-
8/10/2019 161-182_ita
1/22
2.6.1 IntroduzioneLe riserve di gas naturale (NG, Natural Gas)
sono costan-temente aumentate negli ultimi decenni e hanno
ormaisuperato le riserve accertate di petrolio. Allinizio del
2002le riserve mondiali di gas naturale sono state stimate in1.080
miliardi di barili di olio equivalenti (boe, barrel ofoil
equivalent), mentre alla stessa data le riserve accerta-te di olio
erano di 1.032 miliardi di boe. Circa l80% delleriserve di gas
localizzato in 12 paesi e la somma dellequote di Russia e Iran
arriva a circa il 50% del totale; que-sta somma raggiunge circa il
70% se si includono gli al-
tri stati del Medio Oriente. Altri 10 paesi le cui
riservecomplessive arrivano al 30% del totale sono divisi
traAsia/Oceania (circa 10%), Africa (circa 7%), Europa (circa5%),
America Meridionale (circa 5%) e America Setten-trionale (circa
4%). In molti di questi paesi le riserve digas hanno una enorme
rilevanza strategica; si consideri
per esempio la regione del Caspio dove il rapporto trariserve di
gas e di olio varia tra 1,4 (Kazakhstan) e 36(Turkmenistan), oppure
il Qatar, dove questo rapporto di circa 14. Per questi paesi e per
altre aree, quali la piat-taforma continentale del NO dellAustralia
o lAfricaoccidentale, le prospettive di crescita economica
dipen-dono molto dalla possibilit di portare le rispettive riser-ve
ai mercati di sbocco nel modo pi conveniente.
Il mercato del gas naturale deve oggi essere consi-derato come
un mercato regionale: dei 2.330 miliardi dim3prodotti nel mondo nel
1999, solo il 20% stato com-merciato su lunghe distanze, il 15% via
metanodotti e il
5% come Gas Naturale Liquefatto (GNL).Per il 16% le riserve
totali accertate di gas naturalepossono essere def inite remote,
poich la loro collo-cazione geografica presenta, con le tecnologie
esisten-ti (metanodotti o GNL), grandi difficolt al trasferi-mento
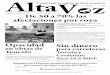
ai potenziali mercati di destinazione. Nella fig.1
161VOLUME III / NUOVI SVILUPPI: ENERGIA, TRASPORTI,
SOSTENIBILIT
2.6
Idrocarburi da gas naturale
Pianura
litoranea artica1.136 Gm3
Venezuela orientale671,1 Gm3
Bacino del Talara(Per)
51,0 Gm3
Nigeria1.670,7 Gm3
Monti Zagros(Iraq)
611,6 Gm3
Monti Zagros(Iran)
2.364,5 Gm3Provincia
arabica costiera(al-Kuwait)56,6 Gm3
Bacino precaspico(Kazakhstan)
373,8 Gm3
Bacinoarabico costiero(Arabia Saudita)
410 Gm3
fig. 1. Bacini piattrattivi con gas remoto (Petroconsultant
MAI-ZEUS, 1999).
-
8/10/2019 161-182_ita
2/22
riportata una mappa con la stima delle pirilevantiriserve di gas
remoto.
Da un punto di vista storico, i metanodotti su lunga
distanza hanno costituito la prima tecnologia utilizzata
per portare riserve di gas al mercato, come nel caso del-
lUnione Sovietica e dellAlgeria. I costi di investimentosono
comunque ancora molto elevati e in aggiunta, lat-traversamento di
confini fra nazioni spesso crea, in gran
parte delle aree geografiche, problemi di stabilitgeo-politica
tra paesi produttori e paesi consumatori. Infat-
ti, nuovi progetti per metanodotti sulla lunga distanza
vengono oggi concepiti solo per quelle aree in cui non
esistono alternative alla valorizzazione del gas. Si posso-
no citare per esempio il progetto del metanodotto trans-
caspico che dovrebbe trasportare 30 miliardi di m3 di
gas dal Turkmenistan allEuropa, attraverso lAzerbai-gian, la
Georgia e la Turchia, con un investimento sti-
mato dellordine di 2,5-2,7 miliardi di dollari e con pro-blemi
geopolitici non ancora risolti, oppure il pionieri-
stico progetto Blue Stream di posa di metanodotto in
acque profonde, recentemente realizzato dallEni nelMar Nero.
Il Gas Naturale Liquefatto (GNL) rimane un alter-nativa
interessante per lo sfruttamento del gas remoto: i
miglioramenti tecnologici e la ormai consolidata espe-
rienza realizzativa hanno abbassato il costo di questa tec-
nologia, permettendo delle realizzazioni che fino a tempi
recenti erano considerate impossibili. Il mercato del GNL
appare quindi destinato a un grande sviluppo, in fun-
zione delle prospettive delleconomia mondiale.Secondo uno studio
del Cambridge Energy ResearchAssociates study (CERA, 2002), la
capacitper GNLattuale, che di 119 milioni di t/a, attraverso i
progettiannunciati, dovrebbe salire di 34 milioni di t/a
tramite
progetti di espansione e di 111 milioni di t/a attraverso
nuovi progetti, per raggiungere 264 milioni di t/a nel
2020. Questo volume di mercato gimolto vicino
allacapacitinstallata di terminali di rigassificazione, che
prevista per il 2020 tra 260 e 310 milioni di t/a. La costru-
zione di nuovi terminali GNL resa difficile dallindi-viduazione,
nei mercati di destinazione, di aree geogra-
fiche idonee per la costruzione di questi impianti. Quin-di
unulteriore espansione del commercio internazionaledel gas naturale
limitata dalla necessitdi costruireinfrastrutture costose e
complesse (terminali e impianti
GNL e metanodotti su lunga distanza e ad alta pressio-
ne) e di stabilire contratti di lungo termine in aree a ele-
vata turbolenza geopolitica.
Queste sono le premesse che inquadrano la rilevan-
za di tecnologie per la conversione del gas naturale in
prodotti liquidi. Tra tutte le possibili opzioni tecnologi-
che per tale conversione (conversione Fischer-Tropsch,
sintesi di metanolo e sintesi di dimetiletere), solo la pri-
ma non richiede strutture logistiche dedicate e aper-tura di
nuovi mercati. Probabilmente per questi motivi
le principali compagnie petrolifere hanno mostrato ele-
vato interesse, a partire dallinizio degli anni Novanta,per la
sintesi Fischer-Tropsch, che verranalizzata indettaglio nel
seguito.
Cenni storici
Il 1923 ha visto la scoperta della reazione di idroge-nazione
del monossido di carbonio per la sintesi di idro-
carburi; tale reazione stata in seguito chiamata
sintesiFischer-Tropsch dal nome dei suoi inventori, Franz
Fischer
e Hans Tropsch, ricercatori presso il Kaiser Wilhelm
Institut fr Kohlenforschung a Mhlheim-Ruhr, in Ger-mania.
Fischer e Tropsch misero a punto la conversione del
gas di sintesi, una miscela gassosa costituita da ossido
di carbonio e idrogeno, in idrocarburi liquidi, lavorando
a pressione atmosferica e utilizzando catalizzatori a base
di cobalto precipitato. Successivamente il processo
Fischer-Tropsch fu sviluppato su scala industriale da
varie compagnie tedesche che utilizzavano ferro fuso
come catalizzatore. Infatti, durante la Seconda Guerra
Mondiale, lobiettivo principale era la produzione dicombustibili
sintetici (synfuel), principalmente diesel
per uso motoristico. Il problema energetico che la Ger-
mania dovette affrontare in quel periodo, a causa della
scarsitdelle riserve di greggio, crele condizioni favo-revoli
allo sviluppo del processo Fischer-Tropsch, soprat-
tutto perchvi era disponibilitdi grosse riserve di car-bone,
utilizzabile come materia prima per la produzio-
ne del gas di sintesi. Si pustimare che la massimaproduzione,
raggiunta nel 1944, fosse intorno a 16.000barili/giorno, per un
totale di 4.500.000 di barili di syn-
fuel prodotti durante tutto il periodo bellico.
Oltre alla Germania, anche gli Stati Uniti e il Regno
Unito furono attivi nellambito dello sviluppo del pro-cesso
Fischer-Tropsch, nonostante in questi paesi non
vi fossero congiunture tali da rendere il combustibile
sintetico competitivo nei confronti di quelli tradizio-
nali. Alla fine della Seconda Guerra Mondiale alcuni
scienziati tedeschi attivi negli studi sul processo Fischer-
Tropsch (per esempio H. Pichler, collaboratore di F.
Fischer) si trasferirono negli Stati Uniti per continuarela loro
attivitpresso il Bureau of Mines. Nel 1944 que-sto ufficio fu,
infatti, incaricato dal governo americano
di sviluppare una linea di studio sui carburanti sinte-
tici (Synthetic Fuels Act); a tale scopo il Bureau of
Mines richiese il trasporto di due impianti Fischer-
Tropsch tedeschi in Louisiana e nel Missouri, conside-
randoli come risarcimento di guerra.
