo con la siguiente expresión:
El nivel de hidrógeno deberá ser determinado y definirse como sigue:
1) H1 Hidrógeno Extra Bajo. Estos consumibles deben tener un con-tenido de hidrógeno difusible menor que 5ml/100g de metal depositado, medido de acuerdo con la norma ISO 3690-1976 o un contenido de humedad del recu-
brimiento del electrodo menor o igual que 0.2% de acuerdo con las normas IRAM-IAS U500-601 y U500-127(ANSI/AWS A5.1 o A5.5).
Esto puede ser establecido ensa-yando cada tipo de consumible o combinación alambre/fundente aplicada.
Los siguientes consumibles podrán ser considerados como que alcanzan estos requerimientos:
O Electrodos de bajo hidró-geno tomados de envases her-méticamente cerrados, secados entre 340 °C y 430 °C por una hora(teniendo en cuenta la indica-ción específica del fabricante del consumible) y usados dentro de las dos horas de ser retirados.
O GMAW con alambres sólidos limpios
2) H2 Bajo Hidrógeno. Estos con-sumibles deben tener un contenido de hidrógeno difusible menor que 10ml/100g de metal depositado medido de acuerdo con la norma ISO 3690-1976 o un contenido de humedad del recubrimiento del electrodo menor o igual que 0.4% de acuerdo con las normas IRAM-IAS U500-601 y U500-127 (ANSI/AWS A5.1 o A5.5). Esto puede ser establecido ensayando cada tipo y marca o combinación alambre/fundente aplicada. Los siguientes consumibles podrán ser conside-rados como que alcanzan estos requerimientos:
O Electrodos de bajo hidrógeno tomados de envases cerrados, almacenados y acondicionados convenientemente y usados den-tro de las cuatro horas luego de ser retirados.
O SAW con fundente seco. 3) H3 Hidrógeno no controlado. El resto de los consumibles que no alcanzan los requerimientos de H1 o H2.
VVMoCrNiCuMnSi
CcmP 510152060202030
+++++++=
Nº 135 2013 25
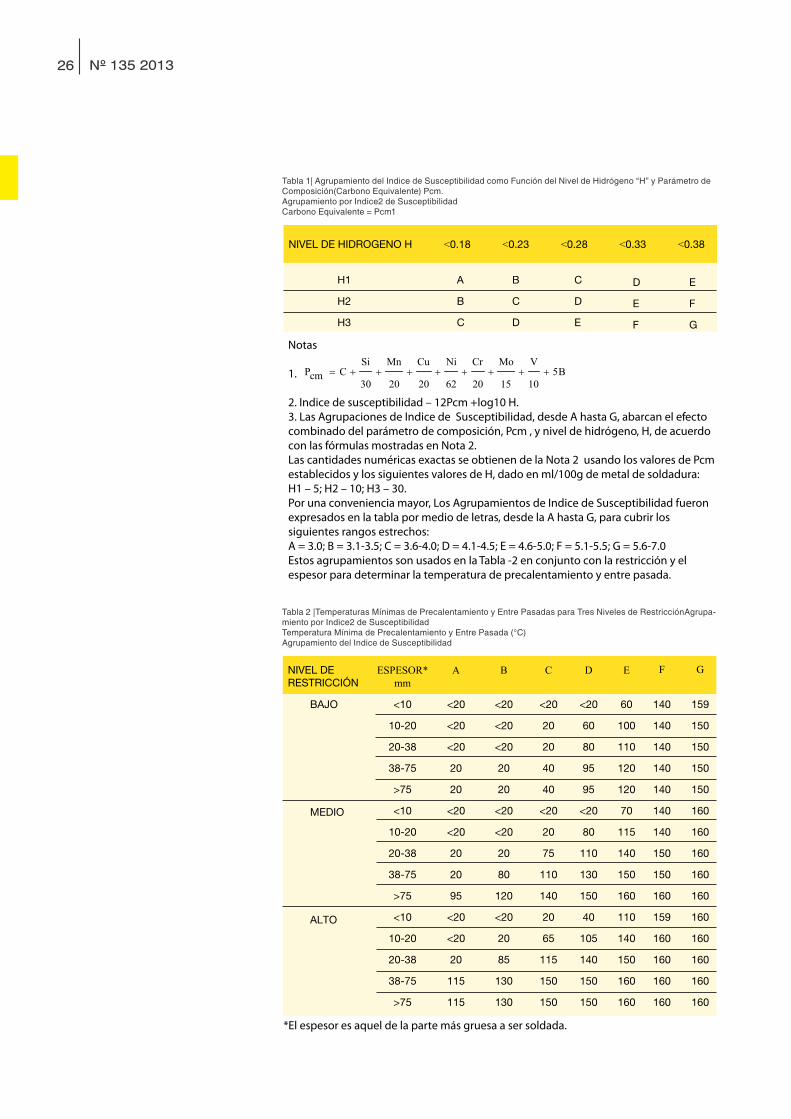
Debe determinarse el grupo correspondiente al índice de sus-ceptibilidad de la Tabla 1.
