Embed Size (px)
Citation preview

7/17/2019 1er INFORME EVAPORACION 1 (1).doc
http://slidepdf.com/reader/full/1er-informe-evaporacion-1-1doc 1/16
I. INTRODUCCIÓN
En la actualidad todas las industrias buscan de procesos previos en los que se facilite la
obtención de un producto final rápido y económico. Una de las actividades más importantes es
la evaporación ya que nos permite la mejor conservación del producto, ahorro energético,reducción en el transporte, entre otras.
Fellos !"##$% nos menciona que la evaporación consiste en la eliminación del agua de los
alimentos por ebullición. &eóricamente en la evaporación el calor latente del medio de
calentamiento !vapor% se transite al alimento para aumentar su temperatura hasta el punto de
ebullición !calor sensible%.
Esta operación consiste en la separación de un disolvente volátil de un soluto no volátil por
vapori'ación del disolvente( el agua es el disolvente que con más frecuencia hemos de separar.
)a calefacción se efect*a por medio del vapor condensante !+cón y &ojo, "##%.
)a forma más sencilla de evaporación es la que se lleva a presión atmosférica( sin embargo, ya
que la mayor-a de los alimentos son deteriorados por el calor este método prolonga demasiado
la eposición del producto a altas temperaturas. /or esta ra'ón se utili'a el vac-o para permitir la
evaporación del agua a bajas temperaturas( simultáneamente con esta técnica, y con el uso de
trenes de varios evaporadores que aprovechan los vapores generados entre ellos se alcan'an
eficiencias energéticas importantes !+rrego, 0112%.
/ara fines de esta práctica trabajaremos con un evaporador de efecto simple, este tipo de
evaporadores, consiste en un solo evaporador, en el cual se alimenta vapor vivo, proveniente de
una caldera de vapor, y se alimenta el l-quido fr-o, que en algunas ocasiones pudo haber pasado
por un precalentador, pero, en este caso, se tiene que al adicionar un 3ilogramo de vapor, se
obtendrá aproimadamente un 3ilogramo de vapor de la solución !Franco, s.f.%.
+bjetivos4
5 6escribir e identificar el evaporador
5 7eali'ar de la concentración de una solución para determinar de la cantidad de vapor
primario, econom-a de vapor y la energ-a utili'ada
7/17/2019 1er INFORME EVAPORACION 1 (1).doc
http://slidepdf.com/reader/full/1er-informe-evaporacion-1-1doc 2/16
II. RESULTADOS Y DISCUSIONES
EVAPORADOR DE BOLA
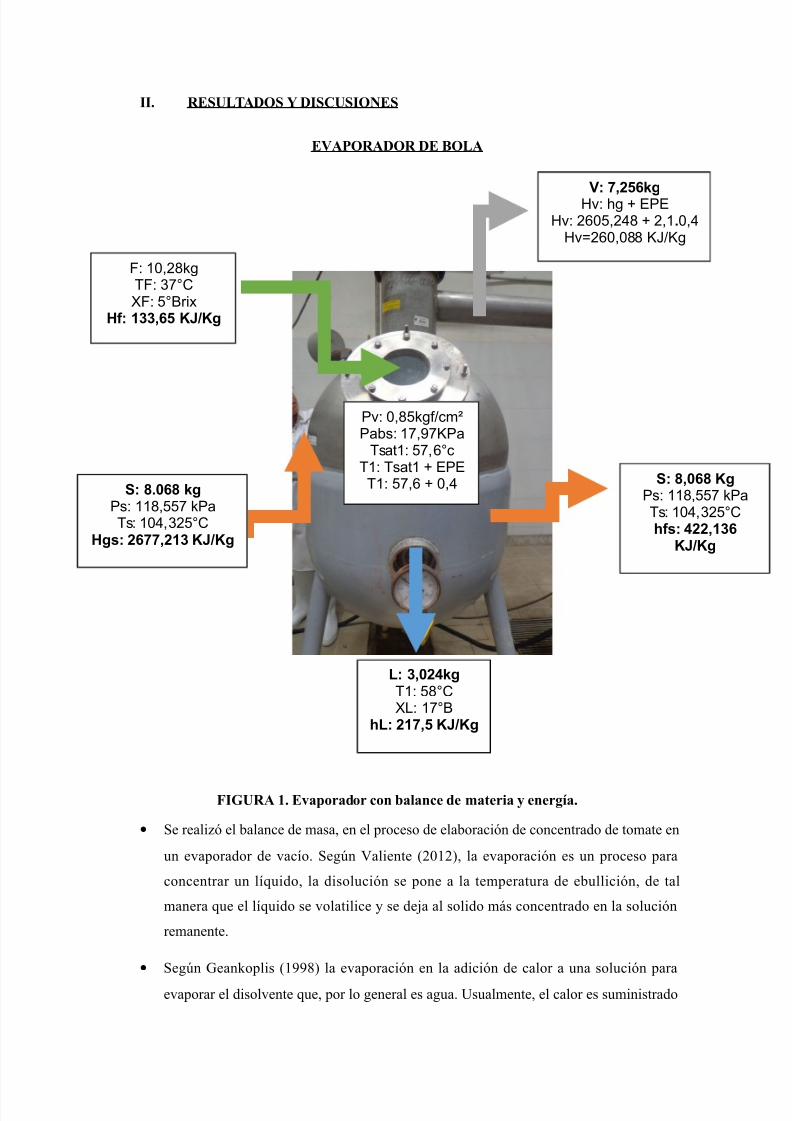
FIGURA 1. Evaporador con baanc! d! "a#!r$a % !n!r&'a.