Hydrocarbon Research, basandosi sulla tecnolo-
gia tedesca, realizzalla f ine degli anni Quaranta, aBronsville
(Texas), un nuovo processo Fischer-Tropsch,
chiamato Hydrocol. Lunitentrin produzione nel
1950: lalimentazione era costituita da gas naturale ela
produzione era di circa 8.000 barili al giorno di
162 ENCICLOPEDIA DEGLI IDROCARBURI
IDROCARBURI DA FONTI FOSSILI NON CONVENZIONALI E ALTERNATIVE
-
8/10/2019 161-182_ita
3/22
-
8/10/2019 161-182_ita
4/22
trasformazione delle cere in prodotti liquidi (carbu-ranti
diesel, carburanti per aerei e prodotti chimici)
mediante reazioni di hydrocracking e idroisomeriz-
zazione.
Il cuore della tecnologia rappresentato dal secon-do stadio, la
sintesi Fischer-Tropsch. Nella tecnologia
utilizzata in Germania nella prima metdel 20 secolo,la materia
prima per la produzione di gas di sintesi era
il carbone. La formazione di metano o di paraffine leg-
gere nella sezione Fischer-Tropsch era accettata, poichquesti
idrocarburi potevano essere utilmente impiegati
nel sistema produttivo. Oggi, avendo come materia prima
il gas naturale, la produzione di idrocarburi leggeri nello
stadio Fischer-Tropsch costituisce una perdita economi-
ca netta e quindi va evitata. Lo sviluppo della moderna
tecnologia stato orientato prevalentemente a risolverequesta
problematica e gli interventi pisignificativi sonostati la messa a
punto di nuovi catalizzatori a base di
cobalto supportato e limpiego di reattori gas-liquido-solido con
catalizzatore sospeso (SBCR, Slurry Bubble
Column Reactor). Queste soluzioni permettono di evi-
tare la formazione di idrocarburi leggeri, ma il prodotto
principale della reazione costituito da cere paraffini-che, che
in un secondo stadio (processo di hydrocracking)
devono essere convertite nei prodotti desiderati.
Produzione del gas di sintesi
Il gas di sintesi puessere prodotto da varie fonti fos-
sili, quali gas naturale, naphtha, oli residui, coke da
petro-lio e carbone. Tuttavia il gas naturale la materia primadi
maggior interesse, soprattutto se disponibile a basso
costo. Lo stadio di generazione del gas di sintesi si basa
su tecnologie ben sperimentate a livello industriale, tut-
tavia la loro applicazione al processo Fischer-Tropsch
richiede un significativo lavoro di integrazione, otti-
mizzazione e modificazioni di processo al fine di otte-
nere il giusto rapporto H2/CO, la massima efficienza e
di minimizzare gli investimenti. Per questo motivo
societdiverse, coinvolte nello sviluppo di una tecnologia
Fischer-
Tropsch, hanno adottato soluzioni differenti per la pro-
duzione del gas di sintesi. La scelta della tecnologia
diproduzione del gas di sintesi ha unimportanza fonda-mentale
nelleconomia dellintero processo di conver-sione del gas in
idrocarburi liquidi; infatti le stime eco-
nomiche parlano di costi di investimento per la sezione
di produzione del gas di sintesi superiori alla metdeltotale del
costo per la realizzazione dellintero impian-to. Nel costo di
produzione di un barile di prodotto
Fischer-Tropsch per un impianto da 100.000 barili/gior-
no, lunitdi produzione del gas di sintesi incide per il33% sul
costo del prodotto e per il 60% sul costo del-
limpianto (ADL, 1998).
I metodi utilizzati per la produzione di gas di sin-tesi da gas
naturale possono essere raggruppati in due
tipologie definite dalla reazione chimica principale che
porta alla formazione della miscela di CO e H2.
Lossidazione parziale del gas naturale mediante aria,aria
arricchita o ossigeno caratterizzata dalle seguentireazioni:
reazione principaleCH41/2O2
CO2H2 DH36 kJ/mol reazioni secondarie
CO+1/2O2CO2 DH284 kJ/molH2 +1/2O2H2O DH242 kJ/molQueste reazioni
sono molto esotermiche, quindi
avvengono con produzione di rilevanti quantitdi calo-re. Essendo
lambiente di reazione ossidante, la forma-zione di un residuo
carbonioso non costituisce un pro-
blema, viceversa la sovraossidazione dei prodotti di rea-
zione che porta alla formazione di biossido di carbonio
e acqua deve essere controllata, sia per non penalizzare
la resa in gas di sintesi sia per evitare una eccessiva pro-
duzione di calore. La reazione di ossidazione parziale
fornisce un gas di sintesi contenente circa due moli di
idrogeno per mole di monossido di carbonio. Questa
composizione la migliore quando il gas di sintesi uti-lizzato
per alimentare un reattore per la produzione di
idrocarburi pesanti, mediante reazione Fischer-Tropsch,
con un catalizzatore a base di cobalto.
In assenza del catalizzatore la temperatura di rea-
zione deve essere sufficientemente elevata per arrivare
alla conversione totale del metano. Nella ossidazione
parziale, la temperatura dei gas in uscita dellordine di
1.000-1.100 C. A tale stadio si prossimi alla compo-sizione di
equilibrio termodinamico, e quindi il rappor-to CH4/O2 richiesto
nellalimentazione dovrebbe esserepari a 2; tuttavia, poichnon si
possono escludere rea-zioni secondarie, tale rapporto piricco in
ossigeno(CH4/O21,4).
Lossidazione catalitica diretta del metano a gas disintesi un
processo in via di sviluppo e rispetto al pre-cedente piefficiente,
ma al tempo stesso picriticonella conduzione. La presenza del
catalizzatore rende
pidifficile controllare la reazione, che per la presenzadi
metano e di ossigeno potrebbe attraversare condizio-
ni di infiammabilito di esplosivit. La necessitdi limi-tare la
concentrazione locale di ossigeno e la presenzadi un solido possono
portare alla indesiderata formazio-
ne di depositi carboniosi sulla superficie del catalizza-
tore.
I sistemi catalitici utilizzati sono a base di nichel, di
ossidi misti di rutenio e terre rare (Ln2Ru2O7), o di ele-
menti di transizione supportati su allumina, oppure di
ossidi a struttura tipo-perovskite contenenti nichel (per
esempio Ca0,8Sr0,2Ti0,8Ni0,2O3), oppure di altri metalli
dellVIII gruppo del sistema periodico supportati su sili-ce e/o
allumina.
La reazione del gas naturale con vapore cosdescri-vibile:
164 ENCICLOPEDIA DEGLI IDROCARBURI
IDROCARBURI DA FONTI FOSSILI NON CONVENZIONALI E ALTERNATIVE
-
8/10/2019 161-182_ita
5/22
reazione principaleCH4H2OCO3H2 DH206 kJ/mol
reazione di spostamento del gas dacqua (water-gasshift
reaction)
COH2OCO2H2 DH41 kJ/mol reazioni di formazione del carbone
2CO
CCO2 DH=172 kJ/mol(reazione di Bouduard)
COH2CH2O DH133 kJ/molCH4C2H2 DH75 kJ/molLa reazione principale,
a differenza della preceden-
te, avviene con un forte assorbimento di calore. Oltre al
metano, anche lossido di carbonio pureagire con ilvapore
formando CO2 e altro idrogeno. Questa reazio-
ne, che puessere condotta separatamente in un reatto-re
distinto, viene in genere utilizzata per regolare il rap-
porto H2/CO ed sempre impiegata nei processi miratialla
produzione di idrogeno. Una delle criticitdei pro-cessi di reazione
del gas con vapore la formazione diresidui carboniosi che
puavvenire secondo una dellereazioni indicate sopra; le tre
reazioni sono riportate in
ordine di criticit. Uno dei metodi per limitare la for-mazione
di un residuo carbonioso lutilizzazione di unrapporto elevato
vapore/metano in alimentazione al reat-
tore. Poichlaumento di tale rapporto comporta ancheun aumento
dei costi, si cerca di utilizzare il pibassorapporto vapore/metano
compatibile con la necessitdigovernare la formazione di residuo
carbonioso. Tipici
valori di tale rapporto sono compresi tra 2 e 5. Esistono
poi alcune tecnologie che permettono di arrivare a valo-ri
inferiori a 1 e che sono tra quelle piinteressanti perla produzione
di gas di sintesi destinato a processi per la
conversione Fischer-Tropsch.
Le conversioni del metano, nella reazione con vapo-
re, sono tipicamente nellordine del 90-92%, con unacomposizione
del gas di sintesi in uscita dal reattore simi-
le a quella prevista dallequilibrio termodinamico. Il
cata-lizzatore impiegato a base di nichel supportato, la
tem-peratura di circa 930 C e la pressione di 15-30 bar.