2. Niveles Mínimos de Tempera-tura de Precalentamiento y Entre Pasadas
La Tabla 2 permite la obtención de las temperaturas mínimas de pre-calentamiento y entre pasadas que deberán aplicarse. La Tabla 2 esta-blece tres niveles de restricción.
RestriccionesLa clasificación de los tipos de soldadura con distintos niveles de restricción se efectuará por la experiencia, análisis de ingeniería, investigación o cálculo.
Se han establecido tres niveles de restricción:
O Bajo. Este nivel describe juntas soldadas de filete y con biseles simples, en los cuales existe una libertad razonable de movimiento
de los elementos estructurales. O Medio. Este nivel describe jun-
tas soldadas de filete y con bisel en las cuales debido a que los ele-mentos estructurales se encuen-tran fijos o parcialmente fijos existe una libertad de movimiento reducida.
O Alto. Este nivel describe solda-duras en los cuales no existe casi libertad de movimiento para los elementos estructurales unidos (tales como soldaduras de repara-ción, especialmente con materia-les de gran espesor).
0,40
0,30
0,20
0,20 0,30 0,40 0,50 0,60 0,70
0,10
0,00
CON
TEN
IDO
DE
CARB
ON
O, P
ORC
ENTA
JE
CARBONO EQUIVALENTE (CE)
ZONA II
ZONA I
ZONA III
Figura 1 | Clasificación en Zonas del Acero.
Nº 135 201326
Tabla 1| Agrupamiento del Indice de Susceptibilidad como Función del Nivel de Hidrógeno “H” y Parámetro de Composición(Carbono Equivalente) Pcm.Agrupamiento por Indice2 de SusceptibilidadCarbono Equivalente = Pcm1
Tabla 2 |Temperaturas Mínimas de Precalentamiento y Entre Pasadas para Tres Niveles de RestricciónAgrupa-miento por Indice2 de SusceptibilidadTemperatura Mínima de Precalentamiento y Entre Pasada (°C)Agrupamiento del Indice de Susceptibilidad
NIVEL DE RESTRICCIÓN
ESPESOR*mm
A B C D E F G
BAJO
MEDIO
ALTO
<10
10-20
20-38
38-75
>75
<10
10-20
20-38
38-75
>75
<10
10-20
20-38
38-75
>75
<20
<20
<20
20
20
<20
<20
20
20
95
<20
<20
20
115
115
<20
20
20
40
40
<20
20
75
110
140
20
65
115
150
150
<20
60
80
95
95
<20
80
110
130
150
40
105
140
150
150
60
100
110
120
120
70
115
140
150
160
110
140
150
160
160
140
140
140
140
140
140
140
150
150
160
159
160
160
160
160
159
150
150
150
150
160
160
160
160
160
160
160
160
160
160
<20
<20
<20
20
20
<20
<20
20
80
120
<20
20
85
130
130
*El espesor es aquel de la parte más gruesa a ser soldada.
NIVEL DE HIDROGENO H <0.18 <0.23 <0.28 <0.33 <0.38
H1
H2
H3
A
B
C
B
C
D
C
D
E
D
E
F
E
F
G
Notas
1.
2. Indice de susceptibilidad – 12Pcm +log10 H.3. Las Agrupaciones de Indice de Susceptibilidad, desde A hasta G, abarcan el efecto combinado del parámetro de composición, Pcm , y nivel de hidrógeno, H, de acuerdo con las fórmulas mostradas en Nota 2.Las cantidades numéricas exactas se obtienen de la Nota 2 usando los valores de Pcm establecidos y los siguientes valores de H, dado en ml/100g de metal de soldadura:H1 – 5; H2 – 10; H3 – 30.Por una conveniencia mayor, Los Agrupamientos de Indice de Susceptibilidad fueron expresados en la tabla por medio de letras, desde la A hasta G, para cubrir los siguientes rangos estrechos:A = 3.0; B = 3.1-3.5; C = 3.6-4.0; D = 4.1-4.5; E = 4.6-5.0; F = 5.1-5.5; G = 5.6-7.0Estos agrupamientos son usados en la Tabla -2 en conjunto con la restricción y el espesor para determinar la temperatura de precalentamiento y entre pasada.