• 8e reali'ó el balance de masa, en el proceso de elaboración de concentrado de tomate en
un evaporador de vac-o. 8eg*n 9aliente !01"0%, la evaporación es un proceso para
concentrar un l-quido, la disolución se pone a la temperatura de ebullición, de tal
manera que el l-quido se volatilice y se deja al solido más concentrado en la solución
remanente.
• 8eg*n :ean3oplis !"##;% la evaporación en la adición de calor a una solución para
evaporar el disolvente que, por lo general es agua. Usualmente, el calor es suministrado
V: 7,256kgHv: hg + EPE
Hv: 2605,248 + 2,1.0,4Hv=260,088 KJ/Kg
F: 10,28kgTF: 37°CXF: 5°Br!
Hf: 133,65 KJ/Kg
Pv: 0,85kg"/#$%P&'(: 17,)7KP&
T(&*1: 57,6°#T1: T(&*1 + EPET1: 57,6 + 0,4S: 8.068 kg
P(: 118,557 kP&T(: 104,325°C
Hgs: 2677,213 KJ/Kg
S: 8,068 KgP(: 118,557 kP&T(: 104,325°Chfs: 422,136
KJ/Kg
L: 3,024kgT1: 58°CX: 17°B
hL: 217,5 KJ/Kg

7/17/2019 1er INFORME EVAPORACION 1 (1).doc
http://slidepdf.com/reader/full/1er-informe-evaporacion-1-1doc 3/16
por condensación de un vapor en contacto con una superficie metálica, con el l-quido
del otro lado de dicha superficie.• 8eg*n 8ingh !"##;%, la evaporación es una operación básica que normalmente se utili'a
para eliminar agua de alimentos l-quidos diluidos, obteniéndose as- productos más
concentrados. )a eliminación de agua proporciona estabilidad microbiológica y permitareducir costes de almacenamiento y transporte !<afart, "##$%.
• 8eg*n <afart !"##$%, la evaporación por s- mismo o como fase preparatoria de una
operación posterior, la concentración por evaporación tiene m*ltiples aplicaciones4
concentración de jarabes, 'umos de frutas, de leches, de subproductos, etc.( pre
concentración anterior a la cristali'ación !de a'*car, lactosuero%( o anterior a un secado
complementario !productos lácteos, etc.%. Usualmente el proceso de evaporación es
usada como una etapa previa para reali'ar otras operaciones unitarias como la
cristali'ación.• 8eg*n :ean3oplis !"##;% los evaporadores de efecto simple se usan con frecuencia
cuando la capacidad necesaria de operación es relativamente peque=a o el costo del
vapor es relativamente barato comparado con el costo del evaporador. 8in embargo, la
operación de gran capacidad, al usar más de un efecto, reducirá de manera significativa
los costos de vapor.
• 8eg*n <afart !"##$%, cualquier evaporación debe satisfacer los tres imperativos
industriales siguientes4
Elevada capacidad evaporadora
6ébil consumo energético especifico
>ptitud para conservar la calidad del producto concentrado
?alance de <asa &otal ?alance de 8olidosFormación de
9apor
F @ 8 A / @ 9 @ 8F A 9 @ /
FBFA)B/ 9 A F C /
7.256Kg
CUADRO 1. Baanc! d! "a(a !n ! !vaporador.
En el Duadro ", se determinó la cantidad de vapor que se formó en el proceso. >demás, se midió
la cantidad del concentrado obtenido del evaporador.
> continuación, se procede a hallar E/E y calores espec-ficos para el balance de energ-a4

7/17/2019 1er INFORME EVAPORACION 1 (1).doc
http://slidepdf.com/reader/full/1er-informe-evaporacion-1-1doc 4/16
• D!#!r"$nac$)n d! a !!vac$)n d! p*n#o d! !b*$c$)n +EPE,
E/E A ;DG &H de ebullición del agua !a la presión del evaporador%
E/E A ;D C ,ID A 1,$
• C-c*o d! o( caor!( !(p!c'$co(/
Dp A ",I @ 1,10. Bs
6onde Bs es la concentración de sólidos en el fluido.
F*!n#!/ C0OI Y et al. +1234,
• Dp inicialA ",I @ 1,10. # A $.1• DpfinalA ",I @ 1,10. ;2 A 2.