I processi utilizzati industrialmente per la produzio-
ne di gas di sintesi destinato alla conversione Fischer-
Tropsch impiegano sia la ossidazione parziale sia la rea-zione
con vapore; la soluzione pifrequentemente adot-tata una
combinazione di entrambi gli approcci intecnologie definite come
processi di reforming combi-
nato. Le tecnologie reattoristiche e la combinazione delle
reazioni sono ottimizzate al fine di: minimizzare i costi
di investimento; ottimizzare i cicli energetici; massi-
mizzare la resa in gas di sintesi (ottimizzando al con-
tempo il rapporto H2/CO nel prodotto finale). Una delle
pimoderne tecnologie sviluppate consiste nel cosid-detto
reforming autotermico (ATR, Auto Thermal Reform-
ing) sviluppato dalla societdanese Haldor-Topse, alla
fine degli anni Cinquanta. Il processo combina in ununico
reattore lossidazione parziale e la reazione con
vapore. Allingresso del reattore vengono alimentati ilgas
naturale, lossigeno o laria arricchita e il vapore. Inun primo
stadio del reattore avviene lossidazione par-ziale non catalitica
che, oltre a convertire parzialmente
il gas, produce il calore necessario per la reazione con
vapore. I gas caldi prodotti nel primo stadio arrivano poi
su un catalizzatore, nel quale si completa la conversio-ne per
reazione del gas con il vapor dacqua.
Sintesi Fischer-Tropsch
Termodinamica
La reazione Fischer-Tropsch altamente esotermicae consiste,
principalmente, in una reazione di polime-
rizzazione che produce lunghe catene lineari di idrocar-
buri secondo lo schema:
nCO2nH2[CH2]nnH2O DH167,4kJ/mol CO
Il gruppo
CH2
, prodotto intermedio per idro-
genazione del CO, costituisce lunitbase responsabiledella
propagazione della catena. La natura e linsiemedelle reazioni
Fischer-Tropsch rappresentano un siste-
ma complicato ma flessibile, che permette di ottenere
prodotti diversificati. La qualitdel prodotto varia
sen-sibilmente in funzione delle condizioni di reazione e della
natura del catalizzatore utilizzato. La produzione di paraf-
fine e monolefine puessere rappresentata dalle seguen-ti
reazioni:
(2n1)H2nCOCnH2n2nH2O (A)
(n
1)H2
2nCO
CnH2n2
nCO2 (B)2nH2nCOCnH2nnH2O (A)
nH22nCOCnH2nCO2 (B)
Reazioni simili possono essere scritte per la produ-
zione di altri idrocarburi come per esempio i composti
ciclici diolefinici o insaturi contenenti un triplo legame.
La formazione di composti ossigenati (alcoli)
cosirappresentata:
2nH2nCOCnH2n1OH(n1)H2O
(n1)H2(2n1)COCnH2n1OH(n1)CO2Le reazioni considerate sono
suddivise in reazioni di
classe A e classe B in base alla formazione, oltre che di
idrocarburi, rispettivamente di H2O o CO2. I valori ine-renti
alle reazioni di classe B sono ottenuti addizionan-
do lentalpia di reazione della corrispondente classe Acon quella
della reazione di spostamento del gas dacqua.
I dati relativi alle entalpie di reazione sono di rile-
vante importanza, in quanto una delle maggiori criticitdel
processo Fischer-Tropsch la rimozione del calore.Normalmente
temperature eccessive causano basse rese
in prodotti pesanti, formazione di residui carboniosi e
disattivazione del catalizzatore.
Le reazioni competitive, che possono complicare la
sintesi, sono la deposizione di coke (H2COCH2O)
e la reazione di Bouduard (2CO
CCO2). Entrambepossono causare disattivazione del catalizzatore
portando
165VOLUME III / NUOVI SVILUPPI: ENERGIA, TRASPORTI,
SOSTENIBILIT
IDROCARBURI DA GAS NATURALE
-
8/10/2019 161-182_ita
6/22
alla formazione di specie carburo del metallo attivo:
xMCMxC.
I valori di energia libera standard DG di una rea-zione sono
correlati alla costante di equilibrio Keq tra-
mite lespressione:DGRTlnKeq doveR la costan-te dei gas e Tla
temperatura assoluta.
La conoscenza di DGper una tipica reazione FischerTropsch
permette di ricavare la costante di equilibrio,
che nel caso dei prodotti paraffinici cosdefinita:
Keq(pCnH2n2pn
H2O)/(pH2
2n1pnCO)
dovep rappresenta la pressione parziale della sostanza
considerata.
La Keq puessere espressa in termini di frazionimolariNe
pressione totaleP:
P2nKeq(NCnH2n2Nn
H2O)/(NH2
2n1NnCO)
Le reazioni Fischer-Tropsch evolvono con una dimi-
nuzione del numero di moli, quindi la conversione
alle-quilibrio, per una data temperatura, aumenta rapidamente
allaumentare della pressione (Anderson, 1956). In realti limiti
superiori di temperatura e pressione (400 C e30-40 bar) sono
determinati dai cambiamenti in termini
di selettivite dalla velocitdi disattivazione del
cata-lizzatore.
Cinetica di polimerizzazione
Non necessariamente tutte le reazioni termodinami-
camente possibili possono avere luogo in quanto per alcu-
ne si puavere una velocitdi reazione molto bassa, chenon
consente di avvicinare le condizioni di equilibrio. indispensabile
quindi considerare, oltre alla termodina-
mica, anche la cinetica di reazione.
Un catalizzatore una sostanza in grado di incre-mentare la
velocitdi reazione in modo da accelerarelavvicinamento alle
condizioni di equilibrio. Quandouna serie di reazioni
termodinamicamente possibile, lanatura del catalizzatore e le
condizioni operative deter-
minano il corso delle reazioni competitive e quindi la
selettivitverso i vari prodotti. La selettivitesprime pro-prio
la tendenza del catalizzatore a creare una certa distri-
buzione di prodotti in un sistema dove altri prodotti
sonotermodinamicamente possibili.
A causa della diversitdei prodotti ottenuti con lasintesi
Fischer-Tropsch, non sorprendente trovare inletteratura numerosi
modelli proposti per descrivere il
meccanismo di reazione.
Ogni schema considera in maniera soddisfacente lo
spettro dei prodotti della sintesi Fischer-Tropsch, tutta-
via le evidenze sperimentali utilizzate a supporto della
teoria sono generalmente di tipo indiretto e possono esse-
re interpretate in pimodi. I vari modelli possono esse-re
ricondotti a tre schemi principali.
Il primo schema ipotizza come primo stadio della rea-zione il
chemiadsorbimento dissociativo della molecola
di CO. Latomo di carbonio viene idrogenato a specie(CH2)x le
quali, secondo un meccanismo analogo
alla polimerizzazione, danno luogo a un processo di pro-
pagazione di unitmetileniche (CH2) cosda gene-rare catene
idrocarburiche.
La seconda categoria di meccanismi proposti ipotiz-
za come primo stadio di reazione un adsorbimento nondissociativo
della molecola di CO, la quale viene diret-
tamente idrogenata a specie ossigenate. La crescita della
catena avviene mediante leliminazione di H2O tra spe-cie COH e
CH vicinali.
La terza categoria di meccanismi ha come fattore
caratteristico la reazione di inserzione del CO. Anche in
questo caso la molecola di CO viene adsorbita indisso-
ciata sul catalizzatore e in un secondo tempo si inseri-
sce tra i legami MH e MC, dove M rappresenta un
sito attivo del catalizzatore.
opinione generalmente condivisa che sul mecca-nismo di
propagazione delle catene idrocarburiche e
sullinserzione di CO nella formazione dei compostiossigenati
intervengano intermedi di tipo carbenico
(CH2).
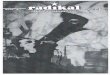
La fig. 2 sintetizza il meccanismo generale. Nella fase
iniziale del processo, il CO chemiadsorbito (a) sul cen-tro
attivo del catalizzatore, attivandosi (b). Il complesso
attivato si puquindi dissociare (c) in unitseparateCM e OM. Gli
atomi di carbonio possono quindiessere idrogenati aCH2 o migrare
formando aggre-
gati carboniosi. In alternativa il complesso attivato
M
C
O
M puessere idrogenato (d) formando uncomplesso attivato CH2O.
Tale specie per idrogenazio-ne puportare a CH3OH oCH2 e H2O.
Le specieCH2possono quindi essere prodot-
te attraverso linserimento di idrogeno via (c) o (d).
Ilmeccanismo (c) sembra essere il piprobabile per cata-lizzatori
contenenti ferro o cobalto.
166 ENCICLOPEDIA DEGLI IDROCARBURI
IDROCARBURI DA FONTI FOSSILI NON CONVENZIONALI E ALTERNATIVE
(a)CO
M
C
M
O
M
C
M
CH2CH3OH H2O
M
CH3
M
CH2 CH4
M
O HH
M
C
M
O
M
(b) (c)
(d) H2
H2
H2 H2
H2
H2
H
H2 H2
fig. 2. Iniziazione e formazione di composti C1.