B5
10
V
15
Mo
20
Cr
62
Ni
20
Cu
20
Mn
30
SiCcmP ++++++++=

Nº 135 2013 27
SOLDADURA DE INTERCAMBIADOR DE CALOR
APLICACIÓN DE MECHTIG C2002I Y POC EN LA EMPRESA SOIME SRL
Por: Ing. Marcelo Schanz / Marcelo Tamasi / Ariel Pino, Asistencia Técnica, ESAB-CONARCO
Conociendo el equipo
Aristo ™ MechTigC2002i es una pequeña y compacta fuente de alimentación de
soldadura orbital con enfriador de agua integrada que junto con los cabezales o herramientas de sol-dadura de tubo, proporciona una excelente calidad y productividad.
Puede entregarle velocidad a dos motores a la vez; alimentación de alambre y rotación.
Está equipada con un “display” de 250mm para una excelente visión desde cualquier lugar de trabajo de los parámetros de soldadura prefijados, como así también los que se están utilizando en el momento. Permite cambiarlos aún, soldando
Tiene la ventaja de poseer, tanto una biblioteca con parámetros prefijados desde fábrica, como así también la posibilidad que el operador pueda generar el suyo y guardarlo en ella.
Tan sólo la máquina le pide unos pocos datos para hacerlo como: espesor pared de caño, diámetro del mismo, material constitutivo y herramienta a utilizar.
Cuenta con una impresora incor-porada que le entregará al finalizar la soldadura velocidad, tensión, potencia, etc. con su fecha actual.Otra ventaja importante es el puerto USB incorporado, con el cual se puede transferir datos desde un equipo a otro, per-mitiendo también actualizar su software.
Aristo ™ MechTigC2002i se puede utilizar junto con herramientas tales como PRB, PRD 160 con unidad de alimentación de alam-bre, PRH, POC, y también con las unidades de alimentación de hilo MEI 10, 21 y MEI A25, Figura1
El control remoto (opcional) en la mano del soldador, hace que sólo esté observando el trabajo, ya que puede variar parámetros desde el mismo, Figura2
Conociendo la Herramienta POC 12-60
Es la típica herramienta que se elige para la fuente de poder des-cripta anteriormente para solda-dura tipo “placa / tubo”.
Está provista con un alimentador de alambre, carrete y centrador incor-porado totalmente balanceado, que permite al operador una gran avance
Figura 1 | Aristo ™ MechTigC2002i.
Figura 2 | Control Remoto.

Nº 135 201328
para hacer fácil, lo que realmente se considera difícil.El rango de diámetros externos de los tubos es de 12 a 60mm y tolera intensidades de corrientes pulsadas de hasta 200A @ 60%., Figuras 3 y 4
Conociendo la empresa donde se implementó el conjunto
S.O.I.M.E. SRL.:Servicios, Obras Industriales, Mecánicas y EstrucuturalesEs una empresa, dedicada a la ingeniería, fabricación de equi-pos de proceso y tanques de almacenajes.
Cuenta con un equipo de pro-fesionales y con un estándar de calidad y certificaciones, que la habilitan para satisfacer la demanda del mercado nacional e internacional. SOIME S.R.L., es atendida comer-cialmente desde nuestra sucursal Rosario, que se encuentra en la localidad de Fray Luis Beltrán, en
la provincia de Santa Fe y a pocos kilómetros de la ciudad.
La misma nace en 1993 y cuenta en la actualidad con 5 naves industriales, con una superficie cubierta de 5.000m2 destinados a la fabricación de:
O Recipientes a presión según código ASME VIII División 1 y 2
O Intercambiadores de calor O Torres de proceso O Separadores O Filtros O Calentadores indirectos O Hornos O Tanques de almacenajes O Estructuras metálicas
SOIME S.R.L. proporciona servi-cios entre otras, a las siguientes firmas::
O PETROBRAS S.A. O DOW CHEMICAL O PROFERTIL S.A. O BUNGE O CARGILL S.A. O DREYFUS O RENOVA
Figura 3 | Herramienta POC 12-60.Figura 4 | Aplicación del conjunto equipo- herramienta.