• C-c*o d! a( !n#ap'a(/
• hfA $,1.22A "22,I
• h) A 2,.; A 0",
&eniendo los datos, se reali'ó el balance de energ-a, como puede verse en el Duadro 0,
reali'ando balance de energ-a se determinó la cantidad de vapor primario que se utili'ó ! ;,1I;
3g% en el concentrado con el objetivo de hallar la econom-a de vapor !1,;##% y también se
determinó el coeficiente global de transferencia de calor del evaporador siendo este #,00 JK
m0 HD. )as determinaciones de estos valores tuvieron como premisa las siguientes asunciones4
El sistema es adiabático. El vapor primario solo cede el calor latente de condensación. El vapor secundario sale del sistema a la misma temperatura del concentrado. El vapor secundario tiene como temperatura de ebullición la correspondiente a la
presión de trabajo del evaporador. Eiste una elevación del punto de ebullición !E/E%, por lo tanto el vapor secundario es
sobrecalentado. 8e asume que el evaporador de vac-o es una esfera perfecta. Domo la pulpa de tomate solo ocupó la mitad de la capacidad del evaporador, su
área de transferencia de calor ya no será $Lr 0 sino solo 0Lr 0, donde r A 1,2 m
7/17/2019 1er INFORME EVAPORACION 1 (1).doc
http://slidepdf.com/reader/full/1er-informe-evaporacion-1-1doc 5/16
Dantidad de 9apor Utili'ado !8%
6eterminación delDoeficiente :lobal de&ransmisión de Dalor
!U%
Econom-a de 9apor !E9%
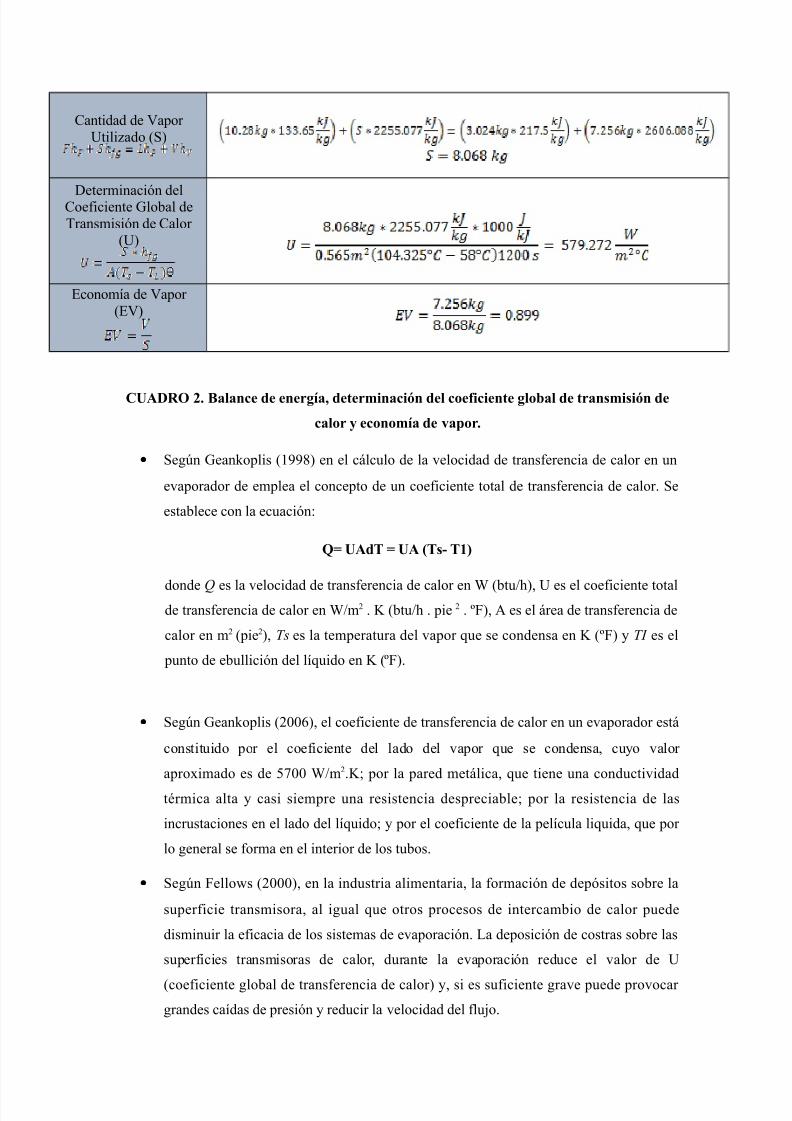
CUADRO 5. Baanc! d! !n!r&'a d!#!r"$nac$)n d! co!$c$!n#! &oba d! #ran("$($)n d!
caor % !cono"'a d! vapor.
• 8eg*n :ean3oplis !"##;% en el cálculo de la velocidad de transferencia de calor en un
evaporador de emplea el concepto de un coeficiente total de transferencia de calor. 8e
establece con la ecuación4
67 UAdT 7 UA +T(8 T1,
donde Q es la velocidad de transferencia de calor en J !btuKh%, U es el coeficiente totalde transferencia de calor en JKm0 . M !btuKh . pie 0 . HF%, > es el área de transferencia de
calor en m0 !pie0%, Ts es la temperatura del vapor que se condensa en M !HF% y TI es el
punto de ebullición del l-quido en M !HF%.
• 8eg*n :ean3oplis !011I%, el coeficiente de transferencia de calor en un evaporador está
constituido por el coeficiente del lado del vapor que se condensa, cuyo valor
aproimado es de 11 JKm0.M( por la pared metálica, que tiene una conductividad
térmica alta y casi siempre una resistencia despreciable( por la resistencia de las
incrustaciones en el lado del l-quido( y por el coeficiente de la pel-cula liquida, que por
lo general se forma en el interior de los tubos.
• 8eg*n Fellos !0111%, en la industria alimentaria, la formación de depósitos sobre la
superficie transmisora, al igual que otros procesos de intercambio de calor puede
disminuir la eficacia de los sistemas de evaporación. )a deposición de costras sobre las
superficies transmisoras de calor, durante la evaporación reduce el valor de U
!coeficiente global de transferencia de calor% y, si es suficiente grave puede provocar
grandes ca-das de presión y reducir la velocidad del flujo.