-
8/10/2019 161-182_ita
7/22
-
8/10/2019 161-182_ita
8/22
168 ENCICLOPEDIA DEGLI IDROCARBURI
IDROCARBURI DA FONTI FOSSILI NON CONVENZIONALI E ALTERNATIVE
assumere un valore compreso tra 0 e 1. Il fattore di cre-
scita apuessere descritto con la seguente espressione:arp(rprt)
dove rp rappresenta la velocitdi propa-gazione della catena e rtla
velocitdi terminazione.
Il valore diapuessere ricavato per linearizzazione del-la
seguente espressione logaritmica: ln(Wnn)ln(1a)
2
(n1)lna. Tale fattore di crescita a caratteristico
dellecondizioni di reazione e del sistema catalitico (metallo,
supporto e promotore).
I valori di apielevati si hanno al diminuire del rap-
porto H2/CO in alimentazione e della temperatura, allau-mentare
della pressione e nei sistemi catalitici contenenticobalto e
rutenio anzichferro.
Il meccanismo di crescita della catena, governato
dalla distribuzione di Anderson, Schultz e Flory, impli-
ca forti limitazioni sulla selettivitdei vari prodotti.
Dallafig. 5 si nota come la massima selettivitper la frazioneC2-C4
del 56%, per la benzina (C5-C9) del 39%, per
il set fuel (C10-C14) del 22%, mentre il valore limite
diselettivitper carburante Diesel del 23%. La distribu-zione dei
prodotti puessere modificata rispetto al model-lo di Anderson,
Schultz e Flory, alterando landamentodella reazione, per esempio
mediante intercettazione
degli intermedi di reazione o introduzione di olefine nei
reagenti.
Un ruolo fondamentale nel determinare la cinetica
della reazione Fischer-Tropsch e, di conseguenza, la qua-
litdel prodotto quello relativo agli effetti del traspor-
to di massa. La velocitglobale della reazione puesse-re
influenzata da tutti quei fattori fisici che incidono
sullavelocitdi trasferimento di massa, tra le diverse fasi,
deireagenti e dei prodotti. Come conseguenza si puverifi-care,
oltre a una velocitdi reazione inferiore, un cam-biamento nella
selettivitdei diversi prodotti. In fig. 6sono riportate le
situazioni in cui si verificano i fenome-
ni dovuti al trasferimento di massa: il passaggio del gas
tab. 1. Modelli cinetici relativi ai catalizzatori a base di
cobalto
Equazioni cinetiche Autori
rH2COa p2
H2p
CO1 Brotz
rH2COa p2
H2pCO / (1b p2H2pCO) Anderson
rH2COa p2
H2p
CO0,5 Yang
rH2COa pH20,55p
CO0,33 Pannell
rCOa pH2pCO0,5/(1b p
CO0,5)3 Rautavuoma, Van der Baan
rCOa pH20,68p
CO0,5 Wang
rCOa pH20,5p
CO0,5 /(1b p
CO0,5c p
H2
0,5d pCO)2 Sarup, Wojciechowski
rCOa pH20,5p
CO0,5 /(1b pCOcpH2
0,5)2 Sarup, Wojciechowski
rCOa pH2pCO / (1b pCOcpH20,5)2 Yates, Satterfield
frazionemolare
0
0,2
0,4
0,6
0,8
1,0
0 0,2 0,4
metano
C2-C4
benzinaC5-C9
jet fuelC10-C14
dieselC15-C22
cereC22
0,6 0,8 1,0
fig. 5. Selettivitcalcolatemediante la funzione
distribuzione di Anderson,
Schultz e Flory.
-
8/10/2019 161-182_ita
9/22
-
8/10/2019 161-182_ita
10/22
-
8/10/2019 161-182_ita
11/22
produttivitdei catalizzatori al Fe. La frazione di COconvertita
in idrocarburi decresce allaumentare dellaconversione globale del
CO (Davis, 1999).
La distribuzione dei prodotti ottenuti dalla reazione
Fischer-Tropsch varia con il campo di applicazione rela-
tivo ai catalizzatori di Fe e Co. Nella fig. 8 si osserva
come i sistemi a base di cobalto di nuova generazionediano luogo
a un prodotto maggiormente ricco in fra-
zioni idrocarburiche a elevato peso molecolare.
Un ruolo determinante nella distribuzione dei pro-
dotti dato dai promotori chimici. Leffetto dei promo-tori sul
sistema catalitico molteplice, ma questi pos-sono essere suddivisi
in vari raggruppamenti in relazio-
ne alla loro funzione (Jager ed Espinoza,1995). Per
esempio promotori come K, Na, Mg, Sr, Cu, Mo, W e
metalli del gruppo VIII essenzialmente incrementano
lattivit; in particolare bassi contenuti di metalli alcali-ni
(Na e K) aumentano la velocitdi reazione e inibi-scono la
formazione di idrocarburi leggeri e specialmente
di metano. Chimicamente, agendo come donatori di elet-
troni, indeboliscono linterazione MH e il legameCO del monossido
di carbonio adsorbito sulla super-
ficie del metallo, rafforzando il legame MC e por-
tando a un aumento della lunghezza della catena. Favo-
rendo la rottura del legame COads, che rappresenta lo
stadio lento della reazione (rate determining step), tali
promotori consentono di incrementare la velocitdi rea-zione.
Anche i metalli nobili dellVIII gruppo (Ru, Re,Pt, Pd) hanno un
effetto positivo sullattivitspecifica
di sistemi al cobalto poichne aumentano il grado diriduzione a
metallo. Ru, ZrO2, ossidi delle terre rare(REO), Ti aumentano la
probabilitdi propagazione equindi la selettivitverso idrocarburi ad
alto peso mole-colare. Ru, REO, Re, Hf, Ce, U, Th, nel caso del
Co,
favoriscono la rigenerabilitdel catalizzatore. Altri ele-menti,
come Mn e Zn, inibiscono le reazioni di idroge-
nazione favorendo la produzione di olefine.
Il ruolo del supporto fondamentale per la stabilitmeccanica del
catalizzatore. In particolare, nel caso di
reattori gas-liquido-solido con catalizzatore sospeso, il
catalizzatore deve possedere una buona resistenza mec-
canica in modo da prevenire fenomeni di frammenta-zione e
abrasione, che portano alla formazione di parti-
celle fini con conseguenti perdite di catalizzatore o con-
taminazione del prodotto. Studi sulleffetto del supportoper
catalizzatori al cobalto hanno evidenziato una mag-
giore resistenza allattrito allaumentare della quantitdi metallo
presente per i catalizzatori supportati su Al2O3rispetto a quelli
su SiO2 e TiO2 (Singleton, 1999).
Le modalitdi preparazione (impregnazione,
fusione,precipitazione, ecc.), il pretrattamento e la
rigenerazione
influenzano notevolmente le caratteristiche dei sistemi
catalitici, alterando le interazioni tra metallo e supporto.
La rigenerabilitdei catalizzatori per la reazioneFischer-Tropsch
stata affrontata prevalentemente per i
sistemi picostosi, a base di cobalto. Nel caso dei
cata-lizzatori al ferro, dato il loro basso costo, non neces-sario
provvedere alla rigenerazione. Le tipologie dei pro-
cessi di rigenerazione sono molto differenti a seconda
della soluzione reattoristica adottata. Si va dai processi
in situ nel caso di reattori a letto ricircolato, mediante
arricchimento in idrogeno del gas alimentato, a rigene-razioni
esterne per reattori a letto fisso, che consistono
in cicli di ossidazione e riduzione.
In generale i fenomeni che portano alla disattivazione
sono differenti per catalizzatori a base di cobalto o di
ferro.
Per il catalizzatore al cobalto i fenomeni di tipo chimico,
incluso laccumulo di idrocarburi a elevato peso moleco-lare
difficili da rimuovere, sembrano essere le cause prin-
cipali che portano alla sua disattivazione. Per il ferro i
feno-
meni di deterioramento fisico sono piimportanti rispet-to alla
diminuzione di attivitcatalitica; essi portanoallinfragilimento e
quindi alla rottura del catalizzatore.
Generalmente il decadimento delle prestazioni catali-
tiche legato a fenomeni chimici dovuto a una diversadispersione
del metallo sulla superficie, rispetto alla situa-
zione originale, causata dalla sinterizzazione della fase
atti-
va in aggregati di maggiori dimensioni. Altre cause, che
provocano una alterazione della superficie del catalizza-
tore, riguardano la trasformazione dei siti metallici in
spe-
cie cataliticamente non attive (ossidi metallici), oppure la
deposizione di coke. I catalizzatori possono anche essere
avvelenati dalla presenza nella carica di composti solfora-
ti (H2S, solfuri organici), di acido cianidrico e di ammo-
niaca, questi ultimi provenienti dalla produzione di gas
disintesi mediante processi con aria o aria arricchita (quin-
di in presenza di N2), o dalla decomposizione di carboni-
li di Ni e Fe (per catalizzatori al Co) generati nella
sezio-
ne di produzione del gas di sintesi o per reazione del CO
con le pareti di acciaio del reattore e con i rivestimenti
inter-
ni. Laggiunta di opportuni promotori pufacilitare la
rige-nerazione del catalizzatore migliorando le caratteristiche
di riducibilitnecessarie per rimuovere i depositi di sostan-ze
carboniose presenti sulla superficie del metallo.