Figura 5 | . Pruebas y puesta a punto del proceso.
Figura 6 | . Pruebas y puesta a punto del proceso.
Figura 7 | . Pruebas y puesta a punto del proceso.

Nº 135 2013 29
O VICENTIN O SIDERAR O TOTAL O ODEBRECH O CONTRERAS O EXTERRAN O CIA. MEGA
Dentro del equipamiento ESAB que posee, se puede citar equiposRailtrac, Miggytrac, C&B Columna Pluma 5x5, Corte por plasma,LAI (Mig Mag), etc.
El desafíoEquipo: Intercambiador de Calor para planta de procesamiento de cloro
Diámetro de la placa: 1992 mm
Espesor de placa: 113 mm
Diámetro de tubos: 25,4 mm
Espesor de tubos: 2,77 mm
Soldadura en dos pasadas, primera de penetración y segunda de cierre.
Figura 10 | Armado del conjuno.Figura 11 | . Posicionamiento de la herramienta con la placa en posición horizontal
Posición: soldadura plana (placa horizontal) y en posición (placa vertical)
Controles: entre pasadas y final: control de fugas con jabón, con-trol de fugas con Helio y partícu-las magnéticas.
Antes de comenzar con el trabajo en sí, realizamos algunas prue-bas emulando lo que vendría a ser el excelente trabajo final. Las figuras 5 a 8 nos muestran una placa con caños iguales a la del intercambiador con sus respecti-vos cortes y macros para verificar penetración y “salud” metalúrgica de la soldadura.
Luego se comenzó con el meca-nizado de la placa, Figura 9, y armado del conjunto, Figura10, soldando en posición plana (placa horizontal) en una primera fase para mejorar el conoci-miento en el manejo del equipo Aristo Mechtig C2002i, Figuras 11 y 12.
Figura 8 | . Corte de la soldadura.
Figura 9 | . Mecanizado de la placa.

Nº 135 201330
En una segunda fase de producción la soldadura del producto se rea-lizó en la forma habitual para este tipo de componente (placa verti-cal). Las velocidades de solda-dura como así también valores de corrientes pulsadas, espesores, temperatura precalentamiento y entre pasadas, etc, se estable-cieron de acuerdo con las espe-cificaciones de procedimiento de soldadura (EPS o WPS) desarro-lladas según ASME.
Aristo ™ MechTigC2002i entrega la posibilidad de tener un proceso TIG de corriente pulsada, el cual disminuye considerablemente el calor aportado y, por consi-guiente, la deformación del pro-ducto finalDespués de casi 6000 solda-dura hechas en el intercambiador de calor y sus respectivas prue-bas de fugas, los resultados han sido exitosos, pudiendo observar muestras de las soldaduras de producción en la Figura 13 a y b.
Figura 13 A Y B | Muestras de soldaduras de producción.
Figura 12 | Presentación del conjunto tubos-placa previo al inicio de la soldadura.


su
curs
ales
BUENOS AIRES: Calle 18 N° 4079(B1672AWG) Villa Lynch - Pcia. de Buenos AiresVentas: 4752-2944 / 4752-2844 / 4754-7036 / 4754-7026 [email protected] Conmutador: Tel.: (54 11) 4754-7000 | Fax: 4753-6313
PATAGONIA: Tel.: (54 11) 4754-7017 / 4754-7051Conmutador: Tel.: (54 11) 4754-7000 | Fax: 4753-6313
CENTRO: Esquiú 1199 (Esquina Charcas)(X5004AFF) Barrio General Paz - CórdobaTel./Fax: (54 0351) 427-0293 / 0280 / [email protected]
CUYO: Gral. Cornelio Saavedra 10 (Esquina Av. Costanera)(M5519FAB) San José de Guaymallén - MendozaTel./Fax: (54 0261) 431-4947 / 4944 [email protected]
LITORAL: Boulevard Oroño 3041(S2011MYT) Rosario - Santa FeTel./Fax: (54 0341) 482-7701 / 2636 [email protected]
NOA: Maipu 54(T4000DWK) San Miguel de Tucumán - TucumánTel./Fax: (0381) 4553302 / 4978904 / 4979403
www.esab.com.ar