7/17/2019 1er INFORME EVAPORACION 1 (1).doc
http://slidepdf.com/reader/full/1er-informe-evaporacion-1-1doc 6/16
• 8eg*n 8ingh !"##;%, el aumento del punto de ebullición de una solución !alimento
l-quido% se define como el aumento en el punto de ebullición sobre el del agua pura, a
una determinada presión. )a diferencia de temperatura entre el vapor y el producto
disminuye conforme aumenta el punto de ebullición del producto, debido a su proceso
de concentración. )a disminución de la diferencia de temperatura entre ambos medios
disminuye a su ve' la velocidad de transmisión de calor entre el vapor y el producto.
• 7especto a la econom-a de vapor /imentel !"###% asegura que la concentración puede
llevarse a cabo en varios tipos de evaporadores, sin embargo se prefieren aquellos en los
que la econom-a de vapor es elevada. 8e entiende por econom-a de vapor a los 3g de
vapor obtenido o separado de la solución de trabajo por 3g de vapor vivo que se hautili'ado en el primer cuerpo de evaporación de un m*ltiple efecto. )a evaporación en
m*ltiple efecto busca reducir el consumo de vapor. 6e esta manera se pudo anali'ar la
eficiencia del evaporador para este proceso y determinar cuándo se encuentra algo
defectuoso.
• 8eg*n 8ingh !"##;%, la econom-a de vapor es un término para epresar el rendimiento
de operación de un sistema de evaporación. )a econom-a de vapor de un sistema de
evaporación de simple efecto suele ser cercana a ". <ientras que :ean3oplis !"##%
indica que si la solución que se va evaporar es bastante diluida y parecida al agua, " Mg
de vapor de agua producirá aproimadamente " Mg de vapor al condensarse, esto
ocurrirá siempre que la alimentación tenga una temperatura cercana al punto de
ebullición. El resultado obtenido indica que la econom-a de vapor resulto de 1.;#, este
valor se encuentra muy cercano al mencionado por diversos autores, que indican que
este valor se aproima a ".
• 8eg*n :ean3oplis !"##;%, cuando se usa vapor de agua saturado a presión alta, el valor
de d& aumenta, con lo que disminuye el tama=o y el costo del evaporador. 8in embargo
el vapor a alta presión cuesta más y suele ser más valioso como fuente de potencia en
otros equipos. /or consiguiente, la presión óptima del vapor de agua se determina
mediante un balance económico general.
• /ara reducir los consumos energéticos se utili'an tres sistemas basados en el
aprovechamiento del calor contenido en el vapor etra-do del alimento. 8on los
siguientes4
7/17/2019 1er INFORME EVAPORACION 1 (1).doc
http://slidepdf.com/reader/full/1er-informe-evaporacion-1-1doc 7/16
o 7ecompresión de vapor4 en este sistema el vapor etra-do del producto es recomprimido
!elevando as- su temperatura% mediante un sistema mecánico o con un chorro de vapor
en un compresor que se aprovecha el efecto 9enturi. El vapor as- recomprimido se
reutili'a como vapor de calentamiento.
o /recalentamiento4 en este método el vapor obtenido en la evaporación se emplea para
precalentar el producto en la entrada del evaporador o para calentar el agua en el
generador de vapor. <*ltiples efectos4 en este sistema en el que se utili'an diversos
evaporadores !efectos% conectados entre s-, si el vapor obtenido en un efecto se utili'a
directamente como medio de calentamiento en el efecto siguiente
• 8eg*n :ean3oplis !"##;%, las diluciones no son tan diluidas, por lo tanto las
propiedades térmicas de las soluciones que se evaporan pueden ser muy diferentes a las
del agua. )as concentraciones de las soluciones son bastantes altas por lo cual los
valores de capacidad calor-fica y punto de ebullición son muy distintos a los del agua.
8e puede usar la regla de 6uhring para predecir el punto de ebullición del concentrado.
• /or otro lado, /ati=o !0111%, fundamentalmente, el balance de masa y energ-a es la
determinación cuantitativa de los requerimientos de materiales y energ-a involucrados
en un proceso industrial. Es también una herramienta para el control y el diagnóstico de
la operación de los procesos productivos. En este caso nos fue de utilidad para la
detección de la pérdida de solidos totales en el proceso de concentrado que influye en lacalidad del producto final. >dicionalmente, las pérdidas de solidos se debió en cierto
grado a que una parte de estos se adhirieron a las paredes de evaporador de vac-o y a los
cambios producidos durante el proceso.
• 8eg*n Earl !"##%, los factores principales que afectan la velocidad de evaporación son4
)a velocidad con que se puede transferir calor al l-quido.
)a cantidad de calor necesaria para evaporar cada 3ilogramo de agua.
)a máima temperatura permisible por el l-quido.
)a presión a la que tiene lugar la evaporación.
Dualquier cambio que pueda tener lugar en el producto alimenticio durante el
proceso de evaporación.

7/17/2019 1er INFORME EVAPORACION 1 (1).doc
http://slidepdf.com/reader/full/1er-informe-evaporacion-1-1doc 8/16
III. CONCLUSIONES
• El proceso de evaporación etiende el tiempo de vida *til de los alimentos debido a que
este elimina gran parte del agua disponible, reduciendo el tiempo de vida *til del
alimento.