Tecnologie di sintesi Fischer-Tropsch
Il processo Fischer-Tropsch avviene quando il gas disintesi
alimentato in un reattore contenente il cataliz-zatore. Le
caratteristiche dei prodotti di reazione dipen-
dono in parte dal tipo di catalizzatore utilizzato e in
parte
dal sistema di reazione. In base al reattore utilizzato le
modalitdi contatto tra il catalizzatore e il gas di sinte-si
possono variare notevolmente.
La scelta del reattore utilizzato in un dato processo
influenza diverse caratteristiche quali: a) lefficienza
ter-mica; b) la rimozione del calore; c) la selettivit; d) i co-sti
operativi.
I reattori utilizzati nella sintesi Fischer-Tropsch sono
del tipo a letto f isso, a letto fluido circolante, a letto
flui-do fisso e a colonna a bolle con catalizzatore miscelato
171VOLUME III / NUOVI SVILUPPI: ENERGIA, TRASPORTI,
SOSTENIBILIT
IDROCARBURI DA GAS NATURALE
-
8/10/2019 161-182_ita
12/22
e devono essere in grado di garantire lo smaltimento del
calore prodotto dalla reazione. Il controllo della tempera-
tura rappresenta un punto estremamente critico
poichunavariazione termica provoca, inevitabilmente, un profon-
do effetto sulla qualitdel prodotto. Nel reattore a lettofisso
il catalizzatore caricato nel reattore sotto forma distrutturati
cilindrici, di piccole dimensioni. necessarioavere cilindri di
piccolo diametro per ottimizzare lo scam-
bio termico ed evitare fenomeni di innalzamento rapidoe fuori
controllo della temperatura. Il trasferimento di calo-
re, che uno dei fattori critici della tecnologia a letto
fisso,avviene principalmente mediante la produzione di vapo-
re in scambiatori a fasci tubieri (fig. 9 A). Nei reattori a
letto fisso il catalizzatore non puessere facilmente rimos-so e
quindi deve essere stabile per lunghi periodi di tempo.
Il reattore a letto trasportato omogeneo (fig. 9 B) pre-
senta il vantaggio di un ottimo trasferimento di massa e
di calore, che consente di ottenere una temperatura unifor-
me sulla superficie del catalizzatore e unalta efficien-za del
sistema catalitico. Per contro, i fattori critici sono
lefficienza della miscelazione gas-liquido-solido e ilsistema
per la separazione del catalizzatore dal prodot-to liquido. Il
reattore a letto fluido (fig. 9 C) consente una
migliore rimozione del calore e quindi temperature di
esercizio pielevate, che possono percreare problemidi formazione
di un residuo carbonioso. Il trasferimen-
to di massa e di calore ottimamente controllato utiliz-zando
particelle di catalizzatore di piccole dimensioni.
Il recupero del catalizzatore e la sua rigenerazione non
creano problemi alla gestione dellimpianto.
Tecnologie Fischer-Tropsch di Sasol
I processi Sasol per la sezione di sintesi di Fischer-Tropsch
adottano due differenti soluzioni: sintesi ad alta
temperatura (HTFT, High Temperature Fischer-Tropsch)
e sintesi a bassa temperatura (LTFT, Low Temperature
Fischer-Tropsch). La differenza principale tra i due pro-
cessi legata alla tipologia di prodotti ottenuti con i
duediversi tenori termici: ai processi ad alta temperatura
associata la produzione di una maggiore quantitdi ole-fine rispetto
ai processi a bassa temperatura, come si
evince dalla tab. 3 (Jager, 1998)
I processi ad alta temperatura (330-350 C) sono ilSynthol, che
impiega reattori a letto fluido circolante(CFBR, Circulating Fluid
Bed Reactor) e il pirecenteSynthol avanzato (SAS, Sasol Advanced
Synthol), con
reattore a letto fluido fisso in cui il prodotto, che nelle
condizioni di processo in fase vapore, e il gas non con-vertito
lasciano il reattore attraverso dei cicloni interni.
Il reattore SAS presenta, rispetto a quello CFBR, il van-
taggio di una migliore economia dovuta principalmente
172 ENCICLOPEDIA DEGLI IDROCARBURI
IDROCARBURI DA FONTI FOSSILI NON CONVENZIONALI E ALTERNATIVE
A B C
scaricocere
uscitagas
acqua
vapore
vapore
entratagas
catalizzatoree fasciotubiero
scaricoliquido
ingressoliquido
entrata gas
acqua
uscitagas
vapore
gas disintesi
acqua dialimentazione
della caldaia
prodotti
tab. 3. Distribuzione dei prodotti Fischer-Tropsch
(% C in peso)
Prodotti LTFT HTFT
CH4 4 7
Olefine C2-C4 4 24
Paraffine C2-C4 4 6
Taglio C5-C11 18 36
Distillati medi C12-C18 19 12
Cere C18 e oli pesanti 48 9
Ossigenati solubili in H2O 3 6
fig. 9. Tipologie di reattori di sintesi Fischer-Tropsch: A, a
letto fisso con scambiatore a fascio tubiero;
B, a letto trasportato omogeneo; C, a letto fluido.
A B C
-
8/10/2019 161-182_ita
13/22
-
8/10/2019 161-182_ita
14/22
e ridispersi in una matrice silicea (circa il 20% in peso
di SiO2), al fine di incrementarne larea superficiale ela
resistenza meccanica.
I catalizzatori al ferro utilizzati nei processi HTFT,
in reattori a letto fluido circolante, sono soggetti agli
attriti generati dalla fluidizzazione del letto catalitico e
devono pertanto essere dotati di una buona
resistenzameccanica.
La fase attiva costituita da carburo di ferro e daferro
metallico prodotti nellambiente riducente di rea-zione. Alle
condizioni di lavoro le particelle di cataliz-
zatore sono soggette sia alla deposizione del carbonio
sia alla formazione di idrato di ferro e cimodifica laloro
densit, andando a influire sulle proprietdi flui-dizzazione del
letto. La deposizione del carbonio puessere controllata con
laggiunta di opportuni promoto-ri che aumentano la vita del
catalizzatore.
I catalizzatori al ferro sono soggetti allavvelena-mento da
zolfo. Quando questo interessa soltanto la super-
ficie della particella, il catalizzatore tende a rigenerarsi
per effetto della deposizione del carbonio al disotto della
superficie. Questo fenomeno provoca il distacco di stra-
ti superficiali esterni e quindi avvelenati del catalizza-
tore; quando lavvelenamento interessa anche la parteinterna, il
catalizzatore permanentemente disattivato.
Tecnologia Fischer-Tropsch di Shell
La sezione di sintesi Fischer-Tropsch del processo
SMDS (Shell Middle Distillate Synthesis) utilizza un
reattore multitubolare a letto fisso raffreddato con acqua.Il
reattore opera alla temperatura di 230 C e alla pres-sione di 28
bar, con una conversione per passo dell80%,
in modo da ridurre la formazione di alcoli e massimiz-
zare la formazione di paraffine pesanti (fig. 11).
Il catalizzatore costituito da sfere di He del dia-metro di
circa 2 mm a base di silice su cui viene depo-
sitata la fase attiva costituita da cobalto (15-20% in
peso) e promotori ossidici quali TiO2 e ZrO2. Le tecni-
che di sintesi sono tipiche impregnazioni di soluzioniacquose
dei precursori metallici o di sali fusi di cobal-
to. Recentemente Shell ha descritto la possibilitdimigliorare
lefficienza del catalizzatore, depositandola fase attiva solo su
uno strato superficiale della sfe-
rette che costituiscono il supporto del catalizzatore, in
modo da diminuire le limitazioni diffusive (Senden et
al., 1998).
Tecnologia Fischer-Tropsch di ExxonMobil
Il processo ExxonMobil AGC-21 (Advanced Gas
Conversion for 21st Century) costituito da tre stadi,dove si
utilizzano una sezione di generazione del gas di
sintesi con reattore a letto fluido, una sezione di reazio-
ne Fischer-Tropsch con reattore a letto fluido omogeneo
e una sezione di conversione delle cere con reattore a
letto fisso (fig. 12). Tutte e tre le sezioni sono state
svi-
luppate autonomamente da ExxonMobil.
Il catalizzatore per la sezione Fischer-Tropsch, nella
sua formulazione principale, a base di cobalto (10-15%in peso)
supportato su titania (TiO2) e promosso con rute-
nio o con renio. La sua preparazione, secondo quanto ripor-
tato nei brevetti, avviene mediante impregnazione del sup-
porto con precursori di cobalto e successiva addizione
delpromotore. Le particelle di catalizzatore sono di forma
sferica e hanno un diametro medio intorno a 50 mm.