7/17/2019 1er INFORME EVAPORACION 1 (1).doc
http://slidepdf.com/reader/full/1er-informe-evaporacion-1-1doc 9/16
• El producto final obtenido luego de la evaporación puede clasificarse de diversas
maneras de acuerdo a la cantidad de solidos que este contenga.• )as caracter-sticas finales y la calidad del puré de tomate dependerá de la calidad de los
tomates as- como de su correcta manipulación durante el proceso.•
8e determinó la cantidad vapor primario !;,1I; 3g% utili'ado y el vapor secundario!,0I% formado en la concentración de jugo de tomate.
• 8e determinó que la econom-a de vapor en la concentración de jugo de tomate fue de
1,;## !;#,#N%.• 8e determinó el coeficiente de transferencia de calor en la concentración de jugo de
tomate !#,00 JKm0.HD%.• El coeficiente de transferencia de calor var-a a medida que el equipo es utili'ado y con
las caracter-sticas del fluido a concentrar.• )a formación de espuma durante la elaboración de concentrado de tomate es un
fenómeno muy com*n, sin embargo debe evitarse o disminuir su intensidad.• Eiste diferencias entre los valores obtenidos por cálculos con los medidos realmente.• <ientras la econom-a de vapor en un evaporador de simple efecto sea más cercano a la
unidad es más eficiente.
IV. BIBLIOGRAF9A
• >9>)+, ?( /E7EO, 8( &+9>7, <. 011#. Daracteri'ación preliminar del proceso de
concentración del jugo natural de naranja en un evaporador de tres efectos. PQDP v. 2$
n."" Daracas, 9ene'uela. Donsultado el 2 de mayo del 01", disponible en
http4KK.scielo.org.veKscielo.phpR
scriptAsciSarttetTpidA812;";$$011#11""1111TlngAesTnrmAisoTtlngAes
• D+P, V( +M+8 <. 7. "#;2. &he termal properties of tomato juice concentrates.
&ransactions of the >8>E. v. 0I, n.", p. 21 G2"".

7/17/2019 1er INFORME EVAPORACION 1 (1).doc
http://slidepdf.com/reader/full/1er-informe-evaporacion-1-1doc 10/16
• E>7), ). "##. Pngenier-a de alimentos, las operaciones básicas aplicadas a la
tecnolog-a de alimentos. Editorial >cribia 8.>. Espa=a !Oarago'a%.
• FE))+J8 /. 0111. &ecnolog-a de procesado de los alimentos4 /rincipios y prácticas.
Editorial >cribia. Oarago'a. Espa=a.
• F7>QD+, W. 8.F. 6ise=o de un simulador por computadora de procesos de evaporación
en una l-nea de evaporadores de m*ltiple efecto. Donsultado el 00 de abril del 01"
disponible en http4KK.tec.url.edu.gtKboletinKU7)S1$SPQ91$.pdf
• :E>QM+/)P8, W. "##;. /rocesos de transporte y operaciones unitarias. 8egunda
edición. Editorial D.E.D.8.>. <éico.
• :E>QM+/)P8, D. 011I. /rocesos de &ransporte y /rincipios de /rocesos de
8eparación. Duarta Edición. Dompa=-a Editorial Dontinental. <éico.
• <>F>7&, /. "##$. Pngenier-a Pndustrial >limentaria. 9olumen P. Editorial >cribia 8.>.
<adrid. Espa=a.
• +D+Q V &+W+. "##. /roblemas de Pngenier-a Xu-mica. ta Edición. &omo PP.
Editorial >guilar. Espa=a.
• +77E:+, D. 0112. /rocesamiento de >limentos. Editorial Universidad Qacional de
Dolombia4 Dolombia.
• />&PY+, >. 0111. Pntroducción a la Pngenier-a Xu-mica4 ?alance de <asa y Energ-a.
/rimera Edición. Diudad de <éico, Universidad Pberoamericana. &omo P.
• /P<EQ&E), >. "###. Daracteri'ación y /uesta en <archa de un Equipo de
Evaporación en &riple Efecto. &esis Pngeniero >groindustrial. Dhapingo, <B,
Universidad >utónoma Dhapingo. "$ p.
• 8PQ:, / y E)6<>Q, 6. "##;. Pntroducción a la Pngenier-a de los >limentos.
Editorial >cribia 8.>. Espa=a !Oarago'a%.
• 9>)PEQ&E, >. 01"0. /roblemas de ?alance de <ateria y Energ-a en la Pndustria
>limentaria. 8egunda Edición. <éico 6.F., )imusa. 2"1 p.