174 ENCICLOPEDIA DEGLI IDROCARBURI
IDROCARBURI DA FONTI FOSSILI NON CONVENZIONALI E ALTERNATIVE
separazionearia
steam reformingdel metano
aria
gas
naphtha
cherosene
dieselHPS
SGP
gasnaturale rimozione
zolfo
condizionamentosyngas
HPC
fig. 11. Schema del
processo SMDS di
Shell. Tutti i processi
sono di proprietShell: produzione
di syngas in fase gas
(SGP, Shell
Gasification Process),
conversione di syngasin reattore a letto fisso
(HPS, Heavy Paraffin
Synthesis),
conversione delle cere
(HPC, Heavy Paraffin
Conversion).
-
8/10/2019 161-182_ita
15/22
Tecnologia Fischer-Tropsch di SyntroleumSyntroleum Corporation
una societfondata nel1984, che ha come principale attivitla
commercializ-zazione di una tecnologia per la conversione di gas
na-
turale in prodotti liquidi mediante la reazione Fischer-
Tropsch. La caratteristica principale del processo Syn-
troleum lutilizzo di un reforming autotermico (ATR)alimentato
con aria anzichcon ossigeno per la produ-zione di gas di sintesi.
Questa soluzione ha il vantaggio
di evitare il frazionamento criogenico dellaria, abbat-tendo i
costi di investimento della sezione di generazio-
ne syngas, ma ha lo svantaggio di produrre un gas di sin-
tesi contenente azoto (45-50% in volume). La presenzadi azoto
costringe a far operare il reattore per la sintesi
Fischer-Tropsch a bassa pressione di esercizio (5-7 bar)
al fine di evitare costosi cicli di compressione. A bassa
pressione le cinetiche di conversione del gas di sintesi
sono pilente e quindi sono necessari catalizzatori estre-mamente
attivi per supportare il processo. Inoltre, a paritdi produttivit,
i volumi di reazione e quindi le dimen-sioni dei reattori sono
pigrandi rispetto a condizioni dipressione maggiori.
Il catalizzatore descritto nei brevetti Syntroleum
costituito da cobalto con potassio come promotore
(0,1-5% in peso) supportato su silice, su allumina o suentrambe.
Il suo impiego in reattori tubolari a letto
fisso, generalmente utilizzando due reattori in serie,
inter-vallati da una sezione di condensazione per lacqua e pergli
idrocarburi superiori.
Nuovi approcci al processo Fischer-Tropsch:
impianti marini
Tra il 1970 e il 1990, diverse societhanno studiatola
possibilitdi convertire in metanolo il gas naturaleprodotto in
impianti a mare mediante apparecchi mon-
tati su navi o su piattaforme galleggianti. Oggi, essendo
circa il 25% delle riserve mondiali di gas naturale loca-
lizzate in campi marini, esiste un interesse per valutare
la possibilitdi integrare impianti per la produzione digas su
zattere (barge) o su unitnavali (FPSO, Floating,Production, Storage
and Offloading), con un impianto
di conversione di gas a prodotti liquidi mediante reazio-
ne Fischer-Tropsch.
Il potenziale offerto dallopzione Fischer-Tropschoffshore
riguarda la possibilitdi sfruttamento di giaci-menti di gas remoto
sottomarini di taglia relativamente
piccola (0,3-11012 m3) per i quali attualmente non esi-
stono infrastrutture che ne permettano la messa in pro-
duzione e il trasporto. Per giacimenti di queste dimen-
sioni non sarebbe conveniente operare uno sfruttamen-
to delle riserve mediante la produzione di gas
naturaleliquefatto.
175VOLUME III / NUOVI SVILUPPI: ENERGIA, TRASPORTI,
SOSTENIBILIT
IDROCARBURI DA GAS NATURALE
separazionearia
riciclotrattamento
aria
gas
naphtha
diesel
HCS
HCS
FBSG
gasnaturale rimozione
zolfo
condizionamento
syngas
separazioneidrogeno
HI
HI
fig. 12. Schema del processo AGC-21 di ExxonMobil. Tutti i
processi sono di proprietExxon: produzionedi syngas in letto fluido
(FBSG, Fluid Bed Syngas Generation); sintesi di Fischer-Tropsch in
reattore a letto espanso
(HCS, HydroCarbon Synthesis); idroisomerizzazione delle cere
(HI, HydroIsomerization).
-
8/10/2019 161-182_ita
16/22
Unaltra applicazione che rende interessante questavia lo
sfruttamento del gas associato in giacimenti dipetrolio in acque
profonde, quale alternativa alla reinie-
zione del gas.
Gli studi, oggi in fase piuttosto avanzata, mirano allo
sviluppo di soluzioni impiantistiche compatte, modula-
ri e in grado di sopportare il moto ondoso; piin parti-colare
favorito lutilizzo di tecnologie compatte di pro-duzione di gas di
sintesi basate sul reforming con meta-
no oppure su reforming autotermico.
Per quanto riguarda lunitdi sintesi Fischer-Tropsch,viene
preferita una soluzione con reattore a letto sospe-
so perchpileggera di ununitdi reazione multitubo-lare a letto f
isso. Taglie dimpianto oggi allo studio sonodellordine di
12.000-20.000 bpd (Apanel, 2003).
Due piccole societlicenziatarie di tecnologie per laconversione
Fischer-Tropsch, Syntroleum e Rentech,
sono tra le piattive in questo genere di studi. In parti-colare,
la prima impegnata nello studio di unitmari-ne sia su zattera sia
di tipo FPSO per conto del Depart-
ment of Defence statunitense per la produzione di com-
bustibile per uso aereonautico in campo militare.
Conversione delle cere prodottedalla reazione
Fischer-Tropsch
Una conseguenza importante del meccanismo di cre-
scita delle catene idrocarburiche operante nella reazio-
ne Fischer-Tropsch limpossibilitteorica di produrre
una miscela di paraffine con un intervallo ristretto di
lun-ghezze di catena.
Indipendentemente dal tipo di catalizzatore e dalle
condizioni operative, la reazione Fischer-Tropsch dori-gine a
una serie di prodotti molto ampia, che va dal meta-
no fino alle cere costituite da paraffine lineari a elevato
peso molecolare. Una scelta appropriata del catalizza-
tore e delle condizioni operative consente di variare la
tipologia del prodotto (paraffina/olefina/ossigenati) nel-
lambito dei vincoli posti dal meccanismo di reazione.Uno di
questi implica che, per evitare la formazione di
paraffine leggere, sia necessario orientare la selettivit
del processo verso la formazione di paraffine molto pesan-ti,
come mostrato dalla distribuzione riportata in fig. 5.
necessario, quindi, che a valle della sezione di reazio-ne
Fischer-Tropsch vi sia una sezione di reazione che
converta i prodotti pipesanti in distillati medi. Poichil
prodotto principale della tecnologia il carburante permotori
diesel, anche necessario trasformare parte delleparaffine lineari
in paraffine ramificate, per assicurare
le specifiche di prestazione a freddo richieste a questo
carburante.
Il raggiungimento di questo duplice obiettivo otte-nuto mediante
il processo di conversione in presenza di
idrogeno (hydrocracking) dei prodotti della sintesi
Fischer-Tropsch.
Cenni storici sul processo di hydrocracking
Lhydrocracking uno dei pivecchi processi di con-versione degli
idrocarburi. La sua prima applicazione fu
sviluppata dalla IG Farbenindustrie nel 1927, in Ger-
mania, per convertire la lignite in benzina. Fino alla
Seconda Guerra Mondiale furono sviluppati diversi pro-
cessi, per produrre sia carburanti liquidi da carbone
siadistillati da cariche pesanti. Questi processi richiedeva-
no elevate pressioni di idrogeno (200-300 bar) e alte tem-
perature (375 C). I primi catalizzatori utilizzati eranoa base
di solfuro di tungsteno; successivamente furono
impiegati catalizzatori bifunzionali costituiti dalle cop-
pie Ni/Mo, Co/Mo supportati su montmorillonite floru-
rata e su silice-allumina amorfa (Satterfield, 1991).
Dopo la Seconda Guerra Mondiale, il processo di
hydrocracking divenne meno importante a seguito della
larga disponibilitdi greggi leggeri provenienti dal
MedioOriente.
Nei primi anni Sessanta, la disponibilitdi una fonteeconomica di
idrogeno proveniente dal reforming cata-
litico e la crescente domanda di carburanti per aviazio-
ne e benzina con caratteristiche ottaniche elevate hanno
portato allo sviluppo di numerosi processi di hydro-
cracking delle frazioni petrolifere. In questo periodo sono
stati sviluppati diversi processi di questo tipo a opera di
societpetrolifere e di societproduttrici e licenziatariedi
tecnologie (Stormont, 1959; Sterba e Watkins, 1960;
Jager, 1998). Negli anni Settanta vi fu, specialmente negli
Stati Uniti, una rapida crescita di questi processi, accom-
pagnata da continui miglioramenti sia dei
catalizzatoriutilizzati sia degli schemi di processo. Negli anni
Ottan-
ta e Novanta la crescita proseguita ma a un ritmo pilento e le
aree di maggiore sviluppo sono state quelle del
Medio Oriente, dellAsia e dellOceano Pacifico. Attual-mente i
processi di idrotrattamento costituiscono il 40-
50% della capacitmondiale di raffinazione.