7/17/2019 1er INFORME EVAPORACION 1 (1).doc
http://slidepdf.com/reader/full/1er-informe-evaporacion-1-1doc 11/16
V. ANE:OS
ANE:O 1
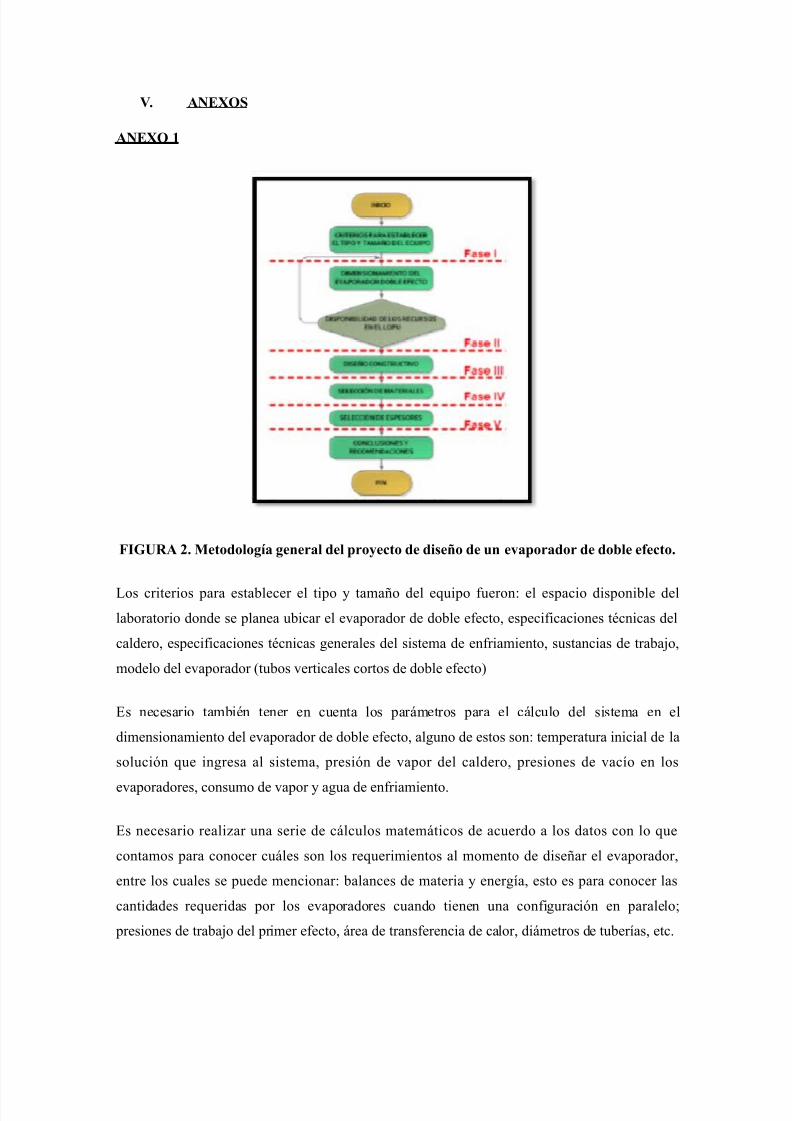
FIGURA 5. ;!#odoo&'a &!n!ra d! pro%!c#o d! d$(!<o d! *n !vaporador d! dob! !!c#o.
)os criterios para establecer el tipo y tama=o del equipo fueron4 el espacio disponible del
laboratorio donde se planea ubicar el evaporador de doble efecto, especificaciones técnicas del
caldero, especificaciones técnicas generales del sistema de enfriamiento, sustancias de trabajo,
modelo del evaporador !tubos verticales cortos de doble efecto%
Es necesario también tener en cuenta los parámetros para el cálculo del sistema en el
dimensionamiento del evaporador de doble efecto, alguno de estos son4 temperatura inicial de la
solución que ingresa al sistema, presión de vapor del caldero, presiones de vac-o en los
evaporadores, consumo de vapor y agua de enfriamiento.
Es necesario reali'ar una serie de cálculos matemáticos de acuerdo a los datos con lo que
contamos para conocer cuáles son los requerimientos al momento de dise=ar el evaporador,
entre los cuales se puede mencionar4 balances de materia y energ-a, esto es para conocer las
cantidades requeridas por los evaporadores cuando tienen una configuración en paralelo(
presiones de trabajo del primer efecto, área de transferencia de calor, diámetros de tuber-as, etc.
7/17/2019 1er INFORME EVAPORACION 1 (1).doc
http://slidepdf.com/reader/full/1er-informe-evaporacion-1-1doc 12/16
&omando en consideración todo lo anterior y efectuando los cálculos pertinentes se obtiene una
serie de valores para los parámetros antes mencionados, es recién en este punto donde ya se
puede iniciar la construcción para este evaporador de doble efecto.
ANE:O 5/
CARACTERI=ACIÓN PRELI;INAR DEL PROCESO DE CONCENTRACIÓN DEL
>UGO NATURAL DE NARAN>A EN UN EVAPORADOR DE TRES EFECTOS
B!?$( Avao S!r&$o P@r! % ;arco( Tovar
1. Ob!#$vo
El objetivo del presente estudio fue reali'ar un estudio descriptivo del proceso de concentración
por evaporación del jugo natural de naranja y de algunas de las propiedades fisicoqu-micas y
microbiológicas en el tiempo tales como H?ri, p, ácido ascórbico, a'*cares totales y
reductores, grado de hidrólisis, -ndice de diacetilo, para condiciones definidas de presión y
temperatura en un evaporador de tres efectos de tubos verticales cortos.