Chimica della reazione
I catalizzatori di hydrocracking sono di tipo bifun-
zionale, ossia sono caratterizzati dalla presenza di siti
acidi che svolgono una funzione di isomerizzazio-
ne/cracking e da siti metallici che hanno una
funzioneidrodeidrogenante.
Tipici supporti acidi sono: ossidi amorfi o loro misce-
le (F/Al2O3, SiO2/Al2O3, ZrO2/SO42), zeoliti (allumino-
silicati cristallini, porosi), miscele di zeoliti e ossidi
amorfi.
I metalli che svolgono la funzione idrodeidrogenan-
te possono essere metalli nobili (Pt, Pd) o solfuri di
metal-
li non nobili del gruppo VIA (Mo, W) e del gruppo VIIIA
(Co, Ni). Attualmente, i catalizzatori contenenti solfuri
metallici costituiscono la stragrande maggioranza dei
catalizzatori di hydrocracking commerciali, in quanto
sono insensibili alla presenza di composti solforati nor-
malmente presenti nelle cariche di raffineria (Giusnet etal.,
1987).
176 ENCICLOPEDIA DEGLI IDROCARBURI
IDROCARBURI DA FONTI FOSSILI NON CONVENZIONALI E ALTERNATIVE
-
8/10/2019 161-182_ita
17/22
Il meccanismo delle reazioni di hydrocracking su
catalizzatori bifunzionali stato oggetto di numerosistudi e
costituisce a tuttoggi un attivo campo di ricerca.Gran parte dei
lavori stata eseguita utilizzando com-posti modello, essenzialmente
n-paraffine e in misura
minore nafteni, alchilaromatici e policromatici (Weitkamp
et al., 1984).
Dato che la reazione Fischer-Tropsch produce quasi
esclusivamente n-paraffine, in questa sede ci si limitera
esaminare i lavori relativi a questa classe di composti.
generalmente accettato che la reazione considera-ta si svolge
attraverso un meccanismo di tipo carboca-
tionico che prevede uno stadio di idrodeidrogenazione e
uno di isomerizzazione di scheletro e di rottura della
catena idrocarburica.
Lhydrocracking delle n-paraffine procede attraver-so le seguenti
fasi: a) adsorbimento delle n-paraffine sul
sito metallico; b) deidrogenazione con formazione
dellan-olefina; c) deadsorbimento della n-olefina e diffusio-
ne verso i siti acidi; d) isomerizzazione e/o cracking della
olefina sui siti acidi attraverso un intermedio carboca-
tionico; e) deadsorbimento delle olefine dai siti acidi e
diffusione verso i siti metallici; f) idrogenazione delle
olefine;g) deadsorbimento delle iso- e normalparaffi-
ne. Le reazioni elementari, corrispondenti al cammino
di reazione sopra descritto, sono mostrate nella fig. 13.
A differenza di quanto sopra detto, questo schema di
carattere generale considera anche la presenza di reazio-
ni di idrogenolisi sui siti metallici. Secondo questo mec-
canismo di reazione, la formazione di isoparaffine con unnumero
di atomi di carbonio uguale a quello della n-paraf-
fina convertita avviene tramite riarrangiamento del car-
bocatione secondario a terziario via intermedio ciclico e
successiva formazione della iso-olefina. La reazione di
cracking invece avviene tramite estrazione di idrogeno e
rottura della catena paraffinica con formazione di una
paraffina e di una olefina pileggere dellidrocarburo dipartenza
(b-scissione). Al fine di spiegare la formazionedei diversi tipi di
ramificazione delle isoparaffine nei pro-
dotti di cracking sono stati individuati diversi tipi di
b-scissione e i meccanismi proposti suggeriscono che le
n-paraffine possono subire diverse isomerizzazioni primadi avere
una configurazione favorevole per lab-scissione
(Weitkamp, 1982). Recentemente alcuni autori hanno pro-
posto che entrambe le reazioni, sia quella di cracking sia
quella di isomerizzazione, avvengano attraverso un inter-
medio comune del tipo dialchil-ciclopropano-protonato
(Tiong Sie, 1992, 1993). La selettivitverso lisomeriz-zazione e
la distribuzione dei prodotti di cracking dipen-
dono fortemente dal tipo di catalizzatore utilizzato. Un
catalizzatore con una debole funzione idrogenante (per
esempio Ni o W solfuri) su un supporto acido tipo Al2O3/F
o SiO2/Al2O3 mostra una bassa selettivitper lisomeriz-zazione.
Risultati decisamente migliori si ottengono quan-
do si utilizza un metallo con una elevata funzione idro-
genante (Pt, Pd) per bilanciare laciditdel supporto.La
distribuzione dei prodotti ottenuti dallhydro-
cracking delln-esadecano con catalizzatori diversi percomponente
idrogenante e supporto mostrata in fig. 14(Weitkamp ed Ernst,
1990).
Il catalizzatore con un rapporto funzione
idrogenan-te/aciditpielevato (Pt/CaY) dluogo a una distribu-zione
in cui i frammenti da C4 a Cn4 sono prodotti in
quantitpressochequimolari, si ha una scarsa presen-za dei
frammenti C3 e Cn3 e non si ha formazione di
frammenti C1, C2, Cn1 e Cn2: la produzione di fram-
menti a basso peso molecolare inferiore rispetto ai pro-dotti di
peso molecolare pielevato. Una situazione delgenere definita come
hydrocracking ideale e dluogoa elevate rese in liquidi.
Differentemente, un catalizzatore caratterizzato da
un basso rapporto funzione idrogenante/acidit(Co-Mo-
S/SiO2-Al2O3), mostra una distribuzione spostata versoprodotti
leggeri a causa della presenza di cracking secon-
dario.
La reattivitdelle singole n-paraffine (tab.5) aumen-ta
allaumentare della lunghezza della catena sia su cata-lizzatori con
un supporto amorfo sia su zeoliti (Weitkamp
ed Ernst, 1990)
La fig. 15 mostra invece che la selettivitverso
li-somerizzazione diminuisce allaumentare della lunghezzadi
catena.
Al fine di raggiungere lobiettivo di massimizzare lerese in
distillati medi e ottenere dei prodotti di elevata
qualit, il processo di cracking deve avere le seguenti
trecaratteristiche:
177VOLUME III / NUOVI SVILUPPI: ENERGIA, TRASPORTI,
SOSTENIBILIT
IDROCARBURI DA GAS NATURALE
n-alcani prodotti di cracking
n-alcheni
riarrangiamento
b-scissione
b-scissione
prodotti di crackingcarbocationi n-alchil secondari
i-alcheni prodotti di crackingcarbocationi i-alchil terziari
idrogenolisi
i-alcani prodotti di crackingidrogenolisi
fig. 13. Schema
di reazione per
lhydrocracking/idroisomerizzazione
di n-paraffine
su un catalizzatore
bifunzionale.
-
8/10/2019 161-182_ita
18/22
la lunghezza di catena dei prodotti di cracking deveessere
prevalentemente quella dellintervallo desi-derato, ossia la
distribuzione dei prodotti di hydro-
cracking deve essere di tipo ideale; le catene con una lunghezza
superiore a quella del-
lintervallo desiderato devono avere una reattivitdecisamente
pielevata;
il catalizzatore deve possedere una elevata capacitisomerizzante
al fine di ottenere carburanti con buone
caratteristiche di prestazioni a freddo.
Da un punto di vista generale, le condizioni sopra
riportate sono pio meno soddisfatte quando, nel cata-lizzatore,
si riesce a bilanciare in modo ottimale la fun-zionalitmetallica
con il carattere acido del supporto.
Tecnologie di conversione
Shell stata una delle prime industrie a studiare esviluppare una
tecnologia di hydrocracking mirata alla
conversione di cere prodotte dalla reazione Fischer-
Tropsch (Hoek et al., 1984). Lo schema del processo
Shell, realizzato per la prima volta a Bintulu, in Malay-
sia, prevede che la corrente di paraffine con pidi seiatomi di
carbonio, proveniente dal reattore Fischer-
Tropsch, sia preriscaldata alla temperatura di reazione,
miscelata con idrogeno e successivamente inviata al reat-
tore di hydrocracking. I prodotti in uscita sono inviati a
un separatore, nel quale vengono effettuati il recupero
dellidrogeno che non ha reagito e la separazione dei pro-dotti a
basso peso molecolare (C4). Infine, la frazione
liquida rimanente frazionata nella sezione di distilla-zione e
le paraffine pesanti che non sono state converti-te vengono
riciclate nel reattore di cracking.