5. D!(arroo
5.1. E(#ra#!&$a d! $nv!(#$&ac$)n
8e evaluó el proceso de concentración de jugo natural de naranja en un evaporador de
laboratorio marca 6idacta PD6"Q& de tres efectos, midiendo comparativamente los
parámetros fisicoqu-micos de densidad, p, acide' titulable, vitamina D, a'*cares totales,
a'*cares reductores y a'*cares no reductores, -ndice de diacetilo, H?ri, relación H?riKacide'
titulable, grado de hidrólisis de los a'*cares no reductores para dos corridas de concentración
durante un tiempo de "1 y "I$min. )as condiciones del proceso de concentración en la corrida
dos para el primer efecto fueron temperatura de "10HD, presión de "#,IM/a, efecto dos a HD y
presión de vac-o de 0,2M/a, y en el tercer efecto a I"HD y I1M/a. )os resultados indicaron que
a HD y 0,2 M/a el jugo de naranja se concentró desde "2 hasta 0I,21H?ri, presentando el
jugo el mayor contenido de vitamina D. El contenido de a'*cares totales de 00,$0gK"11ml se
encontró a HD en el efecto dos y de "$,#"gK"11ml a #HD en el efecto tres. El mayor grado de
hidrólisis !;,0N% fue logrado en el efecto tres para una temperatura de #HD.

7/17/2019 1er INFORME EVAPORACION 1 (1).doc
http://slidepdf.com/reader/full/1er-informe-evaporacion-1-1doc 13/16
5.5.;a#!r$a!( % ;@#odo(
El trabajo fue reali'ado en los laboratorios de /lanta /iloto y ?iomoléculas de Pngenier-a de los
>limentos, Q*cleo Danoabo, Universidad Qacional Eperimental 8imón 7odr-gue', 9ene'uela.
El jugo de naranja fue obtenido de naranjas !Citrus sinensis ).% var. 9alencia de la cosecha demar'o 011;, procedentes de la acienda 8an <anuel, El Dedro, <unicipio <iranda, Estado
Darabobo, 9ene'uela.
0.0.". /reparación del jugo natural de naranja
/ara la preparación del jugo se utili'ó una muestra de 0$23g de naranjas, seleccionadas en
estado de madure' óptimo, tama=o homogéneo y sin da=o f-sico aparente, con un -ndice de
madure' para la fruta fresca de ;,;$ seg*n la relación H?riKacide' !Mimball, 0110%. )as
naranjas fueron lavadas con agua fr-a, cortadas simétricamente en dos para someterlas al
proceso de etracción del jugo mediante un eprimidor eléctrico. 8e etrajo una cantidad de
jugo equivalente a ""#3g y en corte'a y baga'o se alcan'ó un $,0N !pKp%. El jugo de naranja
fue filtrado y centrifugado mediante centrifugadora DE/> Darl /adbard, modelo I2 )arh )8 a
211rpm, obteniendo ",;N !pKp% de pulpa, para un rendimiento en jugo del ",10N !pKp% sobre
el total de naranjas utili'adas. El proceso de concentración fue reali'ado en dos corridas. /ara la
corrida " se utili'ó un peso de Z"3g de jugo de naranja durante "1min y en la corrida 0 una
carga de I;3g durante "I$ min.
0.0.0. Daracteri'ación f-sico qu-mica y microbiológica
<uestras de jugo natural de naranja sin concentrar y concentradas fueron sometidas a los
siguientes análisis4 densidad !D+9EQPQ """I4%, H?ri !D+9EQPQ #0$4;2%, p !D+9EQPQ
"2"4;2%, acide' titulable !D+9EQPQ """4%, vitamina D por el método volumétrico con 0,I
dicloroindofenol, a'*cares totales, reductores y no reductores !N pKv% aplicando método de
)ane y Eynon, seg*n metodolog-a >+>D !"##1%, y relación H?riKacide' seg*n Mimball !0110%.
)as mediciones fueron reali'adas por duplicado. )os H?ri !sólidos solubles totales, 88&%
fueron determinados mediante un refractómetro ?aush T )ombd modelo >dlG2, el p con un
potenciómetro annan Pnstruments p 0"". /ara el -ndice de diacetilo !mg[l G"%, se utili'ó el
método de ill et al . !"#$% citado por Mimball !0110%, que consistió en preparar una solución
de "Gnaftol !g en "11ml de alcohol isoprop-lico ##N%, solución de creatina !"11g de M+ en
"1ml de agua, agregando 1,g de creatina y aforando a 01ml con agua destilada.%. El
procedimiento requirió preparar patrones de diacetilo en agua destilada de concentración 1,( "(
0( 2( $( ( I( y "1ppm, medir su absorbancia a 21nm mediante un espectrofotómetro >gilent
;$2 U9G9P8 y elaborar una curva de calibración con las medidas de absorbancia de los

7/17/2019 1er INFORME EVAPORACION 1 (1).doc
http://slidepdf.com/reader/full/1er-informe-evaporacion-1-1doc 14/16
patrones, para luego determinar el contenido presente en las muestras de jugo de naranja. )as
muestras de jugo de naranja fresco y concentradas fueron sometidas a destilación para obtener
tres porciones de destilado, de 0ml cada una, tomando por separado "1ml de la primera y
tercera porción del destilado, haciéndolas reaccionar con "Gnaftol !ml% y creatina !0ml% para
luego medir su absorbancia a 21nm !a los min%. El blanco utili'ado fue agua destilada en
presencia de "Gnaftol y creatina.
5.4. D$(!<o Ep!r$"!n#a
2.3.1. Análisis estadísticos
8e aplicó análisis de varian'a >nova de dos factores !temperatura y tiempo% en la variable de
respuesta vitamina D para el proceso de concentración en los tres efectos de la corrida 0, usando
el paquete estad-stico <initab\ 7elease "$.".