Il processo impiega un classico reattore di cracking
a letto fisso che opera alla temperatura di 300-350 C ealla
pressione di 50-130 bar. Il consumo di idrogeno di circa 300
scf/bbl. Questo valore considerevolmente
178 ENCICLOPEDIA DEGLI IDROCARBURI
IDROCARBURI DA FONTI FOSSILI NON CONVENZIONALI E ALTERNATIVE
moliper100diC1
6
reagito
0
20
40
60
80
100
120
140
numero di carbonio dei prodotti di cracking
cracking catalitico: SiO2-Al2O3-ZrO2 T500 C; conv.54%
hydrocracking: Co-Mo-S/SiO2-Al
2O
3 T400 C; conv.50%
hydrocracking: Pt/Ca Y
T230 C; conv.55%
2 4 6 8 10 12 14
fig. 14. Distribuzione
dei prodotti
di cracking catalitico
e hydrocracking
del n-C16 al 50%.
fig. 15. Selettivita isoparaffineper la conversione (dal basso
verso lalto) di n-C36,n-C28 e n-C16 su catalizzatore Pt/MSA a 380
C.
selettivit
aisoparaffine
0
0,2
0,4
0,6
0,8
1,0
conversione0 0,2 0,4 0,6 0,8 1,0
tab. 5. Reattivitdelle n-paraffine al variaredella lunghezza di
catena
Reagente Costante del 1 ordineper la formazione dei prodottidi
cracking (unit arbitrarie)
n-C10 1,0
n-C11 1,8
n-C12
n-C13
n-C14 10
n-C15 22
n-C16 37
n-C17 87
-
8/10/2019 161-182_ita
19/22
pibasso di quelli che si hanno per lhydrocracking dellefrazioni
petrolifere nelle raffinerie (500-3.000 scf/bbl).
Nel corso della reazione oltre allidroisomerizzazione
eallhydrocracking della carica, avvengono anche lidro-genazione
delle olefine e la rimozione dei composti ossi-
genati costituiti principalmente da alcoli primari.
2.6.3 Prodotti
La tecnologia per la conversione di gas in prodotti liqui-
di mediante reazione Fischer-Tropsch mira generalmente
alla conversione di grandi quantitdi gas, al fine di
bene-ficiare dei vantaggi economici derivanti dalla scala degli
impianti. In questo contesto, i principali prodotti otte-
nuti devono essere di largo consumo, quali per esempio
carburanti per aerei e per motori diesel.
Accanto a questi prodotti di base, possibile perindirizzare la
sezione di hydrocracking verso la produ-
zione di prodotti speciali ad alto valore aggiunto, desti-
nati a settori applicativi diversi dai carburanti. In linea
di principio questi prodotti sono quelli che danno il mas-
simo vantaggio economico e il limite alla quantitpro-dotta
determinato dalla recettivitdel mercato di desti-nazione. Di
seguito viene presentata una descrizione del-
lupgrading dei prodotti ottenibili.
Prodotti di base
I prodotti di base sono costituiti dalla frazione dei pro-
dotti gassosi a temperatura ambiente, assimilabili al GPL,e
dalla frazione liquida che puessere classificata in
baseallintervallo di ebollizione in naphtha, cherosene e
car-buranti per motori diesel. Un accurata gestione dellasezione di
hydrocraking permette di massimizzare la pro-
duzione della frazione diesel o della frazione cherosene,
le cui rese tipiche complessive sono riportate in tab. 6.
GPL
Le frazioni gassose leggere sono un prodotto inevi-
tabile ma indesiderato per ragioni economiche. Queste
frazioni possono essere avviate al mercato locale, quando
esistente, o riciclate alla sezione di generazione del gas
di sintesi, oppure possono essere mandate a un brucia-
tore per produrre lenergia necessaria al processo.
Naphtha
Il processo di cracking in presenza di vapore di
naphtha la principale tecnologia utilizzata specialmentein
Europa per la produzione di olefine leggere. Nor-
malmente, lalimentazione impiegata la cosiddetta vir-gin
naphtha, una frazione petrolifera leggera (punto di
ebollizione 38-190 C) a composizione variabile dipen-dentemente
dal greggio di partenza. La frazione C5-C9proveniente dalla
distillazione primaria o dallhydro-cracking di cere prodotte nella
reazione Fischer-Tropsch
ha caratteristiche che la rendono simile alla virgin naphtha
da raffineria. Rispetto a questultima ha caratteristichemigliori
poich, essendo costituita unicamente da n-paraf-fine, pudare una
resa in etilene e propilene superiorealla carica di raffineria che
contiene anche i-paraffine,
cicloparaffine e aromatici. Un recente studio effettuato
da Sasol, Chevron-Texaco e Kellog Brown & Root, ha
confermato lelevata qualitdella naphtha prodotta
viaFischer-Tropsch sia in forma idrogenata sia tal quale.
Questa frazione, in quanto a punto di ebollizione,
potrebbe anche essere usata come benzina tuttavia, a causa
della natura paraffinica lineare del prodotto, il numero di
ottano della benzina derivata molto basso. Da un puntodi vista
economico, conviene cercare di minimizzare la
produzione di questo taglio di distillazione.
Cherosene
La frazione da distillazione primaria costituita prin-cipalmente
da n-paraffine e quindi ha un punto di scor-
rimento (pour point) inadeguato per un utilizzo come
carburante per aerei. Il processo di hydrocracking di cere
invece ottimizzato per fornire anche il desiderato gradodi
ramificazione richiesto per prodotti a specifica. Il
punto di fumo di questa frazione molto alto e
questaproprietestremamente interessante poichle specifi-che su
questo valore richiedono un punto di fumo di
almeno 25 mm. Una criticitdi questa frazione puesse-
re il punto di congelamento.La specifica per un carburante per
aerei di classe Jet
A-1 un punto di congelamento inferiore a 47 C. Ilprodotto
ottenuto tramite sintesi Fischer-Tropsch ha un
punto di congelamento vicino alla specif ica e questo
aspetto potrebbe essere critico per miscele di prodotti
convenzionali da raffineria con prodotti derivati dalla
sintesi Fischer-Tropsch. Le tipiche proprietdi un che-rosene
ottenuto dalla reazione Fischer-Tropsch sono ripor-
tate nella tab. 7.
Carburante diesel
Il carburante diesel ottenuto mediante sintesi Fischer-Tropsch
virtualmente privo di zolfo e di aromatici; inoltre,
179VOLUME III / NUOVI SVILUPPI: ENERGIA, TRASPORTI,
SOSTENIBILIT
IDROCARBURI DA GAS NATURALE
tab. 6. Composizione dei prodotti liquidi ottenibili
per conversione di gas
mediante sintesi Fischer-Tropsch e hydrocracking
Prodotti liquidiMassimo diesel
(% in vol.)Massimo cherosene
(% in vol.)
Naphtha 15 25
Cherosene 25 50
Diesel 60 25
Totale 100 100
-
8/10/2019 161-182_ita
20/22
-
8/10/2019 161-182_ita
21/22
-
8/10/2019 161-182_ita
22/22
Stormont D.H. (1959)New process has big possibilities, Oil&
Gas Journal, 57, 48-49.
Stormont D.H. (1960) Unicracking. Answer to
pink-cloudspecifications, Oil & Gas Journal, 58, 104-106.
Tiong Sie S. (1992)Acid-catalyzed cracking of
paraffinichydrocarbons. 1: Discussion of existing mechanisms
andproposal of a new mechanism, Industrial and EngineeringChemistry
Research, 31, 1881-1889.
Tiong Sie S. (1993)Acid-catalyzed cracking of
paraffinichydrocarbons. 3: Evidence for the protonated
cyclopropanemechanism from
hydrocracking/hydroisomerizationexperiments, Industrial and
Engineering ChemistryResearch, 32, 403-408.
Weitkamp J. (1982)Isomerization of long-chain n-alkanes ona
Pt/Ca Y zeolite catalyst, Industrial & EngineeringChemistry.
Product Research and Development, 21, 550.
Weitkamp J., Ernst S. (1990)Factors influencing the
selectivityof hydrocracking in zeolites, in: Barthomeuf D.et al.
(editors)Guidelines for mastering the properties of molecular
sieves,New York, Plenum Press, 343-354.
Weitkamp J. et al. (1984)Peculiarities in the conversion
ofnaphthenes on bifunctional catalysts, Erdoel und Kohle,Erdgas,
Petrochemie, 37, 457.
Yates I.C., Satterfield C.N. (1991)Intrinsic kinetics of
theFischer-Tropsch synthesis on a cobalt catalyst, Energy
&Fuels, 5, 168-173.
Giuseppe Bellussi
Roberto Zennaro
EniTecnologieSan Donato Milanese, Milano, Italia
IDROCARBURI DA FONTI FOSSILI NON CONVENZIONALI E ALTERNATIVE