2.3.2. Descripcin del !roceso
El proceso de concentración por evaporación del jugo de naranja fue reali'ado en un evaporador
de laboratorio de tres efectos verticales marca 6idacta modelo PD6"Q& de tubos cortos,
representado en la Figura ". El proceso se reali'ó de forma semiGcontinua, durante "I$min.Dada efecto tiene una altura de ",01m y está compuesto por una sección de campana y
calandria. En esta *ltima se ubicaron 21 tubos cortos de $1cm de longitud por donde circuló el
fluido fresco a concentrar !F4 flujo de alimentación%. /or la parte eterna de la calandria del
primer efecto se alimentó el flujo de vapor para calentamiento !81% sin contacto directo con el
jugo. )a temperatura en el primer efecto !&"% fue mantenida mediante un controlador e
indicador &PD0 tipo /P6 que actuó en modo onGoff !8mith et al ., 0110%. 8e dispuso de control
de nivel en los tres efectos mediante sensor conductivo de varilla, efectuándose el control a una
altura !h% de "2cm por encima de la longitud total de los tubos !$1cm%.

7/17/2019 1er INFORME EVAPORACION 1 (1).doc
http://slidepdf.com/reader/full/1er-informe-evaporacion-1-1doc 15/16
)as presiones de tope fueron medidas a través de manómetros colocados en cada efecto, y
las temperaturas P&0 e P&2 fueron medidas a través de elementos indicadores digitales
acoplados a termopares. El primer efecto operó a presiones superiores a la atmosférica,
mientras que el segundo y el tercer efecto, operaron a presiones de vac-o. El equipo dispuso
de un condensador de superficie donde se condensó el flujo de vapor !92% proveniente del
tercer efecto. 6esde el tanque de alimentación del sistema fue suministrado mediante
bomba al primer efecto, el flujo másico de jugo natural de naranja fresco !F% equivalente a
"1,13g[minG", de "0,1H?ri !NpKp% a temperatura de 21,1HD, alcan'ando el volumen de
llenado del efecto de ;,1l y una temperatura de "10HD !corrida 0, valor del setGpoint, "11HD%
mediante suministro del flujo de vapor !8 o% a una presión de 0bar !"##M/a%. Una ve'
alcan'ado el estado estable de ebullición, comen'ó la separación del solvente !agua% en
forma de vapor 9" por el tope del primer efecto y descendió el nivel de jugo dentro del
efecto !concentrado )", jugo de mayor H?ri% y por acción de la presión de vac-o pasó al
segundo efecto. En ese momento se abrió la válvula de alimentación al primer efecto y se
alimentó jugo fresco. El flujo 9" fue utili'ado para el calentamiento del jugo contenido en el
segundo efecto, donde ocurrió una separación de fases, obteniéndose un flujo de vapor 9 0 y
un concentrado )0. )as descargas sucesivas de concentrado a través de los efectos se
hicieron por diferencia de presión. Duando descendió el nivel, ello indicó que se hab-a
llevado a cabo la concentración, comportamiento que ocurrió de igual forma para el
segundo y tercer efecto, correspondiendo con un estado repetitivo o c-clico. El proceso de
puesta en marcha para reali'ar el llenado de todos los efectos ocurrió con un intervalo de "G
0min entre efectos, para lo cual se esperó que alcan'ase la ebullición el jugo contenido en el
7/17/2019 1er INFORME EVAPORACION 1 (1).doc
http://slidepdf.com/reader/full/1er-informe-evaporacion-1-1doc 16/16
efecto en cuestión, y posteriormente se permitió el llenado del efecto siguiente, previa
coneión del sistema !válvulas abiertas en la l-nea de coneión%.
4. Conc*($on!(
El proceso de concentración por evaporación del jugo natural de naranja en el evaporador
de tres efectos PD6"Q&, fue reali'ado en un intervalo de presiones para el primer efecto
entre 0,1 y "#,IM/a y temperaturas entre "1$ y "10HD( para el segundo efecto a presiones
de vac-o entre 20,1 a 0,2M/a para temperaturas entre ;# y HD( y el tercer efecto a ",1G
I1,1 M/a y #GI"HD. )a máima concentración para el jugo de naranja se alcan'ó en el
segundo efecto, con un valor de 0I,2H?ri corregido por temperatura y acide' titulable,
mientras que para el primer efecto se alcan'ó 01,1H?ri y para el tercero "$,1H?ri !sin
corregir por -ndice de acide' y temperatura%. )os parámetro de densidad, H?ri y relaciónH?riKacide' mostraron una tendencia creciente a medida que se concentró el jugo de
naranja. El contenido de vitamina D evaluada en el jugo de naranja mostró máimos y
m-nimos durante el proceso de concentración para las tres temperaturas, con un valor inicial
de 1,1 y un m-nimo de ",1#mg a.aK"11ml muestra. Este descenso pronunciado en el
contenido de vitamina D sugiere utili'ar una mayor presión de vac-o que permita bajar más
las temperaturas en los efectos durante el proceso, ya que pone en evidencia la agresividad
de este tipo de tratamiento térmico sobre la calidad nutricional del jugo en su contenido de
vitamina D. En relación a los a'*cares totales, estos mostraron una tendencia creciente,acorde con el comportamiento esperado durante un proceso de concentración. 8e
recomienda reali'ar una evaluación organoléptica de los concentrados, e identificar y
recuperar aromas o aceites esenciales arrastrados en las corrientes de vapor producidas
durante la concentración.





























